
Effect of C3-Alcohol Impurities on Alumina-Catalyzed Bioethanol Dehydration to Ethylene: Experimental Study and Reactor Modeling
Abstract
:
1. Introduction
2. Results
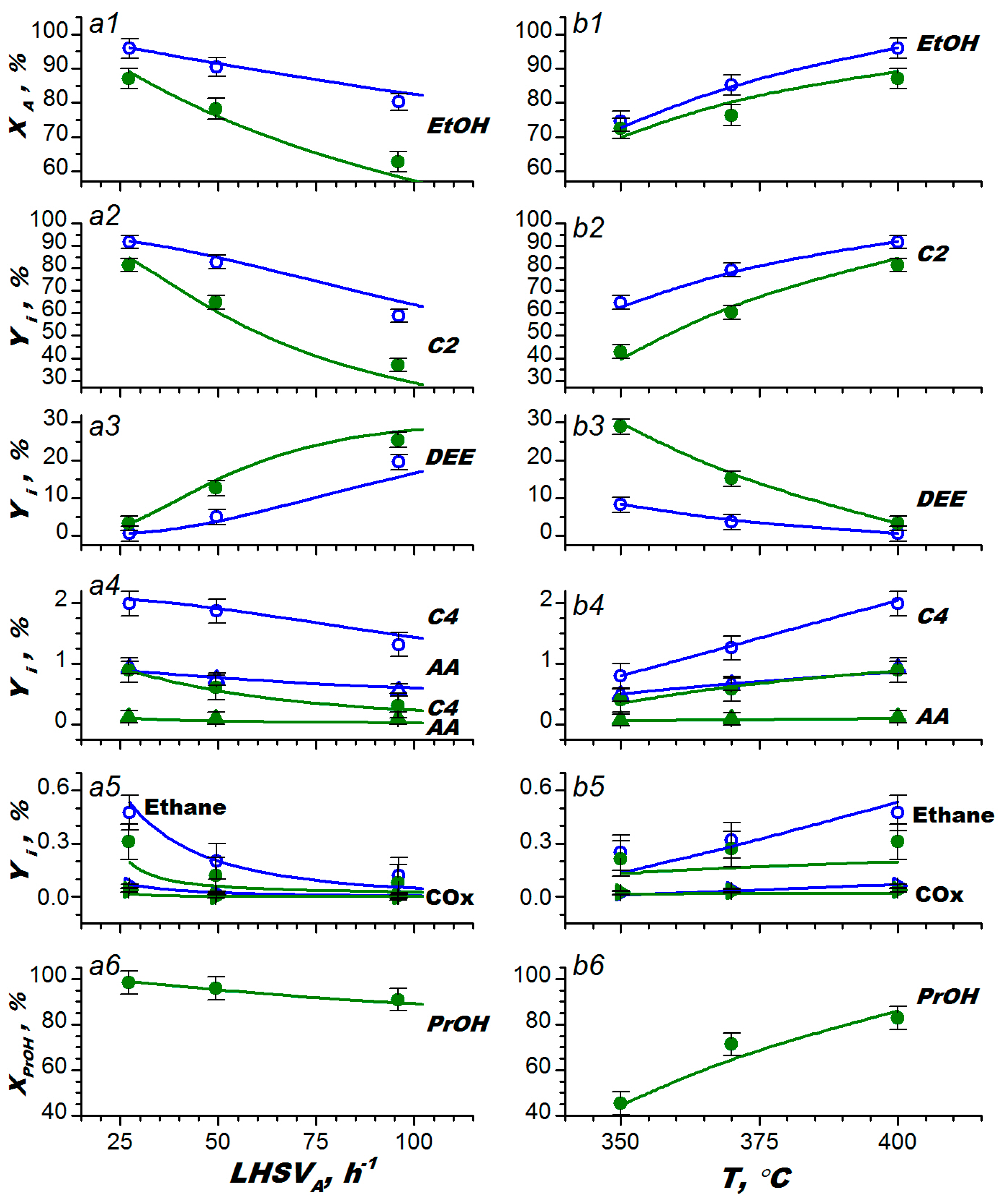
2.1. Experimental Results
2.2. Kinetic Model
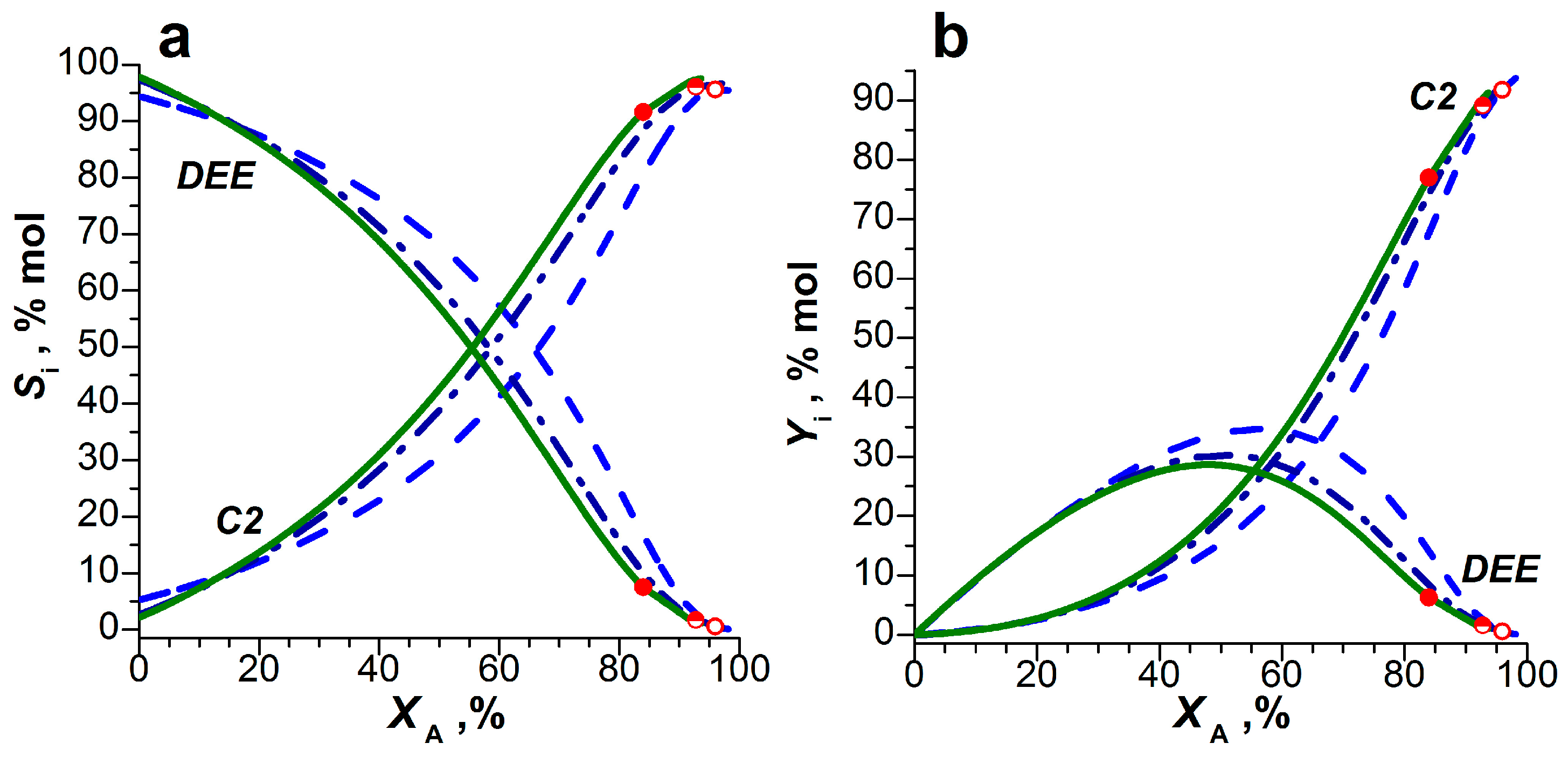
2.3. Validation of the Kinetic Model
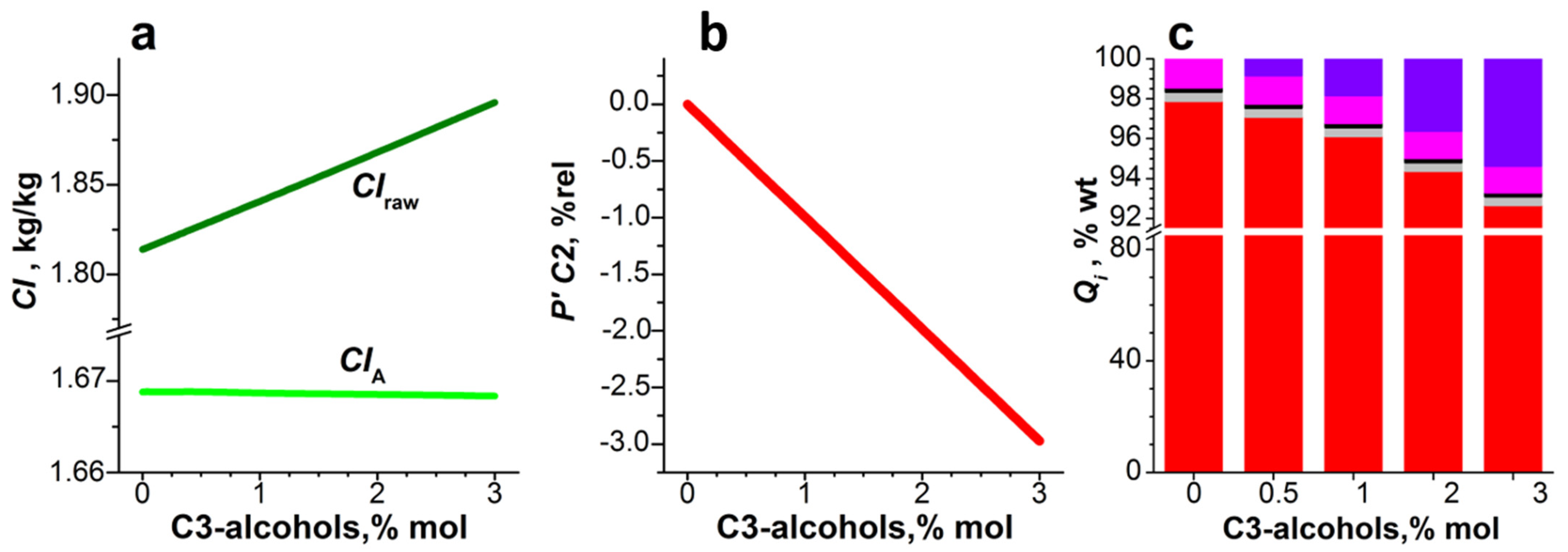
2.4. Dehydration of Contaminated Bioethanol to Ethylene: Simulating Procedure
2.4.1. The Process in Plug-Flow Reactor (PFR) under Reaction-Controlled Conditions
2.4.2. The Process in Multi-Tubular Reactor (MTR)
3. Discussion
4. Materials and Methods
4.1. Experimental
4.2. Kinetic Modeling
- 1.
- Determination of parameters and of the extended kinetic model for pure ethanol ( = 0, = 1);
- 2.
- Determination of the parameters (, , , and ) of the extended kinetic model for contaminated ethanol, with and found in the previous step. Real bioethanol contains a mixture of C3-alcohols in various ratios; therefore, the estimation of the generalized parameters of (for a sum of n-PrOH and i-PrOH) seems more relevant. The upper limit of the parameters and was set as 200 kJ/mol.
4.3. Mathematical Modeling
- 1.
- Determination of process conditions (, ) and reactor design (, , ) to achieve maximum ethylene yield from pure (not contaminated) 92% ethanol and to ensure ethylene capacity of 60 KTPA;
- 2.
- Determination of process indicators when varying the impurity concentrations in the MTR under process conditions and reactor design defined in the previous step.
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Nomenclature and Abbreviations
| Components of the reaction mixture | |
| AA | Acetaldehyde, C2H4O |
| C2 | Ethylene, C2H4 |
| C3 | Propylene, C3H6 |
| C3-alcohols | n-PrOH and i-PrOH |
| C4 | Butylene, C4H8 |
| DEE | Diethyl ether, (C2H5)2O |
| EtOH | Ethanol, C2H5OH |
| n-PrOH | 1-Propanol, C3H7OH |
| i-PrOH | 2-Propanol, C3H7OH |
| Samples of ethanol | |
| b1, b2 | Bioethanol from Miscanthus |
| m0 | Pure ethanol |
| m1, m3 | Model bioethanol contaminated with n-PrOH |
| m2, m4 | Model bioethanol contaminated with i-PrOH |
| Parameters of kinetics equation | |
| Partial pressure of the i-th component of the reaction mixture, atm | |
| Temperature coefficient in Arrhenius equation, kJ·mol–1 | |
| Kinetic rate constant in , mol·atm–n·kg–1·s–1 | |
| Pre-exponential factor in Arrhenius equation, mol·atm–n·kg–1·s–1 | |
| Rate of the j-th reaction, mol·atm–n·kg–1·s–1 | |
| Coefficient considering the effect of C3-alcohols impurities on | |
| Process indicators | |
| PFR | Plug-flow reactor |
| MTR | Multi-tubular reactor |
| Consumption index of anhydrous ethanol, kg·kg–1 | |
| Consumption index of feedstock, kg·kg–1 | |
| Diameter of tube, mm | |
| Height of catalyst bed, m | |
| Liquid hourly space velocity of anhydrous ethanol, h–1 | |
| Number of tubes, 103 pieces | |
| Productivity of ethylene, KTPA (thousand tons per year) | |
| Relative ethylene production capacity, % rel | |
| Quality of ethylene (weight fraction of C2 in dry-ethylene), % wt. | |
| Selectivity to the i-th product, % mol | |
| Heat-medium temperature, °C | |
| Linear velocity (STP), m/s | |
| Conversion of anhydrous ethanol, % | |
| Conversion of C3-alcohols, % | |
| Yield of the i-th product, % mol | |
References
- Hulea, V. Toward Platform Chemicals from Bio-Based Ethylene: Heterogeneous Catalysts and Processes. ACS Catal. 2018, 8, 3263–3279. [Google Scholar] [CrossRef]
- Zacharopoulou, V.; Lemonidou, A. Olefins from Biomass Intermediates: A Review. Catalysts 2018, 8, 2. [Google Scholar] [CrossRef] [Green Version]
- Alvarenga, R.A.F.; Dewulf, J. Plastic vs. Fuel: Which use of the Brazilian ethanol can bring more environmental gains? Renew. Energy 2013, 59, 49–52. [Google Scholar] [CrossRef]
- Sharada, D.; Naresh, U.; Shiva, K.V.; Kumar, R.J. Drop-in plastics. In Advanced Catalysis for Drop-in Chemicals; Sudarsanam, P., Li, H., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 31–46. [Google Scholar] [CrossRef]
- Khabusheva, E.M.; Krasnikov, D.V.; Goldt, A.E.; Fedorovskaya, E.O.; Tsapenko, A.P.; Zhang, Q.; Kauppinen, E.I.; Kallio, T.; Nasibulin, A.G. Joint effect of ethylene and toluene on carbon nanotube growth. Carbon 2022, 189, 474–483. [Google Scholar] [CrossRef]
- Ahmad, S.; Ding, E.-X.; Zhang, Q.; Jiang, H.; Sainio, J.; Tavakkoli, M.; Hussain, A.; Liao, Y.; Kauppinen, E.I. Roles of sulfur in floating-catalyst CVD growth of single-walled carbon nanotubes for transparent conductive film applications. Chem. Eng. J. 2019, 378, 122010. [Google Scholar] [CrossRef] [Green Version]
- Karagedov, G.R.; Shutilov, R.A.; Kolesov, B.A.; Kuznetsov, V.L. The effect of carbon nanotubes introduction on the mechanical properties of reaction bonded boron carbide ceramics. J. Eur. Ceram. Soc. 2021, 41, 5782–5790. [Google Scholar] [CrossRef]
- Barabashko, M.S.; Drozd, M.; Szewczyk, D.; Jeżowski, A.; Bagatskii, M.I.; Sumarokov, V.V.; Dolbin, A.V.; Nesov, S.N.; Korusenko, P.M.; Ponomarev, A.N.; et al. Calorimetric, NEXAFS and XPS Studies of MWCNTs with Low Defectiveness. Fuller. Nanotub. Carbon Nanostruct. 2021, 29, 331–336. [Google Scholar] [CrossRef]
- Zdanovich, A.A.; Moseenkov, S.I.; Ishchenko, A.V.; Kuznetsov, V.L.; Matsko, M.A.; Zakharov, V.A. The Morphology Evolution of Polyethylene Produced in the Presence of a Ziegler-type Catalyst Anchored on the Surface of Multi-Walled Carbon Nanotubes. J. Appl. Polym. Sci. 2021, 138, 50528. [Google Scholar] [CrossRef]
- Marek, E.J.; García-Calvo Conde, E. Effect of catalyst preparation and storage on chemical looping epoxidation of ethylene. Chem. Eng. J. 2021, 417, 127981. [Google Scholar] [CrossRef]
- Sanchez, N.; Ruiz, R.; Hacker, V.; Cobo, M. Impact of bioethanol impurities on steam reforming for hydrogen production: A review. Int. J. Hydrog. Energy 2020, 45, 11923–11942. [Google Scholar] [CrossRef]
- Skiba, E.A.; Ovchinnikova, E.V.; Budaeva, V.V.; Banzaraktsaeva, S.P.; Kovgan, M.A.; Chumachenko, V.A.; Kortusov, A.N.; Mironova, G.F.; Parmon, V.N.; Sakovich, G.V. Miscanthus bioprocessing using HNO3-pretreatment to improve productivity and quality of bioethanol and downstream ethylene. Ind. Crop. Prod. 2022, 177, 114448. [Google Scholar] [CrossRef]
- Skiba, E.A.; Baibakova, O.V.; Budaeva, V.V.; Pavlov, I.N.; Vasilishin, M.S.; Makarova, E.I.; Sakovich, G.V.; Ovchinnikova, E.V.; Banzaraktsaeva, S.P.; Vernikovskaya, N.V.; et al. Pilot Technology of Ethanol Production from Oat Hulls for Subsequent Conversion to Ethylene. Chem. Eng. J. 2017, 391, 178–186. [Google Scholar] [CrossRef]
- Ovchinnikova, E.V.; Mironova, G.F.; Banzaraktsaeva, S.P.; Skiba, E.A.; Budaeva, V.V.; Kovgan, M.A.; Chumachenko, V.A. Bioprocessing of Oat Hulls to Ethylene: Impact of Dilute HNO3- or NaOH-pretreatment on Process Efficiency and Sustainability. ACS Sustain. Chem. Eng. 2021, 9, 16588–16596. [Google Scholar] [CrossRef]
- Banzaraktsaeva, S.P.; Surmina, M.A.; Chumachenko, V.A.; Ovchinnikova, E.V. Effect of the Isopropanol Impurity in the Feed on Catalytic Dehydration of Bioethanol to Ethylene. Russ. J. Appl. Chem. 2020, 93, 721–728. [Google Scholar] [CrossRef]
- Le Valant, A.; Garron, A.; Bion, N.; Duprez, D.; Epron, F. Effect of higher alcohols on the performances of a 1%Rh/MgAl2O4/Al2O3 catalyst for hydrogen production by crude bioethanol steam reforming. Int. J. Hydrog. Energy 2011, 36, 311–318. [Google Scholar] [CrossRef]
- Bilal, M.; Jackson, S.D. Ethanol steam reforming over Pt/Al2O3 and Rh/Al2O3 catalysts: The effect of impurities on selectivity and catalyst deactivation. Appl. Catal. A Gen. 2017, 529, 98–107. [Google Scholar] [CrossRef] [Green Version]
- Sanchez, N.; Ruiz, R.Y.; Cifuentes, B.; Cobo, M. Controlling sugarcane press-mud fermentation to increase bioethanol steam reforming for hydrogen production. Waste Manag. 2019, 98, 1–13. [Google Scholar] [CrossRef]
- Le Valant, A.; Garron, A.; Bion, N.; Epron, F.; Duprez, D. Hydrogen production from raw bioethanol over Rh/MgAl2O4 catalyst impact of impurities: Heavy alcohol, aldehyde, ester, acid and amine. Catal. Today 2008, 138, 169–174. [Google Scholar] [CrossRef]
- Mohsenzadeh, A.; Zamani, A.; Taherzadeh, M.J. Bioethylene production from ethanol: A review and techno-economical evaluation. ChemBioEng Rev. 2017, 4, 75–91. [Google Scholar] [CrossRef] [Green Version]
- Banzaraktsaeva, S.P.; Ovchinnikova, E.V.; Danilova, I.G.; Danilevich, V.V.; Chumachenko, V.A. Ethanol-to-Ethylene Dehydration on Acid-Modified Ring-Shaped Alumina Catalyst in a Tubular Reactor. Chem. Eng. J. 2019, 374, 605–618. [Google Scholar] [CrossRef]
- Yoo, K.-Y. Effects of Reactor Type on the Economy of the Ethanol Dehydration Process: Multitubular vs. Adiabatic Reactors. Korean Chem. Eng. Res. 2021, 59, 467–479. [Google Scholar] [CrossRef]
- Becerra, J.; Quiroga, E.; Tello, E.; Figueredo, M.; Cobo, M. Kinetic modeling of polymer-grade ethylene production by diluted ethanol dehydration over H-ZSM-5 for industrial design. J. Environ. Chem. Eng. 2018, 6, 6165–6174. [Google Scholar] [CrossRef]
- Frosi, M.; Tripodi, A.; Conte, F.; Ramis, G.; Mahinpey, N.; Rossetti, I. Ethylene from renewable ethanol: Process optimization and economic feasibility assessment. J. Ind. Eng. Chem. 2021, 104, 272–285. [Google Scholar] [CrossRef]
- Kagyrmanova, A.P.; Chumachenko, V.A.; Korotkikh, V.N.; Kashkin, V.N.; Noskov, A.S. Catalytic dehydration of bioethanol to ethylene: Pilot-scale studies and process simulation. Chem. Eng. J. 2011, 176–177, 188–194. [Google Scholar] [CrossRef]
- Van der Borght, K.; Alexopoulos, K.; Toch, K.; Thybaut, J.W.; Marin, G.B.; Galvita, V.V. First-Principles-Based Simulation of an Industrial Ethanol Dehydration Reactor. Catalysts 2019, 9, 921. [Google Scholar] [CrossRef] [Green Version]
- Ovchinnikova, E.V.; Banzaraktsaeva, S.P.; Chumachenko, V.A. Optimal Design of Ring-Shaped Alumina Catalyst: A Way to Intensify Bioethanol-to-Ethylene Production in Multi-Tubular Reactor. Chem. Eng. Res. Des. 2019, 145, 1–11. [Google Scholar] [CrossRef]
- Tripodi, A.; Belotti, M.; Rossetti, I. Bioethylene Production: From Reaction Kinetics to Plant Design. ACS Sustain. Chem. Eng. 2019, 7, 13333–13350. [Google Scholar] [CrossRef]
- Maia, J.G.S.S.; Demuner, R.B.; Secchi, A.R.; Melo, P.A.; do Carmo, R.W.; Gusmão, G.S. Process Modeling and Simulation of an Industrial-Scale Plant for Green Ethylene Production. Ind. Eng. Chem. Res. 2018, 57, 6401–6416. [Google Scholar] [CrossRef]
- Díaz de Leona, J.N.; Cruz-Taboada, A.; Esqueda-Barron, Y.; Alonso-Nuñez, G.; Loera-Serna, S.; Venezia, A.M.; Poisot, M.E.; Fuentes-Moyado, S. Catalytic dehydration of 2 propanol over Al2O3-Ga2O3 and Pd/Al2O3-Ga2O3 Catalysts. Catal. Today 2020, 356, 339–348. [Google Scholar] [CrossRef]
- Bedia, J.; Ruiz-Rosas, R.; Rodríguez-Mirasol, J.; Cordero, T. A kinetic study of 2-propanol dehydration on carbon acid catalysts. J. Catal. 2010, 271, 33–42. [Google Scholar] [CrossRef]
- El-Sharkawy, E.A.; Mostafa, M.R.; Youssef, A.M. Changes in surface and catalytic dehydration activities of 2-propanol on AlPO-5 induced by silver impregnation. Colloids Surf. A Physicochem. Eng. Asp. 1999, 157, 211–218. [Google Scholar] [CrossRef]
- Garbarino, G.; Vijayakumar, R.P.P.; Riani, P.; Finocchio, E.; Busca, G. Ethanol and diethyl ether catalytic conversion over commercial alumina and lanthanum-doped alumina: Reaction paths, catalyst structure and coking. Appl. Catal. B 2018, 236, 490–500. [Google Scholar] [CrossRef]
- Kagyrmanova, A.P.; Zolotarskii, I.A.; Vernikovskaya, N.V.; Smirnov, E.I.; Kuzmin, V.A.; Chumakova, N.A. Modeling of steam reforming of natural gas with shaped catalyst. Theor. Found. Chem. Eng. 2006, 40, 155–167. [Google Scholar] [CrossRef]
- Kagyrmanova, A.P.; Zolotarskii, I.A.; Smirnov, E.I.; Vernikovskaya, N.V. Optimum Dimensions of Shaped Steam Reforming Catalysts. Chem. Eng. J. 2007, 134, 228–234. [Google Scholar] [CrossRef]
- Smirnov, E.I.; Muzykantov, A.V.; Kuzmin, V.A.; Kronberg, A.E.; Zolotarskii, I.A. Radial heat transfer in packed beds of spheres, cylinders and Rashig rings Verification of model with a linear variation of λer in the vicinity of the wall. Chem. Eng. J. 2003, 91, 243–248. [Google Scholar] [CrossRef]
- Zolotarskii, I.A.; Voennov, L.I.; Zudilina, L.Y.; Isupova, L.A.; Zotov, R.A.; Medvedev, D.A.; Stepanov, D.A.; Livanova, A.V.; Meshcheryakov, E.P.; Kurzina, I.A. Theoretical Optimization of the Shape and Size of Adsorbent Grains for Associated Petroleum Gas Drying. Catal. Ind. 2018, 10, 49–56. [Google Scholar] [CrossRef]
- Ovchinnikova, E.V.; Vernikovskaya, N.V.; Andrushkevich, T.V.; Chumachenko, V.A. Mathematical modeling of β-picoline oxidation to nicotinic acid in multitubular reactor: Effect of the gas recycle. Chem. Eng. J. 2011, 176–177, 114–123. [Google Scholar] [CrossRef]
- Ovchinnikova, E.V.; Chumachenko, V.A.; Valuiskikh, N.N. Influence of the process parameters on temperature conditions and productivity of multitubular reactor for methanol to formaldehyde oxidation. Catal. Ind. 2013, 5, 297–311. [Google Scholar] [CrossRef]
- Ovchinnikova, E.V.; Chumachenko, V.A. Nicotinic acid synthesis at elevated β-picoline load: Exploring the possibility to intensify the process. Chem. Eng. Res. Des. 2021, 171, 63–72. [Google Scholar] [CrossRef]
- Frank-Kamenetskii, D.A. Diffuziya i teploperedacha v khimicheskoi kinetike. In Diffusion and Heat Transfer in Chemical Kinetics; Nauka: Moscow, Russia, 1987. [Google Scholar]






 ), #2 (
), #2 ( ).
), #2 ().
).
), #2 ().
 —propylene,
—propylene,  —C4,
—C4,  —COx,
—COx,  —ethane, and H2,
—ethane, and H2,  —C2.
—propylene, —C4, —COx, —ethane, and H2, —C2.
—C2.
—propylene, —C4, —COx, —ethane, and H2, —C2.
 ), methanol (
), methanol ( ), i-PrOH (
), i-PrOH ( ), n-PrOH (
), n-PrOH ( ), isobutanol (
), isobutanol ( ). The molar percentage of C3-alcohol in the gas phase is given below.
), methanol (), i-PrOH (), n-PrOH (), isobutanol (). The molar percentage of C3-alcohol in the gas phase is given below.
). The molar percentage of C3-alcohol in the gas phase is given below.
), methanol (), i-PrOH (), n-PrOH (), isobutanol (). The molar percentage of C3-alcohol in the gas phase is given below.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (11) | 141.5 | 195.0 | 200.0 | ||||
| (12) | 125.1 | 187.0 | 191.0 | ||||
| (13) | 52.1 | 71.5 | 4.0 | ||||
| (14) | 119.7 | – | – | 73.7 | |||
| (15) | 63.6 | – | – | 18.5 | |||
| (16) | 95.2 | – | – | 5.0 | |||
| (17) | 1.0 | 18.4 | 86.0 | ||||
| (18) | 1.0 | 105.0 | 48.0 | ||||
| (19) | 120.0 | – | – | 200.0 | |||
| # | Ethanol Grade | Reactor | Calculation Error, Percent Relative (% rel) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Contaminated | Lab | 3 | 5 | 5 | 14 | 12 | 46 | 22 | 55 |
| 2 | Pure | Lab | 1 | — | 1 | 7 | 3 | 9 | 3 | 11 |
| 3 | Pure | Pilot | 0.2 | — | 0.3 | 12 | 2 | 22 | 11 | 119 |
| # | Operating Conditions and Reactor Design Parameters | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
m/s | mm | m | 103 pcs | C2 | DEE | C4 | Ethane | AA | COx | ||||||
1 ( ) ) | 1.0 | 420 | 30 | 3.0 | 3.0 | 2.6 | 97.2 | 99.0 | 98.13 | 0.23 | 1.22 | 0.35 | 0.02 | 0.05 | 1.83 |
2 ( ) ) | 0.85 | 430 | 32 | 3.5 | 3.0 | 1.9 | 98.0 | 99.9 | 98.06 | 0.00 | 1.43 | 0.42 | 0.01 | 0.07 | 1.81 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ovchinnikova, E.V.; Banzaraktsaeva, S.P.; Kovgan, M.A.; Chumachenko, V.A. Effect of C3-Alcohol Impurities on Alumina-Catalyzed Bioethanol Dehydration to Ethylene: Experimental Study and Reactor Modeling. Catalysts 2023, 13, 509. https://0-doi-org.brum.beds.ac.uk/10.3390/catal13030509
Ovchinnikova EV, Banzaraktsaeva SP, Kovgan MA, Chumachenko VA. Effect of C3-Alcohol Impurities on Alumina-Catalyzed Bioethanol Dehydration to Ethylene: Experimental Study and Reactor Modeling. Catalysts. 2023; 13(3):509. https://0-doi-org.brum.beds.ac.uk/10.3390/catal13030509
Chicago/Turabian StyleOvchinnikova, Elena V., Sardana P. Banzaraktsaeva, Maria A. Kovgan, and Victor A. Chumachenko. 2023. "Effect of C3-Alcohol Impurities on Alumina-Catalyzed Bioethanol Dehydration to Ethylene: Experimental Study and Reactor Modeling" Catalysts 13, no. 3: 509. https://0-doi-org.brum.beds.ac.uk/10.3390/catal13030509