High Temperature Oxidation and Thermal Shock Properties of La2Zr2O7 Thermal Barrier Coatings Deposited on Nickel-Based Superalloy by Laser-Cladding

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
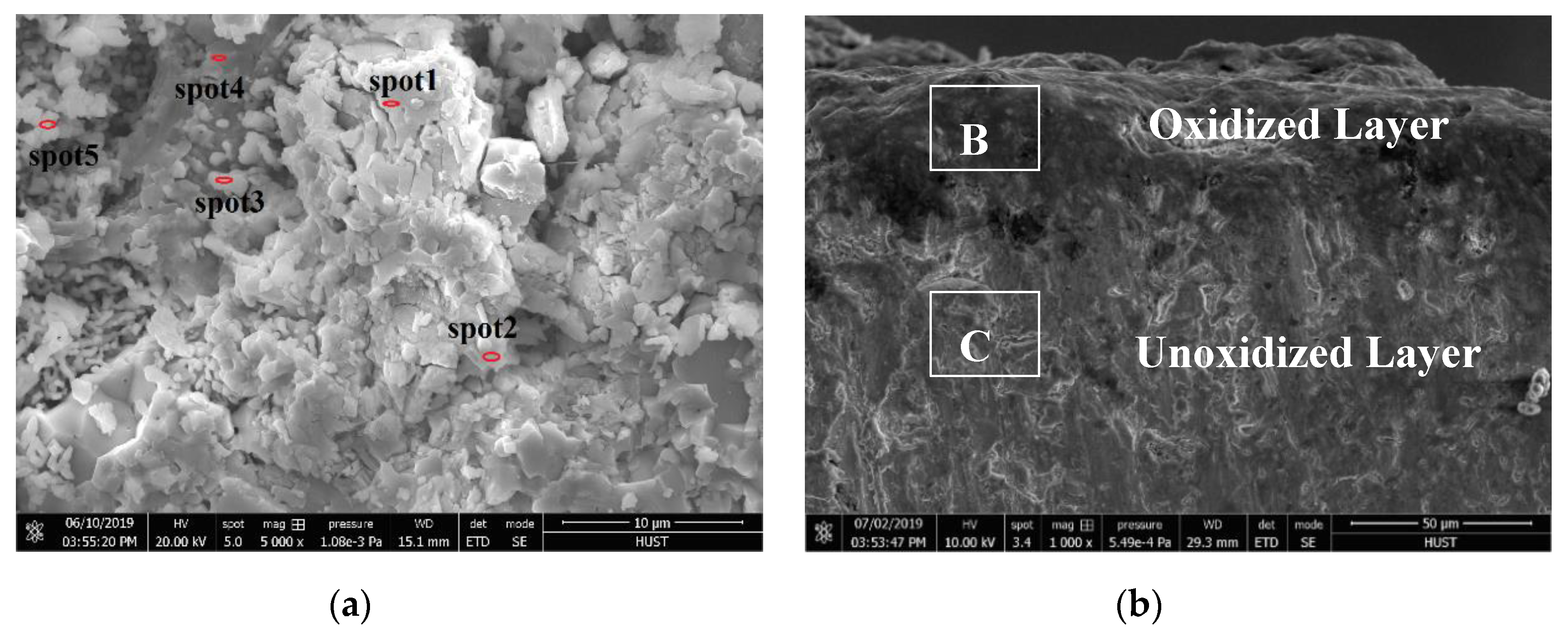
3.1. Microstructure
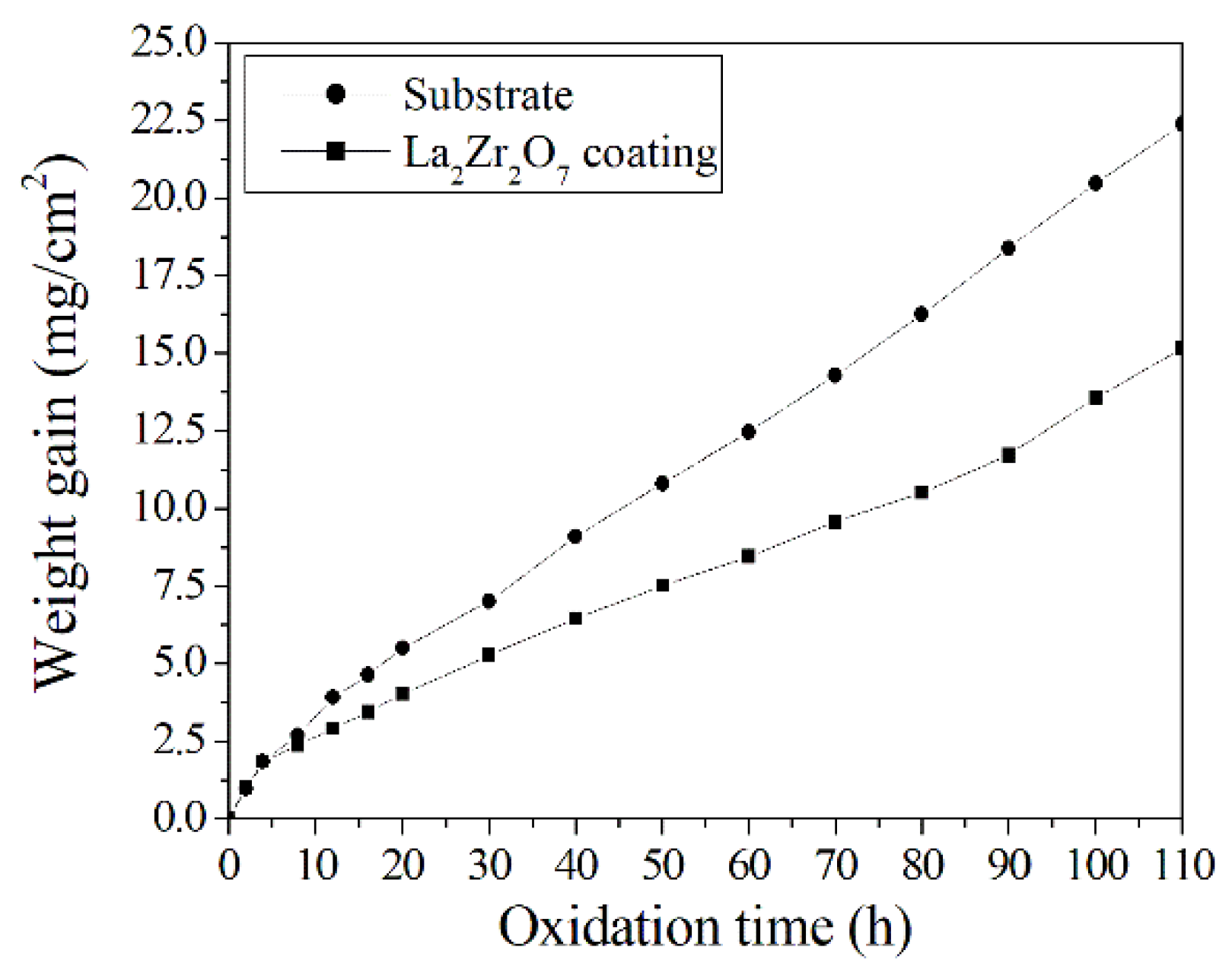
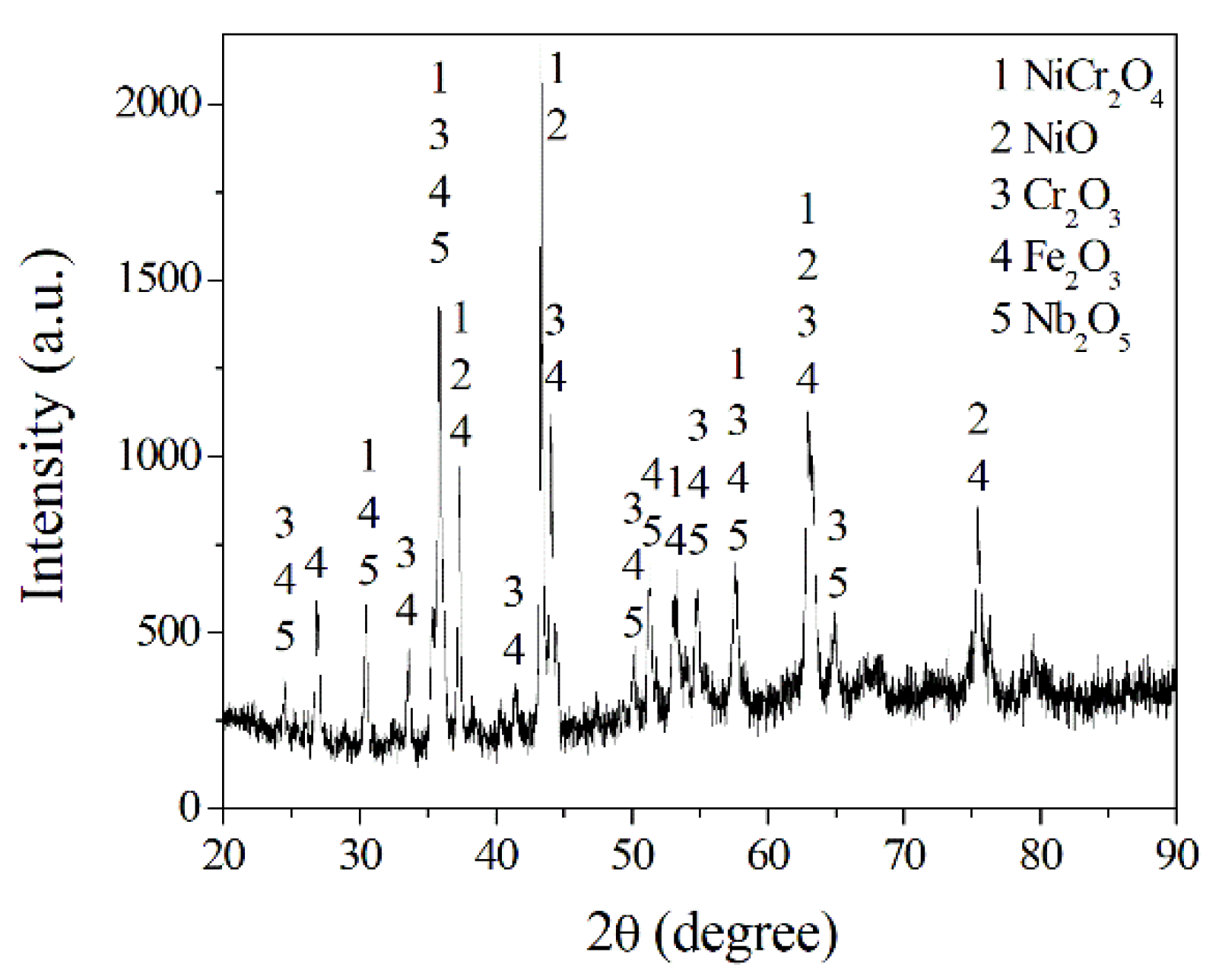
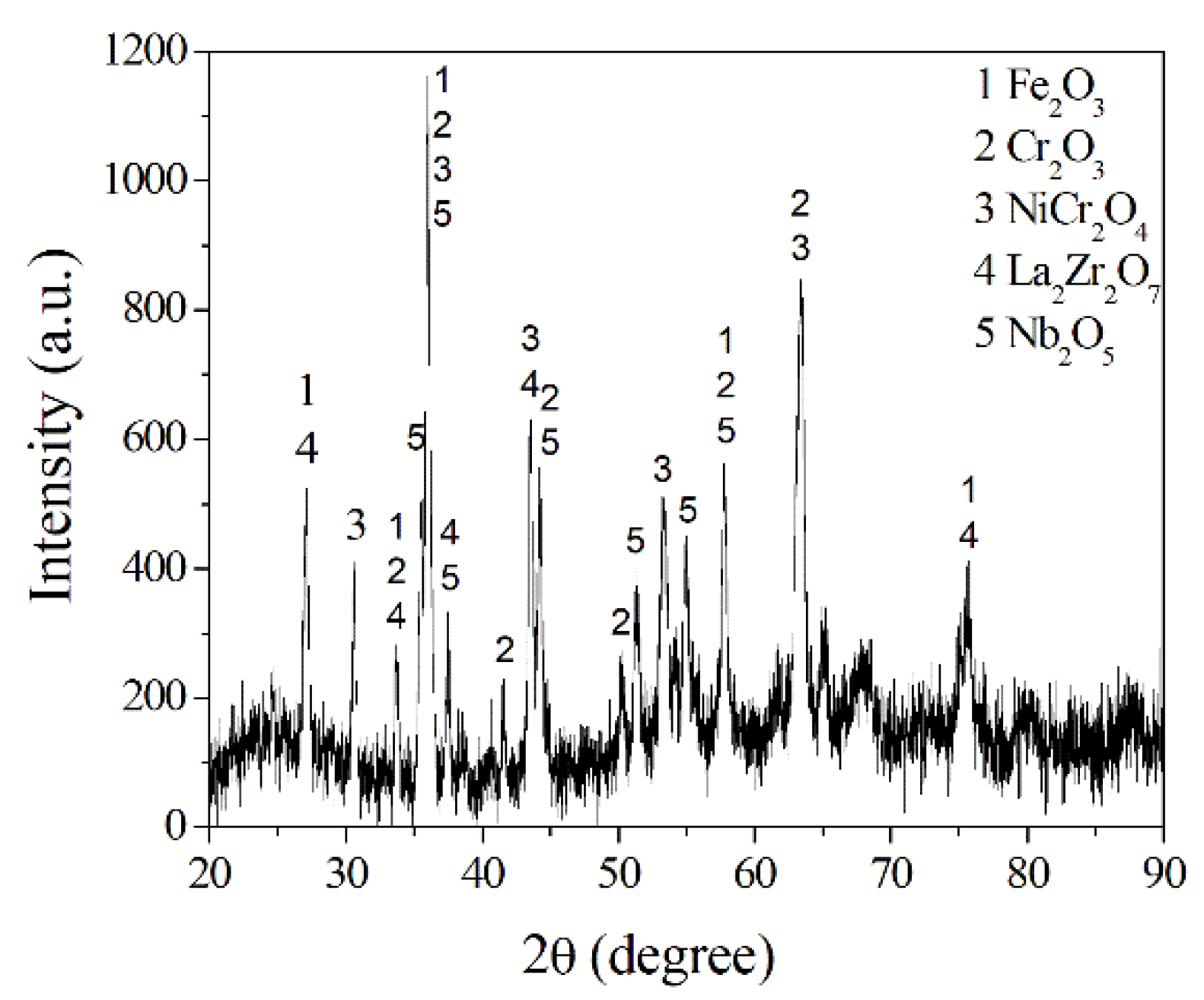
3.2. High Temperature Oxidation Properties
3.3. Thermal Shock Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Thakur, A.; Gangopadhyay, S. State-of-the-art in surface integrity in machining of nickel-based superalloys. Int. J. Mach. Tool. Manu. 2016, 100, 25–54. [Google Scholar] [CrossRef]
- Wang, T.F.; Di, X.J.; Li, C.N.; Wang, J.M.; Wang, D.P. Effect of δ phase on microstructure and hardness of heat-affected zone in TIG-welded GH4169 superalloy. Acta Metall. Sinica 2019, 32, 1041–1052. [Google Scholar] [CrossRef] [Green Version]
- Levi, C.G. Emerging materials and processes for thermal barrier systems. Curr. Opin. Solid State Mater. Sci. 2004, 8, 77–91. [Google Scholar] [CrossRef]
- Cao, X.Q.; Vassen, R.; Stoever, D. Ceramic materials for thermal barrier coatings. J. Eur. Ceram. Soc. 2004, 24, 1–10. [Google Scholar] [CrossRef]
- Doleker, K.M.; Ozgurluk, Y.; Karaoglanli, A.C. Isothermal oxidation and thermal cyclic behaviors of YSZ and double-layered YSZ/La2Zr2O7 thermal barrier coatings (TBCs). Surf. Coat. Technol. 2018, 351, 78–88. [Google Scholar] [CrossRef]
- Satpathy, R.K.; Mishra, B.R.; Mallick, B.; Mishra, B.K. Synthesis and application of nano-structured bi-layer YSZ-LZ thermal barrier coating. Defence Sci. J. 2019, 69, 185–194. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, L.; Liu, S.Y.; Liu, Y.; Wang, C.H.; Zou, Z.W. Nanostructured La2Zr2O7(LZ)/8YSZ double ceramic layer thermal barrier coatings fabricated by thermal spraying. China Surf. Eng. 2016, 29, 16–24. (In Chinese) [Google Scholar]
- Bobzin, K.N.; Bagcivan, N.; Brogelmann, T.; Yildirim, B. Influence of temperature on phase stability and thermal conductivity of single- and double-ceramic-layer EB-PVD TBC top coats consisting of 7YSZ, Gd2Zr2O7 and La2Zr2O7. Surf. Coat. Technol. 2013, 237, 56–64. [Google Scholar] [CrossRef]
- Liu, L.T.; Li, Z.X.; Zong, Y.Y.; Hu, Z.; Li, J.T. Influence of laser treatment on the microstructure and properties of YSZ thermal barrier coatings. Rare Metal Mater. Eng. 2018, 47, 1238–1242. (In Chinese) [Google Scholar]
- Xu, S.Q.; Zhu, C.; Zhang, Y. Effects of laser remelting and oxidation on NiCrAlY/8Y2O3-ZrO2 thermal barrier coatings. J. Therm. Spray Technol. 2018, 27, 412–422. [Google Scholar] [CrossRef]
- Soleimanipour, Z.; Baghshahi, S.; Shoja-razavi, R.; Salehi, M. Hot corrosion behavior of Al2O3 laser clad plasma barrier coatings sprayed YSZ thermal barrier coatings. Ceram. Int. 2016, 42, 17698–17705. [Google Scholar] [CrossRef]
- Zhou, S.F.; Lei, J.B.; Xiong, Z.; Guo, J.B.; Gu, Z.J.; Dai, X.Q.; Yan, C.; Pan, H.B. Characteristics and properties of cryomilling-induced columnar growth in NiCrAlY coatings on Ni-based superalloy by laser induction hybrid cladding. J. Mater. Res. 2016, 31, 1338–1347. [Google Scholar] [CrossRef]
- Renna, G.; Leo, P.; Cerri, E.; Zanon, G.P. Thermal shock behavior of CoCrAlTaY coatings on a Ni-base superalloy. Metall. Ital. 2015, 7–8, 33–41. [Google Scholar]
- Pereira, J.C.; Zambrano, J.C.; Tobar, M.J.; Yanez, A.; Amigo, V. High temperature oxidation behavior of laser cladding MCrAlY coatings on austenitic stainless steel. Surf. Coat. Technol. 2015, 270, 243–248. [Google Scholar] [CrossRef]
- Wang, H.Y.; Zuo, D.W.; Chen, X.F.; Yu, S.X.; Gu, Y.Z. Microstructure and oxidation behaviors of nano-particles strengthened NiCoCrAlY cladded coatings on superalloys. Chin. J. Mech. Eng. 2010, 23, 297–304. [Google Scholar] [CrossRef]
- Chen, G.F.; Feng, Z.C.; Liang, Y. Formation mechanism of laser-clad gradient thermal barrier coatings. T. Nonferr. Metal. Soc. 2000, 10, 92–93. [Google Scholar]
- Soleimanipour, Z.; Baghshahi, S.; Shoja-razavi, R. Improving the thermal shock resistance of thermal barrier coatings through formation of an in situ YSZ/Al2O3 composite via laser cladding. J. Mater. Eng. Perform. 2017, 26, 1890–1899. [Google Scholar] [CrossRef]
- Zhou, S.F.; Dai, X.Q.; Xiong, Z.; Zhang, T.Y. Functionally graded YSZ/NiCrAlY coating prepared by laser induction hybrid rapid cladding. Chin. J. Laser. 2013, 40, 0403004-1–0403004-6. (In Chinese) [Google Scholar]
- Ouyang, J.H.; Nowotny, S.; Richter, A.; Beyer, E. Characterization of laser clad yttria partially-stabilized ZrO2 ceramic layers on steel 16MnCr5. Surf. Coat. Technol. 2001, 137, 12–20. [Google Scholar] [CrossRef]
- Vandehaar, E.; Malian, P.A.; Baldwin, M. Laser cladding of thermal barrier coatings. Surf. Eng. 1988, 4, 159–172. [Google Scholar] [CrossRef]
- Zheng, H.Z.; Li, B.T.; Tan, Y.; Li, G.F.; Shu, X.Y.; Peng, P. Derivative effect of laser cladding on interface stability of YSZ@Ni coating on GH4169 alloy: An experimental and theoretical study. Appl. Surf. Sci. 2018, 427, 1105–1113. [Google Scholar] [CrossRef]
- Ouyang, J.H.; Nowotny, S.; Richter, A.; Beyer, E. Laser cladding of yttria partially stabilized ZrO2 (YPSZ) ceramic coatings on aluminum alloys. Ceram. Int. 2001, 27, 15–24. [Google Scholar] [CrossRef]
- Pei, Y.T.; Ouyang, J.H.; Lei, T.C.; Zhou, Y. Laser clad ZrO2-Y2O3 ceramic Ni-base alloy composite coatings. Ceram. Int. 1995, 21, 131–136. [Google Scholar] [CrossRef] [Green Version]
- Karaoglanli, A.C.; Doleker, K.M.; Ozgurluk, Y. Interface failure behavior of yttria stabilized zirconia (YSZ), La2Zr2O7, Gd2Zr2O7, YSZ/La2Zr2O7 and YSZ/Gd2Zr2O7 thermal barrier coatings (TBCs) in thermal cyclic exposure. Mater. Charact. 2020, 159, 110072. [Google Scholar] [CrossRef]
- Wang, R.; Dong, T.S.; Di, Y.L.; Wang, H.D.; Li, G.L.; Liu, L. High temperature oxidation resistance and thermal growth oxides formation and growth mechanism of double-layer thermal barrier coatings. J. Alloys Compd. 2019, 798, 773–783. [Google Scholar] [CrossRef]
- Jesuraj, S.A.; Kuppusami, P.; Kumar, S.A.; Panda, P.; Udaiyappan, S. Investigation on the effect of deposition temperature on structural and nanomechanical properties of electron beam evaporated lanthanum zirconate coatings. Mater. Chem. Phys. 2019, 236, 121789. [Google Scholar] [CrossRef]
- Huang, B.Z. Research on high temperature properties of laser remelting plasma sprayed ZrO2-8%Y2O3 thermal barrier coatings on GH4169 alloy. Master’s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2017. (In Chinese). [Google Scholar]
- Zhou, H.F.; Yi, D.Q.; Yu, Z.M.; Xiao, L.R. Preparation and thermophysical properties of CeO2 doped La2Zr2O7 ceramic for thermal barrier coatings. J. Alloys Compd. 2006, 438, 217–221. [Google Scholar] [CrossRef]
- Zhang, L.P.; Goncalves, A.A.S.; Jaroniec, M. Identification of preferentially exposed crystal facets by X-ray diffraction. RSC Adv. 2020, 10, 5585–5589. [Google Scholar] [CrossRef] [Green Version]
- Guo, X.Y.; Wu, L.M.; Zhang, Y.; Jung, Y.G.; Li, L.; Knapp, J.; Zhang, J. First principles study of nanoscale mechanism of oxygen adsorption on lanthanum zirconate surfaces. Physica E 2016, 83, 36–40. [Google Scholar] [CrossRef] [Green Version]
- Qu, H.X.; Kou, S.Z.; Pu, Y.L.; Guo, X.F. Effect of cooling rate on microstructure and mechanical properties of as-cast GH4169 alloy. Foundry Technol. 2016, 37, 481–484. (In Chinese) [Google Scholar]
- Labrincha, J.A.; Frade, J.R.; Marques, F.M.B. Protonic conduction in La2Zr2O7-based pyrochlore materials. Solid State Ionics. 1997, 99, 33–40. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, X.Y.; Jung, Y.G.; Li, L.; Knapp, J. Lanthanum zirconate based thermal barrier coatings: A review. Surf. Coat. Technol. 2017, 323, 18–29. [Google Scholar] [CrossRef] [Green Version]
- Yu, Z.F.; Liu, L.; Liu, R.; Cao, M.; Fan, L.; Li, Y.; Geng, S.J.; Wang, F.H. Corrosion behavior of GH4169 alloy under alternating oxidation at 900 °C and solution immersion. Materials 2019, 12, 1503. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, D.X.; Tian, Z.J.; Shen, L.D.; Huang, Y.H. Research progress in preparation technology of thick thermal barrier coating. Mater. Prot. 2013, 46, 60–63. (In Chinese) [Google Scholar]
- Wagner, C. Beitrag zur theorie des anlaufvorgangs. Z. Phys. Chem. 1933, 21, 25–41. (In German) [Google Scholar] [CrossRef]
- Liu, M.T. Preparation and properties of MoSi2-CoNiCrAlY nano-composite coating on GH4169 alloy by plasma spraying. Master’s Thesis, South China University of Technology, Guangzhou, China, 2013; pp. 63–64. (In Chinese). [Google Scholar]
- Li, M.S. High Temperature Corrosion of Metals; Metallurgical Industry Press: Beijing, China, 2001; p. 263. (In Chinese) [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ni | Nb | Al | Co | Ti | Fe |
|---|---|---|---|---|---|---|---|
| % | 18.8 | 52.7 | 5.3 | 0.5 | 0.02 | 0.9 | Bal. |
| Element | O | Ni | Nb | Cr | Fe | Ti | Co | Al |
|---|---|---|---|---|---|---|---|---|
| Spot1 | 38.7 | 32.8 | 16.0 | 7.4 | 5.1 | 0 | 0 | 0 |
| Spot2 | 55.1 | 31.8 | 9.8 | 1.9 | 1.4 | 0 | 0 | 0 |
| Spot3 | 52.1 | 32.9 | 8.5 | 4.4 | 2.1 | 0 | 0 | 0 |
| Spot4 | 30.9 | 21.7 | 8.4 | 30.7 | 7.4 | 0.9 | 0 | 0 |
| Spot5 | 53.7 | 34.2 | 7.9 | 2.9 | 1.3 | 0 | 0 | 0 |
| Area B | 62.1 | 18.2 | 6.9 | 1.8 | 6.3 | 0.8 | 0.3 | 3.6 |
| Area C | 0 | 22.9 | 25.0 | 33.9 | 12.4 | 2.6 | 0.1 | 3.1 |
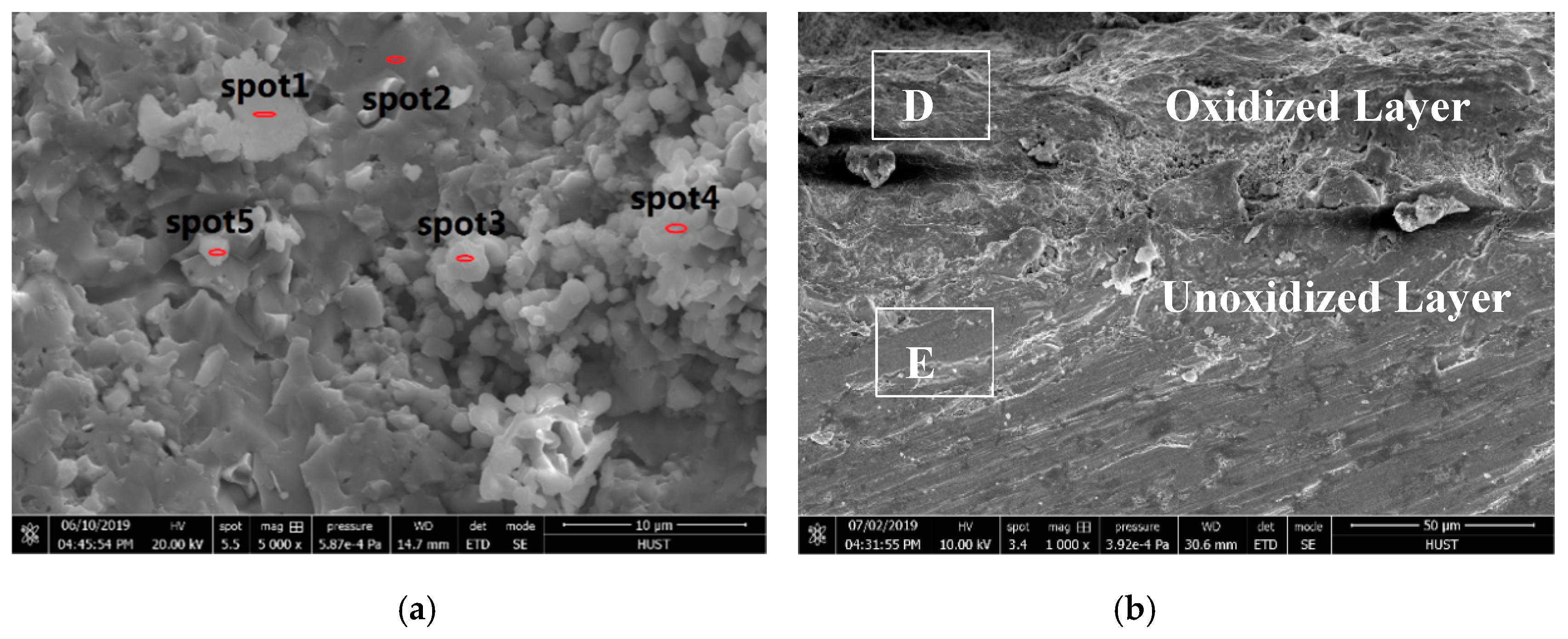
| Element | O | Zr | La | Ni | Nb | Cr | Ti | Fe | Al | Co |
|---|---|---|---|---|---|---|---|---|---|---|
| Spot1 | 65.9 | 2.1 | 0.3 | 1.6 | 11.9 | 15.9 | 1.1 | 1.3 | 0 | 0 |
| Spot2 | 57.2 | 1.8 | 1.0 | 5.8 | 18.7 | 12.1 | 0 | 3.0 | 0.4 | 0 |
| Spot3 | 63.7 | 1.7 | 0.1 | 3.5 | 1.6 | 22.6 | 0.3 | 6.5 | 0 | 0 |
| Spot4 | 66.8 | 1.6 | 0.2 | 1.7 | 9.6 | 12.5 | 2.7 | 3.4 | 1.5 | 0 |
| Spot5 | 72.0 | 1.5 | 0.1 | 4.5 | 10.0 | 7.9 | 1.7 | 2.3 | 0 | 0 |
| Area D | 49.1 | 10.8 | 0.4 | 15.4 | 4.2 | 3.6 | 1.0 | 6.7 | 8.6 | 0.2 |
| Area E | 0 | 0 | 0 | 56.9 | 7.2 | 15.8 | 0.5 | 17.7 | 1.8 | 0.1 |
| Samples | Oxidation Index n | Oxidation Rate Constant K |
|---|---|---|
| La2Zr2O7 coating | 1.53 | 0.47 |
| GH4169 substrate | 1.31 | 0.48 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, K.; Li, W.; Pan, K.; Lin, X.; Wang, A. High Temperature Oxidation and Thermal Shock Properties of La2Zr2O7 Thermal Barrier Coatings Deposited on Nickel-Based Superalloy by Laser-Cladding. Coatings 2020, 10, 370. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings10040370
Huang K, Li W, Pan K, Lin X, Wang A. High Temperature Oxidation and Thermal Shock Properties of La2Zr2O7 Thermal Barrier Coatings Deposited on Nickel-Based Superalloy by Laser-Cladding. Coatings. 2020; 10(4):370. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings10040370
Chicago/Turabian StyleHuang, Kaijin, Wei Li, Kai Pan, Xin Lin, and Aihua Wang. 2020. "High Temperature Oxidation and Thermal Shock Properties of La2Zr2O7 Thermal Barrier Coatings Deposited on Nickel-Based Superalloy by Laser-Cladding" Coatings 10, no. 4: 370. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings10040370