The Potential Use of Seaweed (Posidonia oceanica) as an Alternative Lignocellulosic Raw Material for Wood Composites Manufacture

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material
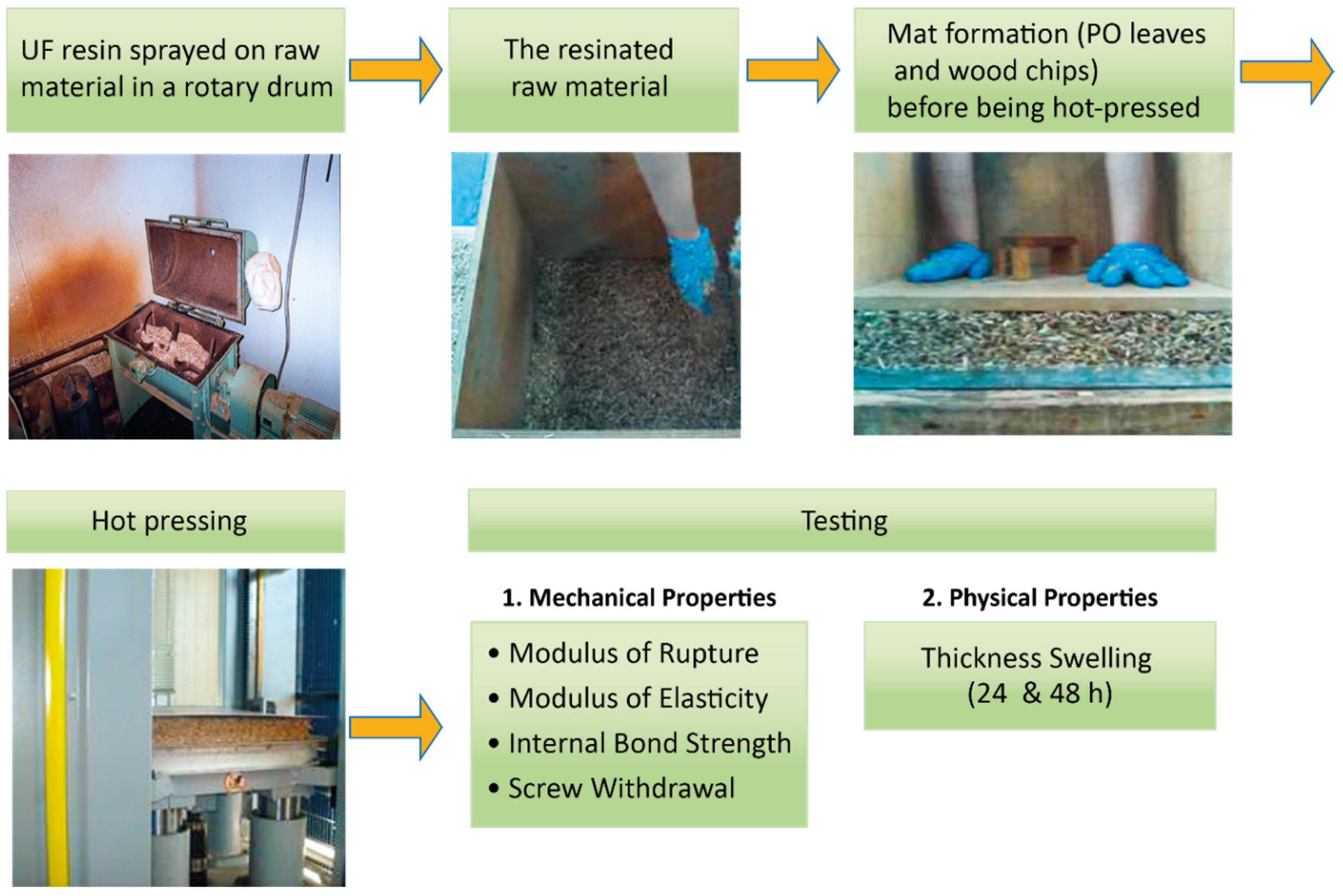
2.2. Board Manufacture and Testing
2.3. Board Testing
2.3.1. Internal Bond Strength
2.3.2. Flexural Tests
2.3.3. Screw Withdrawal Test
2.3.4. Thickness Swelling
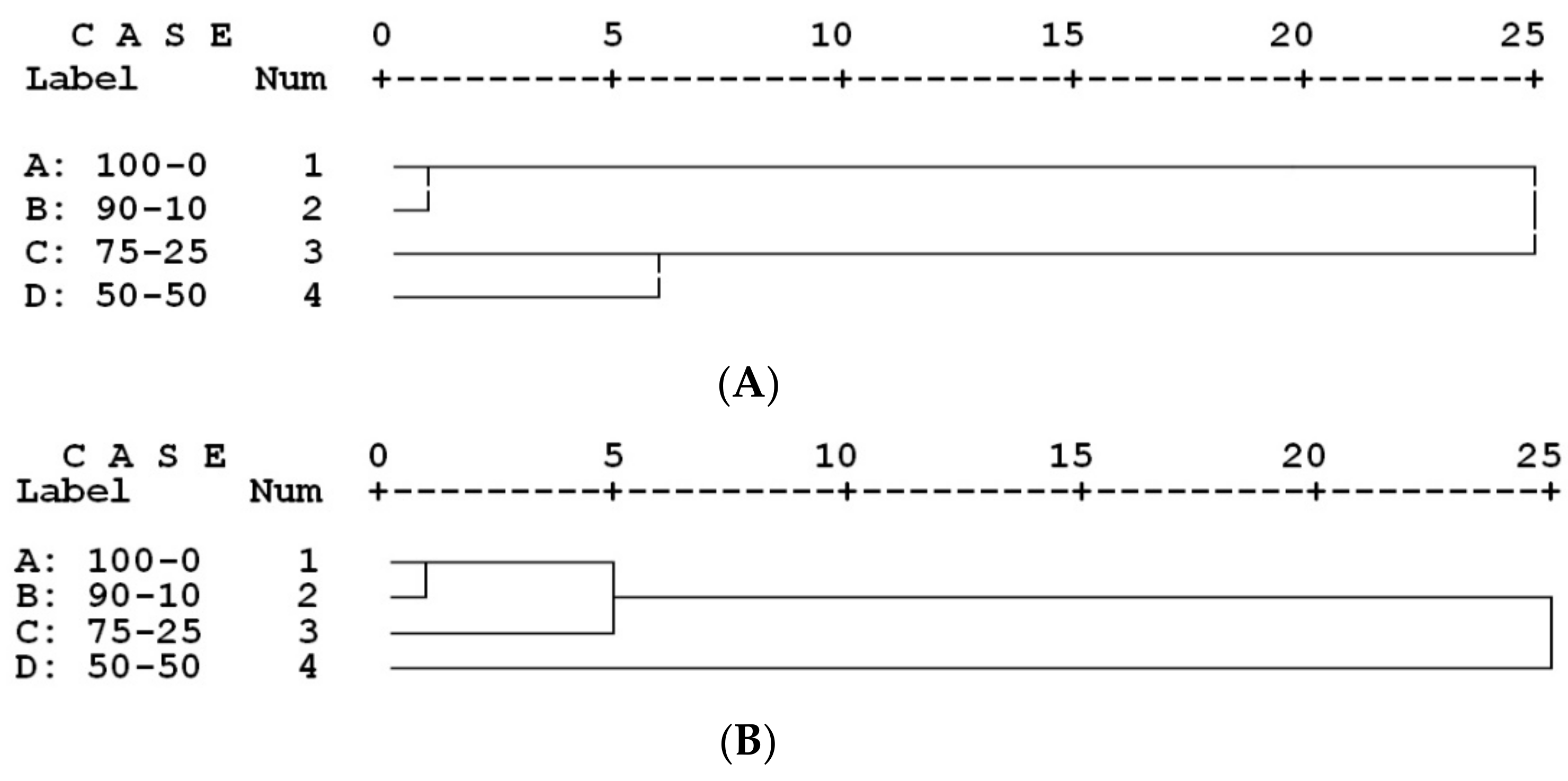
2.4. Statistical Analysis
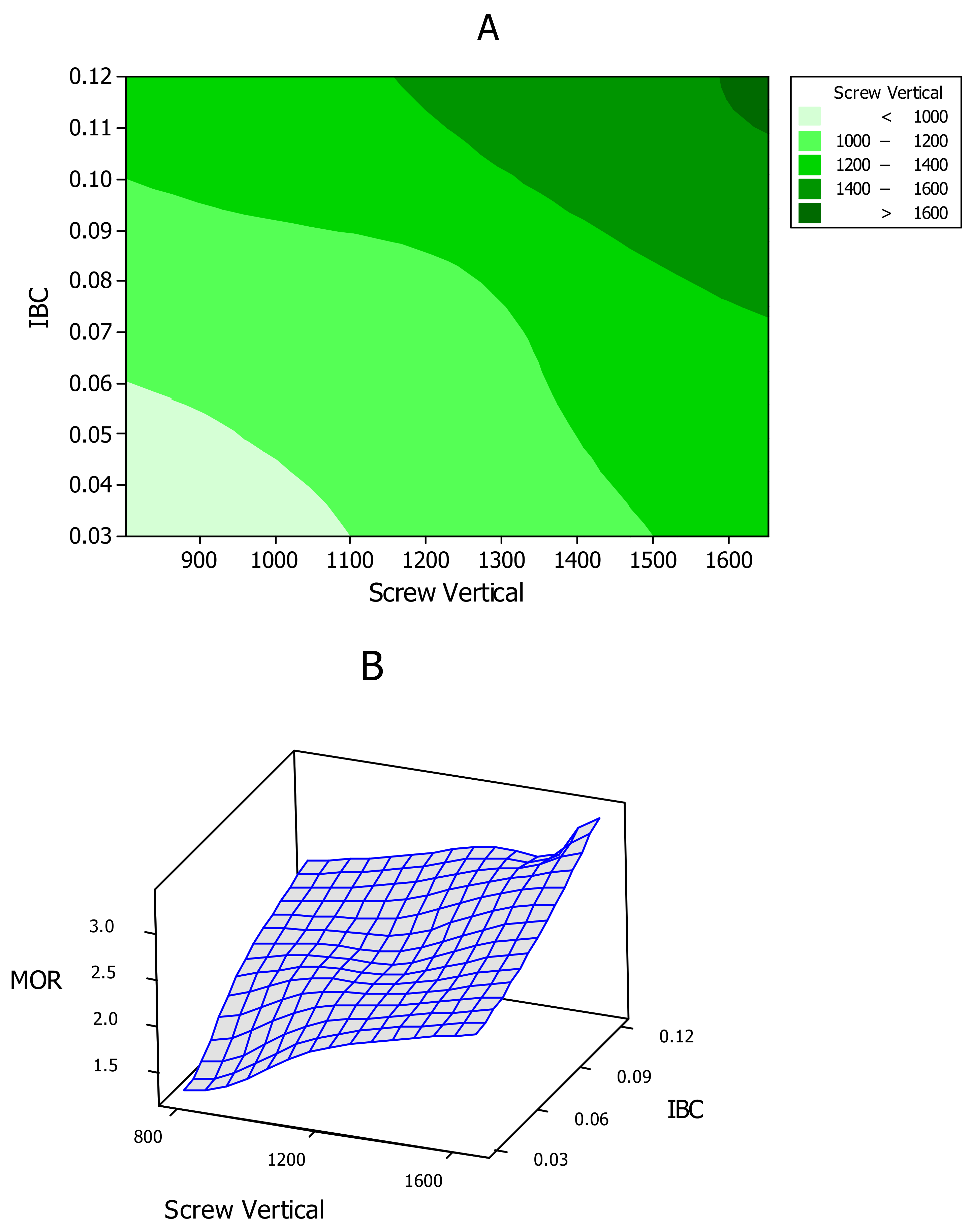
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Green, E.; Short, F. World Atlas of Seagrasses; University of California Press: Berkeley, CA, USA, 2003; p. 40. [Google Scholar]
- Alamsjah, M.A.; Subekti, S.; Lamid, M.; Pujiaastuti, D.Y.; Kurnia, H.; Rifadi, R.R. Porosity structure of green polybag of medium density fiberboard from seaweed waste. IOP Conf. Ser. Earth Environ. Sci. 2018, 137, 012084. [Google Scholar] [CrossRef]
- Duarte, C.; Marbà, N.; Agawin, N.; Cebrián, J.; Enríquez, S.; Fortes, D.; Gallegos, M.; Merino, M.; Olesen, B.; Sand-Jensen, K.; et al. Reconstruction of seagrass dynamics: Age determinations and associated tools for the seagrass ecologist. Mar. Ecol. Prog. Ser. 1994, 107, 195–209. [Google Scholar] [CrossRef]
- Kurnia, H.; Rifaldi, R.R.; Agustono, M.; Amin, N.G.; Sudjarwo, S.A.; Alamsjah, M.A. The potential of seaweed wastes as a medium density fiberboard-based pot material for better water use efficiency in tomato plants. IOP Conf. Ser. Earth Environ. Sci. 2019, 236, 012110. [Google Scholar] [CrossRef]
- Shakel, A.; Chaudhery, M.H. Green and Substainable Advanced Materials; Scrivener Publishing LLC: Beverly, MA, USA, 2018; Volume 1, pp. 191–212. [Google Scholar]
- Cebrian, J.; Duarte, C.M. Detrital stocks and dynamics of the seagrass Posidonia oceanica (L.) Delile in the Spanish Mediterranean. Aquat. Bot. 2001, 70, 295–309. [Google Scholar] [CrossRef]
- Cocozza, C.; Parente, A.; Zaccone, C. Chemical, physical characterization of Posidonia oceanica (L.) Del. residue and their possible recycle. Biomass Bioenergy 2011, 35, 799–807. [Google Scholar] [CrossRef]
- Duarte, C.M. How can beaches be managed with respect to seagrass litter? In European Seagrasses: An introduction to Monitoring and Management; Borum, J., Duarte, C.M., Krause-Jensen, D., Eds.; EU project Monitoring and Management of European Seagrass Beds: Copenhagen, Denmark, 2004; pp. 83–87. [Google Scholar]
- Ferrero, B.; Boronat, T.; Moriana, F.; Fenolar, O.; Balart, R. Green composites based on wheat gluten matrix and Posidonia oceanica waste fibers as reinforcements. Polym. Compos. 2013, 34, 1663–1669. [Google Scholar] [CrossRef]
- Puglia, D.; Petruci, R.; Luzi, F.; Kenny, J.M.; Torre, L. Revalorisation of Posidonia oceanica as reinforcement in polyethylene/maleic anhydride grafted polyethylene composites. J. Renew. Mater. 2014, 2, 66–76. [Google Scholar] [CrossRef]
- Bettaieb, F.; Khiari, R.; Dufrence, A.; Mhenni, M.F.; Putaux, J.L.; Boufi, S. Nanofibrillar cellulose from Posidonia oceanica: Properties and morphological features. Ind. Crop. Prod. 2015, 72, 97–106. [Google Scholar] [CrossRef]
- Bettaieb, F.; Khiari, R.; Hassan, M.; Belgacem, M.N.; Bras, J.; Dufresne, A.; Mhenni, M.F. Preparation and characterization of new cellulose nanocrystals from marine biomass Posidonia oceanica. Ind. Crop. Prod. 2014, 72, 175–182. [Google Scholar] [CrossRef]
- Garcia, D.G.; Carrillo, L.Q.; Montanes, N.; Fombuena, V.; Balart, R. Manufacturing and characterization of composite fibreboards with Posidonia oceanica wastes with an environmentally-friendly binder from epoxy resin. Materials 2017, 11, 35. [Google Scholar] [CrossRef] [Green Version]
- Alamsjah, M.A.; Sulmartiwi, S.; Pursetyo, K.T.; Amin, A.N.G.; Wardani, K.A.; Arifianto, M.D. Modifying bioproduct technology of medium density fibreboard from the seaweed waste Kappaphycus alvarezii and Gracilaria verrucosa. J. Indian Acad. Wood Sci. 2017, 14, 32–45. [Google Scholar] [CrossRef]
- Saval, J.M.; Lapuente, R.; Navarro, V.; Tenza-Abril, A.J. Fire-resistance, physical, and mechanical characterization of particleboard containing Oceanica Posidonia waste. Mater. Constr. 2014, 64, e019. [Google Scholar] [CrossRef] [Green Version]
- Liew, K.C.; Ting, P.B.; Tan, Y.F. Physico-mechanical properties of particleboard made from seaweed adhesive and tapioca starch flour. J. Indian Acad. Wood Sci. 2018, 15, 199–203. [Google Scholar] [CrossRef]
- Kuqo, A.; Korpa, A.; Dhamo, N. Posidonia oceanic leaves for processing of PMDI composite boards. J. Compos. Mater. 2019, 53, 1697–1703. [Google Scholar] [CrossRef]
- Yeniocak, M.; Göktas, O.; Erdil, Y.Z.; Özen, E. Investigating the use of vine pruning stalks (Vitis Vinifera, L. CV. Sultani) as raw material for particleboard manufacturing. Wood Res. 2014, 59, 167–176. [Google Scholar]
- Klimek, P.; Meinlschimidt, P.; Wimmer, R.; Plinke, B. Using sunflower (Helianthus annuus L.), topinambour (Helianthus tuberosus L.) and cup-plant (Silphium perfoliatum L.) stalks as alternative raw materials for particleboards. Ind. Crop. Prod. 2016, 92, 157–164. [Google Scholar] [CrossRef]
- Gansberger, M.; Montgomery, L.F.R.; Liebhard, P. Botanical characteristics, crop management and potential of Silphium perfoliatum L. as a renewable resource for biogas production: A review. Ind. Crop. Prod. 2015, 63, 362–372. [Google Scholar] [CrossRef]
- Nazerian, M.; Beyki, Z.; Gargari, R.; Kool, F. The effect of some technological production variables on mechanical and physical properties of particleboard manufactured from cotton stalks. Maderas Cienc. Technol. 2016, 18, 167–178. [Google Scholar] [CrossRef] [Green Version]
- De Araujo, P.; Arruda, L.; Menezzi, C.; Texeira, D.; de Souza, M. Lignocellulosic composites from Brazilian giant bamboo. Part 2: Properties of cement and gypsum bonded particleboard. Maderas Cienc. Technol. 2011, 13, 297–306. [Google Scholar] [CrossRef] [Green Version]
- Kord, B.; Zare, H.; Hosseinzabeh, A. Evaluation of the mechanical and physical properties of particleboard manufactured from canola straws. Maderas Cienc. Technol. 2016, 18, 9–18. [Google Scholar] [CrossRef] [Green Version]
- Kord, B.; Roohani, M.; Kord, B. Characterisation and utilization of reed stems as a lignocellulosic residue for particleboard production. Maderas Cienc. Technol. 2015, 17, 517–524. [Google Scholar]
- Amirou, S.; Zerizer, A.; Pizzi, A.; Haddadou, I.; Zhou, X. Particleboards production from date palm biomass. Eur. J. Wood Prod. 2013, 71, 717–723. [Google Scholar] [CrossRef]
- K#xFC;çüktüvek, M.; Kasal, A.; Kuşkun, T.; Erdil, Y. Utilizing poppy husk-based particleboards as an alternative material in case furniture construction. BioResources 2017, 12, 839–852. [Google Scholar]
- Li, X.; Cai, Z.; Winandy, J.; Basta, A. Selected properties of particleboard panels manufactured from rice straws of different geometries. Biores. Technol. 2010, 101, 4662–4666. [Google Scholar] [CrossRef] [PubMed]
- Mo, X.; Cheng, E.; Wang, D.; Sun, X. Physical properties of medium-density wheat straw particleboard using different adhesives. Ind. Crop. Prod. 2003, 18, 47–53. [Google Scholar] [CrossRef]
- Guler, C.; Ozen, R. Some properties of particleboards made from cotton stalks (Gossypium hirsitum L.). Holz als Roh-und Werkstoff 2004, 62, 40–43. [Google Scholar] [CrossRef]
- Esmailpour, A.; Taghiyari, H.R.; Majidi, R.; Babaali., S.; Morrell, J.J.; Mohammadpanah, B. Effects of adsorption energy on air and liquid permeability of nanowollastonite-treated medium-density fiberboard. IEEE Trans. Instrum. Meas. 2020. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Bari, E.; Schmidt, O.; Tajick Ghanbary, M.A.; Karimi, A.; Tahir, P.M.D. Effects of nanowollastonite on biological resistance of particleboard made from wood chips and chicken feather against Antroia vaillantii. Int. Biodeterior. Biodegrad. 2014, 90, 93–98. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Majidi, R.; Esmailpour, A.; Sarvari Samadi, Y.; Jahangiri, A.; Papadopoulos, A.N. Engineering composites made from wood and chicken feather bonded with UF resin fortified with wollastonite: A novel approach. Polymers 2020, 12, 857. [Google Scholar] [CrossRef] [Green Version]
- Ntalos, G.A.; Grigoriou, A.H. Characterization and utilisation of vine prunings as a wood substitute for particleboard production. Ind. Crop. Prod. 2002, 16, 59–68. [Google Scholar] [CrossRef]
- Grigoriou, A.H.; Ntalos, G.A. The potential use of Ricinus communis L. (Castor) stalks as a lignocellulosic resource for particleboards. Ind. Crop. Prod. 2001, 13, 209–218. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Hill, C.A.S.; Gkaraveli, A.; Ntalos, G.; Karastergiou, S. Bamboo chips (Bambusa vulgaris) as an alternative lignocellulosic raw material for particleboard manufacture. Holz als Roh-und Werkstoff 2004, 62, 36–39. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Traboulay, E.; Hill, C.A.S. One layer Experimental Particleboard from Coconut Chips (Cocos nucifera L.). Holz als Roh-und Werkstoff 2002, 60, 394–396. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Hague, J.R.B. The potential use of Linum usitatissimun (flax) chips as a raw lignocellulosic material for particleboards. Ind. Crop. Prod. 2003, 17, 143–147. [Google Scholar] [CrossRef]
- Papadopoulos, A.N. Banana chips (Musa acuminate) as an alternative lignocellulosic raw material for particleboard manufacture. Maderas Cienc. Technol. 2018, 20, 395–402. [Google Scholar]
- Papadopoulos, A.N.; Kyzas, G.Z.; Mitropoulos, A.C. Lignocellulosic composites from acetylated sunflower stalks. Appl. Sci. 2019, 9, 646. [Google Scholar] [CrossRef] [Green Version]
- EN 310. Wood Based Panels-Determination of Modulus of Elasticity in Bending and of Bending Strength; Comite Europeen de Normalisation: Brussels, Belgium, 1993. [Google Scholar]
- EN 319. Particleboards and Fiberboards-Determination of Tensile Strength Perpendicular to the Plane of The Board; Comite Europeen de Normalisation: Brussels, Belgium, 1993. [Google Scholar]
- EN 317. Particleboards and Fiberboards-Determination of Swelling in Thickness after Immersion in Water; Comite Europeen de Normalisation: Brussels, Belgium, 1993. [Google Scholar]
- EN 320. Particleboards and Fiberboards-Determination of Resistance to Axial Withdrawal of Screws; Comite Europeen de Normalisation: Brussels, Belgium, 2011. [Google Scholar]
- Grigoriou, A.H. Straw-wood composites bonded with various adhesive systems. Wood Sci. Technol. 2000, 34, 355–365. [Google Scholar] [CrossRef]
- Hague, J.R.B.; McLauchlin, A.; Quinney, R. Agri-materials for panel products: A technical assessment of their viability. In Proceedings of the 32nd International Particleboard/Composite Symposium, Washington State University, Pullman, WA, USA, 31 March–2 April 1998; pp. 151–159. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Board Type (Wood Particles: PO Leaves) | Density (Kg/m3) | IBS (N/mm2) | MOR (N/mm2) | MOE (N/mm2) | Screw Withdrawal Resistance * (N) | |
|---|---|---|---|---|---|---|
| ┴ | // | |||||
| 100:0 | 0.5 A (0.03) | 0.12 A (0.04) | 3.35 A (0.50) | 648.11 A (70.35) | 1652.25 A (267.27) | 768.62 A (113.71) |
| 90:10 | 0.55 A (0.05) | 0.12 A (0.04) | 2.83 A (0.29) | 583.29 A (167.50) | 1488.88 A (181.22) | 669.57 A (69.58) |
| 75:25 | 0.53 A (0.03) | 0.07 B (0.04) | 2.17 B (0.45) | 461.37 B (105) | 1148.01 B (187.68) | 508.20 B (61.78) |
| 50:50 | 0.53 A (0.03) | 0.03 B (0.01) | 1.26 C (0.29) | 279.23 B (60.27) | 802.49 C (68.11) | 198.42 C (42.52) |
| Board Type (Wood Particles: PO Leaves) | Moisture Content (%) | Thickness Swelling (%) | |
|---|---|---|---|
| 24 h | 48 h | ||
| 100:0 | 9.90 A (0.21) | 63.31 A (5.75) | 66.77 A (7.80) |
| 90:10 | 9.93 A (0.31) | 64.99 A (6.25) | 66.70 A (7.01) |
| 75:25 | 10.31 A (0.11) | 66.44 A (6.67) | 69.21 A (5.68) |
| 50:50 | 11.41 A (0.20) | 56.07 B (9.45) | 57.42 B (9.44) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rammou, E.; Mitani, A.; Ntalos, G.; Koutsianitis, D.; Taghiyari, H.R.; Papadopoulos, A.N. The Potential Use of Seaweed (Posidonia oceanica) as an Alternative Lignocellulosic Raw Material for Wood Composites Manufacture. Coatings 2021, 11, 69. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11010069
Rammou E, Mitani A, Ntalos G, Koutsianitis D, Taghiyari HR, Papadopoulos AN. The Potential Use of Seaweed (Posidonia oceanica) as an Alternative Lignocellulosic Raw Material for Wood Composites Manufacture. Coatings. 2021; 11(1):69. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11010069
Chicago/Turabian StyleRammou, Ekaterini, Andromachi Mitani, George Ntalos, Dimitrios Koutsianitis, Hamid R. Taghiyari, and Antonios N. Papadopoulos. 2021. "The Potential Use of Seaweed (Posidonia oceanica) as an Alternative Lignocellulosic Raw Material for Wood Composites Manufacture" Coatings 11, no. 1: 69. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11010069