Electrodeposited Hydroxyapatite-Based Biocoatings: Recent Progress and Future Challenges

 , and
, and
Abstract
:1. Introduction
- (i)
- (ii)
- Insufficient bioactivity; in which the implanted material may be unable to stimulate bone formation and healing, degrading the implantation process. This is a known problem with stainless steel. Mg alloys such as AZ91 and AZ31, which have received much attraction for biomedical applications within the recent years, commonly suffer from poor corrosion resistance that may degrade their bioactivity [12,13,14,15].
- (i)
- Acceptable biological performance embracing biocompatibility, i.e., allowing the human body cell to remain viable, grow, and properly carry out its duties in addition to offering suitable bioactivity, including encouraged formation of apatite, as the main constituent of bone and tooth.
- (ii)
2. Common Deposition Techniques
2.1. Dry Techniques
- Thermal Spraying
- Physical Vapor Deposition
2.2. Wet Techniques
- Sol-Gel
- Electrochemical Deposition
3. Pure HAp Biocoatings
3.1. Mechanisms of HAp Electrodeposition
- (i)
- Addition of H2O2 to the electrolyte
- (ii)
- Electrolyte pH
- (iii)
- Post-alkaline treatment
3.2. The Effect of Operational Parameters
3.2.1. Type of Current/Potential Control
3.2.2. Current Density and Electrode Potential
- (i)
- Changing the coating morphology; at low current density/potential, there would be some un-coated regions on the surface of the implant arise from the lack of sufficient deposition rate. Apart from the role of applied current density/potential in fully coverage of the implant surface, an increase in current density/potential may change the morphology of the formed particles due to the high HAp deposition rate, which restricts the generation of hydrogen bubbles over the surface. The formed bubbles may separate the microstructure into multiple islands [123,132,144]. Seyedraoufi et al. [132] have shown that surface morphology of HAp coatings electrodeposited on Mg-Zn scaffold varied from plate-like to needle-like with increase in current density by 20 mA cm−2.
- (ii)
- Varying the grain size and porosity; most published studies have shown that a change in current density/potential magnitude greatly alters the grain size and porosity of the electrodeposited HAp coatings. Increasing current density/potential, not for any amounts, is highly beneficial for deposition of a thick and nanostructured coating with a controlled porosity content. Increased current density induced overpotential favors the nucleation process and provides a nanostructured coating. A contradictory result was reported by Marashi-Najafi et al. [145], where the increased current density leads to the formation of larger plates. Excessive volume fraction of pores or an un-uniform microstructure may be obtained if an optimum current density/potential is not applied. The increased current density/potential not only lead to the formation of increased volume fraction of micro-cracks, but also varies the type of the formed cracks, where an increase in current density from 10 to 20 mA cm−2 changed the surface cracks to those formed along the cross-section of the deposited layer [11,110,122,123,142,143]. To avoid over-porosity, it is better to keep the cell voltage below 1.23 V, to avoid electrolysis of water. Too high electrode potential may result in formation of the excessive evolution of oxygen at the surface of the working electrode, leading to a weaker bonding between the coating and implant [11].
3.2.3. Scanning Potential Range and Scan Number
3.2.4. Duty Cycle
3.2.5. Electrolyte Composition and Electrode/Cell Geometry
3.2.6. Electrolyte Temperature
3.2.7. Electrolyte pH
3.2.8. Deposition Time
- (i)
- Changes in uniformity of the coating. During the early stages the electrodeposited layer may not completely cover the substrate surface. It may take an extended period to form a homogenous film on the substrate. This may also cause an enlargement in the size of the generated needle-like or plate-like particles. The prolonged deposition time gives rise to the possibility of pore formation throughout the microstructure of the layer [25,102,113,157,159].
- (ii)
- Variation in particles morphology. Plate-like crystals formed within the first 15 min of the electrodeposition process changes to hexagonal single ones, which elongated merely in the c direction, i.e., vertically oriented to the cathode plane [169].
3.2.9. Magnetic or Ultrasonic Field Effects
3.2.10. Pre-Treatment
- Anodizing
3.2.11. Post-Treatment
- (i)
- Partial/no change in surface condition. Post-treatment can results in formation of a denser HAp layer, which fully covers the entire surface of the substrate. The irregular plate-like surface is changed to uniform plate-like with post-alkali treatment. These changes fall under the partial changes in surface condition [25,129]. Fornell et al. [107] have indicated that the alkali treatment has no influence on surface condition of the HAp layers. Both alkali/heat-post treatments can degrade the surface-related properties of the HAp layers. While heat-treatment increases the width of present cracks over the surface owing to the vaporization of the present moisture on surface/lattice that shrinks the a-axis of HAp crystal, the alkali treatment causes micro-crack generation throughout the microstructure due to the molar change occurred during the DCPD to HAp conversion [155,183].
- (ii)
- Considerable change in surface condition. The “considerable change” term is strictly corresponded to a change in surface morphology rather than variation in porosity content or surface cracks. The plate-like morphology of as-deposited HAp layer is varied to needle-like one upon soaking in NaOH solution. The existence of plate-like areas over the microstructure of the as-deposited layers is related to the presence of small amount of DCPD in its structure. It is also reported that a surface comprising needle-like morphology with plate-like particles in some regions can be changed to merely needle-like surface with post-treatment. The needles formed after alkali treatment generally grow in a perpendicular direction to the substrate and may incorporate into the curled needles at a joint to form a macroporous structure [105,132,155]. Whether the post-heat treatment changes the morphology of the particles profoundly depends on temperature. While heat-treating up to 600 °C causes no change in surface morphology, a change from needle-like to spherical growth is seen in samples treated at 800–1000 °C due to the agglomeration of needles [199].
3.2.12. Novel Strategies for Pure HAp Deposition
4. Mineral Substituted HAp Biocoatings
4.1. Background
4.2. Physicomechanical Properties
- Effect of doped minerals
- (i)
- Shifting the HAp main peak toward lower/higher diffraction angles demonstrating the inclusion of the mineral(s) to the structure of HAp that can expand or contract its unit cell. Whether the substituted ion expand or contract the unit cell of HAp depends on its ionic radius. For instance, Cu2+ or Zn2+ has smaller radius than that of Ca2+, therefore substitution of these ions for Ca2+ can contract the cell parameters of HAp. Unlike, the substitution of Ag+ for Ca2+ enlarges the HAp lattice [188,207,210,212];
- (ii)
- changing the intensity and width of the emerged HAp peaks. The broader HAp peak demonstrating the crystallite size increment that frequently observed for mineral substituted-HAp. On the other hand, the contradictory results have been reported on the influence of dopants on peak intensity. While some studies showed an increase in HAp peak intensity with introduction of an optimum concentration of mineral ions as a marker of increased crystallinity [189,208,212], the others reported on reduced intensity due to the ion substitution into HAp structure or development of a thinner coating [186,209,214];
- (iii)
- transformation of DCPD to HAp. In the case of Sr and F co-substituted HAp coating, the inclusion of F enhances the solubility of Sr in HAp structure leading to direct precipitation of HAp without other CaP [211]; and
- (iv)
- Effect of operational factors
4.3. Electrochemical Behavior
- Effect of substituted minerals
- Effect of operational factors
- (a)
- Identify the location and type of corrosion (general or localized),
- (b)
- consider the thickness, uniformity and through-porosity of the coating,
- (c)
- state the half-cell electrode reactions involved, consider their reactants/products
- (d)
- recognize the type of rate control controlling the half-cell reactions (charge-, mixed- or mass transfer control);
- (e)
- account for, minimize, or compensate for, ohmic drop between the WE and RE
- (f)
- validate short term, software controlled, computer-driven studies on miniature samples by longer term practical studies of weight loss or solution analysis;
- (g)
- consider active-passive transitions on the surface of the substrate or
- (h)
- adequately take electrode/cell geometry and electrolyte flow into account; and
- (i)
- The potential range, and expected value, of Tafel regions is rarely considered; and
- (j)
- steady state conditions are not always involved by suitable choice of potential sweep rate.
- (k)
- The equivalent electrical circuit components are not justified; or
- (l)
- EEC components sometimes have no physical identity.
- (m)
- Confusion is often shown between resistance (or impedance), which has units of ohm, and area resistance or impedance, having units of ohm cm2; or
- (n)
- corrosion current density and corresponding weight loss or mean penetration rate are not always reported to facilitate a comparison.
4.4. Biological Performance
- Effect of substituted minerals
- Effect of operational factors
5. HAp-Based Composite Biocoatings
5.1. Overview
5.2. Ceramic-Reinforced Composite Biocoatings
5.2.1. HAp-ZrO2
5.2.2. HAp-TiO2
5.3. Metallic-Reinforced Composite Biocoatings
HAp-Ag
5.4. Polymer-Reinforced Composite Biocoatings
5.4.1. HAp-CNT
- Influence of CNTs incorporation
- Influence of processing parameters
5.4.2. HAp-Graphene Oxide
- Influence of GO incorporation
- Influence of processing parameters
5.4.3. HAp-Chitosan

5.4.4. HAp-Heparin
5.5. HAp Reinforced with Duplex Particles
5.6. HAp-Reinforced by both Minerals and Inclusions/Fibres
- (a)
- It is important to appreciate that both convective-diffusion and electrophoresis are important modes of particle transport to the workpiece [311];
- (b)
- the rate of convective-diffusion depends on the electrode motion and electrolyte agitation, a variety of agitation techniques being available [312];
- (c)
- electrophoretic deposition depends on the particle charge and its zeta potential [313];
- (d)
- the maintenance of a stable suspension of particles in the electrolyte is important to the achievement of a uniform distribution of particles in the electrodeposit [314]; and
- (e)
- electrolyte additives are generally important in controlling electrocrystallisation [315] of the electrodeposit to achieve the desired surface finish, uniformity and physical properties. In the case of biocoatings, the use of electrolyte additives is restricted by their tendency to leave trace residues in the deposit, possibly leading to a loss of biocompatibility.
5.7. Novel Approach to Composite Plating of HAp Coatings
6. Conclusions and Future Horizons
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
List of Symbols
| Symbol | Meaning | Units |
| d | Duty cycle for pulsed current | s−1 |
| Ecorr | Corrosion potential | V |
| IAP | Ion activity product | dimensionless |
| jcorr | Corrosion current density | A cm−2 |
| KSP | Thermodynamic solubility product | dimensionless |
| Rct | Charge transfer resistance | ohm |
| Rp | Polarization resistance | ohm |
| t | Time | s |
| toff | Relaxation time | s |
| ton | On time | s |
| Greek | Meaning | Units |
| ΔG | Gibbs free energy change | J |
Abbreviations
| CaP | Calcium phosphate |
| CCD | Central composite design |
| CDHA | Calcium-deficient hap |
| CE | Counter electrode |
| CHAp | Carbonated hap |
| CNTs | Carbon nanotubes |
| CVD | Chemical vapour deposition |
| DC | Direct current |
| DCPD | Dicalcium dihydrogen phosphate (brushite) |
| DMEM | Dulbecco’s modified Eagle’s medium |
| DVM | Digital voltmeter |
| ECM | Extracellular matrix |
| ED | Electrodeposition |
| EEC | Equivalent electrical circuit |
| EIS | Electrochemical impedance spectroscopy |
| EPD | Electrophoretic deposition |
| GO | Graphene oxide |
| HAp | Hydroxyapatite |
| HVOF | High velocity oxygen fuel |
| IAP | Ion activity product |
| LPG | Liquefied petroleum gas |
| MHD | Magnetohydrodynamic |
| OCP | Open circuit potential |
| OCP | Octacalcium phosphate |
| PBS | Phosphate-buffered saline |
| PC | Pulsed current |
| PEEK | Polyetheretherketone |
| PET | Polyethylene terephthalate |
| PRC | Periodic reversed current |
| PTFE | Polytetrafluoroethylene |
| PVD | Physical vapor deposition |
| RE | Reference electrode |
| rGO | Reduced graphene oxide |
| ROS | Reactive oxygen species |
| RSM | Response surface methodology |
| SBF | Simulated body fluid |
| SCE | Saturated calomel electrode |
| SI | Saturation index |
| TCP | Tricalcium phosphate |
| WE | Working electrode |
| XRD | X-ray diffraction |
References
- Wilhelm, L.; Zippel, R.; von Woedtke, T.; Kenk, H.; Hoene, A.; Patrzyk, M.; Schlosser, M. Immune response against polyester implants is influenced by the coating substances. J. Biomed. Mater. Res. A 2007, 83, 104–113. [Google Scholar] [CrossRef] [PubMed]
- Prakasam, M.; Locs, J.; Salma-Ancane, K.; Loca, D.; Largeteau, A.; Berzina-Cimdina, L. Biodegradable materials and metallic implants—A review. J. Funct. Biomater. 2017, 8, 44. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pobloth, A.M.; Mersiowsky, M.J.; Kliemt, L.; Schell, H.; Dienelt, A.; Pfitzner, B.M.; Burgkart, R.; Detsch, R.; Wulsten, D.; Boccaccini, A.R.; et al. Bioactive coating of zirconia toughened alumina ceramic implants improves cancellous osseointegration. Sci. Rep. 2019, 9, 1–16. [Google Scholar] [CrossRef] [PubMed]
- Du, C.; Cui, F.Z.; Feng, Q.L.; Zhu, X.D.; de Groot, K.A. Tissue response to nano-hydroxyapatite/collagen composite implants in marrow cavity. J. Biomed. Mater. Res. 1998, 42, 540–548. [Google Scholar] [CrossRef]
- Eslamian, M. Inorganic and organic solution-processed thin film devices. Nanomicro Lett. 2017, 9, 3. [Google Scholar] [CrossRef] [Green Version]
- Guglielmotti, M.B.; Olmedo, D.G.; Cabrini, R.L. Research on implants and osseointegration. Periodontol 2000 2019, 79, 178–189. [Google Scholar] [CrossRef]
- Jaishankar, M.; Tseten, T.; Anbalagan, N.; Mathew, B.B.; Beeregowda, K.N. Toxicity, mechanism and health effects of some heavy metals. Interdiscip. Toxicol. 2014, 7, 60–72. [Google Scholar] [CrossRef] [Green Version]
- Asghari, R.; Safavi, M.S.; Khalil-Allafi, J. A facile and cost-effective practical approach to develop clinical applications of NiTi: Fenton oxidation process. Trans. IMF 2020, 98, 250–257. [Google Scholar] [CrossRef]
- Xu, W.; Yu, F.; Yang, L.; Zhang, B.; Hou, B.; Li, Y. Accelerated corrosion of 316L stainless steel in simulated body fluids in the presence of H2O2 and albumin. Mater. Sci. Eng. C 2018, 92, 11–19. [Google Scholar] [CrossRef]
- Ahmadi, S.; Mohammadi, I.; Sadrnezhaad, S. Hydroxyapatite based and anodic Titania nanotube biocomposite coatings: Fabrication, characterization and electrochemical behavior. Surf. Coat. Technol. 2016, 287, 67–75. [Google Scholar] [CrossRef]
- Chakraborty, R.; Sengupta, S.; Saha, P.; Das, K.; Das, S. Synthesis of calcium hydrogen phosphate and hydroxyapatite coating on SS316 substrate through pulsed electrodeposition. Mater. Sci. Eng. C 2016, 69, 875–883. [Google Scholar] [CrossRef] [PubMed]
- Kim, W.G.; Choe, H.C. Surface characteristics of hydroxyapatite/titanium composite layer on the Ti-35Ta-xZr surface by RF and DC sputtering. Thin Solid Films 2011, 519, 7045–7049. [Google Scholar] [CrossRef]
- López-Valverde, N.; Flores-Fraile, J.; Ramírez, J.M.; Sousa, B.M.; Herrero-Hernández, S.; López-Valverde, A. Bioactive Surfaces vs. Conventional Surfaces in Titanium Dental Implants: A Comparative Systematic Review. J. Clin. Med. 2020, 9, 2047. [Google Scholar] [CrossRef] [PubMed]
- Kumar, K.; Gill, R.; Batra, U. Challenges and opportunities for biodegradable magnesium alloy implants. Mater. Technol. 2018, 33, 153–172. [Google Scholar] [CrossRef]
- Radha, R.; Sreekanth, D. Insight of magnesium alloys and composites for orthopedic implant applications—A review. J. Magnes. Alloys 2017, 5, 286–312. [Google Scholar] [CrossRef]
- Sheykholeslami, S.O.; Khalil-Allafi, J.; Fathyunes, L. Preparation, characterization, and corrosion behavior of calcium phosphate coating electrodeposited on the modified nanoporous surface of NiTi alloy for biomedical applications. Metall. Mater. Trans. A 2018, 49, 5878–5887. [Google Scholar] [CrossRef]
- Shah, F.A.; Thomsen, P.; Palmquist, A. Osseointegration and current interpretations of the bone-implant interface. Acta Biomater. 2019, 84, 1–15. [Google Scholar] [CrossRef]
- Etminanfar, M.R.; Sheykholeslami, S.O.; Khalili, V.; Mahdavi, S. Biocompatibility and drug delivery efficiency of PEG-b-PCL/hydroxyapatite bilayer coatings on Nitinol superelastic alloy. Ceram. Int. 2020, 46, 12711–12717. [Google Scholar] [CrossRef]
- Khalili, V.; Khalil-Allafi, J.; Sengstock, C.; Motemani, Y.; Paulsen, A.; Frenzel, J.; Eggeler, G.; Köller, M. Characterization of mechanical properties of hydroxyapatite–silicon–multi walled carbon nano tubes composite coatings synthesized by EPD on NiTi alloys for biomedical application. J. Mech. Behav. Biomed. Mater. 2016, 59, 337–352. [Google Scholar] [CrossRef]
- Kittur, N.; Oak, R.; Dekate, D.; Jadhav, S.; Dhatrak, P. Dental implant stability and its measurements to improve osseointegration at the bone-implant interface: A review. Mater. Today 2020. [Google Scholar] [CrossRef]
- Azarniya, A.; Azarniya, A.; Safavi, M.S.; Farshbaf Ahmadipour, M.; Esmaeeli Seraji, M.; Sovizi, S.; Saqaei, M.; Yamanoglu, R.; Soltaninejad, M.; Madaah Hosseini, H.R.; et al. Physicomechanical properties of porous materials by spark plasma sintering. Crit. Rev. Solid State Mater. Sci. 2020, 45, 22–65. [Google Scholar] [CrossRef]
- Yoshinari, M.; Oda, Y.; Inoue, T.; Matsuzaka, K.; Shimono, M. Bone response to calcium phosphate-coated and bisphosphonate-immobilized titanium implants. Biomaterials 2002, 23, 2879–2885. [Google Scholar] [CrossRef]
- Darimont, G.L.; Cloots, R.; Heinen, E.; Seidel, L.; Legrand, R. In vivo behaviour of hydroxyapatite coatings on titanium implants: A quantitative study in the rabbit. Biomaterials 2002, 23, 2569–2575. [Google Scholar] [CrossRef]
- Shepperd, J. The early biological history of calcium phosphates. In Fifteen Years of Clinical Experience with Hydroxyapatite Coatings in Joint Arthroplasty; Springer: Paris, France, 2004; pp. 3–8. [Google Scholar] [CrossRef]
- Su, Y.; Li, D.; Su, Y.; Lu, C.; Niu, L.; Lian, J.; Li, G. Improvement of the biodegradation property and biomineralization ability of magnesium–hydroxyapatite composites with dicalcium phosphate dihydrate and hydroxyapatite coatings. ACS Biomater. Sci. Eng. 2016, 2, 818–828. [Google Scholar] [CrossRef] [PubMed]
- Eliaz, N.; Metoki, N. Calcium phosphate bioceramics: A review of their history, structure, properties, coating technologies and biomedical applications. Materials 2017, 10, 334. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, J.; Zhu, Y.; Wang, M.; Liu, D.; Chen, X.; Zhu, X.; Yang, X.; Zhang, K.; Fan, Y.; Zhang, X. Fabrication and preliminary biological evaluation of a highly porous biphasic calcium phosphate scaffold with nano-hydroxyapatite surface coating. Ceram. Int. 2018, 44, 1304–1311. [Google Scholar] [CrossRef]
- Li, T.T.; Ling, L.; Lin, M.C.; Peng, H.K.; Ren, H.T.; Lou, C.W.; Lin, J.H. Recent advances in multifunctional hydroxyapatite coating by electrochemical deposition. J. Mater. Sci. 2020, 55, 6352–6374. [Google Scholar] [CrossRef]
- Asri, R.I.; Harun, W.S.; Hassan, M.A.; Ghani, S.A.; Buyong, Z. A review of hydroxyapatite-based coating techniques: Sol–gel and electrochemical depositions on biocompatible metals. J. Mech. Behav. Biomed. Mater. 2016, 57, 95–108. [Google Scholar] [CrossRef] [Green Version]
- Köster, K.; Karbe, E.; Kramer, H.; Heide, H.; König, R. Experimental bone replacement with resorbable calcium phosphate ceramic (author’s transl). Langenbecks Archiv fur Chirurgie 1976, 341, 77. [Google Scholar] [CrossRef]
- Epinette, J.A.; Manley, M.T. Fifteen Years of Clinical Experience with Hydroxyapatite Coatings in Joint Arthroplasty; Springer: Paris, France, 2013. [Google Scholar]
- Jarcho, M. Calcium phosphate ceramics as hard tissue prosthetics. Clin. Orthop. Relat. Res. 1981, 157, 259–278. [Google Scholar] [CrossRef]
- de Groot, K. Ceramics of Calcium Phosphate: Preparation and Properties; CRC Press: Boca Raton, FL, USA, 1983. [Google Scholar]
- Aoki, H.; Kato, K.; Ogiso, M.; Tabata, T. Studies on the application of apatite to dental materials. J. Dent. Eng. 1977, 18, 86–89. [Google Scholar]
- Layrolle, P.; Lebugle, A. Characterization and reactivity of nanosized calcium phosphates prepared in anhydrous ethanol. Chem. Mater. 1994, 6, 1996–2004. [Google Scholar] [CrossRef]
- Yubao, L.; De Wijn, J.; Klein, C.P.; Van de Meer, S.; De Groot, K. Preparation and characterization of nanograde osteoapatite-like rod crystals. J. Mater. Sci. Mater. Med. 1994, 5, 252–255. [Google Scholar] [CrossRef]
- Furlong, R.; Osborn, J. Fixation of hip prostheses by hydroxyapatite ceramic coatings. J. Bone Surg. 1991, 73, 741–745. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Haider, A.; Haider, S.; Han, S.S.; Kang, I.K. Recent advances in the synthesis, functionalization and biomedical applications of hydroxyapatite: A review. RSC Adv. 2017, 7, 7442–7458. [Google Scholar] [CrossRef] [Green Version]
- Ferreira, B.J.; Barroca, N.B.; Lopes, P.P.; Daniel-da-Silva, A.L.; Helena, M.; Fernandes, V.; Correia, R.N. Properties of novel PMMA-co-EHA bone cements filled with hydroxyapatite. Polym. Compos. 2014, 35, 759–767. [Google Scholar] [CrossRef]
- Sheykholeslami, S.O.; Fathyunes, L.; Etminanfar, M.; Khalil-Allafi, J. In-vitro biological behavior of calcium phosphate coating applied on nanostructure surface of anodized Nitinol alloy. Mater. Res. Express 2019, 6, 095407. [Google Scholar] [CrossRef]
- Guo, Y.; Su, Y.; Gu, R.; Zhang, Z.; Li, G.; Lian, J.; Ren, L. Enhanced corrosion resistance and biocompatibility of biodegradable magnesium alloy modified by calcium phosphate/collagen coating. Surf. Coat. Technol. 2020, 401, 126318. [Google Scholar] [CrossRef]
- Gu, D.; Feng, G.; Kang, G.; Zheng, X.; Bi, Y.; Wang, S.; Fan, J.; Xia, J.; Wang, Z.; Huo, Z.; et al. Improved biocompatibility of novel biodegradable scaffold composed of poly-L-lactic acid and amorphous calcium phosphate nanoparticles in porcine coronary artery. J. Nanomater. 2016. [Google Scholar] [CrossRef] [Green Version]
- Zaporozhets, T.S.; Sinebryukhov, S.L.; Gnedenkov, S.V.; Smolina, T.P.; Besednova, N.N. Biocompatibility of modified osteoinductive calcium-phosphate coatings of metal implants. Bull. Exp. Biol. Med. 2017, 162, 366–369. [Google Scholar] [CrossRef]
- Fielding, G.A.; Roy, M.; Bandyopadhyay, A.; Bose, S. Antibacterial and biological characteristics of silver containing and strontium doped plasma sprayed hydroxyapatite coatings. Acta Biomater. 2012, 8, 3144–3152. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Thian, E.S.; Huang, J.; Best, S.M.; Barber, Z.H.; Bonfield, W. Magnetron co-sputtered silicon-containing hydroxyapatite thin films—An in vitro study. Biomaterials 2005, 26, 2947–2956. [Google Scholar] [CrossRef] [PubMed]
- Ranjan, N.; Singh, R.; Ahuja, I. Material processing of PLA-HAp-CS-based thermoplastic composite through fused deposition modeling for biomedical applications. In Biomanufacturing; Springer: Cham, Switzerland, 2019; pp. 123–136. [Google Scholar] [CrossRef]
- Jansen, J.A.; Leon, B. Thin Calcium Phosphate Coatings for Medical Implants; Springer: New York, NY, USA, 2009. [Google Scholar] [CrossRef]
- Oliveira, A.; Mano, J.; Reis, R. Nature-inspired calcium phosphate coatings: Present status and novel advances in the science of mimicry. Curr. Opin. Solid State Mater. Sci. 2003, 7, 309–318. [Google Scholar] [CrossRef] [Green Version]
- Yan, C.; Hao, L.; Hussein, A.; Wei, Q.; Shi, Y. Microstructural and surface modifications and hydroxyapatite coating of Ti-6Al-4V triply periodic minimal surface lattices fabricated by selective laser melting. Mater. Sci. Eng. C 2017, 75, 1515–1524. [Google Scholar] [CrossRef] [PubMed]
- Luo, Y.; Zhu, J.; Ma, Y.; Zhang, H. Dry coating, a novel coating technology for solid pharmaceutical dosage forms. Int. J. Pharm. 2008, 358, 16–22. [Google Scholar] [CrossRef]
- Li, P.; Chu, P. Thin film deposition technologies and processing of biomaterials. In Thin Film Coatings for Biomaterials and Biomedical Applications; Elsevier: Cambridge, UK, 2016; pp. 3–28. [Google Scholar] [CrossRef]
- Huang, P.K.; Yeh, J.W.; Shun, T.T.; Chen, S.K. Multi-principal-element alloys with improved oxidation and wear resistance for thermal spray coating. Adv. Eng. Mater. 2004, 6, 74–78. [Google Scholar] [CrossRef]
- Pierlot, C.; Pawlowski, L.; Bigan, M.; Chagnon, P. Design of experiments in thermal spraying: A review. Surf. Coat. Technol. 2008, 202, 4483–4490. [Google Scholar] [CrossRef]
- Harun, W.S.; Asri, R.I.; Alias, J.; Zulkifli, F.H.; Kadirgama, K.; Ghani, S.A.; Shariffuddin, J.H. A comprehensive review of hydroxyapatite-based coatings adhesion on metallic biomaterials. Ceram. Int. 2018, 44, 1250–1268. [Google Scholar] [CrossRef]
- Morks, M. Fabrication and characterization of plasma-sprayed HA/SiO2 coatings for biomedical application. J. Mech. Behav. Biomed. Mater. 2008, 1, 105–111. [Google Scholar] [CrossRef]
- Fauchais, P.; Vardelle, A. Innovative and emerging processes in plasma spraying: From micro-to nano-structured coatings. J. Phys. D Appl. Phys. 2011, 44, 194011. [Google Scholar] [CrossRef]
- Vahabzadeh, S.; Roy, M.; Bandyopadhyay, A.; Bose, S. Phase stability and biological property evaluation of plasma sprayed hydroxyapatite coatings for orthopedic and dental applications. Acta Biomater. 2015, 17, 47–55. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lynn, A.; DuQuesnay, D. Hydroxyapatite-coated Ti–6Al–4V: Part 1: The effect of coating thickness on mechanical fatigue behaviour. Biomaterials 2002, 23, 1937–1946. [Google Scholar] [CrossRef]
- Rosato, D.V.; Rosato, D.V.; v Rosato, M. Plastic Product Material and Process Selection Handbook; Elsevier: Oxford, UK, 2004. [Google Scholar]
- Mardali, M.; SalimiJazi, H.R.; Karimzadeh, F.; Luthringer, B.; Blawert, C.; Labbaf, S. Comparative study on microstructure and corrosion behavior of nanostructured hydroxyapatite coatings deposited by high velocity oxygen fuel and flame spraying on AZ61 magnesium based substrates. Appl. Surf. Sci. 2019, 465, 614–624. [Google Scholar] [CrossRef]
- Bose, S. High Temperature Coatings; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Weman, K. Welding Processes Handbook; Elsevier: Cambridge, UK, 2011. [Google Scholar]
- Gadow, R.; Killinger, A.; Stiegler, N. Hydroxyapatite coatings for biomedical applications deposited by different thermal spray techniques. Surf. Coat. Technol. 2010, 205, 1157–1164. [Google Scholar] [CrossRef]
- Melero, H.; Torrell, M.; Fernández, J.; Gomes, J.R.; Guilemany, J.M. Tribological characterization of biocompatible HAp-TiO2 coatings obtained by high velocity oxy-fuel spray. Wear 2013, 305, 8–13. [Google Scholar] [CrossRef]
- Rane, A.V.; Kanny, K.; Abitha, V.K.; Thomas, S. Methods for synthesis of nanoparticles and fabrication of nanocomposites. In Synthesis of Inorganic Nanomaterials; Elsevier: Cambridge, UK, 2018; pp. 121–139. [Google Scholar] [CrossRef]
- Pichugin, V.F.; Surmenev, R.A.; Shesterikov, E.V.; Ryabtseva, M.A.; Eshenko, E.V.; Tverdokhlebov, S.I.; Prymak, O.; Epple, M. The preparation of calcium phosphate coatings on titanium and nickel–titanium by rf-magnetron-sputtered deposition: Composition, structure and micromechanical properties. Surf. Coat. Technol. 2008, 202, 3913–3920. [Google Scholar] [CrossRef]
- Surmenev, R.A.; Surmeneva, M.A.; Evdokimov, K.E.; Pichugin, V.F.; Peitsch, T.; Epple, M. The influence of the deposition parameters on the properties of an rf-magnetron-deposited nanostructured calcium phosphate coating and a possible growth mechanism. Surf. Coat. Technol. 2011, 205, 3600–3606. [Google Scholar] [CrossRef]
- Surmeneva, M.A.; Chaikina, M.V.; Zaikovskiy, V.I.; Pichugin, V.F.; Buck, V.; Prymak, O.; Epple, M.; Surmenev, R.A. The structure of an RF-magnetron sputter-deposited silicate-containing hydroxyapatite-based coating investigated by high-resolution techniques. Surf. Coat. Technol. 2013, 218, 39–46. [Google Scholar] [CrossRef]
- Safavi, M.S.; Surmeneva, M.A.; Surmenev, R.A.; Khalil-Allafi, J. RF-magnetron sputter deposited hydroxyapatite-based composite & multilayer coatings: A systematic review from mechanical, corrosion, and biological points of view. Ceram. Int. 2020, 47, 3031–3053. [Google Scholar] [CrossRef]
- Fotovvati, B.; Namdari, N.; Dehghanghadikolaei, A. On coating techniques for surface protection: A review. J. Manuf. Mater. Process. 2019, 3, 28. [Google Scholar] [CrossRef] [Green Version]
- Choi, G.; Choi, A.H.; Evans, L.A.; Akyol, S.; Ben-Nissan, B. A review: Recent advances in sol-gel-derived hydroxyapatite nanocoatings for clinical applications. J. Am. Ceram. Soc. 2020, 103, 5442–5453. [Google Scholar] [CrossRef]
- Liu, D.M.; Yang, Q.; Troczynski, T. Sol–gel hydroxyapatite coatings on stainless steel substrates. Biomaterials 2002, 23, 691–698. [Google Scholar] [CrossRef]
- Robertson, S.F.; Bandyopadhyay, A.; Bose, S. Titania nanotube interface to increase adhesion strength of hydroxyapatite sol-gel coatings on Ti-6Al-4V for orthopedic applications. Surf. Coat. Technol. 2019, 372, 140–147. [Google Scholar] [CrossRef]
- Shokri, N.; Safavi, M.S.; Etminanfar, M.; Walsh, F.C.; Khalil-Allafi, J. Enhanced corrosion protection of NiTi orthopedic implants by highly crystalline hydroxyapatite deposited by spin coating: The importance of pre-treatment. Mater. Chem. Phys. 2020, 259, 124041. [Google Scholar] [CrossRef]
- Safavi, M.S.; Etminanfar, M. A review on the prevalent fabrication methods, microstructural, mechanical properties, and corrosion resistance of nanostructured hydroxyapatite containing bilayer and multilayer coatings used in biomedical applications. J. Ultrafine Grained Nanostruct. Mater. 2019, 52, 1–17. [Google Scholar]
- Kumar, S.; Saralch, S.; Jabeen, U.; Pathak, D. Metal oxides for energy applications. In Colloidal Metal Oxide Nanoparticles; Elsevier: Amsterdam, The Netherlands, 2020; pp. 471–504. [Google Scholar] [CrossRef]
- Kılınç, A.Ç.; Köktaş, S.; Göktaş, A.A. Characterization of eggshell-derived hydroxyapatite on Ti6Al4V metal substrate coated by sol–gel method. J. Aust. Ceram. Soc. 2020, 1–7. [Google Scholar] [CrossRef]
- Walsh, F.C.; Larson, C. Towards improved electroplating of metal-particle composite coatings. Trans. IMF 2020, 98, 288–299. [Google Scholar] [CrossRef]
- Dai, W.; Wang, W. Selective metallization of cured SU-8 microstructures using electroless plating method. Sens. Actuators A 2007, 135, 300–307. [Google Scholar] [CrossRef]
- Ma, Y.; Han, J.; Wang, M.; Chen, X.; Jia, S. Electrophoretic deposition of graphene-based materials: A review of materials and their applications. J. Mater. 2018, 4, 108–120. [Google Scholar] [CrossRef]
- Besra, L.; Liu, M. A review on fundamentals and applications of electrophoretic deposition (EPD). Prog. Mater. Sci. 2007, 52, 1–61. [Google Scholar] [CrossRef]
- Horandghadim, N.; Khalil-Allafi, J.; Urgen, M. Influence of tantalum pentoxide secondary phase on surface features and mechanical properties of hydroxyapatite coating on NiTi alloy produced by electrophoretic deposition. Surf. Coat. Technol. 2020, 386, 125458. [Google Scholar] [CrossRef]
- Horandghadim, N.; Khalil-Allafi, J. Characterization of hydroxyapatite-tantalum pentoxide nanocomposite coating applied by electrophoretic deposition on Nitinol superelastic alloy. Ceram. Int. 2019, 45, 10448–10460. [Google Scholar] [CrossRef]
- Rasooli, A.; Safavi, M.S.; Hokmabad, M.K. Cr2O3 nanoparticles: A promising candidate to improve the mechanical properties and corrosion resistance of Ni-Co alloy coatings. Ceram. Int. 2018, 44, 6466–6473. [Google Scholar] [CrossRef]
- Safavi, M.S.; Rasooli, A. Ni-P-TiO2 nanocomposite coatings with uniformly dispersed Ni3Ti intermetallics: Effects of TiO2 nanoparticles concentration. Surf. Eng. 2019, 35, 1070–1080. [Google Scholar] [CrossRef]
- Safavi, M.S.; Rasooli, A. Ni-P-TiO2 nanocomposite coatings with uniformly dispersed Ni3Ti intermetallics: Effects of current density and post heat treatment. Surf. Coat. Technol. 2019, 372, 252–259. [Google Scholar] [CrossRef]
- Safavi, M.S.; Babaei, F.; Ansarian, A.; Ahadzadeh, I. Incorporation of Y2O3 nanoparticles and glycerol as an appropriate approach for corrosion resistance improvement of Ni-Fe alloy coatings. Ceram. Int. 2019, 45, 10951–10960. [Google Scholar] [CrossRef]
- Rasooli, A.; Safavi, M.S.; Babaei, F.; Ansarian, A. Electrodeposited Ni-Fe-Cr2O3 nanocomposite coatings: A survey of influences of Cr2O3 nanoparticles loadings in the electrolyte. J. Alloys Compd. 2020, 822, 153725. [Google Scholar] [CrossRef]
- Fathi, M.; Safavi, M.S.; Mirzazadeh, S.; Ansariyan, A.; Ahadzadeh, I. A promising horizon in mechanical and corrosion properties improvement of Ni-Mo coatings through incorporation of Y2O3 nanoparticles. Metall. Mater. Trans. A 2020, 51, 897–908. [Google Scholar] [CrossRef]
- Safavi, M.S.; Fathi, M.; Mirzazadeh, S.; Ansarian, A.; Ahadzadeh, I. Perspectives in corrosion-performance of Ni–Cu coatings by adding Y2O3 nanoparticles. Surf. Eng. 2020, 1–10. [Google Scholar] [CrossRef]
- Safavi, M.S.; Rasooli, A.; Sorkhabi, F. Electrodeposition of Ni-P/Ni-Co-Al2O3 duplex nanocomposite coatings: Towards improved mechanical and corrosion properties. Trans. IMF 2020, 1–9. [Google Scholar] [CrossRef]
- Ebrahimi, F.; Ahmed, Z. The effect of current density on properties of electrodeposited nanocrystalline nickel. J. Appl. Electrochem. 2003, 33, 733–739. [Google Scholar] [CrossRef]
- Safavi, M.S.; Fathi, M.; Charkhesht, V.; Jafarpour, M.; Ahadzadeh, I. Electrodeposition of Co-P Coatings Reinforced by MoS2+Y2O3 Hybrid Ceramic Nanoparticles for Corrosion-Resistant Applications: Influences of Operational Parameters. Metall. Mater. Trans. A 2020, 51, 6740–6758. [Google Scholar] [CrossRef]
- Ducheyne, P. Comprehensive Biomaterials; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Maleki-Ghaleh, H.; Khalil-Allafi, J. Characterization, mechanical and in vitro biological behavior of hydroxyapatite-titanium-carbon nanotube composite coatings deposited on NiTi alloy by electrophoretic deposition. Surf. Coat. Technol. 2019, 363, 179–190. [Google Scholar] [CrossRef]
- Mohseni, E.; Zalnezhad, E.; Bushroa, A.R. Comparative investigation on the adhesion of hydroxyapatite coating on Ti-6Al-4V implant: A review paper. Int. J. Adhes. Adhes. 2014, 48, 238–257. [Google Scholar] [CrossRef]
- Sun, L.; Berndt, C.C.; Gross, K.A.; Kucuk, A. Material fundamentals and clinical performance of plasma-sprayed hydroxyapatite coatings: A review. J. Biomed. Mater. Res. 2001, 58, 570–592. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Kim, K.H.; Ong, J.L. A review on calcium phosphate coatings produced using a sputtering process—An alternative to plasma spraying. Biomaterials 2005, 26, 327–337. [Google Scholar] [CrossRef] [PubMed]
- Priyadarshini, B. Bioactive coating as a surface modification technique for biocompatible metallic implants: A review. J. Asian Ceram. Soc. 2019, 7, 397–406. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.X.; Guan, S.K.; Wang, X.; Ren, C.X.; Wang, L.G. In vitro degradation and mechanical integrity of Mg–Zn–Ca alloy coated with Ca-deficient hydroxyapatite by the pulse electrodeposition process. Acta Biomater. 2010, 6, 1743–1748. [Google Scholar] [CrossRef]
- Drevet, R.; Velard, F.; Potiron, S.; Laurent-Maquin, D.; Benhayoune, H. In vitro dissolution and corrosion study of calcium phosphate coatings elaborated by pulsed electrodeposition current on Ti6Al4V substrate. J. Mater. Sci. Mater. Med. 2011, 22, 753–761. [Google Scholar] [CrossRef]
- Lobo, A.O.; Marciano, F.R.; Regiani, I.; Matsushima, J.T.; Ramos, S.C.; Corat, E.J. Influence of temperature and time for direct hydroxyapatite electrodeposition on superhydrophilic vertically aligned carbon nanotube films. J. Nanomedic. Nanotechnol. S 2011, 8, 2. [Google Scholar]
- Manso, M.; Jimenez, C.; Morant, C.; Herrero, P.; Martınez-Duart, J.M. Electrodeposition of hydroxyapatite coatings in basic conditions. Biomaterials 2000, 21, 1755–1761. [Google Scholar] [CrossRef]
- Pezzatini, S.; Solito, R.; Morbidelli, L.; Lamponi, S.; Boanini, E.; Bigi, A.; Ziche, M. The effect of hydroxyapatite nanocrystals on microvascular endothelial cell viability and functions. J. Biomed. Mater. Res. A 2006, 76, 656–663. [Google Scholar] [CrossRef] [PubMed]
- Seyedraoufi, Z.; Mirdamadi, S. In vitro biodegradability and biocompatibility of porous Mg-Zn scaffolds coated with nano hydroxyapatite via pulse electrodeposition. Trans. Nonferrous Met. Soc. 2015, 25, 4018–4027. [Google Scholar] [CrossRef]
- Chen, X.Y.; Zhao, Z.W.; Chen, A.L.; Li, H.G. Pulsed electrodeposition of hydroxyapatite on titanium substrate in solution containing hydrogen peroxide. Trans. Nonferrous Met. Soc. 2007, 17, 617–621. [Google Scholar] [CrossRef]
- Fornell, J.; Feng, Y.P.; Pellicer, E.; Suriñach, S.; Baró, M.D.; Sort, J. Mechanical behaviour of brushite and hydroxyapatite coatings electrodeposited on newly developed FeMnSiPd alloys. J. Alloys Compd. 2017, 729, 231–239. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim Coşkun, M.; Karahan, İ.H.; Yücel, Y. Optimized electrodeposition concentrations for hydroxyapatite coatings on CoCrMo biomedical alloys by computational techniques. Electrochim. Acta 2014, 150, 46–54. [Google Scholar] [CrossRef]
- Li, Y.; Huang, J.; Zhu, G.; Cao, L.; Zeng, X. Influence of ethanol on the HAp coatings prepared by hydrothermal electrodeposition on C/C composites. J. Coat. Technol. Res. 2010, 7, 67. [Google Scholar] [CrossRef]
- Gopi, D.; Indira, J.; Kavitha, L. A comparative study on the direct and pulsed current electrodeposition of hydroxyapatite coatings on surgical grade stainless steel. Surf. Coat. Technol. 2012, 206, 2859–2869. [Google Scholar] [CrossRef]
- Allenstein, U.; Selle, S.; Tadsen, M.; Patzig, C.; Hoche, T.; Zink, M.; Mayr, S.G. Coupling of metals and biominerals: Characterizing the interface between ferromagnetic shape-memory alloys and hydroxyapatite. ACS Appl. Mater. Interfaces 2015, 7, 15331–15338. [Google Scholar] [CrossRef]
- Chang, S.Y.; Chen, J.Y.; Wen, S.Y.; Jian, T.Y. Growth Mechanism and Structural Correlations of Hydroxyapatites on Surface Functionalized Carbon Fibers. J. Electrochem. Soc. 2011, 159, D31. [Google Scholar] [CrossRef]
- Li, T.T.; Ling, L.; Lin, M.C.; Jiang, Q.; Lin, Q.; Lin, J.H.; Lou, C.W. Properties and mechanism of hydroxyapatite coating prepared by electrodeposition on a braid for biodegradable bone scaffolds. Nanomaterials 2019, 9, 679. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Etminanfar, M.; Khalil-Allafi, J.; Parsa, A. On the electrocrystallization of pure hydroxyapatite nanowalls on Nitinol alloy using a bipolar pulsed current. J. Alloys Compd. 2016, 678, 549–555. [Google Scholar] [CrossRef] [Green Version]
- Landolt, D.; Marlot, A. Microstructure and composition of pulse-plated metals and alloys. Surf. Coat. Technol. 2003, 169, 8–13. [Google Scholar] [CrossRef]
- Dorozhkin, S. History of calcium phosphates in regenerative medicine. In Advances in Calcium Phosphate Biomaterials; Springer: Berlin/Heidelberg, Germany, 2014; pp. 435–483. [Google Scholar] [CrossRef]
- Shadanbaz, S.; Dias, G.J. Calcium phosphate coatings on magnesium alloys for biomedical applications: A review. Acta Biomater. 2012, 8, 20–30. [Google Scholar] [CrossRef]
- Mohajernia, S.; Hejazi, S.; Eslami, A.; Saremi, M. Modified nanostructured hydroxyapatite coating to control the degradation of magnesium alloy AZ31 in simulated body fluid. Surf. Coat. Technol. 2015, 263, 54–60. [Google Scholar] [CrossRef]
- áVishnu Kamath, P. Novel electrosynthetic route to calcium phosphate coatings. J. Mater. Chem. 1998, 8, 405–408. [Google Scholar]
- Zhu, P.; Masuda, Y.; Koumoto, K. The effect of surface charge on hydroxyapatite nucleation. Biomaterials 2004, 25, 3915–3921. [Google Scholar] [CrossRef]
- Yuan, Q.; Golden, T.D. Electrochemical study of hydroxyapatite coatings on stainless steel substrates. Thin Solid Films 2009, 518, 55–60. [Google Scholar] [CrossRef]
- Marashi-Najafi, F.; Khalil-Allafi, J.; Etminanfar, M.R.; Faezi-Alivand, R. Corrosion resistance and in vitro evaluation of the pulsed current electrodeposited hydroxyapatite coatings on Nitinol shape memory alloy. Mater. Corros. 2017, 68, 1237–1245. [Google Scholar] [CrossRef]
- Lin, D.Y.; Wang, X.X. Electrodeposition of hydroxyapatite coating on CoNiCrMo substrate in dilute solution. Surf. Coat. Technol. 2010, 204, 3205–3213. [Google Scholar] [CrossRef]
- McDowell, H.; Gregory, T.; Brown, W. Solubility of Ca5 (PO4) 3OH in the System Ca(OH) 2-H3PO4-H2O at 5, 15, 25, and 37 C. J. Res. Natl. Bur. Stand. Sec. A 1977, 81, 273–781. [Google Scholar] [CrossRef]
- Tung, M.S.; Eidelman, N.; Sieck, B.; Brown, W.E. Octacalcium phosphate solubility product from 4 to 37 C. J. Res. Natl. Bur. Stand. 1988, 93, 613–624. [Google Scholar] [CrossRef]
- Nielsen, A.E. Electrolyte crystal growth mechanisms. J. Cryst. Growth 1984, 67, 289–310. [Google Scholar] [CrossRef]
- Wang, H.; Zhu, S.; Wang, L.; Feng, Y.; Ma, X.; Guan, S. Formation mechanism of Ca-deficient hydroxyapatite coating on Mg–Zn–Ca alloy for orthopaedic implant. Appl. Surf. Sci. 2014, 307, 92–100. [Google Scholar] [CrossRef]
- Metoki, N.; Leifenberg-Kuznits, L.; Kopelovich, W.; Burstein, L.; Gozin, M.; Eliaz, N. Hydroxyapatite coatings electrodeposited at near-physiological conditions. Mater. Lett. 2014, 119, 24–27. [Google Scholar] [CrossRef]
- Jamesh, M.; Kumar, S.; Narayanan, T.S. Electrodeposition of hydroxyapatite coating on magnesium for biomedical applications. J. Coat. Technol. Res. 2012, 9, 495–502. [Google Scholar] [CrossRef]
- Song, Y.; Shan, D.; Han, E. Electrodeposition of hydroxyapatite coating on AZ91D magnesium alloy for biomaterial application. Mater. Lett. 2008, 62, 3276–3279. [Google Scholar] [CrossRef]
- Asl, S.K.F.; Nemeth, S.; Tan, M. Progress in Crystal Growth and Characterization of Materials. Prog. Cryst. Growth Charact. Mater. 2014, 60, 74–79. [Google Scholar]
- Seyedraoufi, Z.; Mirdamadi, S. Effects of pulse electrodeposition parameters and alkali treatment on the properties of nano hydroxyapatite coating on porous Mg–Zn scaffold for bone tissue engineering application. Mater. Chem. Phys. 2014, 148, 519–527. [Google Scholar] [CrossRef]
- Zhang, X.J.; Lin, D.Y.; Yan, X.H.; Wang, X.X. Evolution of the magnesium incorporated amorphous calcium phosphate to nano-crystallized hydroxyapatite in alkaline solution. J. Cryst. Growth 2011, 336, 60–66. [Google Scholar] [CrossRef]
- Chen, X.B.; Birbilis, N.; Abbott, T. A simple route towards a hydroxyapatite–Mg (OH) 2 conversion coating for magnesium. Corros. Sci. 2011, 53, 2263–2268. [Google Scholar] [CrossRef]
- Rončević, I.Š.; Grubač, Z.; Metikoš-Huković, M. Electrodeposition of hydroxyapatite coating on AZ91D alloy for biodegradable implant application. Int. J. Electrochem. Sci. 2014, 9, 5907–5923. [Google Scholar]
- Dobbelaere, T.; Vereecken, P.M.; Detavernier, C. A USB-controlled potentiostat/galvanostat for thin-film battery characterization. HardwareX 2017, 2, 34–49. [Google Scholar] [CrossRef]
- Rasooli, A.; Safavi, M.S.; Ahmadiyeh, S.; Jalali, A. Evaluation of TiO2 Nanoparticles Concentration and Applied Current Density Role in Determination of Microstructural, Mechanical, and Corrosion Properties of Ni-Co Alloy Coatings. Prot. Met. Phys. Chem. Surf. 2020, 56, 320–327. [Google Scholar] [CrossRef]
- Scharnweber, D.; Bierbaum, S. Electrochemically assisted deposition of thin CaP coatings. In Thin Calcium Phosphate Coatings for Medical Implants; Springer: New York, NY, USA, 2009; pp. 215–261. [Google Scholar] [CrossRef]
- Safavi, M.S.; Tanhaei, M.; Ahmadipour, M.F.; Adli, R.G.; Mahdavi, S.; Walsh, F.C. Electrodeposited Ni-Co alloy-particle composite coatings: A comprehensive review. Surf. Coat. Technol. 2020, 382, 125153. [Google Scholar] [CrossRef]
- Saremi, M.; Golshan, B. Microstructural study of nano hydroxyapatite coating obtained by pulse electrodeposition process on Ti–6Al–4V. Trans. IMF 2007, 85, 99–102. [Google Scholar] [CrossRef]
- Saremi, M.; Mohajernia, S.; Hejazi, S. Controlling the degradation rate of AZ31 Magnesium alloy and purity of nano-hydroxyapatite coating by pulse electrodeposition. Mater. Lett. 2014, 129, 111–113. [Google Scholar] [CrossRef]
- Han, Y.; Fu, T.; Lu, J.; Xu, K. Characterization and stability of hydroxyapatite coatings prepared by an electrodeposition and alkaline-treatment process. J. Biomed. Mater. Res. 2001, 54, 96–101. [Google Scholar] [CrossRef]
- Gopi, D.; Prakash, V.C.; Kavitha, L.; Kannan, S.; Bhalaji, P.R.; Shinyjoy, E.; Ferreira, J.M. A facile electrodeposition of hydroxyapatite onto borate passivated surgical grade stainless steel. Corros. Sci. 2011, 53, 2328–2334. [Google Scholar] [CrossRef]
- Xue, J.; Farris, A.; Wang, Y.; Yeh, W.; Romany, C.; Guest, J.K.; Grayson, W.L.; Hall, A.S.; Weihs, T.P. Electrodeposition of Hydroxyapatite on a Metallic 3D-Woven Bioscaffold. Coatings 2020, 10, 715. [Google Scholar] [CrossRef]
- Marashi-Najafi, F.; Khalil-Allafi, J.; Etminanfar, M. Biocompatibility of hydroxyapatite coatings deposited by pulse electrodeposition technique on the Nitinol superelastic alloy. Mater. Sci. Eng. C 2017, 76, 278–286. [Google Scholar] [CrossRef] [PubMed]
- Park, J.H.; Lee, D.Y.; Oh, K.T.; Lee, Y.K.; Kim, K.M.; Kim, K.N. Bioactivity of calcium phosphate coatings prepared by electrodeposition in a modified simulated body fluid. Mater. Lett. 2006, 60, 2573–2577. [Google Scholar] [CrossRef]
- Yamada, M.; Ueno, T.; Tsukimura, N.; Ikeda, T.; Nakagawa, K.; Hori, N.; Suzuki, T.; Ogawa, T. Bone integration capability of nanopolymorphic crystalline hydroxyapatite coated on titanium implants. Int. J. Nanomed. 2012, 7, 859. [Google Scholar]
- Vladescu, A.; Birlik, I.; Braic, V.; Toparli, M.; Celik, E.; Azem, F.A. Enhancement of the mechanical properties of hydroxyapatite by SiC addition. J. Mech. Behav. Biomed. Mater. 2014, 40, 362–368. [Google Scholar] [CrossRef] [PubMed]
- Dinh, T.M.; Nguyen, T.T.; Pham, T.N.; Nguyen, T.P.; Nguyen, T.T.; Hoang, T.; Grossin, D.; Bertrand, G.; Drouet, C. Electrodeposition of HAp coatings on Ti6Al4V alloy and its electrochemical behavior in simulated body fluid solution. Adv. Nat. Sci. Nanosci. Nanotechnol. 2016, 7, 025008. [Google Scholar] [CrossRef]
- Gopi, D.; Karthika, A.; Sekar, M.; Kavitha, L.; Pramod, R.; Dwivedi, J. Development of lotus-like hydroxyapatite coating on HELCDEB treated titanium by pulsed electrodeposition. Mater. Lett. 2013, 105, 216–219. [Google Scholar] [CrossRef]
- Isa, N.N.C.; Mohd, Y.; Yury, N. Electrochemical deposition and characterization of hydroxyapatite (HAp) on titanium substrate. APCBEE Procedia 2012, 3, 46–52. [Google Scholar] [CrossRef] [Green Version]
- Lobo, A.O.; Otubo, J.; Matsushima, J.T.; Corat, E.J. Rapid obtaining of nano-hydroxyapatite bioactive films on NiTi shape memory alloy by electrodeposition process. J. Mater. Eng. Perform. 2011, 20, 793–797. [Google Scholar] [CrossRef]
- Bucur, A.I.; Linul, E.; Taranu, B.O. Hydroxyapatite coatings on Ti substrates by simultaneous precipitation and electrodeposition. Appl. Surf. Sci. 2020, 527, 146820. [Google Scholar] [CrossRef]
- Ling, L.; Li, T.T.; Lin, M.C.; Jiang, Q.; Ren, H.T.; Lou, C.W.; Lin, J.H. Effect of hydrogen peroxide concentration on the nanostructure of hydroxyapatite coatings via ultrasonic-assisted electrodeposition. Mater. Lett. 2020, 261, 126989. [Google Scholar] [CrossRef]
- Wen, C.; Guan, S.; Peng, L.; Ren, C.; Wang, X.; Hu, Z. Characterization and degradation behavior of AZ31 alloy surface modified by bone-like hydroxyapatite for implant applications. Appl. Surf. Sci. 2009, 255, 6433–6438. [Google Scholar] [CrossRef]
- Gopi, D.; Sherif, E.S.; Rajeswari, D.; Kavitha, L.; Pramod, R.; Dwivedi, J.; Polaki, S.R. Evaluation of the mechanical and corrosion protection performance of electrodeposited hydroxyapatite on the high energy electron beam treated titanium alloy. J. Alloys Compd. 2014, 616, 498–504. [Google Scholar] [CrossRef]
- Tohidi, P.M.; Safavi, M.S.; Etminanfar, M.; Khalil-Allafi, J. Pulsed electrodeposition of compact, corrosion resistant, and bioactive HAp coatings by application of optimized magnetic field. Mater. Chem. Phys. 2020, 254, 123511. [Google Scholar] [CrossRef]
- Liu, C.; Tian, A.; Yang, H.; Xu, Q.; Xue, X. Electrodeposited hydroxyapatite coatings on the TiO2 nanotube in static magnetic field. Appl. Surf. Sci. 2013, 287, 218–222. [Google Scholar] [CrossRef]
- Zhuravleva, K.; Chivu, A.; Teresiak, A.; Scudino, S.; Calin, M.; Schultz, L.; Eckert, J.; Gebert, A. Porous low modulus Ti40Nb compacts with electrodeposited hydroxyapatite coating for biomedical applications. Mater. Sci. Eng. C 2013, 33, 2280–2287. [Google Scholar] [CrossRef]
- Thanh, D.T.; Nam, P.T.; Phuong, N.T.; Van Anh, N.; Hoang, T.; Dai Lam, T. Controlling the electrodeposition, morphology and structure of hydroxyapatite coating on 316L stainless steel. Mater. Sci. Eng. C 2013, 33, 2037–2045. [Google Scholar] [CrossRef]
- Lu, X.; Zhao, Z.; Leng, Y. Calcium phosphate crystal growth under controlled atmosphere in electrochemical deposition. J. Cryst. Growth 2005, 284, 506–516. [Google Scholar] [CrossRef]
- Cotrut, C.M.; Vladescu, A.; Dinu, M.; Vranceanu, D.M. Influence of deposition temperature on the properties of hydroxyapatite obtained by electrochemical assisted deposition. Ceram. Int. 2018, 44, 669–677. [Google Scholar] [CrossRef]
- Schmidt, R.; Hoffmann, V.; Helth, A.; Gostin, P.F.; Calin, M.; Eckert, J.; Gebert, A. Electrochemical deposition of hydroxyapatite on beta-Ti-40Nb. Surf. Coat. Technol. 2016, 294, 186–193. [Google Scholar] [CrossRef]
- Da Silva, M.P.; Lima, J.H.; Soares, G.A.; Elias, C.N.; De Andrade, M.C.; Best, S.M.; Gibson, I.R. Transformation of monetite to hydroxyapatite in bioactive coatings on titanium. Surf. Coat. Technol. 2001, 137, 270–276. [Google Scholar] [CrossRef]
- Roach, P.; Eglin, D.; Rohde, K.; Perry, C.C. Modern biomaterials: A review—bulk properties and implications of surface modifications. J. Mater. Sci. Mater. Med. 2007, 18, 1263–1277. [Google Scholar] [CrossRef] [PubMed]
- Rosales-Leal, J.I.; Rodríguez-Valverde, M.A.; Mazzaglia, G.; Ramón-Torregrosa, P.J.; Díaz-Rodríguez, L.; García-Martínez, O.; Vallecillo-Capilla, M.; Ruiz, C.; Cabrerizo-Vílchez, M.A. Effect of roughness, wettability and morphology of engineered titanium surfaces on osteoblast-like cell adhesion. Colloid. Surf. A 2010, 365, 222–229. [Google Scholar] [CrossRef]
- Scotchford, C.A.; Gilmore, C.P.; Cooper, E.; Leggett, G.J.; Downes, S. Protein adsorption and human osteoblast-like cell attachment and growth on alkylthiol on gold self-assembled monolayers. J. Biomed. Mater. Res. 2002, 59, 84–99. [Google Scholar] [CrossRef] [PubMed]
- Eliaz, N.; Shmueli, S.; Shur, I.; Benayahu, D.; Aronov, D.; Rosenman, G. The effect of surface treatment on the surface texture and contact angle of electrochemically deposited hydroxyapatite coating and on its interaction with bone-forming cells. Acta Biomater. 2009, 5, 3178–3191. [Google Scholar] [CrossRef] [PubMed]
- Dos Santos, E.A.; Moldovan, M.S.; Jacomine, L.; Mateescu, M.; Werckmann, J.; Anselme, K.; Mille, P.; Pelletier, H. Oriented hydroxyapatite single crystals produced by the electrodeposition method. Mater. Sci. Eng. B 2010, 169, 138–144. [Google Scholar] [CrossRef]
- Xu, Q.; Liu, Y.; Liu, C.; Tian, A.; Shi, X.; Dong, C.; Zhou, Y.; Zhou, H. Performance of hydroxyapatite coatings electrodeposited on micro-arc oxidized magnesium alloys using a static magnetic field. RSC Adv. 2015, 5, 14458–14464. [Google Scholar] [CrossRef]
- Zhao, X.N.; Li, H.J.; Li, K.Z.; Lu, J.H.; Zhang, L.L.; Cao, S. Electrodeposition of nanostructured calcium phosphate coating under magnetic field. Mater. Technol. 2012, 27, 371–374. [Google Scholar] [CrossRef]
- Tian, A.; Xue, X.; Liu, C.; He, J.; Yang, Z. Electrodeposited hydroxyapatite coatings in static magnetic field. Mater. Lett. 2010, 64, 1197–1199. [Google Scholar] [CrossRef]
- Nevers, A.; Hallez, L.; Touyeras, F.; Hihn, J.Y. Effect of ultrasound on silver electrodeposition: Crystalline structure modification. Ultrason. Sonochem. 2018, 40, 60–71. [Google Scholar] [CrossRef]
- Fathyunes, L.; Khalil-Allafi, J. Effect of employing ultrasonic waves during pulse electrochemical deposition on the characteristics and biocompatibility of calcium phosphate coatings. Ultrason. Sonochem. 2018, 42, 293–302. [Google Scholar] [CrossRef]
- Fathyunes, L.; Khalil-Allafi, J. Characterization and corrosion behavior of graphene oxide-hydroxyapatite composite coating applied by ultrasound-assisted pulse electrodeposition. Ceram. Int. 2017, 43, 13885–13894. [Google Scholar] [CrossRef]
- Fehér, J.; Csomós, G.; Vereckei, A. The chemistry of free radical reactions. In Free Radical Reactions in Medicine; Springer: Berlin, Germany, 1987; pp. 2–10. [Google Scholar]
- Tudela, I.; Zhang, Y.; Pal, M.; Kerr, I.; Mason, T.J.; Cobley, A.J. Ultrasound-assisted electrodeposition of nickel: Effect of ultrasonic power on the characteristics of thin coatings. Surf. Coat. Technol. 2015, 264, 49–59. [Google Scholar] [CrossRef]
- Pollet, B.G. Power Ultrasound in Electrochemistry; Wiley Online Library: Hoboken, NJ, USA, 2012. [Google Scholar]
- Sidane, D.; Chicot, D.; Yala, S.; Ziani, S.; Khireddine, H.; Iost, A.; Decoopman, X. Study of the mechanical behavior and corrosion resistance of hydroxyapatite sol–gel thin coatings on 316 L stainless steel pre-coated with titania film. Thin Solid Films 2015, 593, 71–80. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Zhao, M.; Lu, J.; Ma, J.; Wei, J.; Wei, S. Cell responses to two kinds of nanohydroxyapatite with different sizes and crystallinities. Int. J. Nanomed. 2012, 7, 1239. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Arima, Y.; Iwata, H. Effect of wettability and surface functional groups on protein adsorption and cell adhesion using well-defined mixed self-assembled monolayers. Biomaterials 2007, 28, 3074–3082. [Google Scholar] [CrossRef]
- Benea, L.; Mardare-Danaila, E.; Celis, J.-P. Increasing the tribological performances of Ti–6Al–4V alloy by forming a thin nanoporous TiO2 layer and hydroxyapatite electrodeposition under lubricated conditions. Tribol. Int. 2014, 78, 168–175. [Google Scholar] [CrossRef]
- Hayakawa, T.; Kawashita, M.; Takaoaka, G.H. Coating of hydroxyapatite films on titanium substrates by electrodeposition under pulse current. J. Ceram. Soc. Jpn. 2008, 116, 68–73. [Google Scholar] [CrossRef] [Green Version]
- Etminanfar, M.; Khalil-Allafi, J.; Sheykholeslami, S. The effect of hydroxyapatite coatings on the passivation behavior of oxidized and unoxidized superelastic nitinol alloys. J. Mater. Eng. Perform. 2018, 27, 501–509. [Google Scholar] [CrossRef]
- Huang, S.; Zhou, K.; Huang, B.; Li, Z.; Zhu, S.; Wang, G. Preparation of an electrodeposited hydroxyapatite coating on titanium substrate suitable for in-vivo applications. J. Mater. Sci. Mater. Med. 2008, 19, 437–442. [Google Scholar] [CrossRef]
- Huang, Y.; Zhang, X.; Mao, H.; Li, T.; Zhao, R.; Yan, Y.; Pang, X. Osteoblastic cell responses and antibacterial efficacy of Cu/Zn co-substituted hydroxyapatite coatings on pure titanium using electrodeposition method. RSC Adv. 2015, 5, 17076–17086. [Google Scholar] [CrossRef]
- Eliaz, N.; Ritman-Hertz, O.; Aronov, D.; Weinberg, E.; Shenhar, Y.; Rosenman, G.; Weinreb, M.; Ron, E. The effect of surface treatments on the adhesion of electrochemically deposited hydroxyapatite coating to titanium and on its interaction with cells and bacteria. J. Mater. Sci. Mater. Med. 2011, 22, 1741–1752. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.; Qiao, H.; Nian, X.; Zhang, X.; Zhang, X.; Song, G.; Xu, Z.; Zhang, H.; Han, S. Improving the bioactivity and corrosion resistance properties of electrodeposited hydroxyapatite coating by dual doping of bivalent strontium and manganese ion. Surf. Coat. Technol. 2016, 291, 205–215. [Google Scholar] [CrossRef]
- Huang, Y.; Ding, Q.; Han, S.; Yan, Y.; Pang, X. Characterisation, corrosion resistance and in vitro bioactivity of manganese-doped hydroxyapatite films electrodeposited on titanium. J. Mater. Sci. Mater. Med. 2013, 24, 1853–1864. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; Zou, J.; Grosdidier, T.; Dong, C.; Yang, D. Improved pitting corrosion resistance of AISI 316L stainless steel treated by high current pulsed electron beam. Surf. Coat. Technol. 2006, 201, 1393–1400. [Google Scholar] [CrossRef]
- Parcharoen, Y.; Kajitvichyanukul, P.; Sirivisoot, S.; Termsuksawad, P. Hydroxyapatite electrodeposition on anodized titanium nanotubes for orthopedic applications. Appl. Surf. Sci. 2014, 311, 54–61. [Google Scholar] [CrossRef]
- Benea, L.; Danaila, E.; Ponthiaux, P. Effect of titania anodic formation and hydroxyapatite electrodeposition on electrochemical behaviour of Ti–6Al–4V alloy under fretting conditions for biomedical applications. Corros. Sci. 2015, 91, 262–271. [Google Scholar] [CrossRef]
- Ghicov, A.; Tsuchiya, H.; Macak, J.M.; Schmuki, P. Annealing effects on the photoresponse of TiO2 nanotubes. Phys. Status Solidi 2006, 203, R28–R30. [Google Scholar] [CrossRef]
- Xuhui, Z.H.; Lingfang, Y.A.; Yu, Z.U.; XIONG, J. Hydroxyapatite coatings on titanium prepared by electrodeposition in a modified simulated body fluid. Chin. J. Chem. Eng. 2009, 17, 667–671. [Google Scholar]
- Kwok, C.T.; Wong, P.K.; Cheng, F.T.; Man, H.C. Characterization and corrosion behavior of hydroxyapatite coatings on Ti6Al4V fabricated by electrophoretic deposition. Appl. Surf. Sci. 2009, 255, 6736–6744. [Google Scholar] [CrossRef]
- Lee, C.K. Fabrication, characterization and wear corrosion testing of bioactive hydroxyapatite/nano-TiO2 composite coatings on anodic Ti-6Al-4V substrate for biomedical applications. Mater. Sci. Eng. B 2012, 177, 810–818. [Google Scholar] [CrossRef]
- Bhola, R.; Mishra, B. Characterization of a Biomedical Titanium Alloy using Various Surface Modifications to Enhance its Corrosion Resistance and Biocompatibility. Mater. Sci. Forum 2012, 105–112. [Google Scholar] [CrossRef]
- Webster, T.J.; Schadler, L.S.; Siegel, R.W.; Bizios, R. Mechanisms of enhanced osteoblast adhesion on nanophase alumina involve vitronectin. Tissue Eng. 2001, 7, 291–301. [Google Scholar] [CrossRef] [PubMed]
- Drevet, R.; Fauré, J.; Benhayoune, H. Thermal treatment optimization of electrodeposited hydroxyapatite coatings on Ti6Al4V substrate. Adv. Eng. Mater. 2012, 14, 377–382. [Google Scholar] [CrossRef]
- Park, K.H.; Kim, S.J.; Hwang, M.J.; Song, H.J.; Park, Y.J. Pulse electrodeposition of hydroxyapatite/chitosan coatings on titanium substrate for dental implant. Colloid Polym. Sci. 2017, 295, 1843–1849. [Google Scholar] [CrossRef]
- Garcia, C.; Ceré, S.; Duran, A. Bioactive coatings deposited on titanium alloys. J. Non-Cryst. Solids 2006, 352, 3488–3495. [Google Scholar] [CrossRef]
- Taranu, B.O.; Bucur, A.I.; Sebarchievici, I. Three-step procedure for the deposition of hydroxyapatite coatings. J. Coat. Technol. Res. 2020, 17, 1075–1082. [Google Scholar] [CrossRef]
- Gopi, D.; Karthika, A.; Nithiya, S.; Kavitha, L. In vitro biological performance of minerals substituted hydroxyapatite coating by pulsed electrodeposition method. Mater. Chem. Phys. 2014, 144, 75–85. [Google Scholar] [CrossRef]
- Furko, M.; May, Z.; Havasi, V.; Kónya, Z.; Grünewald, A.; Detsch, R.; Boccaccini, A.R.; Balázsi, C. Pulse electrodeposition and characterization of non-continuous, multi-element-doped hydroxyapatite bioceramic coatings. J. Solid State Electrochem. 2018, 22, 555–566. [Google Scholar] [CrossRef]
- Gopi, D.; Karthika, A.; Rajeswari, D.; Kavitha, L.; Pramod, R.; Dwivedi, J. Investigation on corrosion protection and mechanical performance of minerals substituted hydroxyapatite coating on HELCDEB-treated titanium using pulsed electrodeposition method. RSC Adv. 2014, 4, 34751–34759. [Google Scholar] [CrossRef]
- Dehghanian, C.; Aboudzadeh, N.; Shokrgozar, M.A. Characterization of silicon-substituted nano hydroxyapatite coating on magnesium alloy for biomaterial application. Mater. Chem. Phys. 2018, 203, 27–33. [Google Scholar] [CrossRef]
- Yan, Y.; Zhang, X.; Huang, Y.; Ding, Q.; Pang, X. Antibacterial and bioactivity of silver substituted hydroxyapatite/TiO2 nanotube composite coatings on titanium. Appl. Surf. Sci. 2014, 314, 348–357. [Google Scholar] [CrossRef]
- Wang, J.; Chao, Y.; Wan, Q.; Zhu, Z.; Yu, H. Fluoridated hydroxyapatite coatings on titanium obtained by electrochemical deposition. Acta Biomater. 2009, 5, 1798–1807. [Google Scholar] [CrossRef] [PubMed]
- Yu, W.; Wang, H.; Sun, R.; Chen, K. Electrodeposition of micro-nano hierarchically structured fluoridated hydroxyapatite coating on AZ31B alloy. Surf. Eng. 2020. [Google Scholar] [CrossRef]
- Gopi, D.; Sathishkumar, S.; Karthika, A.; Kavitha, L. Development of Ce3+/Eu3+ dual-substituted hydroxyapatite coating on surgical grade stainless steel for improved antimicrobial and bioactive properties. Ind. Eng. Chem. Res. 2014, 53, 20145–20153. [Google Scholar] [CrossRef]
- Huang, Y.; Ding, Q.; Pang, X.; Han, S.; Yan, Y. Corrosion behavior and biocompatibility of strontium and fluorine co-doped electrodeposited hydroxyapatite coatings. Appl. Surf. Sci. 2013, 282, 456–462. [Google Scholar] [CrossRef]
- Vranceanu, D.M.; Ionescu, I.C.; Ungureanu, E.; Cojocaru, M.O.; Vladescu, A.; Cotrut, C.M. Magnesium doped hydroxyapatite-based coatings obtained by pulsed galvanostatic electrochemical deposition with adjustable electrochemical behavior. Coatings 2020, 10, 727. [Google Scholar] [CrossRef]
- Meng, E.C.; Guan, S.K.; Wang, H.X.; Wang, L.G.; Zhu, S.J.; Hu, J.H.; Ren, C.X.; Gao, J.H.; Feng, Y.S. Effect of electrodeposition modes on surface characteristics and corrosion properties of fluorine-doped hydroxyapatite coatings on Mg–Zn–Ca alloy. Appl. Surf. Sci. 2011, 257, 4811–4816. [Google Scholar] [CrossRef]
- Huang, Y.; Hao, M.; Nian, X.; Qiao, H.; Zhang, X.; Zhang, X.; Song, G.; Guo, J.; Pang, X.; Zhang, H. Strontium and copper co-substituted hydroxyapatite-based coatings with improved antibacterial activity and cytocompatibility fabricated by electrodeposition. Ceram. Int. 2016, 42, 11876–11888. [Google Scholar] [CrossRef]
- Li, Z.Y.; Lam, W.M.; Yang, C.; Xu, B.; Ni, G.X.; Abbah, S.A.; Cheung, K.M.; Luk, K.D.; Lu, W.W. Chemical composition, crystal size and lattice structural changes after incorporation of strontium into biomimetic apatite. Biomaterials 2007, 28, 1452–1460. [Google Scholar] [CrossRef]
- Oliveira, A.; Reis, R.; Li, P. Strontium-substituted apatite coating grown on Ti6Al4V substrate through biomimetic synthesis. J. Biomed. Mater. Res. B 2007, 83, 258–265. [Google Scholar] [CrossRef] [Green Version]
- Yan, J.; Sun, J.F.; Chu, P.K.; Han, Y.; Zhang, Y.M. Bone integration capability of a series of strontium-containing hydroxyapatite coatings formed by micro-arc oxidation. J. Biomed. Mater. Res. A 2013, 101, 2465–2480. [Google Scholar] [CrossRef] [PubMed]
- Šupová, M. Substituted hydroxyapatites for biomedical applications: A review. Ceram. Int. 2015, 41, 9203–9231. [Google Scholar] [CrossRef]
- Cacciotti, I.; Bianco, A.; Lombardi, M.; Montanaro, L. Mg-substituted hydroxyapatite nanopowders: Synthesis, thermal stability and sintering behaviour. J. Eur. Ceram. Soc. 2009, 29, 2969–2978. [Google Scholar] [CrossRef]
- Zreiqat, H.; Howlett, C.R.; Zannettino, A.; Evans, P.; Schulze-Tanzil, G.; Knabe, C.; Shakibaei, M. Mechanisms of magnesium-stimulated adhesion of osteoblastic cells to commonly used orthopaedic implants. J. Biomed. Mater. Res. 2002, 62, 175–184. [Google Scholar] [CrossRef]
- Ren, F.; Xin, R.; Ge, X.; Leng, Y. Characterization and structural analysis of zinc-substituted hydroxyapatites. Acta Biomater. 2009, 5, 3141–3149. [Google Scholar] [CrossRef]
- Tang, Y.; Chappell, H.F.; Dove, M.T.; Reeder, R.J.; Lee, Y.J. Zinc incorporation into hydroxylapatite. Biomaterials 2009, 30, 2864–2872. [Google Scholar] [CrossRef]
- Sutha, S.; Karunakaran, G.; Rajendran, V. Enhancement of antimicrobial and long-term biostability of the zinc-incorporated hydroxyapatite coated 316L stainless steel implant for biomedical application. Ceram. Int. 2013, 39, 5205–5212. [Google Scholar] [CrossRef]
- Kim, J.T.; Baek, S.H.; Lee, S.H.; Park, E.K.; Kim, E.C.; Kwun, I.S.; Shin, H.I. Zinc-deficient diet decreases fetal long bone growth through decreased bone matrix formation in mice. J. Med. Food 2009, 12, 118–123. [Google Scholar] [CrossRef]
- Sopyan, I.; Ramesh, S.; Nawawi, N.A.; Tampieri, A.; Sprio, S. Effects of manganese doping on properties of sol–gel derived biphasic calcium phosphate ceramics. Ceram. Int. 2011, 37, 3703–3715. [Google Scholar] [CrossRef]
- Li, Y.; Widodo, J.; Lim, S.; Ooi, C.P. Synthesis and cytocompatibility of manganese (II) and iron (III) substituted hydroxyapatite nanoparticles. J. Mater. Sci. 2012, 47, 754–763. [Google Scholar] [CrossRef]
- Takada, Y.; Ye, X.; Simon, S. The integrins. Genom. Biol. 2007, 8, 215. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sima, F.; Socol, G.; Axente, E.; Mihailescu, I.N.; Zdrentu, L.; Petrescu, S.M.; Mayer, I. Biocompatible and bioactive coatings of Mn2+-doped β-tricalcium phosphate synthesized by pulsed laser deposition. Appl. Surf. Sci. 2007, 254, 1155–1159. [Google Scholar] [CrossRef]
- Iqbal, N.; Kadir, M.R.; Mahmood, N.H.; Salim, N.; Froemming, G.R.; Balaji, H.R.; Kamarul, T. Characterization, antibacterial and in vitro compatibility of zinc-silver doped hydroxyapatite nanoparticles prepared through microwave synthesis. Ceram. Int. 2014, 40, 4507–4513. [Google Scholar] [CrossRef]
- Ruan, H.; Fan, C.; Zheng, X.; Zhang, Y.; Chen, Y. In vitro antibacterial and osteogenic properties of plasma sprayed silver-containing hydroxyapatite coating. Chin. Sci. Bull. 2009, 54, 4438–4445. [Google Scholar] [CrossRef] [Green Version]
- Eckhardt, S.; Brunetto, P.S.; Gagnon, J.; Priebe, M.; Giese, B.; Fromm, K.M. Nanobio silver: Its interactions with peptides and bacteria, and its uses in medicine. Chem. Rev. 2013, 113, 4708–4754. [Google Scholar] [CrossRef] [Green Version]
- Gibson, I.R.; Huang, J.; Best, S.M.; Bonfield, W. Enhanced in vitro cell activity and surface apatite layer formation on novel silicon-substiuted hydroxyaptites. Bioceramics 1999, 12, 191–194. [Google Scholar] [CrossRef]
- Sun, J.; Wu, T.; Fan, Q.; Hu, Q.; Shi, B. Comparative study of hydroxyapatite, fluor-hydroxyapatite and Si-substituted hydroxyapatite nanoparticles on osteogenic, osteoclastic and antibacterial ability. RSC Adv. 2019, 9, 16106–16118. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Song, Y.; Zhang, S.; Zhao, C.; Zhang, F.; Zhang, X.; Cao, L.; Fan, Q.; Tang, T. In vitro responses of human bone marrow stromal cells to a fluoridated hydroxyapatite coated biodegradable Mg–Zn alloy. Biomaterials 2010, 31, 5782–5788. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, S.; Zeng, X.; Cheng, K.; Qian, M.; Weng, W. In vitro behavior of fluoridated hydroxyapatite coatings in organic-containing simulated body fluid. Mater. Sci. Eng. C 2007, 27, 244–250. [Google Scholar] [CrossRef]
- Radovanović, Ž.; Jokić, B.; Veljović, D.; Dimitrijević, S.; Kojić, V.; Petrović, R.; Janaćković, D. Antimicrobial activity and biocompatibility of Ag+-and Cu2+-doped biphasic hydroxyapatite/α-tricalcium phosphate obtained from hydrothermally synthesized Ag+-and Cu2+-doped hydroxyapatite. Appl. Surf. Sci. 2014, 307, 513–519. [Google Scholar] [CrossRef]
- Habibovic, P.; Barralet, J. Bioinorganics and biomaterials: Bone repair. Acta Biomater. 2011, 7, 3013–3026. [Google Scholar] [CrossRef] [PubMed]
- Lin, Y.; Yang, Z.; Cheng, J. Preparation, characterization and antibacterial property of cerium substituted hydroxyapatite nanoparticles. J. Rare Earths 2007, 25, 452–456. [Google Scholar] [CrossRef]
- Chen, F.; Huang, P.; Zhu, Y.J.; Wu, J.; Zhang, C.L.; Cui, D.X. The photoluminescence, drug delivery and imaging properties of multifunctional Eu3+/Gd3+ dual-doped hydroxyapatite nanorods. Biomaterials 2011, 32, 9031–9039. [Google Scholar] [CrossRef] [PubMed]
- Narayanan, R.; Seshadri, S.K.; Kwon, T.Y.; Kim, K.H. Calcium phosphate-based coatings on titanium and its alloys. J. Biomed. Mater. Res. B 2008, 85, 279–299. [Google Scholar] [CrossRef] [PubMed]
- Ducheyne, P.; Radin, S.; King, L. The effect of calcium phosphate ceramic composition and structure on in vitro behavior. I. Dissolution. J. Biomed. Mater. Res. 1993, 27, 25–34. [Google Scholar] [CrossRef] [PubMed]
- Vranceanu, D.M.; Parau, A.C.; Cotrut, C.M.; Kiss, A.E.; Constantin, L.R.; Braic, V.; Vladescu, A. In vitro evaluation of Ag doped hydroxyapatite coatings in acellular media. Ceram. Int. 2019, 45, 11050–11061. [Google Scholar] [CrossRef]
- Vlădescu, A.; Pârâu, A.; Pană, I.; Cotruț, C.M.; Constantin, L.R.; Braic, V.; Vrânceanu, D.M. In vitro activity assays of sputtered HAp coatings with SiC addition in various simulated biological fluids. Coatings 2019, 9, 389. [Google Scholar] [CrossRef] [Green Version]
- Srivastava, L.M. Plant Growth and Development: Hormones and Environment; Elsevier: New York, NY, USA, 2002. [Google Scholar]
- Santamaria, A.B.; Sayes, C.M. Toxicological studies with nanoscale materials. In Nanotechnology Environmental Health and Safety; Elsevier: New York, NY, USA, 2010; pp. 3–47. [Google Scholar] [CrossRef]
- Peijnenburg, W. Phthalates; Elsevier: Amsterdam, The Netherlands, 2008; pp. 2733–2738. [Google Scholar]
- Tserepi, A.; Gogolides, E.; Bourkoula, A.; Kanioura, A.; Kokkoris, G.; Petrou, P.S.; Kakabakos, S.E. Plasma nanotextured polymeric surfaces for controlling cell attachment and proliferation: A short review. Plasma Chem. Plasma Process. 2016, 36, 107–120. [Google Scholar] [CrossRef]
- Surmeneva, M.A.; Kleinhans, C.; Vacun, G.; Kluger, P.J.; Schönhaar, V.; Müller, M.; Hein, S.B.; Wittmar, A.; Ulbricht, M.; Prymak, O.; et al. Nano-hydroxyapatite-coated metal-ceramic composite of iron-tricalcium phosphate: Improving the surface wettability, adhesion and proliferation of mesenchymal stem cells in vitro. Colloids Surf. B 2015, 135, 386–393. [Google Scholar] [CrossRef]
- Thian, E.S.; Ahmad, Z.; Huang, J.; Edirisinghe, M.J.; Jayasinghe, S.N.; Ireland, D.C.; Brooks, R.A.; Rushton, N.; Bonfield, W.; Best, S.M. The role of surface wettability and surface charge of electrosprayed nanoapatites on the behaviour of osteoblasts. Acta Biomater. 2010, 6, 750–755. [Google Scholar] [CrossRef]
- Kilpadi, K.L.; Chang, P.L.; Bellis, S.L. Hydroxylapatite binds more serum proteins, purified integrins, and osteoblast precursor cells than titanium or steel. J. Biomed. Mater. Res. 2001, 57, 258–267. [Google Scholar] [CrossRef]
- Zeng, Y.; Pei, X.; Yang, S.; Qin, H.; Cai, H.; Hu, S.; Sui, L.; Wan, Q.; Wang, J. Graphene oxide/hydroxyapatite composite coatings fabricated by electrochemical deposition. Surf. Coat. Technol. 2016, 286, 72–79. [Google Scholar] [CrossRef]
- Li, Y.; Li, Q.; Zhu, S.; Luo, E.; Li, J.; Feng, G.; Liao, Y.; Hu, J. The effect of strontium-substituted hydroxyapatite coating on implant fixation in ovariectomized rats. Biomaterials 2010, 31, 9006–9014. [Google Scholar] [CrossRef] [PubMed]
- Caverzasio, J. Strontium ranelate promotes osteoblastic cell replication through at least two different mechanisms. Bone 2008, 42, 1131–1136. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Kunc, F.; Musil, J.; Mitterer, C. A comparative study on reactive and non-reactive unbalanced magnetron sputter deposition of TiN coatings. Thin Solid Films 2002, 415, 151–159. [Google Scholar] [CrossRef]
- Witte, F.; Hort, N.; Vogt, C.; Cohen, S.; Kainer, K.U.; Willumeit, R.; Feyerabend, F. Degradable biomaterials based on magnesium corrosion. Curr. Opin. Solid State Mater. Sci. 2008, 12, 63–72. [Google Scholar] [CrossRef] [Green Version]
- Hudecki, A.; Kiryczyński, G.; Łos, M.J. Biomaterials, Definition, Overview. In Stem Cells and Biomaterials for Regenerative Medicine; Elsevier: Amsterdam, The Netherlands, 2019; pp. 85–98. [Google Scholar] [CrossRef]
- Kokubo, T.; Takadama, H. How useful is SBF in predicting in vivo bone bioactivity? Biomaterials 2006, 27, 2907–2915. [Google Scholar] [CrossRef] [PubMed]
- Limongi, T.; Susa, F.; Allione, M.; Di Fabrizio, E. Drug Delivery Applications of Three-Dimensional Printed (3DP) Mesoporous Scaffolds. Pharmaceutics 2020, 12, 851. [Google Scholar] [CrossRef] [PubMed]
- Marambio-Jones, C.; Hoek, E.M. A review of the antibacterial effects of silver nanomaterials and potential implications for human health and the environment. J. Nanopart. Res. 2010, 12, 1531–1551. [Google Scholar] [CrossRef]
- Bir, F.; Khireddine, H.; Touati, A.; Sidane, D.; Yala, S.; Oudadesse, H. Electrochemical depositions of fluorohydroxyapatite doped by Cu2+, Zn2+, Ag+ on stainless steel substrates. Appl. Surf. Sci. 2012, 258, 7021–7030. [Google Scholar] [CrossRef]
- Nishida, Y. Introduction to Metal Matrix Composites: Fabrication and Recycling; Springer: Nagoya, Japan, 2013. [Google Scholar]
- Safavi, M.S.; Azarniya, A.; Farshbaf Ahmadipour, M.; Reddy, M.V. New-emerging approach for fabrication of near net shape aluminum matrix composites/nanocomposites: Ultrasonic additive manufacturing. J. Ultrafine Grained Nanostruct. Mater. 2019, 52, 188–196. [Google Scholar]
- Chakraborty, R.; Seesala, V.S.; Sen, M.; Sengupta, S.; Dhara, S.; Saha, P.; Das, K.; Das, S. MWCNT reinforced bone like calcium phosphate—Hydroxyapatite composite coating developed through pulsed electrodeposition with varying amount of apatite phase and crystallinity to promote superior osteoconduction, cytocompatibility and corrosion protection performance compared to bare metallic implant surface. Surf. Coat. Technol. 2017, 325, 496–514. [Google Scholar]
- Fathyunes, L.; Khalil-Allafi, J.; Sheykholeslami, S.O.; Moosavifar, M. Biocompatibility assessment of graphene oxide-hydroxyapatite coating applied on TiO2 nanotubes by ultrasound-assisted pulse electrodeposition. Mater. Sci. Eng. C 2018, 87, 10–21. [Google Scholar] [CrossRef] [PubMed]
- Bozzini, B.; Barca, A.; Bogani, F.; Boniardi, M.; Carlino, P.; Mele, C.; Verri, T.; Romano, A. Electrodeposition of nanostructured bioactive hydroxyapatite-heparin composite coatings on titanium for dental implant applications. J. Mater. Sci. Mater. Med. 2014, 25, 1425–1434. [Google Scholar] [CrossRef]
- Qiu, D.; Yang, L.; Yin, Y.; Wang, A. Preparation and characterization of hydroxyapatite/titania composite coating on NiTi alloy by electrochemical deposition. Surf. Coat. Technol. 2011, 205, 3280–3284. [Google Scholar] [CrossRef]
- Zhang, X.; Song, G.; Qiao, H.; Lan, J.; Wang, B.; Yang, H.; Ma, L.; Wang, S.; Wang, Z.; Lin, H.; et al. Novel ternary vancomycin/strontium doped hydroxyapatite/graphene oxide bioactive composite coatings electrodeposited on titanium substrate for orthopedic applications. Colloid. Surf. A Physicochem. Eng. Asp. 2020, 603, 125223. [Google Scholar] [CrossRef]
- Vasilescu, C.; Drob, P.; Vasilescu, E.; Demetrescu, I.; Ionita, D.; Prodana, M.; Drob, S.I. Characterisation and corrosion resistance of the electrodeposited hydroxyapatite and bovine serum albumin/hydroxyapatite films on Ti-6Al-4V-1Zr alloy surface. Corros. Sci. 2011, 53, 992–999. [Google Scholar] [CrossRef]
- Azarniya, A.; Safavi, M.S.; Sovizi, S.; Azarniya, A.; Chen, B.; Madaah Hosseini, H.R.; Ramakrishna, S. Metallurgical challenges in carbon nanotube-reinforced metal matrix nanocomposites. Metals 2017, 7, 384. [Google Scholar] [CrossRef] [Green Version]
- Kong, D.J.; Dan, L.O.; WU, Y.Z.; ZHOU, C.Z. Mechanical properties of hydroxyapatite-zirconia coatings prepared by magnetron sputtering. Trans. Nonferrous Met. Soc. 2012, 22, 104–110. [Google Scholar] [CrossRef]
- Thaveedeetrakul, A.; Witit-Anun, N.; Boonamnuayvitaya, V. Effect of sputtering power on in vitro bioactivity of zirconia thin films obtained by DC unbalanced magnetron sputtering. J. Chem. Eng. Jpn. 2013, 46, 79–86. [Google Scholar] [CrossRef]
- Sánchez-Hernández, Z.E.; Dominguez-Crespo, M.A.; Torres-Huerta, A.M.; Onofre-Bustamante, E.; Adame, J.A.; Dorantes-Rosales, H. Improvement of adhesion and barrier properties of biomedical stainless steel by deposition of YSZ coatings using RF magnetron sputtering. Mater. Charact. 2014, 91, 50–57. [Google Scholar] [CrossRef]
- Shojaee, P.; Afshar, A. Effects of zirconia content on characteristics and corrosion behavior of hydroxyapatite/ZrO2 biocomposite coatings codeposited by electrodeposition. Surf. Coat. Technol. 2015, 262, 166–172. [Google Scholar] [CrossRef]
- Kaliaraj, G.S.; Ramadoss, A.; Sundaram, M.; Balasubramanian, S.; Muthirulandi, J. Studies of calcium-precipitating oral bacterial adhesion on TiN, TiO2 single layer, and TiN/TiO2 multilayer-coated 316L SS. J. Mater. Sci. 2014, 49, 7172–7180. [Google Scholar] [CrossRef]
- Mokabber, T.; Cao, H.T.; Norouzi, N.; van Rijn, P.; Pei, Y.T. Antimicrobial electrodeposited silver-containing calcium phosphate coatings. ACS Appl. Mater. Interfaces 2020, 12, 5531–5541. [Google Scholar] [CrossRef] [PubMed]
- Ionita, D.; Dilea, M.; Titorencu, I.; Demetrescu, I. Merit and demerit effects of silver nanoparticles in the bioperformance of an electrodeposited hydroxyapatite: Nanosilver composite coating. J. Nanopart. Res. 2012, 14, 1152. [Google Scholar] [CrossRef]
- Sygnatowicz, M.; Keyshar, K.; Tiwari, A. Antimicrobial properties of silver-doped hydroxyapatite nano-powders and thin films. JOM 2010, 62, 65–70. [Google Scholar] [CrossRef]
- Rameshbabu, N.; Sampath Kumar, T.S.; Prabhakar, T.G.; Sastry, V.S.; Murty, K.V.; Prasad Rao, K. Antibacterial nanosized silver substituted hydroxyapatite: Synthesis and characterization. J. Biomed. Mater. Res. A 2007, 80, 581–591. [Google Scholar] [CrossRef]
- Gopi, D.; Shinyjoy, E.; Sekar, M.; Surendiran, M.; Kavitha, L.; Kumar, T.S. Development of carbon nanotubes reinforced hydroxyapatite composite coatings on titanium by electrodeposition method. Corros. Sci. 2013, 73, 321–330. [Google Scholar] [CrossRef]
- Xavier, S.A.; Vijayalakshmi, U. Electrochemically grown functionalized-Multi-walled carbon nanotubes/hydroxyapatite hybrids on surgical grade 316L SS with enhanced corrosion resistance and bioactivity. Colloid. Surf. B 2018, 171, 186–196. [Google Scholar] [CrossRef]
- Thom, N.T.; Nam, P.T.; Phuong, N.T.; Hong, C.T.; Van Trang, N.; Xuyen, N.T.; Thanh, D.T. Electrodeposition of hydroxyapatite/functionalized carbon nanotubes (HAp/fCNTs) coatings on the surface of 316L stainless steel. Vietnam J. Sci. Technol. 2017, 55, 706. [Google Scholar] [CrossRef] [Green Version]
- Gopi, D.; Shinyjoy, E.; Karthika, A.; Nithiya, S.; Kavitha, L.; Rajeswari, D.; Tang, T. Single walled carbon nanotubes reinforced mineralized hydroxyapatite composite coatings on titanium for improved biocompatible implant applications. RSC Adv. 2015, 5, 36766–36778. [Google Scholar] [CrossRef]
- Shin, U.S.; Yoon, I.K.; Lee, G.S.; Jang, W.C.; Knowles, J.C.; Kim, H.W. Carbon nanotubes in nanocomposites and hybrids with hydroxyapatite for bone replacements. J. Tissue Eng. 2011, 2011, 674287. [Google Scholar] [CrossRef]
- Khanal, S.P.; Mahfuz, H.; Rondinone, A.J.; Leventouri, T. Improvement of the fracture toughness of hydroxyapatite (HAp) by incorporation of carboxyl functionalized single walled carbon nanotubes (CfSWCNTs) and nylon. Mater. Sci. Eng. C 2016, 60, 204–210. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barabás, R.; Katona, G.; Bogya, E.S.; Diudea, M.V.; Szentes, A.; Zsirka, B.; Kovács, J.; Kékedy-Nagy, L.; Czikó, M. Preparation and characterization of carboxyl functionalized multiwall carbon nanotubes–hydroxyapatite composites. Ceram. Int. 2015, 41, 12717–12727. [Google Scholar] [CrossRef]
- Khazeni, D.; Saremi, M.; Soltani, R. Development of HA-CNTs composite coating on AZ31 magnesium alloy by cathodic electrodeposition. Part 1: Microstructural and mechanical characterization. Ceram. Int. 2019, 45, 11174–11185. [Google Scholar] [CrossRef]
- Esmaily, M.; Svensson, J.E.; Fajardo, S.; Birbilis, N.; Frankel, G.S.; Virtanen, S.; Arrabal, R.; Thomas, S.; Johansson, L.G. Fundamentals and advances in magnesium alloy corrosion. Prog. Mater. Sci. 2017, 89, 92–193. [Google Scholar] [CrossRef]
- Baradaran, S.; Moghaddam, E.; Basirun, W.J.; Mehrali, M.; Sookhakian, M.; Hamdi, M.; Moghaddam, M.N.; Alias, Y. Mechanical properties and biomedical applications of a nanotube hydroxyapatite-reduced graphene oxide composite. Carbon 2014, 69, 32–45. [Google Scholar] [CrossRef]
- Lahiri, D.; Singh, V.; Keshri, A.K.; Seal, S.; Agarwal, A. Carbon nanotube toughened hydroxyapatite by spark plasma sintering: Microstructural evolution and multiscale tribological properties. Carbon 2010, 48, 3103–3120. [Google Scholar] [CrossRef]
- Khazeni, D.; Saremi, M.; Soltani, R. Development of HA-CNTs composite coating on AZ31 Magnesium alloy by cathodic electrodeposition. Part 2: Electrochemical and in-vitro behavior. Ceram. Int. 2019, 45, 11186–11194. [Google Scholar] [CrossRef]
- Fathyunes, L.; Khalil-Allafi, J.; Moosavifar, M. Development of graphene oxide/calcium phosphate coating by pulse electrodeposition on anodized titanium: Biocorrosion and mechanical behavior. J. Mech. Behav. Biomed. Mater. 2019, 90, 575–586. [Google Scholar] [CrossRef]
- Fathyunes, L.; Khalil-Allafi, J. The effect of graphene oxide on surface features, biological performance and bio-stability of calcium phosphate coating applied by pulse electrochemical deposition. Appl. Surf. Sci. 2018, 437, 122–135. [Google Scholar] [CrossRef]
- Liu, H.; Xi, P.; Xie, G.; Shi, Y.; Hou, F.; Huang, L.; Chen, F.; Zeng, Z.; Shao, C.; Wang, J. Simultaneous reduction and surface functionalization of graphene oxide for hydroxyapatite mineralization. J. Phys. Chem. C 2012, 116, 3334–3341. [Google Scholar] [CrossRef]
- Wang, J.; Ouyang, Z.; Ren, Z.; Li, J.; Zhang, P.; Wei, G.; Su, Z. Self-assembled peptide nanofibers on graphene oxide as a novel nanohybrid for biomimetic mineralization of hydroxyapatite. Carbon 2015, 89, 20–30. [Google Scholar] [CrossRef]
- Liu, Y.; Dang, Z.; Wang, Y.; Huang, J.; Li, H. Hydroxyapatite/graphene-nanosheet composite coatings deposited by vacuum cold spraying for biomedical applications: Inherited nanostructures and enhanced properties. Carbon 2014, 67, 250–259. [Google Scholar] [CrossRef]
- Saber-Samandari, S.; Gross, K.A. Nanoindentation on the surface of thermally sprayed coatings. Surf. Coat. Technol. 2009, 203, 3516–3520. [Google Scholar] [CrossRef]
- Redepenning, J.; Venkataraman, G.; Chen, J.; Stafford, N. Electrochmical preparation of chitosan/hydroxyapatite composite coatings on titanium substrates. J. Biomed. Mater. Res. A 2003, 66, 411–416. [Google Scholar] [CrossRef] [Green Version]
- Park, K.H.; Kim, S.J.; Hwang, M.J.; Song, H.J.; Park, Y.J. Biomimetic fabrication of calcium phosphate/chitosan nanohybrid composite in modified simulated body fluids. Express Polym. Lett. 2017, 11, 14–20. [Google Scholar] [CrossRef]
- Muzzarelli, R.; Baldassarre, V.; Conti, F.; Ferrara, P.; Biagini, G.; Gazzanelli, G.; Vasi, V. Biological activity of chitosan: Ultrastructural study. Biomaterials 1988, 9, 247–252. [Google Scholar] [CrossRef]
- Zhao, D.M.; Wang, Y.X.; Chen, Z.Y.; Xu, R.W.; Wu, G.; Yu, D.S. Preparation and characterization of modified hydroxyapatite particles by heparin. Biomed. Mater. 2008, 3, 025016. [Google Scholar] [CrossRef]
- Sun, F.; Pang, X.; Zhitomirsky, I. Electrophoretic deposition of composite hydroxyapatite–chitosan–heparin coatings. J. Mater. Process. Technol. 2009, 209, 1597–1606. [Google Scholar] [CrossRef]
- Young, E. The anti-inflammatory effects of heparin and related compounds. Thromb. Res. 2008, 122, 743–752. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.W.; Lee, S.Y.; Bae, C.J.; Noh, Y.J.; Kim, H.E.; Kim, H.M.; Ko, J.S. Porous ZrO2 bone scaffold coated with hydroxyapatite with fluorapatite intermediate layer. Biomaterials 2003, 24, 3277–3284. [Google Scholar] [CrossRef]
- Goudarzi, M.; Batmanghelich, F.; Afshar, A.; Dolati, A.; Mortazavi, G. Development of electrophoretically deposited hydroxyapatite coatings on anodized nanotubular TiO2 structures: Corrosion and sintering temperature. Appl. Surf. Sci. 2014, 301, 250–257. [Google Scholar] [CrossRef]
- Poorraeisi, M.; Afshar, A. The study of electrodeposition of hydroxyapatite-ZrO2-TiO2 nanocomposite coatings on 316 stainless steel. Surf. Coat. Technol. 2018, 339, 199–207. [Google Scholar] [CrossRef]
- Huang, Y.; Zeng, H.; Wang, X.; Wang, D. Corrosion resistance and biocompatibility of SrHAp/ZnO composite implant coating on titanium. Appl. Surf. Sci. 2014, 290, 353–358. [Google Scholar] [CrossRef]
- Gopi, D.; Shinyjoy, E.; Kavitha, L. Influence of ionic substitution in improving the biological property of carbon nanotubes reinforced hydroxyapatite composite coating on titanium for orthopedic applications. Ceram. Int. 2015, 41, 5454–5463. [Google Scholar] [CrossRef]
- Rokidi, S.; Koutsoukos, P.G. Crystal growth of calcium phosphates from aqueous solutions in the presence of strontium. Chem. Eng. Sci. 2012, 77, 157–164. [Google Scholar] [CrossRef]
- Wang, Q.; Chu, Y.; He, J.; Shao, W.; Zhou, Y.; Qi, K.; Wang, L.; Cui, S. A graded graphene oxide-hydroxyapatite/silk fibroin biomimetic scaffold for bone tissue engineering. Mater. Sci. Eng. C 2017, 80, 232–242. [Google Scholar] [CrossRef]
- Zhang, H.; Sun, Y.; Tian, A.; Xue, X.X.; Wang, L.; Alquhali, A.; Bai, X. Improved antibacterial activity and biocompatibility on vancomycin-loaded TiO2 nanotubes: In vivo and in vitro studies. Int. J. Nanomed. 2013, 8, 4379. [Google Scholar] [CrossRef] [Green Version]
- Walsh, F.; Ponce de Leon, C.A. review of the electrodeposition of metal matrix composite coatings by inclusion of particles in a metal layer: An established and diversifying technology. Trans. IMF 2014, 92, 83–98. [Google Scholar] [CrossRef] [Green Version]
- Low, C.; Wills, R.; Walsh, F. Electrodeposition of composite coatings containing nanoparticles in a metal deposit. Surf. Coat. Technol. 2006, 201, 371–383. [Google Scholar] [CrossRef]
- Corni, I.; Ryan, M.P.; Boccaccini, A.R. Electrophoretic deposition: From traditional ceramics to nanotechnology. J. Eur. Ceram. Soc. 2008, 28, 1353–1367. [Google Scholar] [CrossRef]
- Walsh, F.C.; Wang, S.; Zhou, N. The electrodeposition of composite coatings: Diversity, applications and challenges. Curr. Opin. Electrochem. 2020, 20, 8–19. [Google Scholar] [CrossRef]
- Walsh, F.C.; Herron, M.E. Electrocrystallization and electrochemical control of crystal growth: Fundamental considerations and electrodeposition of metals. J. Phys. D Appl. Phys. 1991, 24, 217. [Google Scholar] [CrossRef]
- Geuli, O.; Mandler, D. Overcoming the barrier of conventional electrochemical deposition of inorganic composites. Chem. Comm. 2020, 56, 379–382. [Google Scholar] [CrossRef]














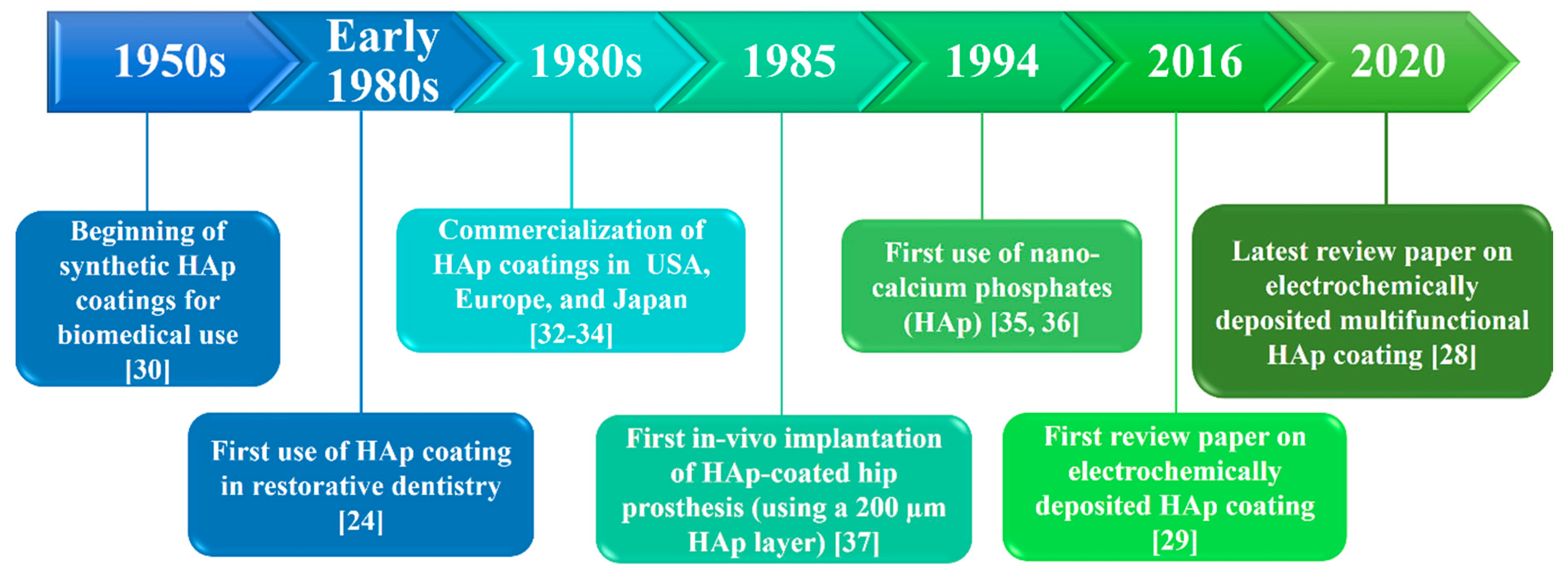{kind=link}
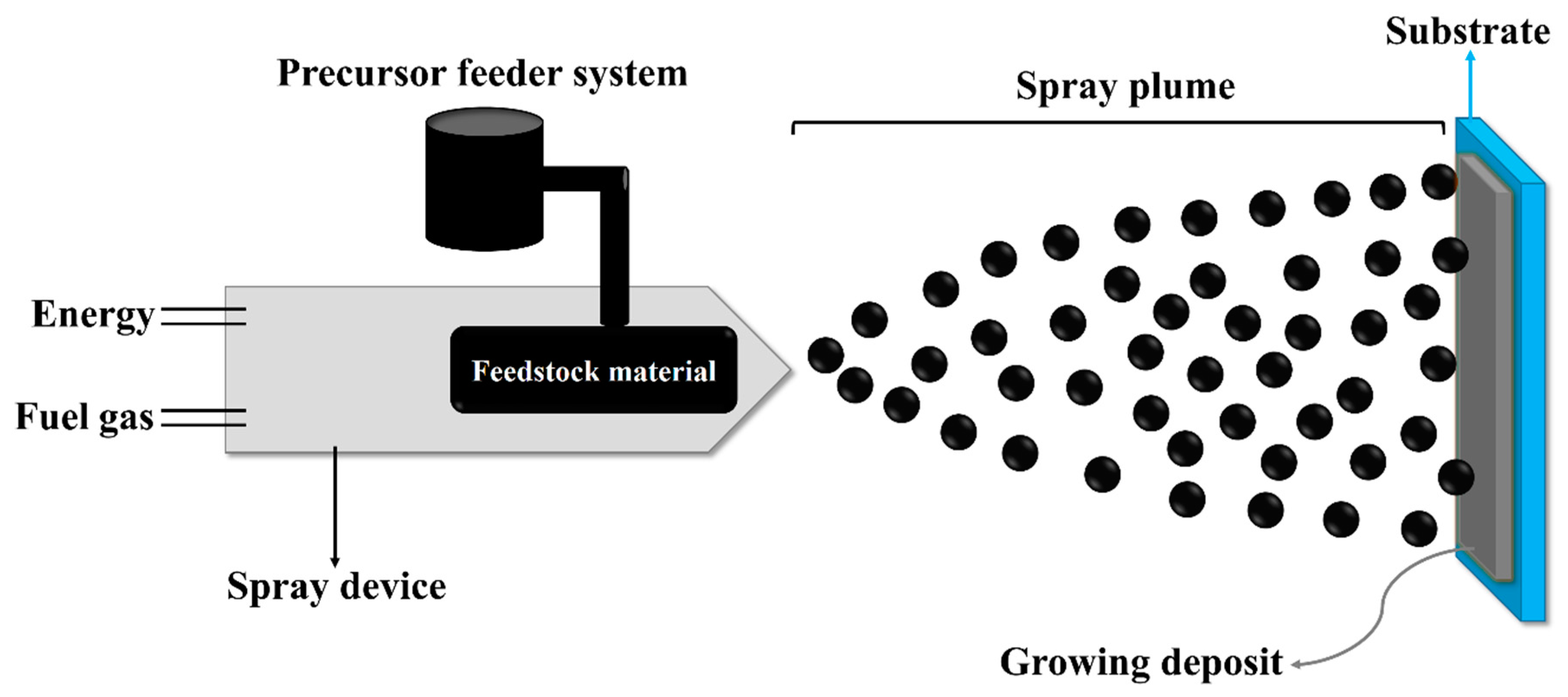{kind=link}
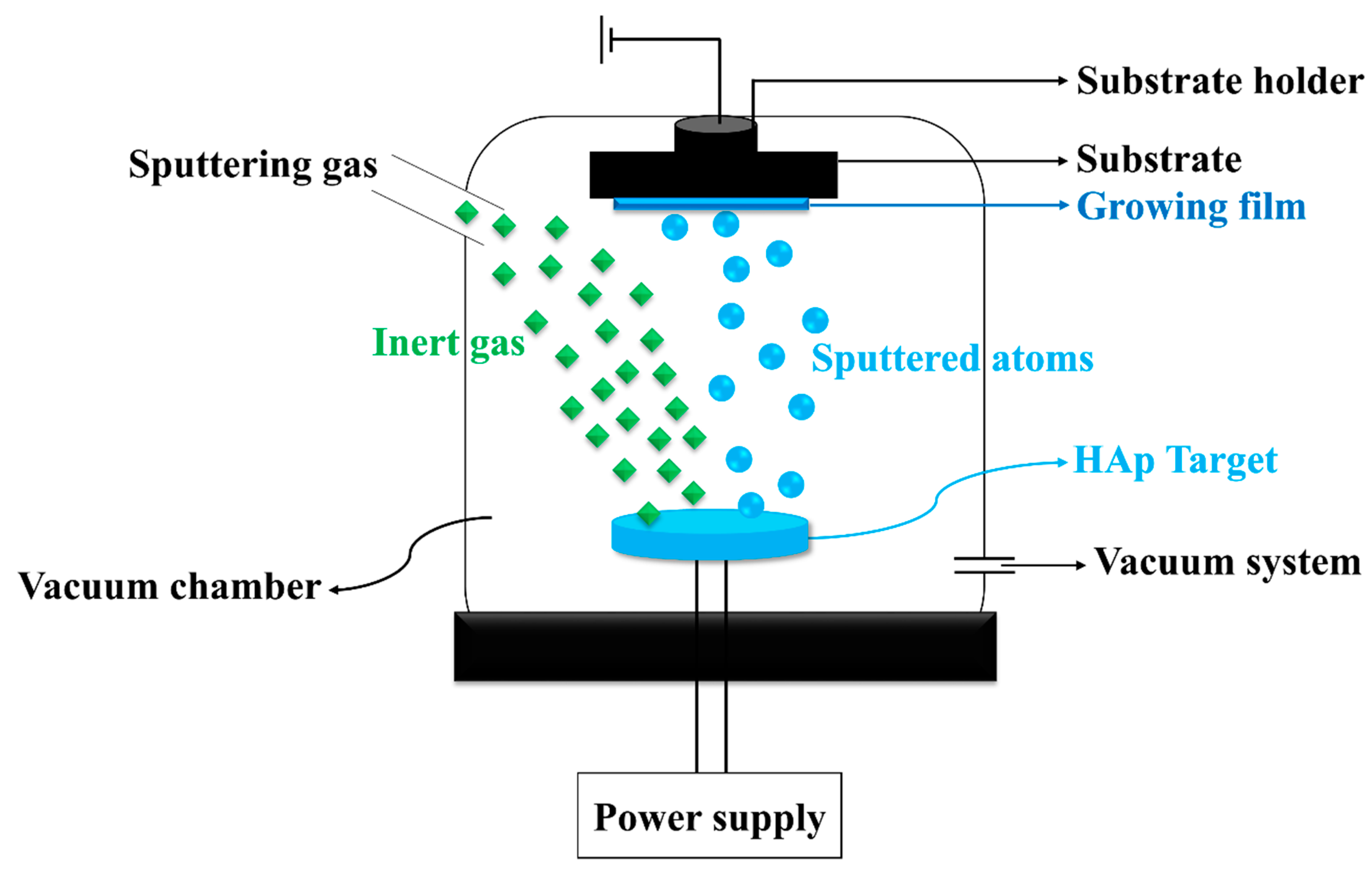{kind=link}
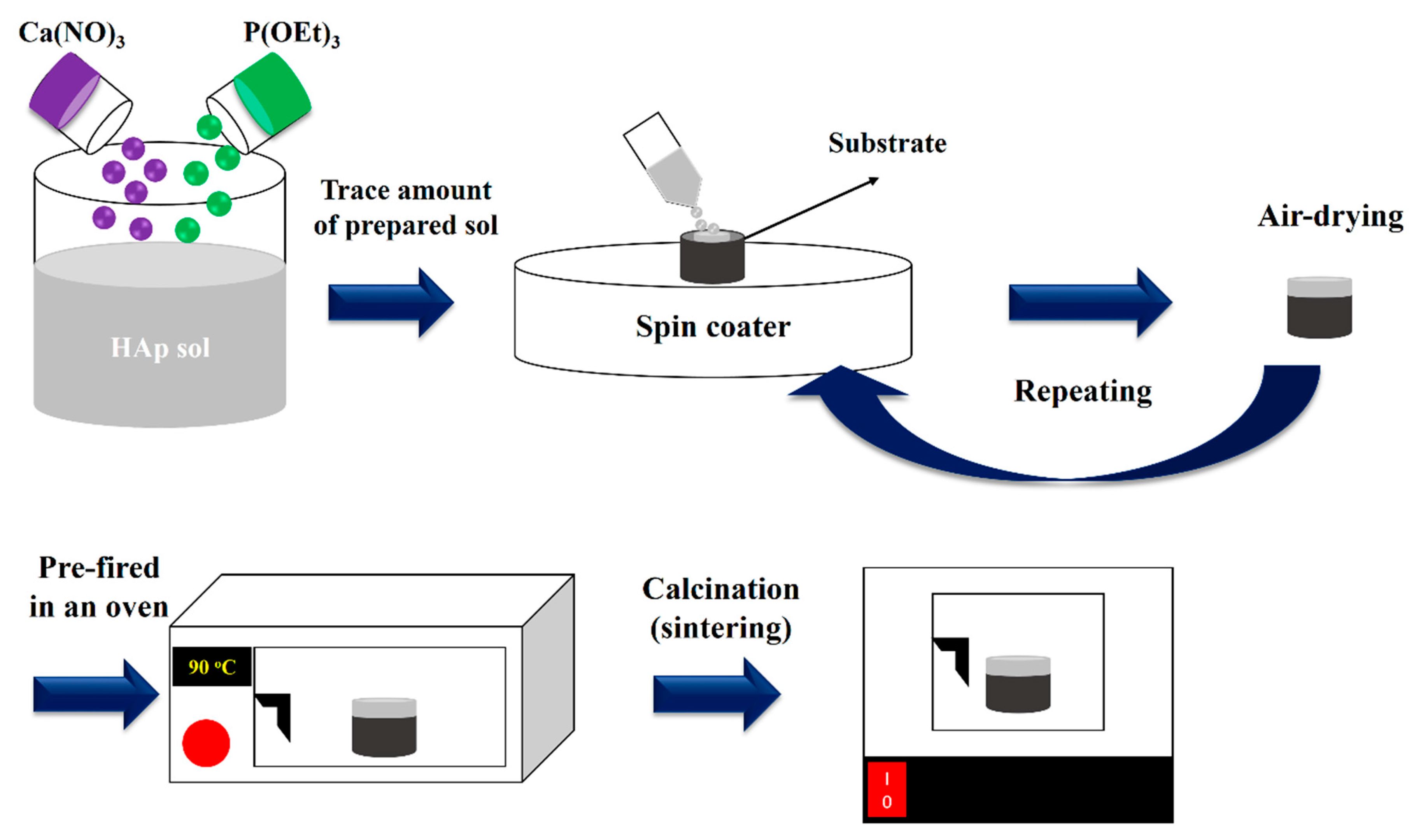{kind=link}
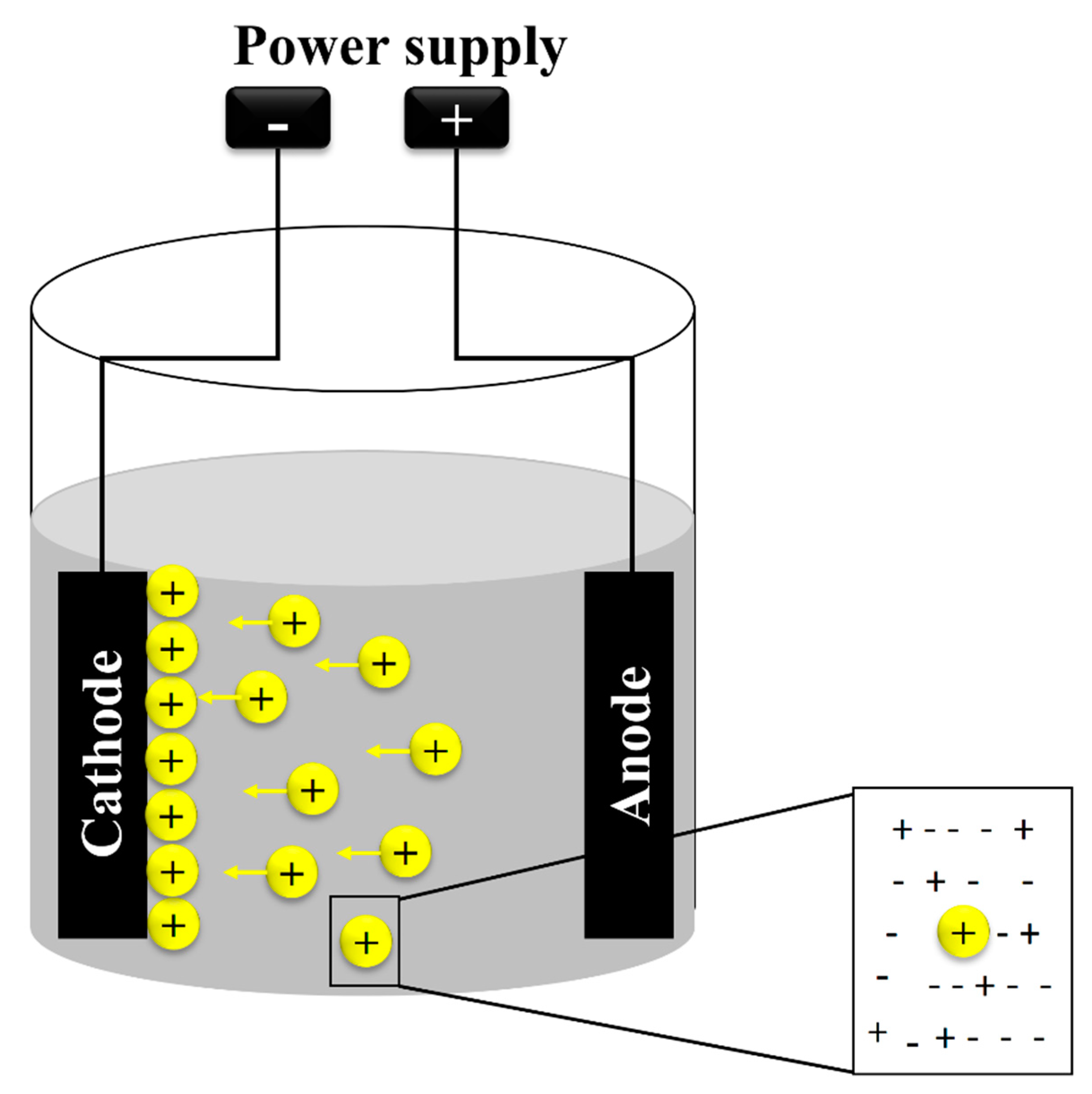{kind=link}
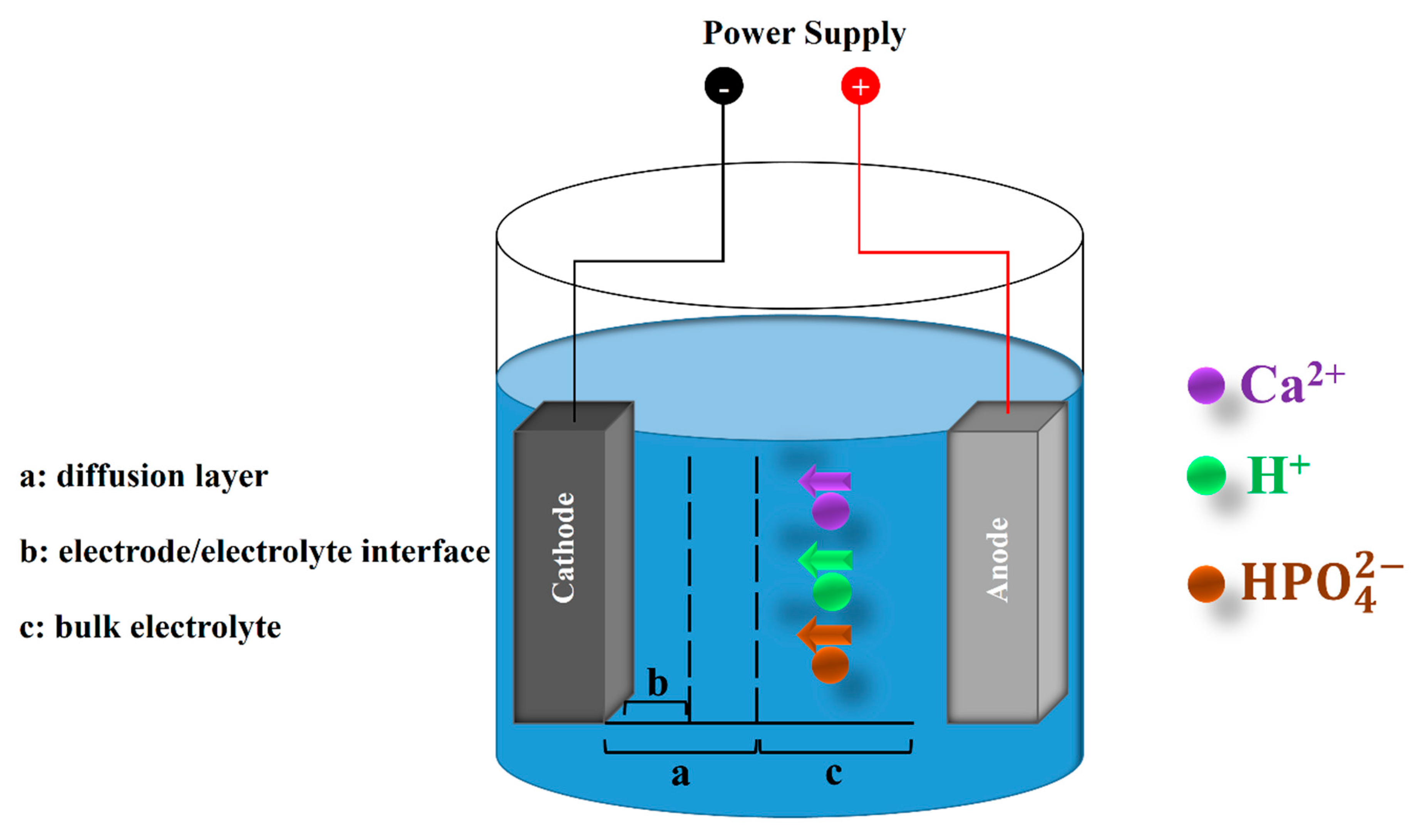{kind=link}
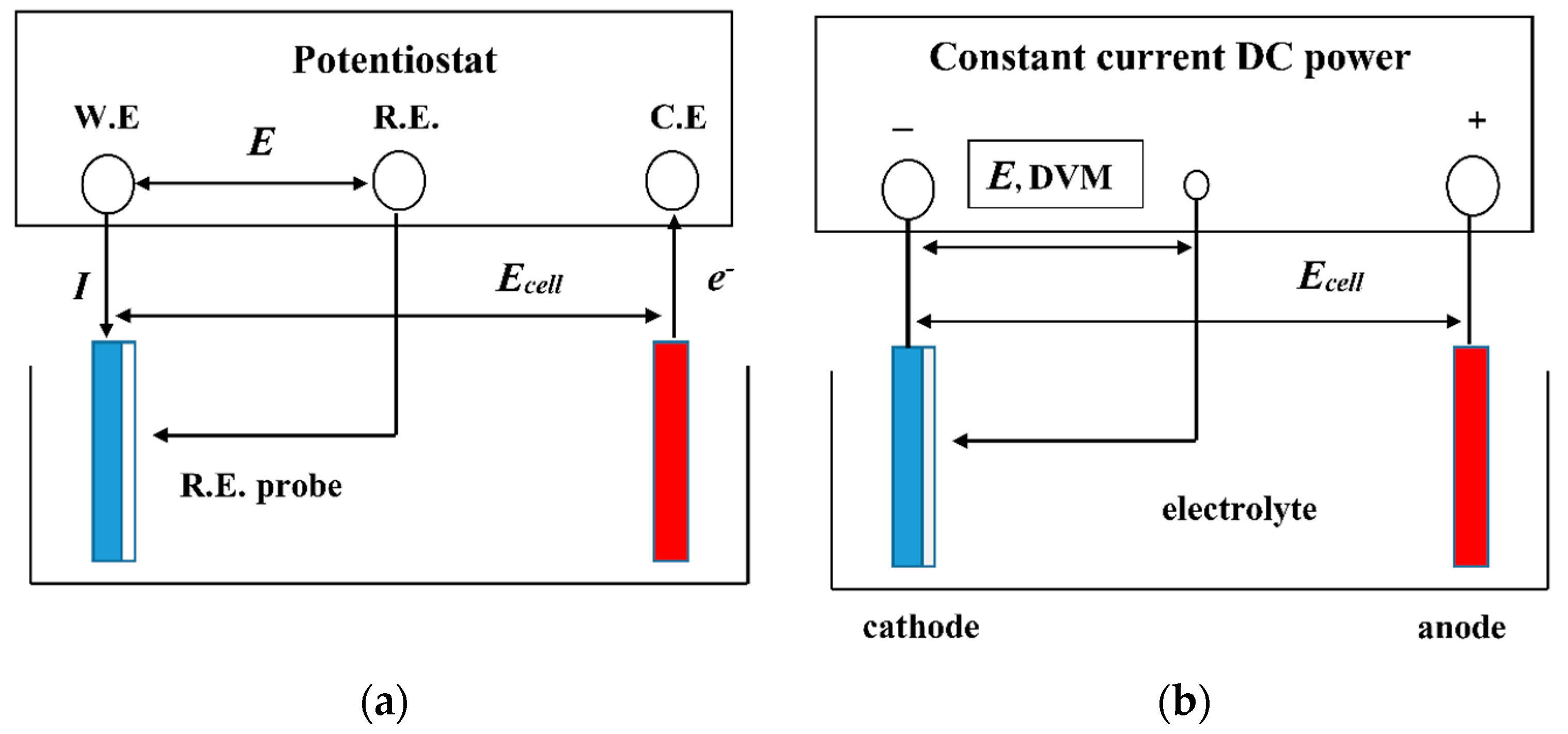{kind=link}
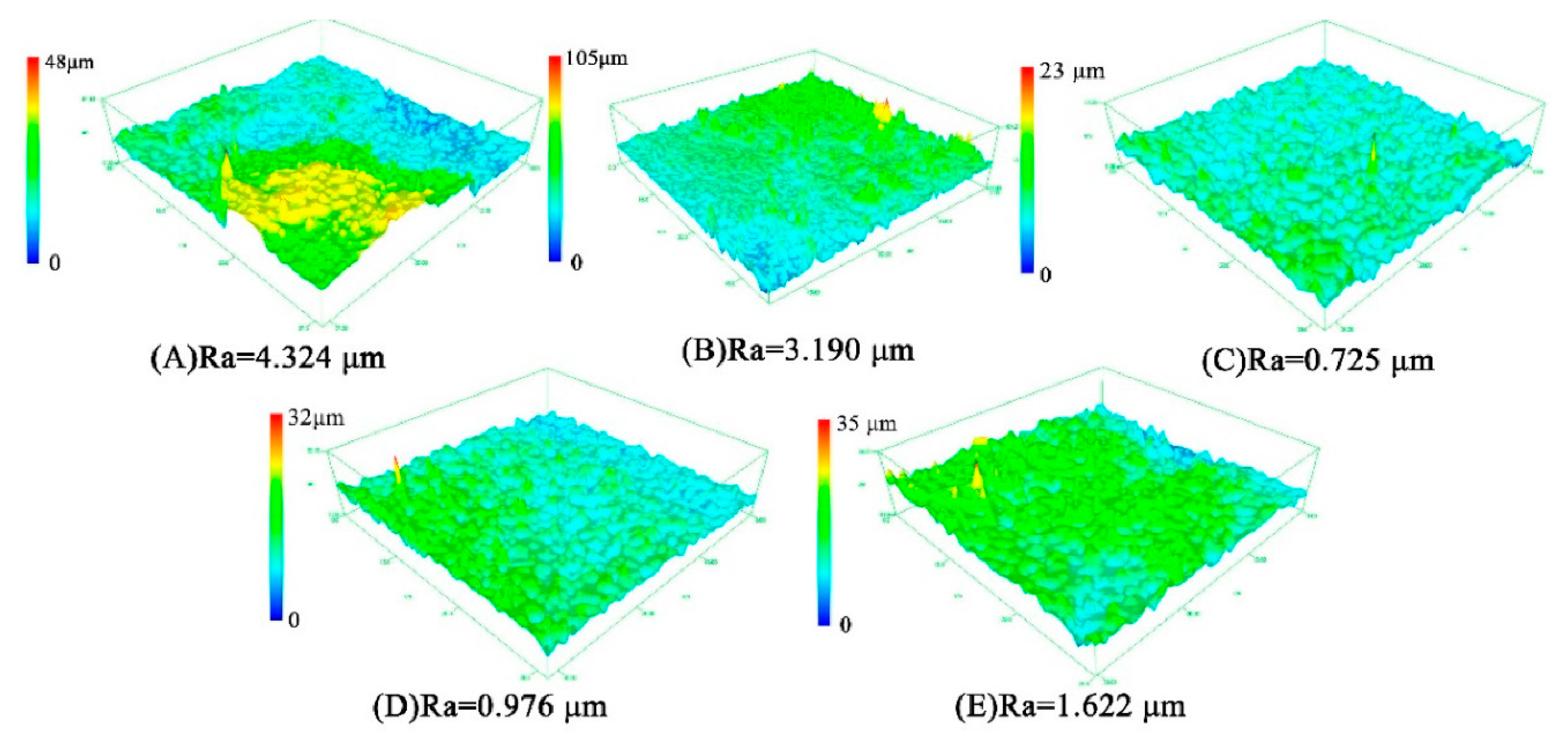{kind=link}
{kind=link}
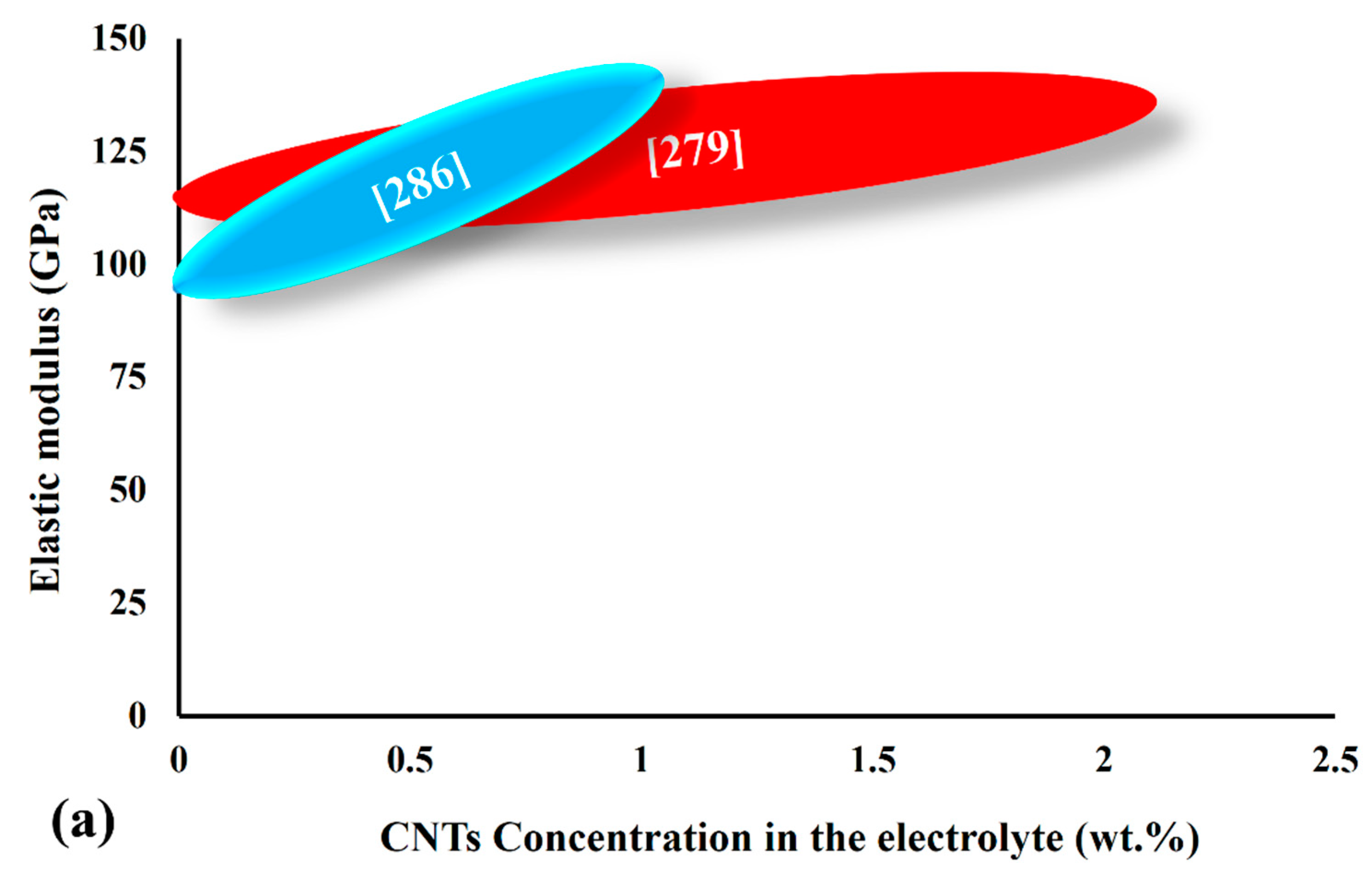{kind=link}
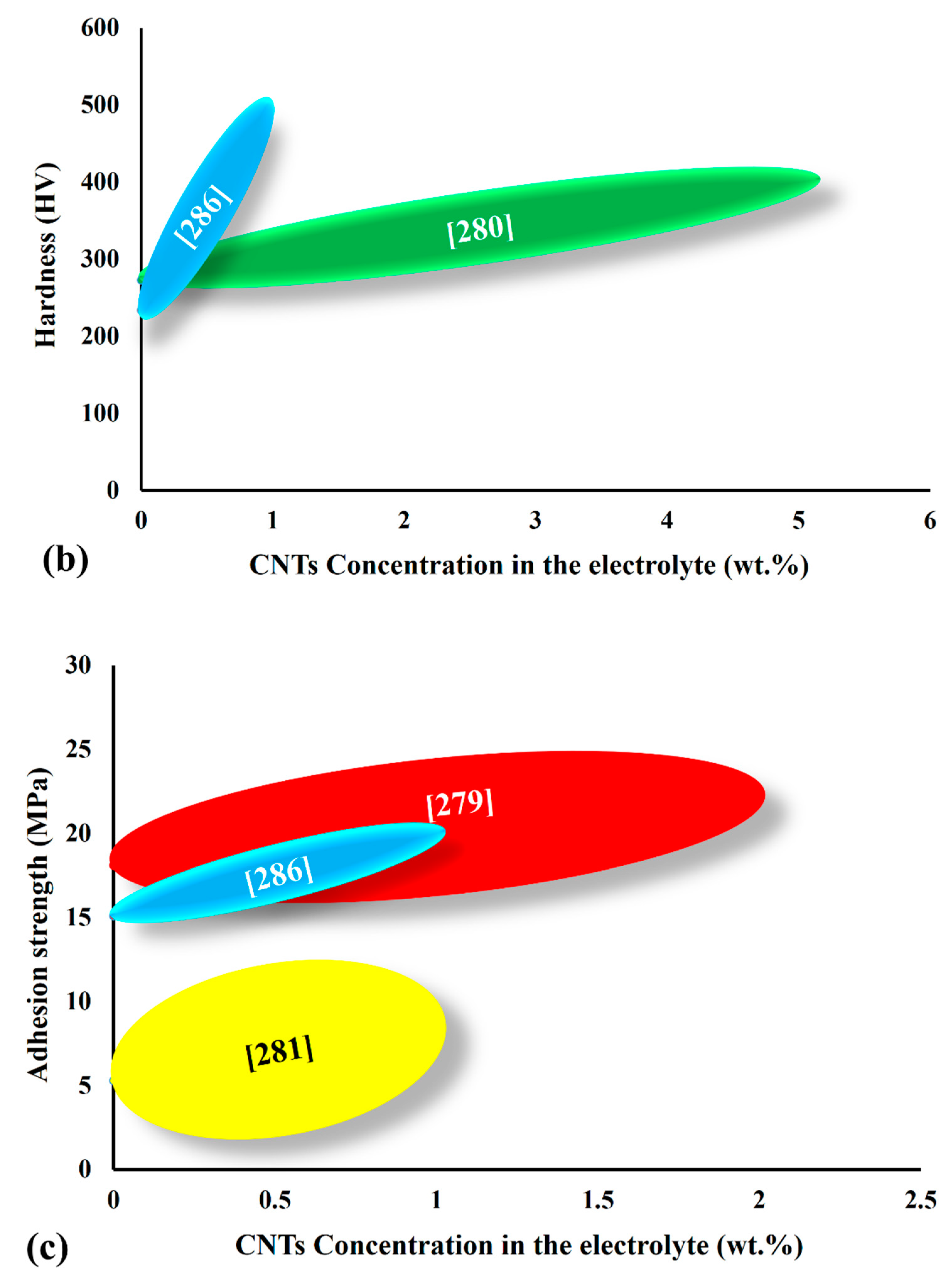{kind=link}
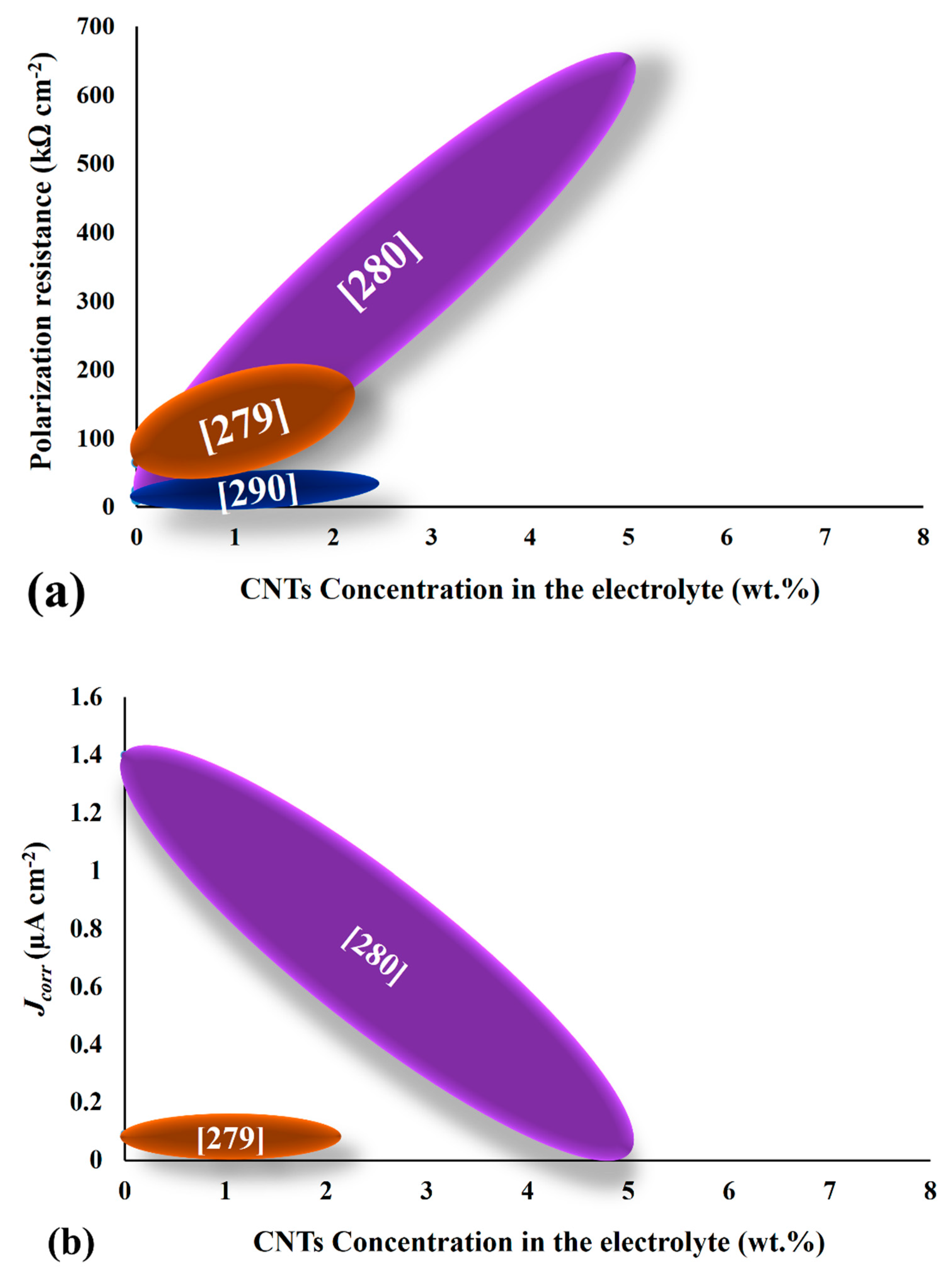{kind=link}
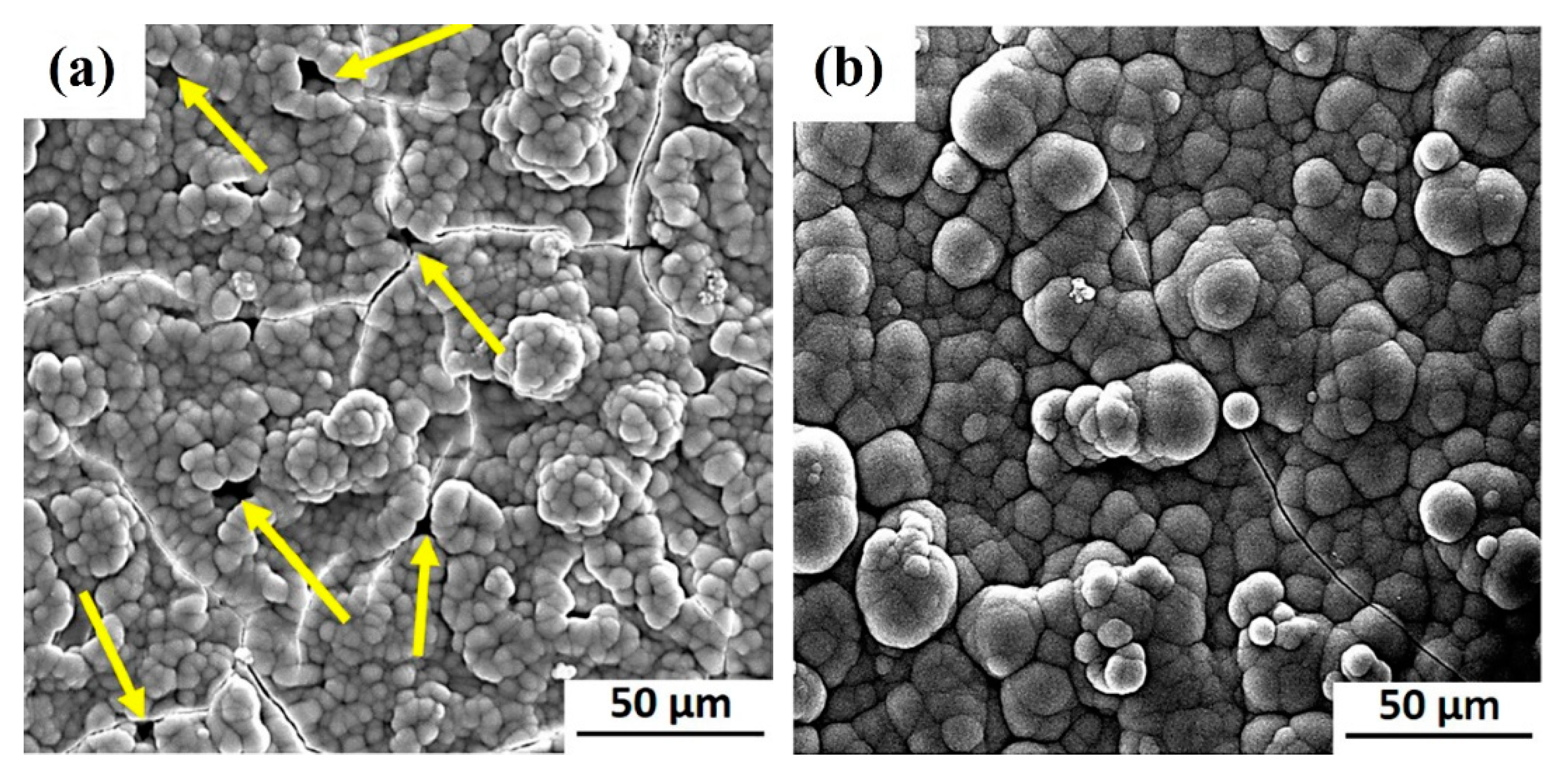{kind=link}
| Implant Material | Examples | Ref. |
|---|---|---|
| Metallic | Ti and its alloys such as Ti6Al4V, NiTi, Co-Cr alloy, stainless steel and Mg | [2] |
| Ceramic | Calcium phosphates, zirconia, silicon, and alumina | [3] |
| Polymer | Polyester, polyethylene terephthalate (PET), polytetrafluoroethylene (PTFE) and polyurethane (PU) | [1] |
| Composite | Calcium phosphates/collagen and carbon-fiber/polyetheretherketone (PEEK) | [4] |
| Natural | Bone, tissue, and skin | [6] |
| Deposition Technique | Thickness | Advantages | Limitations |
|---|---|---|---|
| Thermal spraying (plasma spraying) | 30–200 µm for thermal spraying and less than 20 µm for plasma spraying | High deposition rate, low cost, improved corrosion resistance, rapid bone healing, and low risk of degradation of coating. | Relatively poor adhesion to the substrate, formation of amorphous structure, coarse grains, lack of uniformity, inability to fabricate composite coating and crack formation. |
| PVD (sputter coating) | 0.5–3.0 µm | High adhesion, dense coating, and uniformity in thickness. | Expensive, line of sight technique, time consuming, low deposition rate, amorphous coatings produced. |
| Sol-gel | 0.5–2.0 µm | Ability to coat substrates with complex geometries, low temperature, high purity, uniform coating, moderate adhesion, and excellent corrosion resistance. | Requires precise control of reaction environment, pilot-scale production; high cost of precursors, porous structure, poor tribological properties and a need for post-treatments. |
| EPD | 0.1–2.0 mm | Uniform thickness, fast deposition, simple procedure, low cost, ability to coat substrates with complex geometries, and possibility for the incorporation of reinforcing agents. | Requires post-sintering; deposit has a crack-containing microstructure. |
| ED | 0.05–0.5 mm | Low temperature, uniform coatings, rapid coating process, and possibility to incorporate reinforcing agents. | Poor adhesion, difficulty in controlling electrolyte parameters, and residual stress in deposits. |
| Applied Current Density/Potential | Current/Potential Type | Optimum Value in Terms of Surface Properties | Deposition Mode | Ref. |
|---|---|---|---|---|
| 5–20 mA cm−2 | Pulsed current | 10 mA cm−2 | Galvanostatic | [11] |
| −1.4 to −2.2 V | Constant potential | −1.8 V | Potentiostatic | [123] |
| 0.2–15 mA cm−2 | Direct current | 10 mA cm−2 | Galvanostatic | [142] |
| −1200 to −1600 mV | Direct voltage | −1400 mV | Potentiostatic | [143] |
| 0.5–3 mA cm−2 | Pulsed current | 0.5 mA cm−2 | Galvanostatic | [110] |
| −1.3 to −1.7 V | Pulsed potential | −1.5 V | Potentiostatic | [144] |
| 20–40 mA cm−2 | Pulsed current | 40 mA cm−2 | Galvanostatic | [132] |
| 1.5–5 mA cm−2 | Pulsed current | 5 mA cm−2 | Galvanostatic | [122] |
| 1.5–15 mA cm−2 | Pulsed current | Not reported | Galvanostatic | [145] |
| Electrolyte Composition | Concentration (M) | Objective | Ref. |
|---|---|---|---|
| CaCl2·2H2O | 0.15 | Calcium precursor | [11] |
| NH4H2PO4 | 0.1 | Phosphate precursor | |
| NaCl | 1 | Improve ion conductivity of the electrolyte | |
| CaCl2 | 0.167 | Calcium precursor | [151] |
| NH4H2PO4 | 0.1 | Phosphate precursor | |
| NaCl | 0.1 | Increase of electrolyte conductivity | |
| Ca(NO3)2 | 0.042 | Calcium precursor | [10] |
| (NH4)2HPO4 | 0.025 | Phosphate precursor | |
| NaNO3 | 0.1 | Improvement of ionic strength | |
| H2O2 | 2000 (ppm) | H2 evolution suppression | |
| Ca(NO3)2 | 0.042 | Calcium precursor | [127] |
| (NH4)2HPO4 | 0.025 | Phosphate precursor | |
| NaNO3 | 0.1 | Improvement of ionic strength | |
| Ca(NO3)2·4H2O | 0.042 | Calcium precursor | [101,102,140,152] |
| (NH4)2HPO4 | 0.025 | Phosphate precursor | |
| Ca(NO3)2·4H2O | 0.0006 | Calcium precursor | [123] |
| (NH4)2HPO4 | 0.00036 | Phosphate precursor | |
| NaNO3 | 0.1 | Improve conductivity of the electrolyte | |
| Ca(NO3)2 | 0.1 | Calcium precursor | [129] |
| (NH4)3HPO4 | 0.06 | Phosphate precursor | |
| H2O2 | 10 mL/L | Suppress H2 evolution | |
| Ca(NO4)2 | 0.1 | Calcium precursor | [142] |
| NH4H2PO4 | 0.05 | Phosphate precursor | |
| Ca(NO3)2·4H2O | 0.00175 | Calcium precursor | [153] |
| (NH4)2HPO4 | 0.00105 | Phosphate precursor | |
| Ca(NO3)2·4H2O | 0.042 | Calcium precursor | [100,105] |
| (NH4)2HPO4 | 0.025 | Phosphate precursor | |
| NaNO3 | 0.1 | Improvement of ionic strength | |
| CaCl2 | 0.040 | Calcium precursor | [154] |
| KH2PO4 | 0.024 | Phosphate precursor | |
| H2O2 | 0–4.0 mL/L | H2 evolution suppression | |
| Ca(NO3)2·4H2O | 0.42 | Calcium precursor | [143] |
| KH2PO4 | 0.25 | Phosphate precursor | |
| Ca(NO3)2·4H2O | 0.042 | Calcium precursor | [107] |
| NH4H2PO4 | 0.025 | Phosphate precursor | |
| H2O2 | 2000–3000 ppm | Favoring HAp formation | |
| NaOH | 2000–4000 ppm | Favoring HAp formation | |
| Ca(NO3)2 | 0.1 | Calcium precursor | [130,141] |
| NH4H2PO4 | 0.06 | Phosphate precursor | |
| H2O2 | 10 mL/L | Favoring HAp formation | |
| Ca(NO3)2·4H2O | 0.015 | Calcium precursor | [144] |
| NH4H2PO4 | 0.009 | Phosphate precursor | |
| NaNO3 | 0.003 | Improve electrolyte conductivity | |
| Ca(NO3)2 | 0.042 | Calcium precursor | [132,155] |
| NH4H2PO4 | 0.025 | Phosphate precursor | |
| NaNO3 | 0.1 | Improvement of ionic strength | |
| CaCl2·2H2O | 0.5 | Calcium precursor | [156] |
| (NH4)2HPO4 | 0.3 | Phosphate precursor | |
| Ca(NO3)2·4H2O | 0.0084 | Calcium precursor | [157] |
| NH4H2PO4 | 0.005 | Phosphate precursor | |
| NaNO3 | 0.1 | Improvement of ionic strength | |
| H2O2 | 0.0588 | H2 evolution suppression | |
| Ca(NO3)2·4H2O | 0.042 | Calcium precursor | [158] |
| NH4H2PO4 | 0.025 | Phosphate precursor |
| Electrodeposition Time Range (min) | Optimum Time in Terms of Physicochemical Features (min) | Ref. |
|---|---|---|
| 5–30 | 30 | [127] |
| 60–180 | 180 | [159] |
| 15–60 | 60 | [107] |
| 15–180 | 180 | [169] |
| 30–180 | 180 | [135] |
| 60–120 | 120 | [113] |
| Type of Pre-Treatment | Substrate | Applying Protocol | Outstanding Achievement(s) | Ref. |
|---|---|---|---|---|
| Anodizing | Ti6Al4V | Anodizing is carried out in a solution containing 1 M (NH4)2SO4 + 0.5 wt.% NH4F at room temperature under potential ramp from OCP to 25 V for 2700 s. | Improved bonding strength | [10] |
| Anodizing followed by alkali solution | Ti6Al4V | Anodizing is carried out in a solution containing 1 M H2SO4 at constant cell voltage of 100 V for 2 min. The anodized samples soaked in a NaOH solution. | No comparison of pre-treatment processes was made. | [182] |
| Etching | Ti | Substrates are etched in a solution containing 25, 50, 75, and 97% H2SO4 at 60 °C for 30 min. | HAp deposited on etched substrates with 50% and 75% concentrations yields superior adhesion strength to the substrate. | [183] |
| Anodizing followed by soaking in a alkali solution | Ti6Al4V | Anodizing is carried out in a solution containing H2SO4 under constant anodic voltage of 100 V for 2 min. The anodized substrates are immersed in a 5 M NaOH solution at 60 °C for 10 min. | Enhanced tribo-electrochemical performance. | [192] |
| Borate passivation | Stainless steel (316 L) | Passivation is carried out potensiostatically in a 0.4 M borate buffer solution (pH 9.3) at 640 mV vs. SCE for 1–3 h. | Enhanced corrosion protection performance. | [143] |
| HELCDEB irradiation | Ti6Al4V | HELCDEB irradiation is performed using high energy beam by 700 keV DC accelerator which generates a beam current of 0.5–6.0 mA. | Improved adhesion strength along with corrosion behavior. | [156] |
| Anodizing followed by post-annealing | Ti | Anodizing is carried out in a solution containing NH4F with/without modifiers such as 10% (NH4F in H2O): 90% glycerol or polyethylene glycerol under two various potential control, e.g., pulsed potential (20/−4 V) and constant potential of 20 V for 30–150 min. The anodized layer is post-annealed at 450 °C for 30 min. | Increased adhesion strength. Anodizing for 90 min yields the highest strength. | [191] |
| NaOH or H2O2 treatment | Commercially pure Ti | NaOH treatment includes immersing the substrates into a 5 M NaOH solution at 60 °C for 24 h, followed by annealing at 600 °C for 1 h. H2O2 treatment carried out by soaking the substrates into a 5 M H2O2 solution at 60 °C for 24 h. | Enhanced biocompatibility for NaOH-treated samples with HAp top layer. | [168] |
| Grinding | Commercially pure Ti | Grinding to #1000 | The highest adhesion strength is obtained for “grinding + etching + grit blast + alkali” treatment. The superior biological performance of pre-treated samples compared to as-deposited ones. | [187] |
| Grinding + etching | Grinding to #1000, followed by etching in HNO3/HF | |||
| Grinding + etching + grit blast | Grinding to #1000, followed by etching in HNO3/HF, then grit blast | |||
| Grinding + etching + grit blast + alkali treatment | Grinding to #1000, followed by etching in HNO3/HF, then grit blast, finally soaking in NaOH. | |||
| Grinding + etching + grit blast + H2O2 treatment | Grinding to #1000, followed by etching in HNO3/HF, then grit blast, finally soaking in H2O2. | |||
| Mechanical polishing | NiTi | Mechanical polishing of the substrates by #80-600 papers. | Improved corrosion resistance for HAp coatings electrodeposited on mechanically polished substrate. | [184] |
| Mechanical polishing + Etching + post treatment | Soaking the polished substrates in to a solution containing HF:HNO3:H2O with ratio of 1:4:5 for 4 min, followed by immersion in boiling water for 20 min. | |||
| Heat treatment | NiTi | The substrates are heat-treated at 470 °C for 30 min. | Increased corrosion protection as well as less Ni ion release. | [122] |
| Heat treatment | Ti6Al4V | The substrates are heat-treated at 400–1000 °C for 60 min. | Enhanced surface roughness for substrates heat-treated at 800 and 1000 °C. | [199] |
| Alkali treatment | Commercially pure Ti | Soaking the substrates in a 5 M NaOH solution at 60 °C for 5 min. | Enhanced bonding strength to the substrate. | [188] |
| Type of Post-Treatment | Conditions | Objective(s)/Outcome(s) | Ref. |
|---|---|---|---|
| Alkali treatment | Immersion in 1M NaOH solution for 1 h. | Conversion of other calcium phosphate (CaP) phases to HAp. | [108] |
| Alkali treatment | Immersion in 1M NaOH solution at 80 °C for 2 h. | Conversion of dihydrogen phosphate or brushite (DCPD) phase to HAp. A uniform surface morphology is obtained. | [129] |
| Alkali treatment | Immersion in 1 M NaOH solution at 80 °C for 2 h. | Conversion of DCPD phase to HAp. | [142] |
| Alkali treatment | Immersion in 1 M NaOH solution at 80 °C for 1 h. | Conversion of DCPD phase to HAp. | [135] |
| Alkali treatment | Immersion in 0.25 M NaOH solution at 80 °C for 4 h. | Conversion of DCPD phase to HAp. Higher bioactivity and biocompatibility are attained. | [105] |
| Alkali treatment | Immersion in 0.1 M NaOH solution at 25 °C for 72 h. | Conversion of DCPD phase to HAp. A slight increment in nano-hardness and elastic modulus is reported. | [107] |
| Alkali treatment | Immersion in 1M NaOH solution at 80 °C for 2 h. | Conversion of DCPD and tricalcium phosphate (TCP) phases to HAp. | [130] |
| Alkali treatment | Immersion in 0.25 M NaOH solution at 80 °C for 4 h. | Conversion of DCPD and OCP phases to HAp. Evolution of needle-like morphology which is beneficial for bone growth. A crucial improvement in corrosion behavior is obtained after alkali treatment. | [132] |
| Alkali treatment | Immersion in 0.25 M NaOH solution at 80 °C for 4 h. | Conversion of DCPD phase to HAp. Evolution of needle-like morphology which is beneficial for bone growth. A crucial improvement in corrosion behavior and in-vitro bioactivity is achieved after alkali treatment. | [155] |
| Alkali treatment | Immersion in 1 M NaOH solution at 80 °C for 2 h. | Conversion of DCPD phase to HAp. A significant increase in corrosion performance of coatings is attained after alkali treatment. | [25] |
| Alkali treatment | Immersion in 1 M NaOH solution at 80 °C for 2 h. | Conversion of DCPD phase to HAp. | [200] |
| Alkali treatment | Immersion in 0.1 M NaOH solution at 95–100 °C for 24 h. | Conversion of DCPD phase to HAp. | [155] |
| Immersion in 0.1 M NaOH solution at 25 °C for 72 h. | |||
| Heat treatment | Heating the as-deposited coatings according to the following condition: Heating at 120 °C for 1 h to water evaporation, then heating at 400–1000 °C for 1 h. | A remarkable promotion in crystallinity of the as-deposited coatings. | [199] |
| Heat treatment | Heating the as-deposited coatings at 600 °C for 60 min. | The coatings were dehydrogenized after heat treatment. | [183] |
| Heat treatment | Annealing the as-deposited coatings at 550 °C for 2 h. | Enhancement in stability and bonding strength between HAp/substrate. | [101] |
| Electron-beam treatment | Irradiating the electrons under vacuum level of 10−7 Torr with excitation energy ranging from several tens of eV to hundreds of eV at a current density of 10–100 nA cm−2. | A noticeable decrement in living cells number with electron-beam treatment is addressed. | [168] |
| Low energy electron irradiation | Irradiating the electrons under vacuum level of 10−7 Torr with excitation energy ranging from several tens of eV to 100 eV at an incident charge of 0–300 µC cm−2. | A suitable substrate for cell attachment is obtained for post-treated surface to θ = 30°. | [187] |
| Hydrothermal, followed by annealing | Hydrothermally treating the as-deposited coating in autoclave at 200 °C for 3 h, followed by sintering at 700 °C for 2 h. | The effect of post treatments is not clearly mentioned | [185] |
| Type of Substituted Mineral | Precursor(s) in Electrolyte | Biological Features and Benefits for Synthetic HAp | Ref. |
|---|---|---|---|
| Sr | SrCl2·6H2O or Sr(NO3)2·6H2O | Sr is an essential trace element in human body that stimulates bone formation, growth, and healing since it can satisfactorily prevent the osteoclast activity and resorbing as well as osteoclastic differentiation. Sr stimulates the proliferation and differentiation of osteoblasts. It also inhibits inflammation and osteoporosis, promoting bone remolding. There would be a lower risk of failure in postmenopausal osteoporotic patients if a controlled dose of Sr incorporates. When incorporating into HAp structure, Sr2+ substitutes for Ca2+ yielding the superior bioactivity and biocompatibility. | [188,203,204,205,211,214,215,216,217,218] |
| Mg | MgCl2·6H2O or Mg(NO3)2·6H2O | As one of the most abundant elements in human body (0.72 and 1.23 wt.% Mg exits in bone and dentin, respectively), Mg plays a vital role in skeletal metabolism and stimulates the bone growth through interacting with osteoblast integrin that serves as a cell-adhesion receptor. | [203,204,205,212,219,220] |
| Zn | ZnCl2 or Zn(NO3)2 | There is a trace amount of Zn (0.012–0.025 wt.%) in the human bone. Apart from its antibacterial and antimicrobial effect, Zn positively contributes to cell division, bone formation and mineralization, bonding strength of the implanted material and enzymes, together with hormone adjustment. | [186,203,205,221,222,223,224] |
| Mn | Mn(NO3)2 | Mn2+ ions stimulate the interactions between Mn-substituted HAp-coated implant/host tissues since these ions can enhance ligand-binding affinity of integrins. The integrins serve as cell adhesion receptor, which bind to extracellular, soluble, and cell-surface ligands, therefore they can affect pathological processes. Mn is a primary trace element required for bone development. Its close radius to that of Ca provides a facilitated platform for entering Mn to osteoblast via Ca2+ channel. Mn2+ determines the bone metabolism due to its capability for controlling bone resorption and osteoblast differentiation. | [188,189,225,226,227,228] |
| Ag | AgNO3 | The incorporated Ag+ can be substituted with Ca2+ ions in the HAp structure. Such a substitution yields a significant increase in the antibacterial performance of HAp that inhibits post-implantation infections. For antibacterial applications, Ag has numerous advantages over other antibacterial agents, such as Cu and Zn since it offers stronger performance against a variety of bacteria including gram-positive (Bacillus subtilis and Staphylococcus aureus) and gram-negative (Escherichia coli and Pseudomonas aeruginosa). | [207,229,230,231] |
| Si | Na2SiO3·9H2O | Silicon is a primary element involved in the early stages of soft tissue development and bone mineralization. The Si-substituted HAp exhibits higher biocompatibility including cell activity, attachment, and growth. | [206,232] |
| F | NaF | F is a an important trace element in human body, where about 90% of existing F− in body locates in hard tissues such as bones and dental enamel. F-substituted HAp offers lower solubility, improved crystallization, cell attachment, mineralization, apatite formation, alkaline phosphate (ALP) activity, protein adsorption, and bonding strength. | [208,209,211,213,233,234,235] |
| Cu | Cu(NO3)2 | Cu is of fundamental trace elements for mammals as it has a key role in cross-linking of elastin-collagen in bones and stimulating the enzymes. Cu2+ ions are best known for their strong antibacterial performance, which cause low cytotoxicity if its content is kept below a defined threshold. The incorporation of secondary bioactive dopant is essential to prevent adverse effects. | [186,214,236,237] |
| Ce | Ce(NO)3·6H2O | The embedded Ce3+ ions may promote antimicrobial efficiency of HAp, however they can cause cytotoxicity. It is better to dope this ion with a secondary substituent mineral. | [210,238] |
| Eu | Eu(NO3)3·5H2O | Eu3+ ion can mimic the Ca2+ and determine the bone remolding cycle. | [210,239] |
| Coating Composition | Mineral(s) Concentration in Electrolyte (M) | Studied Variable | Characterization Method (Test Condition) | Highest Reported Adhesion Strength (MPa) | % Increase Rate Compared to Pure HAp | Ref. |
|---|---|---|---|---|---|---|
| Mn-doped HAp | 3 × 10−4 Mn(NO3)2 | Incorporation of mineral | Pull-out (crosshead speed of 0.001 cm min−1) | 14 ± 4 | 107.5 | [189] |
| (Sr,Mn)-co-doped HAp | 1 × 10−2 Sr(NO3)2 | Incorporation of minerals | Pull-out (crosshead speed of 1 mm min−1) | 15 ± 5 | 19.8 | [188] |
| 1 × 10−2 Mn(NO3)2 | ||||||
| (Sr,Cu)-co-doped HAp | 2.1 × 10−3 Sr(NO3)2 | Incorporation of minerals | Pull-out (crosshead speed of 1 mm min−1) | 15 ± 6 | 23.4 | [214] |
| 2.1 × 10−3 Cu(NO3)2 | ||||||
| (Zn,Cu)-co-doped HAp | 2 × 10−3 Zn(NO3)2·6H2O | Incorporation of minerals | Pull-out (crosshead speed of 1 mm min−1) | 9 ± 3 | 16.1 | [186] |
| 2 × 10−3 Cu(NO3)2·3H2O | ||||||
| Ag-doped HAp on anodized Ti | 1 × 10−4 AgNO3 | Incorporation of mineral | Pull-out (crosshead speed of 1 mm min−1) | 15.9 ± 0.6 | −7.0 | [207] |
| F-doped HAp | 0.001–0.016 NaF | Incorporation of mineral | Pull-out (crosshead speed of 10 mm min−1) | 21.5 | 43.3 | [208] |
| (Sr,Mn,Zn)-co-doped HAp | 0.042 SrCl2·6H2O | Duty cycle | Pull-out | 18.3 ± 0.7 | - | [203] |
| 0.042 MgCl2·6H2O | ||||||
| 0.042 ZnCl2 | ||||||
| (Sr,Mn,Zn)-co-doped HAp | 0.042 SrCl2·6H2O | HELCDEB pre-treatment | Pull-out | 22.1 ± 1.1 | 8.3 (compared to the same coating deposited on an untreated substrate) | [205] |
| 0.042 MgCl2·6H2O | ||||||
| 0.042 ZnCl2 |
| Coating Type | Studied Variable | Medium | Highest Ecorr (V) | Lowest jcorr (µA cm−2) | Highest Rp (Ω) | Highest Rcoat (Ω cm2) | Ref. |
|---|---|---|---|---|---|---|---|
| (Ag,Zn,Mg,Sr)-co-doped HAp | Incorporation of minerals | SBF, pH = 7.40 at 37 °C | - | - | - | 85 | [204] |
| Mn-doped HAp | Incorporation of mineral | SBF, at 37 ± 0.5 °C | −0.569 | 3.19 | - | - | [189] |
| F-doped HAp | Incorporation of mineral | SBF, pH = 7.40 at 37 °C | −1.29 | 0.283 | - | - | [209] |
| (Sr,Mn)-co-doped HAp | Incorporation of minerals | SBF, at 36.5 ± 0.5 °C | −0.865 | 4.02 | - | - | [188] |
| (Sr,Cu)-co-doped HAp | Incorporation of minerals | SBF, pH = 7.40 at 37 °C | −0.857 | 2.45 | - | - | [214] |
| (Zn,Cu)-co-doped HAp | Incorporation of minerals | SBF, at 37 ± 0.5 °C | −0.443 | 1.66 | - | - | [186] |
| (Ce,Eu)-co-doped HAp | Incorporation of minerals | Ringer’s solution, pH = 7.40 at 37 ± 1 °C | −0.558 | - | - | 2349 | [210] |
| (Sr,F)-co-doped HAp | Incorporation of minerals | SBF, at 37 ± 0.5 °C | −0.805 | 1.66 | - | - | [211] |
| Ag-doped HAp | Incorporation of mineral | SBF, at 37 °C | −0.265 | - | - | - | [207] |
| Si-doped HAp | Incorporation and various concentrations of mineral | SBF | −1.5 | 23 | - | 2608 | [206] |
| Mg-doped HAp | Incorporation and various concentrations of mineral | SBF, pH = 7.40 at 37 ± 0.5 °C | −0.110 | 0.0537 | 250,000 | - | [212] |
| (Sr,Mg,Zn)-co-doped HAp | Duty cycle | SBF | 0.225 | 0.52 | - | 6,460,000 | [203] |
| (Sr,Mn,Zn)-co-doped HAp | HELCDEB pre-treatment | SBF, pH = 7.40 at 37 °C | −0.09 | 0.08 | - | - | [205] |
| F-doped HAp | Type of current control | SBF, pH = 7.40 at 37 °C | −1.51 | 2.51 | - | - | [213] |
| Coating Composition | Type of Cultured Cell | Assay Type | % Highest Cell Viability | Highest Reported Absorbance; Cell Viability/Proliferation (by Measuring Optical Density) | Highest Reported ALP Activity (U/g) | Apatite Formation Ability | Ref. |
|---|---|---|---|---|---|---|---|
| (Ag,Zn,Mg,Sr)-co-doped HAp | MG63 osteoblast-like cells | WST-8 assay | 90 | 0.65 ± 0.1 | - | - | [204] |
| Mn-doped HAp | Mouse calvarial cells (MC3T3-E1) | MTT assay | - | 0.55 ± 0.05 | - | √ | [189] |
| F-doped HAp | Mouse preosteogenic cell line MC3T3-E1 cells | CCK-8 assay | - | 1.4 ± 0.5 | - | - | [209] |
| (Sr,Mn)-co-doped HAp | Mouse skull cell line MC3T3-E1 | MTT assay | - | 0.8 ± 0.1 | 160 ± 40 | - | [188] |
| (Sr,Cu)-co-doped HAp | MC3T3-E1 osteoblast cells | MTT assay | - | 1.0 ± 0.2 | 130 ± 25 | √ | [214] |
| (Zn,Cu)-co-doped HAp | Mouse skull cell line MC3T3-E1 | MTT assay | - | 0.7 ± 0.5 | - | - | [186] |
| (Ce,Eu)-co-doped HAp | MG63 osteoblast-like cells | MTT assay | 95 | - | - | - | [210] |
| (Sr,F)-co-doped HAp | Mouse calvaria cells (MC3T3-E1) | MTT assay | - | 1.0 ± 0.1 | - | - | [213] |
| Ag-doped HAp | Mouse calvaria cells (MC3T3-E1) | MTT assay | - | 0.5 ± 0.1 | - | √ | [207] |
| Si-doped HAp | MG63 cells | MTT assay | 95 | - | - | - | [206] |
| (Sr,Mg,Zn)-co-doped HAp | MG63 osteoblast-like cells | Modified MTT assay | 95 | - | - | [203] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Safavi, M.S.; Walsh, F.C.; Surmeneva, M.A.; Surmenev, R.A.; Khalil-Allafi, J. Electrodeposited Hydroxyapatite-Based Biocoatings: Recent Progress and Future Challenges. Coatings 2021, 11, 110. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11010110
Safavi MS, Walsh FC, Surmeneva MA, Surmenev RA, Khalil-Allafi J. Electrodeposited Hydroxyapatite-Based Biocoatings: Recent Progress and Future Challenges. Coatings. 2021; 11(1):110. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11010110
Chicago/Turabian StyleSafavi, Mir Saman, Frank C. Walsh, Maria A. Surmeneva, Roman A. Surmenev, and Jafar Khalil-Allafi. 2021. "Electrodeposited Hydroxyapatite-Based Biocoatings: Recent Progress and Future Challenges" Coatings 11, no. 1: 110. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11010110