
Characterization of Arctic Driftwood as Naturally Modified Material. Part 1: Machinability

 ,
,  ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Machinability Tests Methodology
2.3. Normalization and Statistical Analysis
3. Results and Discussion
4. Conclusions
- The long period of larch wood logs’ exposure to the Arctic Sea water, combined with the effect of cyclic freezing conditions of Arctic ice, resulted in the natural modification of driftwood and the alteration of several material properties. Exploring the exact causes of this phenomenon requires more detailed research and a broad reference sample set covering the whole variance of altered material properties. The new knowledge reported here may result, however, in a better management of driftwood. The appropriate selection and optimization of manufacturing processes may lead to the superior quality of protective or decorative coatings on products made of drifted wood.
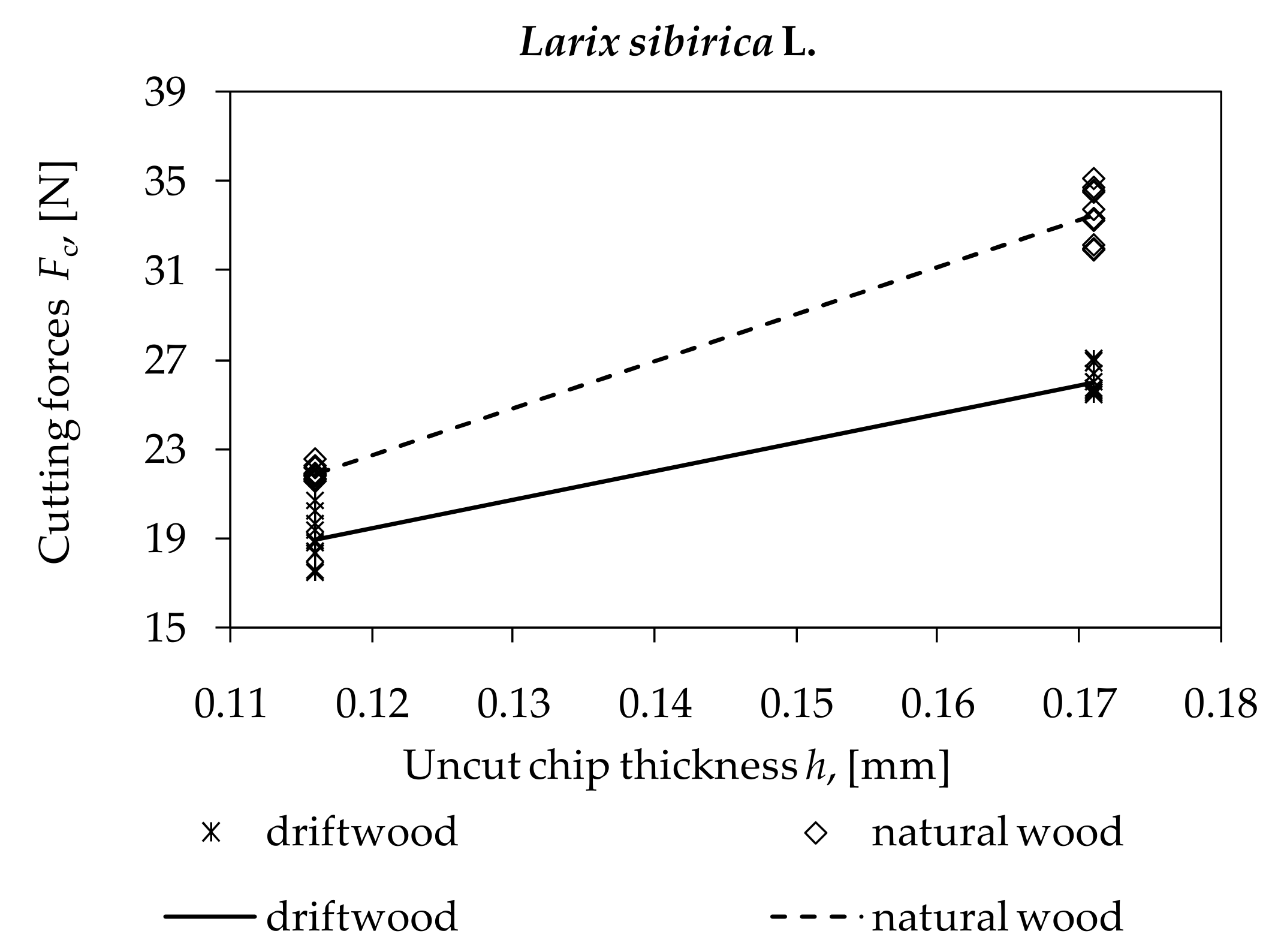
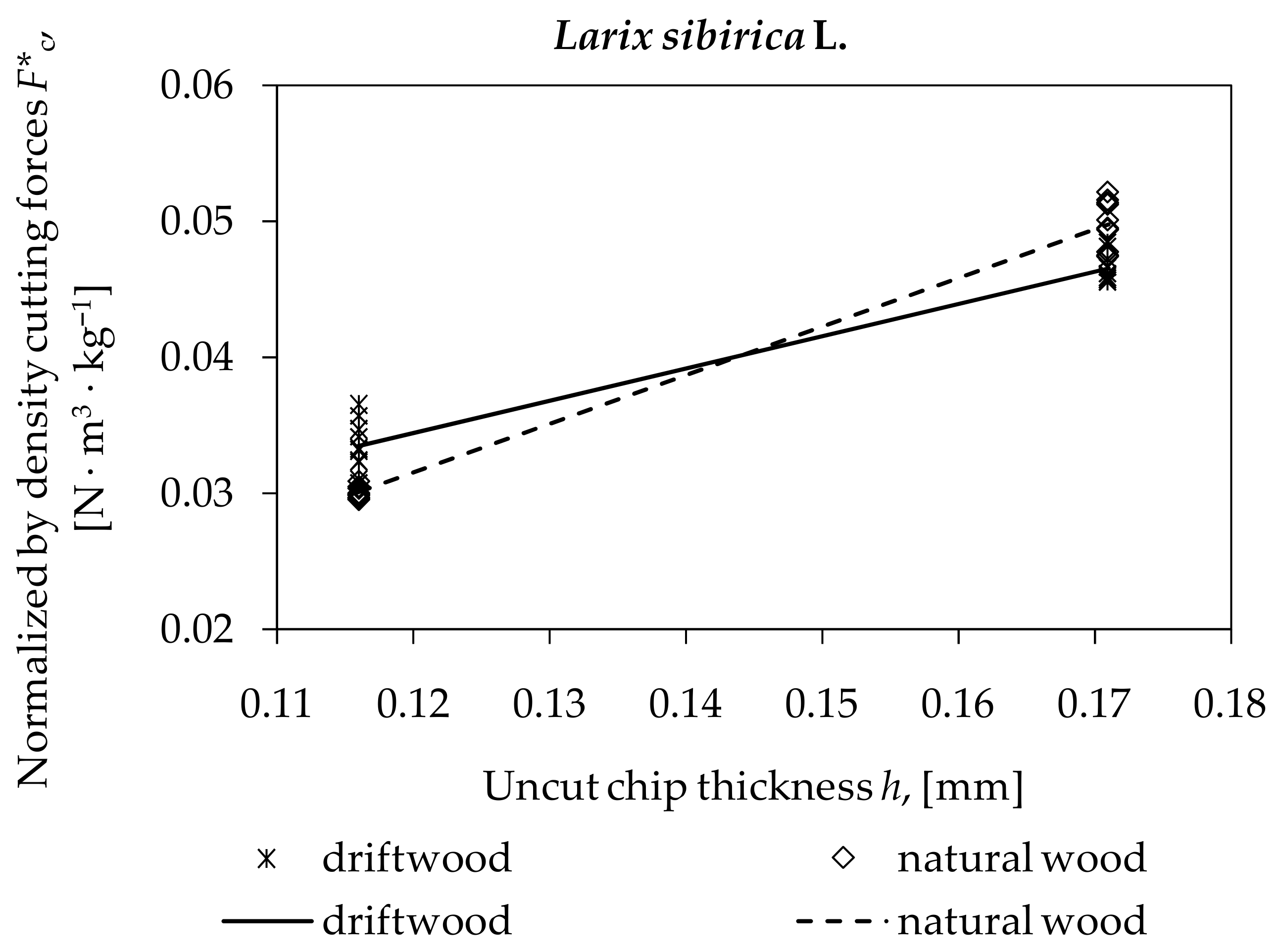
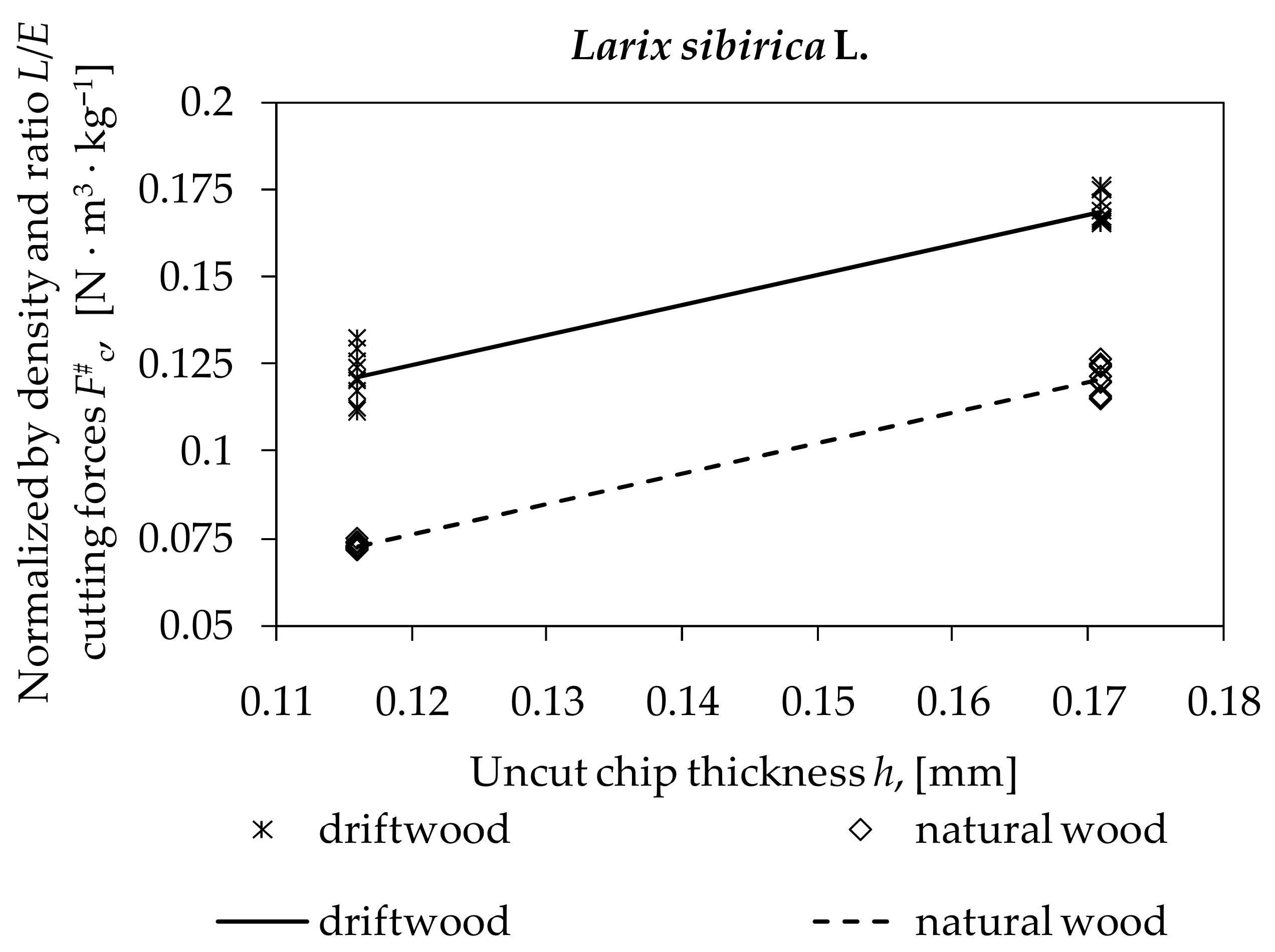
- The wood modification observed in driftwood affects the overall machinability properties of this material, revealed as changes of double-normalized cutting forces. It is known that elevated cutting forces result in a deterioration of the machined surface smoothness. As a consequence, the adhesion of coatings on these machined surfaces is altered.
- The ratio of late and early woods within the annual ring is an important factor affecting the values of cutting forces. A higher content of late wood increases the cutting power required for wood sawing. Special attention should be directed toward controlling the L/E ratio while researching the effect of wood modification on machinability.
- The double normalization of cutting forces by density and followed by L/E ratio allows the direct comparison of machinability properties not possible for wood samples with different properties of annual growth.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mooney, D.E. Examining possible driftwood use in Viking Age Icelandic boats. Nor. Archaeol. Rev. 2016, 49, 156–176. [Google Scholar] [CrossRef]
- The First Churches Were Made of Driftwood and Icelandic Birch. Available online: https://english.hi.is/the_first_churches_were_made_of_driftwood_and_icelandic_birch (accessed on 14 December 2020).
- Mooney, D.E. A ‘North Atlantic island signature’ of timber exploitation: Evidence from wooden artefact assemblages from Viking Age and Medieval Iceland. J. Archaeol. Sci. Rep. 2016, 7, 280–289. [Google Scholar] [CrossRef]
- Mooney, D.E. Does the ‘Marine Signature’ of driftwood persist in the archaeological record? An experimental case study from Iceland. Environ. Archaeol. 2018, 23, 217–227. [Google Scholar] [CrossRef]
- Eggertsson, O. Origin of the driftwood on the coasts of Iceland: A dendrochronological study. Jökull 1993, 43, 15–32. [Google Scholar]
- Peltola, H.; Kellomäki, S.; Hassinen, A.; Granander, M. Mechanical stability of Scots pine, Norway spruce and birch: An analysis of tree-pulling experiments in Finland. For. Ecol. Manag. 2000, 135, 143–153. [Google Scholar] [CrossRef]
- Danielewicz, D.; Surma-Ślusarska, B. Properties and fibre characterisation of bleached hemp, birch and pine pulps: A comparison. Cellulose 2017, 24, 5173–5186. [Google Scholar] [CrossRef] [Green Version]
- Hellmann, L.; Tegel, W.; Geyer, J.; Kirdyanov, A.V.; Nikolaev, A.N.; Eggertsson, Ó.; Altman, J.; Reinig, F.; Morganti, S.; Wacker, L.; et al. Dendro-provenancing of Arctic driftwood. Quat. Sci. Rev. 2017, 162, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Hellmann, L.; Tegel, W.; Eggertsson, Ó.; Schweingruber, F.H.; Blanchette, R.; Kirdyanov, A.; Gärtner, H.; Büntgen, U. Tracing the origin of Arctic driftwood. J. Geophys. Res. Biogeosci. 2013, 118, 68–76. [Google Scholar] [CrossRef] [Green Version]
- Hellmann, L.; Tegel, W.; Kirdyanov, A.V.; Eggertsson, Ó.; Esper, J.; Agafonov, L.; Nikolaev, N.A.; Knorre, A.A.; Myglan, V.S.; Churakova, O.; et al. Timber logging in Central Siberia is the main source for recent Arctic driftwood. Arct. Antarct. Alp. Res. 2015, 47, 449–460. [Google Scholar] [CrossRef] [Green Version]
- Hellmann, L.; Kirdyanov, A.V.; Büntgen, U. Effects of Boreal timber rafting on the composition of Arctic driftwood. Forests 2016, 7, 257. [Google Scholar] [CrossRef] [Green Version]
- Steelandt, S.; Marguerie, D.; Bhiry, N.; Delwaide, A. A study of the composition, characteristics, and origin of modern driftwood on the western coast of Nunavik (Quebec, Canada). J. Geophys. Res. Biogeosci. 2015, 120, 480–501. [Google Scholar] [CrossRef]
- Hole, G.M.; Macias-Fauria, M. Out of the woods: Driftwood insights into Holocene pan-Arctic sea ice dynamics. J. Geophys. Res. Oceans 2017, 122, 7612–7629. [Google Scholar] [CrossRef]
- Dalaiden, Q.; Goosse, H.; Lecomte, O.; Docquier, D. A model to interpret driftwood transport in the Arctic. Quat. Sci. Rev. 2018, 191, 89–100. [Google Scholar] [CrossRef]
- An International Team of Scientists Studying Driftwood along Icelandic Shores. Available online: https://icelandmag.is/article/international-team-scientists-studying-driftwood-along-icelandic-shores (accessed on 10 January 2021).
- Komorowicz, M.; Wróblewska, H.; Fojutowski, A.; Kropacz, A.; Noskowiak, A.; Gajek, G.; Franczak, Ł.; Łęczyński, L. Properties of driftwood from Bellsund coast (Svalbard): Preliminary results. New perspectives in polar research. In Proceedings of the 35th Polar Symposium Diversity and State of Polar Ecosystems, Wrocław, Poland, 4–7 June 2014; Migała, K., Owczarek, P., Kasprzak, M., Mateusz, M.C., Eds.; Institute of Geography and Regional Development, University of Wrocław: Wroclav, Poland, 2014. [Google Scholar]
- Blanchette, R.A.; Held, B.W.; Hellmann, L.; Millman, L.; Büntgen, U. Arctic driftwood reveals unexpectedly rich fungal diversity. Fungal Ecol. 2016, 23, 58–65. [Google Scholar] [CrossRef]
- Rämä, T.; Davey, M.L.; Nordén, J.; Halvorsen, R.; Blaalid, R.; Mathiassen, G.H.; Alsos, I.G.; Kauserud, H. Fungi sailing the Arctic Ocean: Speciose communities in North Atlantic driftwood as revealed by high-throughput amplicon sequencing. Microb. Ecol. 2016, 72, 295–304. [Google Scholar] [CrossRef]
- Rämä, T.; Hassett, B.T.; Bubnova, E. Arctic marine fungi: From filaments and flagella to operational taxonomic units and beyond. Bot. Mar. 2017, 60, 433–452. [Google Scholar] [CrossRef]
- Kunttu, P.; Pasanen, H.; Rämä, T.; Kulju, M.; Kunttu, S.-M.; Kotiranta, H. Diversity and ecology of aphyllophoroid fungi on driftwood logs on the shores of the Baltic Sea. Nord. J. Bot. 2020, e02735. [Google Scholar] [CrossRef]
- Bartocci, P.; Barbanera, M.; D’Amico, M.; Laranci, P.; Cavalaglio, G.; Gelosia, M.; Ingles, D.; Bidini, G.; Buratti, C.; Cotana, F.; et al. Thermal degradation of driftwood: Determination of the concentration of sodium, calcium, magnesium, chlorine and sulfur containing compounds. Waste Manag. 2016, 60, 151–157. [Google Scholar] [CrossRef]
- Cotana, F.; Buratti, C.; Barbanera, M.; Cavalaglio, G.; Foschini, D.; Nicolini, A.; Pisello, A.L. Driftwood biomass in Italy: Estimation and characterization. Sustainability 2016, 8, 725. [Google Scholar] [CrossRef] [Green Version]
- Tsai, W.T.; Tsai, Y.-L.; Liu, S.-C. Utilization of driftwood as an energy source and its environmental and economic benefit analysis in Taiwan. BioResources 2011, 6, 4781–4789. [Google Scholar]
- Shaw, J.D. Economies of driftwood: Fuel harvesting strategies in the Kodiak Archipelago. Études/Inuit/Studies 2012, 36, 63–88. [Google Scholar] [CrossRef] [Green Version]
- Salca, E.A.; Krystofiak, T.; Lis, B. Evaluation of selected properties of alder wood as functions of sanding and coating. Coatings 2017, 7, 176. [Google Scholar] [CrossRef] [Green Version]
- Vitosyte, J.; Ukvalbergiene, K.; Keturakis, G. The effects of surface roughness on adhesion strength of coated ash (Fraxinus excelsior L.) and birch (Betula L.) wood. Mater. Sci. 2012, 18, 347–351. [Google Scholar] [CrossRef]
- Meijer, M.; Thurich, K.; Militz, N. Comparative study on penetration characteristics of modern wood coatings. Wood Sci. Technol. 1998, 32, 347–365. [Google Scholar] [CrossRef]
- Hidden Wood—Driftwood in Design. Available online: https://hadesignmag.is/2015/08/10/hidden-wood-driftwood-in-design/?lang=en (accessed on 14 December 2020).
- Wasielewski, R.; Orlowski, K. Hybrid dynamically balanced saw frame drive. Holz als Roh- und Werkst. 2002, 60, 202–206. [Google Scholar] [CrossRef]
- Chuchala, D.; Ochrymiuk, T.; Orlowski, K.A.; Lackowski, M.; Taube, P. Predicting cutting power for band sawing process of pine and beech wood dried with the use of four different methods. BioResources 2020, 15, 1844–1860. [Google Scholar] [CrossRef]
- Sinn, G.; Chuchała, D.; Orlowski, K.A.; Taube, P. Cutting model parameters from frame sawing of natural and impregnated Scots pine (Pinus sylvestris L.). Eur. J. Wood Wood Prod. 2020, 78, 777–784. [Google Scholar] [CrossRef]
- Chuchala, D.; Sandak, J.; Orlowski, K.A.; Muzinski, T.; Lackowski, M.; Ochrymiuk, T. Effect of the drying method of pine and beech wood on fracture toughness and shear yield stress. Materials 2020, 13, 4692. [Google Scholar] [CrossRef]
- Chuchala, D.; Orlowski, K.A.; Sandak, A.; Sandak, J.; Pauliny, D.; Barański, J. The effect of wood provenance and density on cutting forces while sawing Scots pine (Pinus sylvestris L.). BioResources 2014, 9, 5349–5361. [Google Scholar] [CrossRef] [Green Version]
- Licow, R.; Chuchala, D.; Deja, M.; Orlowski, K.A.; Taube, P. Effect of pine impregnation and feed speed on sound level and cutting power in wood sawing. J. Clean. Prod. 2020, 272, 122833. [Google Scholar] [CrossRef]
- Atkins, A. Toughness and cutting: A new way of simultaneously determining ductile fracture toughness and strength. Eng. Fract. Mech. 2005, 72, 849–860. [Google Scholar] [CrossRef]
- Orlowski, K.A.; Ochrymiuk, T.; Sandak, J.; Sandak, J. Estimation of fracture toughness and shear yield stress of orthotropic materials in cutting with rotating tools. Eng. Fract. Mech. 2017, 178, 433–444. [Google Scholar] [CrossRef]
- Sharapov, E.; Brischke, C.; Militz, H. Effect of grain direction on drilling resistance measurements in wood. Int. J. Archit. Herit. 2020. [Google Scholar] [CrossRef]
- Koizumi, A.; Kitagawa, M.; Hirai, T. Effects of growth ring parameters on mechanical properties of Japanese larch (Larix kaempferi) from various provenances. Eurasian J. For. Res. 2005, 8, 85–90. [Google Scholar]
- Zhu, J.; Nakano, T.; Hirakawa, Y. Effect of growth on wood properties for Japanese larch (Larix kaempferi): Differences of annual ring structure between corewood and outerwood. J. Wood Sci. 1998, 44, 392–396. [Google Scholar] [CrossRef]
- Luostarinen, K.; Heräjärvi, H. Dependence of shear strength on wood properties in cultivated Larix sibirica. Wood Mater. Sci. Eng. 2011, 6, 177–184. [Google Scholar] [CrossRef]
- Luostarinen, K.; Heräjärvi, H. Relation of arabinogalactans to density, growth rate and shear strength in wood of cultivated Siberian larch. Eur. J. Wood Wood Prod. 2013, 71, 29–36. [Google Scholar] [CrossRef]
- Mikkola, M.T.; Korhonen, R.K. Effect of latewood proportion on mechanical properties of Finnish pine wood modified with compression drying. Wood Fiber Sci. 2013, 45, 335–342. [Google Scholar]
- Ishiguri, F.; Tumenjargal, B.; Baasan, B.; Jigjjav, A.; Pertiwi, Y.A.B.; Aiso-Sanada, H.; Takashima, Y.; Iki, T.; Ohshima, J.; Iizuka, K.; et al. Wood properties of Larix sibirica naturally grown in Tosontsengel, Mongolia. Int. Wood Prod. J. 2018, 9, 127–133. [Google Scholar] [CrossRef]
- Neverov, N.A.; Belyaev, V.V.; Chistova, Z.B.; Kutinov, Y.G.; Staritsyn, V.V.; Polyakova, E.V.; Mineev, A.L. Effects of geo-ecological conditions on larch wood variations in the North European part of Russia (Arkhangelsk region). J. For. Sci. 2017, 63, 192–197. [Google Scholar] [CrossRef] [Green Version]
- Tumenjargal, B.; Ishiguri, F.; Aiso-Sanada, H.; Takahashi, Y.; Baasan, B.; Chultem, G.; Ohshima, J.; Yokota, S. Geographic variations of wood properties of Larix sibirica naturally grown in Mongolia. Silva Fenn. 2018, 52, 10002. [Google Scholar] [CrossRef] [Green Version]
- Horacek, M.; Jakusch, M.; Krehan, H. Control of origin of larch wood: Discrimination between European (Austrian) and Siberian origin by stable isotope analysis. Rapid Commun. Mass Spectrom. 2009, 23, 3688–3692. [Google Scholar] [CrossRef] [PubMed]
- Sykacek, E.; Gierlinger, N.; Wimmer, R.; Schwanninger, M. Prediction of natural durability of commercial available European and Siberian larch by near-infrared spectroscopy. Holzforschung 2006, 60, 643–647. [Google Scholar] [CrossRef]
- Hlásková, L.; Kopecký, Z.; Novák, V. Influence of wood modification on cutting force, specific cutting resistance and fracture parameters during the sawing process using circular sawing machine. Eur. J. Wood Wood Prod. 2020, 78, 1173–1182. [Google Scholar] [CrossRef]
- Lhate, I.; Cuvilas, C.; Terziev, N.; Jirjis, R. Chemical composition of traditionally and lesser used wood species from Mozambique. Wood Mater. Sci. Eng. 2010, 5, 143–150. [Google Scholar] [CrossRef]
- Orlowski, K.A.; Sandak, J. Analysis of specific cutting resistance while cutting frozen pine blocks with narrow-kerf stellite tipped saws on frame sawing machines. In Proceedings of the COST E35 Workshop on Processing of Frozen Wood, Lappeenranta University of Technology, Lappeenranta, Finland, 16–17 June 2005. [Google Scholar]
- Orlowski, K.; Sandak, J.; Negri, M.; Dzurenda, L. Sawing frozen wood with narrow kerf saws: Energy and quality effects. For. Prod. J. 2009, 59, 79–83. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Sample Name | ρ | WAR | LW | EW | L/E |
|---|---|---|---|---|---|---|
| kg m−3 | mm | mm | mm | – | ||
| DL | Driftwood Larch | 554.7 ± 15.5 | 0.72 ± 0.23 | 0.15 ± 0.04 | 0.57 ± 0.20 | 0.28 ± 0.09 |
| L | Larch | 694.9 ± 31.5 | 0.52 ± 0.09 | 0.15 ± 0.04 | 0.37 ± 0.07 | 0.41 ± 0.10 |
| Parameter | Symbol | Value | Unit | |
|---|---|---|---|---|
| Machine Parameters | ||||
| number of strokes of saw frame per min | nF | 685 | spm | |
| saw frame stroke | HF | 162 | mm | |
| number of saws in the gang | m | 5 | – | |
| average cutting speed | vc | 3.69 | m·s−1 | |
| feed speed | slow | vf1 | 0.99 | m·min−1 |
| fast | vf2 | 1.45 | m·min−1 | |
| feed per tooth | slow | fz1 | 0.116 | mm |
| fast | fz2 | 0.171 | mm | |
| Tool Parameters | ||||
| the sharp saw blades with stellite tipped teeth | – | – | – | |
| overall set (kerf width) | St | 2 | mm | |
| saw blade thickness | s | 0.9 | mm | |
| free length of the saw blade | L0 | 318 | mm | |
| blade width | b | 30 | mm | |
| tooth pitch | tp | 13 | mm | |
| tool side rake angle | γf | 9 | ° | |
| tool side clearance | αf | 14 | ° | |
| tension stresses of saws in the gang | σN | 300 | MPa | |
| Larch Wood (Larix siberica L.) | |||||||
|---|---|---|---|---|---|---|---|
| Sample Code | Source | DF | Adj SS | Adj MS | F—Value | P—Value | F—Critical |
| Density, ρ (kg m−3) | |||||||
| DL | between groups | 1 | 59,009 | 59,009 | 99.09 | 1.66 × 10−6 | 4.96 |
| L | within groups | 10 | 5955 | 595 | - | - | - |
| total | 11 | 64,964 | - | - | - | - | |
| Width annual rings, WAR (mm) | |||||||
| DL | between groups | 1 | 0.566 | 0.566 | 19.75 | 4.21 × 10−5 | 4.01 |
| L | within groups | 56 | 1.604 | 0.029 | - | - | - |
| total | 57 | 2.170 | - | - | - | - | |
| Width late wood in annual rings, LW (mm) | |||||||
| DL | between groups | 1 | 9.22 × 10−5 | 9.22 × 10−5 | 0.058 | 0.81 | 4.01 |
| L | within groups | 56 | 0.088 | 0.002 | - | - | - |
| total | 57 | 0.088 | - | - | - | - | |
| Width early wood in annual rings, EW (mm) | |||||||
| DL | between groups | 1 | 0.580 | 0.580 | 26.98 | 2.98 × 10−6 | 4.01 |
| L | within groups | 56 | 1.205 | 0.021 | - | - | - |
| total | 57 | 1.785 | - | - | - | - | |
| Ratio late wood to early wood in annual rings, Ratio L/E (−) | |||||||
| DL | between groups | 1 | 0.272 | 0.272 | 32.72 | 4.32 × 10−7 | 4.01 |
| L | within groups | 56 | 0.465 | 0.008 | - | - | - |
| total | 57 | 0.737 | - | - | - | - | |
| Larch Wood (Larix siberica L.) | |||||||
|---|---|---|---|---|---|---|---|
| Sample Code | Source | DF | Adj SS | Adj MS | F—Value | P—Value | F—Critical |
| Double normalized cutting forces, F#c(h1) (N·m3·kg −1) | |||||||
| DL | between groups | 1 | 0.012 | 0.012 | 487.4 | 1.74 × 10−14 | 4.414 |
| L | within groups | 18 | 0.0004 | 2.4 × 10−5 | - | - | - |
| total | 19 | 0.012 | - | - | - | - | |
| Double normalized cutting forces, F#c(h2) (N·m3·kg −1) | |||||||
| DL | between groups | 1 | 0.011 | 0.011 | 670.1 | 1.08 × 10−15 | 4.414 |
| L | within groups | 18 | 0.0003 | 1.72 × 10−5 | - | - | - |
| total | 19 | 0.012 | - | - | - | - | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chuchala, D.; Sandak, A.; Orlowski, K.A.; Sandak, J.; Eggertsson, O.; Landowski, M. Characterization of Arctic Driftwood as Naturally Modified Material. Part 1: Machinability. Coatings 2021, 11, 278. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11030278
Chuchala D, Sandak A, Orlowski KA, Sandak J, Eggertsson O, Landowski M. Characterization of Arctic Driftwood as Naturally Modified Material. Part 1: Machinability. Coatings. 2021; 11(3):278. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11030278
Chicago/Turabian StyleChuchala, Daniel, Anna Sandak, Kazimierz A. Orlowski, Jakub Sandak, Olafur Eggertsson, and Michal Landowski. 2021. "Characterization of Arctic Driftwood as Naturally Modified Material. Part 1: Machinability" Coatings 11, no. 3: 278. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11030278