1. Introduction
Laser cladding technology is widely utilized in the aerospace, ship building, and automobile industries. It uses high-energy laser beams to melt powders and make them metallurgical combined with a matrix [
1,
2]. IN718 alloy has been frequently used in laser cladding due to its good mechanical properties and corrosion resistance [
3,
4], whereas its hardness and wear resistance are limited. The addition of a reinforcement phase is an effective method to improve the mechanical properties of the metal matrix [
5]. For example, WC is an ideal reinforcement material for IN718 due to its high melting point, high hardness, and good wettability with Ni-based alloys [
6,
7].
In the high-temperature laser molten pool, WC particles dissolve and metallurgically react with the IN718 matrix, which significantly influences the microstructures of the IN718/WC composite coatings [
8]. Meanwhile, the convection in the laser molten pool has an important effect on these processes. Experimental research has revealed some of these influences. Due to the dissolution and decomposition of WC particles, various kinds of microstructure are formed around WC particles, such as a cellular alloy reaction layer, eutectic structures, and carbides [
9,
10,
11]. The generated graphite reacts with oxygen in the atmosphere and forms CO and CO
2, which are the sources of gas porosities. Meanwhile, WC particles could limit the escape of gas [
12,
13].
However, the randomness and complexity of the experimental results make it difficult to systematically investigate the effects of WC particles on microstructures under different solidification conditions. Additionally, it is difficult to reveal the formation mechanisms of certain microstructures with the limited experimental methods available. Fortunately, numerical simulations can make up for these deficiencies. At present, some microstructure simulation methods, such as phase-field modeling [
14,
15], cellular automata [
16,
17], and the envelope mesoscopic model [
18,
19] are available. Compared with other methods, phase-field modeling is outstanding due to its thermodynamic consistency [
20] and avoidance of explicit interface tracking [
21].
Recently, some scholars applied phase-field modeling to the investigation of microstructure evolution in laser additive manufacturing. Xiao [
22] developed a multiscale model by integrating the macroscale mass and heat transfer model and the microscale phase-field model and explored the primary dendritic arm spacing of the columnar dendrites in laser additive manufacturing. Acharya [
23] predicted the microstructure in the laser powder bed fusion process by phase-field simulations, including element segregation, dendrite size, and dendrite orientation. Liu [
24] coupled phase-field modeling and the thermal lattice Boltzmann method to simulate the microstructure evolution during rapid solidification and revealed the importance of latent heat to the formation of secondary arms.
In previous modeling works, the solidification of IN718/WC composite coatings has not been analyzed by phase-field simulations, and most of the developed phase-field models are single-phase models, which cannot be used to solve problems involving multiple thermodynamic phases. Thus, a phase-field model that can be used for this type of research remains to be built.
In this work, a novel numerical model was proposed for the solidification process of IN718/WC composite coatings. The model was established by the coupled multi-phase-field model (MPF) and the lattice Boltzmann method (LBM). The effects of WC particles on the microstructures of IN718/WC composite coatings fabricated by laser cladding were investigated through phase-field simulations and verified by experiments. First, different kinds of microstructure evolutions around WC particles were simulated. Then, the effects of the convection on microstructure evolution, including the formation of WC convection diffusion bands (WCCDB) and the nonuniform growth of cellular structures, were discussed. More importantly, the inhibition effect of WCCDBs on the growth of columnar crystals was analyzed in detail. Finally, microhardness and wear tests were carried out to investigate the improved mechanical properties of IN718 coatings reinforced by WC particles.
2. Model Development
The numerical model includes two components: two thermodynamic phases and fluid flow. The IN718/WC composite coating is treated as an Ni-WC binary eutectic system by neglecting the chemical reaction and simplifying IN718 as pure Ni. Thus, interactions involving other elements in the IN718 alloy, such as the segregation of Cr, cannot be reflected in this model. The numerical model was established using the coupled MPF-LBM method, in which the MPF model simulates the phase evolution and solute transport, while the LBM determines the convection velocity. The physical fields involved include the phase field, solute concentration field, temperature field, and velocity field, so the solid–liquid phase transition, the solute transport, the temperature variation, and melt flow can be considered. In the temperature field, the latent heat is neglected, because the thermal diffusivity is 3–5 orders larger than the solute diffusivity in liquid [
25]. Therefore, the linear temperature field is employed; this includes the linear cooling rate and linear temperature gradient.
2.1. Multiphase-Field Method
The MPF method is employed to determine the solid–liquid phase transition and the solute transport problems in simulations. The MPF method has multiple-order parameters and is able to calculate phase evolutions of multiple thermodynamic phases simultaneously. The MPF model employed in this work follows the method described in [
26]. The total free energy of the simulation domain consists of the interfacial free energy and the chemical free energy and is represented as follows:
where Ω,
Φ(x,t), and
c(x,t) are the calculation domain, the order parameters, and the concentration field, respectively. The interfacial free energy density is
where
σαβ is the interfacial energy between phases α and β and is usually anisotropic. In addition,
η is the finite interface width, and
Φα is the order parameter of phase α, which indicates the local phase fraction of phase α.
The chemical free energy density is
where
cα is the solute concentration of phase α,
fα(
cα) is the bulk-free energy of phase α, and
λ is a generalized chemical potential to ensure the mass conservation of the total solute.
Two different anisotropic interface energy expressions are applied, because phase δ-WC is a hexagonal close-packed phase, while phase γ-Ni is a face-centered cubic phase. The interface energy of δ-WC is expressed as [
27]
where
σ*αβ and
δhex represent the interface energy coefficient and the anisotropy coefficient, respectively. Meanwhile,
θ is the angle between the surface normal and the first prismatic direction and can be solved by
θ = arctan(ny/nx), where
nx and
ny are components of the unit normal vector at the interface. Meanwhile, the interface energy of γ-Ni is expressed as
The final evolution equation for each order parameter is
where
where
Mαβ is the interface mobility between phases α and β. ξ is the noise term, which is a uniformly distributed random number in the range of −0.4 to 0.4 [
15].
N is the number of order parameters that can affect phase α at position
x. Δ
gαβ is the thermodynamic driving force between phases α and β, which represents the effect of the solute concentration at the interface.
The evolution equation for the concentration is
where
ν is the melt flow velocity, which is determined by the LBM.
Jαβ is the antitrapping current.
Dα is the temperature-dependent solute diffusion coefficient expressed in Equation (11).
,
Qα, R, and
T are the diffusion constant, the activation energy, the ideal gas constant, and the temperature, respectively.
Equations (6) and (10) are the governing equations of the MPF, which need to be discretized by an explicit first-order scheme [
26]. The discretized time step is Δ
t, and the discretized space interval is Δ
x.
2.2. Nucleation Model
Nucleation plays a significant role in microstructure evolutions, as it controls the sizes of grains and the growth of eutectic structures. The nucleation model used in this work follows that described in [
28]. First, nuclei points are generated randomly according to the nucleation density. Then, the thermodynamic driving force Δ
gαβ of each point is calculated. When Δ
gαβ is higher than the minimum nucleation driving force, and the volume fraction of the melt exceeds 30%, the program will generate the corresponding phase.
The nucleation of δ-WC and γ-Ni in the melt was considered through simulations. Nucleation was conducted three times during a simulation, including at the freezing temperature of δ-WC, at the freezing temperature of γ-Ni, and at the eutectic temperature. The nucleation parameters are shown in
Table 1.
2.3. Lattice Boltzmann Method
The LBM method is employed to solve the melt velocity term in Equation (10). Compared with computational fluid dynamics (CFD), LBM is known for its excellent convergence and parallel computing ability. Therefore, it is applicable for solving incompressible flow problems in phase field simulations.
The LBM is a mesoscale method in which fluid is replaced by distribution functions of fractious particles [
29]. The evolution equation of distribution functions is
where
fk(
x,t) is the
kth distribution function at position
x and time moment
t, while
fk(
x +
lkΔ
t,t + Δ
t) represents the
kth distribution function at position
x +
lkΔ
t after time step Δ
t. Equation(12) is split into Equations (13) and (14) for the convenience of calculation and comprehension,
with the relaxation factor
τ being solved by Equation (15),
with the kinematic viscosity ν, the lattice velocity
l = Δ
r/Δ
t, the lattice interval Δ
r, and the time step Δ
t.
l equals 1 in the model. The equilibrium distribution function
is expressed as
Fk(
x,t) is the discrete external force and is given by [
30]
Only gravity is considered in F, and g is the gravitational acceleration, while ρ is the fluid density.
The D3Q27 model is adopted to allow 2D and 3D simulations.
Macroscopic properties of fluid, including the density
ρ and the momentum
ρuliquid, are calculated by
fk,
2.4. MPF-LBM Algorithm Implementation
The algorithm structure of the MPF-LBM model is shown in
Figure 1. It introduces the calculation sequence of each physical field and the information flow between fields. The algorithm was built on the basis of the open-source phase-field simulation toolkit OpenPhase [
26]. The visualization and analysis of the calculation results were processed with the open-source visualization tool Pareview.
5. Conclusions
A novel numerical model was established for the solidification process of IN718/WC composite coatings by the coupled LBM-MPF method. The effects of the WC particles on the microstructure of IN718/WC composite coatings fabricated by laser cladding were investigated by simulations and verified experiments. The improved hardness and wear properties of the IN718 coatings reinforced by WC particles were analyzed. The following conclusions were obtained:
With a decrease in the temperature, a cellular alloy reaction layer, IN718 grains, and eutectic structure are formed around WC particles.
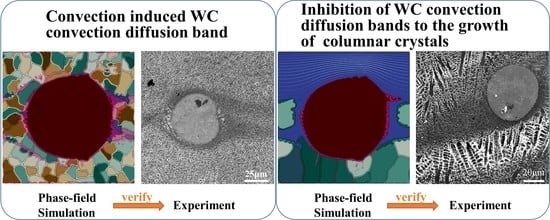
Convection of the laser molten pool can induce double-tail-like or spindle-like WCCDBs. The hardness of the WCCDBs is higher than that of the IN718 matrix.
WCCDBs can inhibit the growth of columnar crystals. In detail, the freezing temperature of the WCCDBs is lower than that at other positions in the melt, so the WCCDBs can block the growth path of columnar crystals.
Under the combined effects of solid solution strengthening of WC and the dispersion strengthening of WC particles, the average hardness of the IN718/WC composite coating reached 377.54 HV0.2, 43.79% higher than that of the IN718 coating.
WC particles can improve the abrasive wear of the IN718 coating. In this study, the friction coefficient of the IN718/WC composite coating decreased to 0.508 and the wear track depth decreased to 8.72 μm.
In future work, the multiphase flow model should be employed to determine the flow velocity, because the viscosities of molten WC and molten IN718 are different. The thermodynamic parameters of the Ni-WC system should be investigated further to improve the quantitative performance of the simulation. Finally, taking multiple elements into consideration is a challenge, including other elements in the IN718 alloy and the decomposition products of WC; however, such research is important to further reveal the microstructure evolution around WC particles.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}