
Fluorine-Free Plasma Polymers to Obtain Water-Repellent Cotton Fabrics: How to Control Their Durability?
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
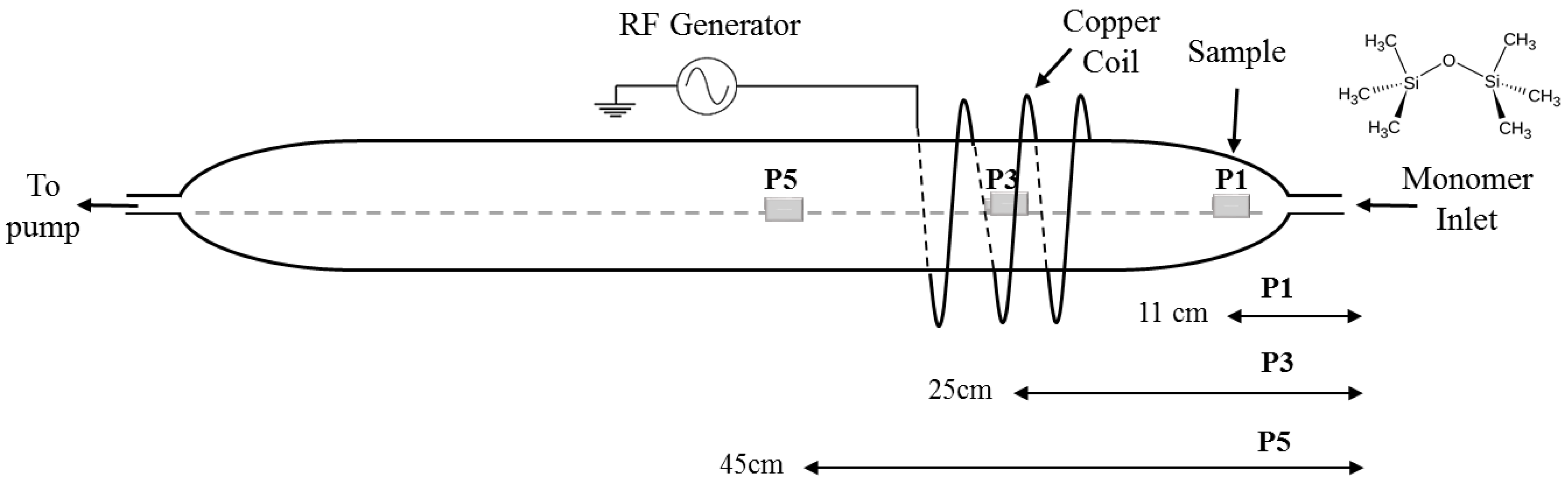
2.1. Deposition of HMDSO Plasma Polymer by Plasma Polymerization
2.2. Washing of Cotton Fabrics
2.3. Characterization of HMDSO Plasma Polymer Thin Films
2.3.1. Atomic Force Microscopy (AFM)
2.3.2. Scanning Electron Microscopy (SEM), Possibly Coupled with Energy Dispersive X-ray (EDX) Spectroscopy
2.3.3. Water Static Contact Angle Measurements
2.3.4. Electron Paramagnetic Resonance (EPR) Spectroscopy
3. Results and Discussion
3.1. Evaluation of the Durability of HMDSO Plasma Polymers Deposited on Cotton Fabrics
3.1.1. Development of Water-Repellent Plasma Polymer Coatings on Cotton Fabrics
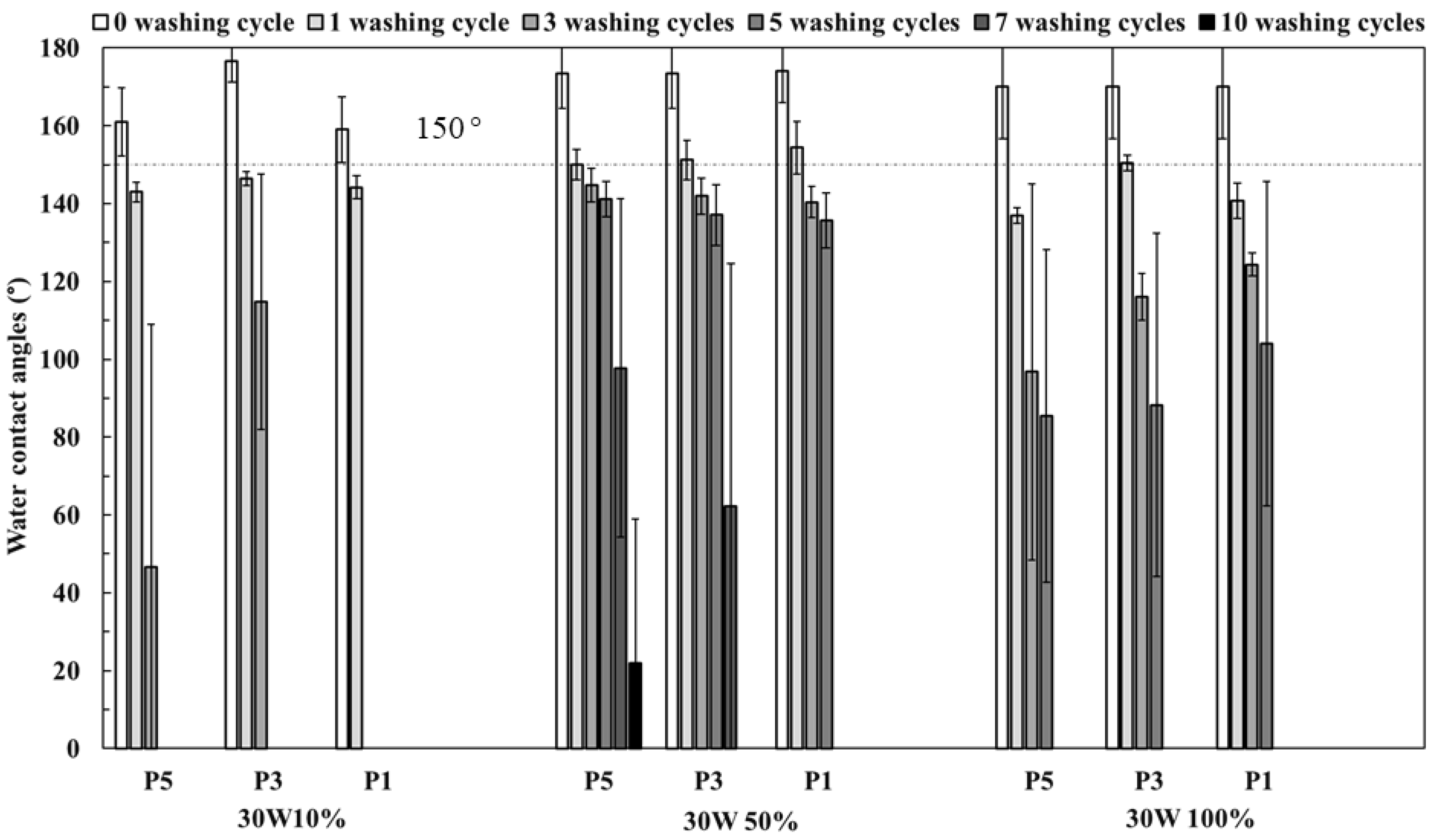
3.1.2. Resistance to Washing Cycles to Evaluate the Durability of Coated Cotton Fabrics
3.2. Understanding the Washing Resistance of HMDSO Plasma Polymers on Cotton Fabrics
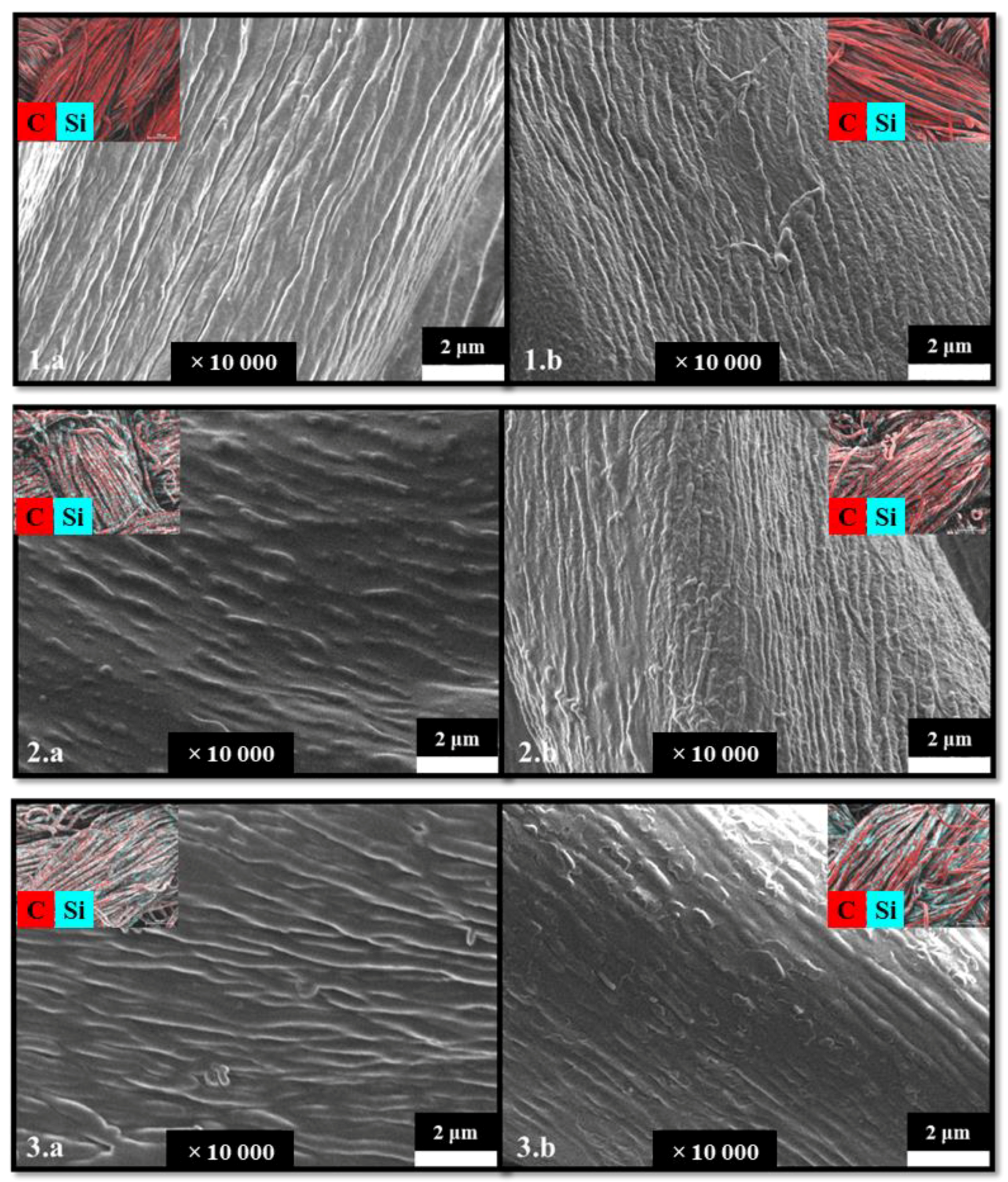
3.2.1. Investigation of Possible Chemical and Morphological Changes during Washing
3.2.2. Determination of Mechanical Properties of HMDSO Plasma Polymers
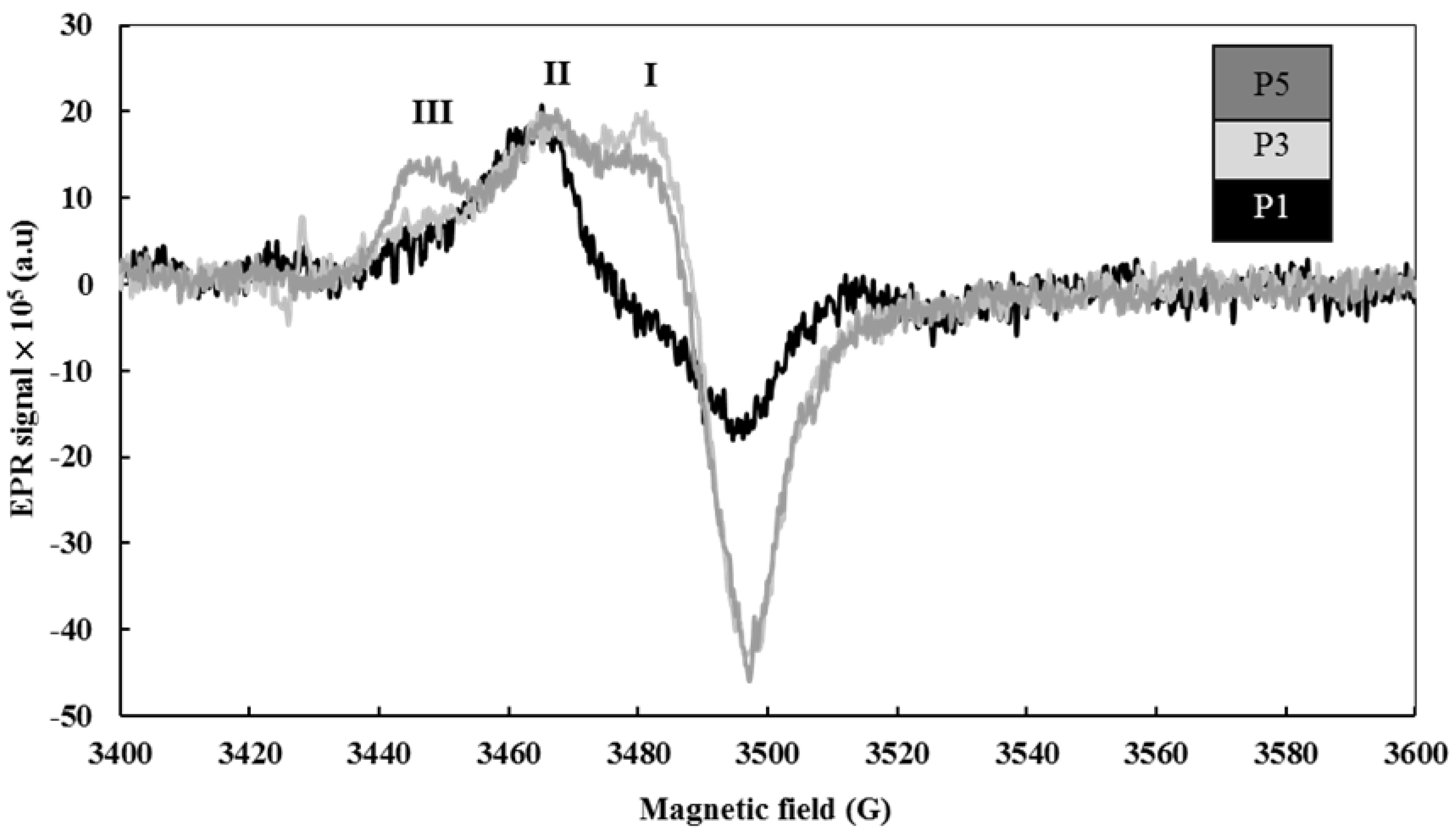
3.2.3. Indirect Evaluation of the Interface Quality of HMDSO Plasma Polymers—Cotton Fibers by EPR Spectroscopy
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, S.; Liu, K.; Yao, X.; Jiang, L. Bioinspired Surfaces with Superwettability: New Insight on Theory, Design, and Applications. Chem. Rev. 2015, 115, 8230–8293. [Google Scholar] [CrossRef] [PubMed]
- Kota, A.K.; Kwon, G.; Tuteja, A. The design and applications of superomniphobic surfaces. NPG Asia Mater. 2014, 6, e109. [Google Scholar] [CrossRef]
- Darmanin, T.; Guittard, F. Superhydrophobic and superoleophobic properties in nature. Mater. Today 2015, 18, 273–285. [Google Scholar] [CrossRef]
- Li, S.; Huang, J.; Chen, Z.; Chen, G.; Lai, Y. A review on special wettability textiles: Theoretical models, fabrication technologies and multifunctional applications. J. Mater. Chem. A 2017, 5, 31–55. [Google Scholar] [CrossRef]
- Manley, R.S.J. Fine Structure of Native Cellulose Microfibrils. Nature 1964, 204, 1155–1157. [Google Scholar] [CrossRef]
- Li, S.H.; Huang, J.Y.; Ge, M.Z.; Li, S.W.; Xing, T.L.; Chen, G.Q.; Liu, Y.Q.; Zhang, K.Q.; Al-Deyab, S.S.; Lai, Y.K. Controlled grafting superhydrophobic cellulose surface with environmentally-friendly short fluoroalkyl chains by ATRP. Mater. Des. 2015, 85, 815–822. [Google Scholar] [CrossRef]
- Li, Y.; Zheng, X.; Zhu, H.; Wu, K.; Lu, M. Synthesis and self-assembly of well-defined binary graft copolymer and its use in superhydrophobic cotton fabrics preparation. RSC Adv. 2015, 5, 46132–46145. [Google Scholar] [CrossRef]
- Shang, Q.; Hu, L.; Yang, X.; Hu, Y.; Bo, C.; Pan, Z.; Ren, X.; Liu, C.; Zhou, Y. Superhydrophobic cotton fabric coated with tannic acid/polyhedral oligomeric silsesquioxane for highly effective oil/water separation. Prog. Org. Coat. 2021, 154, 106191. [Google Scholar] [CrossRef]
- Wang, H.; Ding, J.; Xue, Y.; Wang, X.; Lin, T. Superhydrophobic fabrics from hybrid silica sol-gel coatings: Structural effect of precursors on wettability and washing durability. J. Mater. Res. 2010, 25, 1336–1343. [Google Scholar] [CrossRef]
- Sfameni, S.; Lawnick, T.; Rando, G.; Visco, A.; Textor, T.; Plutino, M.R. Super-Hydrophobicity of Polyester Fabrics Driven by Functional Sustainable Fluorine-Free Silane-Based Coatings. Gels 2023, 9, 109. [Google Scholar] [CrossRef]
- Hu, H.; Liu, G.; Wang, J. Clear and Durable Epoxy Coatings that Exhibit Dynamic Omniphobicity. Adv. Mater. Interfaces 2016, 3, 1600001. [Google Scholar] [CrossRef]
- Wu, X.; Wyman, I.; Zhang, G.; Lin, J.; Liu, Z.; Wang, Y.; Hu, H. Preparation of superamphiphobic polymer-based coatings via spray- and dip-coating strategies. Prog. Org. Coat. 2016, 90, 463–471. [Google Scholar] [CrossRef]
- Guo, Y.; Li, C.; Li, X.; Xu, H.; Chen, W.; Fang, K.; Zhang, L.; Li, R.; Xie, R. Fabrication of superhydrophobic cotton fabric with multiple durability and wearing comfort via an environmentally friendly spraying method. Ind. Crop. Prod. 2023, 194, 116359. [Google Scholar] [CrossRef]
- Ma, M.; Mao, Y.; Gupta, M.; Gleason, K.K.; Rutledge, G.C. Superhydrophobic Fabrics Produced by Electrospinning and Chemical Vapor Deposition. Macromolecules 2005, 38, 9742–9748. [Google Scholar] [CrossRef]
- Zheng, Z.; Gu, Z.; Huo, R.; Ye, Y. Superhydrophobicity of polyvinylidene fluoride membrane fabricated by chemical vapor deposition from solution. Appl. Surf. Sci. 2009, 255, 7263–7267. [Google Scholar] [CrossRef]
- Balu, B.; Breedveld, V.; Hess, D.W. Fabrication of “Roll-off” and “Sticky” Superhydrophobic Cellulose Surfaces via Plasma Processing. Langmuir 2008, 24, 4785–4790. [Google Scholar] [CrossRef]
- Caschera, D.; Mezzi, A.; Cerri, L.; de Caro, T.; Riccucci, C.; Ingo, G.M.; Padeletti, G.; Biasiucci, M.; Gigli, G.; Cortese, B. Effects of plasma treatments for improving extreme wettability behavior of cotton fabrics. Cellulose 2014, 21, 741–756. [Google Scholar] [CrossRef]
- Ma, C.; Nikiforov, A.; Hegemann, D.; De Geyter, N.; Morent, R.; Ostrikov, K. (Ken) Ostrikov, Plasma-controlled surface wettability: Recent advances and future applications. Int. Mater. Rev. 2023, 68, 82–119. [Google Scholar] [CrossRef]
- Fradin, C.; Salapare, H., III; Amigoni, S.; Guittard, F.; Darmanin, T. Resistant amphiphobic textile coating by plasma induced polymerization of a pyrrole derivative grafted to silica nanoparticles and short fluorinated alkyl chains. Mater. Today Commun. 2022, 30, 103171. [Google Scholar] [CrossRef]
- Kaplan, S. Plasma processes for wide fabric, film and non-wovens. Surf. Coat. Technol. 2004, 186, 214–217. [Google Scholar] [CrossRef]
- Kale, K.H.; Palaskar, S. Atmospheric pressure plasma polymerization of hexamethyldisiloxane for imparting water repellency to cotton fabric. Text. Res. J. 2011, 81, 608–620. [Google Scholar] [CrossRef]
- Morent, R.; De Geyter, N.; Verschuren, J.; De Clerck, K.; Kiekens, P.; Leys, C. Non-thermal plasma treatment of textiles. Surf. Coat. Technol. 2008, 202, 3427–3449. [Google Scholar] [CrossRef]
- Airoudj, A.; Bally-Le Gall, F.; Roucoules, V. Textile with Durable Janus Wetting Properties Produced by Plasma Polymerization. J. Phys. Chem. C 2016, 120, 29162–29172. [Google Scholar] [CrossRef]
- Mertz, G.; Delmée, M.; Bardon, J.; Martin, A.; Ruch, D.; Fouquet, T.; Garreau, S.; Airoudj, A.; Marguier, A.; Ploux, L.; et al. Atmospheric pressure plasma co-polymerization of two acrylate precursors: Toward the control of wetting properties. Plasma Process. Polym. 2018, 15, 1800073. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, J.; Shen, X. Surface structures tailoring of hexamethyldisiloxane films by pulse rf plasma polymerization. Mater. Chem. Phys. 2006, 96, 498–505. [Google Scholar] [CrossRef]
- Asadollahi, S.; Profili, J.; Farzaneh, M.; Stafford, L. Development of Organosilicon-Based Superhydrophobic Coatings through Atmospheric Pressure Plasma Polymerization of HMDSO in Nitrogen Plasma. Materials 2019, 12, 219. [Google Scholar] [CrossRef] [PubMed]
- Muzammil, I.; Li, Y.P.; Li, X.Y.; Lei, M.K. Duty cycle dependent chemical structure and wettability of RF pulsed plasma copolymers of acrylic acid and octafluorocyclobutane. Appl. Surf. Sci. 2018, 436, 411–418. [Google Scholar] [CrossRef]
- Teare, D.O.H.; Spanos, C.G.; Ridley, P.; Kinmond, E.J.; Roucoules, V.; Badyal, J.P.S.; Brewer, S.A.; Coulson, S.; Willis, C. Pulsed Plasma Deposition of Super-Hydrophobic Nanospheres. Chem. Mater. 2002, 14, 4566–4571. [Google Scholar] [CrossRef]
- Blanchard, N.E.; Hanselmann, B.; Drosten, J.; Heuberger, M.; Hegemann, D. Densification and Hydration of HMDSO Plasma Polymers: Densification and Hydration of HMDSO Films. Plasma Process. Polym. 2014, 12, 32–41. [Google Scholar] [CrossRef]
- Jebali, S.; Airoudj, A.; Ferreira, I.; Hegemann, D.; Roucoules, V.; Gall, F.B.-L. Unique combination of spatial and temporal control of maleic anhydride plasma polymerization. Plasma Process. Polym. 2021, 18, e2000244. [Google Scholar] [CrossRef]
- Jebali, S.; de Oliveira, J.C.; Airoudj, A.; Josien, L.; Fioux, P.; Ferreira, I.; Roucoules, V.; Bally-Le Gall, F. Thin films deposition versus nanoparticles formation: How can the desired polymer coating be obtained? Plasma Process. Polym. 2022, 19, e2100091. [Google Scholar] [CrossRef]
- Lee, S.H.; Dilworth, Z.R.; Hsiao, E.; Barnette, A.L.; Marino, M.; Kim, J.H.; Kang, J.-G.; Jung, T.-H.; Kim, S.H. One-Step Production of Superhydrophobic Coatings on Flat Substrates via Atmospheric Rf Plasma Process Using Non-Fluorinated Hydrocarbons. ACS Appl. Mater. Interfaces 2011, 3, 476–481. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.-H.; Liu, G.; Kim, S.H. Deposition of stable hydrophobic coatings with in-line CH 4 atmospheric rf plasma. J. Mater. Chem. 2006, 16, 977–981. [Google Scholar] [CrossRef]
- Graham, P.; Stone, M.; Thorpe, A.; Nevell, T.G.; Tsibouklis, J. Fluoropolymers with very low surface energy characteristics. J. Fluor. Chem. 2000, 104, 29–36. [Google Scholar] [CrossRef]
- D’agostino, R.; Cramarossa, F.; Colaprico, V.; D’ettole, R. Mechanisms of etching and polymerization in radiofrequency discharges of CF4–H2, CF4–C2F4, C2F6–H2, C3F8–H2. J. Appl. Phys. 1983, 54, 1284–1288. [Google Scholar] [CrossRef]
- Foroughi Mobarakeh, L.; Jafari, R.; Farzaneh, M. Superhydrophobic Surface Elaboration Using Plasma Polymerization of Hexamethyldisiloxane (HMDSO). Adv. Mater. Res. 2011, 409, 783–787. [Google Scholar] [CrossRef]
- Cho, S.C.; Hong, Y.C.; Ji, Y.Y.; Han, C.S.; Uhm, H.S. Surface modification of polyimide films, filter papers, and cotton clothes by HMDSO/toluene plasma at low pressure and its wettability. Curr. Appl. Phys. 2009, 9, 1223–1226. [Google Scholar] [CrossRef]
- Marchand, D.J.; Dilworth, Z.R.; Stauffer, R.J.; Hsiao, E.; Kim, J.-H.; Kang, J.-G.; Kim, S.H. Atmospheric rf plasma deposition of superhydrophobic coatings using tetramethylsilane precursor. Surf. Coat. Technol. 2013, 234, 14–20. [Google Scholar] [CrossRef]
- Zahid, M.; Mazzon, G.; Athanassiou, A.; Bayer, I.S. Environmentally benign non-wettable textile treatments: A review of recent state-of-the-art. Adv. Colloid Interface Sci. 2019, 270, 216–250. [Google Scholar] [CrossRef]
- Gotoh, K.; Shohbuke, E.; Ryu, G. Application of atmospheric pressure plasma polymerization for soil guard finishing of textiles. Text. Res. J. 2018, 88, 1278–1289. [Google Scholar] [CrossRef]
- Yang, J.; Pu, Y.; Miao, D.; Ning, X. Fabrication of Durably Superhydrophobic Cotton Fabrics by Atmospheric Pressure Plasma Treatment with a Siloxane Precursor. Polymers 2018, 10, 460. [Google Scholar] [CrossRef]
- Rani, K.V.; Chandwani, N.; Kikani, P.; Nema, S.K.; Sarma, A.K.; Sarma, B. Hydrophobic surface modification of silk fabric using plasma-polymerized hmdso. Surf. Rev. Lett. 2018, 25, 1850060. [Google Scholar] [CrossRef]
- Zimmermann, J.; Seeger, S.; Reifler, F.A. Water Shedding Angle: A New Technique to Evaluate the Water-Repellent Properties of Superhydrophobic Surfaces. Text. Res. J. 2009, 79, 1565–1570. [Google Scholar] [CrossRef]
- Goynes, W.R.; Rollins, M.L. A Scanning Electron-Microscope Study of Washer-Dryer Abrasion in Cotton Fibers. Text. Res. J. 1971, 41, 226–231. [Google Scholar] [CrossRef]
- Choukourov, A.; Gordeev, I.; Arzhakov, D.; Artemenko, A.; Kousal, J.; Kylián, O.; Slavínská, D.; Biederman, H. Does Cross-Link Density of PEO-Like Plasma Polymers Influence their Resistance to Adsorption of Fibrinogen? Plasma Process. Polym. 2012, 9, 48–58. [Google Scholar] [CrossRef]
- Huang, X.; Etsion, I.; Shao, T. Effects of elastic modulus mismatch between coating and substrate on the friction and wear properties of TiN and TiAlN coating systems. Wear 2015, 338–339, 54–61. [Google Scholar] [CrossRef]
- Ershov, S.; Khelifa, F.; Lemaur, V.; Cornil, J.; Cossement, D.; Habibi, Y.; Dubois, P.; Snyders, R. Free Radical Generation and Concentration in a Plasma Polymer: The Effect of Aromaticity. ACS Appl. Mater. Interfaces 2014, 6, 12395–12405. [Google Scholar] [CrossRef]
- Sudprasert, W.; Insuan, P.; Khamkhrongmee, S. EPR study of free radicals in cotton fiber for its potential use as a fortuitous dosimeter in radiological accidents. J. Phys. Conf. Ser. 2015, 611, 012012. [Google Scholar] [CrossRef]
- Walton, J.C. Analysis of Radicals by EPR. In Encyclopedia of Radicals in Chemistry, Biology and Materials; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2012. [Google Scholar] [CrossRef]
- Bernhard, W.A.; Close, D.M.; Hüttermann, J.; Zehner, H. The alkoxy radical, RCH2Ȯ, as a free radical product in x-irradiated single crystals of nucleosides and nucleotides. J. Chem. Phys. 1977, 67, 1211–1219. [Google Scholar] [CrossRef]
- Hon, D.N.-S. Photooxidative degradation of cellulose: Reactions of the cellulosic free radicals with oxygen. J. Polym. Sci. Polym. Chem. Ed. 1979, 17, 441–454. [Google Scholar] [CrossRef]
- Hon, D.N.-S. On the reactivity of cellulose free radicals in graft copolymerization reactions. J. Polym. Sci. Polym. Chem. Ed. 1980, 18, 1857–1869. [Google Scholar] [CrossRef]
- Zimmermann, J.; Reifler, F.A.; Fortunato, G.; Gerhardt, L.; Seeger, S. A Simple, One-Step Approach to Durable and Robust Superhydrophobic Textiles. Adv. Funct. Mater. 2008, 18, 3662–3669. [Google Scholar] [CrossRef]
- Chung, C.; Lee, M.; Choe, E.K. Characterization of cotton fabric scouring by FT-IR ATR spectroscopy. Carbohydr. Polym. 2004, 58, 417–420. [Google Scholar] [CrossRef]
- Raynaud, P.; Despax, B.; Segui, Y.; Caquineau, H. FTIR Plasma Phase Analysis of Hexamethyldisiloxane Discharge in Microwave Multipolar Plasma at Different Electrical Powers. Plasma Process. Polym. 2004, 2, 45–52. [Google Scholar] [CrossRef]
- Siliprandi, R.A.; Zanini, S.; Grimoldi, E.; Fumagalli, F.S.; Barni, R.; Riccardi, C. Atmospheric Pressure Plasma Discharge for Polysiloxane Thin Films Deposition and Comparison with Low Pressure Process. Plasma Chem. Plasma Process. 2011, 31, 353–372. [Google Scholar] [CrossRef]
- Socrates, G. Infrared and Raman Characteristic Group Frequencies: Tables and Charts; John Wiley & Sons: Hoboken, NJ, USA, 2004. [Google Scholar]
- Alexander, M.; Short, R.; Jones, F.; Michaeli, W.; Blomfield, C. A study of HMDSO/O2 plasma deposits using a high-sensitivity and -energy resolution XPS instrument: Curve fitting of the Si 2p core level. Appl. Surf. Sci. 1998, 137, 179–183. [Google Scholar] [CrossRef]
- Roualdes, S.; Berjoan, R.; Durand, J. 29Si NMR and Si2p XPS correlation in polysiloxane membranes prepared by plasma enhanced chemical vapor deposition. Sep. Purif. Technol. 2001, 25, 391–397. [Google Scholar] [CrossRef]
- Dakroub, G.; Duguet, T.; Esvan, J.; Lacaze-Dufaure, C.; Roualdes, S.; Rouessac, V. Comparative study of bulk and surface compositions of plasma polymerized organosilicon thin films. Surfaces Interfaces 2021, 25, 101256. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Young’s Modulus (MPa) | P1 | P3 | P5 |
|---|---|---|---|
| 30 W 10% | 67 ± 5 | 125 ± 10 | 96 ± 13 |
| 30 W 50% | 666 ± 65 | 347 ± 33 | 440 ± 38 |
| 30 W 100% | 1303 ± 82 | 1355 ± 103 | 1402 ± 119 |
| Detected Species | Magnetic Field (G) | g-Factor |
|---|---|---|
| I | 3490 | 2.006 |
| II | 3480 | 2.014 |
| III | 3450 | 2.030 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jebali, S.; Carneiro de Oliveira, J.; Airoudj, A.; Riahi, A.; Fioux, P.; Morlet-Savary, F.; Josien, L.; Ferreira, I.; Roucoules, V.; Bally-Le Gall, F. Fluorine-Free Plasma Polymers to Obtain Water-Repellent Cotton Fabrics: How to Control Their Durability? Coatings 2023, 13, 1827. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings13111827
Jebali S, Carneiro de Oliveira J, Airoudj A, Riahi A, Fioux P, Morlet-Savary F, Josien L, Ferreira I, Roucoules V, Bally-Le Gall F. Fluorine-Free Plasma Polymers to Obtain Water-Repellent Cotton Fabrics: How to Control Their Durability? Coatings. 2023; 13(11):1827. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings13111827
Chicago/Turabian StyleJebali, Syrine, Jamerson Carneiro de Oliveira, Aissam Airoudj, Asma Riahi, Philippe Fioux, Fabrice Morlet-Savary, Ludovic Josien, Isabelle Ferreira, Vincent Roucoules, and Florence Bally-Le Gall. 2023. "Fluorine-Free Plasma Polymers to Obtain Water-Repellent Cotton Fabrics: How to Control Their Durability?" Coatings 13, no. 11: 1827. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings13111827