1. Introduction
The manufacture of polymer products using raw materials of natural origin is of great economic and environmental importance. One of these is polymer-wood composites, widely used as carpets, flooring, and building materials. They include fillers in the form of flour or wood fibres and other modifiers of processing and performance properties [
1]. Polymer-wood composites can be produced from a variety of polymers and by a number of processing techniques. Their unquestionable advantage is the unique combination of characteristics of the different components [
2].
Various traditional thermoplastics such as polythene, polypropylene, acrylonitrile-butadiene-styrene copolymers, polyamide, polystyrene, poly(methyl methacrylate), poly(vinyl acetate), and polycarbonate were used as matrixes of polymer-wood composites [
3,
4,
5,
6,
7,
8,
9,
10]. These materials were also manufactured using thermosetting plastics like epoxy, polyurethane, and phenolic resin [
11,
12,
13,
14,
15,
16]. Fibre, wood chips, sawdust, and wood flour were used as fillers [
3,
4,
8,
9,
11]. The wood material came from both deciduous and coniferous trees [
6,
15,
16,
17]. Fillers were used in their original form and after preliminary modification, which may include the removal of lignin, coating with magnetic particles, attachment of epoxy and methacrylate groups, and even modifications using ionising radiation [
4,
5,
7,
11,
13,
14]. The main characteristics of the composites, regardless of the matrix used and the form of plant filler, include an increase in biodegradability relative to the matrix and a decrease in absorbability relative to the wood material [
4,
5,
6,
10]. Improvements in mechanical and thermomechanical properties (increases in flexural strength, tensile strength, and Young’s modulus) were also often observed relative to unmodified plastics, as well as a higher ductility index relative to plywood or particleboard materials [
3,
9,
12,
13,
14,
15].
Increasingly, biodegradable and biocompostable plastics are being used as the matrix for polymer-wood composites. Polylactide matrix materials showed excellent biodegradability under composting conditions [
17]. A very interesting material in the form of a film was also made from nanoparticles of softwood lignin and poly (butylene succinate). These nanocomposites were characterised by a better tensile modulus, higher water vapour permeability, and the ability to protect against UV radiation [
18]. The core-shell material made of graphene-coated wood fibre also had interesting properties. The biocomposite created had high thermal conductivity, comparable with that of some metals [
19].
In the literature, the broad group of wood-filled composites also includes PVC-based materials. These materials are characterised by high stiffness, good weather resistance, and high chemical resistance. The high chemical and environmental stability of poly(vinyl chloride)-based composites makes them more resistant than polyolefin-based composites [
20,
21]. In addition, chemical treatment of wood prior to the incorporation of the polymer into the matrix has been shown to have a beneficial effect on improving the mechanical properties of the matrix [
22]. Treatment with an oligomeric amino-alkyl siloxane and melamine, as well as acetylation of wood flour composites, led to a reduction in equilibrium water absorption and a decrease in the rate of water absorption. However, tensile strength, elongation at break, and impact strength were significantly improved after aminosilane treatment [
23]. In addition, PVC-based composites, unlike other thermoplastics, are fire-resistant materials [
24]. Due to their high level of fire resistance and relatively low cost, polyvinyl chloride-based wood composites are used as window/door profiles, decking, balustrades, siding, and interior building materials [
20,
24]. Despite many studies on polymer-wood composites, also using poly(vinyl chloride) as a matrix, there are not many studies on PVC plastisol-based materials with natural origin filler [
25,
26,
27,
28]. None of the available studies dealt with conifer-derived flour.
Plastisols, also known as pastes, are obtained by mixing emulsion poly(vinyl chloride) with plasticisers, UV and thermal stabilisers, pigments, and other additives. They are among the modern coating materials used in the chemical, engineering, food, and pharmaceutical industries, etc. They protect the surfaces of reactors, mixers, pipelines, valves, pumps, and many other apparatuses and devices. The coatings produced are characterised by high resistance to aggressive chemical environments and mechanical damage. Depending on the composition, they are applied using dip, roller, or hydrodynamic spraying techniques. The finishing operation of the technological process of creating protective coatings is the gelation of the plastisol composition at high temperatures [
29,
30].
The research undertaken in this work was aimed at manufacturing and testing a new composite material with potential use as an independent structural component, cladding, and protective coating. The research was also aimed at demonstrating the versatile properties of the developed material, consisting of PVC plastisol and wood flour. A plastisol consisting of PVC emulsion type Vinnolit E-2059, with bis(2-ethylhexyl) adipate as plasticiser and MARK-17 MOK as stabiliser, was used for the study. The wood flours (Lignocel C120, Lignocel 9) were derived from coniferous trees. The research consisted of determining the gelation process of the PVC plastisol-wood flour composite and determining the parameters for forming the film from it using the pressing method, as well as examining the properties of the material produced. The physical, physico-mechanical, and thermo-mechanical properties as well as the structure of the films produced from the polymer-wood composite were determined.
3. Results
Gelation tests of plastisol and its compositions with wood flour were carried out using a Brabender plastographometer. Plastisol or its compositions were placed in a kneading chamber.
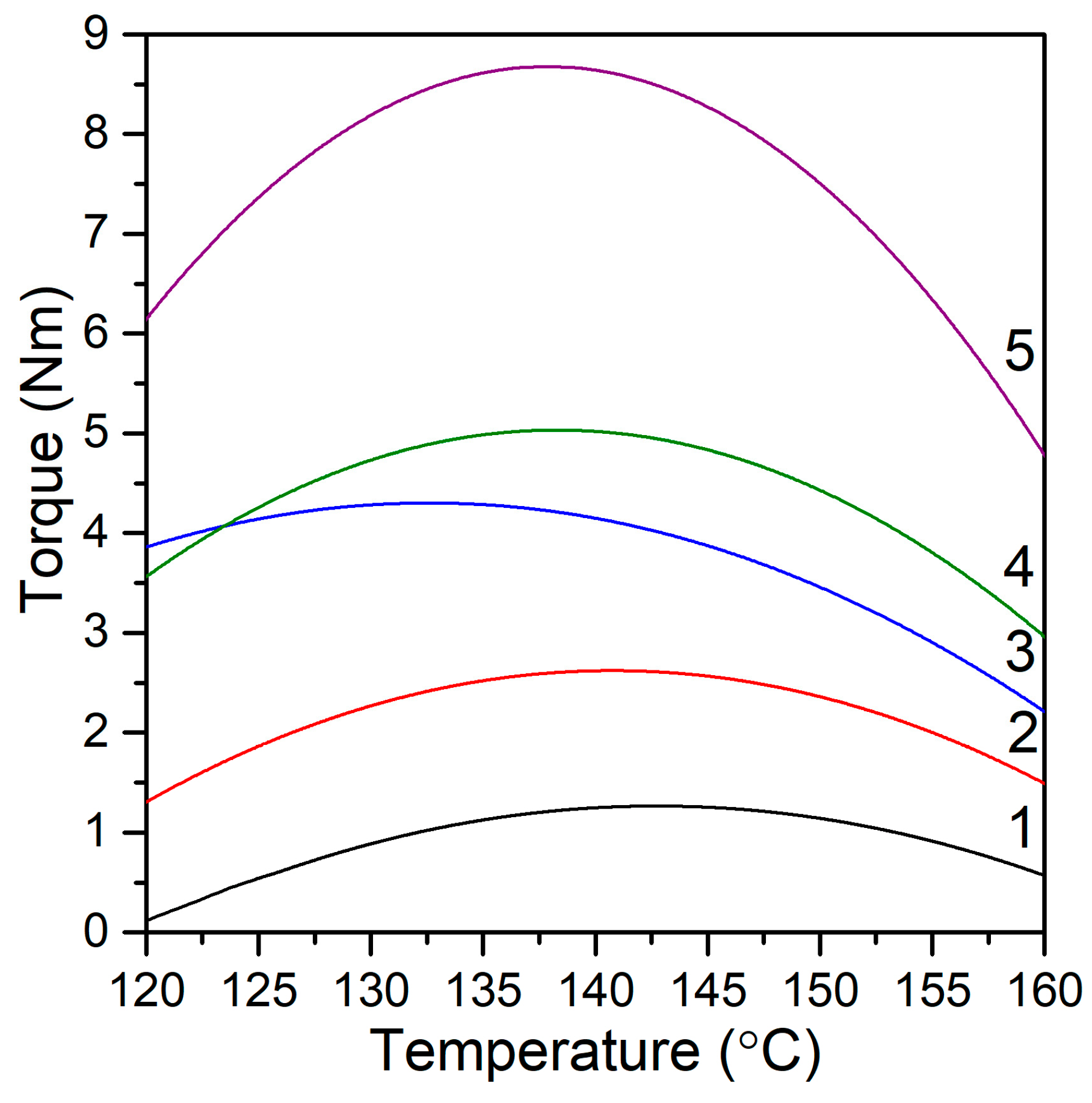
Figure 1 shows the temperature dependence of the torque measured in the chamber for PVC plastisol and its composition with wood flour. The course of plasticization and gelation phenomena was undoubtedly influenced by the properties of the polymers, plasticisers, and additives introduced. The change in viscosity of plastisol or its composite with wood flour during gelation led to an increase in the drag force of the material studied in the kneading chamber. The tests carried out made it possible to derive an equation describing the course of gelation as well as to determine the temperature at which the torque reached its maximum value. The equation describing the course of gelation was as follows:
where M is the torque expressed in Nm and T is the temperature measured in the chamber in °C.
Table 1 presents the values of the constants appearing in Equation (1) and the gelation temperature at the maximum torque value. Based on the obtained values, it is seen that PVC plastisol had the lowest resistance during gelation. The introduction of wood flour into PVC resulted in an increase in torque. It can be concluded that torque increases when the plastisol contains a higher wood flour content with larger filler particle sizes. The gelation curves of plastisol and its composites with wood flour, seen in
Figure 1, have the shape of an inverted parabola, indicating that during the gelation process there is a temperature at which the torque reaches a maximum value and then its value decreases. An analysis of the values in
Table 1 shows that the introduction of wood flour into the plastisol resulted in a decrease in the gelation temperature of the composite and, at the same time, a significant increase in torque. The shape of the gelation curves is also described by the parameters given in
Table 1. In the case of plastisol and plastisol composites with very fine Lignocel C120 flour, an inverted, slightly convex parabola was obtained during the gelation process. However, the use of Lignocel 9 flour with a much larger particle size to prepare the composites resulted in a significant increase in the convexity of the gelation curves. These observations confirmed the higher values of the constants describing the gelation processes of the composites. This is related to the increase in viscosity of the material in the kneading chamber. This was undoubtedly due to the large wood flour particles in the composite and their irregular shape, which made it difficult to mix and knead the material.
Compression moulding at different temperatures of PVC plastisol and its composites with wood flour yielded films in the form of sheets, from which samples were cut for further testing. The primary measurement was the determination of their density.
Table 2 shows the results of the tests carried out. Obtained data show that the density of films made from plastisol alone is not affected by their gelation temperature. Plastisol composites with wood flour behave similarly. The slight differences in the density values of the composites depending on the gelation temperature may be due to the uneven distribution of the meal particles in the plastisol due to their irregular shape and size. The plastisol may also have been absorbed by the porous surface of the flour particles. The composites have a higher density compared with unfilled plastisol, which is due to the higher density of the wood pulp than the matrix. This also demonstrates that the porous structure of the wood is partially infiltrated with plastisol. Composites made with Lignocel C120 flour had a slightly higher density than composites made with Lignocel 9. This is due to the fact that the smaller particles have a more developed surface area, which makes it easier for the plastisol to access the interior of the porous structure.
Table 3 shows the results of the hardness test. The film hardness tests show that a higher gelation temperature increases the hardness. The use of a wood flour filler resulted in a significant increase in the hardness of the material produced. The hardness of the composites also increases with increasing gelation temperatures. Composites containing Lignocel 9 meal with much larger filler particle sizes showed higher hardness. In this case, it was most likely also related to the structure of the composite film, which was significantly influenced by the size and hardness of the flour particles. The hardness test is a spot test, and the large filler particles have a greater influence on the transmission and dissipation of stresses arising during this determination.
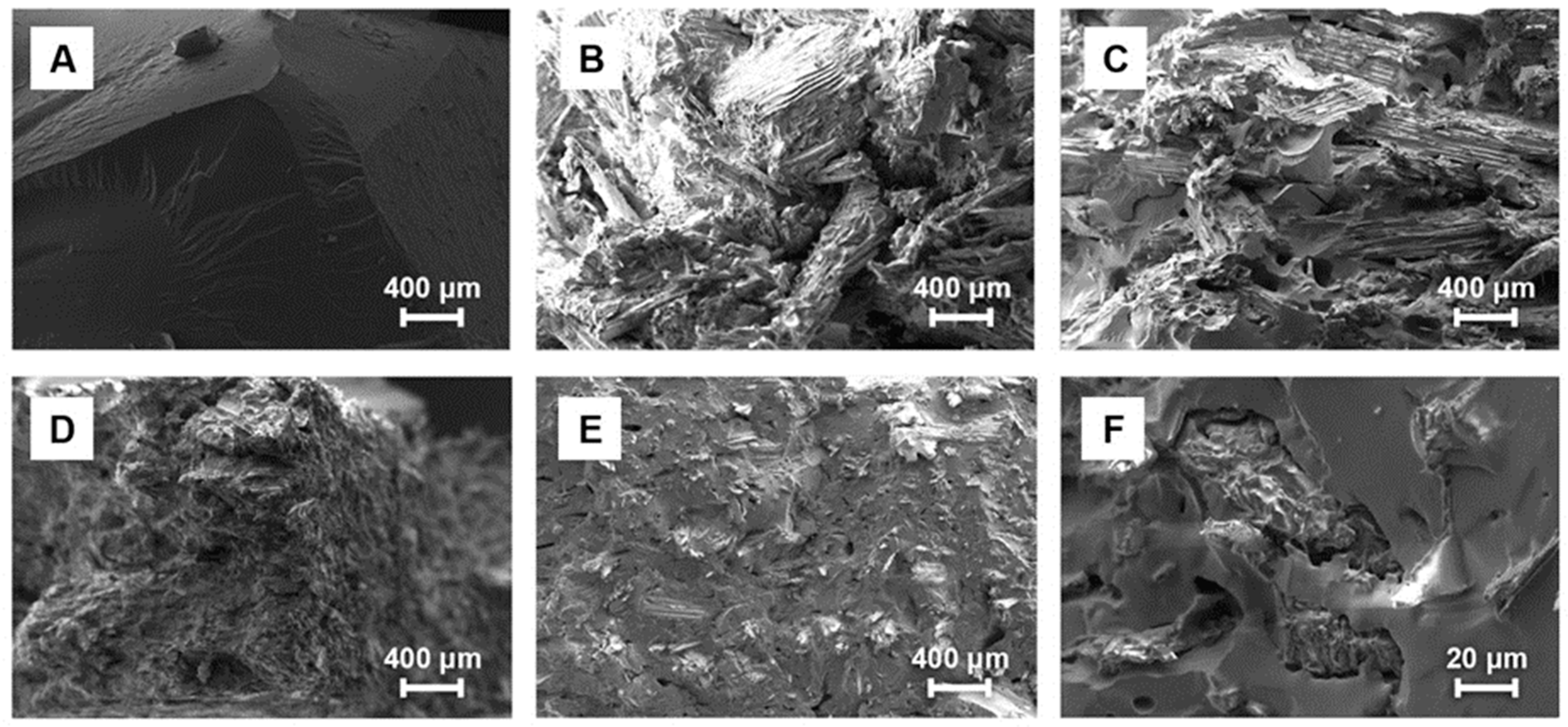
Figure 2 shows the results of SEM images of cryogenic cracking of PVC plastisol film samples and their composites with wood flour. The plastisol film sample was marked A, the composite film samples with wood flour (Lignocel 9) were marked B and C, and the wood flour composite film samples (Lignocel C120) were marked D, E, and F. The composites and PVC plastisol were gel-coated at 150 °C.
Figure 2A shows that the PVC plastisol film was very homogeneous. This confirms the well-prepared methodology for obtaining the plastisol. Images B and C show the composite film containing 30 and 20 wt.% Lignocel 9. Large fragments of wood flour particles are clearly visible in these photos. These are probably agglomerates composed of individual filler particles. However, in images D and E showing plastisol composite films with 30 and 20 wt.% Lignocel C120 meal, Lignocel C120 has a distinct, fine-grained structure consisting of individual particles. The particles of this wood flour were very fine and small. In
Figure 2F, the individual flour particles embedded in the plasitisol are clearly visible. It can also be said that they are more or less similar in shape and dimensions. In the case of composites containing 20 wt.% filler, small pores are also visible in the interfacial space. These were formed as a result of processing with a filler with a porous structure. The gases in the filler may have penetrated from the wood pores into the plastisol as a result of heating. Due to their high viscosity, they could not be completely removed from the composite. On the basis of density studies, partial filtration of the filler with plastisol was assumed, so despite the observed pores, areas of good adhesion of the polymer matrix to the filler are visible. These observations provide valuable technological guidance. In future composite formulations, it is worth evaluating the effect of additional vacuum degassing of the plastisol with the already mixed filler on the properties and structure of the materials obtained.
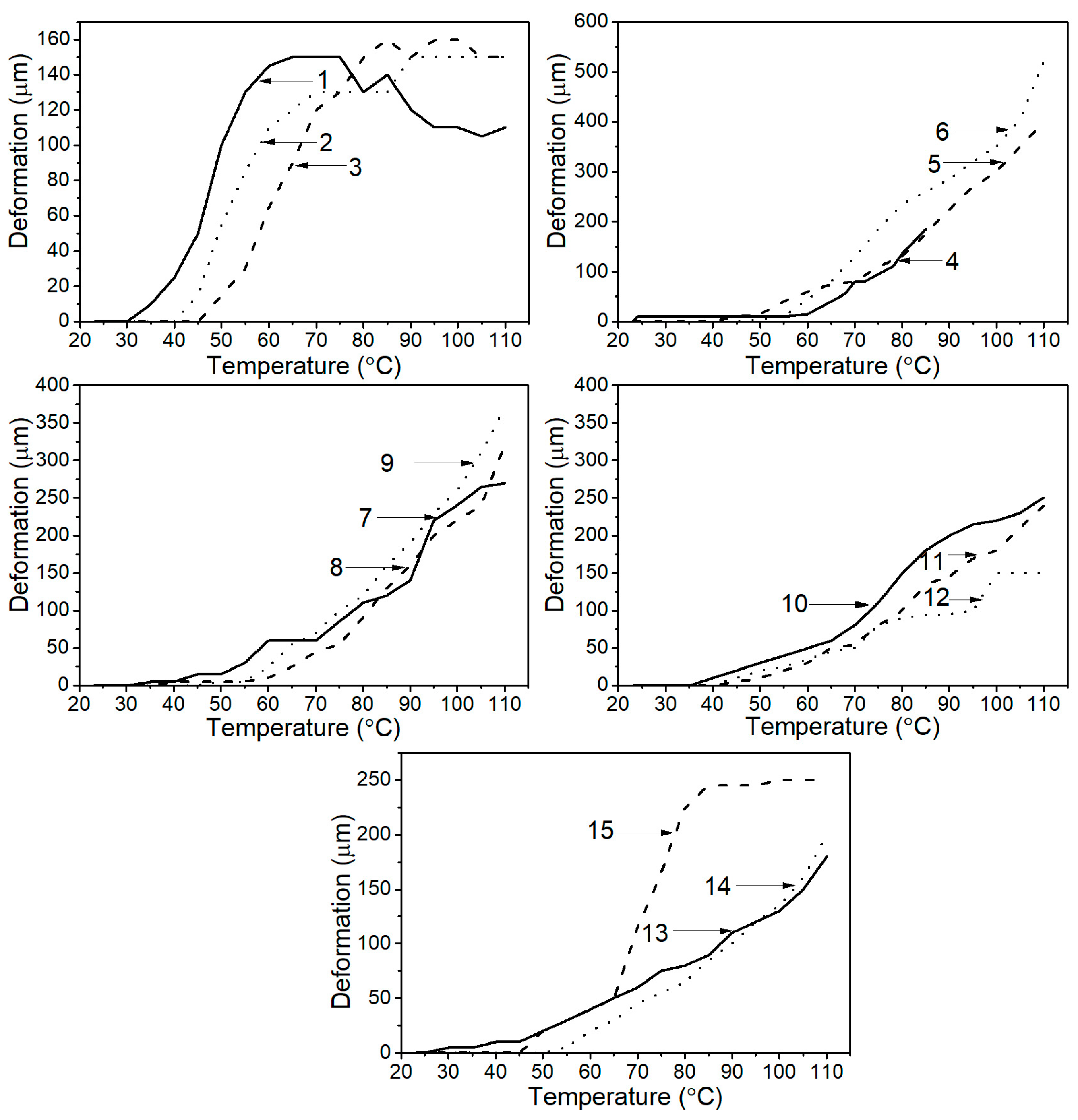
The curves in
Figure 3 can be described by a general equation of the form:
where D is the strain in µm and T is the temperature in °C.
Table 4 below shows the values of the calculated constants appearing in Equation (2).
From the data presented in
Table 4, it can be seen that, in the case of PVC plastisol films, a relationship in the form of a parabola fragment description was obtained. The moment of initiation of deformation in the sample was very significant and depended on the gelation temperature of the plastisol. For films gelled at 130 °C, the onset of deformation occurred above 30 °C. However, when the plastisol was gelled at 150 °C, deformation started at 39 °C. Films obtained from plastisol gelled at 170 °C deform at temperatures above 45 °C. This is evidenced by the increasing values of the constants d and f shown in
Table 4. In contrast, the decreasing value of the constant e indicated a slight decrease in deformation of the gelled films at higher temperatures. Most likely, the value of this constant was influenced by the higher hardness of their films found earlier (
Table 3). Analysing the values of the constants given in
Table 4, it can be seen that a significant reduction in deformation was observed for membranes containing 20 wt.% Lignocel C120 flour and membranes containing 30 wt.% Lignocel 9 flour. The reduction in deformation was greater the higher the gelation temperature and the higher the flour content of the composite. When investigating the dependence of deformation on gelation temperature, composites containing Lignocel 9 showed very little change. Analysis of all thermomechanical test results showed that the optimum gelation temperature for plastisol and wood flour composites could be determined. Undoubtedly, this was 150 °C; further increases in gelation temperature did not result in significant changes in thermomechanical properties.
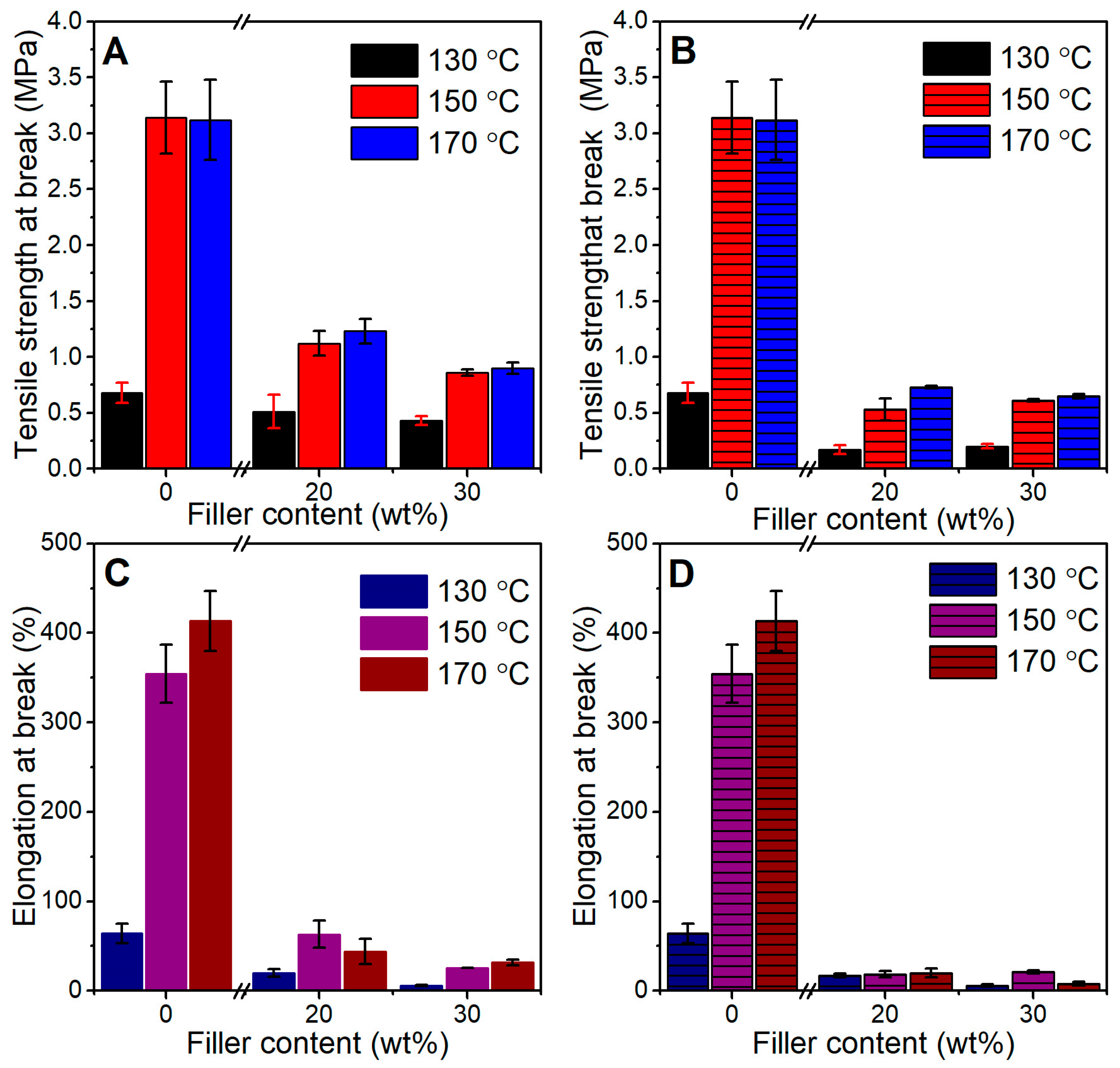
Under operating conditions, products made of wood-polymer composites can be subjected to significant mechanical impacts. Therefore, the rupture of the material can be characterised by determining the values of the tensile strength at break and its relative elongation.
Figure 4 shows the values of the tensile breaking strength and relative elongation for plastisol and its wood flour composites.
The data presented in
Figure 4 demonstrate that PVC plastisol films had the highest values for tensile strength and relative elongation. Their strength and relative elongation increased with increasing gelation temperatures. The polymer-wood composites showed lower tensile strength and relative elongation. The study showed that composites containing 20 wt.% Lignocel C120 flour had the best strength properties. Lower property values were recorded for composites containing Lignocel 9 flour, with failure at very low values of stress and relative elongation. The lower values of mechanical properties (elongation at break and tensile strength) of plastisol with wood flour compared with plastisol without filler are due to insufficient adhesion at the interface and thus limited load transfer capacity between the polymer matrix and filler. In addition, as confirmed by SEM studies, the formation of discontinuities in the polymer matrix is possible. Their formation is related to the escape of gases contained in the porous structure of the wood filler. The use of larger filler particles results in a significant reduction in strength and elongation at break compared with composites with a finer meal. On the basis of the tests carried out, the most favourable mechanical properties of films gelled at 150 °C and 170 °C were confirmed, which resulted from the formation of a suitable gelled structure of the polymer matrix. The use of a lower gelation temperature resulted in the lack of the formation of an interpenetrating gelled PVC structure, which affected the mechanical properties. The significant reduction in tensile strength may create some application limitations for the composites tested. Nevertheless, this does not disqualify the use of wood flour as an inactive filler in thick film materials as a base layer.
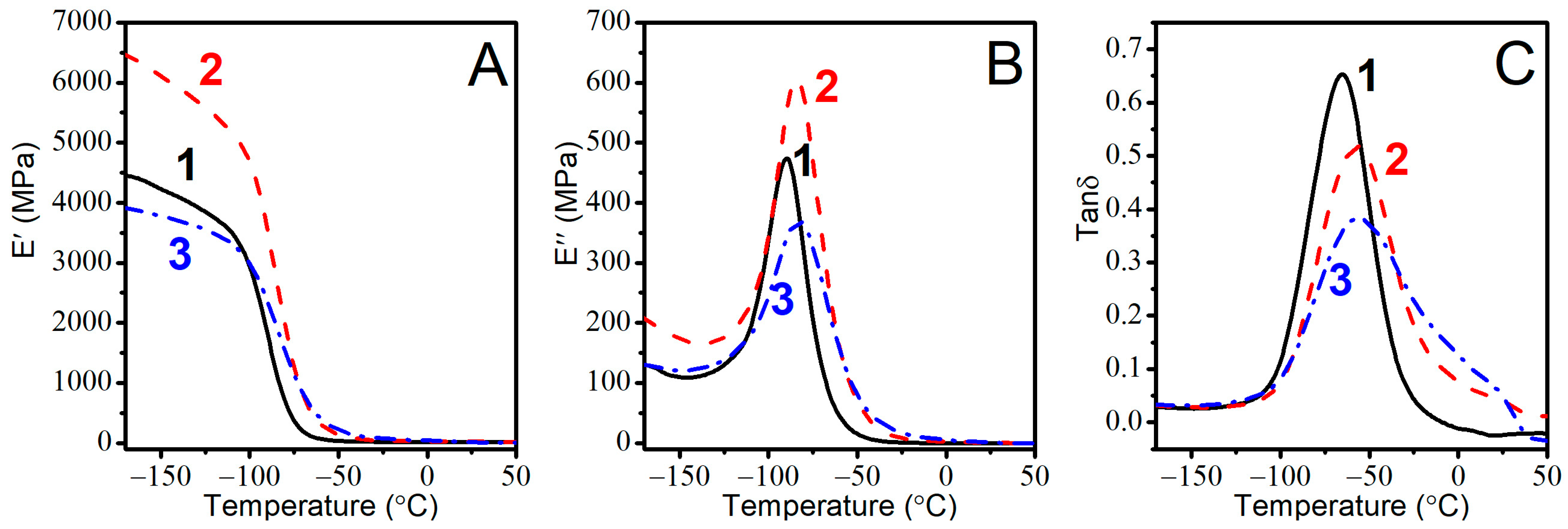
The service conditions of products made from polymer-wood composites depend largely on the type of polymer used. Plasticized polymer materials in a highly elastic state exhibit viscoelastic deformations, determined by the storage modulus and loss modulus, as well as the mechanical loss factor. Dynamic mechanical analysis has made it possible to determine the change in material properties as a function of temperature and strain frequency.
Figure 5A–C shows the temperature dependence of the discussed storage modulus and mechanical loss factor at constant strain frequency for plastisol films and their composites with wood flour.
Table 5 shows the results of calculating the values of the conservative and loss moduli and the tangent of mechanical loss for plastisol and its composites with wood flour.
Previously presented studies have shown that during the gelation of plastisol in the film, a network consisting of physically interconnected polymer chains was formed, the density of which depended on the gelation temperature [
27,
28]. The solvation ability of the plasticiser to penetrate deep into the polymer grain and cause swelling and plasticization also played an important role in its formation. In the case of plastisol composites with Lignocel C120 flour, it can be seen that the initial temperature and the corresponding value of the retaining modulus decreased slightly with increasing gelation temperature. The same relationship can be observed when considering the maximum inflection temperature and the final temperature of the elastic modulus. A higher amount of wood flour in the composite resulted in a greater reduction in the initial temperature and an increase in the corresponding value of the elastic modulus. However, the increased amount in the composite had virtually no effect on the values of the inflection temperature and only slightly increased the final temperatures, suggesting that there was no change in the glass transition temperature of the matrix caused by the presence of the filler (the filler did not affect the segmentation movements of the macromolecules during glass transition and did not increase the glass transition temperature). Consequently, the corresponding values of the storage moduli were slightly increased. In the case of the loss moduli, the maximum temperature hardly depended on the amount of wood flour in the composite, and their value was higher for systems containing a higher amount of wood flour. The mechanical loss tangent also had a lower value for composites containing a higher amount of wood flour. Tests on composites containing Lignocel 9 meal showed that in many cases, the results obtained were the same or very similar to those for composites with Lignocel C120 meal. In general, it can be concluded that higher values of elastic modulus are found for composites with Lignocel C120 flour. Tests showed that the elastic properties associated with the energy released during each deformation cycle of the composite film sample outperformed their viscous properties, which were a measure of dissipated and irreversibly lost energy. In this aspect, composites containing Lignocel C120 flour had significantly more favourable properties.
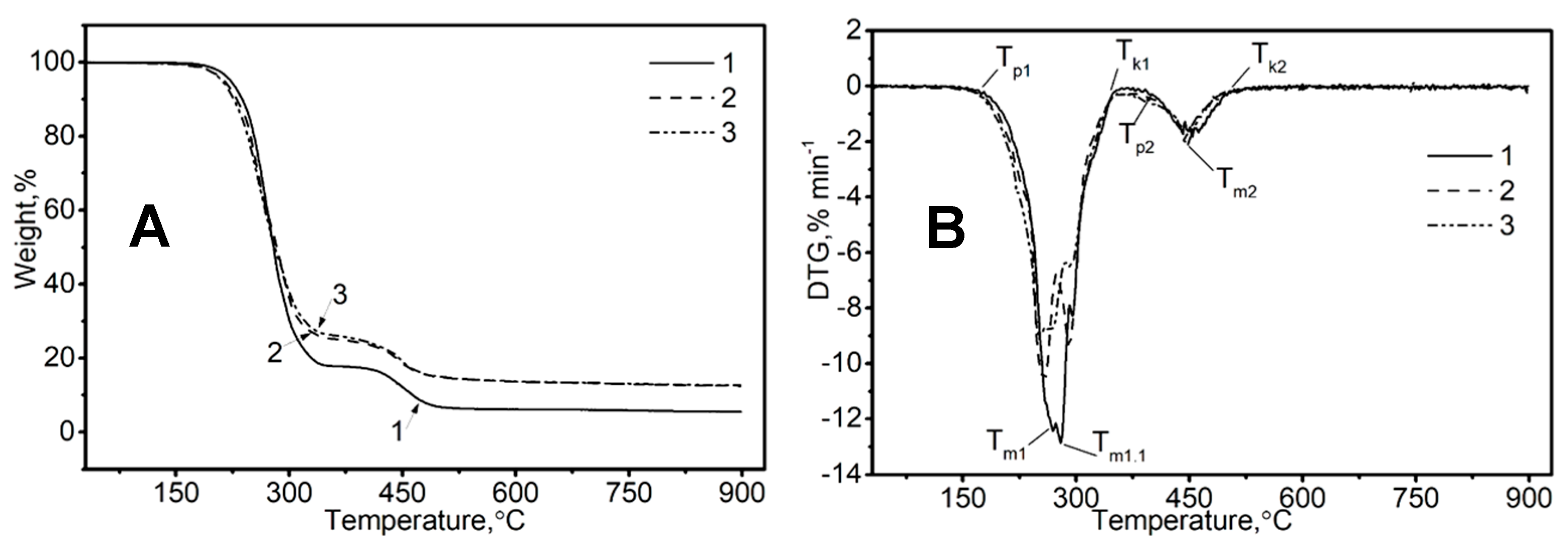
Thermogravimetric analysis (TGA) was used to determine the thermal stability of the materials used to make plastisol and composites, as well as the finished films obtained from plastisol and its composites with wood flour.
Figure 6A,B show examples of the transformation curves that plastisol film samples and their composites underwent during heating.
Table 6,
Table 7,
Table 8,
Table 9 and
Table 10 show the thermogravimetric results of the changes undergone by the starting materials and composites during the first and second stages of their thermal decomposition, as well as the temperatures corresponding to the changes in their mass. The data presented in
Table 6 reveal that only PVC powder undergoes thermal decomposition in two stages. The first stage is in the range of approx. 260–332 °C, with a maximum temperature of approx. 300 °C. The first stage is associated with the dechlorination of the PVC macromolecules and the release of HCl gas. The second stage in the range 422–477 °C, with a maximum at 438 °C, is the stage of further decomposition of the resulting polythene cross-linked structure and the formation of residual carbon (residual charcoal). The temperature stability range of the plasticiser is similar to that of PVC, but decomposition occurs in a single step in the temperature range of 240–280 °C. Decomposition of the wood fillers also occurred in a single step in the temperature range of 318–380 °C.
Table 7 presents the change in weight of the materials as a function of temperature. The temperature at which 5% sample weight loss occurs was used to assess thermal stability. From the analysis of the results, it can be concluded that PVC powder decomposed the fastest, as evidenced by the lowest temperature value of T
5%. The maximum decomposition temperatures of the starting materials at half the sample weight loss were about 320 °C for PVC and about 360 °C for wood flour. These results indicate that the temperature conditions used for plastisol production should not cause thermal degradation of the materials. The results of the plastisol films and their composites with wood flour, depending on the type, amount, and gelation temperature, are shown in
Table 8,
Table 9 and
Table 10.
Table 7.
Values of temperature and percentage change in the mass of the starting materials. T1%—mass loss temperature by 1%, T5%—mass loss temperature by 5%, T50%—mass loss temperature by 50%, Stage I—mass change in the first stage of decomposition, and Stage II—mass change in the second stage of decomposition.
Table 7.
Values of temperature and percentage change in the mass of the starting materials. T1%—mass loss temperature by 1%, T5%—mass loss temperature by 5%, T50%—mass loss temperature by 50%, Stage I—mass change in the first stage of decomposition, and Stage II—mass change in the second stage of decomposition.
| Material | T1%, °C | T5%, °C | T50%, °C | Stage I, wt.% | Stage II, wt.% |
|---|
| PVC powder | 52.9 | 251.2 | 324.3 | 61.2 | 26.5 |
| Lignocel C120 | 234.0 | 271.5 | 356.5 | 74.5 | – |
| Lignocel 9 | 231.9 | 276.6 | 359.7 | 74.3 | – |
Analysis of the test results presented in
Table 8 shows that in the first stage of thermal decomposition of the composites, their initial decomposition temperature was significantly lower than the initial decomposition temperature of the plastisol itself. The higher gelation temperature and the higher wood flour content in the composite increased the initial decomposition temperature. When Lignocel C120 meal was used to prepare the composite, slightly higher values of this temperature were found. The values of the first maximum temperature corresponded to the decomposition of polyvinyl chloride. In contrast, all composites showed lower values of this temperature. On this basis, it was concluded that the wood flour accelerates the thermal decomposition of the polymer, but that the results obtained for the thermal stability temperature of the composites are much higher than the temperatures used during material formation. The temperature of the second maximum of the thermal decomposition of the plastisol or composite was almost constant. However, the inflection temperature, which corresponded to the highest decomposition rate of the composite, was important. Analysis of its values showed that both plastisol and composite decomposed in a similar temperature range. The slight differences may be due to the inhomogeneity of the composite samples due to their imperfect homogeneity. However, in general, their final decomposition temperature was higher than that of the plastisol, which may also be due to the higher decomposition temperature of the wood.
Table 9 shows the results of the thermal transformations occuring in the second decomposition step of the plastisol and wood flour composites.
Table 8.
Values of transformation temperatures in the first stage of decomposition of plastisol films and their composites with wood flour. Gel. T—gelation temperature, Tp—initial decomposition temperature, Tm—inflection temperature, the highest decomposition rate, and Tk—final temperature.
Table 8.
Values of transformation temperatures in the first stage of decomposition of plastisol films and their composites with wood flour. Gel. T—gelation temperature, Tp—initial decomposition temperature, Tm—inflection temperature, the highest decomposition rate, and Tk—final temperature.
| Material | Filler, wt.% | Gel. T, °C | Tp1, °C | Tm1, °C | Tm1.1, °C | Tm, °C | Tk1, °C |
|---|
| Plastisol | 0 | 130 | 241.7 | 279.4 | | 284.5 | 300.1 |
| 150 | 241.9 | 267.8 | 278.0 | 267.8 | 293.9 |
| 170 | 233.1 | 261.4 | | 263.4 | 295.8 |
| Lignocel C120 | 20 | 130 | 222.5 | 251.1 | 290.0 | 274.3 | 322.2 |
| 150 | 227.2 | 255.6 | 291.8 | 254.8 | 310.2 |
| 170 | 224.5 | 252.1 | 292.6 | 273.2 | 310.3 |
| 30 | 130 | 199.6 | 271.7 | | 282.7 | 309.2 |
| 150 | 224.4 | 262.5 | 292.1 | 254.8 | 304.4 |
| 170 | 245.6 | 264.0 | 293.9 | 268.4 | 285.8 |
| Lignocel 9 | 20 | 130 | 240.2 | 248.5 | 292.5 | 242.8 | 246.6 |
| 150 | 217.1 | 256.6 | | 249.5 | 339.5 |
| 170 | 222.4 | 262.6 | | 256.0 | 307.9 |
| 30 | 130 | 217.3 | 255.0 | | 255.5 | 308.0 |
| 150 | 224.8 | 262.7 | 278.0 | 262.3 | 299.0 |
| 170 | 223.8 | 257.7 | | 256.7 | 305.5 |
The data presented in
Table 9 reveal that the initial decomposition temperature of the plastisol was higher than that of the composites. The thermal decomposition of the composites with Lignocel C120 flour started at a slightly higher temperature than that of the samples with Lignocel 9 flour. In contrast, the maximum decomposition temperature of the plastisol was also higher than that of the composites. The values for the maximum decomposition temperatures of the composites ranged from 442 to 450 °C and can be considered practically similar. However, the inflection temperatures ranged from 432 to 460 °C. The plastisol sample had the highest values. This generally corresponds to the maximum decomposition temperatures of the materials used in their manufacture. However, very different values of this temperature were obtained for the composite samples. This was indicative of the different composition of the products formed in the first stage of thermal decomposition and undoubtedly influenced the values of the final decomposition temperature. The tests carried out did not confirm the influence of the gelation temperature on the thermal decomposition of plastisol and its composition with wood flour. Following
Table 9.
Values of transformation temperatures in the second stage of decomposition of plastisol films and their composites with wood flour. Gel. T—gelation temperature, Tp—initial decomposition temperature, Tm—inflection temperature, the highest decomposition rate, and Tk—final temperature.
Table 9.
Values of transformation temperatures in the second stage of decomposition of plastisol films and their composites with wood flour. Gel. T—gelation temperature, Tp—initial decomposition temperature, Tm—inflection temperature, the highest decomposition rate, and Tk—final temperature.
| Material | Filler, wt.% | Gel. T, °C | Tp2, °C | Tm2, °C | Tm, °C | Tk2, °C |
|---|
| Plastisol | 0 | 130 | 436.3 | 458.5 | 456.5 | 464.0 |
| 150 | 441.6 | 454.4 | 454.9 | 470.7 |
| 170 | 417.6 | 459.0 | 460.4 | 486.0 |
| Lignocel C120 | 20 | 130 | 393.2 | 444.0 | 402.5 | 415.1 |
| 150 | 422.1 | 443.2 | 441.8 | 471.6 |
| 170 | 432.2 | 442.5 | 442.5 | 457.9 |
| 30 | 130 | 424.5 | 442.6 | 435.6 | 464.0 |
| 150 | 421.4 | 443.1 | 447.9 | 468.6 |
| 170 | 430.0 | 443.5 | 443.4 | 460.1 |
| Lignocel 9 | 20 | 130 | 410.6 | 444.2 | 432.3 | 478.9 |
| 150 | 426.9 | 447.8 | 448.7 | 470.2 |
| 170 | 426.0 | 446.7 | 441.1 | 457.9 |
| 30 | 130 | 430.3 | 450.0 | 448.7 | 467.8 |
| 150 | 443.6 | 446.6 | 447.0 | 451.3 |
| 170 | 417.7 | 445.6 | 447.9 | 474.3 |
Table 10 shows the temperature values at which there was a constant change in the mass of the plastisol and composite samples. Considering the obtained results, it can be concluded that the temperatures corresponding to the one percent weight loss of the sample have the highest values for plastisol alone. Plastisol composites with wood flour showed significantly lower values for this temperature. It can be concluded that the temperature is slightly lower in the presence of coarse-grained Lignocel 9 flour in the composite than in the presence of fine-grained Lignocel C120 flour. This finding is undoubtedly confirmed by the temperature values corresponding to a loss of five percent of the sample weight. In this case, the highest temperatures also occurred during the decomposition of the plastisol itself. The decomposition temperatures of the plastisol and wood flour composites were significantly lower. Also, slightly lower temperature values occurred for composites with Lignocel 9 meal than for composites with Lignocel C120 meal. The results of the plastisol samples and composites with half of their weight loss were interesting. Based on the analysis of the test results, the temperature corresponding to the decomposition of the plastisol film samples was lower than for the composites. Therefore, during the thermal decomposition of the composite samples, reactions may have taken place between their components, resulting in the formation of products that increase the decomposition temperature. In such cases, the type of wood flour in the composite did not matter. The gelation temperature of the plastisol or composite also had no effect on the thermal decomposition process. The decomposition process resulted in the formation of solid and volatile products that changed the mass of the plastisol or composite sample. It turned out that the greatest weight loss in the sample occurs in the first stage of thermal decomposition. This is when the mass of the plastisol decreases the most and that of the composites decreases the least. In contrast, in the second stage of thermal decomposition, the weight loss of the sample was practically the same. The solid products formed during thermal decomposition made up the residue and took the form of ash. The least solid products remained after the thermal decomposition of plastisol. However, there were almost twice as many after the thermal decomposition of the composite. The gelation temperatures of the plastisol or the composite had no effect on their amount.
Table 10.
Temperature values from a constant change in the mass of plastisol and its composites with flour. Gel. T—gelation temperature, T1%—mass loss temperature by 1%, T5%—mass loss temperature by 5%, T50%—mass loss temperature by 50%, Stage I—mass change in the first stage of decomposition, Stage II—mass change in the second stage of decomposition, and RM—residual mass.
Table 10.
Temperature values from a constant change in the mass of plastisol and its composites with flour. Gel. T—gelation temperature, T1%—mass loss temperature by 1%, T5%—mass loss temperature by 5%, T50%—mass loss temperature by 50%, Stage I—mass change in the first stage of decomposition, Stage II—mass change in the second stage of decomposition, and RM—residual mass.
| Material | Filler, wt.% | Gel. T, °C | T1%, °C | T5%, °C | T50%, °C | Stage I, wt.% | Stage II, wt.% | RM at 900 °C, wt.% |
|---|
| Plastizol | | 130 | 190.5 | 223.4 | 279.5 | 82.0 | 11.5 | 5.7 |
| 150 | 190.5 | 222.1 | 278.6 | 82.0 | 11.7 | 5.6 |
| 170 | 187.2 | 217.6 | 273.6 | 81.9 | 11.7 | 5.6 |
Lignocel
C–120 | 20.0 | 130 | 170.7 | 209.8 | 278.8 | 75.7 | 12.6 | 9.8 |
| 150 | 170.8 | 214.5 | 283.6 | 74.1 | 11.6 | 12.2 |
| 170 | 168.4 | 214.5 | 283.6 | 75.5 | 11.6 | 11.5 |
| 30.0 | 130 | 161.6 | 209.8 | 280.6 | 73.1 | 12.0 | 13.7 |
| 150 | 147.4 | 208.8 | 279.7 | 73.2 | 11.6 | 13.5 |
| 170 | 171.0 | 216.5 | 285.3 | 72.6 | 11.4 | 14.6 |
| Lignocel 9 | 20.0 | 130 | 160.5 | 205.7 | 287.5 | 71.1 | 12.4 | 14.8 |
| 150 | 176.4 | 212.3 | 280.6 | 74.1 | 12.2 | 12.5 |
| 170 | 138.9 | 214.5 | 283.7 | 71.7 | 12.7 | 13.7 |
| 30.0 | 130 | 173.4 | 209.3 | 278.7 | 73.9 | 12.5 | 12.2 |
| 150 | 174.5 | 211.6 | 280.1 | 73.2 | 12.4 | 13.1 |
| 170 | 168.7 | 216.5 | 283.8 | 72.0 | 12.9 | 13.5 |
4. Discussion
Today, only a few papers on PVC plastisol composites with fillers of natural origin can be found in the scientific literature. The paper [
25] presents a study of a new composite material consisting of PVC plastisol plasticized with epoxidized linseed oil and containing flour obtained from reeds. The composite produced was exposed to UV light. The surface adhesion of the flour particles to the plastisol was assessed by stereomicroscopy and scanning microscopy. In turn, cracks appearing in the composite and the dispersion of the flour particles were measured by SEM microscopy. The tested material was designed for the construction industry. Another type of composite used lignocellulosic materials from eucalyptus trees, ground maize cobs, and brewer’s grain. The polymer matrix was polythene and PVC plastisol. Mechanical properties, hardness, and surface observations of the produced composites were investigated. In general, a deterioration in the properties of the composites compared with the pure polymer was found [
26]. In a similar study [
27], almond shell flour was used to fill the polymer material. The polymer was thermoplastic PVC. The tests consisted of revealing cracks on the surface of the composite and analysing its mechanical properties. A different approach was used to test foams obtained from PVC plastisol containing epoxidized linseed oil [
28]. The foams were studied by infrared spectroscopy and X-ray diffraction. They were found to have increased crystallinity due to the natural filler. The materials showed reduced water absorption. In our study, we showed that the introduction of wood flour into the plastisol resulted in an increase in the gelation temperature, and this was higher the more flour was in the plastisol. In addition, larger meal particle diameters in the composite corresponded to a lower gelation temperature. The results obtained for changes in torque and mass temperature do not preclude the processing of the developed compositions. Gelation temperatures in the range of 130–170 °C did not affect the density of the materials obtained, which depends on the composition and particle size of the wood filler. The films made from plastisol composites with Lignocel C120 flour had the highest density. In this case, the small size and developed surface area of the individual flour particles capable of absorbing plastisol and their close arrangement in the film were the decisive factors.
The change in hardness of the plastisol films and composites with wood flour added depended on the gelation temperature, filler content, and particle size. When the largest particle-size meal was used, the greatest increase in hardness was obtained. This was undoubtedly related to the physical structure of the meal particles themselves, which were large and hard.
The SEM results confirmed the heterogeneous structure of composite membranes containing fillers, especially when using Lignocel 9 flour with much larger dimensions. The occurrence of clusters of agglomerates of meal particles, irregularly distributed across the membrane cross-section, can result in a reduction in the mechanical properties of the material. Therefore, the next step in the planned research work will be to develop a method to improve the dispersibility of the filler in the polymer matrix, and steps will be taken to enhance the interactions at the filler-polymer matrix interface.
The results of thermomechanical tests on film samples made from gelled plastisols or composites showed that the shape of the strain-temperature curve is influenced by a number of factors. These include the gelation temperature, the amount and type of wood flour in the composite, the size and surface development of the flour particles, as well as their distribution in the film and their tendency to form agglomerates. Composites with Lignocel C120 meal had by far the best visco-elastic and elastic properties.
Strength tests showed significantly lower strength and elongation for the composites compared with unfilled plastisol. The addition of wood flour significantly reduced the elastic properties of the composites, which may be due to partial absorption of the plasticiser by the porous wood structure and insufficient interfacial interactions. The presence of filler agglomerates, confirmed by SEM imaging, also reduces mechanical properties. It was also observed that tensile strength and elongation increased with increasing gelation temperatures. The composites with the highest tensile strength contained 20 wt.% Lignocel C120 flour and the lowest 30 wt.% Lignocel 9 flour. The lower strength of the composite membranes was most likely due to insufficient cohesion of the material and poor wetting of the surface of the wood flour particles by the plastisol.
Studies of the viscoelastic properties of plastisol films and their composites with wood flour using dynamic mechanical analysis allowed the determination of the conservative and loss moduli and the tangent of mechanical loss. It turned out that for plastisol films, as the gelation temperature increases, the initial temperature decreases and the conservative modulus increases. Thus, the hypothesis of the formation of a physical network in a material made of polymer chains increasing the amount of accumulated reproducible elastic energy was confirmed. At the same time, the value of the tangent of mechanical loss decreased. In the case of plastisol-wood flour composites, the materials containing Lignocel C120 showed the most favourable elastic properties.
TGA tests showed that the introduction of wood flour into the plastisol and the higher gelation temperature of the composites formed in the first stage of their decomposition increased the initial temperature. The composites had lower maximum decomposition temperatures than the plastisol films. Wood flour accelerated the thermal decomposition of PVC, but this was much higher than the processing temperatures used for these materials. The final decomposition temperatures of the composite were always higher than those of the plastisol. In the second stage of decomposition, the maximum decomposition temperatures of plastisol were higher than those of composites. This indicated the different composition of the products formed during their thermal decomposition in the first stage. At this stage, the gelation temperature of the plastisol or composites and the amount of wood flour they contained had no significant effect on the thermal decomposition process.

 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





