3.2.5. Chemical Resistance to Liquid Aggressive Media
The evaluation of the coatings’ chemical resistance in the form of changes in the specific physical and mechanical parameters is described in
Table 11. The chemical resistance of coatings is crucial to ensure their long-term durability and stability in a variable, chemically aggressive environment. The used concentrations of the aggressive substances were intentionally several times higher than currently found in sewers, and the tests were intended to simulate long-term exposure to aggressive environments. The hydrophobic coatings were designed to protect the concrete substrate from the aggressive environment.
The results are crucial in assessing the durability and stability of coatings designed to protect concrete substrates from degradation. The concentrations of aggressive substances used in the tests were intentionally higher than those typically found in sewers, simulating long-term exposure to extreme conditions. Overall, the weight changes were relatively small, indicating that the protective coatings effectively resisted significant alterations in weight due to chemical exposure. Generally, the three-point flexural strength values remained within an acceptable range, suggesting that the protective coatings retained the concrete’s structural integrity, even in chemically aggressive environments. The majority of the coatings showed minimal visual changes, and only slight discolouration of the coatings was observed in some samples. Overall, the coatings exhibited favourable resistance to the aggressive liquid solutions chosen for the test. The protective coatings effectively mitigated weight changes, retained the flexural strength of the concrete substrate, and maintained its visual appearance. These factors are important in ensuring the long-term durability and stability of concrete objects exposed to chemically aggressive environments.
Vipulanandan et al. [
64] exposed a polyurethane coating with 10% sulfuric acid and proved that polyurethane coatings can extend the life of concrete by 14 times without any failure due to their high chemical resistance. Wang et al. [
65] concluded that the higher chemical resistance of polyurethane coatings is mainly due to the large number of hydrogen bonds, which have large intermolecular forces and chemical stability. This observation was also confirmed by Lenzi et al. [
66], who found that high mechanical strength and chemical stability with crosslinking ability and biocompatibility were achieved with a combination of an aliphatic poly-isocyanate trimer and higher-order trimer. S. Gaikwad et al. [
67] studied eco-friendly polyurethane coatings from cottonseed and Karanja oil-coated panels, where the panels were immersed in aqueous solutions of NaOH (5%) for 48 h, xylene for 120 h, and HCl (5%) for 120 h, as well as water. The polyurethane coatings showed good corrosion resistance to acids and alkalis.
To identify the formulation with the best chemical resistance, an analysis of the obtained data and the specific characteristics of each formulation was needed, particularly in relation to the amount of waste fibreglass filling. Since all the formulations were polyurethane-based, a focus on the impact of the waste fibreglass filling on their chemical resistance was crucial. The SPA 30 formulation had the best chemical resistance among all tested formulations, as it effectively retained its mechanical properties and showed an increase in flexural strength after exposure to aggressive chemicals. Although all the coatings exhibited similar weight changes and visual alterations, SPA 30 demonstrated a significant increase in flexural strength after exposure to aggressive aqueous solutions. This indicates that the 30% waste fibreglass filler enhanced the chemical resistance and reinforced the polyurethane-based coating. It is important to note that the different amounts of the waste fibreglass filler likely contributed to the observed differences in chemical resistance.
These results are consistent with the research by Malaki et al. [
68], who investigated the effect of nanosilica on the chemical resistance of polyurethane coatings and found that the samples reinforced with silica nanoparticles showed greater wear resistance than the pure polymer. This verifies that the addition of silica nanoparticles effectively extends the service life of polymer coatings.
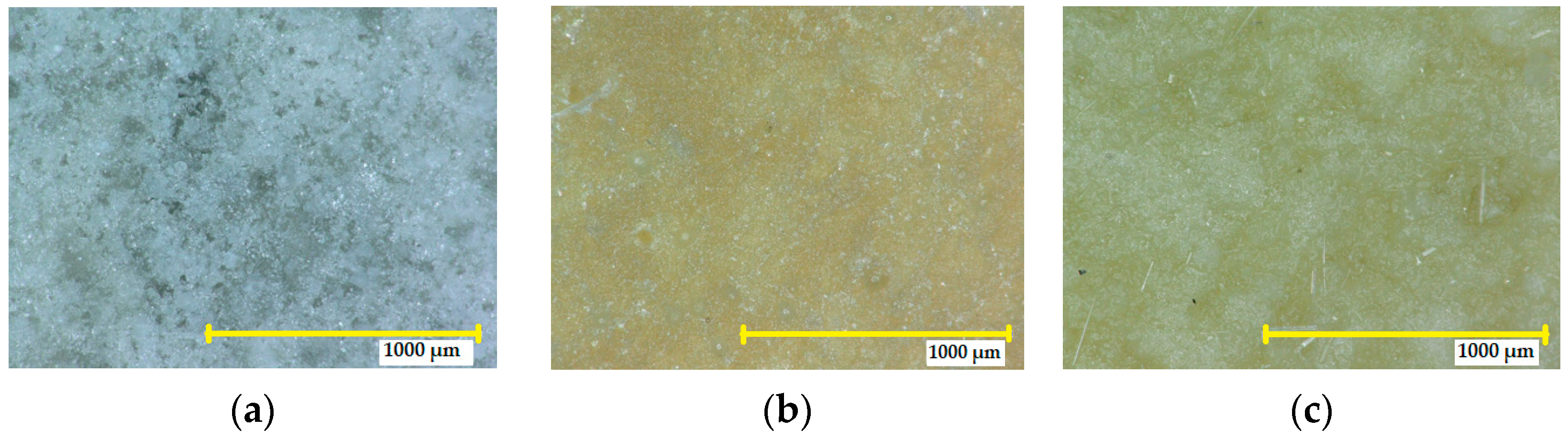
The SPA 30 coating exposed to 10% HCl did not have visible cracks or defects (see
Figure 9). However, there was a colour change, and the intensity of the change was classified according to EN ISO 4628-1:2016 as grade 3 (medium), which is a clearly detectable yellow discolouration, without visible blistering. The degree of flaking was 0—the surface area did not show any flaking. Exposure to a higher concentration of nitric acid (30%) resulted in a marked change in colour to yellow (grade 3), compared to the reference sample. Cracks could be seen at 10× magnification, which were classified as grade 0 regarding the size and number of cracks. Furthermore, no blistering or defects were visible under the microscope.
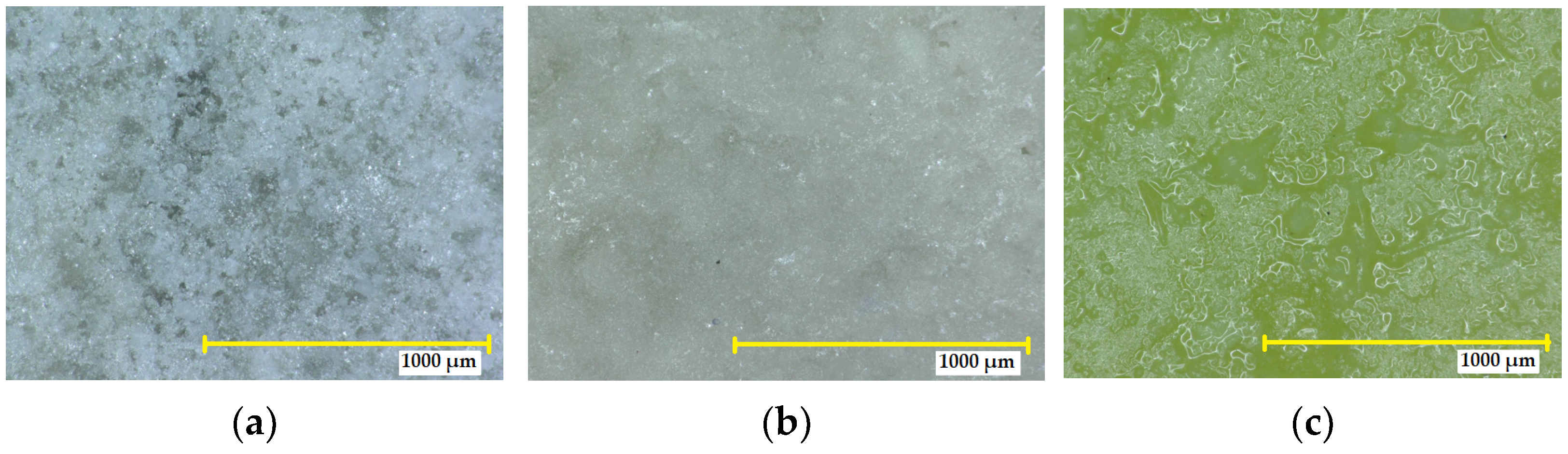
The SPA 30 coating exposed to 10% sulfuric acid showed no detectable cracks (grade 0) or defects (see
Figure 10). However, there was a change in colour, and the intensity of the change was classified according to EN ISO 4628-1:2016 as grade 2—very small, just detectable, and lighter in colour. No blistering was detected. The degree of flaking was 0. Exposure to a higher concentration of sulphuric acid (40%) resulted in a significant change in colour (to a yellow/green), compared to the reference (grade 4). Cracks could not be seen at 10× magnification, so the degree of the size and number of cracks was 0. No blistering was observed, and no other defects were visible under the microscope.
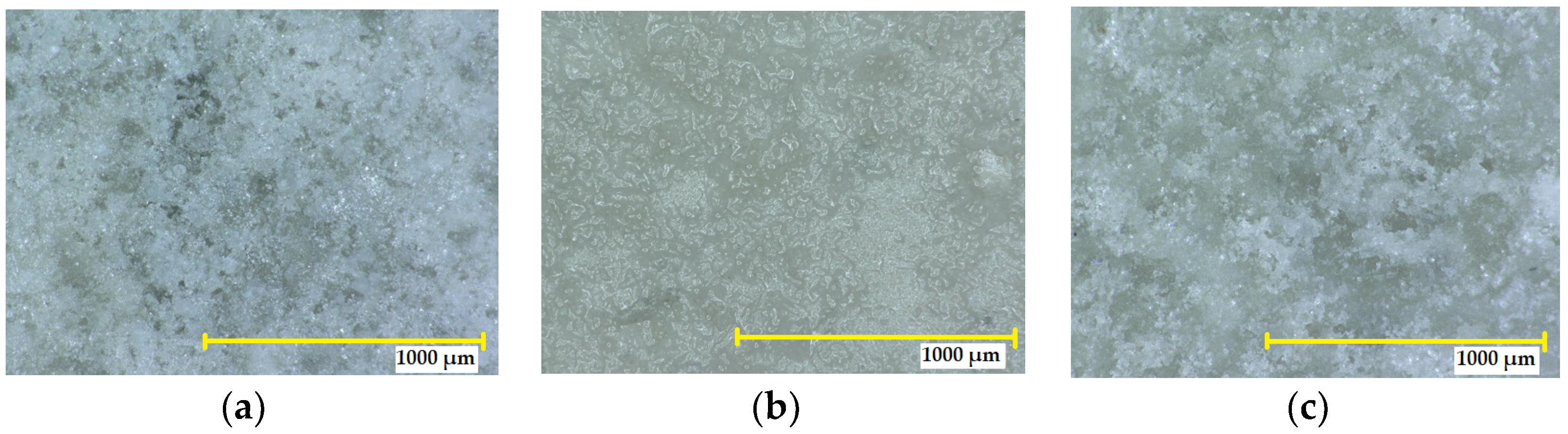
Exposure of the SPA 30 coating to 10% sodium hydroxide resulted in no detectable cracks and no visible coating defects. No colour change was observed, and the intensity of the change was classified according to EN ISO 4628-1:2016 as grade 0—no detectable change. The degree of flaking was 0. The exposure of the coatings to a higher concentration of sodium hydroxide (30%) resulted in no colour change compared to the reference (grade 0). Cracks could not be defined at 10× magnification, so the degree of the size and number of cracks was 0. No blistering occurred. No other defects were visible under the microscope compared to the reference (see
Figure 11).
The sample with the SPA 40 coating exposed to 10% HCl showed no cracks or defects. However, there was a noticeable colour change, classified as grade 3 (medium), indicating a clearly detectable yellow discolouration, based on the EN ISO 4628-1:2016 standard. No blisters were observed, and there was no flaking on the coating’s surface. When the sample was subjected to a higher concentration of nitric acid (30%), a significant colour change to yellow (grade 3) was observed compared to the reference sample. Cracks were not observable at magnification 10×, indicating grade 0 in terms of the size and number of cracks. No blisters were present, and no defects were visible under the microscope.
When exposed to 10% sulfuric acid, no cracks (grade 0) or visible defects were detected. However, there was a noticeable colour change, classified as grade 2 according to the EN ISO 4628-1:2016 standard. This change was very small, resulting in a lighter colour compared to the original shade. No blisters were observed, and there was no flaking on the surface of the coating.
Upon exposure to a higher concentration of sulfuric acid (30%), a significant colour change was observed compared to the yellow-green reference (grade 4). At magnification of 10×, cracks could not be identified, indicating grade 0 in terms of the size and number of cracks. No blistering was present, and no other defects were visible under the microscope.
When exposed to 10% sodium hydroxide, no cracks or visible defects were detected. There was no discernible colour change, resulting in a grade 0 classification according to EN ISO 4628-1:2016. The surface exhibited no flaking. Upon exposure to a higher concentration of sodium hydroxide (30%), there was no colour change observed compared to the reference sample (grade 0). At magnification of 10×, cracks could not be identified, indicating a grade of 0 in terms of the size and number of cracks. No blistering was observed. When compared to the reference, no other defects were visible under the microscope.
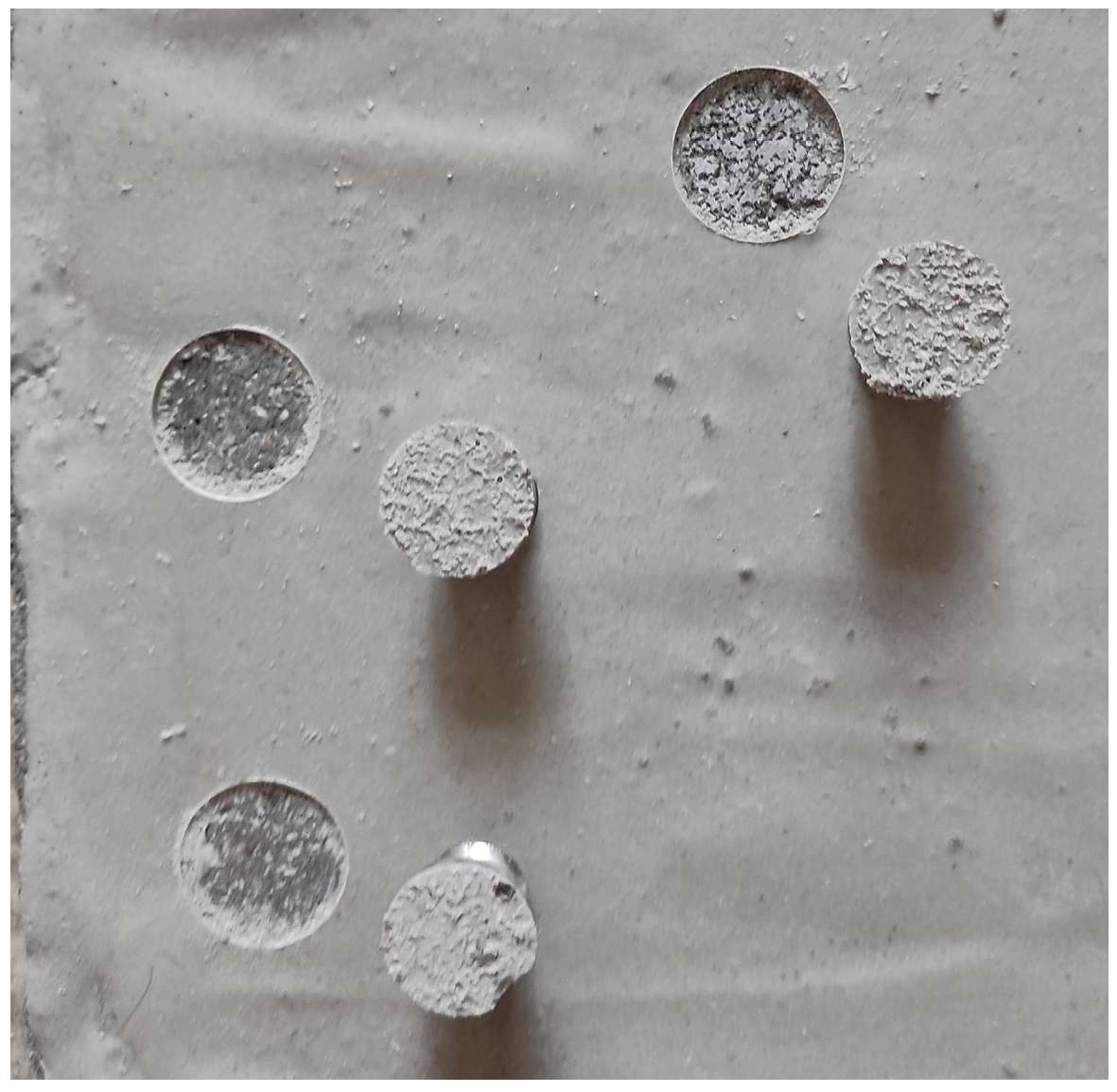
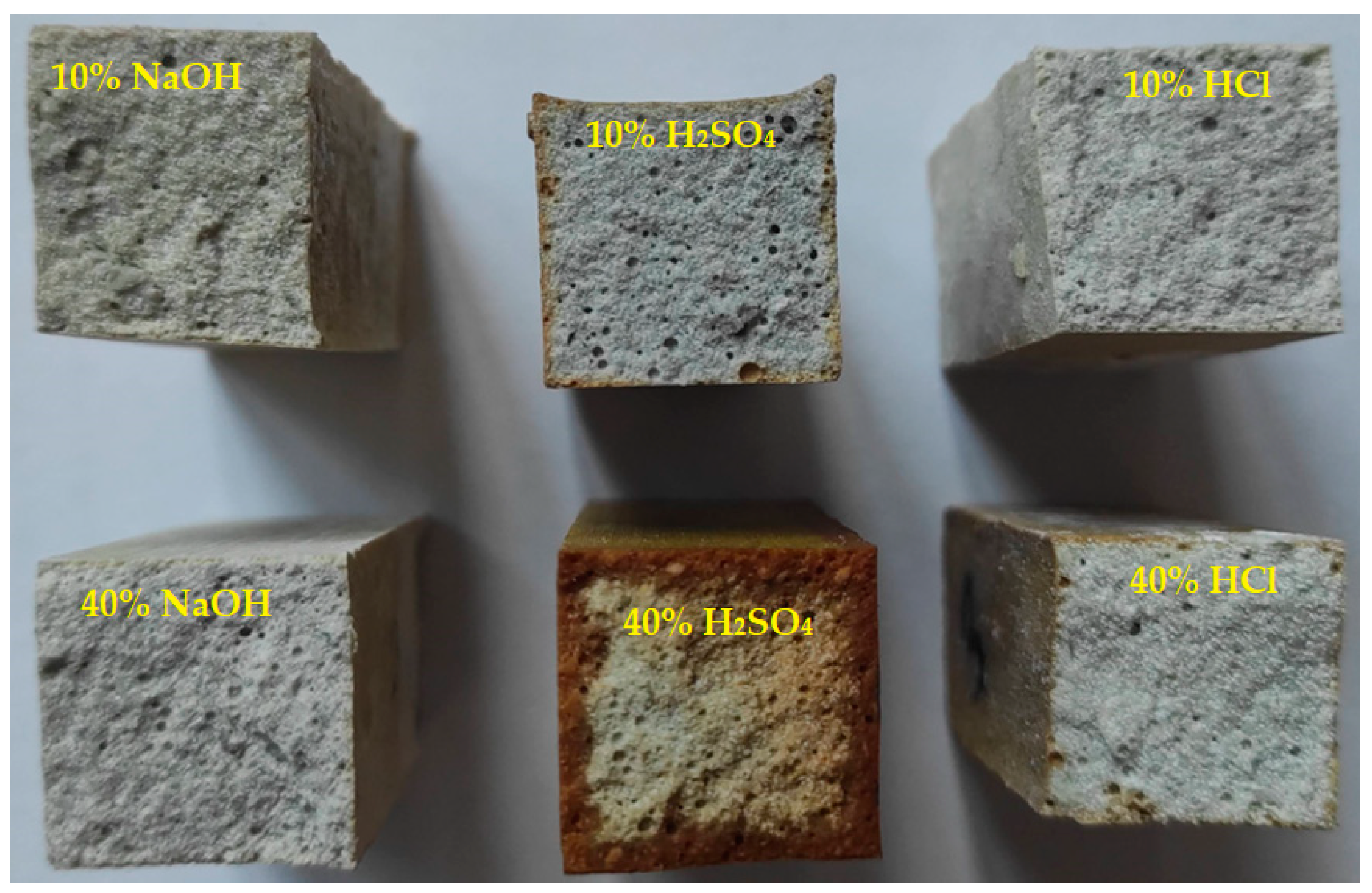
The fractured surfaces of the SPA 40 samples after exposure to the single-step chemically aggressive environments are shown in
Figure 12. For the sample that was exposed to the strong solution of sulfuric acid, the image clearly shows how deeply the acid penetrated the sample, characterised by orange discolouration. For the other samples, there was no significant penetration of the solutions into the concrete.
The microstructure of the SPA 50 sample exposed to 10% hydrochloric acid showed no visible cracks or defects. However, there was a noticeable grade 3 (medium) colour change, manifesting as yellow discolouration. No blisters or flaking were observed. The exposure to a higher concentration of nitric acid (30%) resulted in a significant yellow colour change (grade 3) compared to the reference sample. No cracks were visible at 10× magnification (grade 0), and no blisters or other defects were observed under the microscope.
The sample exposed to 10% sulfuric acid exhibited no cracks or defects (grade 0). However, there was a detectable colour change, classified as grade 2, resulting in a lighter shade compared to the original colour. No blisters or flaking were observed on the surface. The exposure to a higher concentration of sulfuric acid (30%) caused a significant colour change compared to the yellow-green reference (grade 4). No cracks were visible at 10× magnification (grade 0), and no blistering occurred. Aside from the change in appearance, no other defects were observed under the microscope.
The sample exposed to 10% sodium hydroxide showed no visible cracks or defects. There was no detectable colour change (grade 0) according to the EN ISO 4628-1:2016 standard. The surface did not exhibit any flaking. When exposed to a higher concentration of sodium hydroxide (30%), there was still no colour change observed compared to the reference sample (grade 0). At 10× magnification, no cracks were identifiable (grade 0) in terms of size and number. No blistering was occurred, and no additional defects were visible under the microscope when compared to the reference sample.
The microstructure of the SPA 60 sample exposed to 10% hydrochloric acid showed no cracks or other visible defects. However, there was a noticeable (medium) colour change (grade 2), indicated by yellow discolouration. No blisters or flaking were observed. Exposure to a higher concentration of nitric acid (30%) resulted in a significant yellow colour change (grade 3) compared to the reference sample. No cracks were visible at 10× magnification (grade 0), and no blisters or other defects were observed under the microscope.
The sample exposed to 10% sulfuric acid exhibited no visible cracks or defects (grade 0). However, there was a detectable colour change, classified as grade 2, presenting as a lighter shade compared to the original colour. No blisters or flaking were observed on the coating’s surface. Exposure to the higher concentration of sulfuric acid (30%) caused a significant colour change compared to the yellow-green reference (grade 4). No cracks were visible at 10× magnification (grade 0), and no blistering occurred.
The sample exposed to 10% sodium hydroxide showed no visible cracks or defects. There was no detectable colour change (grade 0) according to the EN ISO 4628-1:2016 standard. The surface did not exhibit any flaking. When exposed to the higher concentration of sodium hydroxide (30%), there was still no colour change compared to the reference sample (grade 0). At 10× magnification, no cracks were identifiable (grade 0) in terms of size and number. No blistering occurred, and no additional defects were visible under the microscope when compared to the reference sample.
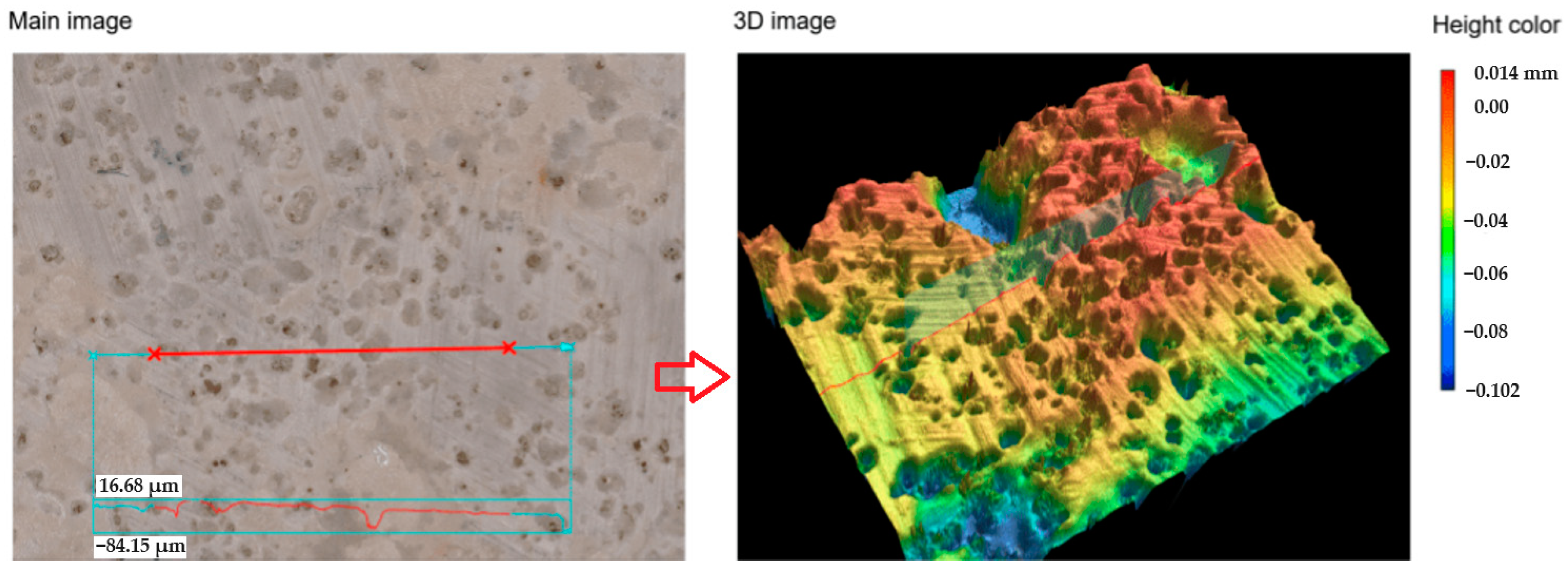
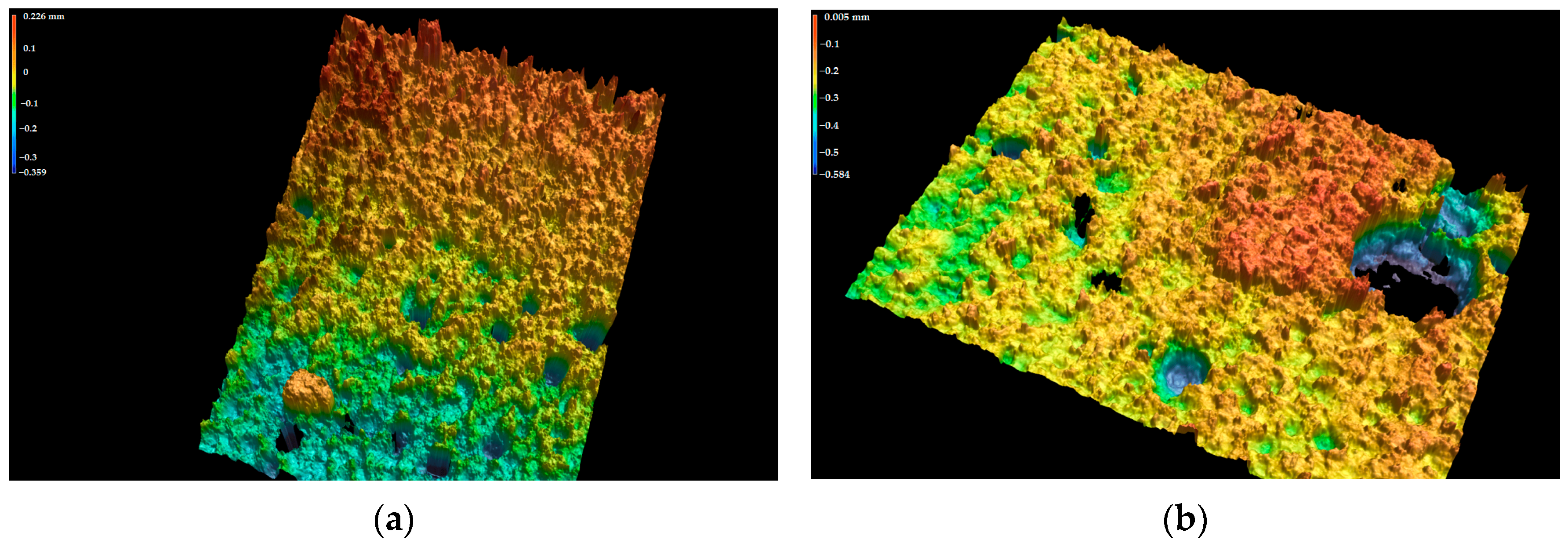
The line roughness measurements of the SPA 60 samples after exposure to a chemically aggressive environment using the KEYENCE VR-6000 Series digital microscope (Keyence Ltd., Osaka, Japan) can be seen in
Figure 13 and
Figure 14.
In summary, the coatings containing different amounts of waste fibreglass exhibited resistance to the aggressive chemical media. Although there were noticeable colour changes in some cases, no cracks, blistering, or significant defects were observed under the microscope. The microstructures of the coatings remained intact, confirming their good chemical resistance overall.
3.2.6. Resistance to a Humid Atmosphere Containing SO2
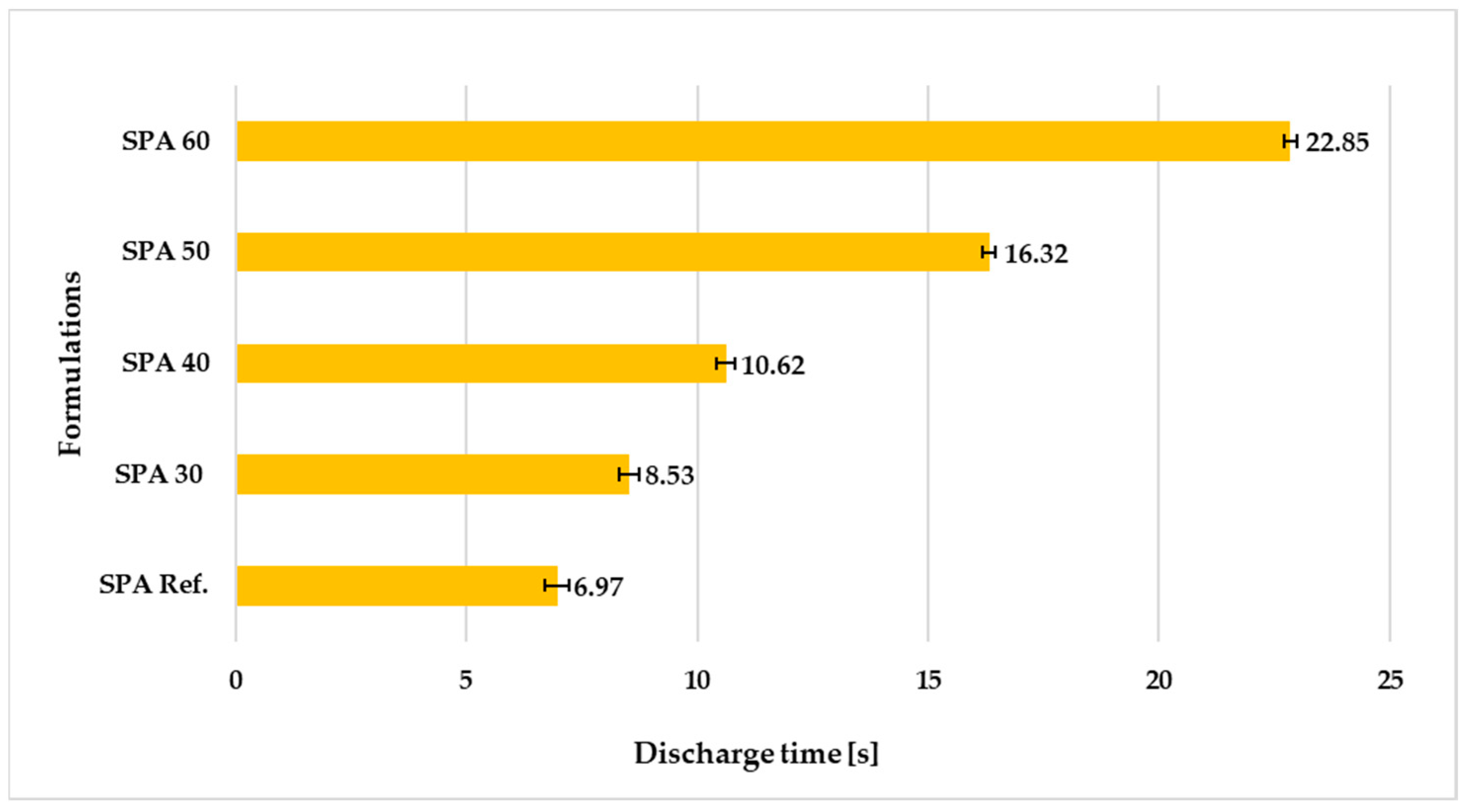
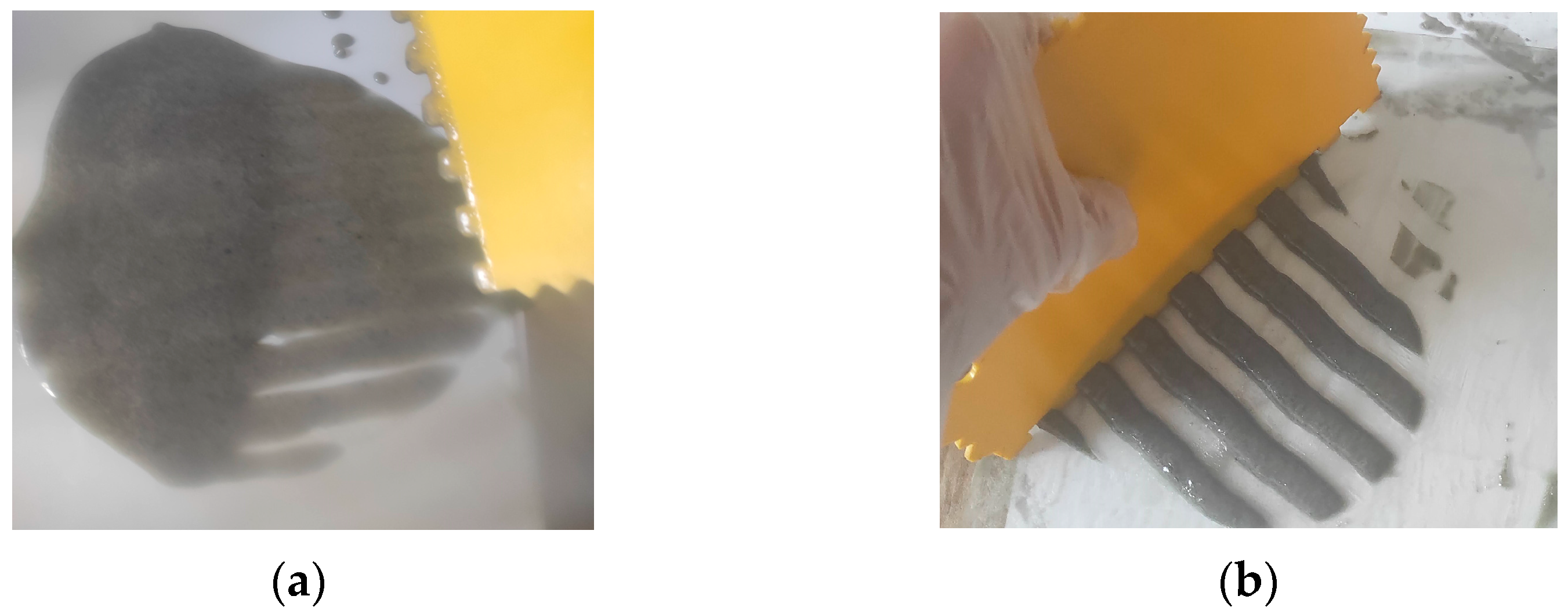
Different behaviour was recorded between the different formulations. As the secondary filler content increased, the consumption increased, and the sample was easier to apply uniformly due to its viscosity.
The main difference was in the corrosion resistance of the coatings in the SO2 atmosphere, where the higher mass filling of SPA 60 resulted in an increase in corrosion resistance to the aggressive environment. After 40 cycles of exposure, the samples showed no visual decrease in adhesion to the substrate and showed little or no blistering. Only a significant colour change in the coating occurred.
Table 12 provides important data regarding the coating consumption, flexural strength, and visual assessment of the samples after loading in an SO
2 humid atmosphere. The coating consumption varied from 839 g/m
2 (SPA Ref.) to 2099 g/m
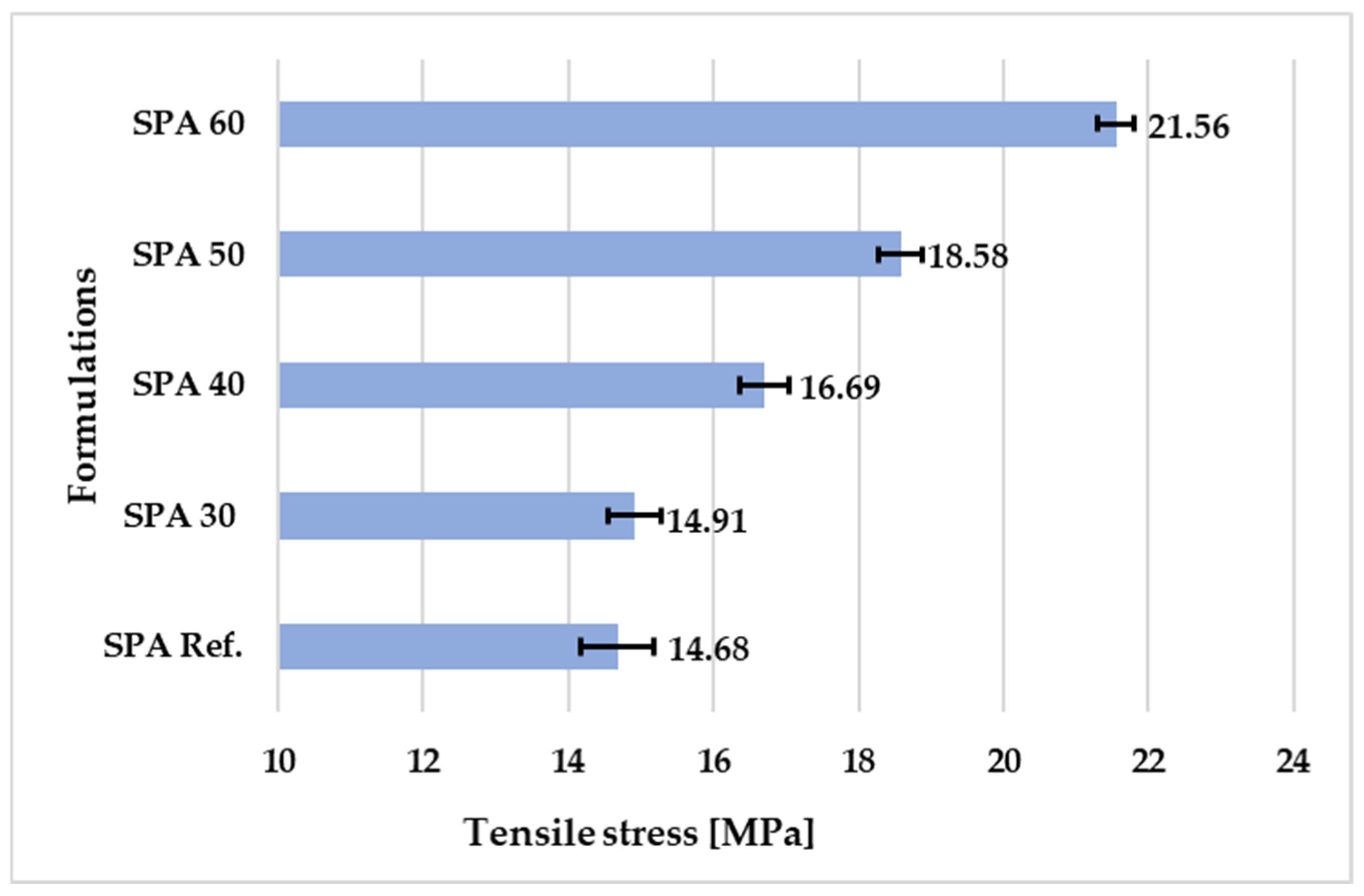
2 (SPA 60). This indicates variations in the amount of coating required for each concrete specimen. The flexural strength showed an increasing trend—from 10.96 MPa for the SPA Ref. specimen to 17.06 MPa for the SPA 60 specimen. The results prove the ability of the coatings to protect the concrete, and their strength does not decrease in a corrosive SO
2 environment. The change in flexural strength, expressed as a percentage, demonstrates the increase in flexural strength in comparison with the reference sample. The specimens exhibited a consistent increase in strength, ranging from 144% for the SPA 30 sample to a 181% increase for the concrete sample treated with the SPA 60 coating. This indicates the effectiveness of the coatings in enhancing the flexural strength of concrete elements.
The visual assessment described the overall appearance of each specimen. The results (the degree of corrosion of 9 (>0.01% and ≤0.03%) and 10 (≤0.01%)) showed no significant visual defects and only minor variations in the appearance of the tested specimens. All samples showed significant orange-brown discolouration (see
Figure 15).
A polyurethane topcoat is widely used within reinforced concrete structures, e.g., domestic wharfs with aggressive environments in the form of H
2S and SO
2 [
69]. Almusallam et al. [
70] stated that polyurethane coatings are, together with epoxy coatings, among the most effective protective materials for concrete to prevent sulfation.
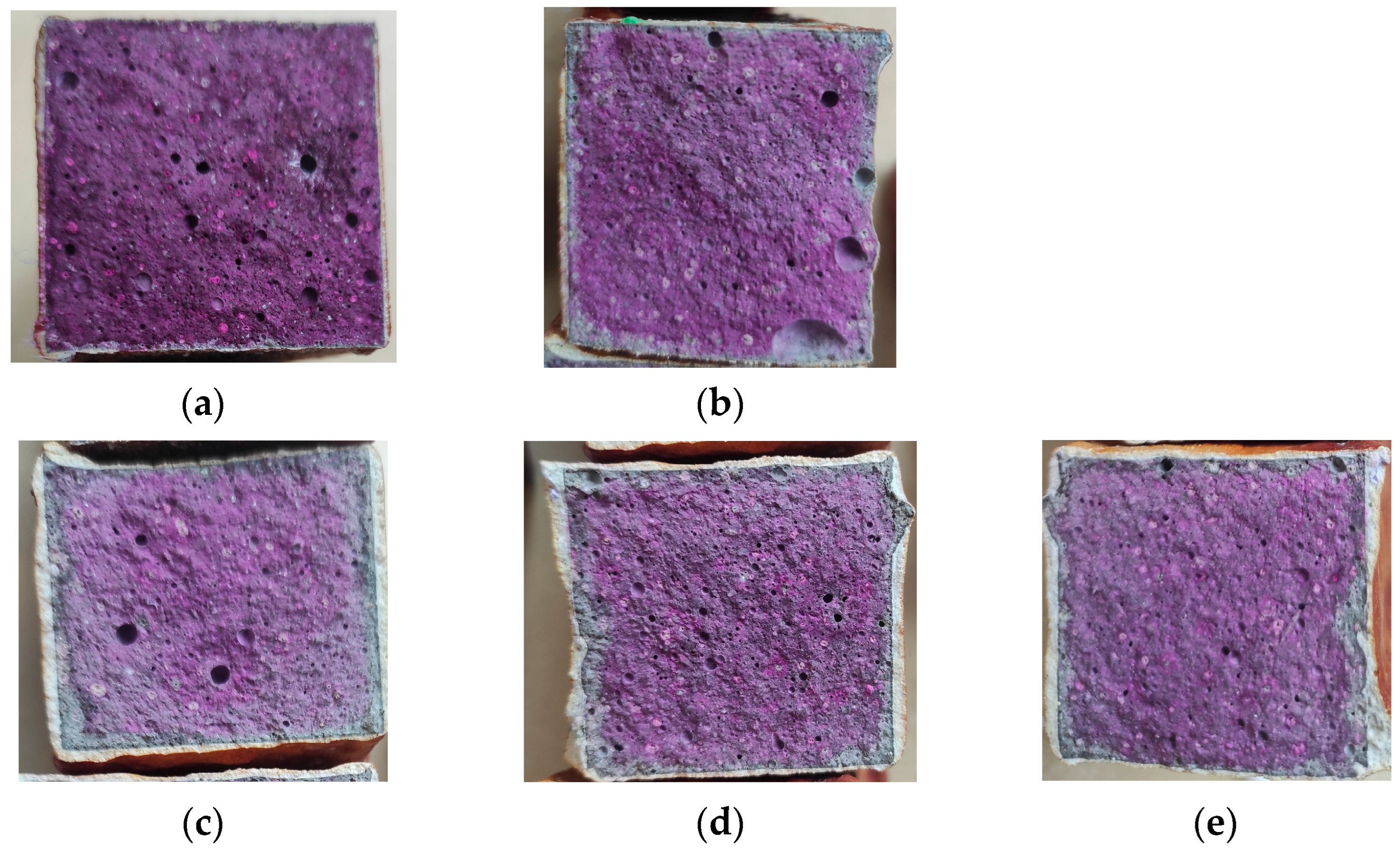
The phenolphthalein test was chosen to test the assumption that concrete may undergo a sulphate attack due to the reaction of SO
2 gas with water vapour in sewers. This reaction can lead to the formation of various sulphur compounds, including iron sulphides, on the surface of concrete. The formation of sulphur compounds can significantly affect the pH of the concrete. In the presence of oxygen, these compounds react with water to form sulfuric acid (H
2SO
4). In the presence of sulfuric acid, the pH of concrete can drop significantly, resulting in an acidic environment [
71,
72,
73]. The phenolphthalein test serves as a valuable tool in monitoring degradation reactions that can decrease the pH of concrete. This degradation can be observed by a significant colour change in the concrete, shown by the phenolphthalein indicator (from a purple hue to a colourless state).
Figure 16 contains a series of images of the phenolphthalein-treated surfaces, which show that the corrosive substances did not significantly penetrate the concrete samples protected by the coatings. A pH reduction, determined by the phenolphthalein test, due to the humid SO
2 atmosphere was demonstrated for all samples to approximately the same depth in the concrete surfaces. Wu et al. [
74] stated that the key property for the protection of concrete against SO
2 is mainly to prevent the formation of cracks in the coating. Water can transfer corrosive substances, such as Cl
− and SO
2, into concrete through cracks, leading to the deterioration of the concrete’s durability.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}