
Preparation of Aligned Steel-Fiber-Reinforced Concrete Using a Magnetic Field Created by the Assembly of Magnetic Pieces

Abstract
:1. Introduction
2. The Preparation of the Aligned Steel-Fiber-Reinforced Concrete
2.1. The Method of Aligning Steel Fibers by a Nonuniform Magnetic Field
2.2. Preparation of Aligned Steel-Fiber-Reinforced Concrete
3. Results of Aligning Steel Fibers in Cementitious Composites Using the Device of the Assembly of Magnetic Pieces
4. Flexural Properties of the ASFRC Prepared Using the Magnetic Field Generated by the Assembly of Magnet Pieces
4.1. Three-Point Bending Test
4.2. Flexural Property
4.3. Flexural Toughness
5. Conclusions
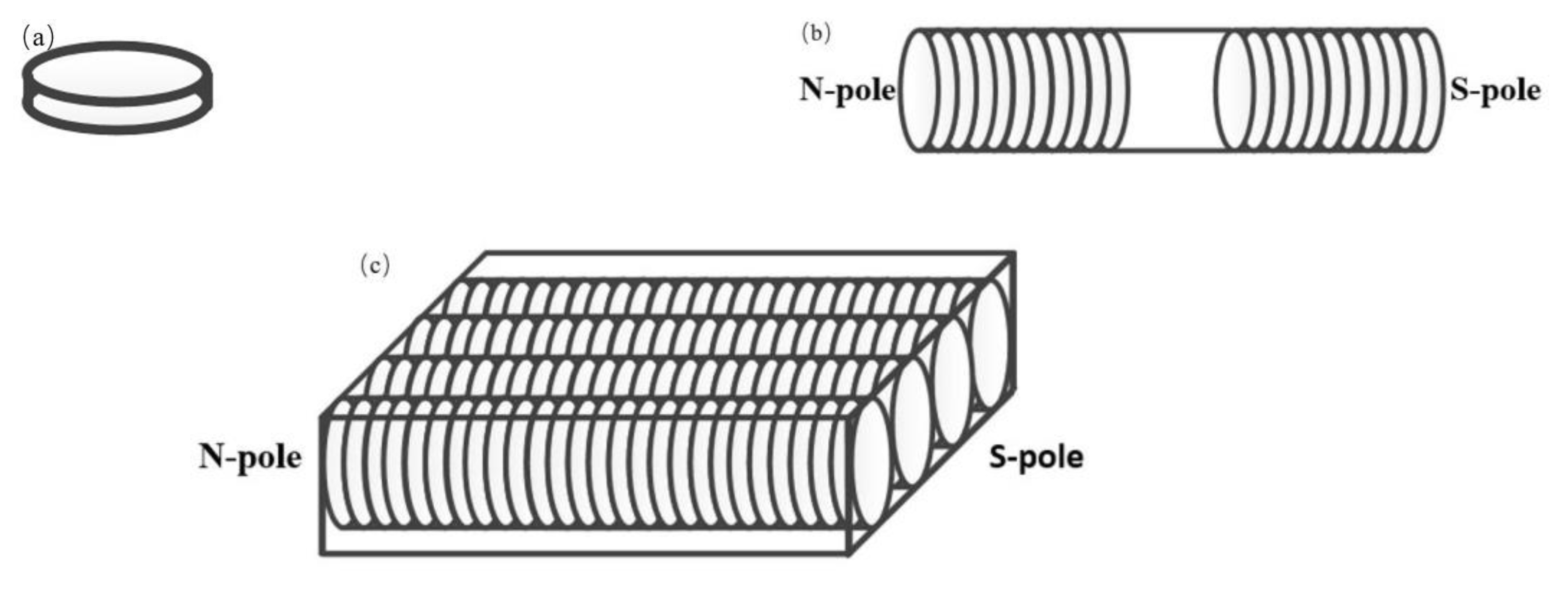
- When a number of small magnets are assembled and form a plate, the magnetic field near the surface of the plate has almost straight magnetic lines. The magnetic field can be used to align the steel fibers in cementitious composites, which was proven by experimental tests. After trials tests, a magnetic device was developed, which was the assembly of small magnetic pieces arranged in the same manner. The advantage of using the new device to prepare the ASFRC was that in the aligning process, the magnetic field device only treated the structures or members on one surface, and there was no limit on the size or shape of the structures or members.
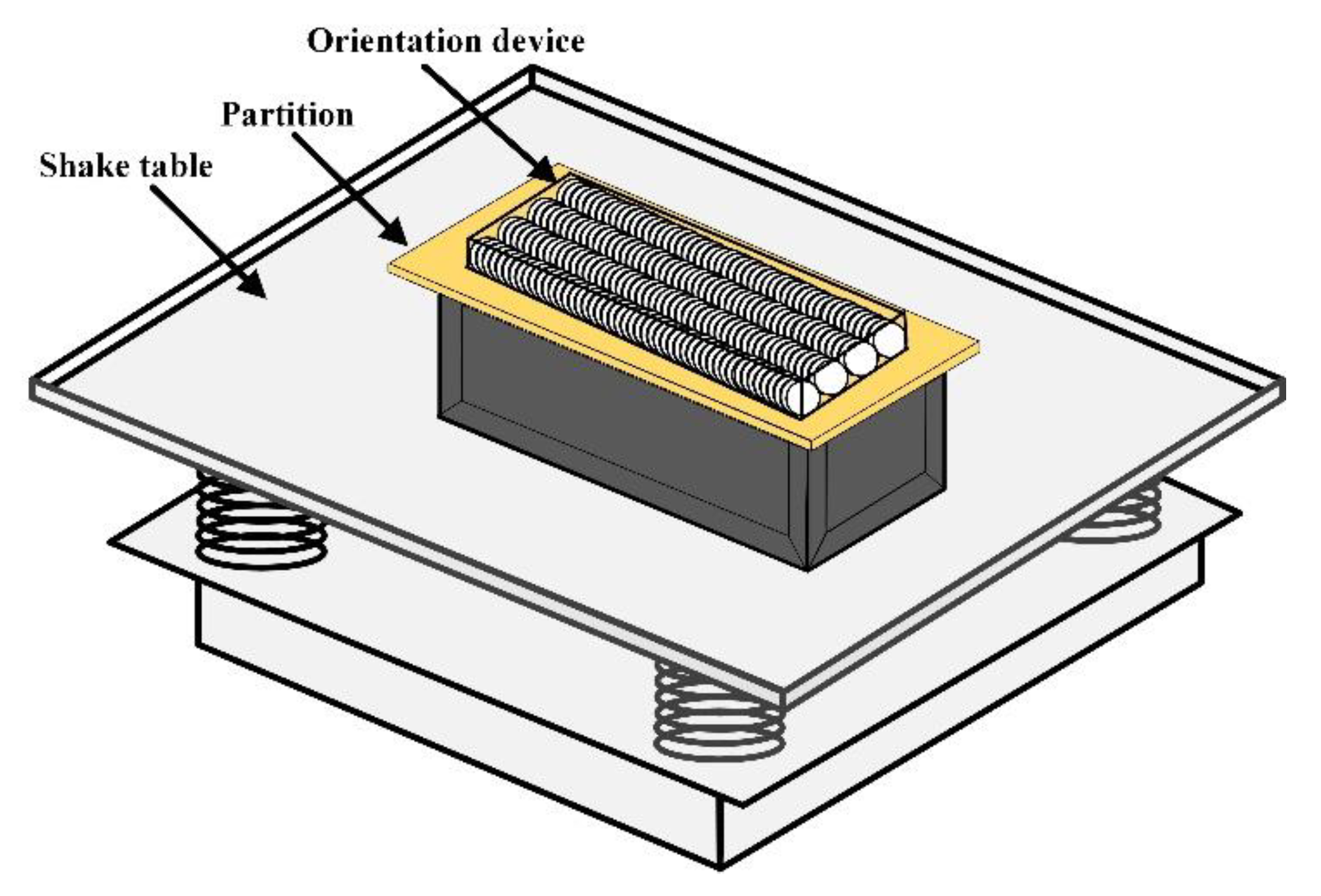
- In the preparation of the ASFRC specimens, the fresh mixture of cementitious composites in the mold were treated using the device on one surface when compacted. Both the magnetic induction intensity of the device and the distance between the device and surface of the specimen significantly influenced the quality of the aligning of the steel fibers in the matrix. The appropriate parameters (magnetic field induction intensity and distance of magnetic treatment of the specimen using the device) were optimized experimentally. By using the developed device, aligned steel-fiber-reinforced cementitious composite (ASFRC) specimens were prepared, and the orientation effective coefficient of the steel fibers in the ASFRC specimens reached 0.9 or higher.
- Compared with a random steel-fiber-reinforced cementitious composite (SFRC), the flexural properties of the ASFRC prepared by the device were significantly improved, in which the flexural strength and flexural toughness of ASFEC were increased by 20–70% and 40–150%, respectively. On the other hand, the flexural properties of the specimen prepared by the device were comparable to that of the specimen prepared by the solenoid, which indicated that the device has excellent performance in aligning steel fibers.
Author Contributions
Funding
Conflicts of Interest
References
- Ferrier, E.; Michel, L.; Zuber, B.; Chanvillard, G. Mechanical behaviour of ultra-high-performance short-fibre-reinforced concrete beams with internal fibre reinforced polymer bars. Compos. B Eng. 2015, 68, 246–258. [Google Scholar] [CrossRef]
- De Andrade, R.G.M.; Pfeil, M.S.; Battista, R.C.; Filho, R.; Lopes, R.T. Comparison between methods to determine the fibre orientation factor of an HPFRC bridge box girder. Constr. Build. Mater. 2020, 269, 121291. [Google Scholar] [CrossRef]
- Shen, P.L.; Lu, J.X.; Zheng, H.B.; Lu, L.N.; Wang, F.Z.; He, Y.J.; Hu, S.G. Expansive ultra-high performance concrete for concrete-filled steel tube applications. Cem. Concr. Compos. 2020, 114, 12. [Google Scholar] [CrossRef]
- Michels, J.; Gams, M. Preliminarno istraživanje utjecaja orijentacije vlakana u mikroarmiranim mortovima. Građevinar 2016, 68, 645–655. [Google Scholar]
- Abrishambaf, A.; Pimentel, M.; Nunes, S. Influence of fibre orientation on the tensile behaviour of ultra-high performance fibre reinforced cementitious composites. Cem. Concr. Res. 2017, 97, 28–40. [Google Scholar] [CrossRef]
- Mu, R.; Li, H.; Qing, L.; Lin, J.; Zhao, Q. Aligning steel fibers in cement mortar using electro-magnetic field. Constr. Build. Mater. 2017, 131, 309–316. [Google Scholar] [CrossRef]
- Mu, R.; Wei, L.; Wang, X.; Li, H.; Qing, L.; Zhou, J.; Zhao, Q. Preparation of aligned steel fiber reinforced cementitious composite and its flexural behavior. J. Vis. Exp. 2018, 136, 56307. [Google Scholar] [CrossRef] [PubMed]
- Wu, K.; Li, H.; Chai, Z.G.; Shi, N.; Lin, S.Q. A Steel Fiber Directional Arrangement Device and Steel Fiber Concrete Manufacturing Method. CN Patent 110216776A, 10 September 2019. [Google Scholar]
- Ghailan, D.B.; Al-Ghalib, A.A. Magnetic alignment of steel fibres in self-compacting concrete. Aust. J. Struct. Eng. 2019, 21, 333–341. [Google Scholar] [CrossRef]
- Meng, W.; Khayat, K.H. Improving flexural performance of ultra-high-performance concrete by rheology control of suspending mortar. Compos. B Eng. 2017, 117, 26–34. [Google Scholar] [CrossRef]
- Mu, R.; Xing, P.; Yu, J.; Wei, L.; Zhao, Q.; Qing, L.; Zhou, J.; Tian, W.; Gao, S.; Zhao, X.; et al. Investigation on reinforcement of aligned steel fiber on flexural behavior of cement-based composites using acoustic emission signal analysis. Constr. Build. Mater. 2019, 201, 42–50. [Google Scholar] [CrossRef]
- Mu, R.; Zhao, Q.; Tian, W. Investigation on the preparation and properties of aligned steel fibre reinforce cement paste. J. Hebei Univ. Technol. 2012, 41, 101–104. [Google Scholar]
- Test, C.C.; Drilled, T.; Concrete, C.; Panels, S.T. Standard Test Method for Flexural Performance of Fiber Reinforced Concrete (Using Beam with Third-Point Loading); ASTM International: West Conshohocken, PA, USA, 2005. [Google Scholar]
- Sadrmomtazi, A.; Gashti, S.H.; Tahmouresi, B. Residual strength and microstructure of fiber reinforced self-compacting concrete exposed to high temperatures. Constr. Build. Mater. 2020, 230. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Specimen | Water Cement Ratio | Water (kg/m3) | Cement (kg/m3) | Sand (kg/m3) | Water Reducer (kg/m3) | Steel Fiber (kg/m3) |
|---|---|---|---|---|---|---|
| ASFRC-I-0.36-0.8%S | 0.36 | 269 | 747 | 1120 | 1.4 | 62.4 |
| ASFRC-I-0.36-1.2%S | 0.36 | 265 | 736 | 1104 | 1.5 | 93.6 |
| ASFRC-I-0.36-1.2%H | 0.36 | 265 | 736 | 1104 | 1.5 | 93.6 |
| ASFRC-I-0.36-1.6%S | 0.36 | 261 | 725 | 1088 | 1.6 | 124.8 |
| ASFRC-I-0.42-1.2%S | 0.42 | 307 | 731 | 1097 | 0.6 | 93.6 |
| Type of Steel Fiber | Density (kg/m3) | Average Length (mm) | Equivalent Diameter (mm) | The Ratio of Length to Diameter | Elastic Modulus (GPa) | Tensile Strength (MPa) |
|---|---|---|---|---|---|---|
| Straight circular type /Hooked type | 7800 | 30 | 0.5 | 60 | 210 | 1150 |
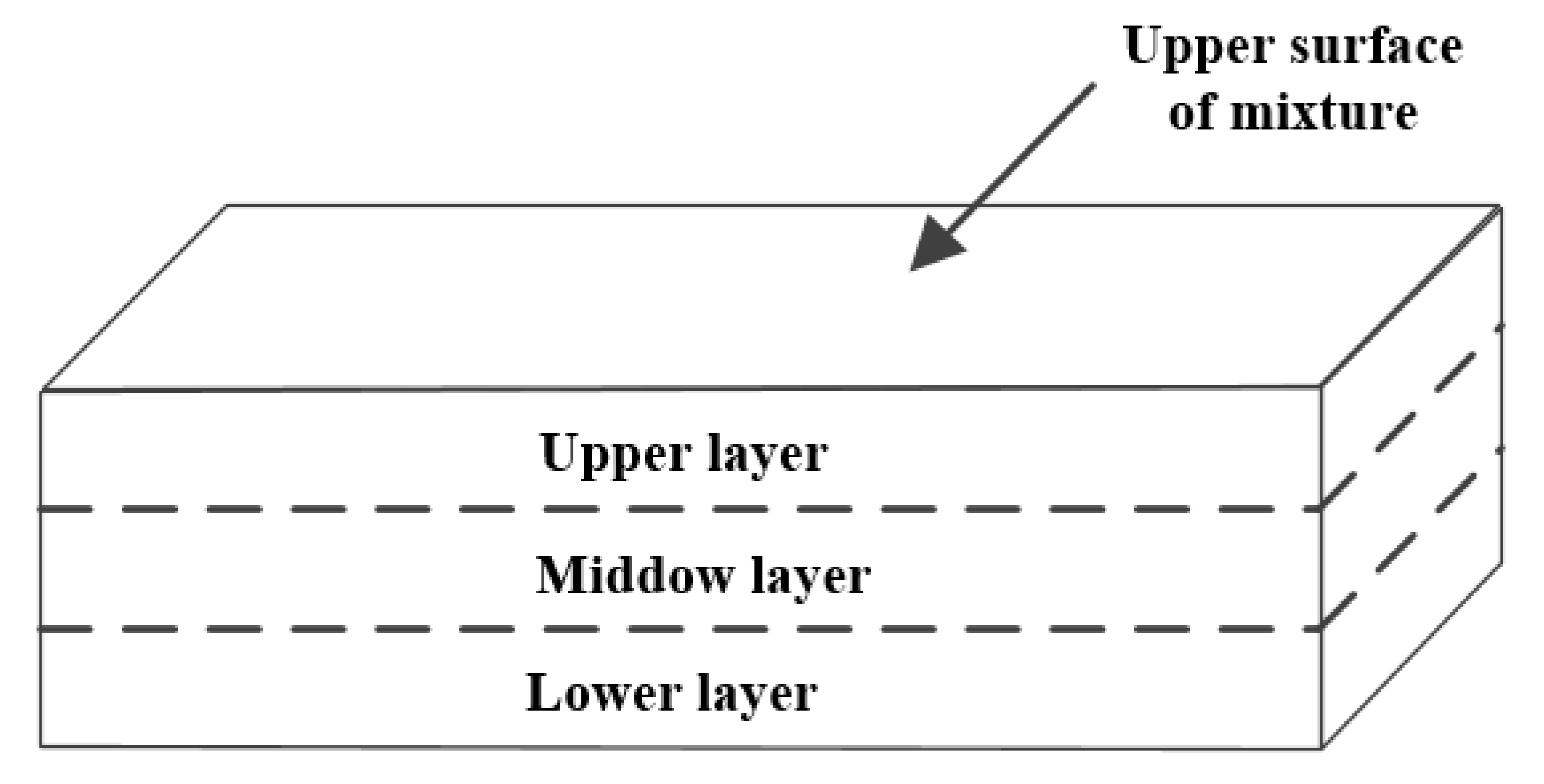
| Type of Specimen | 0 mm ηθ | 100 mm ηθ | 200 mm ηθ | ||||
|---|---|---|---|---|---|---|---|
| n | ηθ | n | ηθ | n | ηθ | ||
| 0 T | Upper layer | 51 | 0.54 | 52 | 0.53 | 47 | 0.50 |
| Middle layer | 52 | 0.54 | 55 | 0.55 | 51 | 0.51 | |
| Lower layer | 48 | 0.52 | 47 | 0.52 | 50 | 0.52 | |
| 0.1 T | Upper layer | 50 | 0.95 | 48 | 0.92 | 37 | 0.88 |
| Middle layer | 49 | 0.92 | 49 | 0.91 | 29 | 0.79 | |
| Lower layer | 49 | 0.91 | 42 | 0.86 | 61 | 0.68 | |
| 0.2 T | Upper layer | 61 | 0.93 | 52 | 0.94 | 51 | 0.91 |
| Middle layer | 55 | 0.92 | 50 | 0.92 | 45 | 0.88 | |
| Lower layer | 37 | 0.95 | 47 | 0.90 | 42 | 0.86 | |
| 0.3 T | Upper layer | 72 | 0.94 | 62 | 0.94 | 54 | 0.93 |
| Middle layer | 59 | 0.93 | 55 | 0.92 | 51 | 0.91 | |
| Lower layer | 34 | 0.92 | 38 | 0.90 | 44 | 0.90 | |
| Group | Flexural Strength (MPa) | Group | Flexural Strength (MPa) |
|---|---|---|---|
| ASFRC-I-0.36-0.8%S | 5.98 | ASFRC-I-0.36-1.2%H | 11.46 |
| ASFRC-II-0.36-0.8%S | 5.96 | ASFRC-II-0.36-1.2%H | 11.65 |
| SFRC0.36-0.8%S | 5.22 | SFRC0.36-1.2%H | 7.71 |
| ASFRC-I-0.36-1.2%S | 8.35 | ASFRC-I-0.42-1.2%S | 7.12 |
| ASFRC-II-0.36-1.2%S | 7.86 | ASFRC-II-0.42-1.2%S | 7.09 |
| SFRC0.36-1.2%S | 4.99 | SFRC0.42-1.2%S | 4.23 |
| ASFRC-I-0.36-1.6%S | 10.98 | ||
| ASFRC-II-0.36-1.6%S | 10.69 | ||
| SFRC0.36-1.6%S | 6.85 |
| Group | P600 (kN) | ƒ600 (MPa) | P150 (kN) | ƒ150 (MPa) | T150 (J) | Growth Rate |
|---|---|---|---|---|---|---|
| ASFRC-I-0.36-0.8%S | 12.479 | 5.616 | 9.181 | 4.131 | 22.382 | 92.9% |
| ASFRC-II-0.36-0.8%S | 11.765 | 5.294 | 9.667 | 4.350 | 22.030 | 89.9% |
| SRFRC0.36-0.8%S | 10.276 | 4.624 | 4.745 | 2.135 | 11.600 | |
| ASFRC-I-0.36-1.2%S | 17.741 | 7.983 | 13.457 | 6.056 | 31.515 | 54.8% |
| ASFRC-II-0.36-1.2%S | 17.203 | 7.741 | 14.828 | 6.673 | 31.498 | 54.7% |
| SRFRC0.36-1.2%S | 10.999 | 4.950 | 9.274 | 4.173 | 20.364 | |
| ASFRC-I-0.36-1.6%S | 21.946 | 9.876 | 15.293 | 6.882 | 38.994 | 95.2% |
| ASFRC-II-0.36-1.6%S | 22.128 | 9.958 | 16.810 | 7.565 | 38.303 | 91.7% |
| SRFRC0.36-1.6%S | 11.835 | 5.326 | 6.385 | 2.873 | 19.976 | |
| ASFRC-I-0.36-1.2%H | 25.459 | 11.457 | 15.264 | 6.869 | 39.328 | 41.2% |
| ASFRC-II-0.36-1.2%H | 24.219 | 10.898 | 18.174 | 8.178 | 42.754 | 53.5% |
| SRFRC0.36-1.2SH | 16.621 | 7.479 | 11.752 | 5.288 | 27.844 | |
| ASFRC-I-0.42-1.2%S | 4.541 | 6.543 | 11.937 | 5.372 | 27.354 | 148.2% |
| ASFRC-II-0.42-1.2%S | 13.526 | 6.087 | 10.821 | 4.869 | 25.151 | 128.3% |
| SRFRC0.42-1.2%S | 5.421 | 2.439 | 5.328 | 2.398 | 11.019 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mu, R.; Dong, R.; Liu, H.; Chen, H.; Cheng, Q.; Fan, C. Preparation of Aligned Steel-Fiber-Reinforced Concrete Using a Magnetic Field Created by the Assembly of Magnetic Pieces. Crystals 2021, 11, 837. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11070837
Mu R, Dong R, Liu H, Chen H, Cheng Q, Fan C. Preparation of Aligned Steel-Fiber-Reinforced Concrete Using a Magnetic Field Created by the Assembly of Magnetic Pieces. Crystals. 2021; 11(7):837. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11070837
Chicago/Turabian StyleMu, Ru, Ruixin Dong, Haoqi Liu, Haoyu Chen, Qingao Cheng, and Chunhao Fan. 2021. "Preparation of Aligned Steel-Fiber-Reinforced Concrete Using a Magnetic Field Created by the Assembly of Magnetic Pieces" Crystals 11, no. 7: 837. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11070837