
Improvement of Mechanical Properties and Condensation Behavior for Alkali-Activated Materials by Sodium Silicate

Abstract
:1. Introduction
2. Experimental Contents and Methods
2.1. Experimental Materials and Mix Proportion
2.1.1. Experimental Materials
2.1.2. Experimental Mix Proportion
2.2. Preparation and Curing of Samples
2.2.1. Preparation Method
2.2.2. Curing Method
2.3. Experimental Contents and Methods
2.3.1. Compressive Strength Test
2.3.2. Determination of Setting Time
2.3.3. XRD Analysis
2.3.4. Optical Microscope Analysis
3. Experimental Results and Discussion
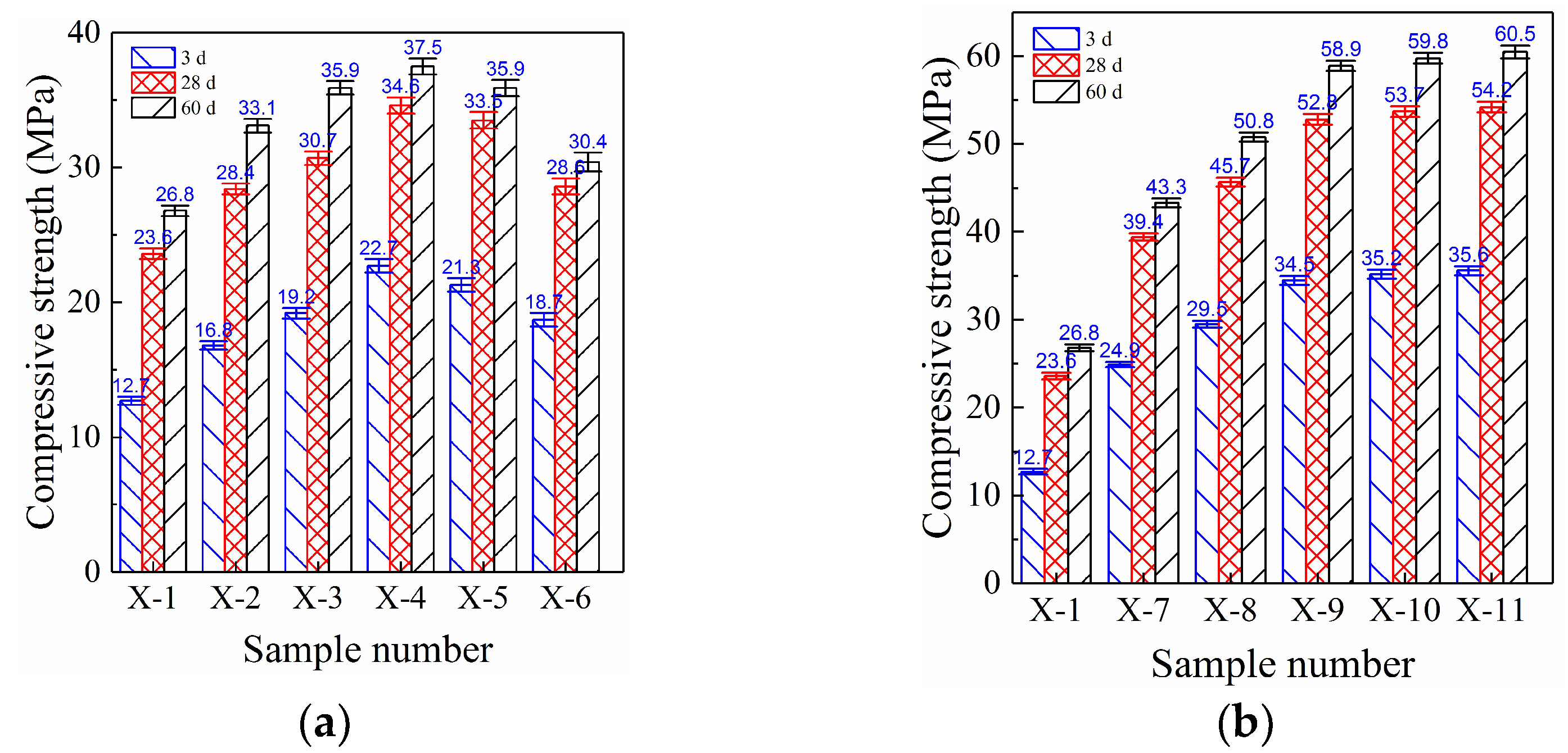
3.1. Compressive Strength Analysis
3.1.1. Influence of Solid Sodium Silicate
3.1.2. Influence of Liquid Sodium Silicate
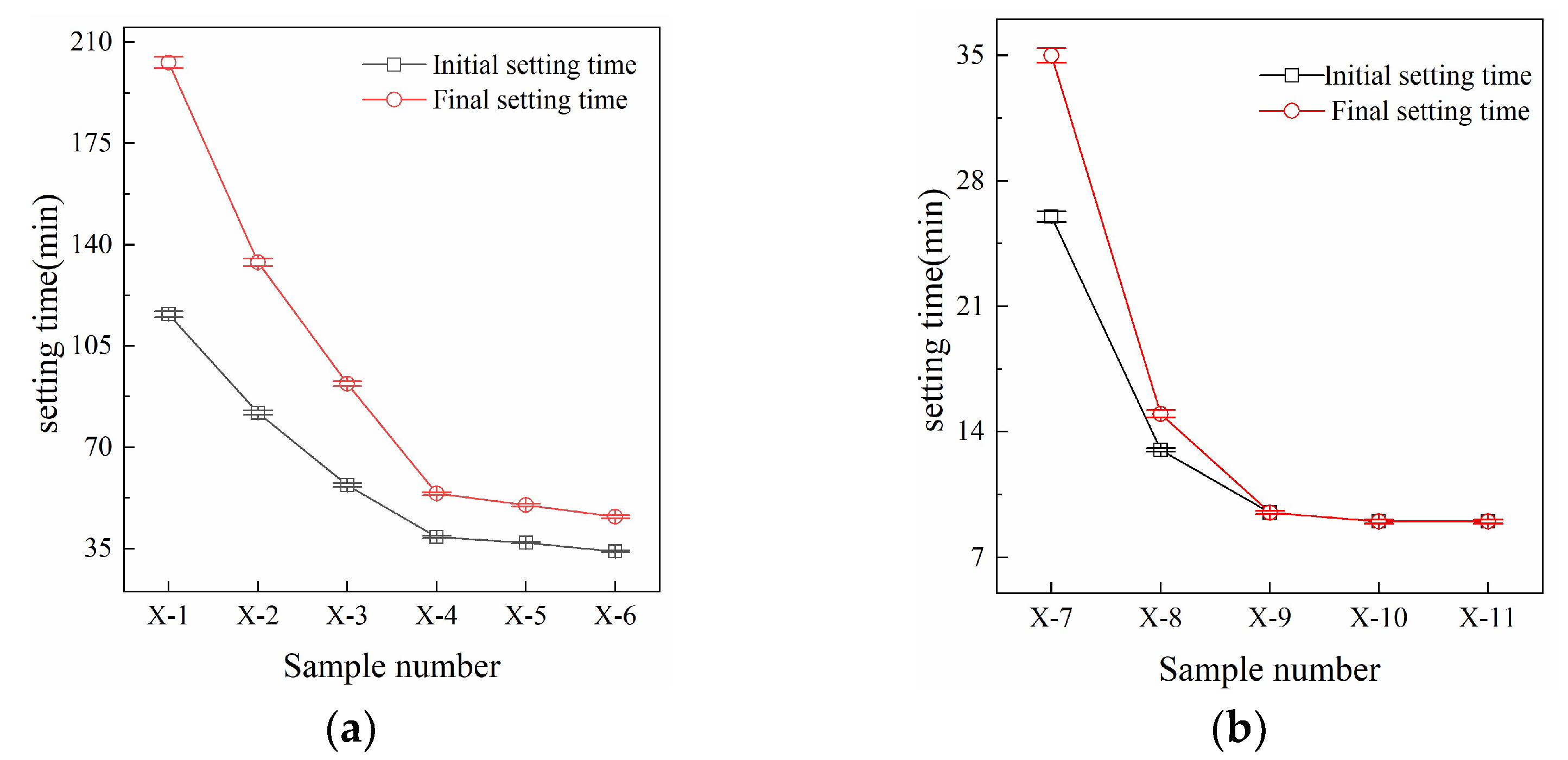
3.2. Analysis of Condensation Behavior
3.2.1. Influence of Solid Sodium Silicate
3.2.2. Influence of Liquid Sodium Silicate
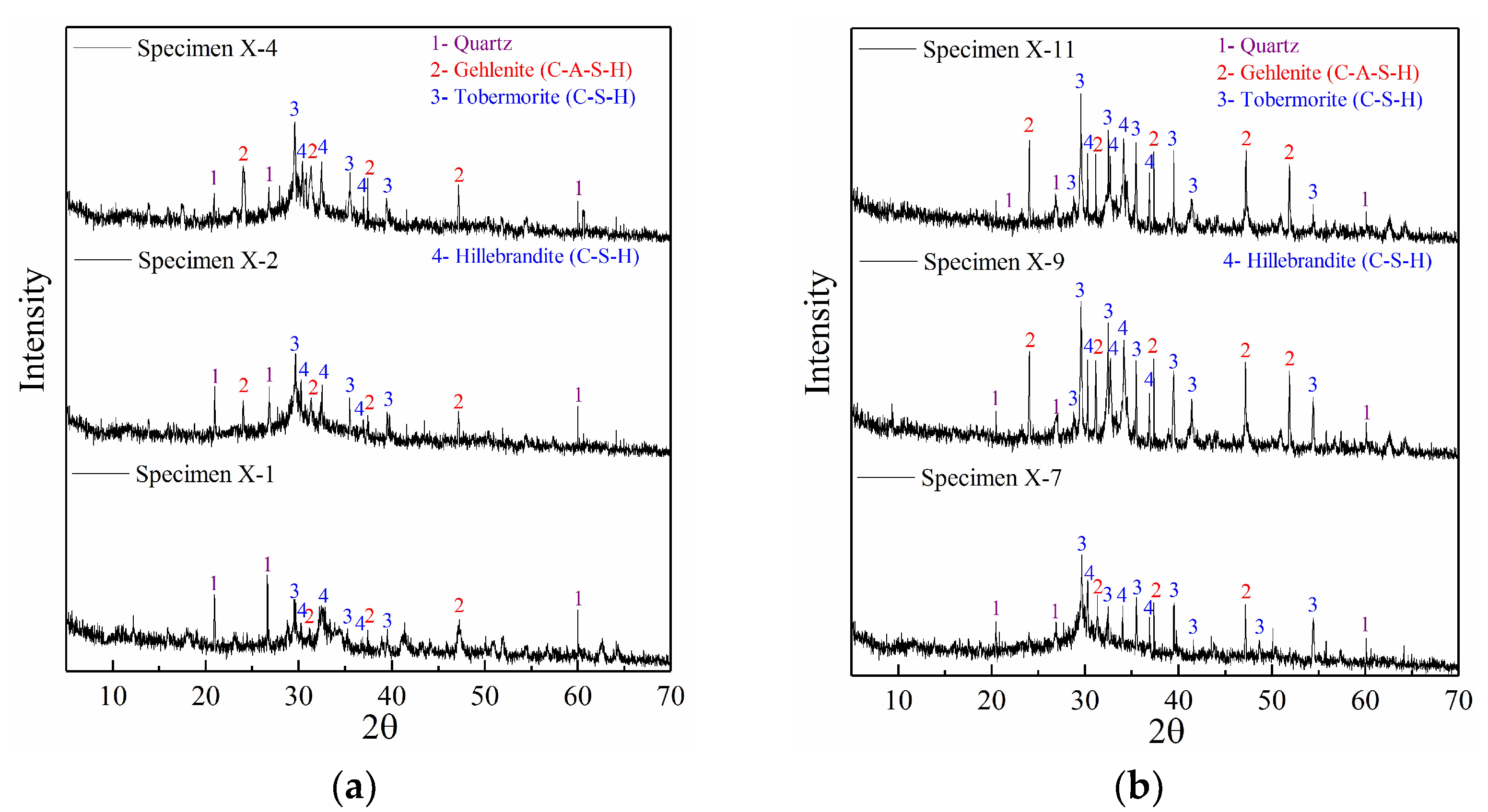
3.3. XRD Analysis
3.3.1. Effect of Sodium Hydroxide
3.3.2. Influence of Solid Sodium Silicate
3.3.3. Influence of Liquid Sodium Silicate
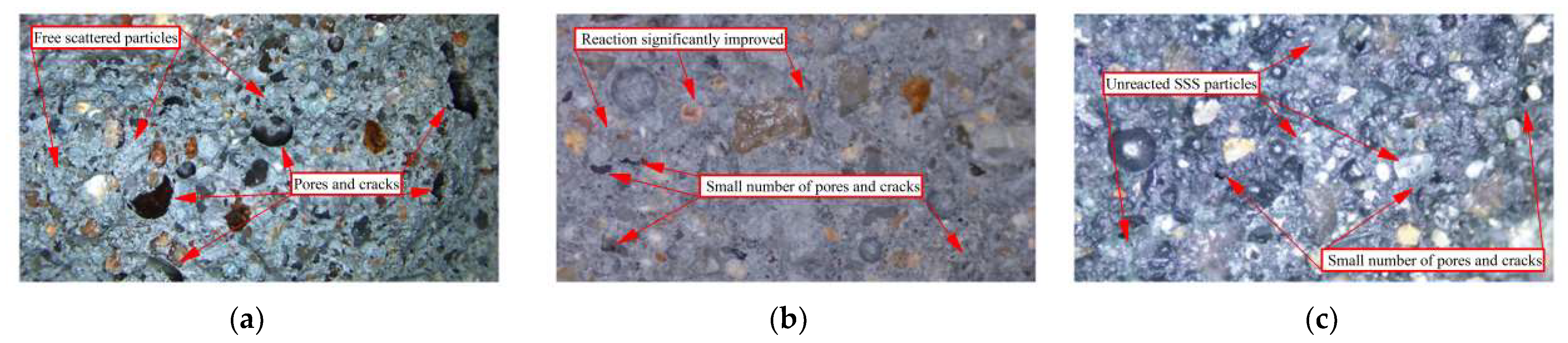
3.4. Optical Microscope Analysis
3.4.1. Effect of Sodium Hydroxide on Microstructure
3.4.2. Effect of Solid Sodium Silicate on Microstructure
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Provis, J.L.; Palomo, A.; Shi, C. Advances in understanding alkali-activated materials. Cem. Concr. Res. 2015, 78, 110–125. [Google Scholar] [CrossRef]
- Luukkonen, T.; Abdollahnejad, Z.; Yliniemi, J.; Kinnunen, P.; Illikainen, M. One-part alkali-activated materials: A review. Cem. Concr. Res. 2018, 103, 21–34. [Google Scholar] [CrossRef]
- Huang, G.; Ji, Y.; Li, J.; Hou, Z.; Jin, C. Use of slaked lime and Portland cement to improve the resistance of MSWI bottom ash-GBFS geopolymer concrete against carbonation. Constr. Build. Mater. 2018, 166, 290–300. [Google Scholar] [CrossRef]
- Hanjitsuwan, S.; Hunpratub, S.; Thongbai, P.; Maensiri, S.; Sata, V.; Chindaprasirt, P. Effects of NaOH concentrations on physical and electrical properties of high calcium fly ash geopolymer paste. Cem. Concr. Compos. 2014, 45, 9–14. [Google Scholar] [CrossRef]
- Huang, G.; Ji, Y.; Li, J.; Hou, Z.; Dong, Z. Improving strength of calcinated coal gangue geopolymer mortars via increasing calcium content. Constr. Build. Mater. 2018, 166, 760–768. [Google Scholar] [CrossRef]
- Huang, G.; Li, D.; Cui, Y.; Feng, J.; Gao, Q.; Lu, T.; Zhang, Y.; Zhu, J. Compressive Strength Enhancement in Early Age Acid Activated Mortars: Mechanical Properties and Analysis. Crystals 2022, 12, 804. [Google Scholar] [CrossRef]
- Tuyan, M.; Andiç-Çakir, Ö.; Ramyar, K. Effect of alkali activator concentration and curing condition on strength and microstructure of waste clay brick powder-based geopolymer. Compos. Part B Eng. 2018, 135, 242–252. [Google Scholar] [CrossRef]
- Bernal, S.A.; Mejía de Gutiérrez, R.; Pedraza, A.L.; Provis, J.L.; Rodriguez, E.D.; Delvasto, S. Effect of binder content on the performance of alkali-activated slag concretes. Cem. Concr. Res. 2011, 41, 1–8. [Google Scholar] [CrossRef]
- Nicolas, R.S.; Bernal, S.A.; Mejía de Gutiérrez, R.; van Deventer, J.S.J.; Provis, J.L. Distinctive microstructural features of aged sodium silicate-activated slag concretes. Cem. Concr. Res. 2014, 65, 41–51. [Google Scholar] [CrossRef]
- Sun, B.; Ye, G.; De Schutter, G. A review: Reaction mechanism and strength of slag and fly ash-based alkali-activated materials. Constr. Build. Mater. 2022, 326, 126843. [Google Scholar] [CrossRef]
- Abdila, S.R.; Abdullah, M.M.A.B.; Ahmad, R.; Nergis, D.D.B.; Rahim, S.Z.A.; Omar, M.F.; Sandu, A.V.; Vizureanu, P.; Syafwandi, S. Potential of Soil Stabilization Using Ground Granulated Blast Furnace Slag (GGBFS) and Fly Ash via Geopolymerization Method: A Review. Materials 2022, 15, 375. [Google Scholar] [CrossRef] [PubMed]
- Ramli, M.I.I.; Salleh, M.A.A.M.; Abdullah, M.M.A.B.; Aziz, I.H.; Ying, T.C.; Shahedan, N.F.; Kockelmann, W.; Fedrigo, A.; Sandu, A.V.; Vizureanu, P.; et al. The Influence of Sintering Temperature on the Pore Structure of an Alkali-Activated Kaolin-Based Geopolymer Ceramic. Materials 2022, 15, 2667. [Google Scholar] [CrossRef]
- Huang, G.; Ji, Y.; Li, J.; Zhang, L.; Liu, X.; Liu, B. Effect of activated silica on polymerization mechanism and strength development of MSWI bottom ash alkali-activated mortars. Constr. Build. Mater. 2019, 201, 90–99. [Google Scholar] [CrossRef]
- Cristelo, N.; Tavares, P.; Lucas, E.; Miranda, T.; Oliveira, D. Quantitative and qualitative assessment of the amorphous phase of a Class F fly ash dissolved during alkali activation reactions-effect of mechanical activation, solution concentration and temperature. Compos. Part B Eng. 2016, 103, 1–14. [Google Scholar] [CrossRef]
- GB/T 18046-2017; Granulated Blast Furnace Slag Powder Used for Cement, Mortar and Concrete. AQSIQ: Beijing, China, 2017.
- GB/T 17671-2021; Method of Testing Cements—Determination of Strength. AQSIQ: Beijing, China, 2021.
- GB/T 1346-2011; Test Methods for Water Requirement of Normal Consistency, Setting Time and Soundness of the Portland Cement. AQSIQ: Beijing, China, 2011.
- Huang, G.; Yang, K.; Sun, Y.; Lu, Z.; Zhang, X.; Zuo, L.; Feng, Y.; Qian, R.; Qi, Y.; Ji, Y.; et al. Influence of NaOH content on the alkali conversion mechanism in MSWI bottom ash alkali-activated mortars. Constr. Build. Mater. 2020, 248, 118582. [Google Scholar] [CrossRef]
- Bergold, S.; Goetz-Neunhoeffer, F.; Neubauer, J. Interaction of silicate and aluminate reaction in a synthetic cement system: Implications for the process of alite hydration. Cem. Concr. Res. 2017, 93, 32–44. [Google Scholar] [CrossRef]
- Huang, G.; Ji, Y.; Zhang, L.; Li, J.; Hou, Z. The influence of curing methods on the strength of MSWI bottom ash-based alkali-activated mortars: The role of leaching of OH−and free alkali. Constr. Build. Mater. 2018, 186, 978–985. [Google Scholar] [CrossRef]
- Huang, G.; Li, Y.; Zhang, Y.; Zhu, J.; Li, D.; Wang, B. Effect of Sodium Hydroxide, Liquid Sodium Silicate, Calcium Hydroxide, and Slag on the Mechanical Properties and Mineral Crystal Structure Evolution of Polymer Materials. Crystals 2021, 11, 1586. [Google Scholar] [CrossRef]
- Li, C.; Sun, H.; Li, L. A review: The comparison between alkali-activated slag (Si+Ca) and metakaolin (Si+Al) cements. Cem. Concr. Res. 2010, 40, 1341–1349. [Google Scholar] [CrossRef]
- Huang, G.; Yuan, L.; Ji, Y.; Liu, B.; Xu, Z. Cooperative action and compatibility between Portland cement and MSWI bottom ash alkali-activated double gel system materials. Constr. Build. Mater. 2019, 209, 445–453. [Google Scholar] [CrossRef]
- Ahmari, S.; Zhang, L.; Zhang, J. Effects of activator type/concentration and curing temperature on alkali-activated binder based on copper mine tailings. J. Mater. Sci. 2012, 47, 5933–5945. [Google Scholar] [CrossRef]
- Haha, M.B.; Saout, G.L.; Winnefeld, F.; Lothenbach, B. Influence of activator type on hydration kinetics, hydrate assemblage and microstructural development of alkali activated blast-furnace slags. Cem. Concr. Res. 2011, 41, 301–310. [Google Scholar] [CrossRef]
- Angulo-Ramírez, D.E.; Mejía de Gutiérrez, R.; Puertas, F. Alkali-activated Portland blast-furnace slag cement: Mechanical properties and hydration. Constr. Build. Mater. 2017, 140, 119–128. [Google Scholar] [CrossRef]
- Jin, L.; Huang, G.; Li, Y.; Zhang, X.; Ji, Y.; Xu, Z. Positive Influence of Liquid Sodium Silicate on the Setting Time, Polymerization, and Strength Development Mechanism of MSWI Bottom Ash Alkali-Activated Mortars. Materials 2021, 14, 1927. [Google Scholar] [CrossRef]
- Gonçalves, M.; Vilarinho, I.S.; Capela, M.; Caetano, A.; Novais, R.M.; Labrincha, J.A.; Seabra, M.P. Waste-Based One-Part Alkali Activated Materials. Materials 2021, 14, 2911. [Google Scholar] [CrossRef]
- Shi, Z.; Shi, C.; Zhang, J.; Wan, S.; Zhang, Z.; Ou, Z. Alkali-silica reaction in waterglass-activated slag mortars incorporating fly ash and metakaolin. Cem. Concr. Res. 2018, 108, 10–19. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, H.; Huang, G.; Cui, Y.; Feng, J.; Zhang, Y.; Li, D.; Zhu, J. Preparation and Properties of Municipal Solid Waste Incineration Alkali-Activated Lightweight Materials through Spontaneous Bubbles. Polymers 2022, 14, 2222. [Google Scholar] [CrossRef]
- Bernal, S.A.; Provis, J.L.; Rose, V.; Mejía de Gutierrez, R. Evolution of binder structure in sodium silicate-activated slag-metakaolin blends. Cem. Concr. Compos. 2011, 33, 46–54. [Google Scholar] [CrossRef]
- Bernal, S.A.; Nicolas, R.S.; Myers, R.J.; Mejía de Gutierrez, R.; Puertas, F.; van Deventer, J.S.J.; Provis, J.L. MgO content of slag controls phase evolution and structural changes induced by accelerated carbonation in alkali-activated binders. Cem. Concr. Res. 2014, 57, 33–43. [Google Scholar] [CrossRef] [Green Version]
- Huang, G.; Zhu, J.; Zhang, Y.; Li, D.; Wang, B.; Li, M.; Jin, L.; Gong, J. The Effect of Slag on the Mechanical Properties of Coralline-Activated Materials and the Formation and Transformation of Mineral Crystals. Crystals 2022, 12, 470. [Google Scholar] [CrossRef]
- Huang, G.; Yang, K.; Chen, L.; Lu, Z.; Sun, Y.; Zhang, X.; Feng, Y.; Ji, Y.; Xu, Z. Use of pretreatment to prevent expansion and foaming in high-performance MSWI bottom ash alkali-activated mortars. Constr. Build. Mater. 2020, 245, 118471. [Google Scholar] [CrossRef]
- Huang, G.; Ji, Y.; Zhang, L.; Li, J.; Hou, Z. Advances in Understanding and Analyzing the Anti-diffusion Phenomenon in Complete Carbonization Zone of MSWI Bottom Ash-based Alkali-activated Concrete. Constr. Build. Mater. 2018, 186, 1072–1081. [Google Scholar] [CrossRef]
- Huang, G.; Ji, Y.; Zhang, L.; Hou, Z.; Zhang, L.; Wu, S. Influence of calcium content on structure and strength of MSWI bottom ash-based geopolymer. Mag. Concr. Res. 2019, 71, 362–372. [Google Scholar] [CrossRef]
- García-Lodeiro, I.; Fernández-Jiménez, A.; Palomo, A.; Macphee, D.E. Effect of Calcium Additions on N-A-S-H Cementitious Gels. J. Am. Ceram. Soc. 2010, 93, 1934–1940. [Google Scholar] [CrossRef]
- Walkley, B.; Nicolas, R.S.; Sani, M.-A.; Bernal, S.A.; van Deventer, J.S.J.; Provise, J.L. Structural evolution of synthetic alkaliactivated CaO-MgO-Na2O-Al2O3-SiO2 materials is influenced by Mg content. Cem. Concr. Res. 2017, 99, 155–171. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | SiO2 | Al2O3 | FexOy | CaO | MgO | Na2O | K2O | Others | Loss |
|---|---|---|---|---|---|---|---|---|---|
| Slag | 38.42 | 16.34 | 0.84 | 35.78 | 2.14 | 1.26 | 0.67 | 1.82 | 0.93 |
| Slag | Solid Sodium Silicate | Liquid Sodium Silicate | Sodium Hydroxide | Paste/Mortar Water Consumption | Paste/Mortar Liquid-Solid Ratio | Sand | |
|---|---|---|---|---|---|---|---|
| X-1 | 450 | 0 | 0 | 20 | 135/225 | 0.3/0.5 | 1350 |
| X-2 | 450 | 22.5 (5%) | 0 | 20 | 135/225 | 0.3/0.5 | 1350 |
| X-3 | 450 | 33.75 (7.5%) | 0 | 20 | 135/225 | 0.3/0.5 | 1350 |
| X-4 | 450 | 45 (10%) | 0 | 20 | 135/225 | 0.3/0.5 | 1350 |
| X-5 | 450 | 56.25 (12.5%) | 0 | 20 | 135/225 | 0.3/0.5 | 1350 |
| X-6 | 450 | 67.5 (15%) | 0 | 20 | 135/150 | 0.3/0.5 | 1350 |
| X-7 | 450 | 0 | 65 (5%) | 20 | 93/183 | 0.3/0.5 | 1350 |
| X-8 | 450 | 0 | 96 (7.5%) | 20 | 73/163 | 0.3/0.5 | 1350 |
| X-9 | 450 | 0 | 128 (10%) | 20 | 52/142 | 0.3/0.5 | 1350 |
| X-10 | 450 | 0 | 160 (12.5%) | 20 | 31/121 | 0.3/0.5 | 1350 |
| X-11 | 450 | 0 | 193 (15%) | 20 | 10/100 | 0.3/0.5 | 1350 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, M.; Huang, G.; Cui, Y.; Wang, B.; Zhang, S.; Wang, Q.; Feng, J. Improvement of Mechanical Properties and Condensation Behavior for Alkali-Activated Materials by Sodium Silicate. Crystals 2022, 12, 1018. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12081018
Li M, Huang G, Cui Y, Wang B, Zhang S, Wang Q, Feng J. Improvement of Mechanical Properties and Condensation Behavior for Alkali-Activated Materials by Sodium Silicate. Crystals. 2022; 12(8):1018. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12081018
Chicago/Turabian StyleLi, Mingjing, Guodong Huang, Yi Cui, Bo Wang, Shuwei Zhang, Qi Wang, and Jiacheng Feng. 2022. "Improvement of Mechanical Properties and Condensation Behavior for Alkali-Activated Materials by Sodium Silicate" Crystals 12, no. 8: 1018. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12081018