

Study of Microstructure, Crystallographic Phases and Setting Time Evolution over Time of Portland Cement, Coarse Silica Fume, and Limestone (PC-SF-LS) Ternary Portland Cements


Abstract
:1. Introduction
2. Materials and Methods
- Ref: Sample composed of 100% CEM I 42.5 R cement type (used as test reference).
- H: Corresponds to the percentage of silica fume substitution by weight of the cement.
- LX1-X2-X3: The amounts of limestone retained are represented by the replacement percentages by weight of the cement, where X1 is the fraction with 10% retained, X2 is the fraction with 20% retained, and X3 is the fraction with 50% retained.
Testing
3. Results
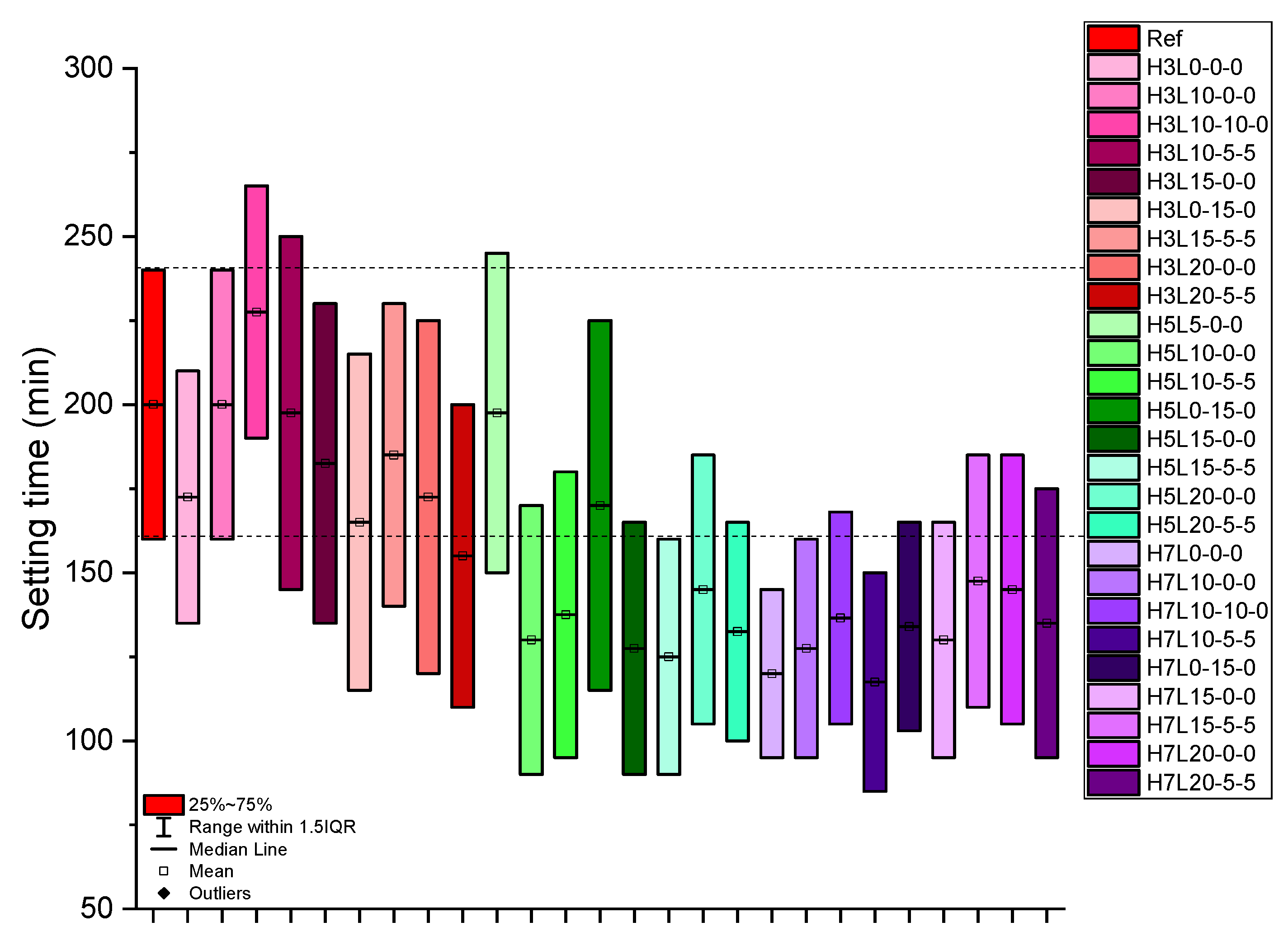
3.1. Setting Time of Cement Mixtures
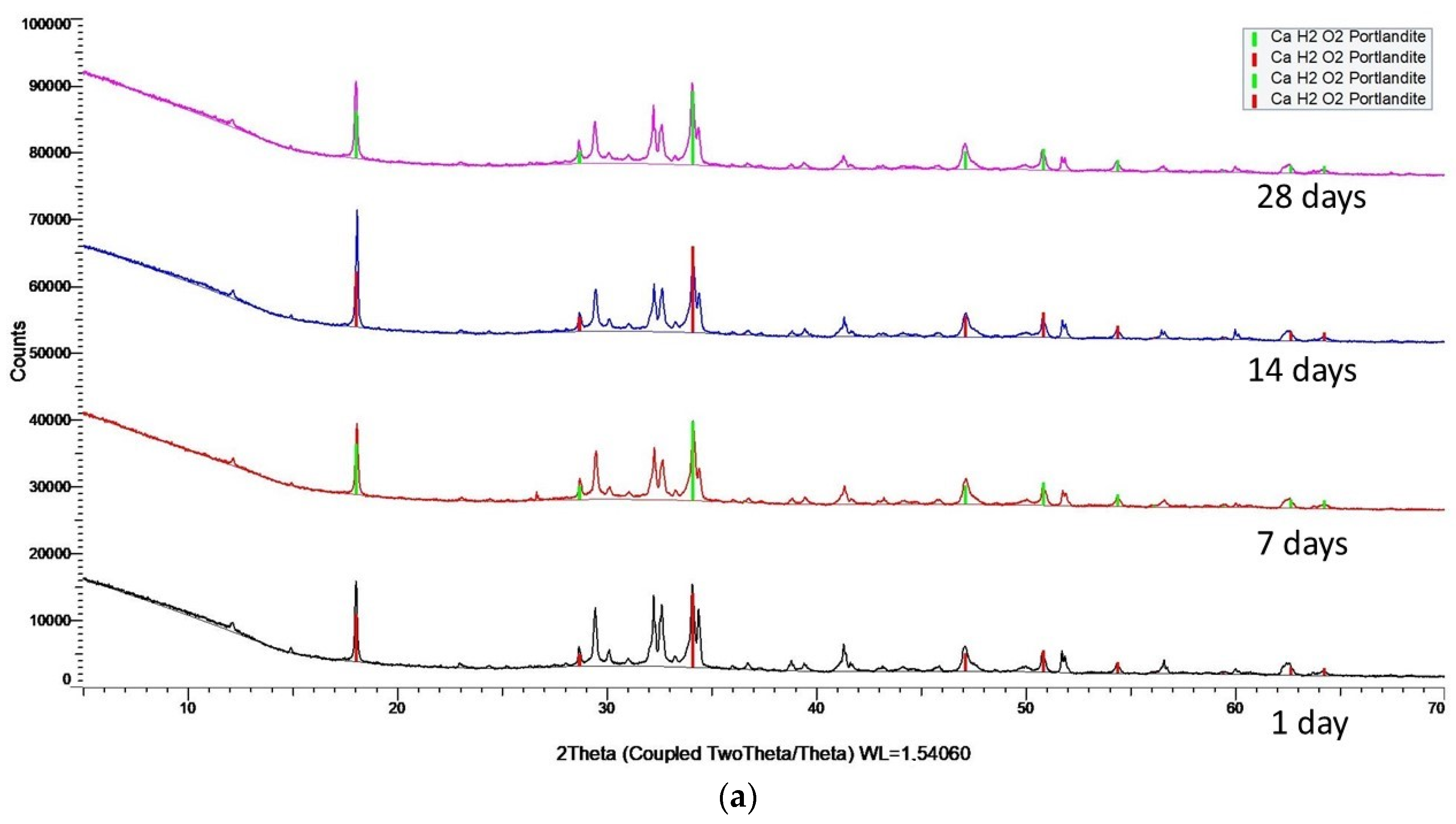
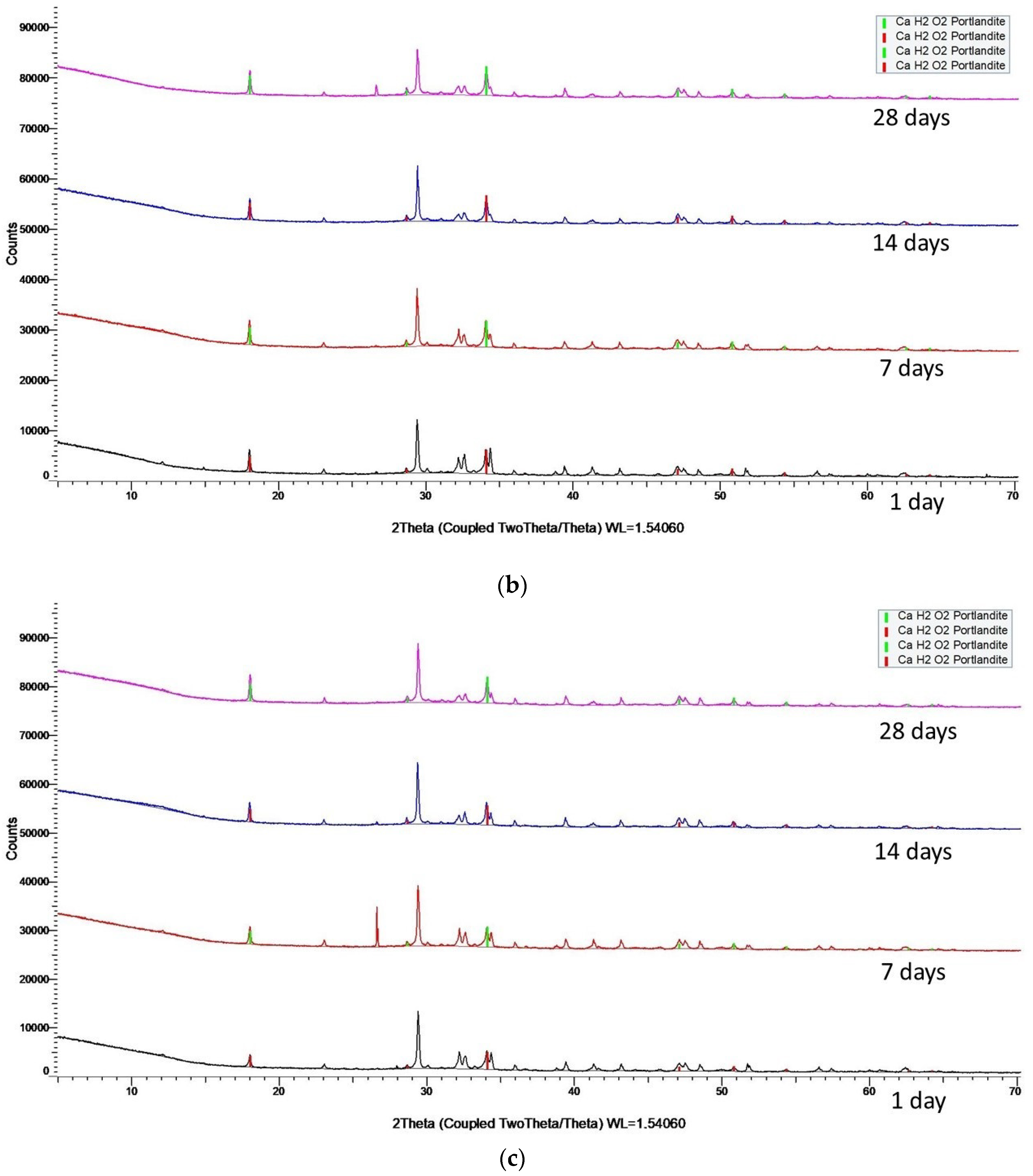
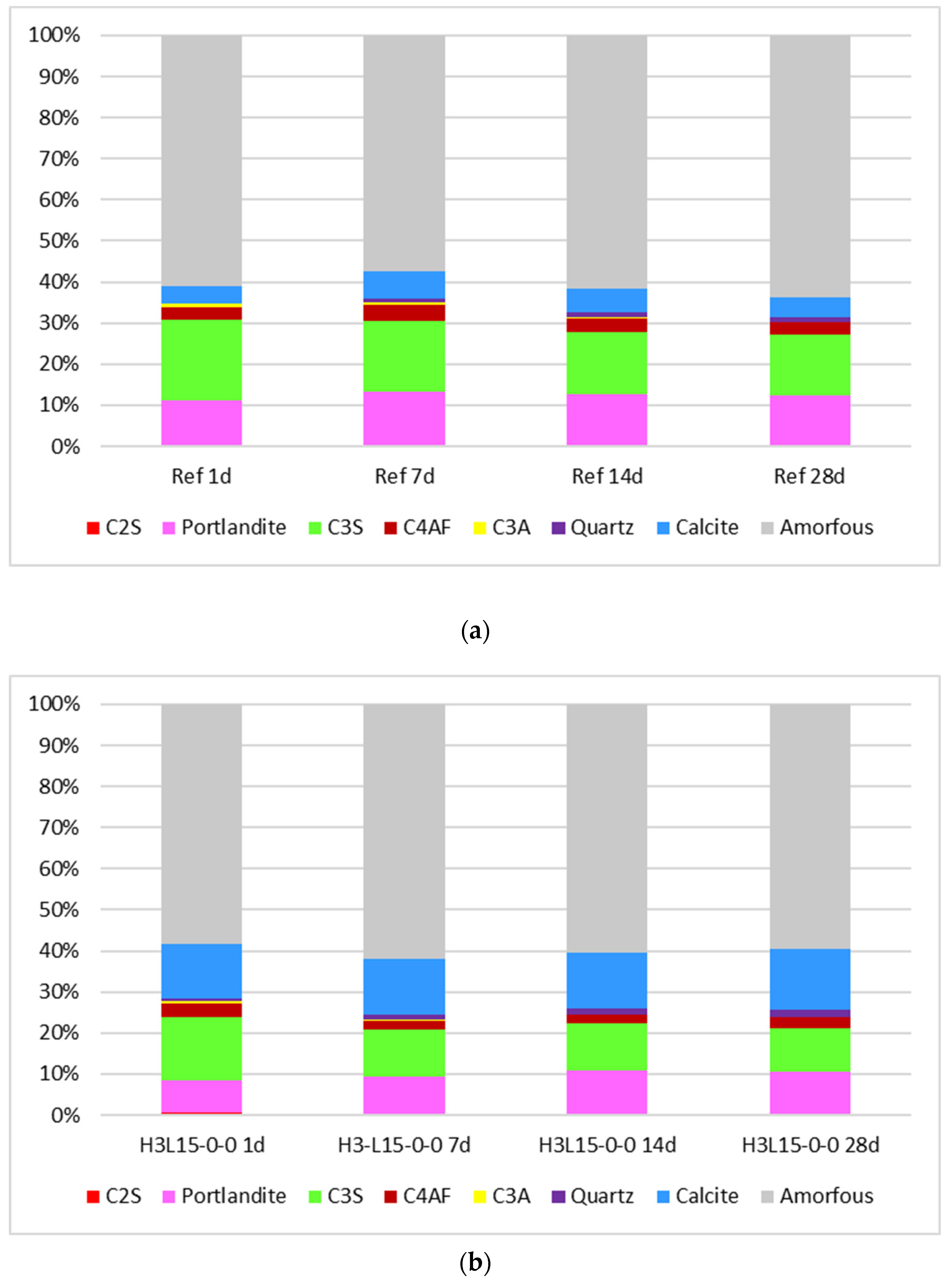
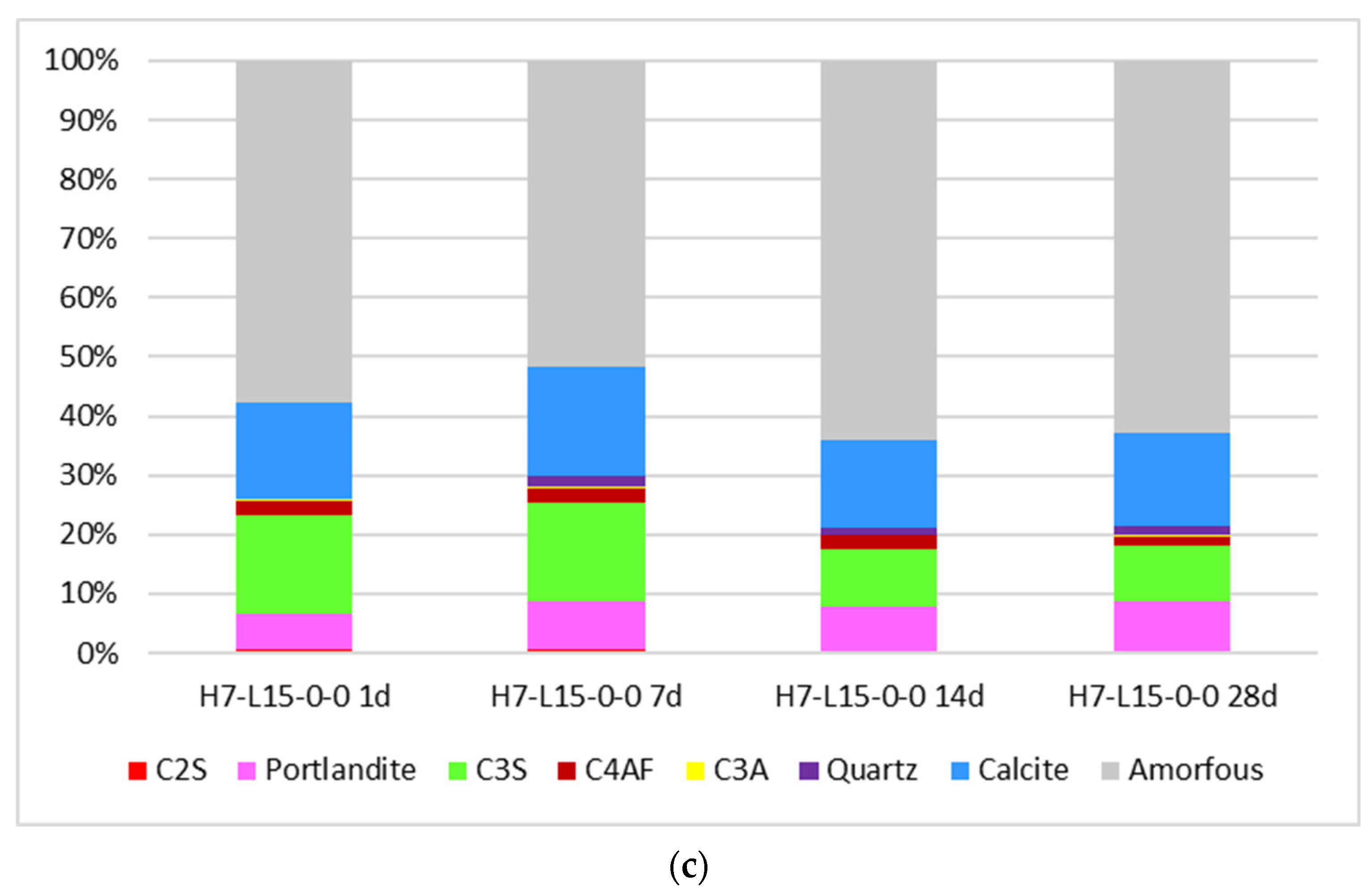
3.2. X-ray Diffraction of Cement Paste Mixture
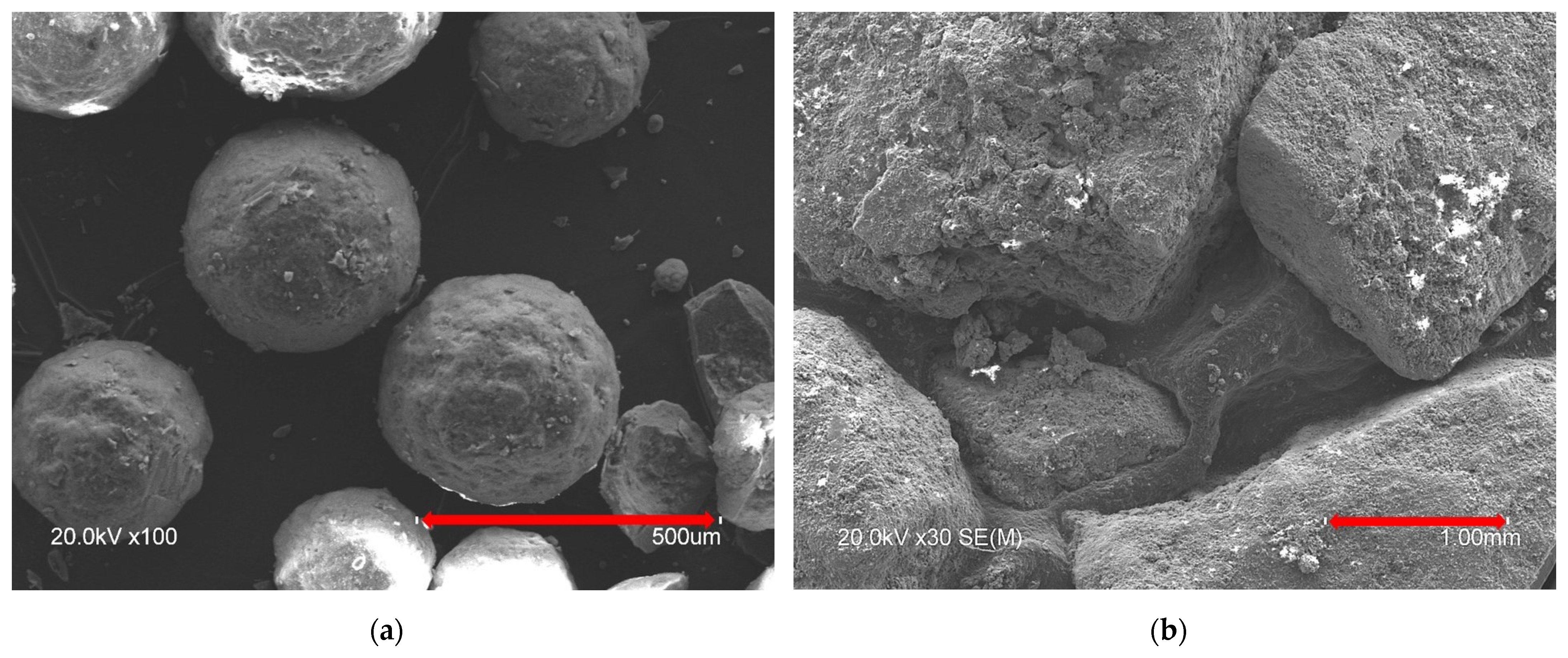
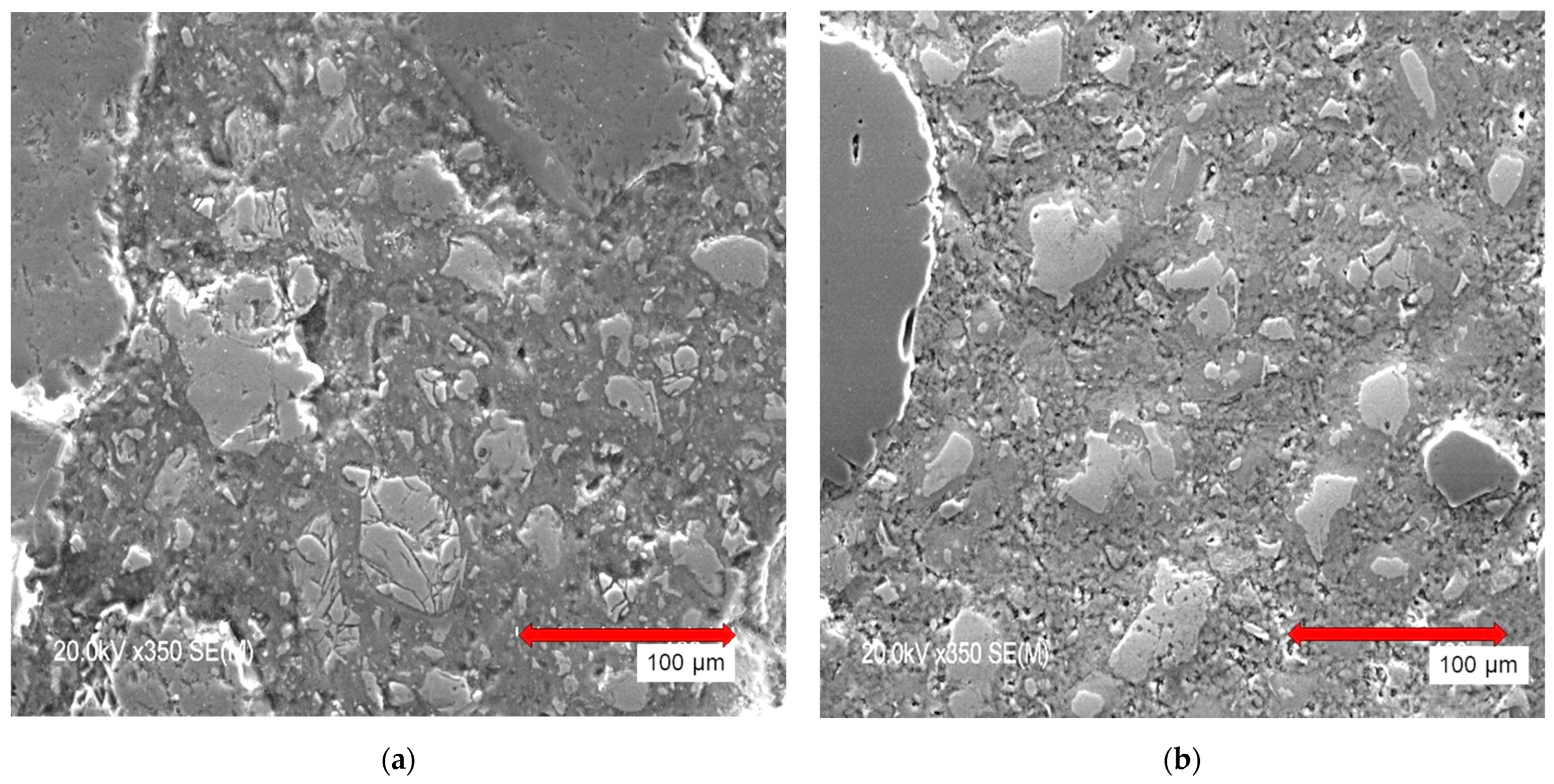
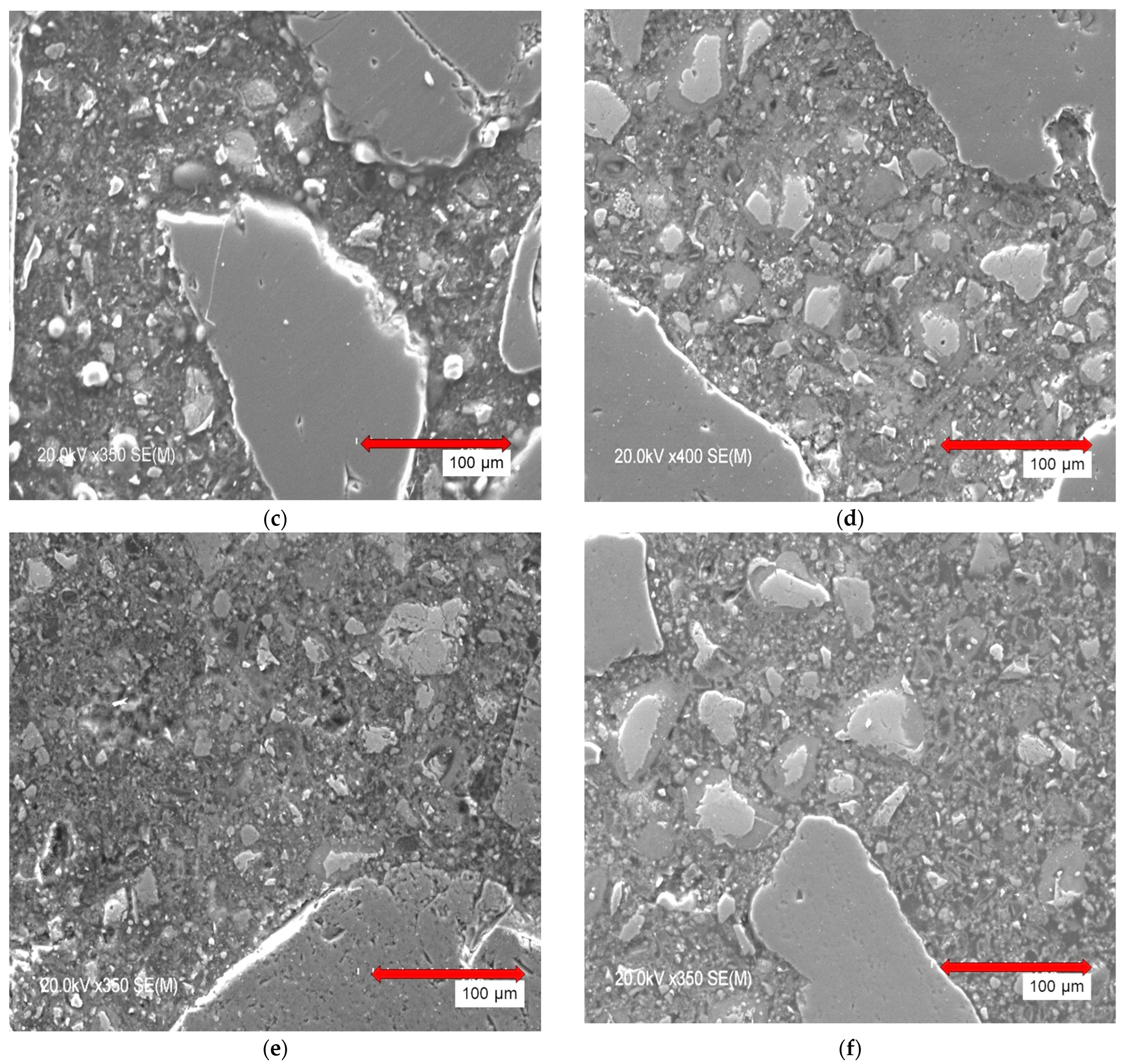
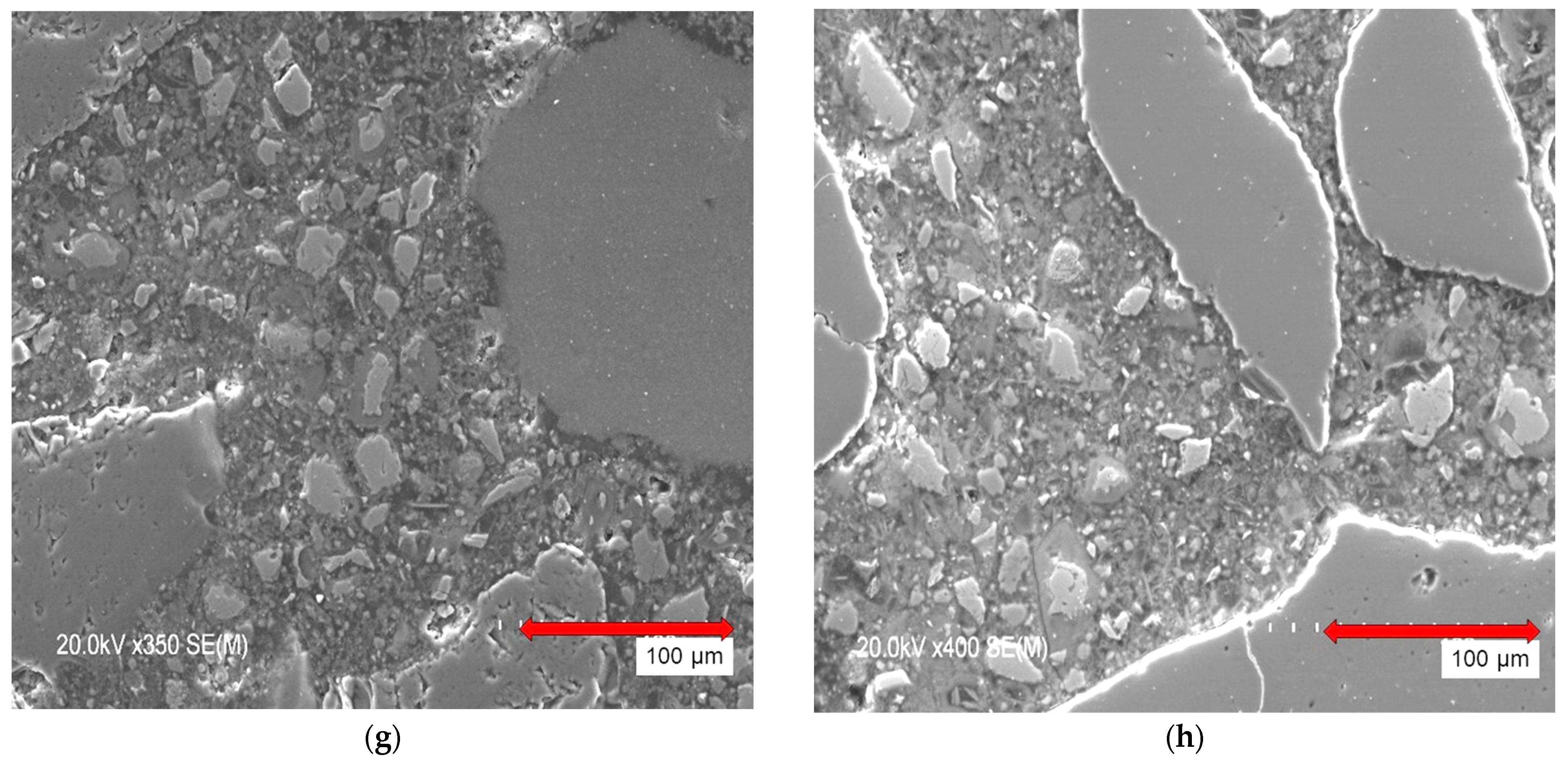
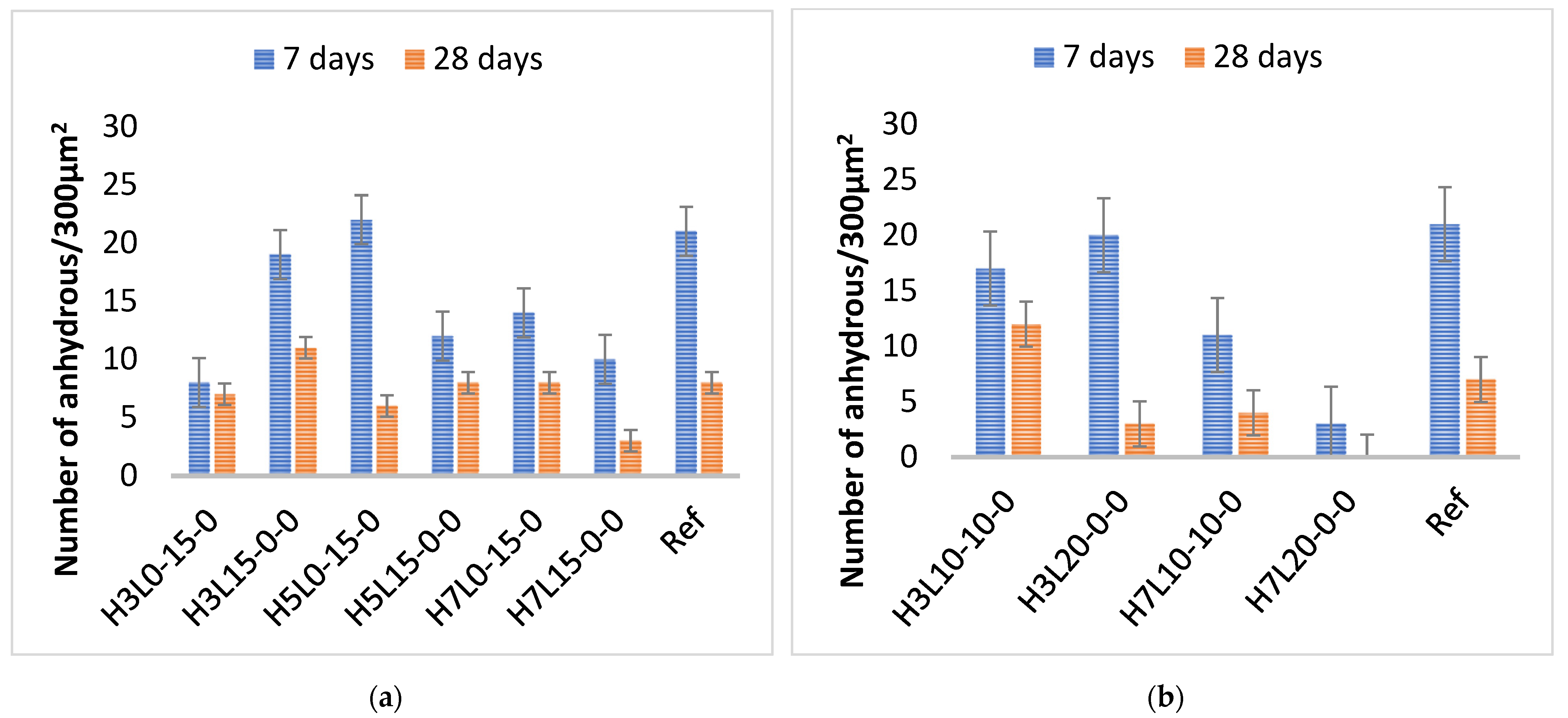
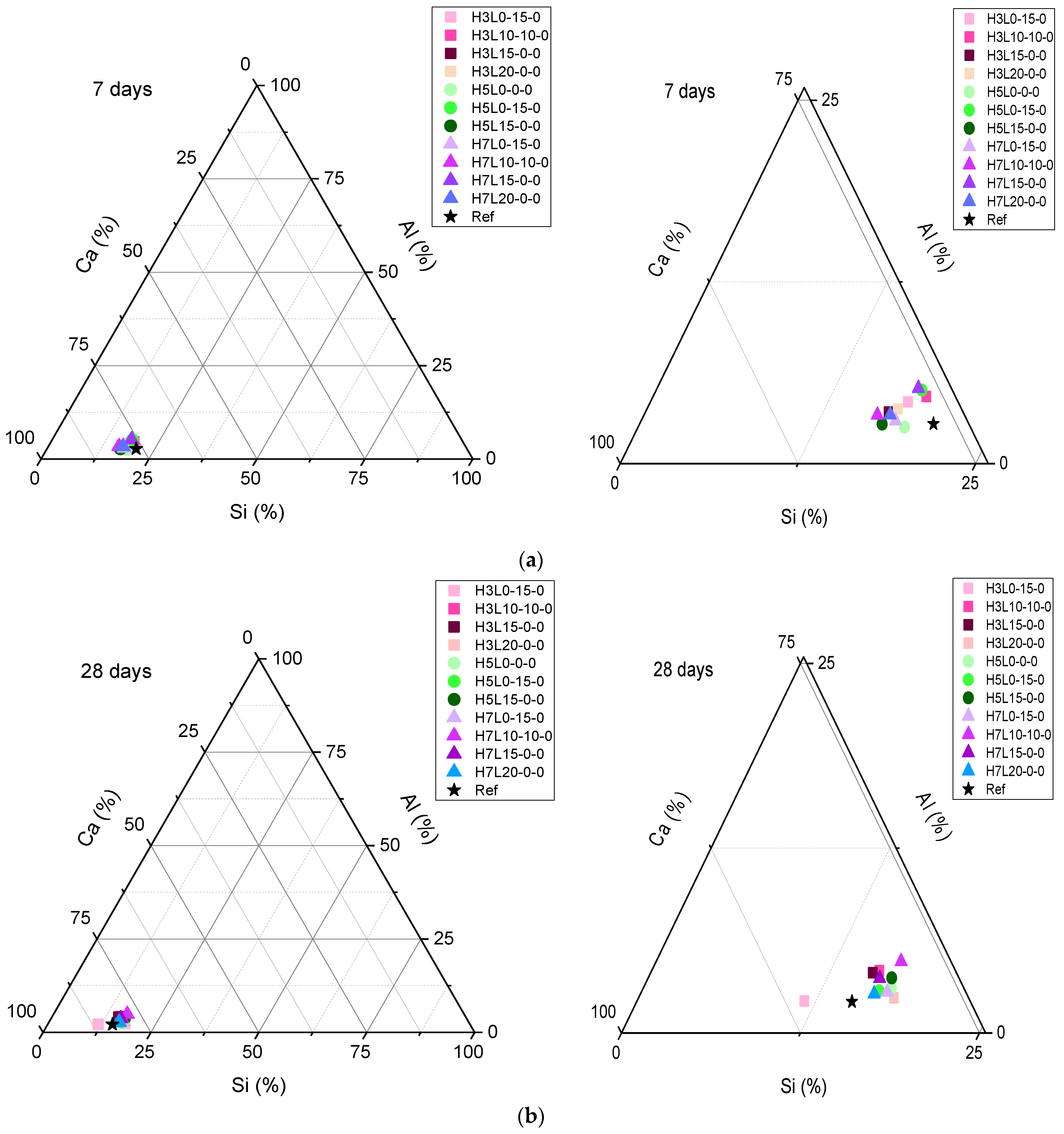
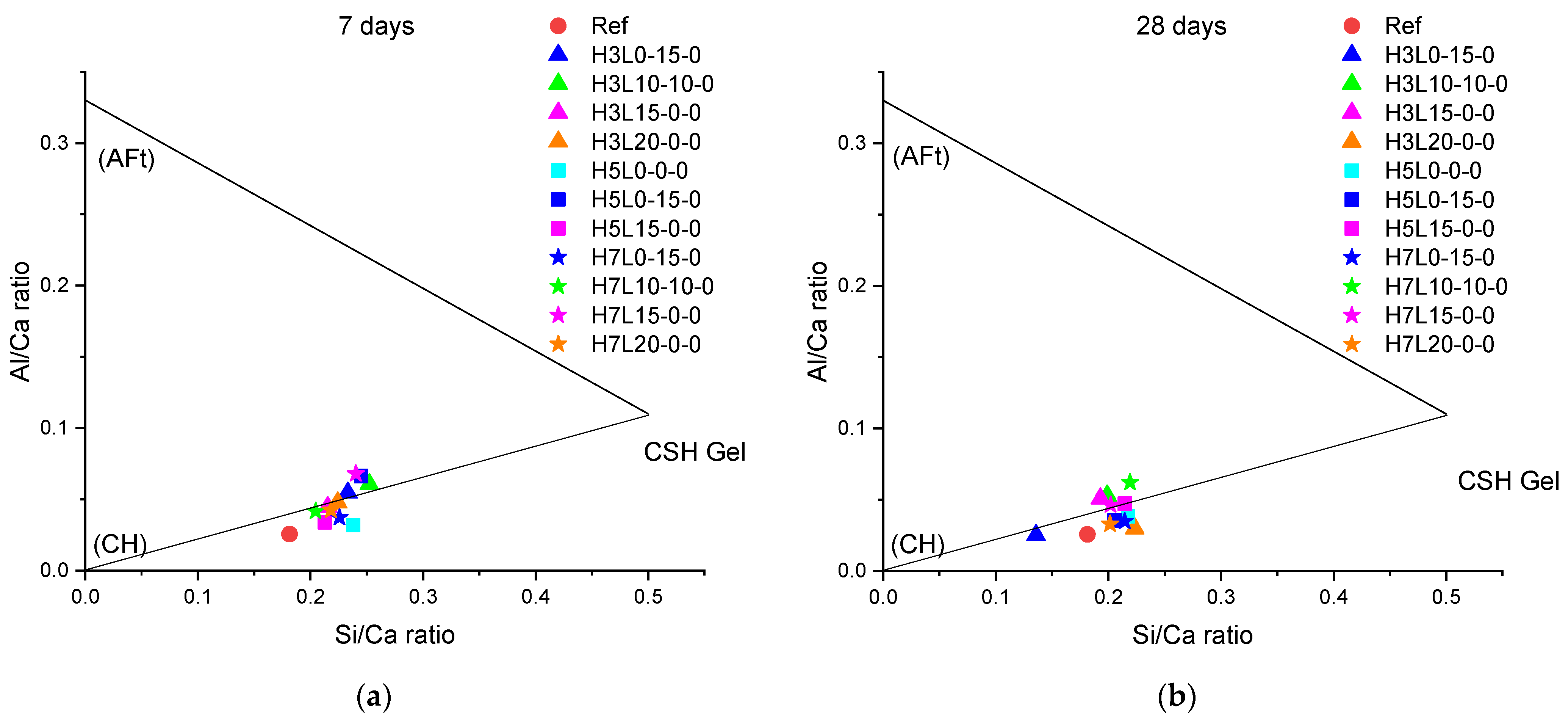
3.3. Microstrural Characteristics
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Council of the European Union. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. ‘Fit for 55’: Delivering the EU’s 2030 Climate Target on the Way to Climate Neutrality. COM/2021/550 Final; Council of the European Union: Brussels, Belgium, 14 July 2021; Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:52021DC0550&from=EN (accessed on 5 July 2023).
- European Commission, European Union. A New Industrial Strategy for Europe. Communication from the Commission to the European Parliament, the European Council, the Council, the European Economic and Social Committee and the Committee of the Regions; 10th of March 2020 COM (2020) 102 Final; European Commission: Brussels, Belgium, 2020; Available online: https://ec.europa.eu/info/sites/info/files/communication-eu-industrial-strategymarch-2020_en.pdf (accessed on 5 July 2023).
- Sanjuán, M.A.; Argiz, C.; Mora, P.; Zaragoza, A. Carbon Dioxide Uptake in the Roadmap 2050 of the Spanish Cement Industry. Energies 2020, 13, 3452. [Google Scholar] [CrossRef]
- Frías, M.; Monasterio, M.; Moreno-Juez, J. Physical and Mechanical Behavior of New Ternary and Hybrid Eco-Cements Made from Construction and Demolition Waste. Materials 2023, 16, 3093. [Google Scholar] [CrossRef] [PubMed]
- Agrela, F.; Alaejos, P.; Thomas, C.; Rueda, J.; Silva, R.V.; Moreno, J.; Sanjuán, M.A.; de Brito, J.; Sánchez de Rojas, M.I. Normative review and necessary advances to promote the use of recycled aggregates and by-products in cement-based materials. In Waste and Byproducts in Cement Based Materials; Elsevier: Amsterdam, The Netherlands, 2021; pp. 735–776. [Google Scholar]
- Zeraoui, A.; Maherzi, W.; Benzerzour, M.; Abriak, N.E.; Aouad, G. Development of Flash-Calcined Sediment and Blast Furnace Slag Ternary Binders. Buildings 2023, 13, 333. [Google Scholar] [CrossRef]
- Pinheiro, D.G.L.; Sousa, M.I.C.; Pelisser, F.; da Silva Rêgo, J.H.; Moragues Terrades, A.; Frías Rojas, M. Physical and Chemical Effects in Blended Cement Pastes Elaborated with Calcined Clay and Nanosilica. Materials 2023, 16, 1837. [Google Scholar] [CrossRef]
- Papatzani, S.; Paine, K. A Step by Step Methodology for Building Sustainable Cementitious Matrices. Appl. Sci. 2020, 10, 2955. [Google Scholar] [CrossRef]
- Li, P.; Wang, X.; Cao, H. Empirical Compression Model of Ultra-High-Performance Concrete Considering the Effect of Cement Hydration on Particle Packing Characteristics. Materials 2023, 16, 4585. [Google Scholar] [CrossRef]
- Zhao, Y.; Dong, X.; Zhou, Z.; Long, J.; Lu, G.; Lei, H. Investigation on Roles of Packing Density and Water Film Thickness in Synergistic Effects of Slag and Silica Fume. Materials 2022, 15, 8978. [Google Scholar] [CrossRef]
- Srinivas, D.; Dey, D.; Panda, B.; Sitharam, T.G. Printability, Thermal and Compressive Strength Properties of Cementitious Materials: A Comparative Study with Silica Fume and Limestone. Materials 2022, 15, 8607. [Google Scholar] [CrossRef]
- Kang, S.-H.; Hong, S.-G.; Moon, J. Performance Comparison between Densified and Undensified Silica Fume in Ultra-High Performance Fiber-Reinforced Concrete. Materials 2020, 13, 3901. [Google Scholar] [CrossRef]
- Li, P.P.; Brouwers, H.J.H.; Chen, W.; Yu, Q.L. Optimization and characterization of high-volume limestone powder in sustainable ultra-high performance concrete. Constr. Build. Mater. 2020, 242, 118112. [Google Scholar] [CrossRef]
- Richard, P.; Cheyrezy, M. Composition of reactive powder concretes. Cem. Concr. Res. 1995, 25, 1501–1511. [Google Scholar] [CrossRef]
- Sanjuán, M.Á.; Andrade, C. Reactive Powder Concrete: Durability and Applications. Appl. Sci. 2021, 11, 5629. [Google Scholar] [CrossRef]
- Oertel, T.; Hutter, F.; Helbig, U.; Sextl, G. Amorphous silica in ultra-high performance concrete: First hour of hydration. Cem. Concr. Res. 2014, 58, 131–142. [Google Scholar] [CrossRef]
- Sanjuán, M.Á.; Menéndez, E.; Recino, H. Mechanical Performance of Portland Cement, Coarse Silica Fume, and Limestone (PC-SF-LS) Ternary Portland Cements. Materials 2022, 15, 2933. [Google Scholar] [CrossRef] [PubMed]
- Bentz, D.P. Activation energies of high-volume fly ash ternary blends: Hydration and setting. Cem. Concr. Compos. 2014, 53, 214–223. [Google Scholar] [CrossRef]
- Cao, M.; Ming, X.; He, K.; Li, L.; Shen, S. Effect of macro-, micro- and nano-calcium carbonate on properties of cementitious composites—A review. Materials 2019, 12, 781. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.J.; Kwan, A.K.H.; Ng, P.L.; Li, L.G. Packing density improvement through addition of limestone fines, superfine cement and condensed silica fume. J. Mater. Sci. Chem. Eng. 2016, 4, 29–36. [Google Scholar] [CrossRef]
- Knop, Y.; Peled, A. Packing density modeling of blended cement with limestone having different particle sizes. Constr. Build. Mater. 2016, 102, 44–50. [Google Scholar] [CrossRef]
- Dhandapani, Y.; Santhanam, M.; Kaladharan, G.; Ramanathan, S. Towards ternary binders involving limestone additions—A review. Cem. Concr. Res. 2021, 143, 106396. [Google Scholar] [CrossRef]
- UNE EN 197-1; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements. European Standard. Spanish Association for Standardization (UNE): Madrid, Spain, 2011.
- EN 196-1:2016; Methods of Testing Cement—Part 1: Determination of Strength. European Committee for Standardization (CEN): Brussels, Belgium, 2016.
- EN 196-3:2017; Methods of Testing Cement—Part 3: Determination of Setting Times and Soundness. European Committee for Standardization (CEN): Brussels, Belgium, 2017.
- EN 196-2:2014; Method of Testing Cement—Part 2: Chemical Analysis of Cement. European Committee for Standardization (CEN): Brussels, Belgium, 2014.
- Bhusan Mukharjee, B.; Barai, S.V. Influence of Incorporation of Nano-Silica and Recycled Aggregates on Compressive Strength and Microstructure of Concrete. Constr. Build. Mater. 2014, 71, 570–578. [Google Scholar] [CrossRef]
- Xu, J.; Kong, F.; Song, S.; Cao, Q.; Huang, T.; Cui, Y. Effect of Fenton Pre-Oxidation on Mobilization of Nutrients and Efficient Subsequent Bioremediation of Crude Oil-Contaminated Soil. Chemosphere 2017, 180, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Frýbort, A.; Janaštulířová, J.J.; Grošek, J.; Gregerová, M. Changes in the Chemical Composition of Silica Fume in the Concrete Composite System. Case Stud. Constr. Mater. 2023, 18, e01916. [Google Scholar] [CrossRef]
- Zhou, C.; Yan, C.; Zhao, J.; Wang, H.; Zhou, Q.; Luo, W. Rapid Synthesis of Morphology-Controlled Mesoporous Silica Nanoparticles from Silica Fume. J. Taiwan Inst. Chem. Eng. 2016, 62, 307–312. [Google Scholar] [CrossRef]
- Khan, K.; Amin, M.N.; Usman, M.; Imran, M.; Al-Faiad, M.A.; Shalabi, F.I. Effect of Fineness and Heat Treatment on the Pozzolanic Activity of Natural Volcanic Ash for Its Utilization as Supplementary Cementitious Materials. Crystals 2022, 12, 302. [Google Scholar] [CrossRef]
- Kwon, Y.H.; Kang, S.H.; Hong, S.G.; Moon, J. Enhancement of Material Properties of Lime-Activated Slag Mortar from Intensified Pozzolanic Reaction and Pore Filling Effect. Sustainability 2018, 10, 4290. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Ostertag, C.P. Alkali–Silica Reactivity of Large Silica Fume-Derived Particles. Cem. Concr. Res. 2004, 34, 1389–1402. [Google Scholar] [CrossRef]
- Kakali, G.; Tsivilis, S.; Aggeli, E.; Bati, M. Hydration Products of C3A, C3S and Portland Cement in the Presence of CaCO3. Cem. Concr. Res. 2000, 30, 1073–1077. [Google Scholar] [CrossRef]
- Hawkins, P.; Tennis, P.D.; Detwiler, R.J.; Rachel, J. The Use of Limestone in Portland Cement: A State-of-the-Art Review; Portland Cement Association: Skokie, IL, USA, 2003; 36p. [Google Scholar]
- Zajac, M.; Rossberg, A.; Le Saout, G.; Lothenbach, B. Influence of Limestone and Anhydrite on the Hydration of Portland Cements. Cem. Concr. Compos. 2014, 46, 99–108. [Google Scholar] [CrossRef]
- Panjehpour, M.; Abdullah, A.; Ali, A.; Demirboga, R. A Review for Characterization of Silica Fume and Its Effects on Concrete Properties. Int. J. Sustain. Constr. Eng. Technol. 2011, 2, 2180–3242. Available online: https://publisher.uthm.edu.my/ojs/index.php/IJSCET/article/view/343 (accessed on 7 June 2023).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (%) | Cement | Coarsesilica Fume | Limestone | Physical Properties of Cement | |
|---|---|---|---|---|---|
| SiO2 | 20.0 | 96.1 | 3.4 | Specific gravity (g/cm3) | 3.11 |
| Al2O3 | 4.5 | 0.2 | 1.6 | Initial setting time (min) | 160 |
| Fe2O3 | 2.7 | 0.1 | 0.4 | Final setting time (min) | 240 |
| CaO | 63.0 | 0.4 | 46.3 | Volume expansion (mm) | 0.0 |
| MgO | 1.9 | 0.1 | 0.3 | Specific surface Blaine (cm2/g) | 3811 |
| SO3 | 3.1 | 0.1 | 0.1 | Compressive Strength (MPa) | |
| K2O | 0.9 | 0.4 | 0.2 | 1 days | 14.32 |
| Ti2O5 | 0.2 | 0.0 | 0.1 | 7 days | 50.50 |
| P2O5 | 0.1 | 0.0 | 0.0 | 14 days | 55.28 |
| LOI | 3.2 | 2.4 | 47.5 | 28 days | 59.25 |
| Na2O | 0.3 | 0.2 | 0.1 | ||
| CI− | 0.1 | 0.0 | 0.0 | ||
| Cement Mix | Cement (%) | Coarsesilica Fume (%) | Limestone Total (%) | 10% Retained Limestone (%) (8001 cm2/g) | 20% Retained Limestone (%) (25,857 cm2/g) | 50% Retained Limestone (%) (25,954 cm2/g) |
|---|---|---|---|---|---|---|
| Reference | 100 | 0 | 0 | 0 | 0 | 0 |
| H3L0-0-0 | 97 | 3 | 0 | 0 | 0 | 0 |
| H3L10-0-0 | 87 | 10 | 10 | 0 | 0 | |
| H3L10-5-5 | 77 | 20 | 10 | 5 | 5 | |
| H3L15-0-0 | 82 | 15 | 15 | 0 | 0 | |
| H3L-15-5-5 | 72 | 25 | 15 | 5 | 5 | |
| H3L20-0-0 | 77 | 20 | 20 | 0 | 0 | |
| H3L20-5-5 | 67 | 30 | 20 | 5 | 5 | |
| H5L5-0-0 | 95 | 5 | 0 | 0 | 0 | 0 |
| H5-10-0-0 | 85 | 10 | 10 | 0 | 0 | |
| H5L10-5-5 | 75 | 20 | 10 | 5 | 5 | |
| H5L15-0-0 | 80 | 15 | 15 | 0 | 0 | |
| H5L15-5-5 | 70 | 25 | 15 | 5 | 5 | |
| H5L20-0-0 | 75 | 20 | 20 | 0 | 0 | |
| H5L20-5-5 | 65 | 30 | 20 | 5 | 5 | |
| H7L0-0-0 | 93 | 7 | 0 | 0 | 0 | 0 |
| H7L10-0-0 | 83 | 10 | 10 | 0 | 0 | |
| H7L10-5-5 | 73 | 20 | 10 | 5 | 5 | |
| H7L15-0-0 | 78 | 15 | 15 | 0 | 0 | |
| H7L15-5-5 | 68 | 25 | 15 | 5 | 5 | |
| H7L20-0-0 | 73 | 20 | 20 | 0 | 0 | |
| H7L20-5-5 | 63 | 30 | 20 | 5 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Menéndez, E.; Sanjuán, M.Á.; Recino, H. Study of Microstructure, Crystallographic Phases and Setting Time Evolution over Time of Portland Cement, Coarse Silica Fume, and Limestone (PC-SF-LS) Ternary Portland Cements. Crystals 2023, 13, 1289. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst13081289
Menéndez E, Sanjuán MÁ, Recino H. Study of Microstructure, Crystallographic Phases and Setting Time Evolution over Time of Portland Cement, Coarse Silica Fume, and Limestone (PC-SF-LS) Ternary Portland Cements. Crystals. 2023; 13(8):1289. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst13081289
Chicago/Turabian StyleMenéndez, Esperanza, Miguel Ángel Sanjuán, and Hairon Recino. 2023. "Study of Microstructure, Crystallographic Phases and Setting Time Evolution over Time of Portland Cement, Coarse Silica Fume, and Limestone (PC-SF-LS) Ternary Portland Cements" Crystals 13, no. 8: 1289. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst13081289