Ethanol Production from Corn Fiber Separated after Liquefaction in the Dry Grind Process
by
 ,
,
Chinmay V. Kurambhatti
1, 
Deepak Kumar
1,
Kent D. Rausch
1,
Mike E. Tumbleson
1 and
Vijay Singh
1,2,* 
1
Agricultural and Biological Engineering, University of Illinois at Urbana-Champaign, Urbana, IL 61801, USA
2
DOE Center for Advanced Bioenergy and Bioproducts Innovation, University of Illinois at Urbana-Champaign, Urbana, IL 61801, USA
*
Author to whom correspondence should be addressed.
Energies 2018, 11(11), 2921; https://0-doi-org.brum.beds.ac.uk/10.3390/en11112921
Submission received: 26 September 2018
/
Revised: 20 October 2018
/
Accepted: 23 October 2018
/
Published: 26 October 2018
(This article belongs to the Special Issue Biorefineries for the Production of Fuel)
Abstract
:Conversion of corn fiber to ethanol in the dry grind process can increase ethanol yields, improve coproduct quality and contribute to process sustainability. This work investigates the use of two physio-chemical pretreatments on corn fiber and effect of cellulase enzyme dosage to improve ethanol yields. Fiber separated after liquefaction of corn was pretreated using (I) hot water pretreatment (160 °C for 5, 10 or 20 min) and (II) wet disk milling and converted to ethanol. The conversion efficiencies of hot water pretreated fiber were higher than untreated fiber, with highest increase in conversion (10.4%) achieved for 5 min residence time at 160 °C. Disk milling was not effective in increasing conversion compared to other treatments. Hydrolysis and fermentation of untreated fiber with excess cellulase enzymes resulted in 33.3% higher conversion compared to untreated fiber.
1. Introduction
Bioethanol is the most commonly used renewable fuel in the transportation sector. It can be produced from fermentation of sugars obtained from sugar crops, starch rich feedstocks or lignocellulosic biomass. The United States is the biggest ethanol producer. Starch and fiber (approximately 72 and 10% w/w dry basis, respectively) are two sources of carbohydrates in corn, which can be hydrolyzed and fermented to ethanol. In the conventional dry grind process, corn is milled and mixed with water to form slurry. The corn starch is converted to ethanol through a series of steps, involving jet cooking, liquefaction and simultaneous saccharification and fermentation (SSF). The unfermented components go through several operations of dewatering and dehydration to produce a coproduct known as distillers dried grains with solubles (DDGS). Due to the high recalcitrance of corn fiber, it remains unconverted and ends up in DDGS, reducing its quality [1,2].
Corn fiber is composed of approximately 30 to 50% arabinoxylan, 15 to 20% cellulose and 10 to 25% adherent starch [3,4] and its conversion during dry grind processing could potentially increase the ethanol yield by 13% [5]. High coproduct value plays an integral role in offsetting ethanol production costs contributing to profitability of the process [6]. Fiber conversion in the dry grind process would increase protein content of DDGS improving its nutritional quality and overall value as a coproduct [1,2]. As corn fiber is considered as a cellulosic feedstock, the ethanol produced from corn fiber generates D3 Renewable Identification Numbers (RINs) which can further contribute to process profitability [7].
Most studies on hydrolysis and fermentation of corn fiber have been based on fiber produced from wet milling [5,8,9] or fiber-rich coproducts from dry grind processing such as whole stillage [4] and DDGS [10,11,12,13,14,15]. Hot water pretreatment of wet milled fiber between 200 °C to 260 °C achieved up to 84% conversion of cellulose compared to 17% for untreated fiber [9]. Hot water pretreatment of wet milled fiber at 160 °C for 20 min could achieve >90% conversion of fiber to ethanol through fermentation of fiber with genetically modified microorganisms [8]. Grinding and sieving whole stillage increased neutral detergent fiber (NDF) by 45 to 101% and subsequent pretreatment and hydrolysis of whole stillage produced 90.97% glucose, 92.93% xylose and 76.99% arabinose yields, respectively [4]. Supplementation of feruloyl esterase to xylanase and cellulase enzymes resulted in 80% glucose and 50% xylose yields in pretreated DDGS samples [13]. Commercial xylanases did not effectively hydrolyze the heteroxylan fraction in DDGS as the phenolic compounds associated with crosslinking of hemicellulose chains inhibit hydrolysis by xylanases. Supplementation of enzymes such as feruloyl esterase increased xylan hydrolysis efficiency in fiber hydrolysis [11]. Fermentation and hydrolysis of pretreated distillers wet grains with similar enzymes and xylose and hexose fermenting micro-organisms resulted in 100% theoretical yields [13]. DDGS samples obtained from different sources and pretreated with hot water at 160 °C for 20 min produced higher than 70% ethanol of theoretical ethanol [14]. Ammonia Fiber Expansion (AFEX) pretreated DDGS produced 190 g ethanol/kg biomass and improved DDGS quality [10]. Kim et al. [16] achieved higher than 90% and 70% cellulose to glucose conversion for cracked and ground pericarp, respectively. However, Kim et al. [16] did not study conversion of fiber to ethanol. Recently, there has been commercial interest in technologies involving fiber separation and conversion prior to SSF in dry grind ethanol process. Fermentation of fiber produced from wet fractionation process such as quick fiber resulted in 85% conversion [17]. Similarly, endosperm and pericarp fiber obtained from enzymatic milling of corn produced 23.1 and 19.1 g of ethanol/100 g fiber, respectively [18]. However, fractionation of corn is cost intensive and difficult to implement in dry grind process [4].
The objective of this work was to identify approaches and process conditions to convert corn fiber into ethanol with minimal changes in the dry grind process. One such approach is to separate liquid (containing soluble dextrins and proteins) and solid (containing fiber, water insoluble dextrins, and proteins) fractions and process the solid fraction to produce ethanol. Like any other lignocellulosic biomass, a pretreatment step is necessary for the process that converts fiber into ethanol. Pretreatment disrupts fiber structure, reduces cellulose crystallinity and increases enzyme accessibility improving hydrolysis efficiency. Disk milling has been an effective pretreatment for increasing sugar and ethanol yields in different feedstocks such as corn stover [19,20], rice straw [21,22], sugarcane bagasse [23,24] and oil palm fiber [25,26]. However, the effects of disk milling pretreatment on corn fiber have not been investigated. In this study, the fiber rich solid fraction was pretreated with hot water and disk milling, which provided the advantages of no chemical use, lower cost requirements compared to other pretreatments [19,20,27] and relative ease of incorporation into the dry grind process. Specific objectives of this study were to investigate the use of: (i) physiochemical pretreatments (hot water, wet disk milling) and (ii) cellulase enzymes on corn fiber to improve ethanol yields.
2. Materials and Methods
2.1. Materials
Yellow corn (P1197AMXT) used in this work (harvest year 2016) was obtained from DuPont Pioneer (Champaign, IL, USA). Thermostable α-amylase and glucoamylase (distillase SSF) enzymes used in this research were a generous donation from DuPont Industrial Biosciences (Palo Alto, CA, USA). Commercially available cellulase (Cellic®Ctec2) and hemicellulase (Cellic®Htec2) were a generous donation by Novozymes (Franklinton, NC, USA). Active dry yeast (Ethanol Red) was generously donated by Fermentis-Lessaffre Yeast Corporation (Milwaukee, WI, USA).
2.2. Fiber Preparation
Corn was ground using a hammer mill (1100 W, model MHM4, Glen Mills Inc., Clifton, NJ, USA) at 500 rpm using a 0.5 mm sieve. Ground corn (100 g dry basis) was mixed with de-ionized (DI) water to form a slurry of 32% solids which was adjusted to pH 5.1 using 10 N sulfuric acid. The recommended dose of α-amylase (25.7 µL) [28,29,30], was added to the slurry and slurry was liquefied at 85 °C for 90 min using Labomat incubator (Labomat BFA-12, Werner Mathis AG, Oberhasli, Switzerland) with continuous agitation. Mash was vacuum filtered in a 4 L flask through Whatman No. 4 filter paper and retentate produced was dried for 72 h at 49 °C. The dried retentate was ground using a hammer mill at 500 rpm through a 2 mm sieve. The ground retentate was stored in Ziploc bags in the freezer (−18 °C). The ground retentate was referred in this study as fiber.
2.3. Composition Analysis of Fiber
Composition analysis of fiber was performed using standard laboratory procedures developed and published by National Renewable Energy Laboratory (NREL). Extractives were determined by the procedure adapted from Sluiter et al. [31]. The extractive free samples were analyzed for carbohydrate and lignin contents using a procedure adapted from Sluiter et al. [32]. Samples were digested in 72% w/w sulfuric acid at 30 °C for 60 min and in 4% w/w sulfuric acid at 121 °C for 60 min. Digested samples were filtered through filtering crucibles and the filtrate was analyzed for sugars in HPLC (Aminex HPX-87P, Bio-Rad, Hercules, CA, USA). Acid soluble lignin was determined by measuring the absorbance of the filtrate at 205 nm in UV-Vis Spectrophotometer (Evolution array, Thermo Scientific, Waltham, MA, USA). Acid insoluble lignin was determined through gravimetric analysis [32]. An enzymatic assay [33] using the Total Starch Kit (Megazymes, Bray, Co. Wicklow, Ireland) was used for starch content determination.
2.4. Hot Water Pretreatment
Hot water pretreatment of fiber was performed at 50 g scale by mixing 10 g fiber with DI water to obtain 20% w/w solids. The slurry was placed in batch tubular 316 stainless steel reactors (Swagelok SS-T12-S-065-20, Chicago Fluid System Technologies, Chicago, IL, USA) with 19.1 mm O.D. × 1.7 mm wall thickness and 104.8 mm length and capped on both sides with 19.1 mm screwed 316 stainless steel caps which were heated and incubated in a fluidized sand bath (Model 01187-00 bath and 01190-72 temperature controller; Cole-Parmer, Vernon Hills, IL, USA). The internal temperature was monitored with a data logger (HH306/306A, Data Logger Thermometer, Omega, Stamford, CT, USA) with a type-K thermocouple installed in a tube filled with an equal amount (50 g) of water. Hot water pretreatment was performed by heating reactors to 160 °C and maintaining the temperature for 5, 10 or 20 min. The reactors were cooled by immersion in cold water. Severity factor (R0) was calculated according to the method by Wang et al. [24]:
where t = time of incubation (min), T is the temperature of pretreatment (°C). Log severity factor is expressed as Log (R0).
2.5. Wet Disk Milling
Disk milling was performed according to the procedure outlined by Kim et al. [19]. Disk milling (3 cycles) was performed on fiber with 20 and 45% w/w dry solids (referred to as WDM20 and WDM45, respectively). Disk milling (Quaker City Grinding Mill model 4E, Straub Co., Philadelphia, PA, USA) was operated at a disk speed of 89 rpm with zero clearance between stationary and rotating disks. A sample from the disk milled slurry was used for moisture determination.
2.6. Simultaneous Saccharification and Fermentation (SSF)
The objective of the study was to compare fiber to ethanol conversion achieved using approaches such as physiochemical pretreatments (hot water and disk milling) and excess cellulase addition (during SSF) to the conversion achieved with SSF performed under standard conditions and cellulase loadings (30 FPU/g fiber) on untreated fiber (control treatment). For control treatment, 10 g dry untreated fiber was mixed with 0.1 M citrate buffer (pH 5) to obtain 10% w/w solids. Cellulase enzyme (Cellic CTec2, 135 FPU/mL), 2.2 mL, 0.55 mL hemicellulase enzyme (Cellic HTec2), 7 µL glucoamylase (DISTILLASE® SSF), 0.25 mL yeast culture and 0.05 mL 50% w/v urea solution were added at the start of SSF. SSF was performed for 72 h at 32 °C with continuous agitation at 95 rpm in a water bath. For hot water and disk milling pretreatments, pH of 10 g dry pretreated fiber was adjusted to 5.0 and SSF was performed similar to control treatment. One set of experiments was performed by adding excess of cellulase enzymes (120 FPU/g fiber addition referred to as 4x cellulase in the manuscript). All the process conditions were kept similar except cellulase enzymes were added 4 times compared to the previous experiment. For all treatments, SSF was monitored by taking 1 mL samples at 0, 6, 12, 24, 48 and 72 h. Samples were analyzed in duplicate to determine sugar and ethanol content in an HPLC (Model 2414, Waters Corporation, Milford, MA, USA; Aminex HPX-87H column, Bio–Rad). Each treatment was performed in three replicates. To account for ethanol production from sugars present in enzymes, SSF was performed with all constituents except fiber. Ethanol concentrations in blank flasks were subtracted from treatment flasks. Details of the treatments are summarized in Table 1.
2.7. Determination of Total Phenol Concentration
Procedure adapted from Bower et al. [34] was used for total phenolic concentration (TPC) analysis. Samples were filtered through 0.2 µm screen prior to analysis. Samples, standards and blanks (50 µL) were mixed with 50 µL of 1 N Folin Ciocalteu’s reagent and incubated for 4 min in a 96 well flat bottom plate. After incubation, 100 µL of 20% sodium carbonate was added to the plate and the plate allowed to stand for 10 min at 25 °C. The absorbance of the solution was measured at 765 nm in UV/Vis microplate spectrophotometer (Fisherbrand Accuskan Go, Hampton, NH, USA). Gallic acid (GA) with concentrations of 0, 5, 10, 15, 20, 25 and 30 µg/mL were used as standards. Results were expressed as mg equivalent GA per mL solution (mg equiv. GA/mL) using the standard curve, y = 0.0168x + 0.0553, R2 = 0.99.
2.8. Calculation of Ethanol Yield and Conversion Efficiency
The procedure outlined by Kumar et al. [35] was used to calculate conversion efficiency. Conversion efficiency was calculated based on total glucose polymers.
2.9. Statistical Analysis
To compare mean differences, analysis of variance (ANOVA) and Tukey’s HSD tests (R core team, Vienna, Austria) were performed at 95% level of significance.
3. Results and Discussion
3.1. Composition Analysis of Fiber
Corn mash produced after liquefaction was filtered through Whatmann No.4 filter paper. The retentate obtained after filtration was 29.5% of mash weight and contained 56.1% moisture prior to drying. Fiber (retentate) was composed of 10.8% glucan, 7.0% xylan, 5.5% arabinan, 5.9% acid soluble lignin, 3.9% acid insoluble lignin, 1.2% ash and 62.1% extractives on a dry basis (Table 2). Fiber contained 21.5% structural carbohydrates and 49.3% starch based polymers, which implied the hydrolysis and saccharification of fiber could yield a large amount of fermentable sugars. Soluble sugars present in the fiber were glucose (1.8%) and maltose (7.8%); no pentoses were detected in the analysis. Low concentration of monomeric sugars in fiber was expected as α-amylase cannot hydrolyze starch to monomeric sugars. A high extractive yield (62.1%) and moisture content (56.1% before drying) of fiber were indicative that a large amount of filtrate (with soluble sugars and dextrins) was retained in the fiber.
3.2. Effect of Hot Water Pretreatment on Fiber Conversion
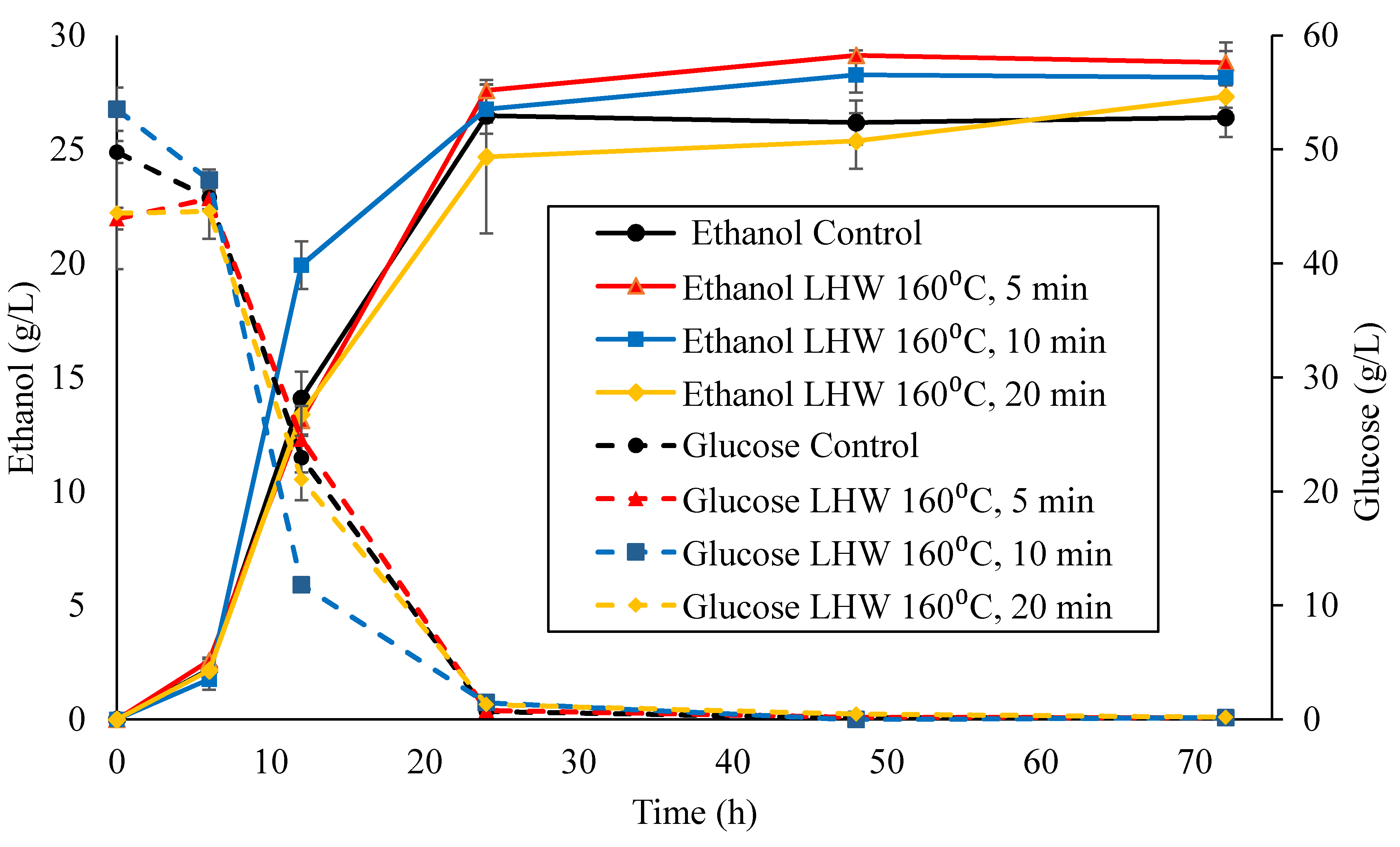
Ethanol production profiles and fiber to ethanol conversions are presented in Figure 1 and Table 3, respectively. Conversions for hot water pretreated fiber were higher than control treatment (Table 3). However, conversion for LHW20 was not different from untreated fiber conversion at 5% level of significance. We selected the pretreatment severity based on the work of Mosier et al. [8] and used by other studies [11,13,14]. We did not observe a significant increase with these conditions. Mosier et al. [8] studied ethanol conversion from fiber produced from wet milling whereas fiber produced through liquefied mash was used in this study. Differences in the fiber compositions and solid loading (15% w/w in [8] and 20% w/w in our study) during pretreatment conditions might be responsible for differences between the results. However, we observed increase in ethanol yield at lower pretreatment severities which were economically favorable than higher severity treatments. The conversions in LHW5, LHW10 and LHW20 corresponded to 10, 7 and 4% increase in final ethanol concentrations, respectively (Table S1). Hot water pretreatment results in loosening of the cellulosic structure of corn fiber and the release of cellulose oligomers increasing hydrolysis efficiency [36,37]. Higher hydrolysis efficiency during SSF was responsible for higher ethanol concentration in hot water pretreated fiber. The results were in agreement with other studies [4,11,13,14]. Hot water pretreatment of DDGS at 160 °C for 20 min increased ethanol yield to 90% of theoretical compared to 69% for untreated DDGS [11]. DDGS pretreated under similar conditions increased cellulose hydrolysis efficiency to 98% compared to 79% for untreated DDGS [13]. Hot water pretreatment of wet distiller’s grains at 160 °C for 20 min increased hydrolysis efficiency of cellulose to 70% compared to 50% for untreated wet distiller’s grains [14].
Glucose profiles of 160 °C for 5, 10 and 20 min and control were similar during SSF. The glucose concentration decreased with time and nearly all glucose was fermented with less than 0.2% remaining after 24 h for all samples (Figure 1). Peak xylose concentrations during SSF increased with hot water pretreatment severity which indicated increased hemicellulose breakdown with severity (Table 3).
In the current study, conversion efficiencies were found maximum for shorter pretreatment time (5 min). High residence time at elevated temperatures during pretreatment led to high pretreatment severity and produced several compounds inhibitory to enzymes and yeasts [38,39]. Weil et al. [9] found that improvement in hydrolysis efficiency of corn fiber decreased with increase in pretreatment severity. Furfural or hydroxymethyl furfural, most common yeast inhibitors, were not detected in all hot water pretreatment conditions. Lower ethanol yield in LHW20 compared to LHW5 can be attributed to decrease in hydrolysis efficiency. Total phenolic concentration after 72 h fermentation was higher for LHW20 compared to control and LHW5 pretreatment (Table 3). Release of phenolic compounds from ground pericarp was responsible for cellulase inhibition that decreased hydrolysis efficiency. Kim et al. [16] observed cellulase inhibition with increasing concentration of phenolic compounds in pericarp hydrolysis. Concentration and type of phenolic compound influence cellulase inhibition [16,40,41]. Ximenes et al. [34] identified inhibitory effects of individual phenolic compounds on cellulase and β-glucosidase activities. Heat treatments such as steam explosion [42] and thermomechanical extrusion [43] resulted in release of phenolic compounds bound to corn pericarp. Release of phenolic compounds is correlated positively to the degree of hemicellulose degradation. Thus, increase in total phenolic content with increasing pretreatment severity can be explained with the higher degree of hemicellulose degradation. Acetic acid is a well-known yeast inhibitor produced from degradation of acetyl groups in fiber hemicellulose. Production of acetic acid is correlated positively with pretreatment severity. In our study, acetic acid concentrations of 1.3 mg/g dry fiber and 0.6 mg/g dry fiber were observed for LHW20 and LHW10, respectively, just after pretreatment; whereas, no acetic acid was detected for LHW5. Cellobiose concentration increased in the initial stages of fermentation and was not detected at the end of SSF for all treatments except LHW20 (Figure S1). Presence of cellobiose at end of SSF indicated β-glucosidase inhibition in LHW20. Higher phenol concentration in LHW20 compared to other treatments can be a factor responsible for β-glucosidase inhibition in LHW20.
3.3. Effect of Disk Milling Pretreatment on Fiber Conversion
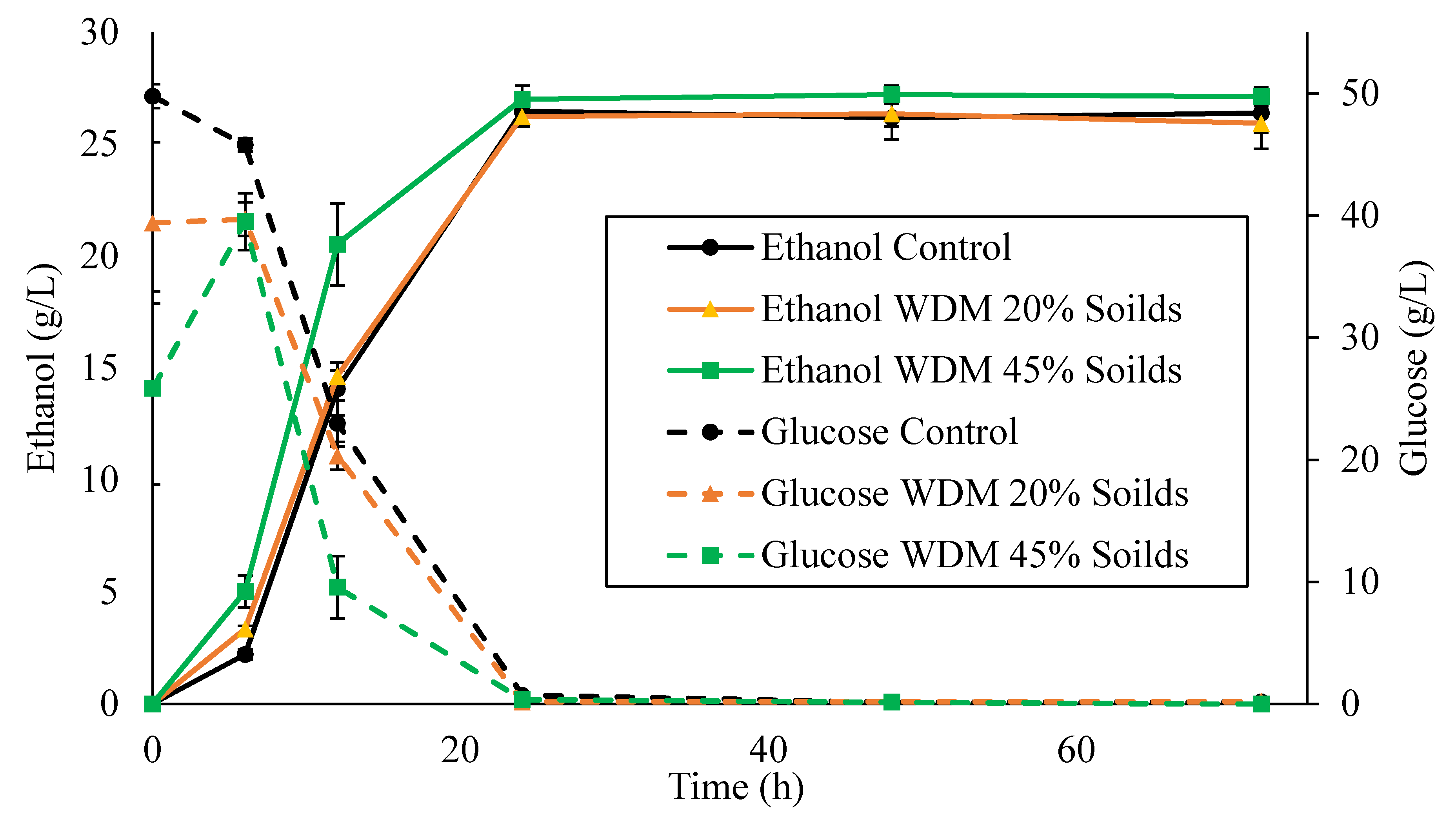
Recent technologies based on fine grinding claim to increase the conversion of fiber by increasing accessibility of enzymes to cellulose and releasing of starch bound to fiber [7]. Thus, conversion was expected to increase with disk milling pretreatment. However, in the current study the conversions for fiber disk milled at 20 and 45% w/w solids and control were not different (Table 4, Figure 2). One possible reason for this behavior is that corn was already ground to a particle size lower than 0.5 mm during slurry formation, which released most of the bound starch, thus additional grinding did not improve ethanol yield. Peak xylose concentrations for disk milling pretreatments were not higher than control which indicated no improvement in hemicellulose breakdown with disk milling (Table 4). Thus, a higher number of disk milling cycles might be required for increasing fiber conversion. There was no difference in total phenol concentration (TPC) after 72 h fermentation between control and disk milling treatment indicating that phenolic compounds were not responsible for enzyme inhibition.
3.4. Effect of Excess Cellulase Addition on Untreated Fiber Conversion
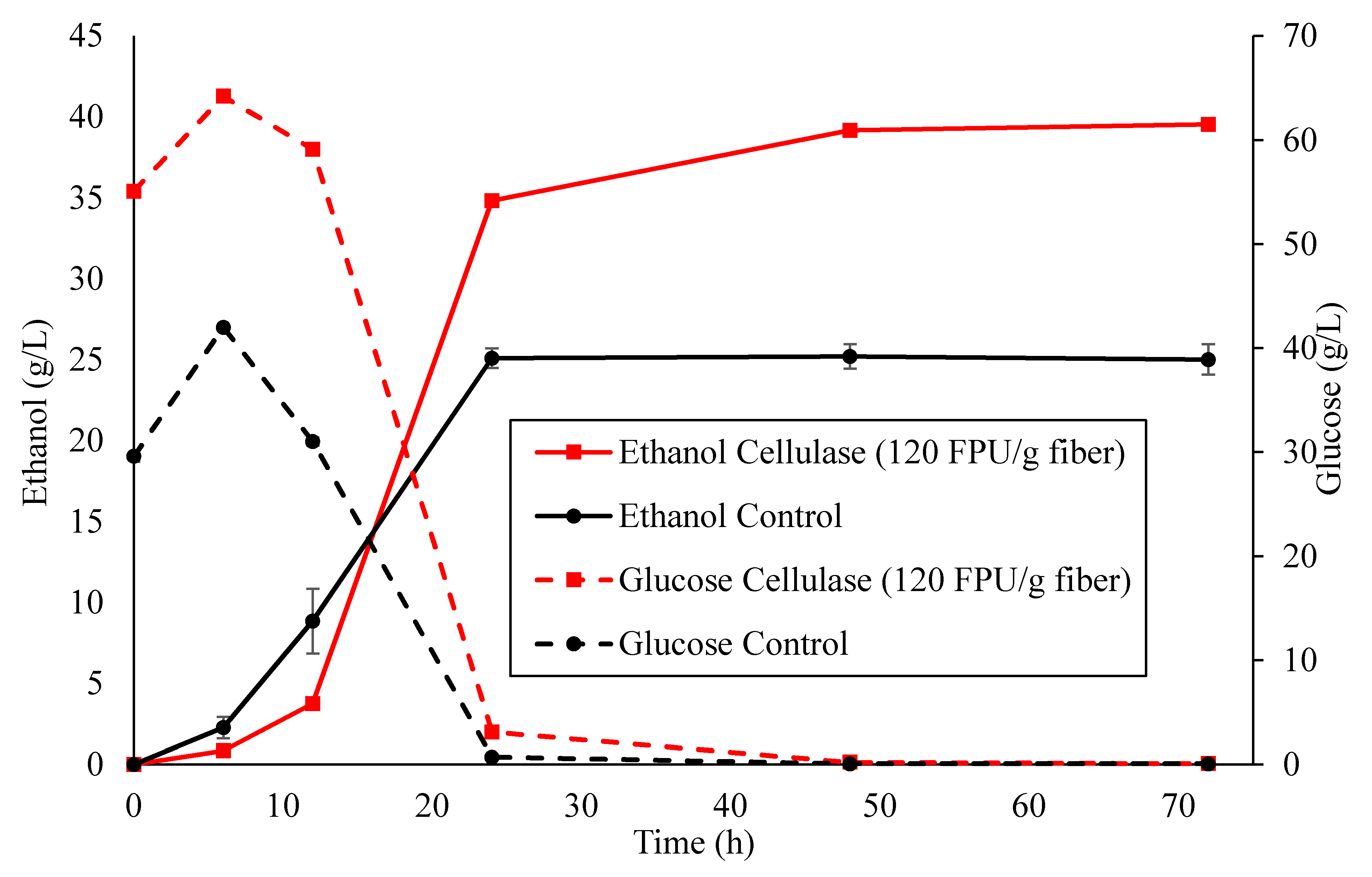
Low accessibility to cellulose and inhibition of cellulases are some of the challenges associated with biomass hydrolysis. No limitation on enzyme dose can be a solution to these challenges. Thus, the addition of excess cellulase dose (120 FPU/g fiber) on fiber conversion was evaluated to understand the effect of no enzyme limitation on conversion of untreated fiber. Addition of 120 FPU/g fiber cellulase in SSF resulted in a higher conversion compared to control (Table 5, Figure 3). Final ethanol concentration achieved with 4x cellulase treatment was 31% higher than control treatment (Table S2). Increase in cellulolytic enzyme dose increased hydrolysis efficiency resulting in higher conversion. Peak xylose concentration for 4x cellulase treatment was higher than control indicating higher hemicellulose conversion (Table 5). Increase in cellulase dose from 10 to 30 FPU/g fiber increased ethanol yield by 37% in sugarcane bagasse pretreated sequentially with hot water and disk milling [24]. Similarly, an increase in cellulase dose from 5 to 32 FPU/g biomass increased ethanol yield by 27% in steam pretreated softwood [44]. Glucose yields for corn stover sequentially pretreated with hot water and disk milling were 40 and 48% of theoretical when hydrolysis was performed with 7.8 and 31.2 mg cellulase/g dry biomass, respectively [19].
Total phenol concentration after 72 h fermentation was higher for 4x cellulase compared to control treatment (Table 5). However, the ratio of cellulase to phenols was higher in 4x cellulase (0.144 g enzyme/mg equiv. GA) compared to control treatment (0.084 g enzyme/mg equiv.GA) which increased hydrolysis efficiency in 4x cellulase treatment. Similar to hot water pretreatment, higher phenol concentration was observed with increase in peak xylose concentration. Kim et al. [16] observed a small increase in cellulose hydrolysis efficiency by increasing cellulase dose from 5 to 27 mg/g fiber in corn pericarp hydrolysis when pericarp size was lower than 0.8 mm. Release of phenolic compounds (due to small pericarp size) was responsible for cellulase inhibition at both levels of enzyme doses. However, in this study SSF was performed with higher enzyme doses compared to the study by Kim et al. [16]. Thus, an increase in cellulose conversion was observed with increase in enzyme dose. Starch hydrolysates in fiber (49.3% w/w) might be responsible for cellulase inhibition during SSF. Addition of 7.7 mg starch hydrolyzates/mg protein led to 25% inhibition of β-glucosidase in a study with model cellobiose compounds [41]. Higher cellulase to inhibitor ratio in 4x cellulase treatment was responsible for higher conversion compared to control.
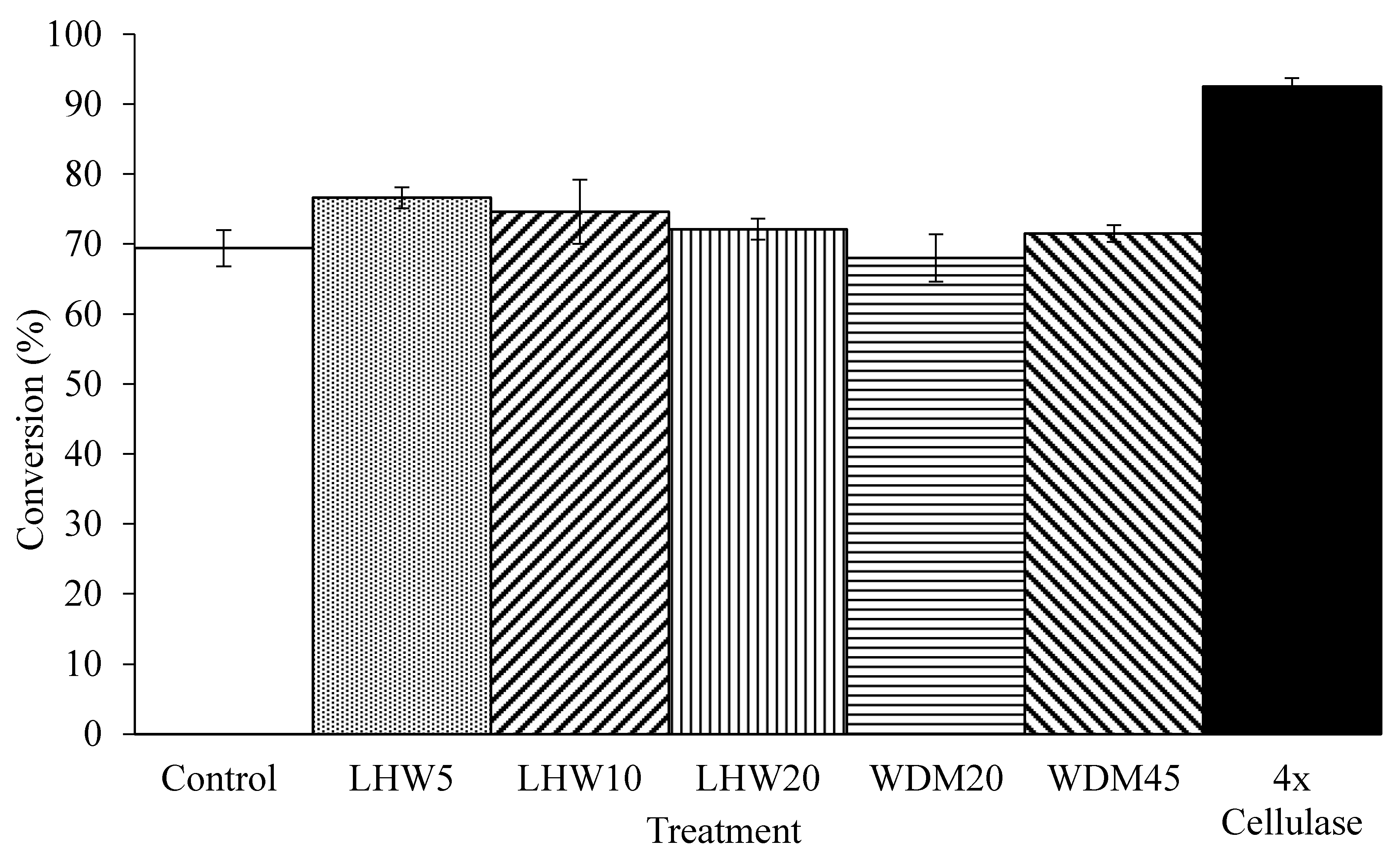
Pretreatment is required for loosening biomass structure and reducing recalcitrance for achieving high hydrolysis efficiency [36,37]. However, in the case of fiber, conversion efficiency (92.5%) achieved by the addition of 120 FPU/g fiber cellulase during SSF was higher than other treatments (Figure 4). Kim et al. [16] reported 98% conversion of pericarp with 5 mg/g pericarp dose of phenol tolerant cellulases and maintaining pericarp size to 5.1 mm. Accessibility to cellulose and enzyme inhibition are major impediments to hydrolysis of pericarp which can be overcome by not limiting the availability of enzyme. A major drawback of using excess cellulase addition is the cost associated with cellulolytic enzymes. However, biomass pretreatment is an energy intensive operation and requires retrofitting in the dry grind plant increasing operating and capital costs. Cost of using excess cellulase enzymes might be offset by the absence of pretreatment step in fiber conversion. A detailed techno-economic analysis would be required to find an optimum process for conversion of fiber in dry grind plant.
4. Conclusions
This study investigated various pretreatments (hot water pretreatment and disk milling) and hydrolysis conditions (30 FPU/g fiber and 120 FPU/g fiber cellulase addition) to maximize ethanol yield from corn fiber. Conversion of hot water pretreated fiber was higher than untreated fiber after SSF with highest conversion (76.6%) observed with lowest pretreatment severity (160 °C for 5 min) amongst treatments. SSF of untreated fiber with excess cellulase addition resulted in highest conversion (92.5%) amongst the treatments studied. Disk milling pretreatment was not effective in increasing ethanol yields. The study concluded that a high fiber to ethanol conversion efficiency can be achieved without pretreatment with excess cellulase addition.
Supplementary Materials
The following are available online at https://0-www-mdpi-com.brum.beds.ac.uk/1996-1073/11/11/2921/s1, Figure S1: Cellobiose profiles for fiber pretreated with hot water. Table S1: Ethanol concentrations achieved with different pretreatments after accounting for enzyme blanks. Table S2: Ethanol concentrations achieved with excess cellulase dose after accounting for enzyme blanks.
Author Contributions
C.V.K. performed experiments, analyzed data and wrote the manuscript. V.S. and D.K. designed the study, reviewed results and edited the manuscript. K.D.R. and M.E.T. reviewed and edited manuscript. All authors read and approved the manuscript.
Funding
This work was funded by the DOE Center for Advanced Bioenergy and Bioproducts Innovation (U.S. Department of Energy, Office of Science, Office of Biological and Environmental Research under Award Number DE-SC0018420). Any opinions, findings, and conclusions or recommendations expressed in this publication are those of the author(s) and do not necessarily reflect the views of the U.S. Department of Energy.
Acknowledgments
We would like to thank Wei Liu for assistance in HPLC analysis.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Rausch, K.D.; Belyea, R.L. The future of coproducts from corn processing. Appl. Biochem. Biotechnol. 2006, 128, 47–86. [Google Scholar] [CrossRef]
- Singh, V.; Johnston, D.B.; Naidu, K.; Rausch, K.D.; Belyea, R.L.; Tumbleson, M.E. Comparison of Modified Dry-Grind Corn Processes for Fermentation Characteristics and DDGS Composition. Cereal Chem. 2005, 82, 187–190. [Google Scholar] [CrossRef]
- Gáspár, M.; Kálmán, G.; Réczey, K. Corn fiber as a raw material for hemicellulose and ethanol production. Process Biochem. 2007, 42, 1135–1139. [Google Scholar] [CrossRef]
- Kim, S.M.; Li, S.; Pan, S.-C.; Ding, Y.; Basu, R.; van Egmond, P.; Singh, V. A whole stillage sieving process to recover fiber for cellulosic ethanol production. Ind. Crops Prod. 2016, 92, 271–276. [Google Scholar] [CrossRef]
- Grohmann, K.; Bothast, R.J. Saccharification of corn fibre by combined treatment with dilute sulphuric acid and enzymes. Process Biochem. 1997, 32, 405–415. [Google Scholar] [CrossRef]
- Li, C.; Rodríguez, L.F.; Khanna, M.; Spaulding, A.D.; Lin, T.; Eckhoff, S.R. An engineering and economic evaluation of quick germ–quick fiber process for dry-grind ethanol facilities: Model description and documentation. Bioresour. Technol. 2010, 101, 5275–5281. [Google Scholar] [CrossRef] [PubMed]
- Warner, E.; Schwab, A.; Bacovsky, D. 2016 Survey of Non-Starch Alcohol and Renewable Hydrocarbon Biofuels Producers; NREL/TP-6A10-67539; National Renewable Energy Laboratory: Golden, CO, USA, February 2017.
- Mosier, N.S.; Hendrickson, R.; Brewer, M.; Ho, N.; Sedlak, M.; Dreshel, R.; Welch, G.; Dien, B.S.; Aden, A.; Ladisch, M.R. Industrial scale-up of pH-controlled liquid hot water pretreatment of corn fiber for fuel ethanol production. Appl. Biochem. Biotechnol. 2005, 125, 77–97. [Google Scholar] [CrossRef]
- Weil, J.R.; Sarikaya, A.; Rau, S.-L.; Goetz, J.; Ladisch, C.M.; Brewer, M.; Hendrickson, R.; Ladisch, M.R. Pretreatment of corn fiber by pressure cooking in water. Appl. Biochem. Biotechnol. 1998, 73, 1–17. [Google Scholar] [CrossRef]
- Bals, B.; Dale, B.; Balan, V. Enzymatic Hydrolysis of Distiller’s Dry Grain and Solubles (DDGS) Using Ammonia Fiber Expansion Pretreatment. Energy Fuel 2006, 20, 2732–2736. [Google Scholar] [CrossRef]
- Dien, B.S.; Ximenes, E.A.; O’Bryan, P.J.; Moniruzzaman, M.; Li, X.L.; Balan, V.; Dale, B.; Cotta, M.A. Enzyme characterization for hydrolysis of AFEX and liquid hot-water pretreated distillers’ grains and their conversion to ethanol. Bioresour. Technol. 2008, 99, 5216–5225. [Google Scholar] [CrossRef] [PubMed]
- Lau, M.W.; Dale, B.E.; Balan, V. Ethanolic fermentation of hydrolysates from ammonia fiber expansion (AFEX) treated corn stover and distillers grain without detoxification and external nutrient supplementation. Biotechnol. Bioeng. 2008, 99, 529–539. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.; Hendrickson, R.; Mosier, N.S.; Ladisch, M.R.; Bals, B.; Balan, V.; Dale, B.E. Enzyme hydrolysis and ethanol fermentation of liquid hot water and AFEX pretreated distillers’ grains at high-solids loadings. Bioresour. Technol. 2008, 99, 5206–5215. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.; Hendrickson, R.; Mosier, N.S.; Ladisch, M.R.; Bals, B.; Balan, V.; Dale, B.E.; Dien, B.S.; Cotta, M.A. Effect of compositional variability of distillers’ grains on cellulosic ethanol production. Bioresour. Technol. 2010, 101, 5385–5393. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Hanna, M.A. Optimum conditions for dilute acid hydrolysis of hemicellulose in dried distillers grains with solubles. Ind. Crops Prod. 2010, 32, 511–517. [Google Scholar] [CrossRef]
- Kim, D.; Orrego, D.; Ximenes, E.A.; Ladisch, M.R. Cellulose conversion of corn pericarp without pretreatment. Bioresour. Technol. 2017, 245, 511–517. [Google Scholar] [CrossRef] [PubMed]
- Dien, B.S.; Nagle, N.; Hicks, K.B.; Singh, V.; Moreau, R.A.; Tucker, M.P.; Nichols, N.N.; Johnston, D.B.; Cotta, M.A.; Nguyen, Q.; et al. Fermentation of “Quick Fiber” produced from a modified corn-milling process into ethanol and recovery of corn fiber oil. Appl. Biochem. Biotechnol. 2004, 115, 937–949. [Google Scholar] [CrossRef]
- Dien, B.S.; Johnston, D.B.; Hicks, K.B.; Cotta, M.A.; Singh, V. Hydrolysis and Fermentation of Pericarp and Endosperm Fibers Recovered from Enzymatic Corn Dry-Grind Process. Cereal Chem. 2005, 82, 616–620. [Google Scholar] [CrossRef]
- Kim, S.M.; Dien, B.S.; Tumbleson, M.E.; Rausch, K.D.; Singh, V. Improvement of sugar yields from corn stover using sequential hot water pretreatment and disk milling. Bioresour. Technol. 2016, 216, 706–713. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.M.; Tumbleson, M.E.; Rausch, K.D.; Singh, V. Impact of disk milling on corn stover pretreated at commercial scale. Bioresour. Technol. 2017, 232, 297–303. [Google Scholar] [CrossRef] [PubMed]
- Hideno, A.; Inoue, H.; Tsukahara, K.; Fujimoto, S.; Minowa, T.; Inoue, S.; Endo, T.; Sawayama, S. Wet disk milling pretreatment without sulfuric acid for enzymatic hydrolysis of rice straw. Bioresour. Technol. 2009, 100, 2706–2711. [Google Scholar] [CrossRef] [PubMed]
- Hideno, A.; Inoue, H.; Yanagida, T.; Tsukahara, K.; Endo, T.; Sawayama, S. Combination of hot compressed water treatment and wet disk milling for high sugar recovery yield in enzymatic hydrolysis of rice straw. Bioresour. Technol. 2012, 104, 743–748. [Google Scholar] [CrossRef] [PubMed]
- da Silva, A.S.A.; Inoue, H.; Endo, T.; Yano, S.; Bon, E.P.S. Milling pretreatment of sugarcane bagasse and straw for enzymatic hydrolysis and ethanol fermentation. Bioresour. Technol. 2010, 101, 7402–7409. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Dien, B.S.; Rausch, K.D.; Tumbleson, M.E.; Singh, V. Fermentation of undetoxified sugarcane bagasse hydrolyzates using a two stage hydrothermal and mechanical refining pretreatment. Bioresour. Technol. 2018, 261, 313–321. [Google Scholar] [CrossRef] [PubMed]
- Zakaria, M.R.; Hirata, S.; Fujimoto, S.; Hassan, M.A. Combined pretreatment with hot compressed water and wet disk milling opened up oil palm biomass structure resulting in enhanced enzymatic digestibility. Bioresour. Technol. 2015, 193, 128–134. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zakaria, M.R.; Norrrahim, M.N.F.; Hirata, S.; Hassan, M.A. Hydrothermal and wet disk milling pretreatment for high conversion of biosugars from oil palm mesocarp fiber. Bioresour. Technol. 2015, 181, 263–269. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, S.M.; Dien, B.S.; Singh, V. Promise of combined hydrothermal/chemical and mechanical refining for pretreatment of woody and herbaceous biomass. Biotechnol. Biofuels 2016, 9, 97. [Google Scholar] [CrossRef] [PubMed]
- Juneja, A.; Kumar, D.; Singh, V. Germ soak water as nutrient source to improve fermentation of corn grits from modified corn dry grind process. Bioresour. Bioprocess. 2017, 4, 38. [Google Scholar] [CrossRef] [PubMed]
- Kumar, D.; Juneja, A.; Singh, V. Fermentation technology to improve productivity in dry grind corn process for bioethanol production. Fuel Process. Technol. 2018, 173, 66–74. [Google Scholar] [CrossRef]
- Dupont Industrial Biosciences, Spezyme RSL, DuPont Industrial Biosciences, Palo Alto, CA. 2012. Available online: http://www.dupont.com/content/dam/dupont/products-and-services/industrial-biotechnology/documents/DuPont-Spezyme-RSL-web-EN.pdf (accessed on 15 October 2018).
- Sluiter, A.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Extractives in Biomass; NREL/TP-510-42619; National Renewable Energy Laboratory: Golden, CO, USA, January 2008.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocke, D. Determination of Structural Carbohydrates and Lignin in Biomass; NREL/TP-510-42618; National Renewable Energy Laboratory: Golden, CO, USA, January 2008.
- AACC International. Approved Methods of Analysis, Total Starch Assay Procedure (Megazyme Amyloglucosidase/alpha-Amylase Method); Method 76-13.01; AACC International: St. Paul, MN, USA, 1999. [Google Scholar]
- Bower, A.M.; Real Hernandez, L.M.; Berhow, M.A.; de Mejia, E.G. Bioactive Compounds from Culinary Herbs Inhibit a Molecular Target for Type 2 Diabetes Management, Dipeptidyl Peptidase IV. J. Agric. Food Chem. 2014, 62, 6147–6158. [Google Scholar] [CrossRef] [PubMed]
- Kumar, D.; Moy, K.; Singh, V. Ethanol yield calculation method—“An unaccounted factor” responsible for yield variations. In Proceedings of the 2017 ASABE Annual International Meeting, Spokane, WA, USA, 16–19 July 2017; p. 1. [Google Scholar]
- Kumar, D.; Murthy, G.S. Impact of pretreatment and downstream processing technologies on economics and energy in cellulosic ethanol production. Biotechnol. Biofuels 2011, 4, 27. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kumar, R.; Tabatabaei, M.; Karimi, K.; Sárvári Horváth, I. Recent updates on lignocellulosic biomass derived ethanol—A review. Biofuel Res. J. 2016, 3, 347–356. [Google Scholar] [CrossRef]
- Yan, J.; Liu, S. Hot Water Pretreatment of Boreal Aspen Woodchips in a Pilot Scale Digester. Energies 2015, 8, 1166–1180. [Google Scholar] [CrossRef] [Green Version]
- Yan, J.; Joshee, N.; Liu, S. Utilization of Hardwood in Biorefinery: A Kinetic Interpretation of Pilot-Scale Hot-Water Pretreatment of Paulownia elongata Woodchips. J. Biobased Mater. Bioenergy 2016, 10, 339–348. [Google Scholar] [CrossRef]
- Ximenes, E.; Kim, Y.; Mosier, N.; Dien, B.; Ladisch, M. Deactivation of cellulases by phenols. Enzym. Microb. Technol. 2011, 48, 54–60. [Google Scholar] [CrossRef] [PubMed]
- Ximenes, E.; Kim, Y.; Mosier, N.; Dien, B.; Ladisch, M. Inhibition of cellulases by phenols. Enzym. Microb. Technol. 2010, 46, 170–176. [Google Scholar] [CrossRef]
- Saulnier, L.; Marot, C.; Elgorriaga, M.; Bonnin, E.; Thibault, J.F. Thermal and enzymatic treatments for the release of free ferulic acid from maize bran. Carbohydr. Polym. 2001, 45, 269–275. [Google Scholar] [CrossRef]
- Myat, L.; Ryu, G.H. Characteristics of destarched corn fiber extrudates for ethanol production. J. Cereal Sci. 2014, 60, 289–296. [Google Scholar] [CrossRef]
- Stenberg, K.; Bollók, M.; Réczey, K.; Galbe, M.; Zacchi, G. Effect of substrate and cellulase concentration on simultaneous saccharification and fermentation of steam-pretreated softwood for ethanol production. Biotechnol. Bioeng. 2000, 68, 204–210. [Google Scholar] [CrossRef]
Figure 1.
Ethanol and glucose profiles for fiber pretreated with liquid hot water and converted through SSF.
Figure 1.
Ethanol and glucose profiles for fiber pretreated with liquid hot water and converted through SSF.

Figure 2.
Ethanol and glucose profiles for fiber pretreated with disk milling and converted through SSF.
Figure 2.
Ethanol and glucose profiles for fiber pretreated with disk milling and converted through SSF.

Figure 3.
Ethanol and glucose profiles for untreated fiber converted through SSF performed with excess fiber cellulase addition.
Figure 3.
Ethanol and glucose profiles for untreated fiber converted through SSF performed with excess fiber cellulase addition.

Figure 4.
Conversion of fiber into ethanol achieved with different pretreatments.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Description of treatments investigated for conversion of fiber into ethanol.
| Treatment | Pretreatment Conditions | Solids During Pretreatment | Cellulase Dose during SSF |
|---|---|---|---|
| Control | NA* | NA* | 30 FPU/g fiber |
| LHW5 | Liquid hot water pretreatment at 160 °C for 5 min | 20% w/w | 30 FPU/g fiber |
| LHW10 | Liquid hot water pretreatment at 160 °C for 10 min | 20% w/w | 30 FPU/g fiber |
| LHW20 | Liquid hot water pretreatment at 160 °C for 20 min | 20% w/w | 30 FPU/g fiber |
| WDM20 | Wet disk milling with 89 rpm disk speed and 3 cycles of disk milling | 20% w/w | 30 FPU/g fiber |
| WDM45 | Wet disk milling with 89 rpm disk speed and 3 cycles of disk milling | 45% w/w | 30 FPU/g fiber |
| 4x cellulase | NA* | NA* | 120 FPU/g fiber |
NA* = Not applicable.
Table 2.
Composition analysis of fiber.
| Component | Composition (% w/w Dry Basis) | |
|---|---|---|
| Initial * | Extractive Free * | |
| Extractives | 62.1 ± 0.5 Starch (49.3 ± 0.2) Glucose (1.8 ± 0.1) Maltose (7.8 ± 0.2) | - |
| Glucan a | 10.8 ± 0.6 | 25.1 ± 1.7 |
| Xylan/Galactan | 5.7 ± 0.3 | 14.5 ± 0.7 |
| Arabinan | 4.8 ± 0.5 | 11.5 ± 1.2 |
| Acid Soluble Lignin | 5.9 ± 0.8 | 13.8 ± 1.8 |
| Acid Insoluble Lignin | 3.2 ± 0.1 | 7.5 ± 0.3 |
| Ash | 1.2 ± 0.1 | 3.1 ± 0.2 |
| Total | 93.7 | 75.5 |
* Mean ± standard deviations from three replicates. a Anhydrous monosaccharides.
Table 3.
Effect of hot water pretreatment on conversion, peak xylose concentrations and total polyphenol concentrations after SSF.
Table 3.
Effect of hot water pretreatment on conversion, peak xylose concentrations and total polyphenol concentrations after SSF.
| Treatment | Severity Factor (Log (R0)) | Conversion Efficiency (%) * | Peak Xylose Concentration (g/L) * | Total Phenol Concentration (g equiv. GA/L) * |
|---|---|---|---|---|
| Control 1 | 0 | 69.4 ± 2.6a | 1.20 ± 0.03a | 0.35 ± 0.15a |
| LHW5 2 | 2.47 | 76.6 ± 1.5b | 1.34 ± 0.03b | 0.35 ± 0.02ab |
| LHW10 3 | 2.75 | 74.6 ± 4.6bc | 1.75 ± 0.05c | 0.46 ± 0.13abc |
| LHW20 4 | 3.07 | 72.1 ± 1.5abc | 2.25 ± 0.08d | 0.84 ± 0.29d |
* Mean ± standard deviations from three replicates. Means followed by same letter are not different at 95% level of significance (p > 0.05).1 Control represents SSF of untreated fiber using glucoamylase, cellulase (30 FPU/g fiber) and yeast. 2 LHW5 represents SSF of fiber (using glucoamylase, cellulase (30 FPU/g fiber) and yeast) pretreated with hot water at 160 °C for 5 min. 3 LHW10 represents SSF of fiber (using glucoamylase, cellulase (30 FPU/g fiber) and yeast) pretreated with hot water at 160 °C for 10 min. 4 LHW20 represents SSF of fiber (using glucoamylase, cellulase (30 FPU/g fiber) and yeast) pretreated with hot water at 160 °C for 20 min.
Table 4.
Effect of wet disk milling on conversion, peak xylose concentrations and total polyphenol concentrations after SSF.
Table 4.
Effect of wet disk milling on conversion, peak xylose concentrations and total polyphenol concentrations after SSF.
| Treatment | Conversion Efficiency (%) * | Peak Xylose Concentration (g/L) * | Total Phenol Concentration (g equiv. GA/L) * |
|---|---|---|---|
| Control 1 | 69.4 ± 2.6a | 1.20 ± 0.03a | 0.35 ± 0.15a |
| WDM20 2 | 68.0 ± 3.4a | 1.21 ± 0.02a | 0.35 ± 0.15a |
| WDM45 3 | 71.5 ± 1.2a | 1.09 ± 0.08b | 0.39 ± 0.07a |
* Mean ± standard deviations from three replicates. Means followed by same letter are not different at 95% level of significance (p > 0.05). 1 Control represents SSF of untreated fiber using glucoamylase, cellulase (30 FPU/g fiber) and yeast. 2 WDM20 represents SSF of fiber (using glucoamylase, cellulase (30 FPU/g fiber) and yeast) pretreated with 3 cycles (89 rpm) disk milling at 20% w/w solids. 3 WDM45 represents SSF of fiber (using glucoamylase, cellulase (30 FPU/g fiber) and yeast) pretreated with 3 cycles (89 rpm) disk milling performed at 45% w/w solids.
Table 5.
Effect of cellulase dose on conversion, peak xylose concentrations and total polyphenol concentrations after SSF.
Table 5.
Effect of cellulase dose on conversion, peak xylose concentrations and total polyphenol concentrations after SSF.
| Treatment | Conversion Efficiency (%) * | Peak Xylose Concentration (g/L) * | Total phenol Concentration (g equiv. GA/L) * |
|---|---|---|---|
| Control 1 | 69.8 ± 3.0a | 1.06 ± 0.02a | 0.35 ± 0.08a |
| 4x cellulase 2 | 92.5 ± 1.2b | 1.36 ± 0.07b | 0.65 ± 0.11b |
* Mean ± standard deviations from three replicates. Means followed by same letter are not different at 95% level of significance (p > 0.05).1 Control represents SSF of untreated fiber using glucoamylase, cellulase (30 FPU/g fiber) and yeast. 2 4x cellulase represents SSF of untreated fiber using glucoamylase, cellulase (120 FPU/g fiber) and yeast.
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kurambhatti, C.V.; Kumar, D.; Rausch, K.D.; Tumbleson, M.E.; Singh, V. Ethanol Production from Corn Fiber Separated after Liquefaction in the Dry Grind Process. Energies 2018, 11, 2921. https://0-doi-org.brum.beds.ac.uk/10.3390/en11112921
AMA Style
Kurambhatti CV, Kumar D, Rausch KD, Tumbleson ME, Singh V. Ethanol Production from Corn Fiber Separated after Liquefaction in the Dry Grind Process. Energies. 2018; 11(11):2921. https://0-doi-org.brum.beds.ac.uk/10.3390/en11112921
Chicago/Turabian StyleKurambhatti, Chinmay V., Deepak Kumar, Kent D. Rausch, Mike E. Tumbleson, and Vijay Singh. 2018. "Ethanol Production from Corn Fiber Separated after Liquefaction in the Dry Grind Process" Energies 11, no. 11: 2921. https://0-doi-org.brum.beds.ac.uk/10.3390/en11112921
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.