Theoretical and Experimental Analysis on Co-Gasification of Sewage Sludge with Energetic Crops


1
Faculty of Mechanical Engineering and Computer Science, Czestochowa University of Technology, 42-201 Czestochowa, Poland
2
Faculty of Production Engineering and Materials Technology, Czestochowa University of Technology, 42-201 Czestochowa, Poland
*
Author to whom correspondence should be addressed.
Energies 2019, 12(9), 1750; https://0-doi-org.brum.beds.ac.uk/10.3390/en12091750
Submission received: 15 April 2019
/
Revised: 1 May 2019
/
Accepted: 6 May 2019
/
Published: 9 May 2019
(This article belongs to the Special Issue Biomass Chars: Elaboration, Characterization and Applications III)
Abstract
:As known, dried sewage sludge, is a by-product produced from waste water treatment, contains significant amounts of organic content, and makes up to 60% with overall calorific value from 9 to 12 MJ/kg. Hence, it can be considered as material for thermal processing focusing on heat and power production. Among thermal conversion technologies, gasification is seen as the effective one because it can be easily combined with heat and power cogeneration units. On the other hand, due to high mineral content (40–50%) in the sludge, it is difficult to be gasified and obtain syngas with calorific value satisfactory enough for fueling the internal combustion engine. The dried sludge can be subjected to be gasified at temperature above 850 °C. However, large amounts of mineral content do not provide favorable conditions to obtain this required temperature. Thus, it is proposed to enrich the sewage sludge with biomass characterized with significantly higher calorific value. In the article, co-gasification of sewage sludge and Virginia Mallow—energetic crops was investigated. Results from experimental and numerical investigation have been presented. The dried sewage sludge enriched with Virginia Mallow at a mass ratio of 0/100%, 50/50% and 100/0% in tests and in the range from 0 to 100% for theoretical analysis was applied in order to achieve effective gasification process. As observed, lignocellulosic biomass like Virginia Mallow contains low amounts of mineral content below 2%, which makes it appropriate for thermal processing. It contributes to more stable and efficient gasification process. Additionally, Virginia Mallow caused that the process temperature possible to achieve, was 950 °C. Thus, sewage sludge was mixed with this high-energy component in order to improve the gasification parameters and obtain syngas with higher calorific value. A zero-dimensional, two-zone model was developed with aid of the POLIMI kinetics mechanism developed by CRECK Modeling Group to simulate gasification of low calorific substances enriched with high calorific biomass. Obtained results showed that sewage sludge can be completely gasified at presence of Virginia Mallow. Syngas calorific value of approximately 5 MJ/Nm3 was produced from this gasification process. The maximal percentage of Virginia Mallow in the mixture with the sewage sludge was set at 50% due to economic aspects of the technology. It was found, that satisfactory conditions for effective gasification were achieved at this 50/50% percentage of sewage sludge and Virginia Mallow. Potential intensity of gasification was predicted from this 0-D 2-zones model, which calculates area of reduction zone to area of combustion zone. This reduction-to-combustion area ratio for the sewage sludge-Virginia Mallow mixture was estimated at value of 2. Finally, the model was successfully verified with results from tests, hence it was proposed as a tool for preliminary investigation on poor fuels gasification.
1. Introduction
Sewage sludge, due to its physical-chemical properties and hazards that may pose for human health and the natural environment, have to be subjected to appropriate treatment and ultimately neutralized. The final disposal of municipal sewage sludge is carried out through their storage, agricultural use, use for lands reclamation and thermal utilization. The use of sewage sludge in agriculture or for land reclamation is not always possible due to restrictions in law. Due to limitations associated with the storage, various commercially viable sludge conversion processes and technologies used for energy recovery from sewage sludge gain in importance [1]. The safest way to neutralize sewage sludge is thermal processing and the possibilities in this area are very wide. The simplest, but not always applicable, method is the process of direct combustion or co-combustion. Noteworthy is also thermal treatment, such as torrefaction [2], pyrolysis and gasification, that allows obtaining energy carriers in the form of liquid or gaseous fuels [3]. So far the most effective way to utilize sewage sludge for energy purposes seems to be gasification. However, due to high moisture content (approx. 80%), wet sewage sludge is subjected to pre-drying process before gasification, what from the point of view of energy consumption, makes the process considerably costly. Gasification takes place in the atmosphere of air, or oxygen, and/or steam and at temperature regime usually above 850 °C and not exceeding 1000 °C [4]. Gasification can be carried out in both fixed bed reactors and fluidized bed reactors. As a result of this process, combustible gas is generated, which is a mixture of hydrogen, carbon monoxide, carbon dioxide, methane, the lightest hydrocarbons and nitrogen [5]. Interesting results were presented by Tutak et al. [6] who showed possibilities of using producer gas from gasification of sewage sludge as a fuel to a compression ignition, diesel engine working in dual type mode.
Composition of syngas can differ from each other, depending on various different factors, such as: type of fuel, type and quantity of the gasification medium, design of the gasification reactor, temperature, use of catalysts and pressure conditions in the reactor. According to research by Parthasarathy and Narayanan [7] the use of steam during biomass gasification leads to production of high calorific gas (15–20 MJ/Nm3) with a high content of hydrogen (40%), carbon monoxide (25%) and methane (8%). On the other site, during air assisted gasification a low calorific gas (4–6 MJ/Nm3) is produced with the following averaged composition: H2 = 15%, CO = 20%, CH4 = 2%, CO2 = 15%, N2 = 48%. The literature in this field provide a few articles where co-gasification of sewage sludge with various biomass was presented. Peng et al. [8] performed studies on co-gasification of wet sewage sludge (WSS) and forestry waste in a lab-scale fixed bed gasifier, at different reactor temperatures from 700 to 900 °C, to investigate the effects of WSS content and reactor temperature on product yields, gas composition and gasification performance. Forestry waste was considered as a suitable feedstock for gasification due to the high contents of volatile matter and fixed carbon, but low ash and moisture contents. The research confirmed that the addition of forestry waste to wet sewage sludge in appropriate proportion adjust the moisture content of the blends. As presented by Hu et al. [9] co-gasification of two different materials mixture is more attractive solution due to its high energy conversion efficiency, operational stability, environmental friendly impact and economic benefits. In the investigated subject there are plenty of papers devoted to syngas production from either biomass gasification [10,11,12,13,14,15] or sewage sludge [16,17,18]. However, there are only few research works in which the process of co-gasification of biomass with sewage sludge is considered [9,19,20,21,22]. Interesting research was conducted by Mian Hu et al. [9] who investigated catalytic in-situ co-gasification of wet sewage sludge and pine sawdust in the scope of syngas production. The results indicated that the maximum dry gas yield, H2 yield and carbon conversion efficiency were obtained with 40% pine sawdust content in the blends and temperature of 900 °C under presence of catalysts. In turn, Sattar et al. [19] analyzed steam gasification of rapeseed, wood, sewage sludge and miscanthus biochars in the aspect of a hydrogen-rich syngas production. They investigated influence of temperature ranging from 650 to 850 °C and residence time from the range between 0 and 35 min on the syngas composition. Jayaraman et al. [20] also presented results of biomass (miscanthus) and sewage sludge pyrolysis and gasification. They used thermal analysis and mass spectrometry methods to characterize the samples and identify the volatiles evolved during the sample heating up to 1100 °C in argon, oxygen, steam and steam blended gas atmospheres. In turn, the issue of sewage sludge co-gasification with Virginia Mallow is very rare and only few works can be found in the available literature. Smolinski et al. [23] performed investigation on steam co-gasification of coal with two different biomass, e.g., Miscanthus Giganteus or Virginia Mallow (lat. Sida Hermaphrodita). Their investigation showed that the co-gasification of coal and Virginia Mallow was more effective and the synergy effects were more explicit in comparison to co-gasification of coal and Miscanthus. Furthermore, they observed satisfactory synergy effects at temperature of 850 °C, which is considered as minimal temperature for effective gasification process. It should be mentioned, that Virginia Mallow is considered as the attractive biomass source for alternative pathways in energy production by thermochemical conversion, i.e., torrefaction, pyrolysis or gasification [24,25,26]. Among several advantages that Virginia Mallow has, one should be highlighted. This advantage is low soil requirements for cultivation, which are significantly lower in comparison to requirements from other energy plants. Hence, Virginia Mallow can be used to develop poorer soils and fallow lands. It can yield viable crops even on weaker, sandy soils with a relatively deep level of groundwater (2–5 m). Thanks to this property Virginia Mallow can be used for the reclamation of degraded and contaminated soils. The usefulness of Virginia mallow as species with reclamation properties is determined by its soil-forming impact on the ground by the formation of crumb-like structure and improvement of physicochemical properties of soil and the ability of this species to absorb significant amounts of heavy metals. The plant is resistant to low and high temperatures. Its extensive and deep root system allows to survive periods of drought and frost [27,28,29].
The literature on the subject matter emphasizes that modeling of chemical kinetics state a significant contribution to the chemical analysis of complex phenomena occurring during thermal conversion of biomass [30]. In the calculation procedure various chemical mechanisms, both simplified and detailed, involving even several thousand reactions are used. The authors implemented a detailed POLIMI kinetic mechanism (http://creckmodeling.chem.polimi.it), constituted by 137 compounds and 4533 chemical reactions. The model is able to account for the secondary gas-phase pyrolysis, partial oxidation and combustion of species released during biomass thermal degradation. The results of calculations presented so far in the literature with the use of POLIMI mechanism confirm good agreement with the experimental studies. Corbetta et al. [31] in the calculations adopted a detailed POLIMI kinetic scheme in order to outlined a multi-scale mathematical model for the simulation of solid fuels thermochemical conversion processes. Dupont et al. [32] discusses the problem of biomass pyrolysis under high temperatures (800–1000 °C), both on the basis of the experiments and with the use of a POLIMI detailed kinetic model of biomass devolatilization. The comparisons between experimental results and model prediction show that the main experimental trends were well reproduced by the model. Lee et al. [33] presented study focuses on process modeling and simulation of a biomass fast pyrolysis. Choi et al. [34] also used POLIMI mechanism for fast pyrolysis and the reaction temperature was varied from 400 to 600 °C.
Summing up, research works focused on applying Virginia Mallow for pyrolysis/gasification processes are novelty in the field of biomass thermal processing. Preliminary results showing several correlations between solid products and syngas from thermal processing of Virginia Mallow were presented by Szwaja et al. [25]. So far, results from investigation on co-gasification of sewage sludge with Virginia Mallow have been presented by Szwaja et al. in the article [35]. They discussed economical aspects for this co-gasification technology taking into account sewage sludge as costless material. As concluded from literature survey, there are hardly any research works in available literature, which can extend knowledge in fundamental theory on working conditions of co-gasification process of sewage sludge with additional, higher calorific fuel. Thus, the following tasks were raised for investigation:
- To determine temperature conditions for effective co-gasification,
- To work out a model to predict syngas composition and its calorific value,
- To evaluate effectiveness of co-gasification process at specific sewage sludge-additional fuel ratio,
- To verify the model with experimental results.
2. Experimental Setup and Methodology
The research works were concentrated on as follows:
- Gasification tests carried out on an industrial scale gasification system,
- Numerical modeling of the gasification process,
- Verification of theoretical results with results from tests.
Charge to a gasification reactor consisted of dried sewage sludge and Virginia Mallow premixed together in the mass ratio of 0/100%, 50/50% and 100/0%, respectively. Both ultimate and proximate analyses for these two substances are presented in Table 1. Prior to filling the gasification reactor sewage sludge was dried to moisture content below 10%. The content of volatile matter in the sludge is related to the content of organic substances and is equal to approximately 70% dry matter for raw sludge.
For theoretical analysis, the ratio of sewage sludge to Virginia Mallow was sweep from 0/100% to 100/0% with step of 10%.
An unfavorable feature of sewage sludge is high ash content in form of silica (SiO2), exceeding 30% by mass, which is treated as a ballast affecting reduction in the actual adiabatic process temperature Ta inside the gasification bed. In turn, biomass (in this case Virginia Mallow) has much lower ash content (1.57%), what makes it a less problematic fuel for gasification process. As mentioned, in the presented work the sewage sludge was mixed together with Virginia Mallow in percentage of 50/50% by mass with respect to make the process more stable and produce syngas with higher calorific value. The Virginia Mallow chips were chopped to size from 5 to 30 mm, whereas the dried sewage sludge was in a form of a granulate with the diameter of 5–15 mm (Figure 1).
2.1. Gasification System
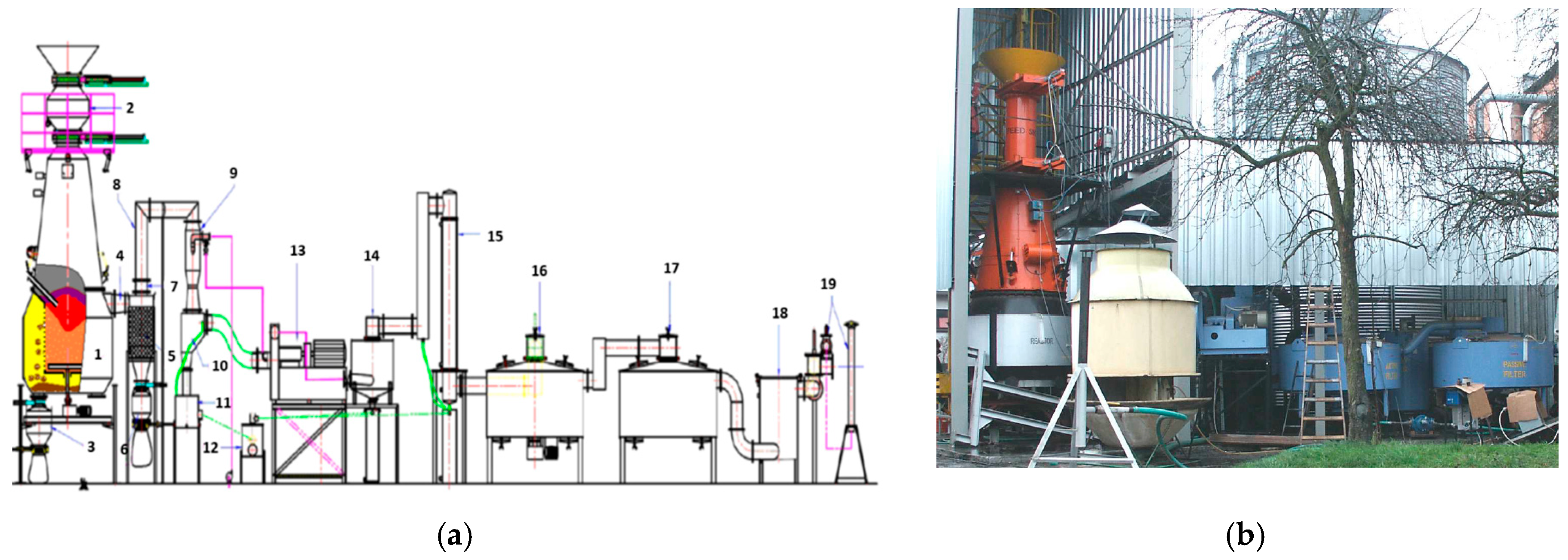
Gasification of dried sewage sludge and Virginia Mallow was carried out in the gasification plant on industrial scale. The complete gasification system was ANKUR WBG-400 (Figure 1). It can produce syngas with chemical power output of approximately 1 MW in gas. It contains a closed downdraft type gasifying reactor with a fixed bed designed for wood chips gasification. This downdraft type of the reactor is widely used and applied in studies presented in papers [15,36,37,38]. During the experiment the quantity and chemical composition of the obtained producer gas were measured. The gasification system can produce syngas up to 1000 Nm3/h. The gasification system consists of the main following items: a down-draft gasifier, a cyclonic filter for removal of flying ash, a cooling tower and a scrubber with water as a cooling agent, 2 mechanical filtering tanks filled with sawdust and pine tree cones (when contaminated with tar, they can be used as a charge to the reactor) and a spark ignited internal combustion reciprocating engine coupled with a 3-phase generator 3 × 400 V with rated power of 250 kWe. The gasifier was modified from its origin. The reactor included grates, which were reconstructed for crushing a slag and continuous ash removal.
The power plant specification as in Table 2.
The workplan contains the gasification tests of Virginia Mallow and the dried sewage sludge at ratios as follows: (Virginia Mallow/Sewage Sludge):
- -
- 100/0%
- -
- 50/50%
- -
- 0/100%.
Gasification time was 8 hours’ continuous work at each test. Air flow rate was maintained at fixed value of 260 m3/h ± 6 m3/h at mean outdoor temperature of 8 °C over the period of 8 h.
Theoretical analysis was carried out with Virginia Mallow/Sewage Sludge ratio from 100/0 to 0/100 with step of 10%.
2.2. Theoretical Analysis—Assumptions
As known, mineral content is not subjected to reactions in the gasification process, but only accounted for the ballast, which accumulates the heat released in the gasification process decreasing average process temperature in this way. The gasification process of organic matter (CxHyOz) can be described by one general reaction (1) of incomplete combustion caused by oxygen deficiency at amount lower than the amount required for the stoichiometric combustion process.
CxHyOz + a (O2+ 3.76 N2) = x1 CO + x2 CO2 + x3 CH4 + y1 H2 + y2 H2O + a 3.76 N2,
However, the gasification process described with use of one global reaction might be considered as highly simplified. This process can be presented more precisely by means of a mechanism consisting of several chemical reactions divided into two groups as follows (Equations (2)–(5) and Equations (6)–(12)) [39]:
Basic reactions of combustion:
- For carbon:C + O2 = CO2 − 393.5 kJ/mol C,
- For carbon monoxide:CO + 0.5∙O2 = CO2 − 283 kJ/mol CO,
- For hydrogen:H2 + 0.5 O2 = H2O − 241.8 kJ/mol H2,
- Incomplete combustion reaction:C + 0.5∙O2 = CO − 110.5 kJ/mol C,
Additional reactions associated with combustion and gasification:
- Formation of carbon monoxide and hydrogen:C + H2O = CO + H2 + 131.3 kJ/mol C,
- Boudouard’s reaction:C + CO2 = 2 CO + 172.4 kJ/mol C,
- Partial oxidation reaction:C + 2 H2O = CO2 + 2 H2 + 90.1 kJ/mol C,
- Reaction of carbon monoxide with water vapors (also known as water-gas shift reaction):CO + H2O = CO2 + H2 − 41.1 kJ/mol CO,
- Hydrogen gasification reaction:C + 2 H2 = CH4 − 74.6 kJ/mol C,
- Methanation reactions:CO + 3 H2 = CH4 + H2O − 205.9 kJ/mol CO,CO2 + 4 H2 = CH4 + 2 H2O − 164.7 kJ mol CO2,
In order to compare results from tests and theoretical analysis a model of gasification process was worked out. Modeling methodology and assumptions were taken as follows:
- It was assumed that there are two zones in the gasification process: complete combustion zone and reduction zone.
- Chemical kinetics mechanism aided the modeling was the POLIMI mechanism worked out by CRECK Modeling Group. Virginia Mallow plant was modeled as cellulose and lignine at 50/50% respectively, whereas sewage sludge was modeled as CHNO elemental composition. Higher hydrocarbons in organic matter with a complex structure in the composition of sewage sludge were omitted.
- The gasification and combustion zone is not delimited (the 0-dimensional model was implemented). Both gasification and combustion take place simultaneously in the entire volume (Figure 2).
- The process takes place at constant pressure.
- The process is adiabatic—no heat transfer to surroundings.
- The amount of heat Q released during this process was calculated on the basis of Energy Conservation Law (Equation (13)) having in mind enthalpies of formation h0 for products and reagents (substrates) as follows:
- -
- H2O (h0 = −241.8 kJ/mol);
- -
- CO2 (h0 = −393.5 kJ/mol);
- -
- CO (h0 = −110.5 kJ/mol);
- -
- CH4 (h0 = −74.6 kJ/mol).
where:- ni—number of moles of i-th substrate,
- h0i(subs)—the enthalpy of formation of the i-th substrate,
- nj—number of moles of j-th product,
- h0j(prod)—the enthalpy of formation of the j-th product.
Two-Zone, 0-D Model
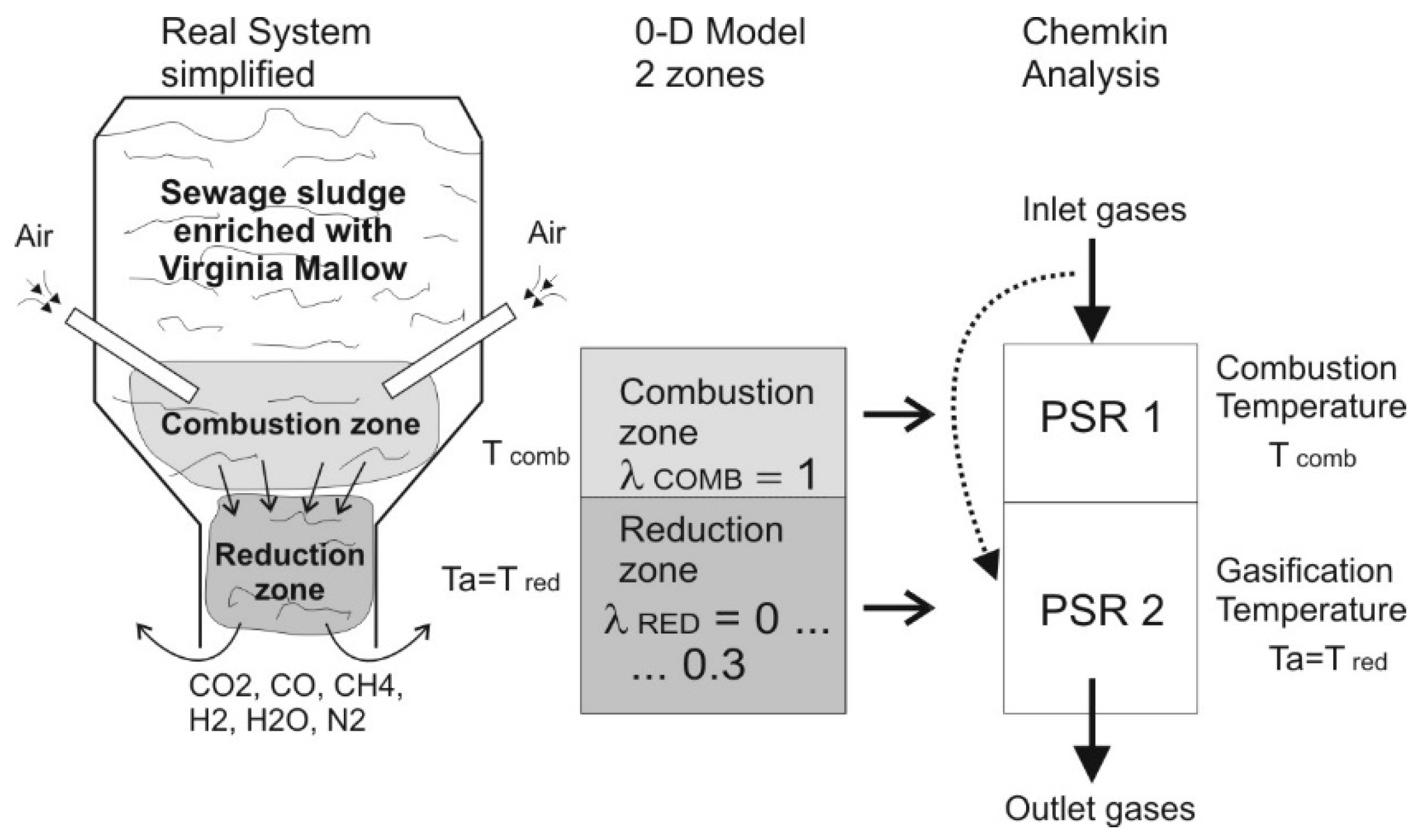
Figure 3 presents simplifications done to the gasification zone. As seen, the gasification zone is split into two zones: combustion zone and reduction zone. In the combustion zone (following reactions 2–5) heat released from combustion is transferred to the reduction zone where at temperature of 850–1000 °C reduction reactions (6–12) take place.
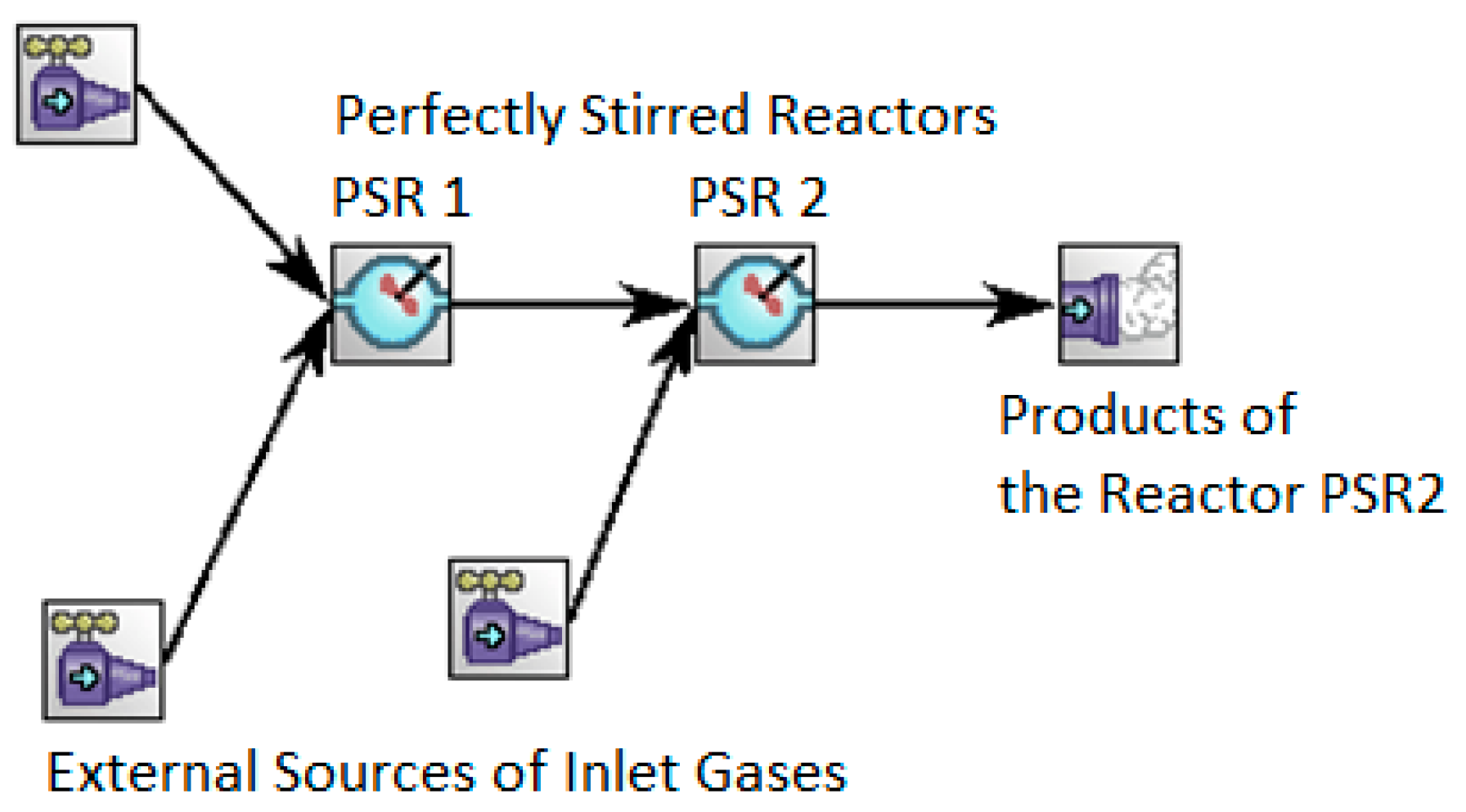
The analysis was carried out using the Chemkin-PRO solver. The model from the Figure 3 was implemented into Chemkin code as shown in Figure 4. Two perfectly stirred reactors (PSR) were used to simulate chemical kinetics for both combustion (PSR 1) and reduction zone (PSR 2).
The following assumptions characterizing both the charge and the gasification reactor were taken into account:
- 1 mole of sewage sludge—Virginia Mallow mixture to be completely burned in the combustion zone,
- X moles of the sewage sludge—Virginia Mallow mixture in the gasification zone,
- Mean excess air ratio λ was considered as the mean value across the total area of combustion and reduction zone. The combustion zone characterizes itself with λ equal 1. While the λ for the reduction zone equal 0 (the simplest assumption). However, in real working conditions there are some trace concentration of oxygen in the reduction zone, hence the model takes into account additional amounts of air coming across the combustion zone and reach the reduction zone, but this air is not involved in the combustion process.
The excess air ratio λ is defined with the Equation (14).
The λ ratio is usually applied in characterizing premixed gaseous mixtures, however, here it is used to express average correlation between air and solid fuel inside the gasification reactor. Thus, it is simplification, which might lead someone confused. However, this simplification is justified from the point of view focused on the global chemical reactions and energy balance as well as determination of mean adiabatic temperature at combustion and reduction zone.
For the purposes of the analysis, the X parameter was introduced with Equation (15) expressing the ratio of the amount of fuel gasified to the hypothetical amount of fuel combusted stoichiometrically (at λ = 1) using the same amount of air as in the gasification process.
where:
X = ngf/ncf = mgf/mcf (mol/mol, kg/kg),
- ngf—number of moles of fuel gasified,
- ncf—the number of moles of fuel combusted stoichiometrically (λ = 1),
- mgf—mass of fuel gasified,
- mcf—mass of fuel combusted stoichiometrically (λ = 1).
Fuel mixture percentage in the combustion zone is the same as in the reduction zone, hence following Equation (15) the molar ratio will be the same as the mass ratio. The X ratio expresses the number of moles or mass of fuel involved in the reduction/gasification process with respect to 1 mole or 1 kg of fuel completely combusted in the combustion zone. Thus, one can conclude that higher X associated with higher reduction area affects temperature reduction in the reduction zone at the same initial conditions as at the combustion zone. The Xopt ratio is considered as optimal parameter under which temperature at the reduction zone is higher 850 °C. The Xopt for Virginia Mallow and sewage sludge is shown in Table 3.
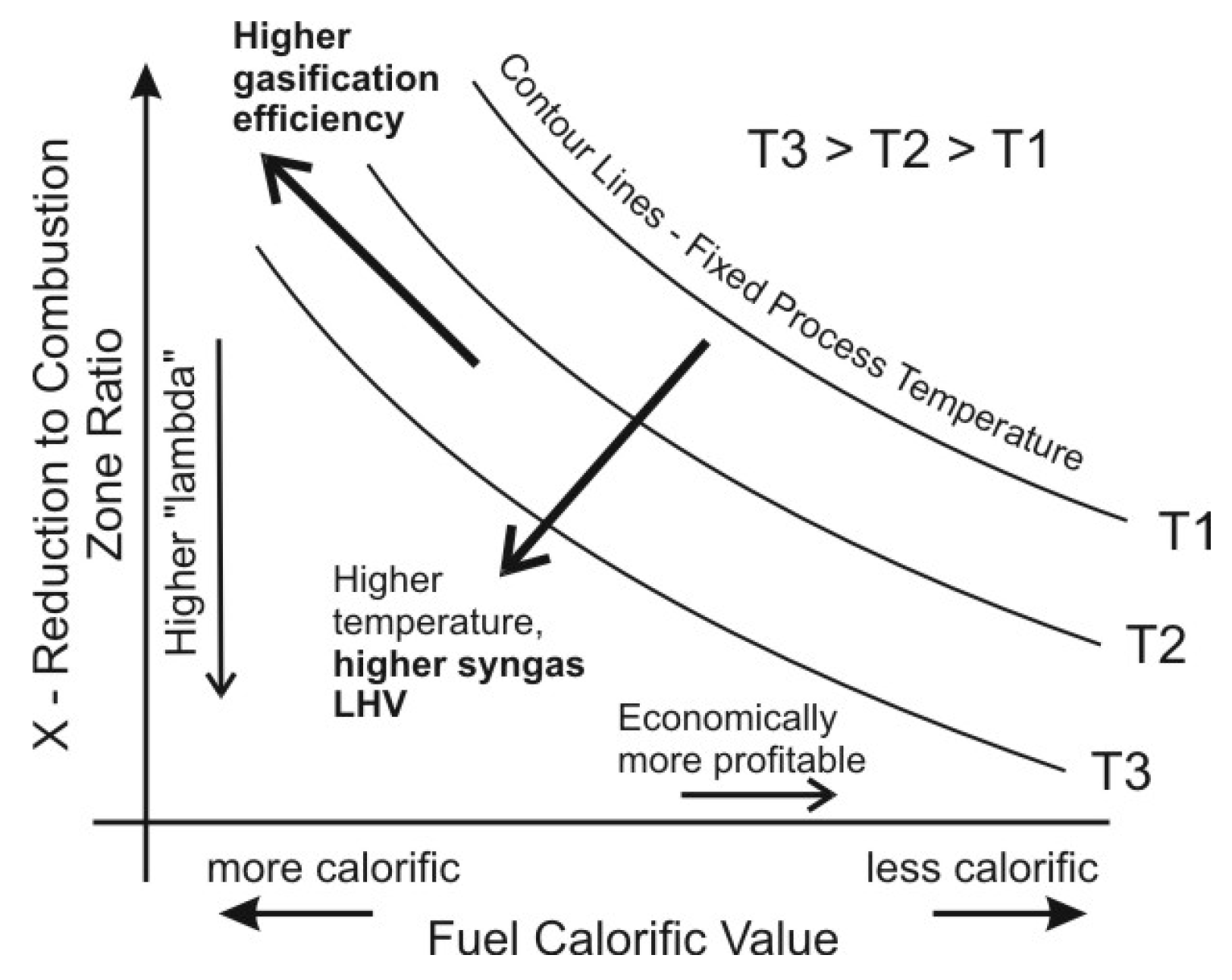
Taking into account production of syngas with a high content of combustible components (H2, CO, CH4) and zero content of CO2 and H2O, the values presented in the table show that the effective reduction zone during Virginia Mallow gasification, should be approximately 11 times bigger than the combustion zone. In turn, in case of the sewage sludge, this zone is approximately only three times larger (here is 2.6). The mutual real ratio between the reduction and combustion zones expressed by the X ratio is determined by itself and depends on the temperature and amount of heat generated in the combustion zone (Figure 5). Therefore, in order to enlarge the reduction zone (so does gasification efficiency and syngas flowrate) without changing the combustion zone, the fuel should characterize itself with higher calorific value. Hence, better quality fuel increases temperature as well as heat releasing in the combustion zone, what furthermore affects both size of the reduction zone and temperature there and finally contributes to gasification process being more effective. As presented in Figure 5, X ratio is strictly associated with both calorific value of the charge to the gasifier, process temperature and oxygen deficiency expressed with the excess air ratio λ. As depicted, lower X ratio goes with higher average λ. As known from the combustion theory and energy balance, adiabatic temperature of combustion increases with excess air ratio λ, as it approaches to 1 or even slightly below 1. Hence, the reduction zone disappears as far as it needs remarkable air deficiency; hence X ratio drops down to 0. To provide satisfactory conditions for gasification process, X ratio should be as high as possible at process temperature not lower than 850 °C. On the other hand, syngas calorific value (LHV—Lower Heating Value) increases with increase in process temperature due to intensified formation of combustible gases (hydrogen and carbon monoxide) at temperature above 850 °C. However, economical aspects are not insignificant. As the fuel is less expensive (less calorific) the economical profit is higher.
In order to maintain the conditions of effective gasification process of the organic matter in the reduction zone, temperature should be within the range of 850–1000 °C. In local areas with lower temperatures, the efficiency of the gasification process rapidly decreases leading to the pyrolysis process getting more intensified, which can occur particularly at temperature ranging between 300–400 °C. Thus, uniform temperature over the gasification bed was assumed.
As part of the theoretical analysis the following parameters were calculated:
- Mean temperature Ta in the reduction zone in the reactor,
- Xopt—ratio optimal for the process,
- Quantity of gaseous products of gasification depending on the temperature of the bed.
The temperature of a bed was calculated as the average temperature Ta of adiabatic, incomplete gasification process (including reduction zone) of the mixture according to the Equation (16).
where:
- ni—number of moles of i-th substrate,
- h0i(subs)—the enthalpy of formation of the i-th substrate,
- cp,i—specific heat of the i-th substrate,
- nj—number of moles of the j-th product,
- h0i(prod)—the enthalpy of formation the j-th product,
- cp,j—specific heat of the j-th product,
- T0—temperature of normal conditions T0 = 298.15 K,
- T1—substrate temperature (assumed as the inlet air temperature),
- Ta—mean temperature of adiabatic gasification.
3. Results and Discussion
On the basis of these considerations, both temperature, X ratio, and sewage sludge percentage were treated as the key parameters that affect gasification efficiency and syngas flowrate. On the other hand, additional, higher calorific fuel to sewage sludge (here Virginia Mallow) is not free of charge. Hence, to justify economical profits from sewage sludge gasification, two conditions were introduced as follows:
- Minimal X ratio should be at least 2. As mentioned in Table 3, Xopt = 2.6. Hence, X higher 2.6 leads to temperature drop in reduction zone below 850 °C as can be seen from contour lines for temperatures at the reduction zone.
- Minimal sewage sludge percentage should be higher than 50%. The sewage sludge as a by-product can be considered as costless material, unlike Virginia Mallow, which purchasing cost significantly affect final economical aspect of the technology of co-gasification.
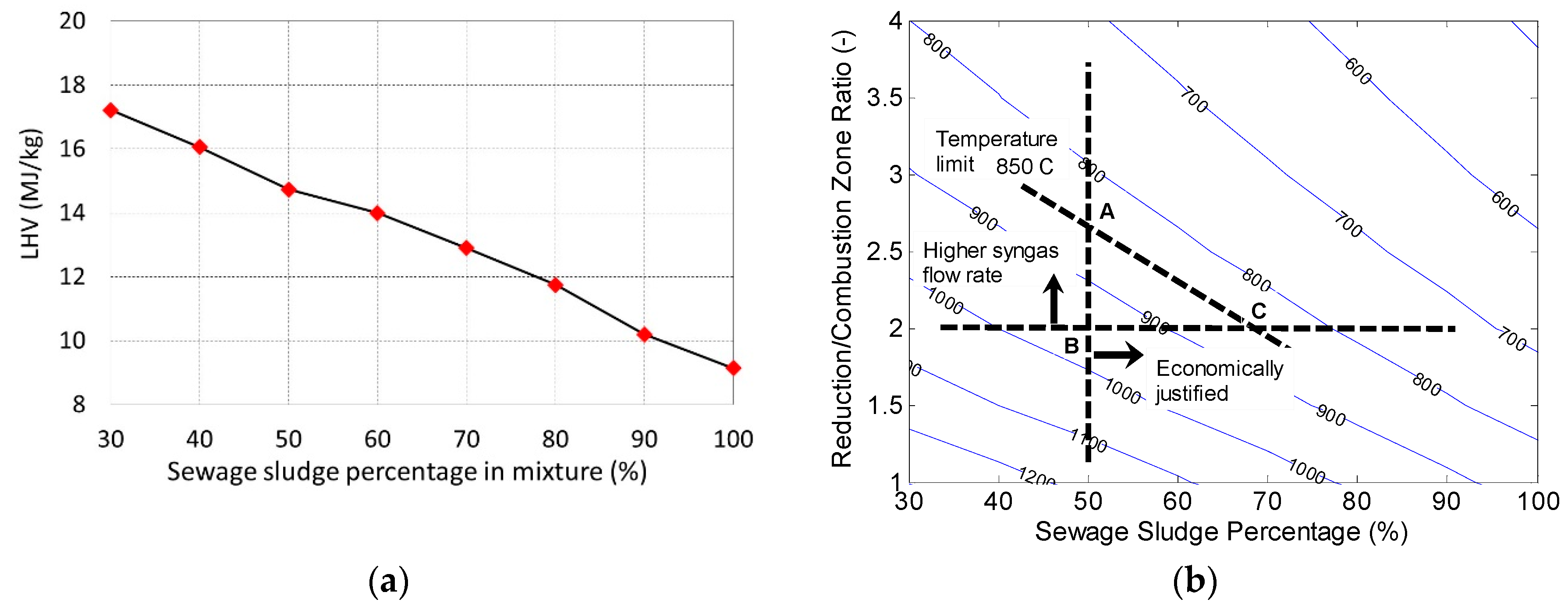
As seen from Figure 6a, calorific value of sewage sludge-Virginia Mallow mixture decreases with increase of sewage sludge. Figure 6b presents X ratio against sewage sludge percentage in the fuel mixture loaded to the gasifying reactor. It was determined from modeling. If one can compare these two diagrams (Figure 6a,b), he can conclude that at sewage sludge percentage over 70% the process temperature at X equal 2 reaches its minimal 850 °C required for gasification process. It goes with 12.8 MJ/kg calorific value of the charge to the gasification reactor. Thus, it is a limit for these operating parameters denoted as point C in Figure 6b.
As concluded on the basis of Figure 6b the useful area for sewage sludge—Virginia Mallow co-gasification lies inside the triangle ABC limited by the following parameters: minimal gasification temperature of 850 °C, Xmin of 2 and sewage sludge percentage of 50%. As depicted, the maximum gasification temperature of approximately 950 °C is at point B. Hence, here the maximal syngas calorific value can be expected. Gasification at point A should provide the highest syngas flowrate due to the highest possible X ratio. Point C, due to the highest sewage sludge percentage, should feature itself with the best economical aspects; however, it is discussable as the syngas flowrate decreases due to lower X and lower process temperature.
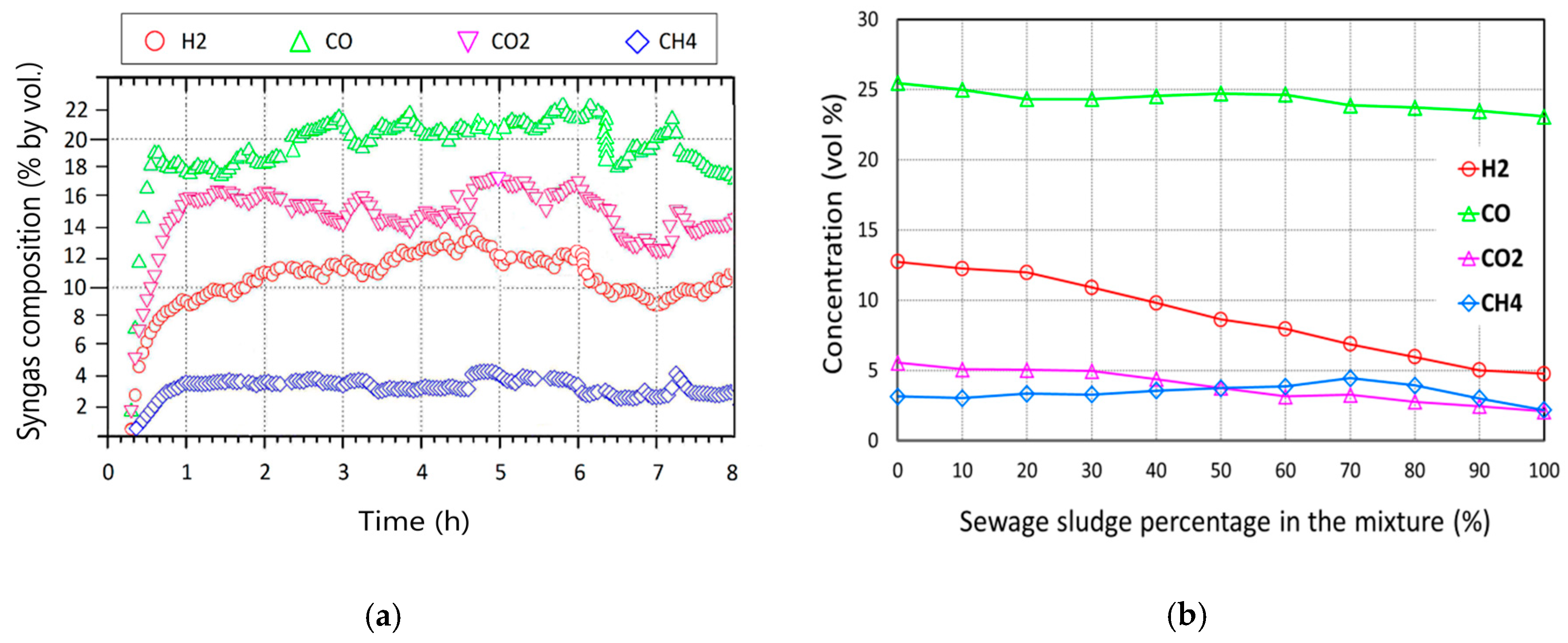
During both modeling and tests syngas composition was determined (Figure 7). Hence, comparison between modeling and experimental work was conducted. Thus, it was possible to calibrate the model and finally evaluate its usefulness in simulating gasification process of biomass mixture consisted of various fuels. History of real syngas composition during gasification of Virginia Mallow assisted dried sewage sludge in 50/50% is shown in Figure 7a. As observed, hydrogen content after gasifier start-up (of approximately 1h) was systematically increasing up to 13.5% (by vol.). The steady–state conditions were observed in between 1 and 6 h continuous gasifier work.
Figure 7b presents syngas composition at various sewage sludge-Virginia Mallow ratios. As plotted, all combustible gases decrease with increase in sewage sludge content in the entire fuel charge mixture to the gasification reactor, so does the syngas calorific value.
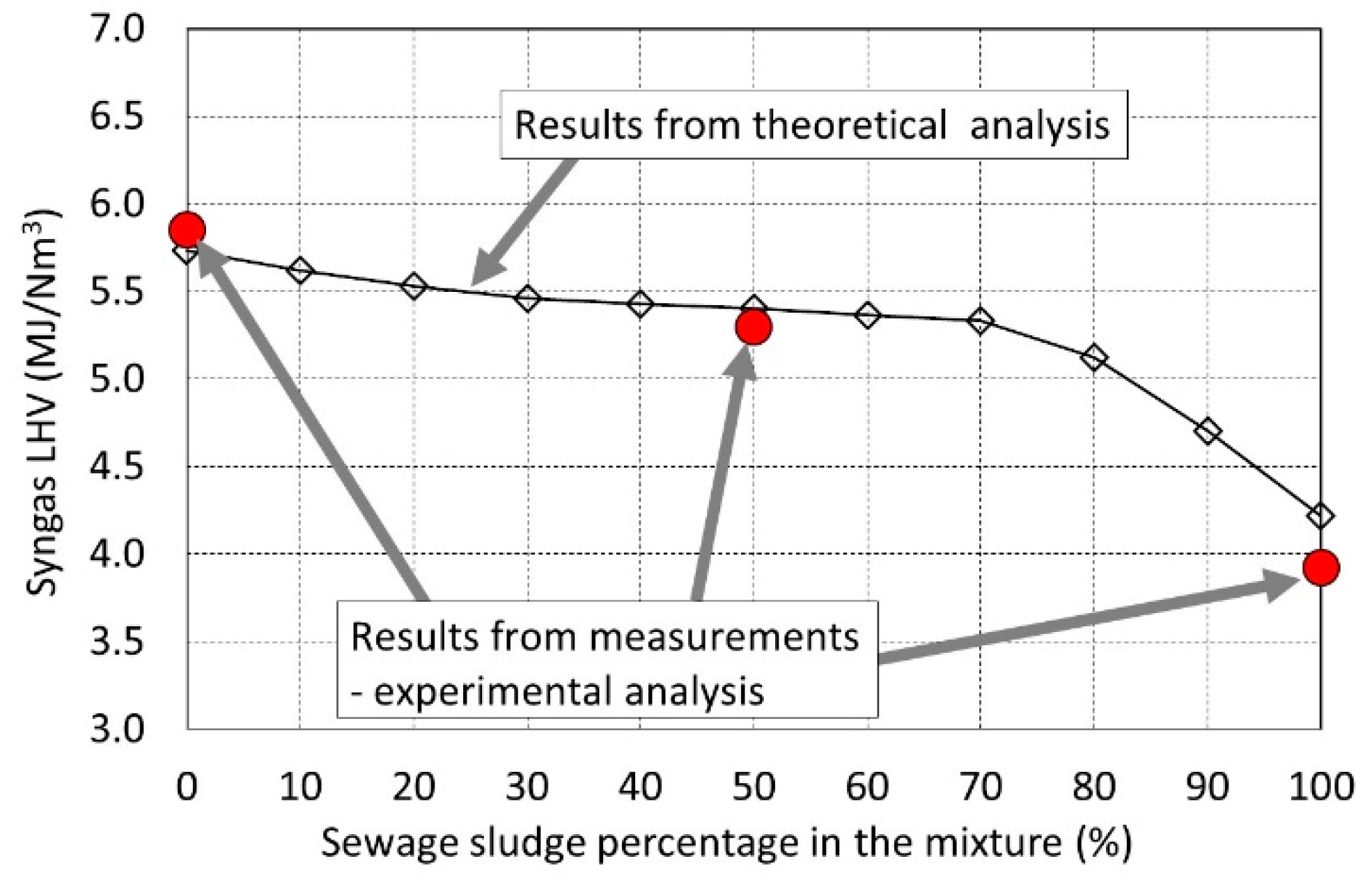
On the basis of syngas content, Lower Heating Value (LHV) was calculated for the syngas obtained from tests and modeling and was depicted in Figure 8. As seen, difference between results from modeling and tests is the highest for 100% sewage sludge. The maximum relative error of this inconsistency is approximately of 8%. This error of 8% also managed as accuracy of model to reality can be accepted. If one can compare results from theoretical analysis with results from tests, he will find satisfactory consistent data for calorific value (LHV) of the syngas generated from the downdraft gasification reactor vs. sewage sludge percentage in the sewage sludge—Virginia Mallow mixture. Although, the tests were carried out only for three different mixtures (in percentage of 0/100, 50/50 and 100/0), but they should be considered as credible results because syngas samples were measured in the period of 5 hours continuous work of the gasifier.
Summing up, the presented model and analytical methodology can be applied for syngas prediction in the downdraft gasification system on the basis of physical-chemical properties of the fuels uploaded to the gasifier. Future works in this field will be concentrated on investigating effective, real-time control systems for the gasification process to obtain better stability in this process.
4. Conclusions
The article presented both a model and results from analysis conducted on gasification process of two different substances at the downdraft gasification system. The first substance was sewage sludge considered as burdensome material for gasification due to high mineral content. The second substance was Virginia Mallow plant, used as enrichment to increase temperature, so does effectiveness of overall gasification process of these two substances premixed.
The following conclusions can be drawn from the analysis:
- Sewage sludge can be effectively gasified, but it requires additional substance to improve the gasification process and maintain minimal gasification temperature of 850 °C. Virginia Mallow can be considered as the substance for this purpose.
- The maximal percentage of Virginia Mallow in the mixture with the sewage sludge was set at 50% due to economic aspects of the technology. Virginia Mallow is a plant managed as energetic crops, thus its prices are in line with its calorific content.
- X ratio was introduced for evaluating gasification process and determine gasification temperature from modeling. X ratio is strictly associated with fuel calorific value and affects process temperature.
- X minimal limit for effective gasification of the mixture sewage sludge-Virginia Mallow was set to 2. At 50/50% percentage of sewage sludge and Virginia Mallow it provides satisfactory conditions to obtain maximal temperature at gasification zone of 850 °C, what leads to generate syngas with calorific value LHV of 5.3 MJ/Nm3.
- The model for gasification process described in the article can be applied as a preliminary tool for predicting syngas calorific value as well as process temperature and for evaluating economical justification for gasification of poor fuels as sewage sludge is.
Author Contributions
Conceptualization, S.S.; methodology, S.S.; software, M.Z. and M.S.; validation, M.Z.; formal analysis, S.S. and M.Z.; investigation, S.S., A.P., M.Z. and M.S.; resources, M.S.; data curation, A.P.; writing—original draft preparation, A.P.; writing—review and editing, S.S.; visualization, M.S.; supervision, S.S.; project administration, S.S.; funding acquisition, S.S.
Funding
This article was written within the project: “Dietary, Power and Economic Potential of Sida Hermaphrodita Cultivation on Fallow Land” (No. BIOSTRATEG1/270745/2/NCBR/2015) financed by the National Center for Research and Development.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Oladejo, J.; Shi, K.; Luo, X.; Yang, G.; Wu, T. A review of sludge-to-energy recovery methods. Energies 2019, 12, 60. [Google Scholar] [CrossRef]
- Pulka, J.; Manczarski, P.; Koziel, J.A.; Białowiec, A. Torrefaction of sewage sludge: Kinetics and fuel properties of biochars. Energies 2019, 12, 565. [Google Scholar] [CrossRef]
- Krishnamoorthy, V.; Yeboah, Y.D.; Pisupati, S.V. Influence of pyrolysis gas on volatile yield and CO2 reaction kinetics of the char samples generated in a high-pressure, high-temperature flow reactor. Energies 2019, 12, 107. [Google Scholar] [CrossRef]
- McKendry, P. Energy production from biomass (part 3): Gasification technologies. Bioresour. Technol. 2002, 83, 55–63. [Google Scholar] [CrossRef]
- Pandey, A.; Bhaskar, T.; Stöcker, M.; Sukumaran, R. Recent Advances in Thermochemical Conversion of Biomass; Elsevier: Amsterdam, The Netherlands, 2015; ISBN 978-0-444-63289-0. [Google Scholar]
- Tutak, W.; Jamrozik, A. Generator gas as a fuel to power a diesel engine. Therm. Sci. 2014, 18, 205–216. [Google Scholar] [CrossRef]
- Parthasarathy, P.; Narayanan, K.S. Hydrogen production from steam gasification of biomass: Influence of process parameters on hydrogen yield—A review. Renew. Energy 2014, 66, 570–579. [Google Scholar] [CrossRef]
- Peng, L.; Wang, Y.; Lei, Z.; Cheng, G. Co-gasification of wet sewage sludge and forestry waste in situ steam agent. Bioresour. Technol. 2012, 114, 698–702. [Google Scholar] [CrossRef]
- Hu, M.; Gao, L.; Chen, Z.; Ma, C.; Zhou, Y.; Chen, J.; Ma, S.; Laghari, M.; Xiao, B.; Zhang, B.; et al. Syngas production by catalytic in-situ steam co-gasification of wet sewage sludge and pine sawdust. Energy Convers. Manag. 2016, 111, 409–416. [Google Scholar] [CrossRef]
- Bellouard, Q.; Dupassieux, N. Solar thermochemical gasification of wood biomass for syngas production in a high-temperature continuously-fed tubular reactor. Int. J. Hydrogen Energy 2017, 42, 13486–13497. [Google Scholar] [CrossRef]
- Li, Y.-H.; Chen, H.-H. Analysis of syngas production rate in empty fruit bunch steam gasification with varying control factors. Int. J. Hydrogen Energy 2018, 43, 667–675. [Google Scholar] [CrossRef]
- Dudyński, M.; Van Dyk, J.C.; Kwiatkowski, K.; Sosnowska, M. Biomass gasification: Influence of torrefaction on syngas production and tar formation. Fuel Process. Technol. 2015, 131, 203–212. [Google Scholar] [CrossRef]
- Ostrowski, P.; Maj, I.; Kalisz, S.; Polok, M. Biomass low-temperature gasification in a rotary reactor prior to cofiring of syngas in power boilers. Appl. Therm. Eng. 2017, 118, 785–795. [Google Scholar] [CrossRef]
- Safari, F.; Tavasoli, A.; Ataei, A.; Choi, J.K. Hydrogen and syngas production from gasification of lignocellulosic biomass in supercritical water media. Int. J. Recycl. Org. Waste Agric. 2015, 4, 121–125. [Google Scholar] [CrossRef] [Green Version]
- Martínez, J.D.; Mahkamov, K.; Andrade, R.V.; Silva Lora, E.E. Syngas production in downdraft biomass gasifiers and its application using internal combustion engines. Renew. Energy 2012, 38, 1–9. [Google Scholar] [CrossRef]
- Lee, U.; Dong, J.; Chung, J.N. Experimental investigation of sewage sludge solid waste conversion to syngas using high temperature steam gasification. Energy Convers. Manag. 2018, 158, 430–436. [Google Scholar] [CrossRef]
- Trabelsi, A.B.H.; Ghrib, A.; Zaafouri, K.; Friaa, A.; Ouerghi, A.; Naoui, S.; Belayouni, H. Hydrogen-Rich Syngas Production from Gasification and Pyrolysis of Solar Dried Sewage Sludge: Experimental and Modeling Investigations. BioMed Res. Int. 2017, 2017, 1–14. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Werle, A.S.; Wilk, R.K. Analiza przydatności gazu ze zgazowania osadów ściekowych w gazownictwie. Rynek Energii 2011, 95, 23–27. [Google Scholar]
- Sattar, A.; Leeke, G.A.; Hornung, A.; Wood, J. Steam gasification of rapeseed, wood, sewage sludge and miscanthus biochars for the production of a hydrogen-rich syngas. Biomass Bioenergy 2014, 69, 276–286. [Google Scholar] [CrossRef] [Green Version]
- Jayaraman, K.; Gökalp, I. Pyrolysis, combustion and gasification characteristics of miscanthus and sewage sludge. Energy Convers. Manag. 2015, 89, 83–91. [Google Scholar] [CrossRef]
- You, S.; Wang, W.; Dai, Y.; Tong, Y.W.; Wang, C.H. Comparison of the co-gasification of sewage sludge and food wastes and cost-benefit analysis of gasification- and incineration-based waste treatment schemes. Bioresour. Technol. 2016, 218, 595–605. [Google Scholar] [CrossRef] [Green Version]
- Niu, M.; Jin, B.; Huang, Y.; Wang, H.; Dong, Q.; Gu, H.; Yang, J. Co-gasification of High-ash Sewage Sludge and Straw in a Bubbling Fluidized Bed with Oxygen-enriched Air. Int. J. Chem. React. Eng. 2018, 16. [Google Scholar] [CrossRef]
- Smoliński, A.; Howaniec, N. Chemometric Modelling of Experimental Data on Co-gasification of Bituminous Coal and Biomass to Hydrogen-Rich Gas. Waste Biomass Valorization 2017, 8, 1577–1586. [Google Scholar] [CrossRef] [Green Version]
- Szwaja, S.; Magdziarz, A.; Zajemska, M.; Poskart, A.; Musiał, D. Virginia mallow as an energy crop—Current status and energy perspectives. In Proceedings of the SEED 2017: International Conference on the Sustainable Energy and Environment Development, Krakow, Poland, 14–17 November 2017; p. 224. [Google Scholar]
- Szwaja, S.; Poskart, A.; Zajemska, M. A new approach for evaluating biochar quality from Virginia Mallow biomass thermal processing. J. Clean. Prod. 2019, 214, 356–364. [Google Scholar] [CrossRef]
- Uddin, M.N.; Techato, K.; Taweekun, J.; Rahman, M.M.; Rasul, M.G.; Mahlia, T.M.I.; Ashrafur, S.M. An overview of recent developments in biomass pyrolysis technologies. Energies 2018, 11, 3115. [Google Scholar] [CrossRef]
- Nahm, M.; Morhart, C. Virginia mallow (Sida hermaphrodita (L.) Rusby) as perennial multipurpose crop: Biomass yields, energetic valorization, utilization potentials, and management perspectives. GCB Bioenergy 2018, 10, 393–404. [Google Scholar] [CrossRef]
- Titei, V. The Evaluation of Biomass of the Sida Hermaphrodita and Silphium Perfoliatum for Renewable Energy in Moldova. Sci. Pap. A-Agron. 2017, 60, 534–540. [Google Scholar]
- Borkowska, H.; Molas, R. Two extremely different crops, Salix and Sida, as sources of renewable bioenergy. Biomass Bioenergy 2012, 36, 234–240. [Google Scholar] [CrossRef]
- Klinger, J.; Bar-Ziv, E.; Shonnard, D. Unified kinetic model for torrefaction-pyrolysis. Fuel Process. Technol. 2015, 138, 175–183. [Google Scholar] [CrossRef]
- Corbetta, M.; Manenti, F.; Soares, F.; Ravaghi-ardebili, Z. Mathematical Modelling of Coal and Biomass Gasification: Comparison on the Syngas H2/CO Ratio under Different Operating Conditions; Elsevier: Amsterdam, The Netherlands, 2014; Volume 33. [Google Scholar]
- Dupont, C.; Chen, L.; Cances, J.; Commandre, J.; Cuoci, A.; Ranzi, E. Biomass pyrolysis: Kinetic modelling and experimental validation under high temperature and flash heating rate conditions. J. Anal. Appl. Pyrolysis 2009, 85, 260–267. [Google Scholar] [CrossRef]
- Lee, Y.R.; Choi, H.S.; Park, H.C.; Lee, J.E. A numerical study on biomass fast pyrolysis process: A comparison between full lumped modeling and hybrid modeling combined with CFD. Comput. Chem. Eng. 2015, 82, 202–215. [Google Scholar] [CrossRef]
- Choi, M.K.; Park, H.C.; Choi, H.S. Comprehensive evaluation of various pyrolysis reaction mechanisms for pyrolysis process simulation. Chem. Eng. Process. Process Intensif. 2018, 130, 19–35. [Google Scholar] [CrossRef]
- Szwaja, S.; Poskart, A.; Zajemska, M.; Szwaja, M. Zgazowanie osadu ściekowego ze ślazowcem pensylwańskim. Przem. Chem. 2019, 1, 120–124. [Google Scholar] [CrossRef]
- Simone, M.; Nicolella, C.; Tognotti, L. Numerical and experimental investigation of downdraft gasification of woody residues. Bioresour. Technol. 2013, 133, 92–101. [Google Scholar] [CrossRef]
- Chaurasia, A. Modeling, simulation and optimization of downdraft gasifier: Studies on chemical kinetics and operating conditions on the performance of the biomass gasification process. Energy 2016, 116, 1065–1076. [Google Scholar] [CrossRef]
- Simone, M.; Barontini, F.; Nicolella, C.; Tognotti, L. Assessment of syngas composition variability in a pilot-scale downdraft biomass gasifier by an extended equilibrium model. Bioresour. Technol. 2013, 140, 43–52. [Google Scholar] [CrossRef] [PubMed]
- Basu, P. Biomass Gasification and Pyrolysis. Practical Design; Academic Press: Cambridge, MA, USA, 2010; ISBN 9780123749888. [Google Scholar]
Figure 1.
Granulated sewage sludge.

Figure 2.
(a) Scheme of the ANKUR WBG-400 based gasification system with pre-treatment for syngas: 1-syngas reactor, 2-automatic dispenser, 3-ash removal unit, 4-connector, 5-cyclonic filter, 6-additional ash storage tank, 7-compensator, 8-connector, 9-scruber with Venturi nozzle, 10-dryer, 11-tank for condensate, 12-tank for cold water from the cooler 13-blower, 14-mechanical filter, 15-II stage cooling column, 16-active filter, 17-passive filter, 18-emergency tank, 19-torch; (b) view on the gasification system in reality.
Figure 2.
(a) Scheme of the ANKUR WBG-400 based gasification system with pre-treatment for syngas: 1-syngas reactor, 2-automatic dispenser, 3-ash removal unit, 4-connector, 5-cyclonic filter, 6-additional ash storage tank, 7-compensator, 8-connector, 9-scruber with Venturi nozzle, 10-dryer, 11-tank for condensate, 12-tank for cold water from the cooler 13-blower, 14-mechanical filter, 15-II stage cooling column, 16-active filter, 17-passive filter, 18-emergency tank, 19-torch; (b) view on the gasification system in reality.

Figure 3.
The zero-dimensional 2-zones model and the layout of the processing zones in a downdraft gasification reactor.
Figure 3.
The zero-dimensional 2-zones model and the layout of the processing zones in a downdraft gasification reactor.

Figure 4.
For theoretical analysis in Chemkin solver.

Figure 5.
Lines for process temperature (T1, T2, T3).

Figure 6.
(a) Calorific value (LHV) of the sewage sludge-Virginia Mallow mixture; (b) X ratio as Reduction/Combustion zone ratio vs. sewage sludge percentage in the total fuel mixture to the gasifier.
Figure 6.
(a) Calorific value (LHV) of the sewage sludge-Virginia Mallow mixture; (b) X ratio as Reduction/Combustion zone ratio vs. sewage sludge percentage in the total fuel mixture to the gasifier.

Figure 7.
(a) Real history for syngas composition during gasification of Virginia Mallow assisted dried sewage sludge in 50/50% by mass; (b) modeled syngas combustible content vs. percentage of sewage sludge.
Figure 7.
(a) Real history for syngas composition during gasification of Virginia Mallow assisted dried sewage sludge in 50/50% by mass; (b) modeled syngas combustible content vs. percentage of sewage sludge.

Figure 8.
LHV of syngas vs. percentage of sewage sludge.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Results of ultimate and proximate analysis of dry sewage sludge and Virginia Mallow.
| Specifications | Sewage Sludge | Virginia Mallow |
|---|---|---|
| Total moisture, M, % | 8.8 | 4.9 |
| Ash, A, % | 37.8 | 1.6 |
| Sulfur, S, % | 1.5 | 0.1 |
| Carbon, C, % | 27.9 | 48.4 |
| Hydrogen, H, % | 3.4 | 6.6 |
| Nitrogen, N, % | 3.5 | 0.4 |
| Oxygen, O, % | 17.1 | 36.1 |
| Lower heating value, LHV, MJ/kg | 9.3 | 16.1 |
Table 2.
Gasification system specifications.
| Gasifier | Down-Draft, Single Stage, Modified, Origin Type: ANKUR WBG-400 |
|---|---|
| Gasifier dimensions: height, m/diameter at air nozzles, m | 8/1.1 |
| Fuel recommended | dried wood chips, size up to 5 cm |
| Nominal power at a genset output, kW | 250 |
| Fuel consumption at nominal power, kg/h | 250–300 |
| Syngas flowrate at real working conditions, m3/h | 850–1000 (depending on wood quality, air demand and wood dryness) |
| Syngas temperature, °C | 180–220 |
| Power of a water cooling tower for syngas, kW | 30 |
| Syngas composition at nominal working conditions: | - |
| H2, % CO, % CH4, % CO2, % N2, % | 12–14 20–24 1.5–4.5 14–20 45–55 |
| Syngas LHV, MJ/kg | 4.2–5.0 |
Table 3.
λmin and Xopt values for Virginia Mallow and sewage sludge.
| Fuel | λmin | Xopt |
|---|---|---|
| Virginia Mallow | 0.083 | 11 |
| Sewage sludge | 0.251 | 2.6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Szwaja, S.; Poskart, A.; Zajemska, M.; Szwaja, M. Theoretical and Experimental Analysis on Co-Gasification of Sewage Sludge with Energetic Crops. Energies 2019, 12, 1750. https://0-doi-org.brum.beds.ac.uk/10.3390/en12091750
AMA Style
Szwaja S, Poskart A, Zajemska M, Szwaja M. Theoretical and Experimental Analysis on Co-Gasification of Sewage Sludge with Energetic Crops. Energies. 2019; 12(9):1750. https://0-doi-org.brum.beds.ac.uk/10.3390/en12091750
Chicago/Turabian StyleSzwaja, Stanislaw, Anna Poskart, Monika Zajemska, and Magdalena Szwaja. 2019. "Theoretical and Experimental Analysis on Co-Gasification of Sewage Sludge with Energetic Crops" Energies 12, no. 9: 1750. https://0-doi-org.brum.beds.ac.uk/10.3390/en12091750
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.