
Experimental and Numerical-Driven Prediction of Automotive Shredder Residue Pyrolysis Pathways toward Gaseous Products

 ,
, 
Abstract
:1. Introduction
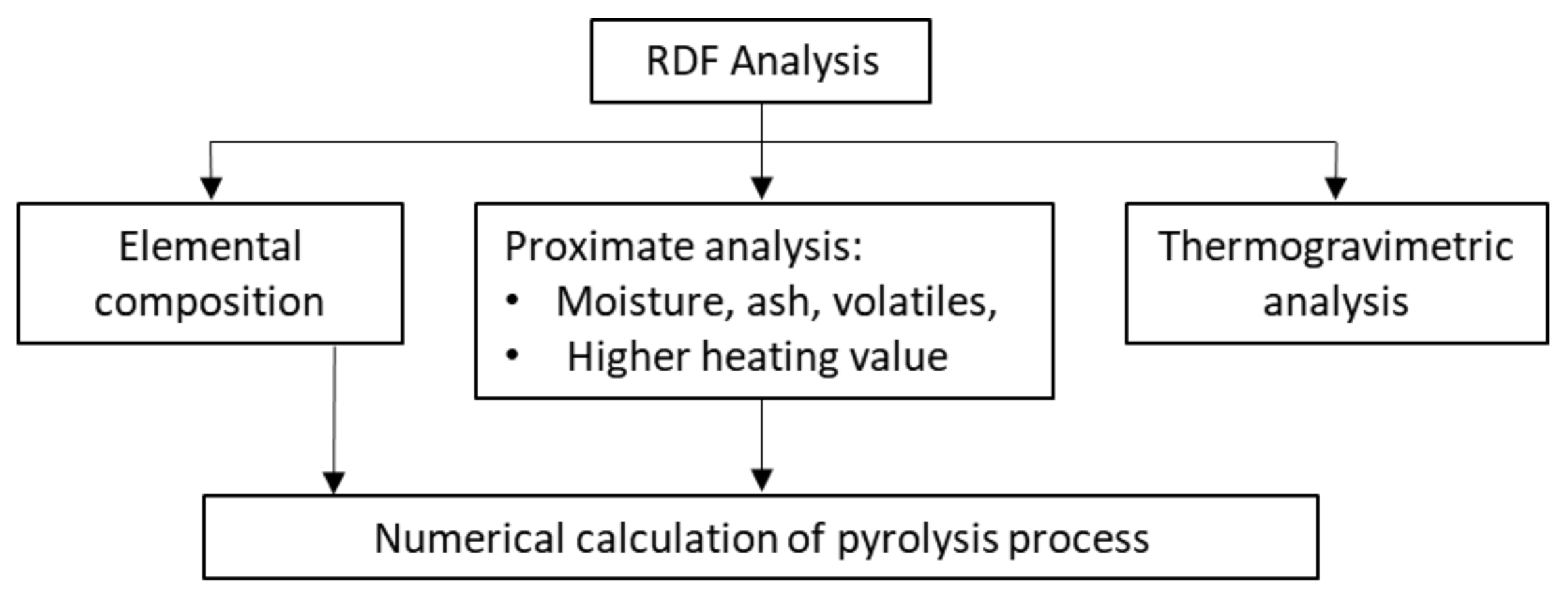
2. Methods
2.1. The Elemental Analysis
2.2. The Proximate Analysis
2.3. The Thermogravimetric Analysis (TGA)
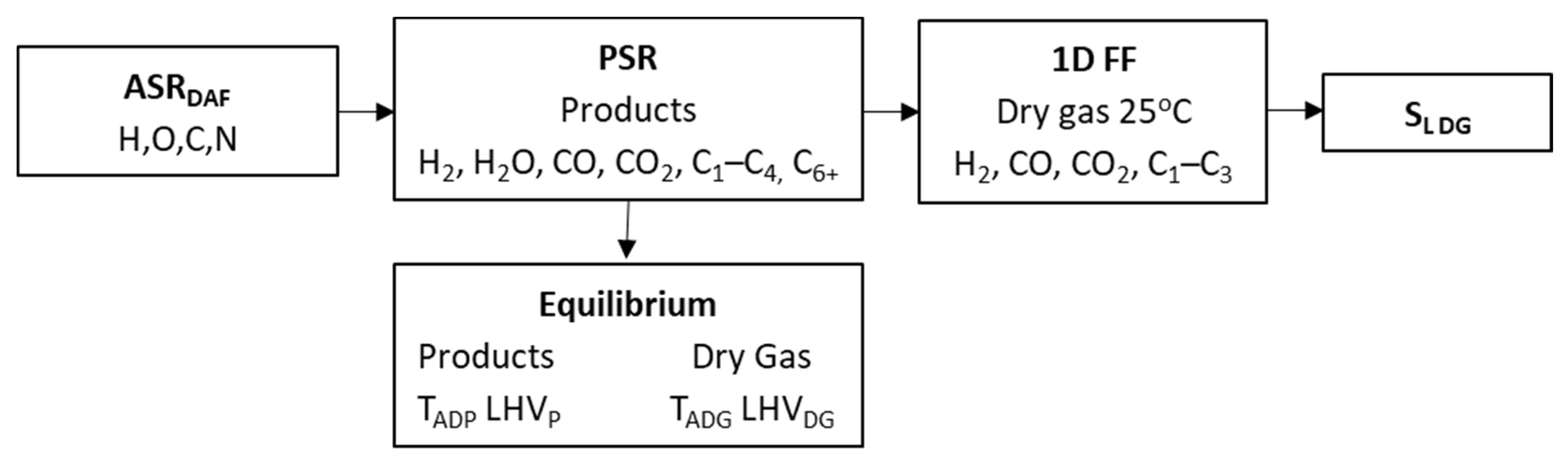
2.4. The Modelling Procedure
- Identification of the automotive waste average composition,
- Calculation of the raw pyrolysis process products,
- Determination of the dry pyrolytic gas composition, and
- Evaluation of the pyrolytic gases combustible properties.
3. Results and Discussion
3.1. Automotive Refuse Derived Fuel Characteristics
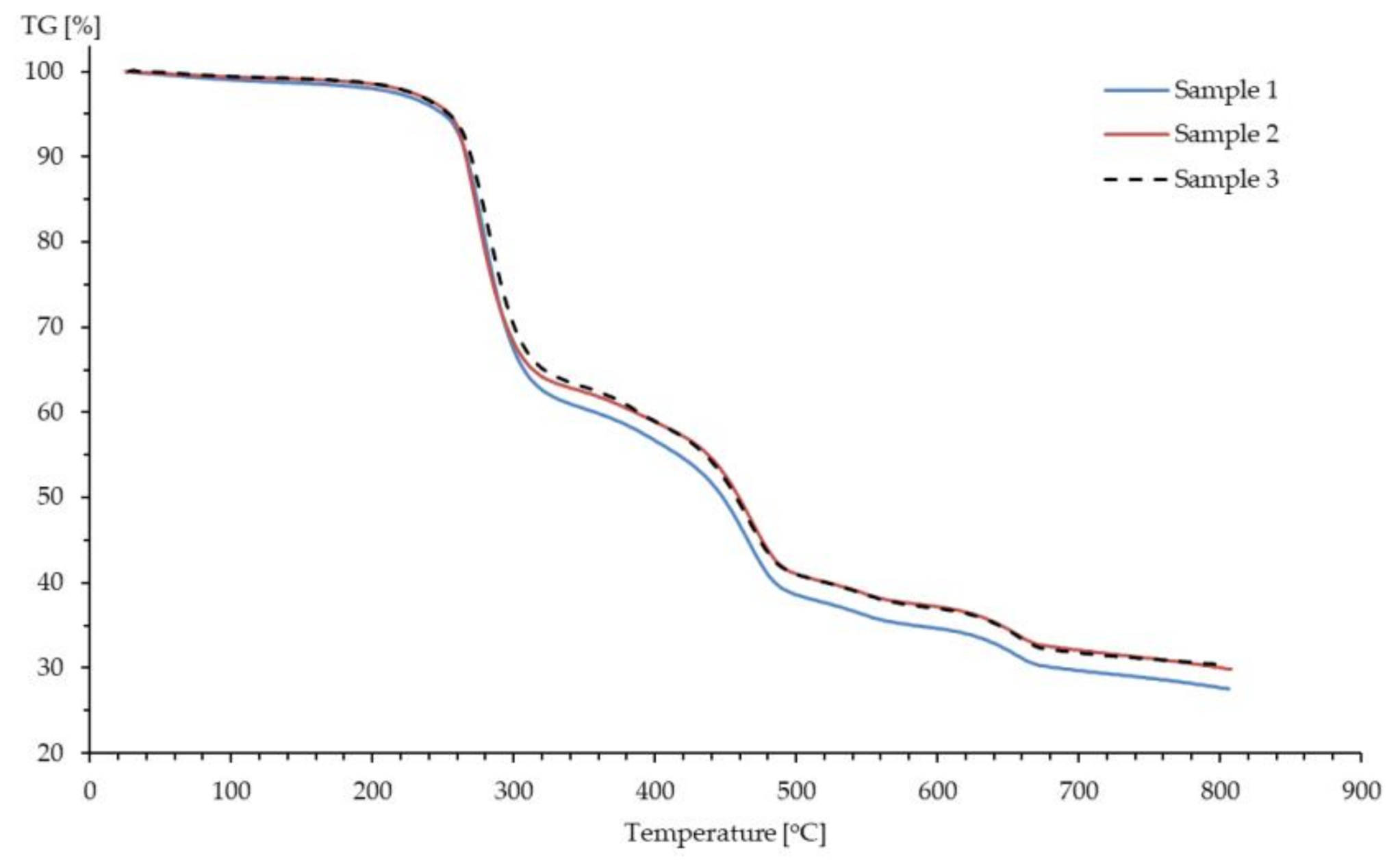
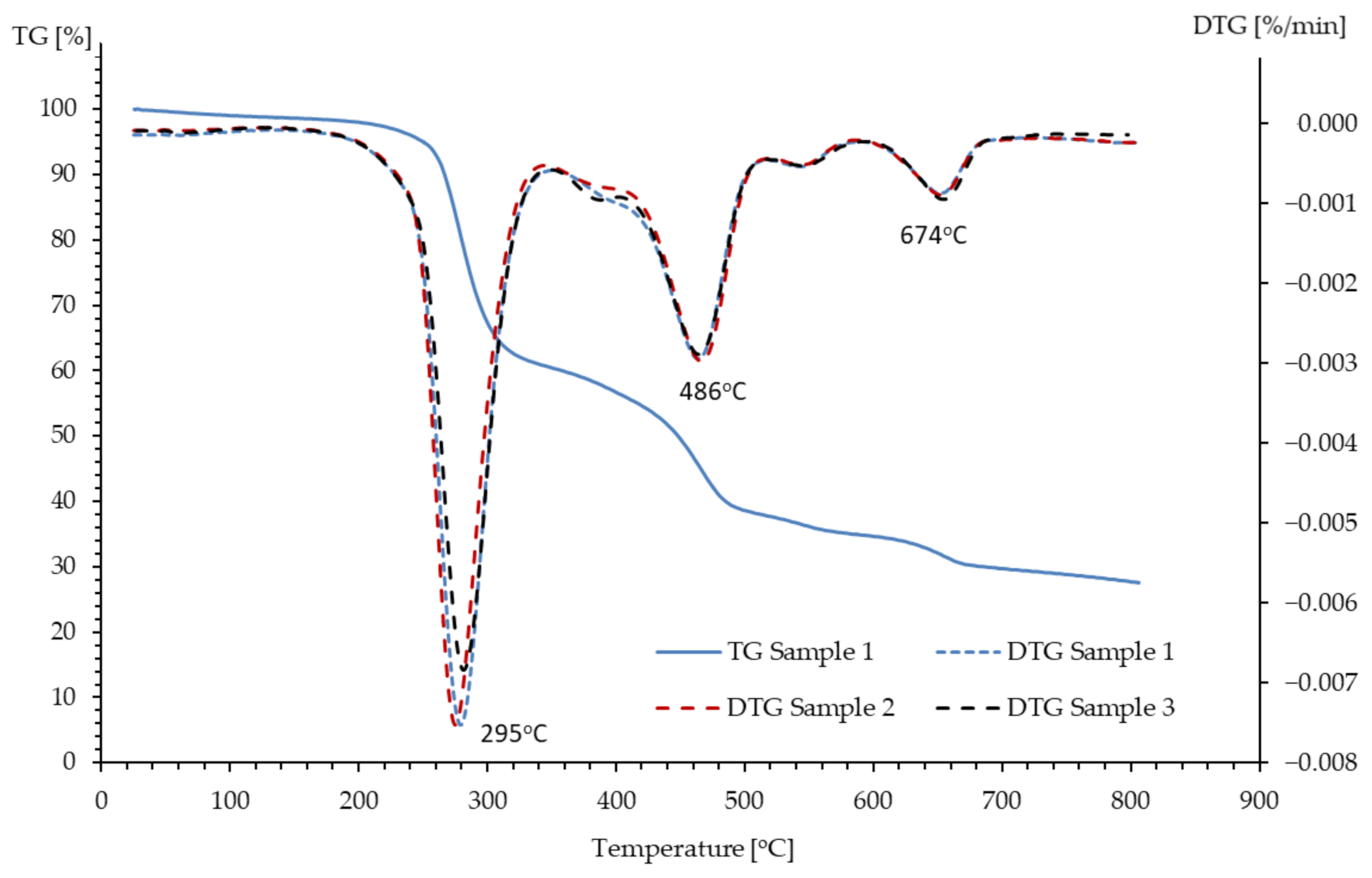
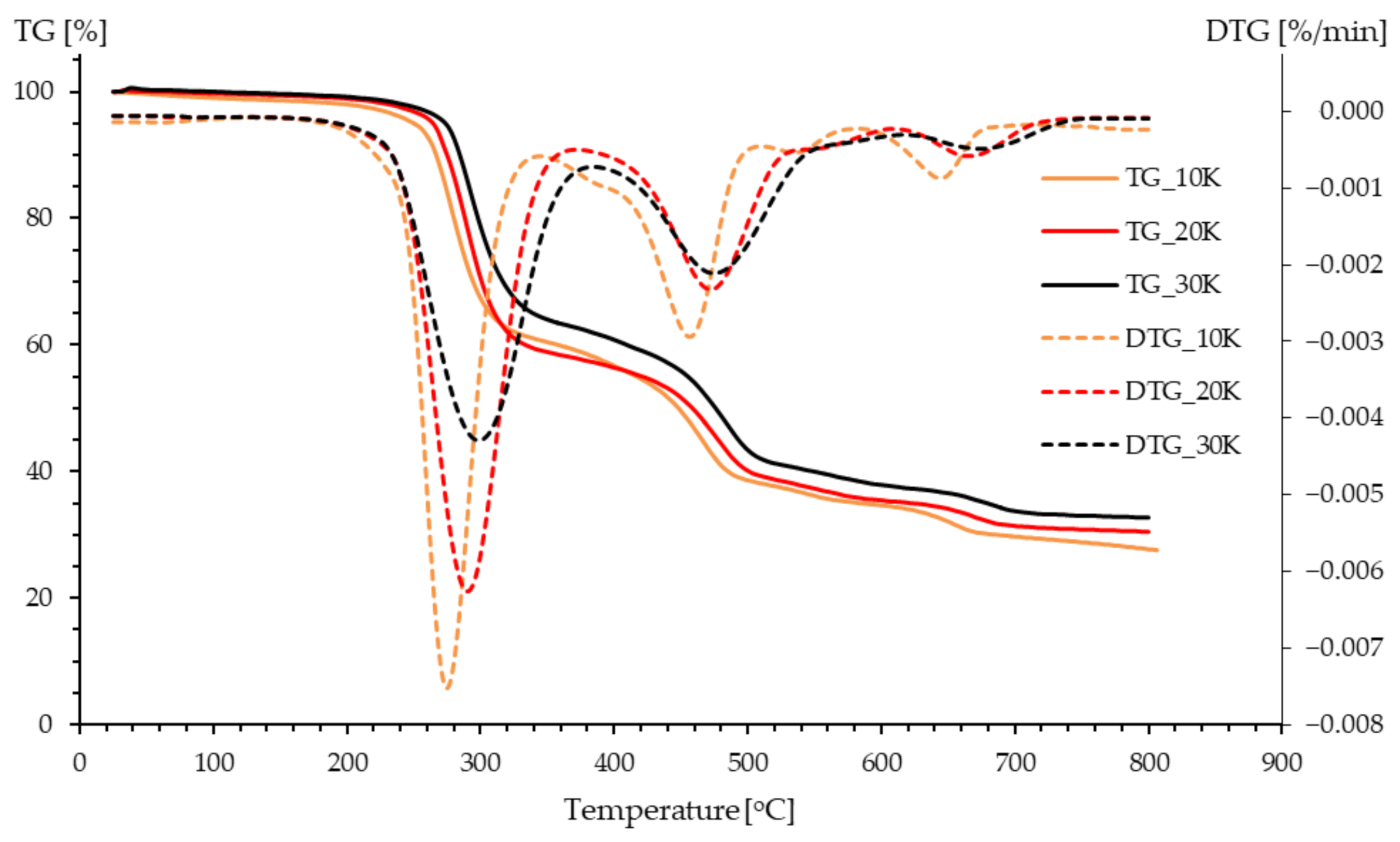
3.2. TGA Analysis
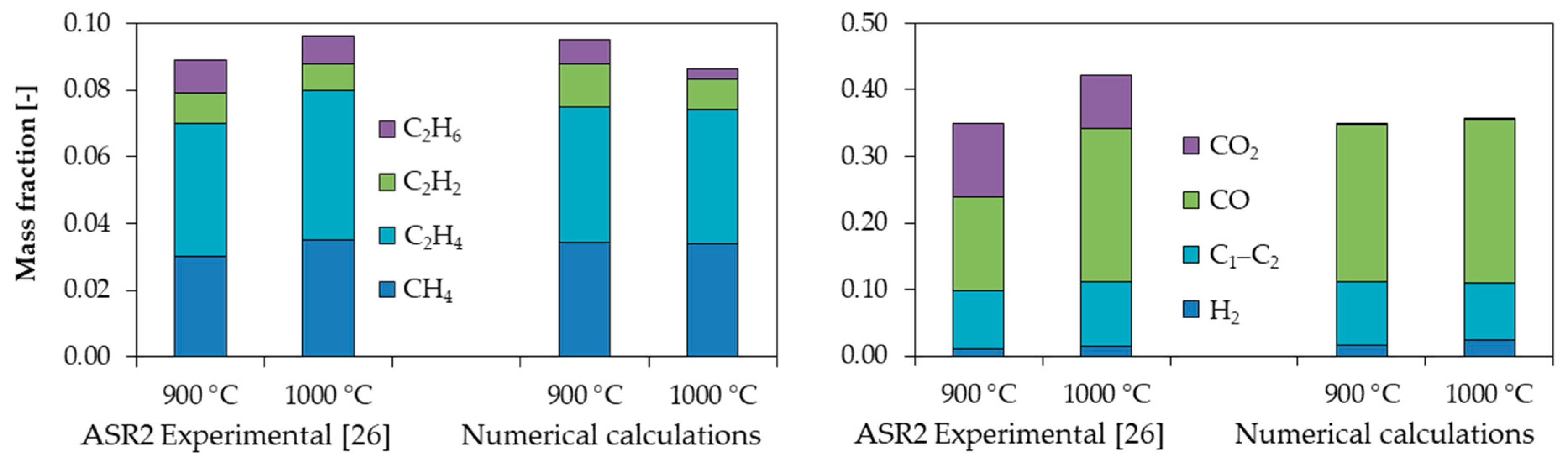
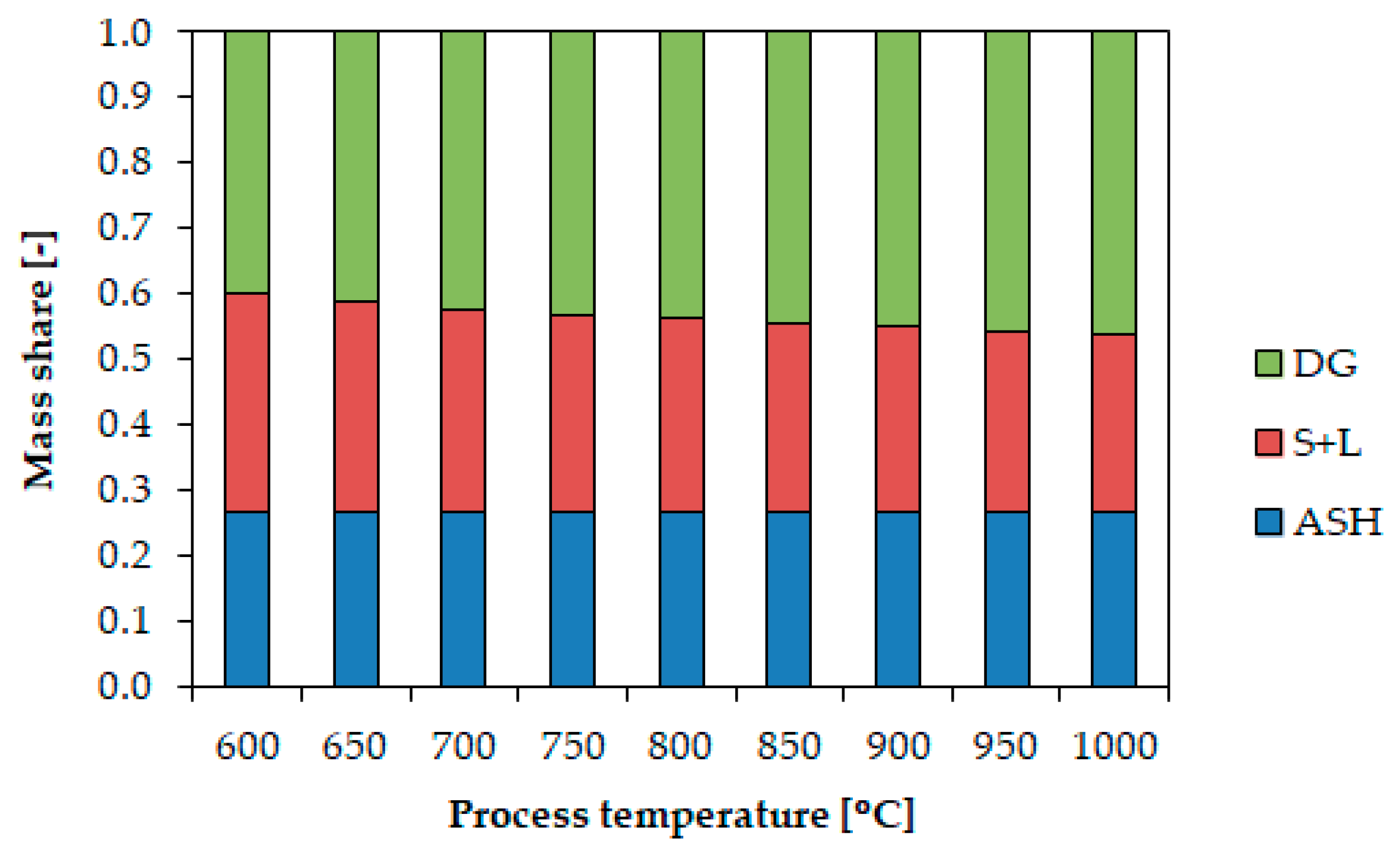
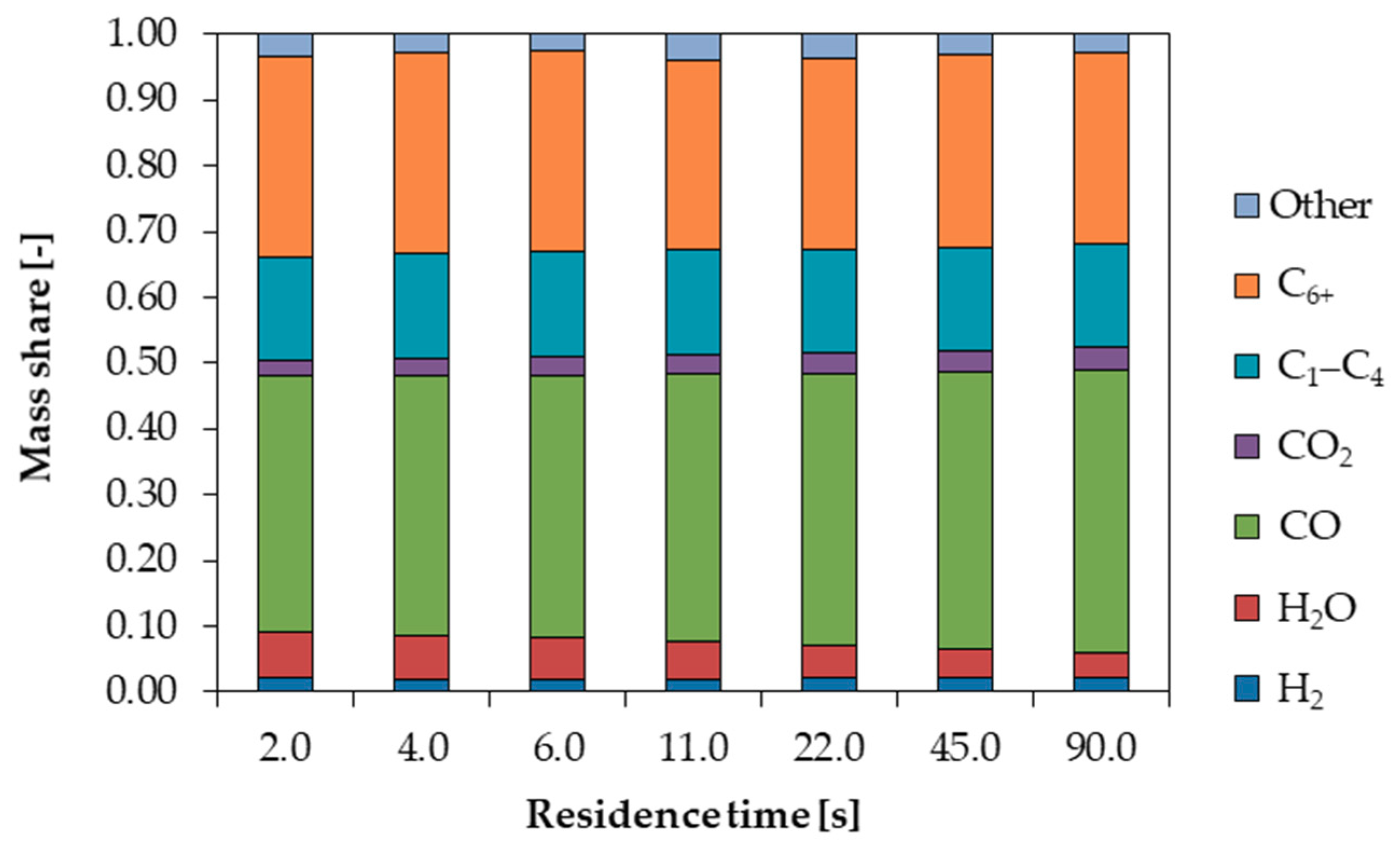
3.3. Numerical Calculation of Pyrolysis Process
4. Conclusions
- the large amount of ash in the proximate analysis proves that there was a large share of fillers in the tested samples;
- around 70% of the mass of the tested samples underwent thermal decomposition mainly in three stages at temperatures ranges of about 280, 470, and 670 °C;
- the mass of solid residue grew with increases in the heating rate levels;
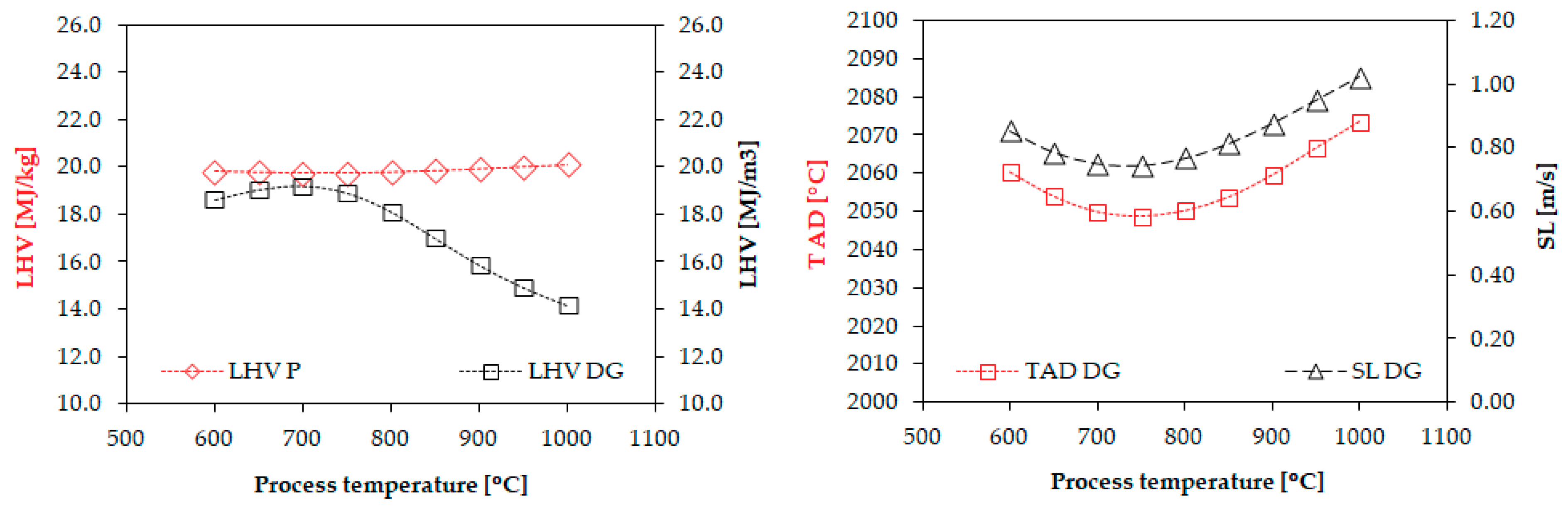
- the highest calorific values of the dry pyrolytic gas corresponded to the moderate pyrolysis process temperatures (700–800 °C), which is a result of the peak value of the hydrocarbon share—15 wt% of C1–C3; and
- the averaged adiabatic flame temperature was 2057 °C, which is 94 °C greater than in the case of methane combustion, while the mean value for the laminar flame speed was 0.84 m/s due to the high volumetric share of hydrogen in the obtained dry gas fuel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| A | ash |
| ASR DAF | automobile shredder residue dry ash free |
| DTG DG | differential thermogravimetric analysis dry gas |
| HHV | high heating value |
| IR | infrared detector |
| LHV P | low heating value product (raw pyrolysis product) |
| PA | polyamide |
| PBT | polybutylene terephthalate |
| PE | polyethylene |
| PET | polyethylene terephthalate |
| PMC | polymer matrix composites |
| PP | polypropylene |
| PUR | polyurethane |
| PVC | polyvinyl |
| RDF SL | refuse delivered fuels laminar flame speed |
| SMC | sheet moulding compound |
| TG TAD | thermogravimetric analysis adiabatic flame temperature |
| VM | volatile matter |
| W | moisture |
References
- Czarnecka-Komorowska, D.; Wiszumirska, K. Sustainability design of plastic packaging for the Circular Economy. Polimery 2020, 65, 8–17. [Google Scholar] [CrossRef] [Green Version]
- Orliński, S. Recykling materiałów polimerowych z samochodów wycofanych z eksploatacji. Logistyka 2014, 6, 8170–8177. [Google Scholar]
- Al-Salem, S.M.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). J. Environ. Manag. 2017, 197, 177–198. [Google Scholar] [CrossRef]
- Ho-suk, J. Development of Physical Separation System for Resource Recycling of ASR; Korea Ministry of Environment: Sejong City, Korea, 2016.
- Inglezakis, V.J.; Zorpas, A.A. Automotive shredder residue (ASR): A rapidly increasing waste stream waiting for a sustainable response. WIT Trans. Ecol. Environ. 2009, 120, 835–843. [Google Scholar] [CrossRef] [Green Version]
- Datta, J.; Błażek, K.; Włoch, M.; Bukowski, R. A New Approach to Chemical Recycling of Polyamide 6.6 and Synthesis of Polyurethanes with Recovered Intermediates. J. Polym. Environ. 2018, 26, 4415–4429. [Google Scholar] [CrossRef] [Green Version]
- Rybarczyk, D.; Jędryczka, C.; Regulski, R.; Sędziak, D.; Netter, K.; Czarnecka-Komorowska, D.; Barczewski, M.; Barański, M. Assessment of the electrostatic separation effectiveness of plastic waste using a vision system. Sensors 2020, 20, 7201. [Google Scholar] [CrossRef]
- Wu, C.; Williams, P.T. Pyrolysis-gasification of plastics, mixed plastics and real-world plastic waste with and without Ni-Mg-Al catalyst. Fuel 2010, 89, 3022–3032. [Google Scholar] [CrossRef]
- Sieradzka, M.; Rajca, P.; Zajemska, M.; Mlonka-Mędrala, A.; Magdziarz, A. Prediction of gaseous products from refuse derived fuel pyrolysis using chemical modelling software—Ansys Chemkin-Pro. J. Clean. Prod. 2020, 248, 119277. [Google Scholar] [CrossRef]
- Prasad, R.; Shaner, R.L.; Doshi, K.J. Comparison of Membranes with Other Gas Separation Technologies. In Polymeric Gas Separation Membranes; CRC Press Taylor&Francis Group: Boca Raton, FL, USA, 1994; pp. 531–614. [Google Scholar]
- Basu, P. Chapter 3—Pyrolysis and Torrefaction. In Biomass Gasification and Pyrolysis; Elsevier Inc.; Academic Press: Boston, MA, USA, 2010; pp. 65–96. ISBN 978-0-12-374988-8. [Google Scholar]
- Barikani, M.; Honarkar, H.; Barikani, M. Synthesis and characterization of chitosan-based polyurethane elastomer dispersions. Mon. Chem. 2010, 141, 653–659. [Google Scholar] [CrossRef]
- Klapiszewski, Ł.; Bula, K.; Sobczak, M.; Jesionowski, T. Influence of Processing Conditions on the Thermal Stability and Mechanical Properties of PP/Silica-Lignin Composites. Int. J. Polym. Sci. 2016, 2016. [Google Scholar] [CrossRef] [Green Version]
- Costiuc, L.; Tierean, M.; Baltes, L.; Patachia, S. Experimental Investigation on the heat of combustion for solid plastic waste mixtures. Environ. Eng. Manag. J. 2015, 14, 1295–1302. [Google Scholar] [CrossRef]
- Sharuddin, S.D.A.; Abnisa, F.; Daud, W.M.A.W.; Aroua, M.K. Pyrolysis of plastic waste for liquid fuel production as prospective energy resource. IOP Conf. Ser. Mater. Sci. Eng. 2018, 334. [Google Scholar] [CrossRef]
- Dayana, S.; Sharuddin, A.; Abnisa, F.; Mohd, W.; Wan, A. A review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Miandad, R.; Barakat, M.A.; Aburiazaiza, A.S.; Rehan, M.; Nizami, A.S. Catalytic pyrolysis of plastic waste: A review. Process Saf. Environ. Prot. 2016, 102, 822–838. [Google Scholar] [CrossRef]
- Almeida, D.; de Marque, M.F. Thermal and Catalytic Pyrolysis of Polyethylene Plastic Waste in Semi. Polimeros 2015, 26, 1–8. [Google Scholar]
- Czajczyńska, D.; Anguilano, L.; Ghazal, H.; Krzyżyńska, R.; Reynolds, A.J.; Spencer, N.; Jouhara, H. Potential of pyrolysis processes in the waste management sector. Therm. Sci. Eng. Prog. 2017, 3, 171–197. [Google Scholar] [CrossRef]
- Yang, X.; Itaya, Y.; Hatano, S.; Yamazaki, R.; Mori, S. Pryolysis behavior of refuse derived fuel. J. Chem. Eng. Jpn. 2001, 34, 91–94. [Google Scholar] [CrossRef]
- Efika, E.C.; Onwudili, J.A.; Williams, P.T. Products from the high temperature pyrolysis of RDF at slow and rapid heating rates. J. Anal. Appl. Pyrolysis 2015, 112, 14–22. [Google Scholar] [CrossRef]
- Porshnov, D.; Ozols, V.; Ansone-Bertina, L.; Burlakovs, J.; Klavins, M. Thermal decomposition study of major refuse derived fuel components. Energy Procedia 2018, 147, 48–53. [Google Scholar] [CrossRef]
- Buah, W.K.; Cunliffe, A.M.; Williams, P.T. Characterization of products from the pyrolysis of municipal solid waste. Process Saf. Environ. Prot. 2007, 85, 450–457. [Google Scholar] [CrossRef]
- Cozzani, V.; Petarca, L.; Tognotti, L. Devolatilization and pyrolysis of refuse derived fuels: Characterization and kinetic modelling by a thermogravimetric and calorimetric approach. Fuel 1995, 74, 903–912. [Google Scholar] [CrossRef]
- Rajca, P.; Poskart, A.; Chrubasik, M.; Sajdak, M.; Zajemska, M.; Skibiński, A.; Korombel, A. Technological and economic aspect of Refuse Derived Fuel pyrolysis. Renew. Energy 2020, 161, 482–494. [Google Scholar] [CrossRef]
- Yun, Y.M.; Seo, M.W.; Ra, H.W.; Koo, G.H.; Oh, J.S.; Yoon, S.J.; Kim, Y.K.; Lee, J.G.; Kim, J.H. Pyrolysis characteristics of glass fiber-reinforced plastic (GFRP) under isothermal conditions. J. Anal. Appl. Pyrolysis 2015, 114, 40–46. [Google Scholar] [CrossRef]
- Haydary, J.; Susa, D.; Gelinger, V.; Čacho, F. Pyrolysis of automobile shredder residue in a laboratory scale screw type reactor. J. Environ. Chem. Eng. 2016, 4, 965–972. [Google Scholar] [CrossRef]
- Zolezzi, M.; Nicolella, C.; Ferrara, S.; Iacobucci, C.; Rovatti, M. Conventional and fast pyrolysis of automobile shredder residues (ASR). Waste Manag. 2004, 24, 691–699. [Google Scholar] [CrossRef] [PubMed]
- Roh, S.A.; Kim, W.H.; Yun, J.H.; Min, T.J.; Kwak, Y.H.; Seo, Y.C. Pyrolysis and gasification-melting of automobile shredder residue. J. Air Waste Manag. Assoc. 2013, 63, 1137–1147. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Singh, R.K.; Ruj, B. Time and temperature depended fuel gas generation from pyrolysis of real world municipal plastic waste. Fuel 2016, 174, 164–171. [Google Scholar] [CrossRef]
- Han, S.; Jang, Y.C.; Choi, Y.S.; Choi, S.K. Thermogravimetric kinetic study of automobile shredder residue (ASR) pyrolysis. Energies 2020, 13, 1451. [Google Scholar] [CrossRef] [Green Version]
- Goodwin, D.G.; Moffat, H.K.; Speth, R.L. Cantera: An Object-Oriented Software Toolkit for Chemical Kinetics, Thermodynamics, and Transport Processes. Version 2.3.0. 2017. Available online: https://zenodo.org/record/170284#.YFiWdOh (accessed on 1 March 2021). [CrossRef]
- Pejpichestakul, W.; Ranzi, E.; Pelucchi, M.; Frassoldati, A.; Cuoci, A.; Parente, A.; Faravelli, T. Examination of a soot model in premixed laminar flames at fuel-rich conditions. Proc. Combust. Inst. 2019, 37, 1013–1021. [Google Scholar] [CrossRef]
- Smith, G.P.; Golden, D.M.; Frenklach, M.; Moriarty, N.W.; Eiteneer, B.; Goldenberg, M.; Bowman, C.T.; Hanson, R.K.; Song, S.; Gardiner, W.C.; et al. GRI-Mech 3.0. Available online: http://www.me.berkeley.edu/gri_mech/ (accessed on 1 March 2021).
- International Organization for Standardization. Solid Biofuels—Determination of Ash Content; ISO EN 14775:2010; International Organization for Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- British Standard Institution. Solid Biofuels—Determination of the Content of Volatile Matter; BS EN 15148:2009; British Standard Institution: London, UK, 2009. [Google Scholar]
- International Organization for Standardization. Solid Mineral Fuels—Determination of Gross Calorific Value by the bomb Calorimetric Method and Calculation of net Calorific Value; ISO 1928:2009; International Organization for Standardization: Geneva, Switzerland, 2009. [Google Scholar]
- Hahladakis, J.N.; Velis, C.A.; Weber, R.; Iacovidou, E.; Purnell, P. An overview of chemical additives present in plastics: Migration, release, fate and environmental impact during their use, disposal and recycling. J. Hazard. Mater. 2018, 344, 179–199. [Google Scholar] [CrossRef]
- Mallick, P.K. Failure of polymer matrix composites (PMCs) in automotive and transportation applications. In Failure Mechanisms in Polymer Matrix Composites; Woodhead Publishing Limited: Cambridge, UK, 2012. [Google Scholar]
- Djokic, M.R.; Van Geem, K.M.; Cavallotti, C.; Frassoldati, A.; Ranzi, E.; Marin, G.B. An experimental and kinetic modeling study of cyclopentadiene pyrolysis: First growth of polycyclic aromatic hydrocarbons. Combust. Flame 2014, 161, 2739–2751. [Google Scholar] [CrossRef]
- Sánchez, N.E.; Millera, Á.; Bilbao, R.; Alzueta, M.U. Polycyclic aromatic hydrocarbons (PAH), soot and light gases formed in the pyrolysis of acetylene at different temperatures: Effect of fuel concentration. J. Anal. Appl. Pyrolysis 2013, 103, 126–133. [Google Scholar] [CrossRef]
- Szewczyk, D.; Ślefarski, R.; Jankowski, R. Analysis of the combustion process of syngas fuels containing high hydrocarbons and nitrogen compounds in Zonal Volumetric Combustion technology. Energy 2017, 121, 716–725. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Properties | Type of Polymer | ||||||
|---|---|---|---|---|---|---|---|
| PVC | PA6 | PA 6.6 | PP | PBT | PUR | PS | |
| High Heating Value [MJ/kg] | 23.9 | 26.5 | n/a | 44.1 | 15.7 | 31.6 | 40.4 |
| Density [g/cm3] | 1.5 | 1.13 | 1.14 | 0.91 | 1.35 | 1.51 | 1.04 |
| Degradation temperature @1atm [°C] | 260 | 200 | 200 | 445 | 420 | 592 | 300 |
| Melting point [°C] | 302 | 220 | 269 | 163 | 323 | n/a | 340 |
| ASR Fuel | Gross Calorific Value [MJ/kg] | Ultimate Analysis [wt%] | Proximate Analysis [wt%] | ||||
|---|---|---|---|---|---|---|---|
| C 1 | H 1 | N 1 | Moisture | Ash | Volatiles | ||
| Sample 1 | 23.5 ± 0.6 | 41.4 | 5.4 | 24.1 | 0.84 ± 0.06 | 26.7 ± 1.1 | 66.3 ± 0.3 |
| Sample 2 | 43.1 | 5.7 | 37.8 | ||||
| Sample 3 | 41.6 | 5.5 | 28.2 | ||||
| ASR Fuel | Ultimate Analysis [wt%] | Proximate Analysis [wt%] | |||||
|---|---|---|---|---|---|---|---|
| C | H | N | O | Moisture | Ash | Volatiles | |
| ASR 1 | 42.03 | 5.52 | 0.30 | 20.27 | 0.84 | 26.70 | 66.30 |
| ASR 2 [26] | 60.26 | 5.37 | 0.44 | 11.37 | 1.57 | 22.20 | 71.19 |
| Pyrolysis Temperature [°C] | Raw Product Gas Composition [wt%] | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| H2 | H2O | CO | CO2 | CH4 | C2H6 | C2H4 | C2H2 | C3H8 | C4H10 | C6+ | (C6H6) | |
| 600 | 2.1 | 8.3 | 35.3 | 2.5 | 2.7 | 1.5 | 1.6 | 2.5 | 1.9 | 2.4 | 31.9 | 15.4 |
| 700 | 1.8 | 8.0 | 36.8 | 2.4 | 6.1 | 1.6 | 3.1 | 2.1 | 1.2 | 0.8 | 29.9 | 15.1 |
| 800 | 2.0 | 7.2 | 38.9 | 2.3 | 7.1 | 1.1 | 5.0 | 1.3 | 0.5 | - | 30.6 | 14.4 |
| 900 | 2.9 | 4.9 | 42.5 | 2.4 | 6.2 | 0.5 | 5.1 | 1.0 | - | - | 30.3 | 11.9 |
| 1000 | 3.9 | 2.9 | 46.7 | 1.6 | 4.8 | 0.1 | 3.6 | 1.5 | - | - | 32.0 | 7.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ślefarski, R.; Jójka, J.; Czyżewski, P.; Gołębiewski, M.; Jankowski, R.; Markowski, J.; Magdziarz, A. Experimental and Numerical-Driven Prediction of Automotive Shredder Residue Pyrolysis Pathways toward Gaseous Products. Energies 2021, 14, 1779. https://0-doi-org.brum.beds.ac.uk/10.3390/en14061779
Ślefarski R, Jójka J, Czyżewski P, Gołębiewski M, Jankowski R, Markowski J, Magdziarz A. Experimental and Numerical-Driven Prediction of Automotive Shredder Residue Pyrolysis Pathways toward Gaseous Products. Energies. 2021; 14(6):1779. https://0-doi-org.brum.beds.ac.uk/10.3390/en14061779
Chicago/Turabian StyleŚlefarski, Rafał, Joanna Jójka, Paweł Czyżewski, Michał Gołębiewski, Radosław Jankowski, Jarosław Markowski, and Aneta Magdziarz. 2021. "Experimental and Numerical-Driven Prediction of Automotive Shredder Residue Pyrolysis Pathways toward Gaseous Products" Energies 14, no. 6: 1779. https://0-doi-org.brum.beds.ac.uk/10.3390/en14061779