
Ash Behaviour during Combustion of Agropellets Produced by an Agro-Industry—Part 1: Blends Design and Experimental Tests Results


Abstract
:1. Introduction
2. Materials and Methods
2.1. Fuels
2.1.1. Definition of Blends
- 100% woody and herbaceous biofuels were used to determine the range of the operational costs and to evaluate their behaviour in the laboratory set-up.
- To satisfy economic criteria looking for a currently competitive blend in the biomass market near of the agro-industry facility [15]. The main competitors of the blended pellet produced are, for example, industrial forestry pellets, the selling price of which in the near market of the agro-industry is around 170 €/twb, forestry wood chip (85 €/twb), olive pits (120 €/twb), among others.
- The blends were produced gradually, taking into account the criteria previously mentioned and the results achieved during the combustion performance tests in the fixed bed reactor. Firstly, the pure herbaceous fuels were produced (WSP100, MSP100, and WP100) and tested in the reactor, and then one blend based on straw and stalk was produced and tested. Table 2 shows from the left to the right the production order followed for each fuel family.
2.1.2. Prediction of Ash Behaviour

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Index | Expression | Reference Value | Interpretation of the Reference Value | Reference |
|---|---|---|---|---|
| Basic to acidic compounds ratio (B/A) | <0.5 | Low inclination | [37] | |
| 0.5–1 | Medium inclination | |||
| 1–1.75 | High inclination | |||
| ≥1.75 | Severe inclination | |||
| Babcock Index (Rs) | <0.6 | Low inclination | [36] | |
| 0.6–2 | Medium inclination | |||
| 2–2.6 | High inclination | |||
| >2.6 | Extremely high inclination | |||
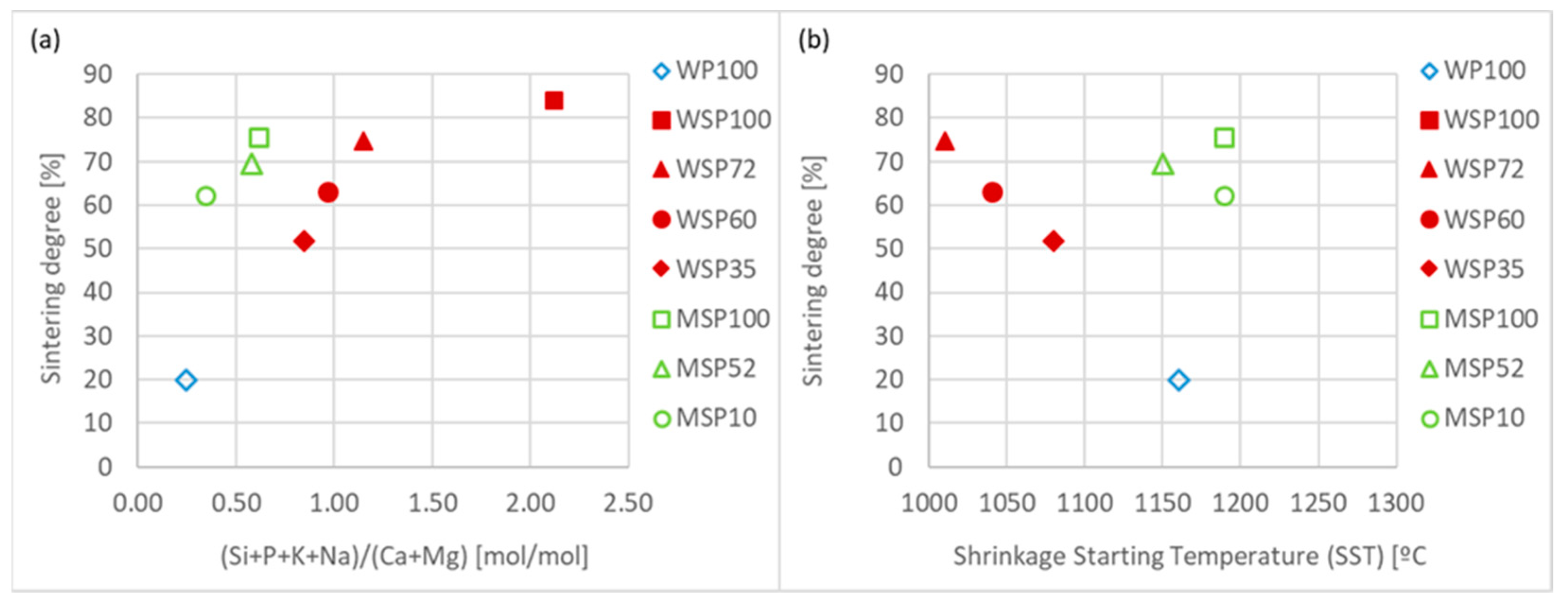
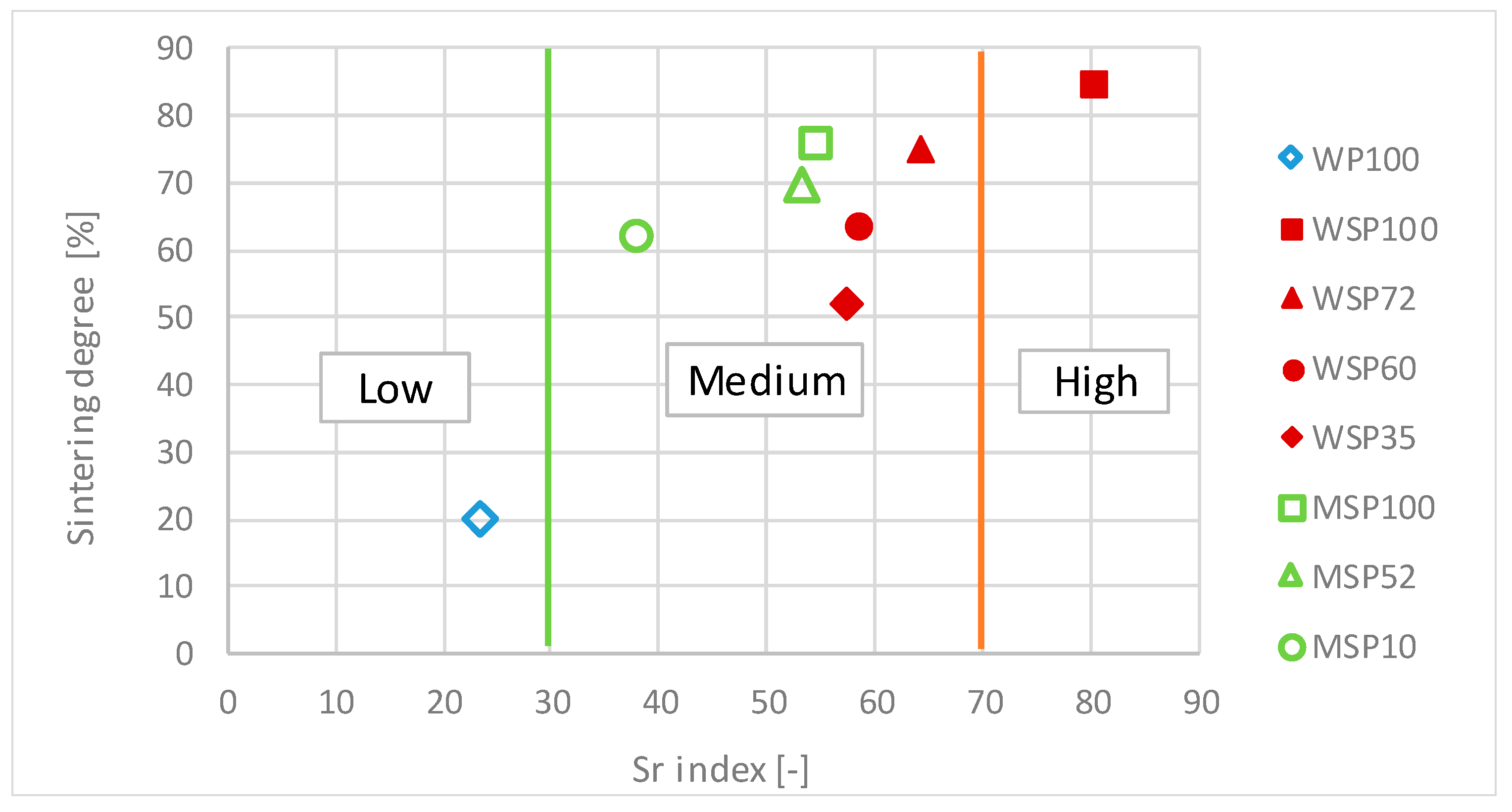
| Slag Viscosity Index (Sr) | >72 | Low inclination | [36] | |
| 65–72 | Medium inclination | |||
| ≤65 | High inclination | |||
| <30 | No risk of sintering | [38] | ||
| 30 < Sr < 70 | Medium risk | |||
| >70 | High risk of sintering | |||
| Alkali oxides index (I) | >2 | No risk of sintering. | [39] | |
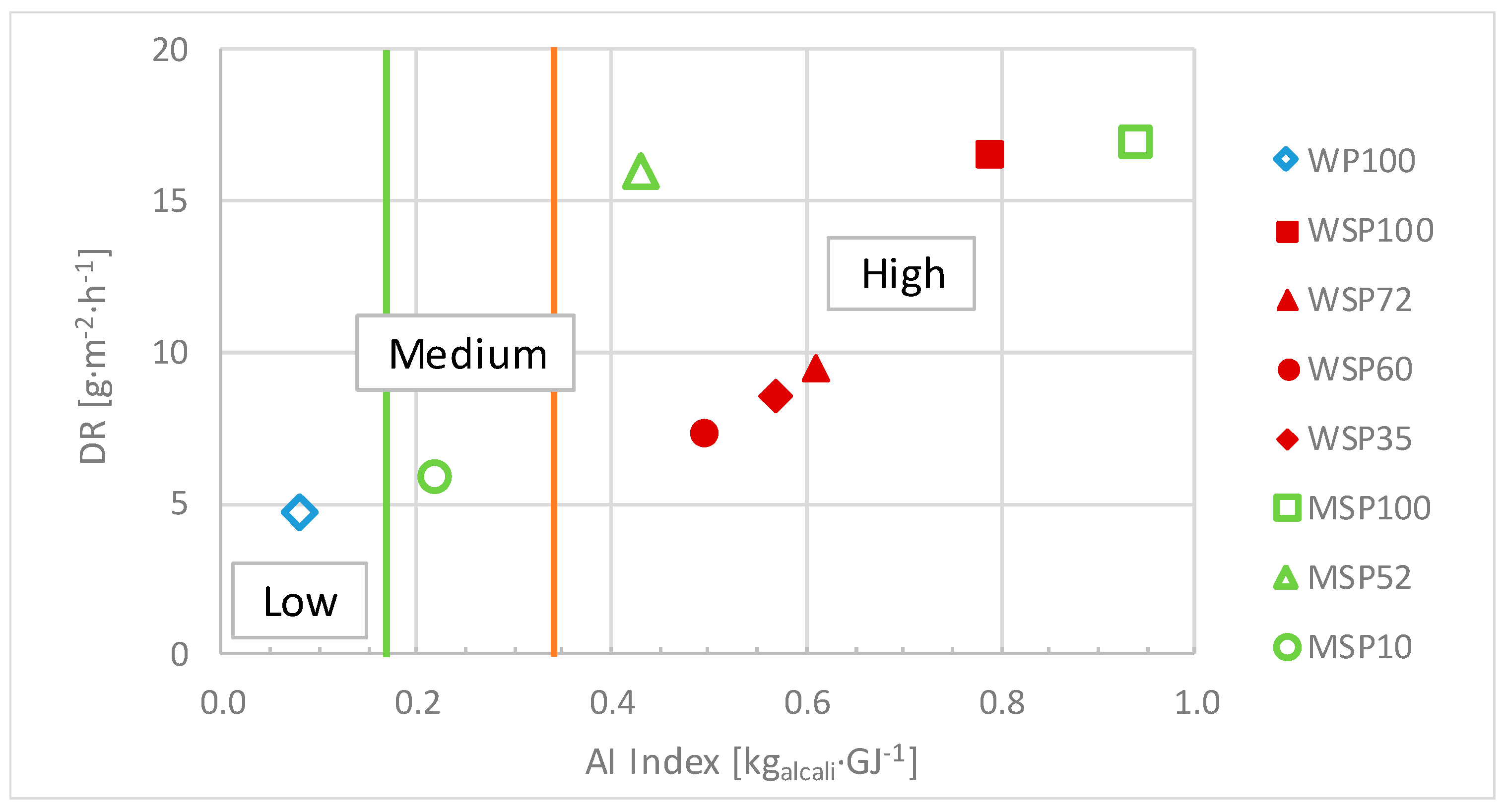
| Alkali index (AI) | >0.34 kg alkali/GJ | High risk of sintering | [40] | |
| Fouling Index (Fu) | >40 | High risk of sintered deposits. | [10] |
| Index | Expression | Reference Value | Interpretation of the Reference Value | Reference |
|---|---|---|---|---|
| Alkali index (AI) | >0.17 kg alkali/GJ | Possible deposition risk | [41] | |
| >0.34 kg alkali/GJ | High deposition risk | |||
| Fouling Index (Fu) | ≤0.6 | Low deposition inclination | [10] | |
| 0.6–40 | High deposition inclination | |||
| >40 | Extremely high tendency of deposition |
2.2. Methods
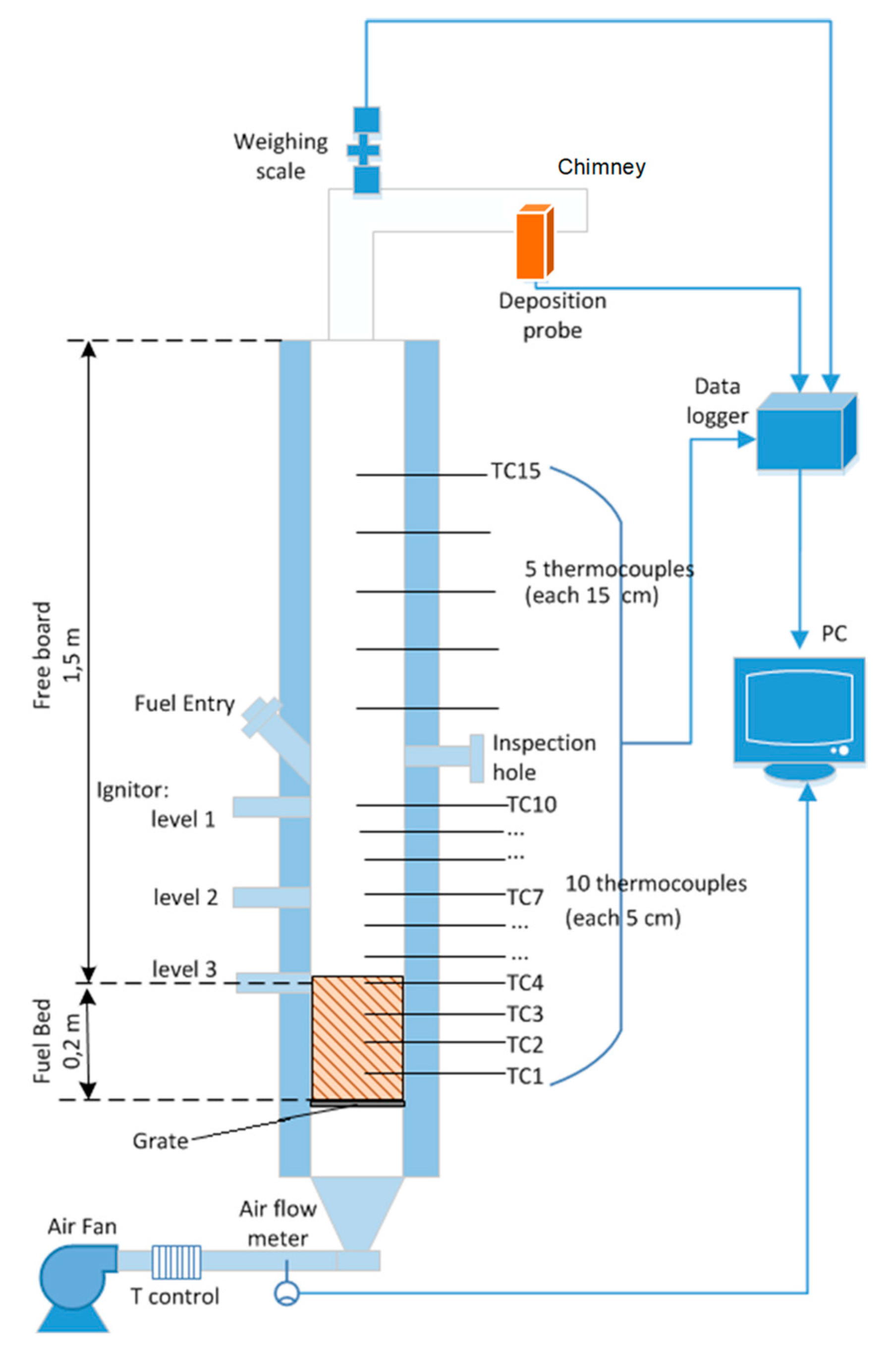
2.2.1. Reactor
2.2.2. Test Features
- Regime I (under stoichiometric air): the deficient amount of oxygen is consumed completely by the char and volatiles material [52]. Thus, the velocity of the ignition front is controlled by the supply of oxygen, rising as the amount of air increases [49]. In some cases, the combustion in this regimen may be unstable due to the limitation regarding the oxygen content.
- Regime II (around stoichiometric air): in this regime, the velocity of the ignition front is almost independent of the air flow rate [49].
- Velocity of the ignition front (vir, mm·s−1): it is a measure of how fast the flame progresses along the fuel bed height. It is calculated from the time that it takes for consecutive thermocouples (TC3, TC2, and TC1) to reach a pre-determined temperature (reference value 500 °C) and the known distance between them (50 mm).
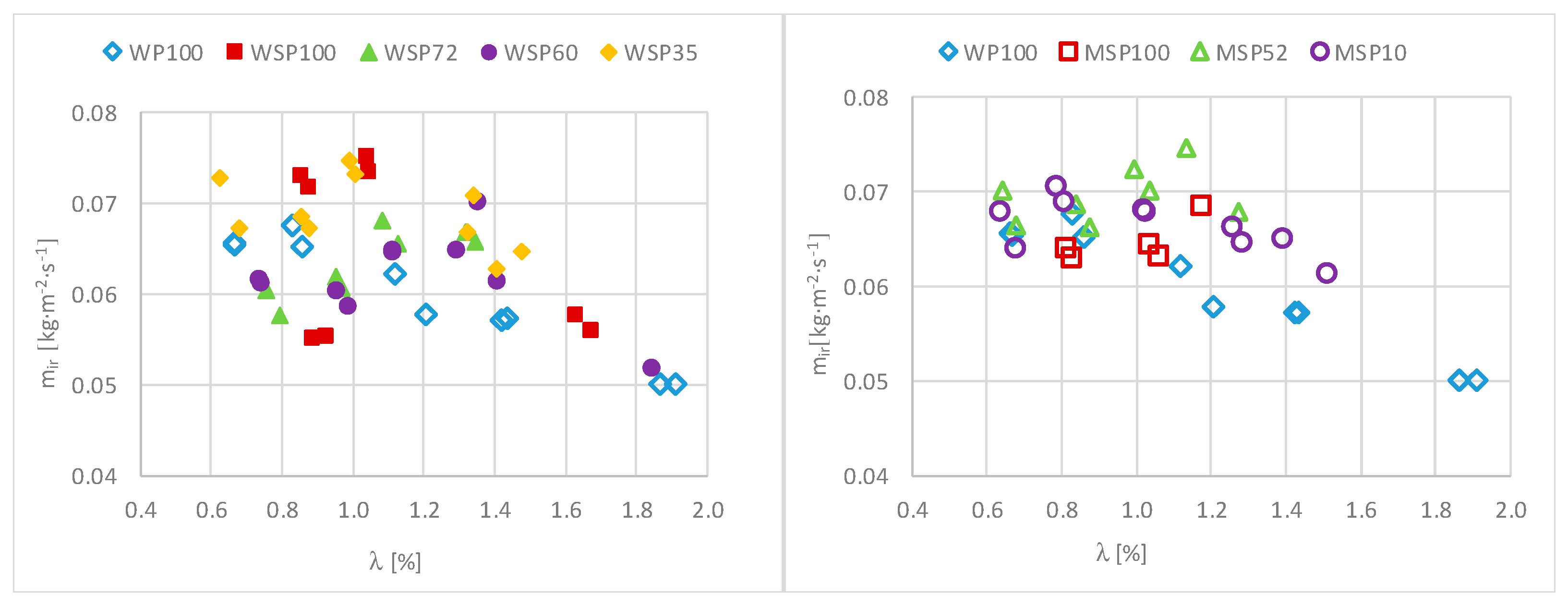
- Ignition rate (mir, kg·m−2·s−1): it is obtained by multiplying the velocity of the ignition front (vir) by the bulk density of the fuel, which allows comparison of the combustion behaviour of different fuels [49]. It is expressed in mass loss per grate surface area (ignition front plane area) and time.
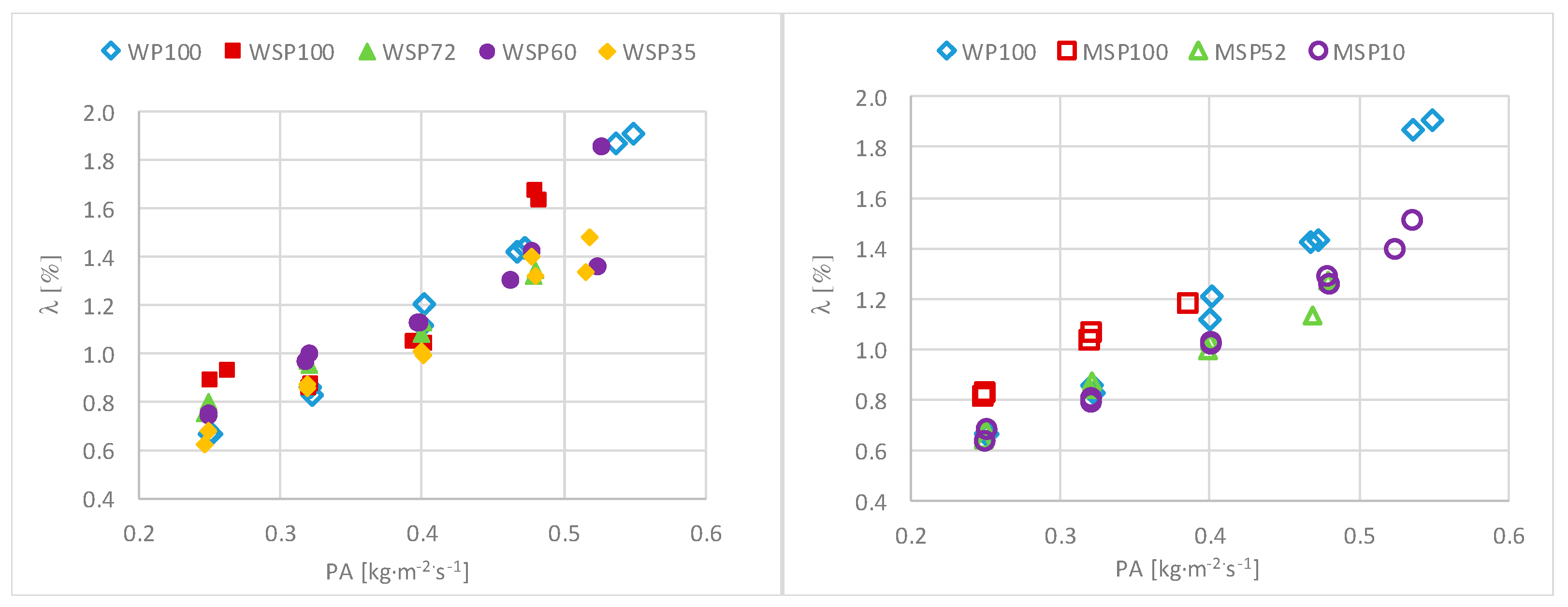
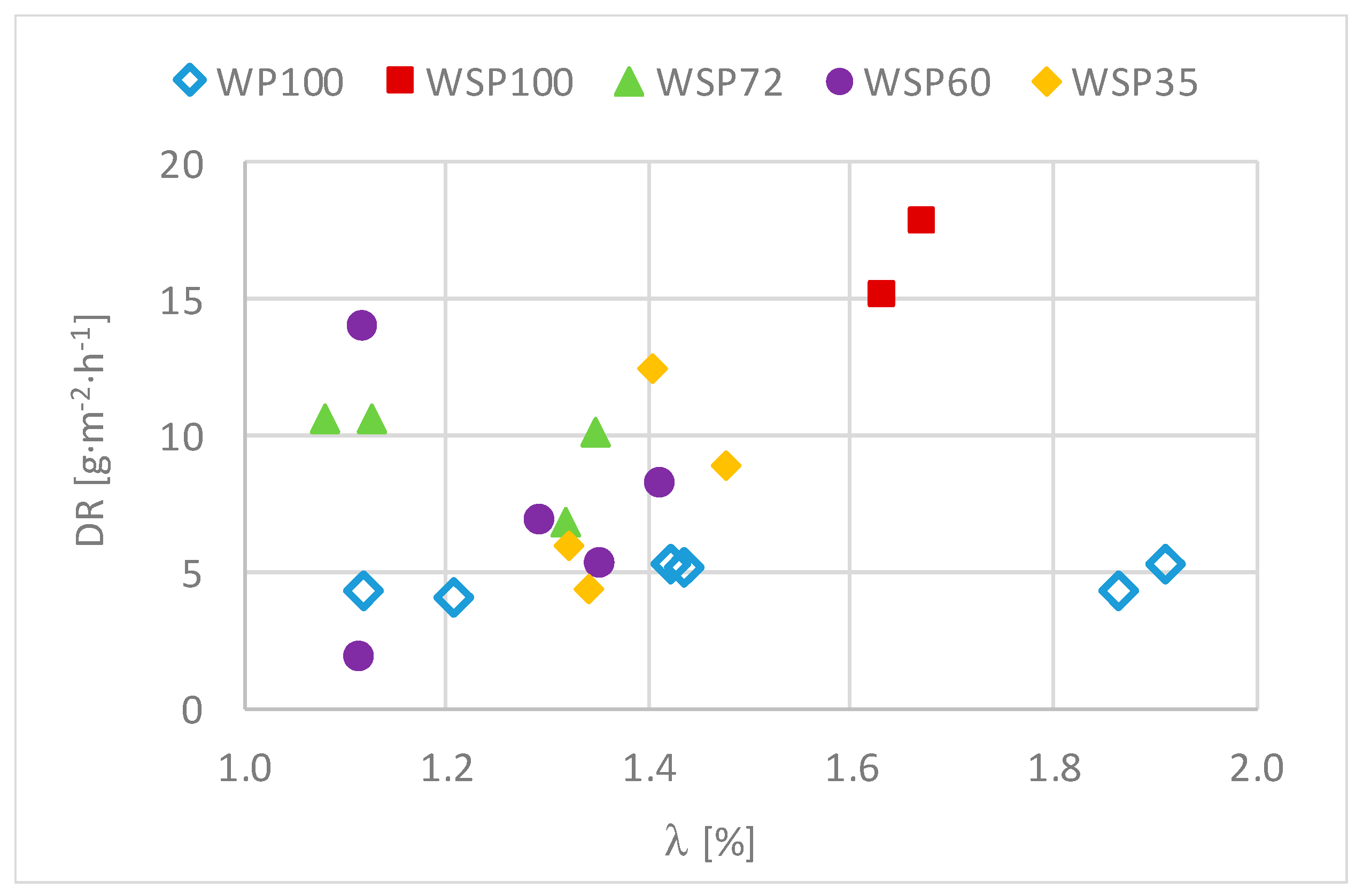
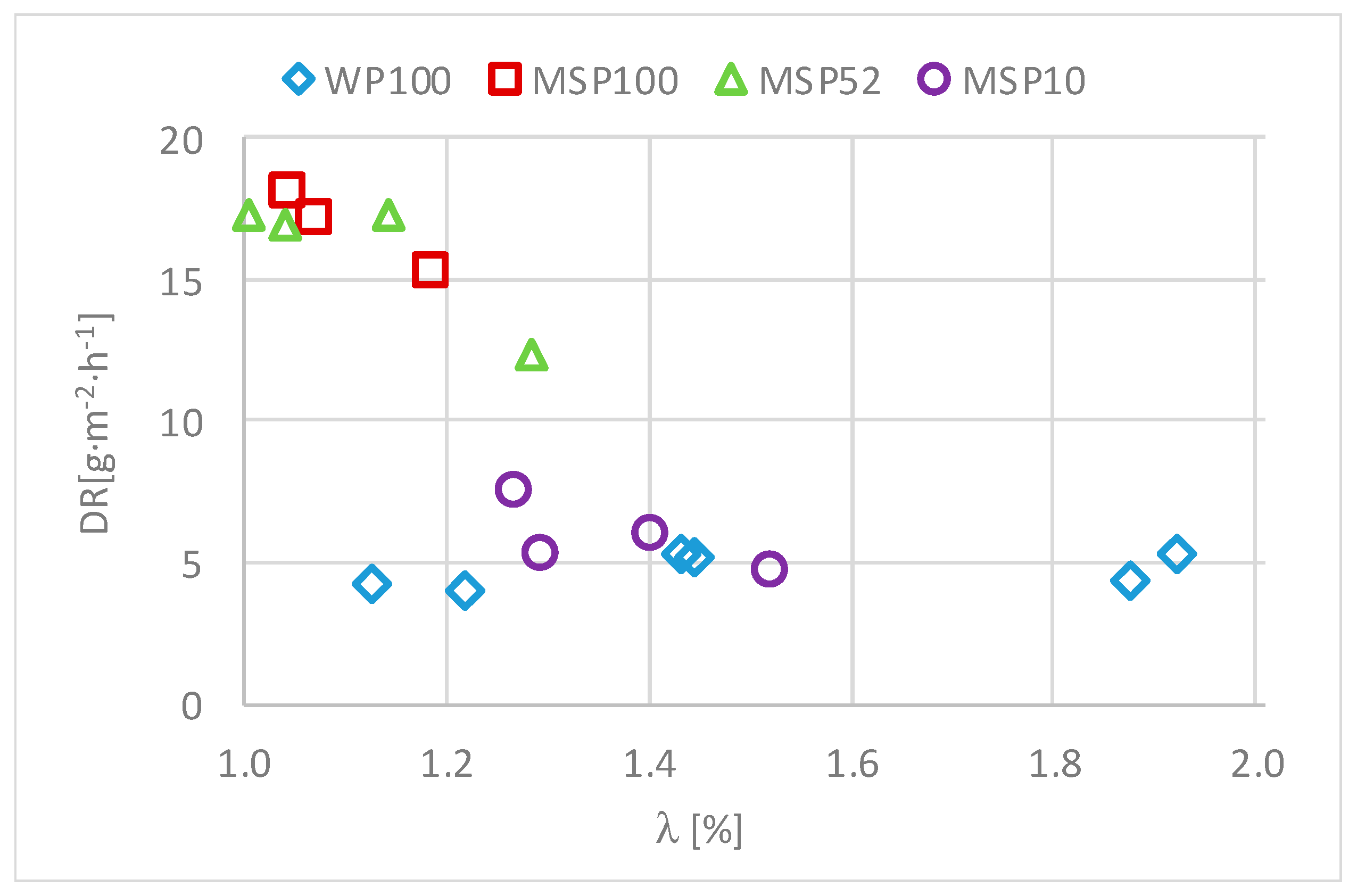
- Excess air ratio (λ): once the ignition rate (mir) has been determined, the excess air ratio for each test can be calculated from PA and the stoichiometric air-to-fuel ratio of the studied fuel.
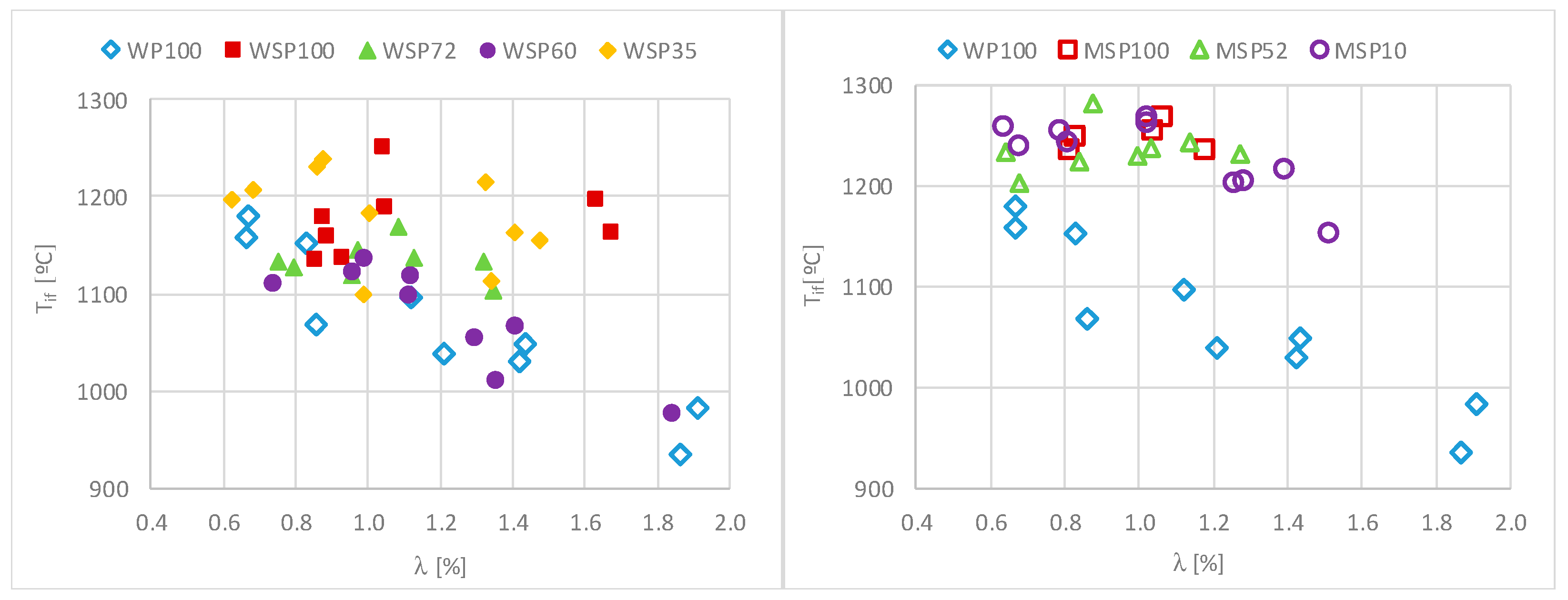
- Mean flame temperature (Tif, °C): to compute this temperature, a time interval of stable combustion is defined between the instant the first TC inside the bed reaches 500 °C and the moment TC1 (near the grate) reaches the same temperature. The mean value of the maximum temperature of these TC is the mean flame temperature.
- Deposition rate (DR, g·m−2·h−1)): it is obtained from the mass of ash deposits collected, the area of the ring surface, and the duration of the exposition.
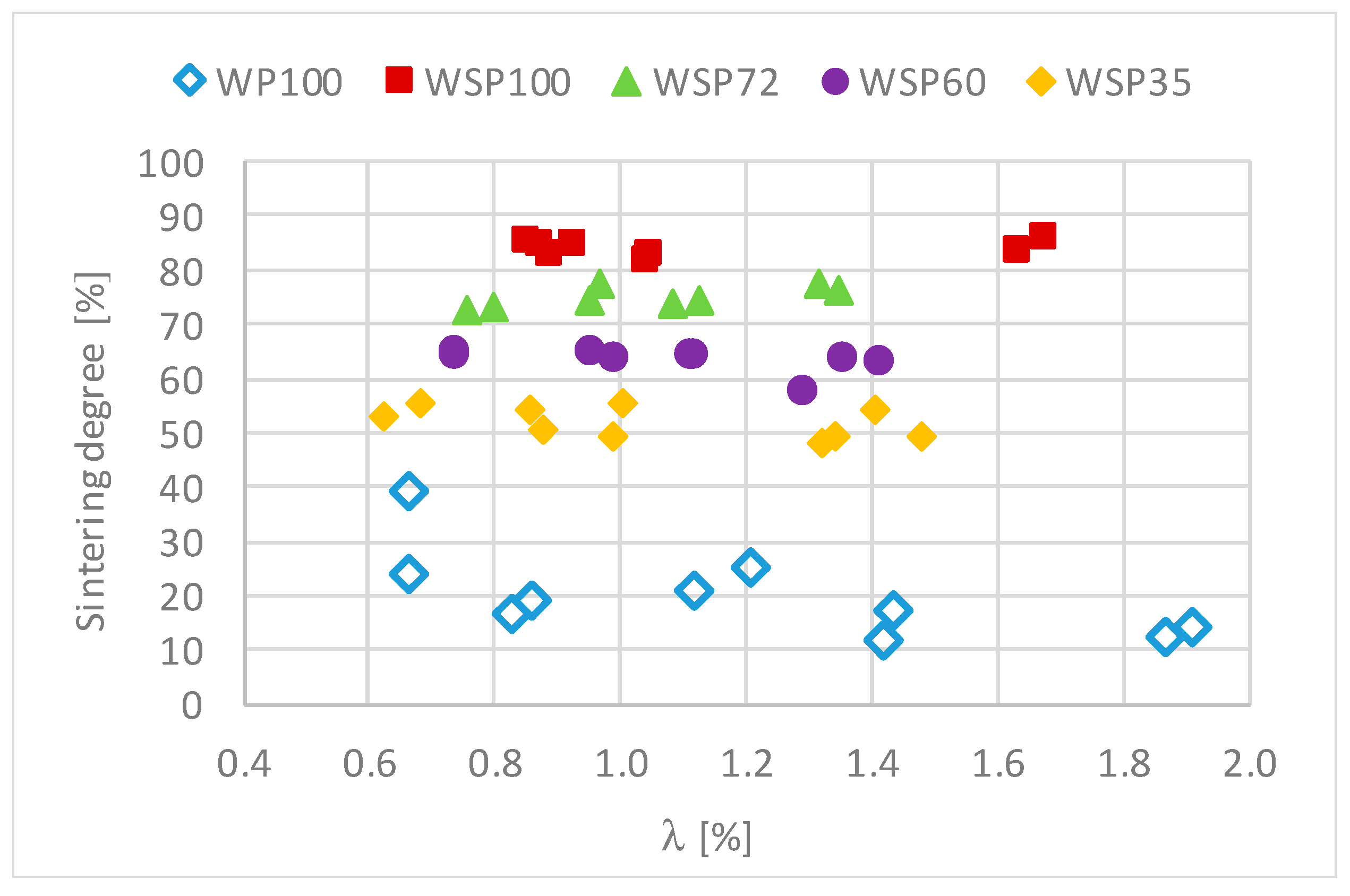
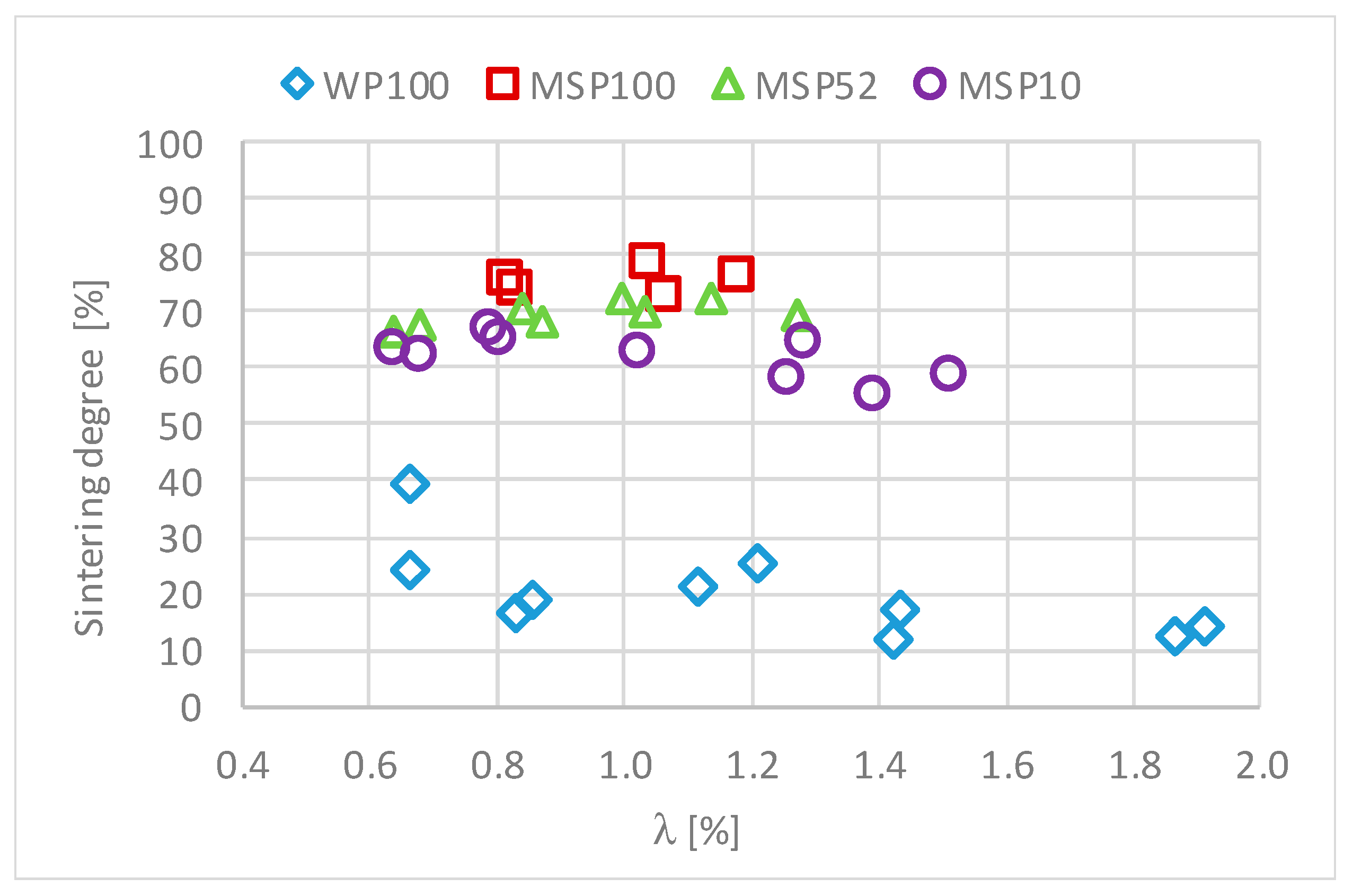
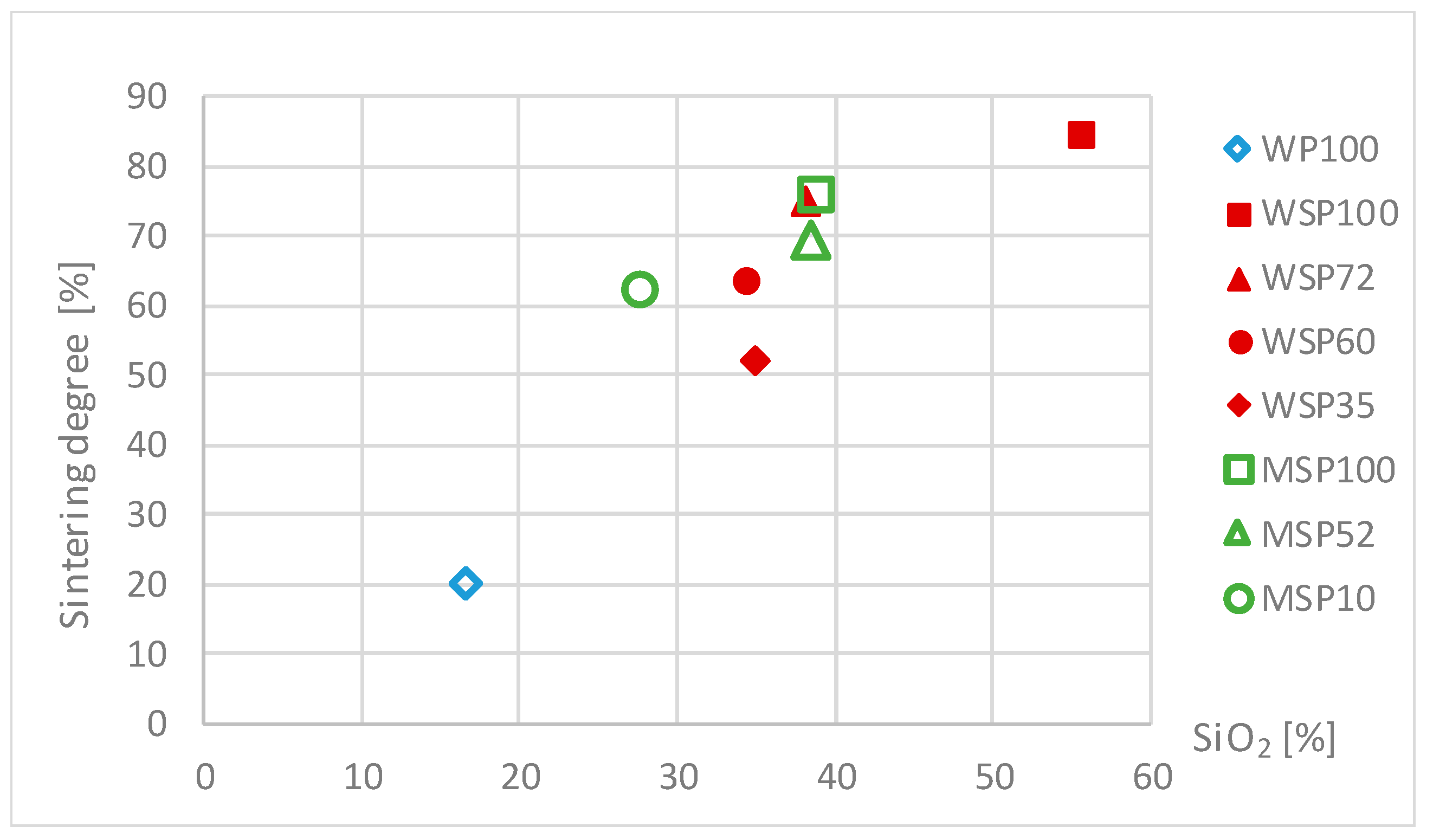
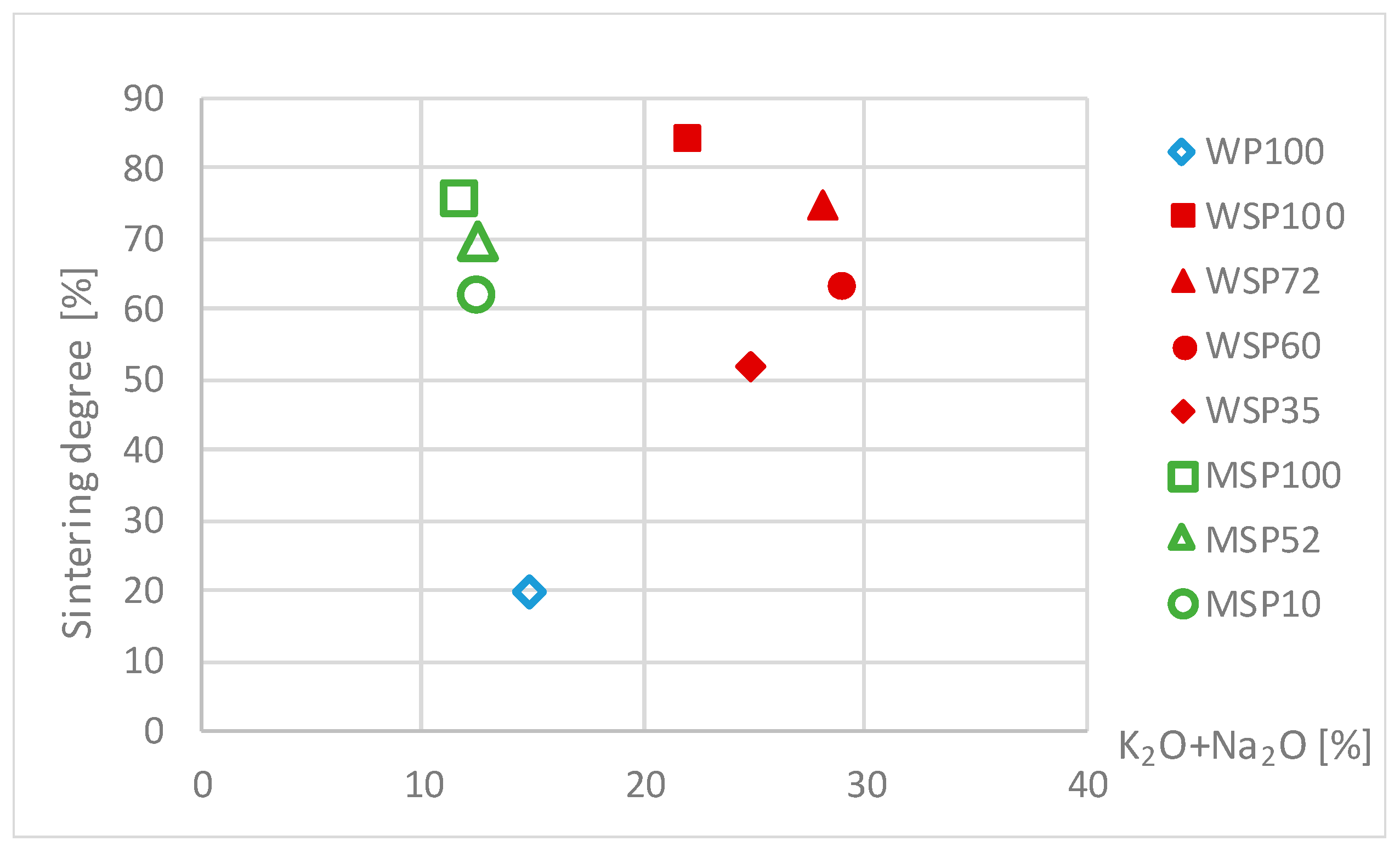
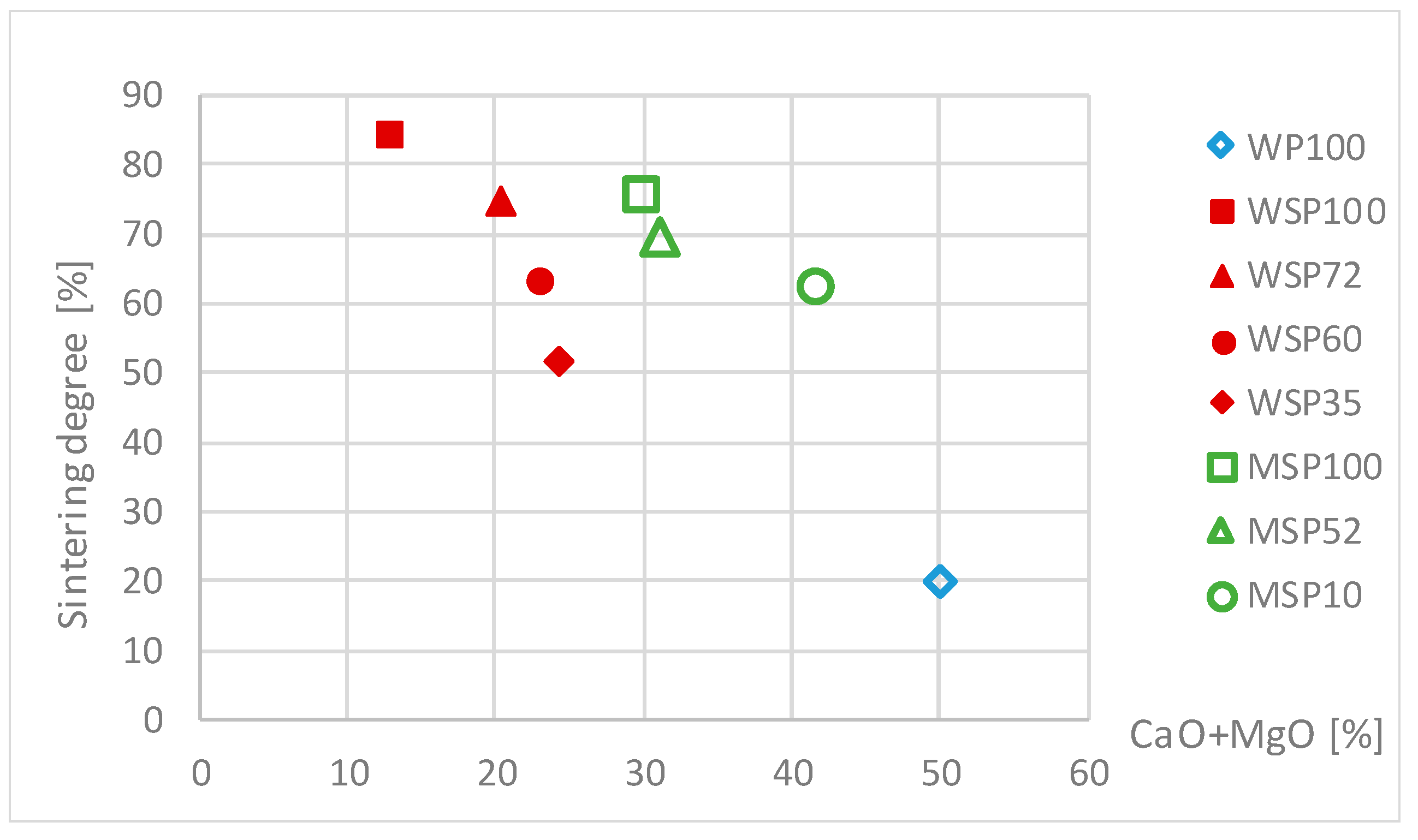
- Sintering degree (%): once the collected S2/3 fraction is weighed it is obtained as a percentage of the total ash fed to the reactor with the fuel.
2.2.3. Statistical Analysis
3. Results
3.1. Combustion Parameters
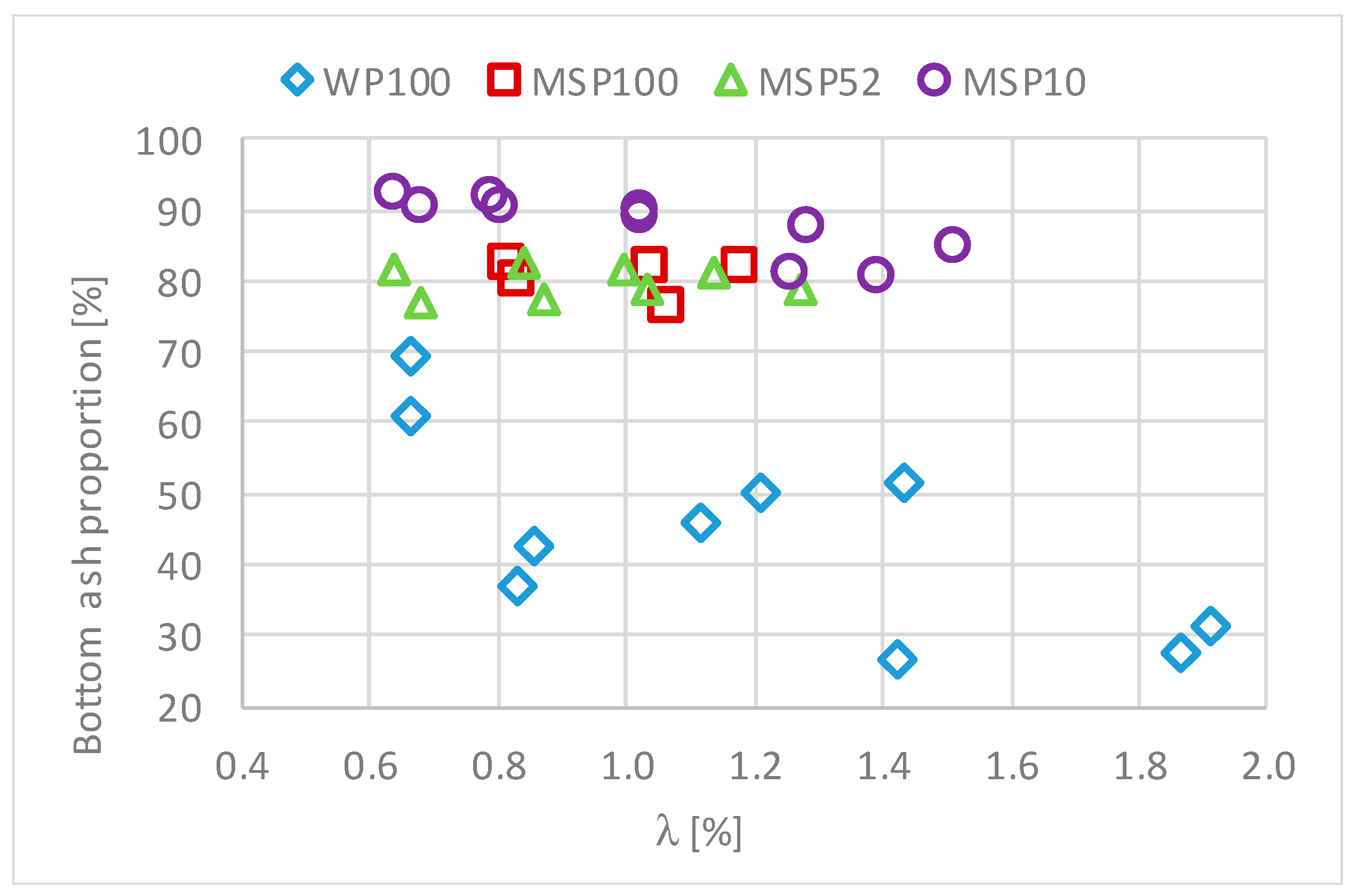
3.2. Bottom Ash
3.2.1. Influence of Operating Conditions
3.2.2. Comparison between Fuels
3.3. Deposition
4. Conclusions
Author Contributions
Funding

Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AI | Alcali Index |
| a.r. | as received |
| B/A | Basic to acidic compounds ratio |
| d.b. | dry basis |
| DT | Deformation Temperature (°C) |
| DR | Deposition Rate (g·m−2·h−1) |
| FT | Flow Temperature (°C) |
| Fu | Fouling Index |
| HT | Hemispherical Temperature (°C) |
| IBLC | Integrated Biomass Logistic Centre |
| mir | Ignition rate (kg·m−2·s−1) |
| MSP | Maize Stalk Pellet (pure or blended with forestry wood) |
| p | p-value (Pearson’s correlation) |
| PA | Air mass flow by unit area of the grate (kg·m−2·s−1) |
| r | Pearson’s correlation coefficient |
| Rs | Babcock Index |
| Sr | Slag Viscosity Index |
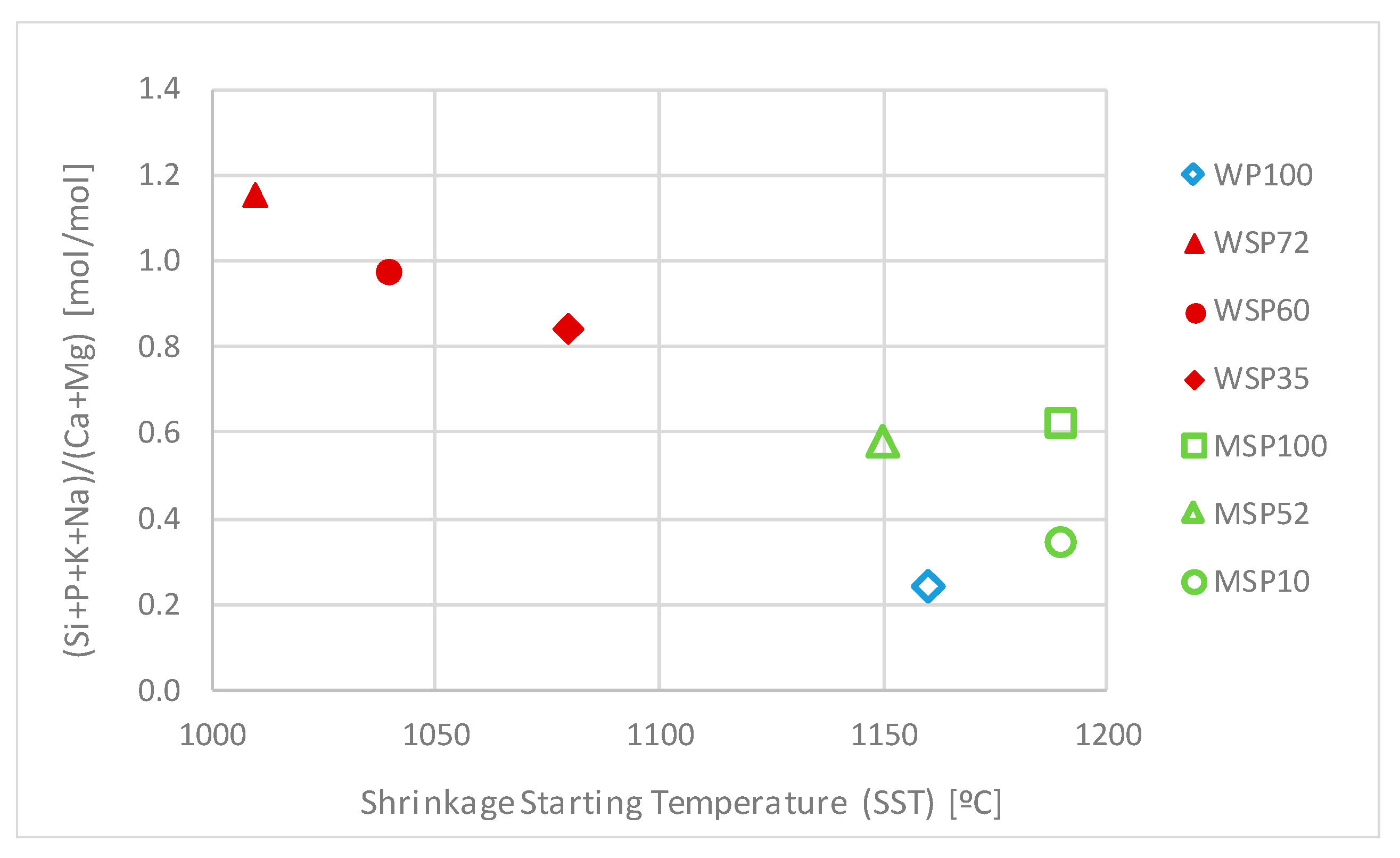
| SST | Shrinkage Starting Temperature (°C) |
| S1 | Not sintered ash fraction |
| S2 | Low sintered ash fraction |
| S2/3 | Fraction S2 plus fraction S3 |
| S3 | High sintered ash fraction |
| Ta | Inlet air temperature (°C) |
| TC | Thermocouple |
| TCi | Temperature registered by the thermocouple located in position i (°C) |
| Tif | Mean flame temperature (°C) |
| vir | Velocity of the ignition front (mm·s−1) |
| WP | Wood Pellet |
| WSP | Wheat Straw Pellet (pure or blended with forestry wood) |
| λ | Excess air ratio (%) |
References
- Website European Project Agroinlog. Demonstration of Innovative Integrated Biomass Logistics Centres for the Agro-Industry Sector in Europe. Available online: http://agroinlog-h2020.eu/en/home/ (accessed on 17 February 2021).
- Swedish University of Agriculture Science (SLU). D5.1 A Report on Logistics Chain and Knowledge Gaps of Biomass; Europruning project (Grant Agreement No 312078); Swedish University of Agriculture Science: Uppsala, Sweden, 2016. [Google Scholar]
- Poutrin, C.; Dzene, I.; López, E.; Engelmann, K. Handbook for Agro-Industries Interested in Starting a New Activity as Biomass Logistic Centre: Lessons Learned and Good Practice Examples; Sucellog project (No EE-13-638-SI2_675535); European Union: Maastricht, The Netherlands, 2016. [Google Scholar]
- Poutrin, C.; Engelmann, K. Handbook for Agro-Industries Interested in Starting a New Activity as Biomass Logistic Centre: Carrying out a Feasibility Study; Sucellog project (No EE-13-638-SI2_675535); European Union: Maastricht, The Netherlands, 2016. [Google Scholar]
- Practitioners Guidebook. BioRES-Sustainable Regional Supply Chains for Woody Bioenergy Project (Grant Agreement No 645994). 2017. Available online: http://bioresproject.eu/wp-content/uploads/2017/09/D8.7-Practitioners-guidebook.pdf (accessed on 15 August 2020).
- Final Report. Vineyards for Carbon Footprint Reduction: A Sustainable Strategy to Use Biomass for Heat&Cold in Wineries Project (No LIFE13 ENV/ES/00076). 2017. Available online: http://vineyards4heat.eu/wp-content/uploads/2017/11/Final_Technical_report_V4H.pdf (accessed on 10 September 2021).
- Scarlat, N.; Dallemand, J.-F.; Monforti-Ferrario, F.; Banja, M.; Motola, V. Renewable energy policy framework and bioenergy contribution in the European Union—An overview from National Renewable Energy Action Plans and Progress Reports. Renew. Sustain. Energy Rev. 2015, 51, 969–985. [Google Scholar] [CrossRef]
- Scarlat, N.; Dallemand, J.-F.; Monforti-Ferrario, F.; Nita, V. The role of biomass and bioenergy in a future bioeconomy: Policies and facts. Environ. Dev. 2015, 15, 3–34. [Google Scholar] [CrossRef]
- van Loo, S.; Koppejan, J. The Handbook of Biomass Combustion and Co-Firing; Earthscan: London, UK, 2012. [Google Scholar]
- Royo, J.; Canalís, P.; Quintana, D. Chemical study of fly ash deposition in combustion of pelletized residual agricultural biomass. Fuel 2020, 268, 117–228. [Google Scholar] [CrossRef]
- Glarborg, P.; Marshall, P. Mechanism and modeling of the formation of gaseous alkali sulfates. Combust. Flame 2005, 141, 22–39. [Google Scholar] [CrossRef] [Green Version]
- Garba, M.U.; Ingham, D.B.; Ma, L.; Porter, R.T.J.; Pourkashnian, M.; Tan, H.Z.; Williams, A. Prediction of Potassium Chloride Sulfation and Its Effect on Deposition in Biomass-Fired Boilers. Energy Fuels 2012, 26, 6501–6508. [Google Scholar] [CrossRef]
- Sengeløv, L.; Hansen, T.; Bartolomé, C.; Wu, H.; Pedersen, K.H.; Frandsen, F.J.; Jensen, A.D.; Glarborg, P. Sulfation of Condensed Potassium Chloride by SO2. Energy Fuels 2013, 27, 3283–3289. [Google Scholar] [CrossRef] [Green Version]
- ISO 17225-6:2014; Solid Biofuels-Fuel Specifications and Classes-Part 6: Graded Non-Woody Pellets. The National Standards Authority of Ireland: Dublin, Ireland, 2014. Available online: https://www.iso.org/standard/59461.html (accessed on 10 September 2021).
- Zapata, S.; Gomez, M.; Postolache, S.; Serrat, C. D3.7 Success Case of an IBLC into an Agroindustry of the Animal Feed Sector. AGROINLOG Project No 727161. Available online: http://agroinlog-h2020.eu/es/2019/05/21/d3-7_caso-exito-la-integracion-centro-logistico-una-agroindustria-del-sector-la-alimentacion-animal/ (accessed on 10 September 2021).
- Díaz-Ramírez, M.; Sebastian, F.; Royo, J.; Rezeau, A. Influencing factors on NOX emission level during grate conversion of three pelletized energy crops. Appl. Energy 2014, 115, 360–373. [Google Scholar] [CrossRef]
- Johansson, L.S.; Leckner, B.; Gustavsson, L.; Cooper, D.; Tullin, C.; Potter, A. Emission characteristics of modern and old-type residential boilers fired with wood logs and wood pellets. Atmos. Environ. 2004, 38, 4183–4195. [Google Scholar] [CrossRef]
- Obernberger, I.; Biedermann, F.; Widmann, W.; Riedl, R. Concentrations of inorganic elements in biomass fuels and recovery in the different ash fractions. Biomass Bioenergy 1997, 12, 211–224. [Google Scholar] [CrossRef]
- Wierzbicka, A.; Lillieblad, L.; Pagels, J.; Strand, M.; Gudmundsson, A.; Gharibi, A.; Swietlicki, E.; Sanati, M.; Bohgard, M. Particle emissions from district heating units operating on three commonly used biofuels. Atmos. Environ. 2005, 39, 139–150. [Google Scholar] [CrossRef]
- Wiinikka, H.; Gebart, R.; Boman, C.; Boström, D.; Öhman, M. Influence of fuel ash composition on high temperature aerosol formation in fixed bed combustion of woody biomass pellets. Fuel 2007, 86, 181–193. [Google Scholar] [CrossRef]
- Wiinikka, H.; Gebart, R. Experimental investigations of the influence from different operating conditions on the particle emissions from a small-scale pellets combustor. Biomass Bioenergy 2004, 27, 645–652. [Google Scholar] [CrossRef]
- Brunner, T.; Obernberger, I.; Scharler, R. Primary measures for low-emission residential wood combustion-Comparison of old with optimised modern systems. In Proceedings of the 17th European Biomass Conference and Exhibition, Hamburg, Germany, 29 June–3 July 2009; pp. 1319–1328. [Google Scholar]
- Obernberger, I.; Brunner, T.; Bärnthaler, G. Chemical properties of solid biofuels-significance and impact. Biomass Bioenergy 2006, 30, 973–982. [Google Scholar] [CrossRef]
- Díaz-Ramírez, M.; Boman, C.; Sebastian, F.; Royo, J.; Xiong, S.; Boström, D. Ash Characterization and Transformation Behavior of the Fixed-Bed Combustion of Novel Crops: Poplar, Brassica, and Cassava Fuels. Energy Fuels 2012, 26, 3218–3229. [Google Scholar] [CrossRef]
- Díaz-Ramírez, M.; Sebastian, F.; Royo, J.; Rezeau, A. Combustion requirements for conversion of ash-rich novel energy crops in a 250 kWthmultifuel grate fired system. Energy 2012, 46, 636–643. [Google Scholar] [CrossRef]
- Díaz-Ramírez, M.; Frandsen, F.J.; Glarborg, P.; Sebastian, F.; Royo, J. Partitioning of K, Cl, S and P during combustion of poplar and brassica energy crops. Fuel 2014, 134, 209–219. [Google Scholar] [CrossRef]
- Boström, D.; Skoglund, N.; Grimm, A.; Boman, C.; Öhman, M.; Broström, M.; Backman, R. Ash Transformation Chemistry during Combustion of Biomass. Energy Fuels 2012, 26, 85–93. [Google Scholar] [CrossRef]
- Öhman, M.; Nordin, A.; Hedman, H.; Jirjis, R. Reason for slagging during stemwood pellet combustion and some measures for prevention. Biomass Bioenergy 2004, 27, 597–605. [Google Scholar] [CrossRef] [Green Version]
- Royo, J.; Canalís, P.; Quintana, D. Chemical study of bottom ash sintering in combustion of pelletized residual agricultural biomass. Fuel 2022, 310, 122145. [Google Scholar] [CrossRef]
- Christensen, K.A.; Stenholm, M.; Livbjerg, H. The formation of submicron aerosol particles, HCl and SO2 in straw-fired boilers. Aerosol Sci. 1998, 29, 421–444. [Google Scholar] [CrossRef]
- Carvalho, L.; Wopienka, E.; Pointner, C.; Lundgren, J.; Verma, V.K.; Haslinger, W.; Schmidl, C. Performance of a pellet boiler fired with agricultural fuels. Appl. Energy 2013, 104, 286–296. [Google Scholar] [CrossRef]
- Werther, J.; Saenger, M.; Hartge, E.U.; Ogada, T.; Siagi, Z. Combustion of agricultural residues. Prog. Energy Combust. Sci. 2000, 26, 1–27. [Google Scholar] [CrossRef]
- Sommersacher, P.; Brunner, T.; Obernberger, I. Fuel indexes: A novel method for the evaluationo of relevant combustion properties of new biomass fuels. Energy Fuels 2012, 26, 380–390. [Google Scholar] [CrossRef]
- Zeng, T.; Pollex, A.; Weller, N.; Lenz, V.; Nelles, M. Blended biomass pellets as fuel for small scale combustion appliances: Effectof blending on slag formation in the bottom ash and pre-evaluation options. Fuel 2018, 212, 108–116. [Google Scholar] [CrossRef]
- Canalís, P.; Sebastian, F.; Arévalo, R.; Quintana, D.; Royo, J. Comparison between the values of predictive indices for sintering and deposition and the experimental results from agropellets combustion tests. In Proceedings of the 27th European Biomass Conference and Exhibition, Lisbom, Portugal, 27 May 2019; pp. 1016–1022. [Google Scholar]
- Pronobis, M. Evaluation of the influence of biomass co-combustion on boiler furnace slagging by means of fusibility correlations. Biomass Bioenergy 2005, 28, 375–383. [Google Scholar] [CrossRef]
- Munir, S.; Nimmo, W.; Gibbs, B.M. Potential Slagging and Fouling Problems associated with Biomass-Coal blends in Coal-fired Boilers. J. Pak. Inst. Chem. Eng. 2010, 38, 1–11. [Google Scholar]
- Rodriguez, J.L.; Álvarez, X.; Valero, E.; Ortiz, L.; de la Torre-Rodríguez, N.; Acuña-Alonso, C. Influence of ashes in the use of forest biomass as source energy. Fuel 2021, 283, 119256. [Google Scholar] [CrossRef]
- Fernandez Llorente, M.J.; Carrasco-García, J.E. Comparing methods for predicting the sintering of biomass ash in combustion. Fuel 2005, 84, 1893–1900. [Google Scholar] [CrossRef]
- Jeckins, B.M.; Baxter, L.L.; Miles, T.R., Jr.; Miles, T.R. Combustion properties of biomass. Fuel Process. Technol. 1998, 54, 17–46. [Google Scholar] [CrossRef]
- Miles, T.R.; Miles, T.R., Jr.; Baxter, L.L.; Bryers, R.W.; Jenkins, B.M.; Oden, L.L. Alkali Deposits Found in Biomass Power Plant: A Preliminary Investigation of Their Extent and Nature; National Renewable Energy Laboratory: Golden, CO, USA, 1995. [Google Scholar]
- Xiao, R.; Chen, X.; Wang, F.; Yu, G. The physicochemical properties of different biomass ashes at different ashing temperature. Renew. Energy 2011, 36, 244–249. [Google Scholar] [CrossRef]
- Ryu, C.; Yang, Y.B.; Khor, A.; Yates, N.E.; Sarifi, V.N.; Swithenbank, J. Effect of fuel properties on biomass combustion: Part I. Experiments—fuel type, equivalence ratio and particle size. Fuel 2006, 85, 1039–1046. [Google Scholar] [CrossRef]
- Royo, J.; Canalís, P.; Quintana, D.; Díaz-Ramírez, M.; Sin, A.; Rezeau, A. Experimental study on the ash behaviour in combustion of pelletized residual agricultural biomass. Fuel 2019, 239, 991–1000. [Google Scholar] [CrossRef] [Green Version]
- Díaz-Ramirez, M.; Maraver, D.; Rezeau ARoyo, J.; Sala, S.; Sebastian, F.; Sin, A. Estimation of the deposition on trigeneration system components fueled by ash rich biomass. In Proceedings of the 20th European Biomass Conference and Exhibition, Milan, Italy, 18–22 June 2012; pp. 774–780. [Google Scholar]
- Theis, M.; Skrifvars, B.J.; Hupa, M.; Tran, H. Fouling tendency of ash resulting from burning mixtures of biofuels. Part 1: Deposition rates. Fuel 2006, 85, 1125–1130. [Google Scholar] [CrossRef]
- Regueiro, A.; Patiño, D.; Granada, E.; Porteiro, J. Experimental study on the fouling behaviour of an underfeed fixed-bed biomass combustor. Appl. Therm. Eng. 2017, 112, 523–533. [Google Scholar] [CrossRef]
- Zeng, T.; Weller, N.; Pollex, A.; Lenz, V. Blended biomass pellets as fuel for small scale combustion appliances: Influence on gaseous and total particulate matter emissions and applicability of fuel indices. Fuel 2016, 184, 689–700. [Google Scholar] [CrossRef]
- Porteiro, J.; Patiño, D.; Collazo, J.; Granada, E.; Moran, J.; Miguez, J.L. Experimental analysis of the ignition front propagation of several biomass fuels in a fixed-bed combustor. Fuel 2010, 89, 26–35. [Google Scholar] [CrossRef]
- Horttanaimen, M.; Saastamoinen, J.; Sarkomaa, P. Operational limits of ignition front propagation against airflow in packed beds of different wood fuels. Energy Fuels 2002, 16, 676–686. [Google Scholar] [CrossRef]
- Lindström, E.; Sandström, M.; Boström, D.; Öhman, M. Slagging Characteristics during Combustion of Cereal Grains Rich in Phosphorus. Energy Fuels 2007, 21, 710–717. [Google Scholar] [CrossRef]
- Shin, D.; Choi, S. The combustion of simulated waste particles in a fixed bed. Combust. Flame 2000, 121, 167–180. [Google Scholar] [CrossRef]
- Royo, J.; Canalís, P.; Zapata, S.; Gómez, M.; Bartolomé, C. Ash Behavior during Combustion of Agropellets Produced by an Agro-Industry—Part 2: Chemical Characterization of Sintering and Deposition. Energies 2022. submitted for publication. [Google Scholar]
- Öhman, M.; Boman, C.; Hedman, H.; Nordin, A.; Boström, D. Slagging tendencies of wood pellet ash during combustion in residential pellet burners. Biomass Bioenergy 2004, 27, 585–596. [Google Scholar] [CrossRef]
- Wang, L.; Dibdiakova, J. Characterization of ashes from different wood parts of Norway spruce tree. Chem. Eng. Trans. 2014, 37, 37–42. [Google Scholar]
- García-Maraver, A.; Zamorano, M.; Fernandes, U.; Rabaçal, M.; Costa, M. Relationship between fuel quality and gaseous and particulate matter emissions in a domestic pellet-fired boiler. Fuel 2014, 119, 141–152. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Baxter, D.; Vassileva, C.G. An overview of the behaviour of biomass during combustion: Part II. Ash fusion and ash formation mechanisms of biomass types. Fuel 2014, 117, 152–183. [Google Scholar] [CrossRef]

















| Property | Class A | Class B |
|---|---|---|
| Moisture content (% a.r.) | ≤12 | ≤15 |
| Ash content (% d.b.) | ≤6 | ≤10 |
| Low heating value (kWh/kg a.r.) | ≥4.0 | ≥4.0 |
| Cl (% d.b.) | ≤0.10 | ≤0.30 |
| Parameter | Units | WP100 | WSP100 | WSP72 | WSP60 | WSP35 | MSP100 | MSP52 | MSP10 |
|---|---|---|---|---|---|---|---|---|---|
| Wood Pellet 100% | Wheat Straw Pellet 100% | Wheat Straw Pellet 72% | Wheat Straw Pellet 60% | Wheat Straw Pellet 35% | Maize Stalk Pellet 100% | Maize Stalk Pellet 52% | Maize Stalk Pellet 10% | ||
| Pellets properties | |||||||||
| Durability | % a.r. | 91.3 | 97.7 | 96.6 | 95.9 | 92.6 | 96.1 | 97.4 | |
| Bulk density a | kg/m3 d.b. | 510.2 | 667.3 | 604.3 | 562.2 | 460.0 | 638.1 | 655.6 | 587.6 |
| Fines percentage | <3.15 mm | 3.07 | 1.76 | 3.10 | 1.52 | 4.41 | 2.44 | 0.98 | 1.27 |
| Proximate analysis | |||||||||
| Moisture b | % a.r. | 7.6 | 4.8 | 6.4 | 6.7 | 10.2 | 5.5 | 5.5 | 7.6 |
| Volatile matter c | % d.b. | 81.0 | 73.8 | 74.5 | 74.9 | 74.7 | 71.7 | 72.9 | 74.8 |
| Fixed carbon d | % d.b. | 18.0 | 20.1 | 21.6 | 22.0 | 21.2 | 15.8 | 20.9 | 22.1 |
| Ash e | % d.b. | 1.0 | 6.1 | 3.9 | 3.1 | 4.1 | 12.5 | 6.2 | 3.2 |
| Ultimate analysis | |||||||||
| C f | % d.b. | 51.90 | 45.50 | 48.10 | 49.20 | 49.30 | 42.60 | 48.10 | 51.4 |
| H f | % d.b. | 5.80 | 5.80 | 5.90 | 6.00 | 5.90 | 5.20 | 5.80 | 5.8 |
| N f | % d.b. | 0.13 | 0.42 | 0.30 | 0.50 | 0.29 | 0.82 | 0.44 | 0.27 |
| S g | % d.b. | 0.01 | 0.08 | 0.08 | 0.03 | 0.05 | 0.13 | 0.03 | 0.03 |
| Cl g | % d.b. | 0.02 | 0.19 | 0.06 | 0.05 | 0.05 | 0.53 | 0.20 | 0.06 |
| O c | % d.b. | 41.00 | 41.91 | 41.66 | 41.12 | 40.32 | 38.20 | 39.23 | 37.7 |
| Heating value | |||||||||
| Low heating value h | kWh/kga.r. | 4.90 | 4.43 | 4.59 | 4.67 | 4.50 | 4.00 | 4.61 | 4.70 |
| Parameter | Units | WP100 | WSP100 | WSP72 | WSP60 | WSP35 | MSP100 | MSP52 | MSP10 |
|---|---|---|---|---|---|---|---|---|---|
| Wood Pellet 100% | Wheat Straw Pellet 100% | Wheat Straw Pellet 72% | Wheat Straw Pellet 60% | Wheat Straw Pellet 35% | Maize Stalk Pellet 100% | Maize Stalk Pellet 52% | Maize Stalk Pellet 10% | ||
| Ash analysis a | |||||||||
| Na2O | % d.b. | 1.5 | 0.27 | 0.58 | 0.51 | 0.89 | 0.64 | 0.67 | 1.17 |
| MgO | % d.b. | 9.06 | 3.04 | 2.86 | 2.91 | 2.69 | 7.99 | 6.1 | 6.77 |
| Al2O3 | % d.b. | 5.62 | 1.19 | 1.75 | 2.13 | 5.88 | 5.81 | 5.82 | 7.00 |
| SiO2 | % d.b. | 16.55 | 55.81 | 38.11 | 34.57 | 35.00 | 38.94 | 38.38 | 27.71 |
| P2O5 | % d.b. | 3.89 | 2.62 | 4.36 | 3.84 | 2.96 | 3.61 | 4.17 | 3.65 |
| K2O | % d.b. | 13.27 | 21.71 | 27.52 | 28.48 | 23.87 | 11.05 | 11.75 | 11.29 |
| CaO | % d.b. | 41.02 | 9.88 | 17.50 | 20.27 | 21.6 | 21.95 | 24.97 | 35.06 |
| TiO2 | % d.b. | 0.35 | 0.08 | 0.10 | 0.12 | 0.21 | 0.3 | 0.29 | 0.38 |
| Fe2O3 | % d.b. | 3.85 | 0.57 | 0.85 | 1.03 | 1.81 | 2.35 | 2.56 | 3.17 |
| Ash fusibility temperatures b | |||||||||
| Shrinkage starting (SST) | °C | 1160 | - | 1010 | 1040 | 1080 | 1190 | 1150 | 1190 |
| Deformation (DT) | °C | 1230 | - | 1030 | 1060 | 1130 | 1200 | 1160 | 1200 |
| Hemispherical (HT) | °C | 1370 | - | 1130 | 1150 | 1130 | 1230 | 1220 | 1220 |
| Flow (FT) | °C | 1430 | - | 1150 | 1160 | 1160 | 1240 | 1230 | 1230 |
| Kerrypnx | WP100 | WSP100 | WSP72 | WSP60 | WSP35 | MSP100 | MSP52 | MSP10 | |
|---|---|---|---|---|---|---|---|---|---|
| Sintering Indices | B/A | 3.05 | 0.62 | 1.23 | 1.44 | 1.24 | 0.98 | 1.04 | 1.64 |
| Rs | 0.03 | 0.05 | 0.10 | 0.04 | 0.06 | 0.12 | 0.03 | 0.05 | |
| Sr (a) | 23.48 | 80.53 | 64.24 | 58.81 | 57.28 | 54.67 | 53.30 | 38.11 | |
| Sr (b) | 23.48 | 80.53 | 64.24 | 58.81 | 57.28 | 54.67 | 53.30 | 38.11 | |
| I | 3.39 | 0.59 | 0.72 | 0.80 | 0.98 | 2.56 | 2.50 | 3.36 | |
| AI | 0.08 | 0.79 | 0.61 | 0.50 | 0.57 | 0.94 | 0.43 | 0.22 | |
| Fu | 45.06 | 13.66 | 34.67 | 41.89 | 30.65 | 11.41 | 12.86 | 20.40 | |
| Risk | Undefined | Low | Medium | High | Very high | ||||
| WP100 | WSP100 | WSP72 | WSP60 | WSP35 | MSP100 | MSP52 | MSP10 | |
|---|---|---|---|---|---|---|---|---|
| AI | 0.08 | 0.79 | 0.61 | 0.50 | 0.57 | 0.94 | 0.43 | 0.22 |
| Fu | 45.06 | 13.66 | 34.67 | 41.89 | 30.65 | 11.41 | 12.86 | 20.40 |
| Risk | Low | Medium | High | |||||
| WP100 | WSP100 | WSP72 | WSP60 | WSP35 | MSP100 | MSP52 | MSP10 | ||
|---|---|---|---|---|---|---|---|---|---|
| Number of successful tests | 10 | 8 | 8 | 9 | 10 | 5 | 8 | 10 | |
| λ | Min | 0.66 | 0.85 | 0.75 | 0.74 | 0.62 | 0.81 | 0.64 | 0.64 |
| Max | 1.91 | 1.67 | 1.35 | 1.41 | 1.48 | 1.18 | 1.27 | 1.51 | |
| Mean | 1.20 | 1.12 | 1.04 | 1.08 | 1.06 | 0.98 | 0.93 | 1.04 | |
| Tif (°C) | Min | 934.9 | 1134.7 | 1103.3 | 1009.2 | 1099.6 | 1234.1 | 1202.6 | 1151.6 |
| Max | 1179.5 | 1251.7 | 1168.9 | 1136.1 | 1239.4 | 1267.6 | 1281.9 | 1267.6 | |
| Mean | 1069.0 | 1176.4 | 1133.3 | 1090.6 | 1180.5 | 1248.0 | 1235.2 | 1229.6 | |
| WP100 | WSP100 | WSP72 | WSP60 | WSP35 | MSP100 | MSP52 | MSP10 | |
|---|---|---|---|---|---|---|---|---|
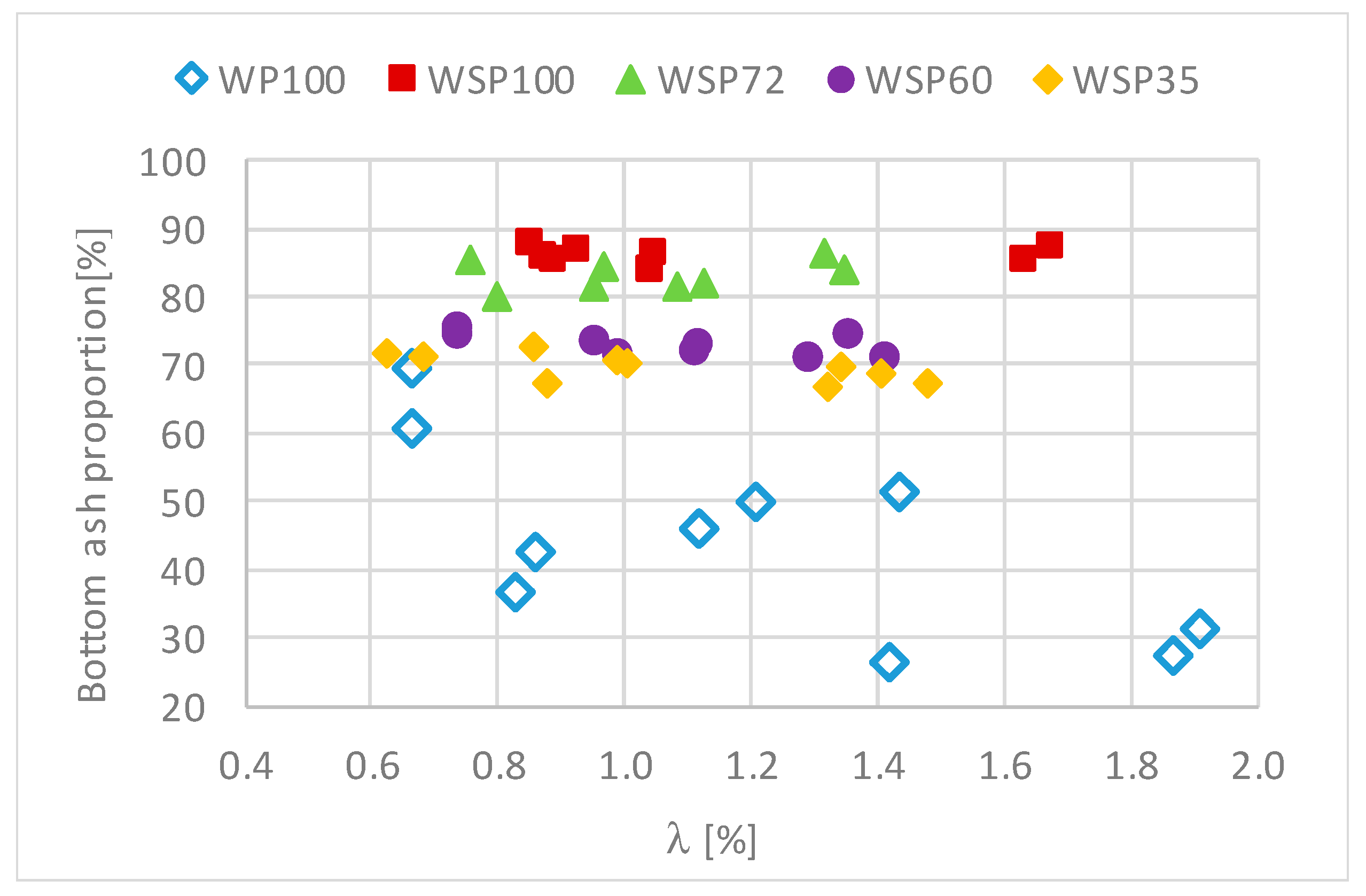
| Bottom ash proportion (%) | 44.21 | 86.21 | 83.18 | 72.65 | 69.59 | 80.65 | 79.94 | 87.95 |
| Sintering degree (%) | 19.96 | 84.15 | 74.86 | 63.09 | 51.88 | 75.51 | 69.56 | 62.07 |
| Total bottom ash collected (kg/MJ) (a) | 0.23 | 3.12 | 1.82 | 1.24 | 1.56 | 6.55 | 2.80 | 1.52 |
| WP100 | WSP100 | WSP72 | WSP60 | WSP35 | MSP100 | MSP52 | MSP10 | |
|---|---|---|---|---|---|---|---|---|
| DR (g·m−2·h−1) | 4.71 | 16.49 | 9.53 | 7.18 | 8.53 | 16.90 | 15.97 | 5.87 |
| λ | 1.49 | 1.35 | 1.22 | 1.36 | 1.31 | 1.26 | 1.11 | 1.25 |
| Tif (°C) | 1022 | 1200 | 1135 | 1053 | 1166 | 1234 | 1235 | 1217 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zapata, S.; Gómez, M.; Bartolomé, C.; Canalís, P.; Royo, J. Ash Behaviour during Combustion of Agropellets Produced by an Agro-Industry—Part 1: Blends Design and Experimental Tests Results. Energies 2022, 15, 1479. https://0-doi-org.brum.beds.ac.uk/10.3390/en15041479
Zapata S, Gómez M, Bartolomé C, Canalís P, Royo J. Ash Behaviour during Combustion of Agropellets Produced by an Agro-Industry—Part 1: Blends Design and Experimental Tests Results. Energies. 2022; 15(4):1479. https://0-doi-org.brum.beds.ac.uk/10.3390/en15041479
Chicago/Turabian StyleZapata, Sebastián, Maider Gómez, Carmen Bartolomé, Paula Canalís, and Javier Royo. 2022. "Ash Behaviour during Combustion of Agropellets Produced by an Agro-Industry—Part 1: Blends Design and Experimental Tests Results" Energies 15, no. 4: 1479. https://0-doi-org.brum.beds.ac.uk/10.3390/en15041479