
Ash Behaviour during Combustion of Agropellets Produced by an Agro-Industry—Part 2: Chemical Characterization of Sintering and Deposition


Abstract
:1. Introduction
2. Materials and Methods
2.1. Fuels
2.2. Reactor
2.3. Ash Analysis
- S1: passes through a 3.15 mm sieve, and it is considered as not sintered;
- S2: does not pass through a 3.15 mm sieve, but it is easily disaggregated;
- S3: does not pass through a 3.15 mm sieve, and it is difficult to disaggregate.
2.4. Test Features
2.5. Statistical Analysis
3. Results
3.1. Bottom Ash Results
3.2. Bottom Ash Analysis
3.3. Deposition Results
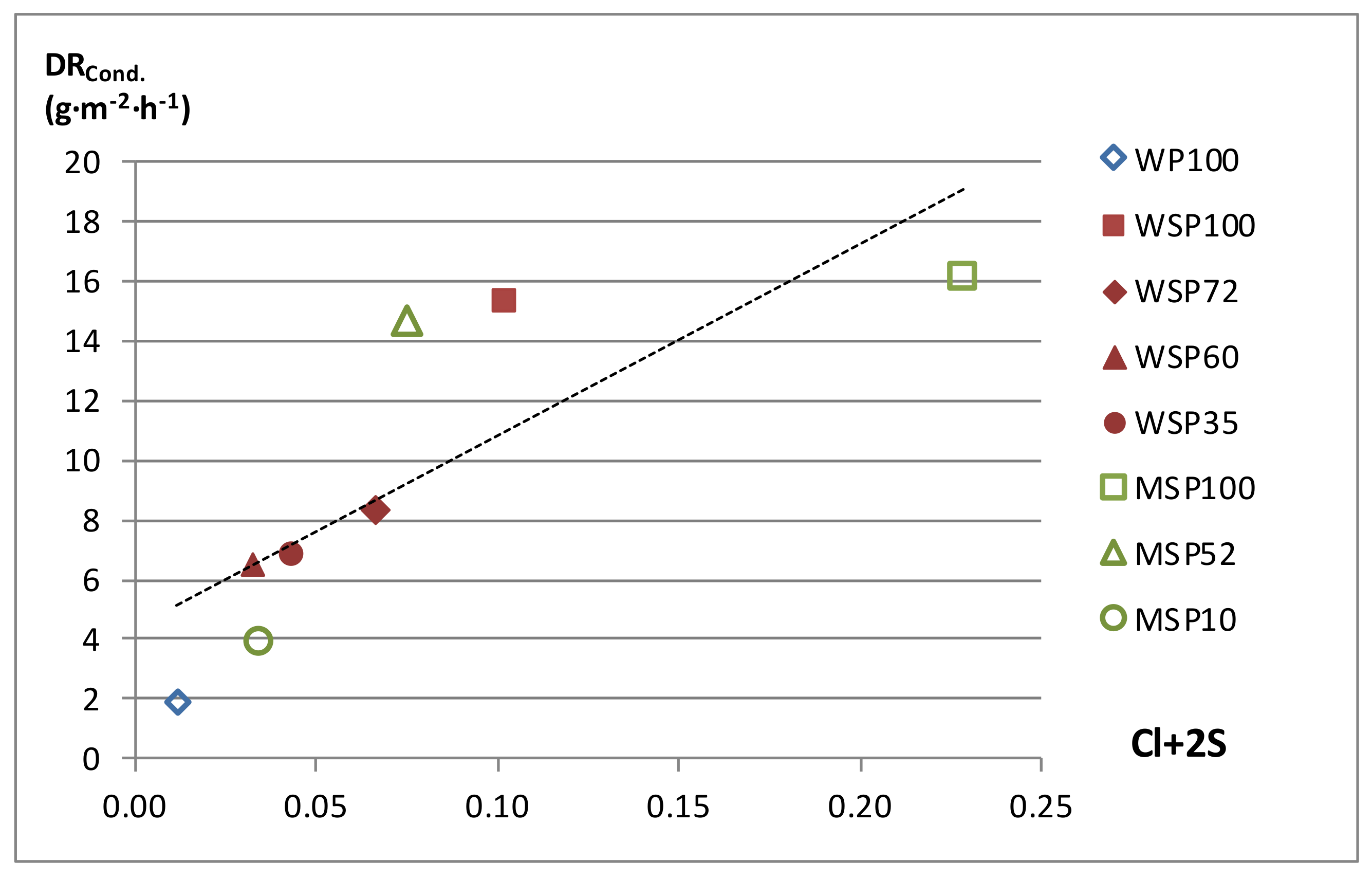
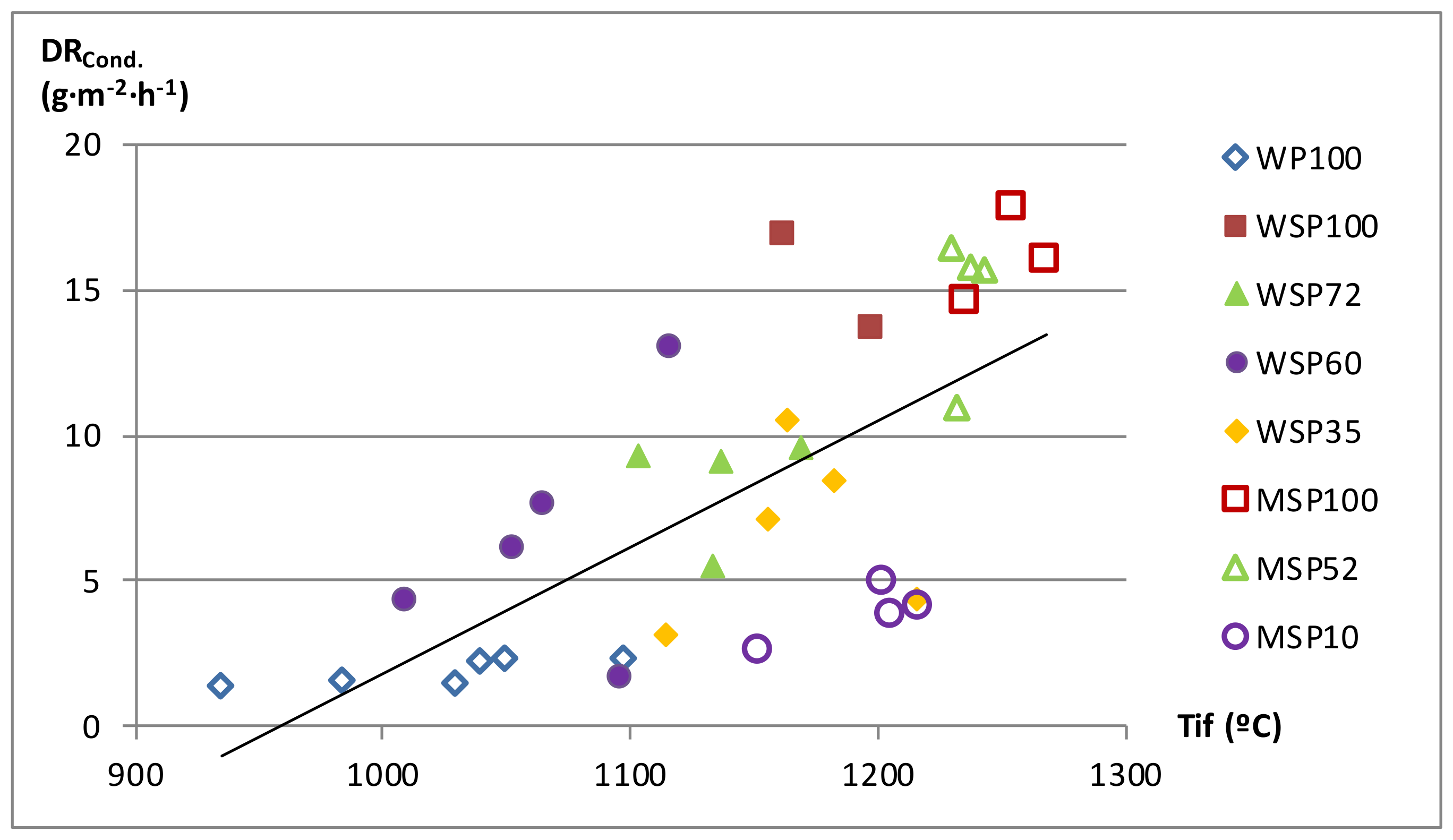
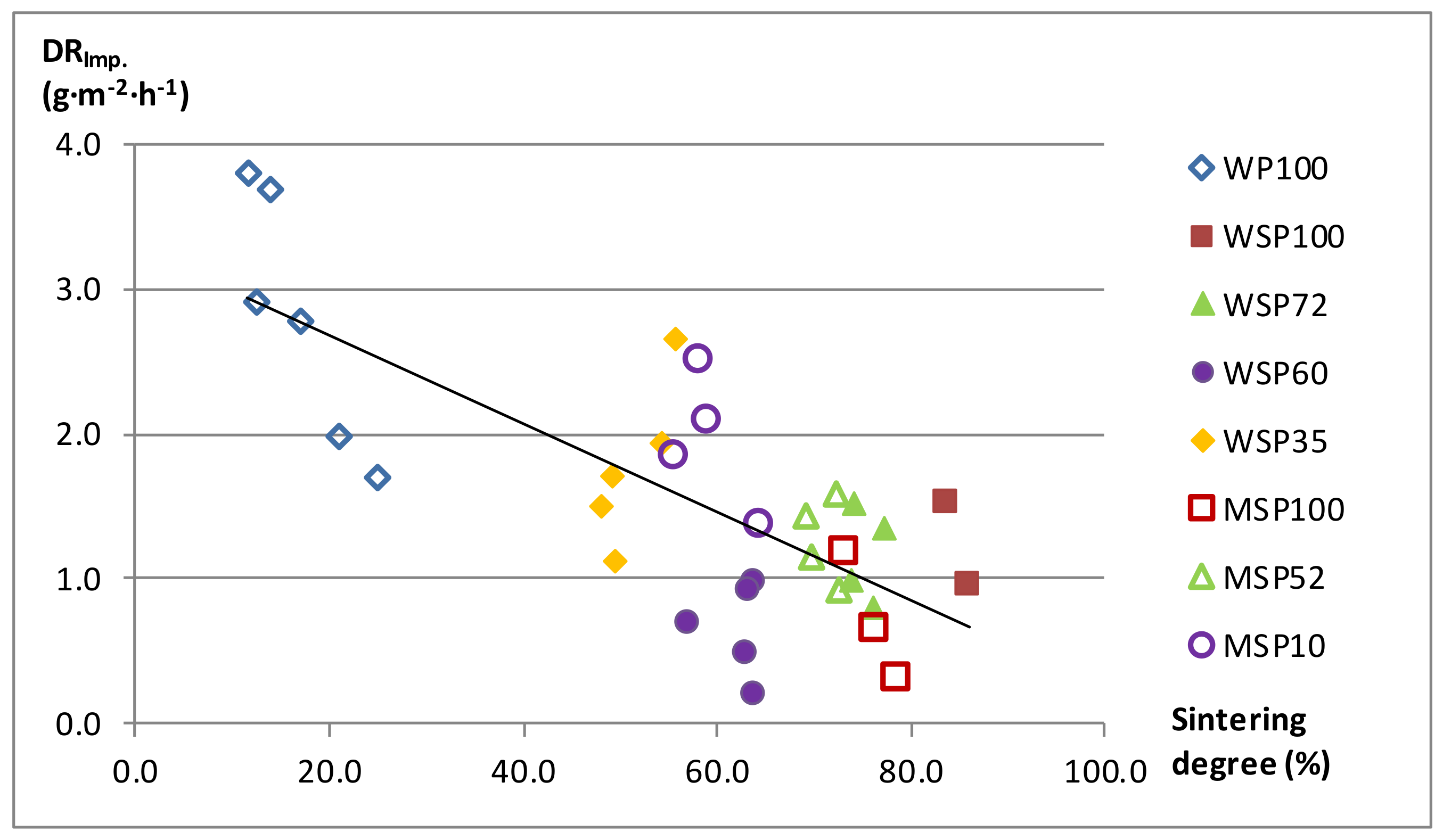
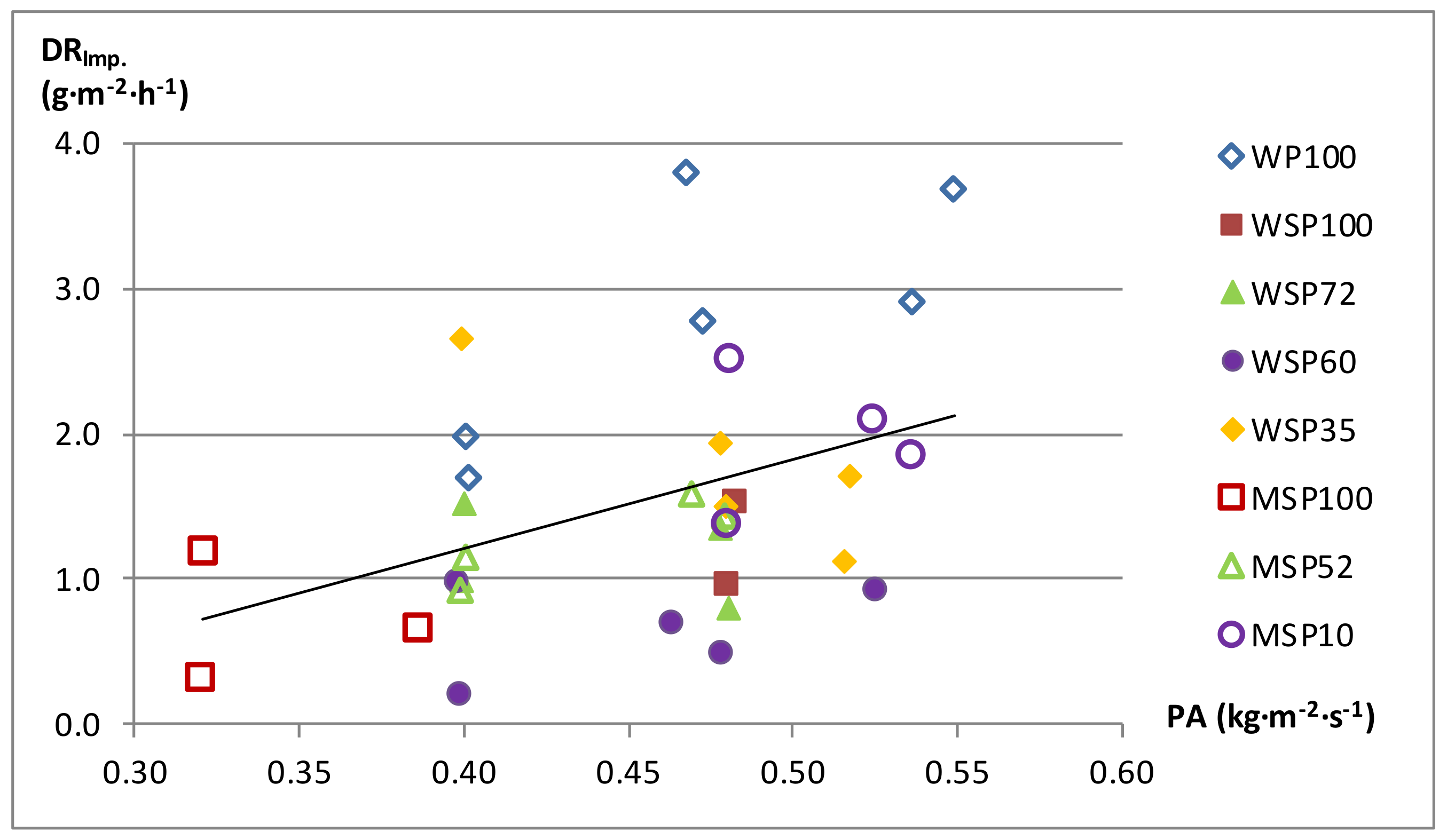
3.4. Deposition Mechanisms Analysis
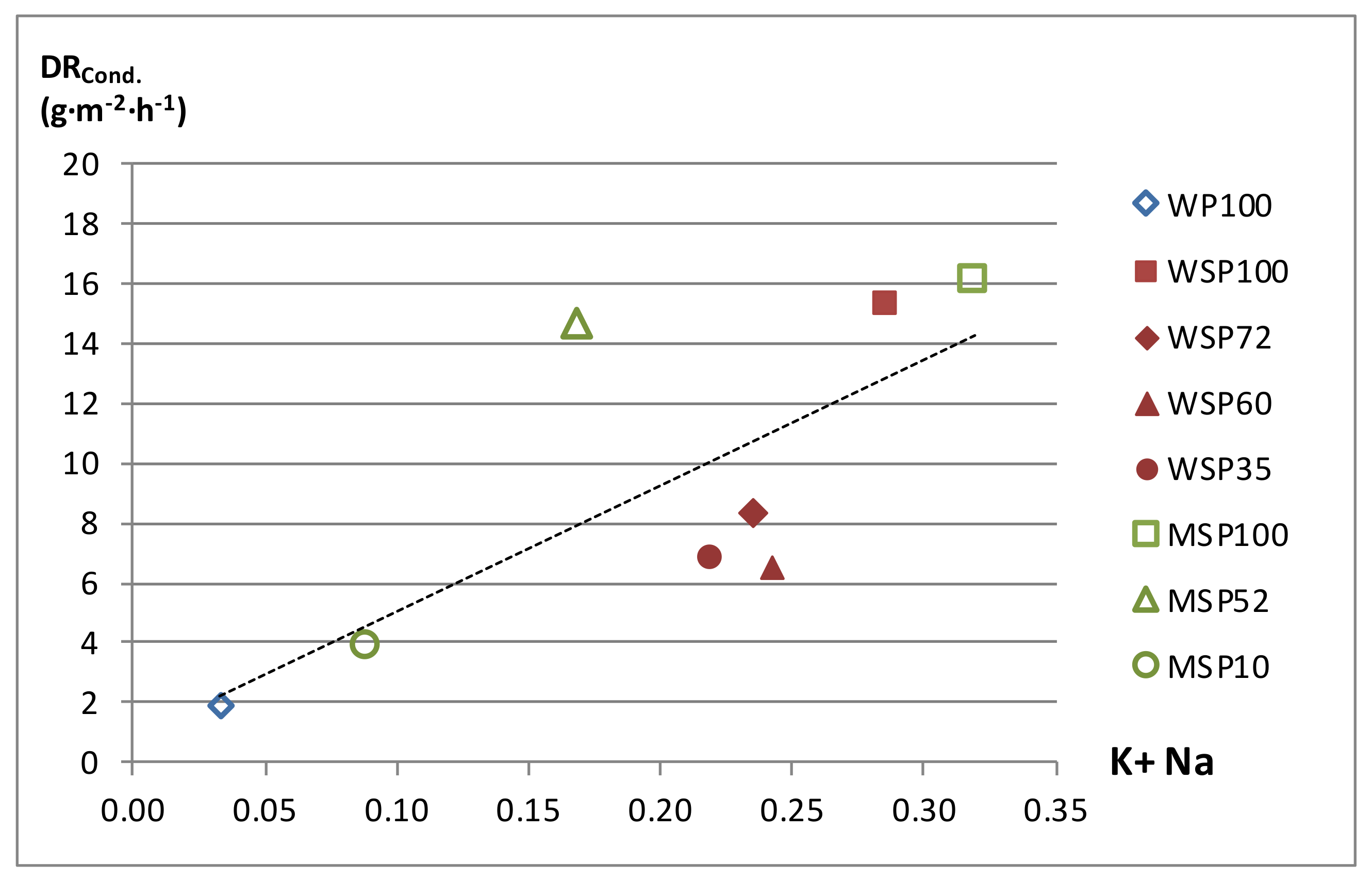
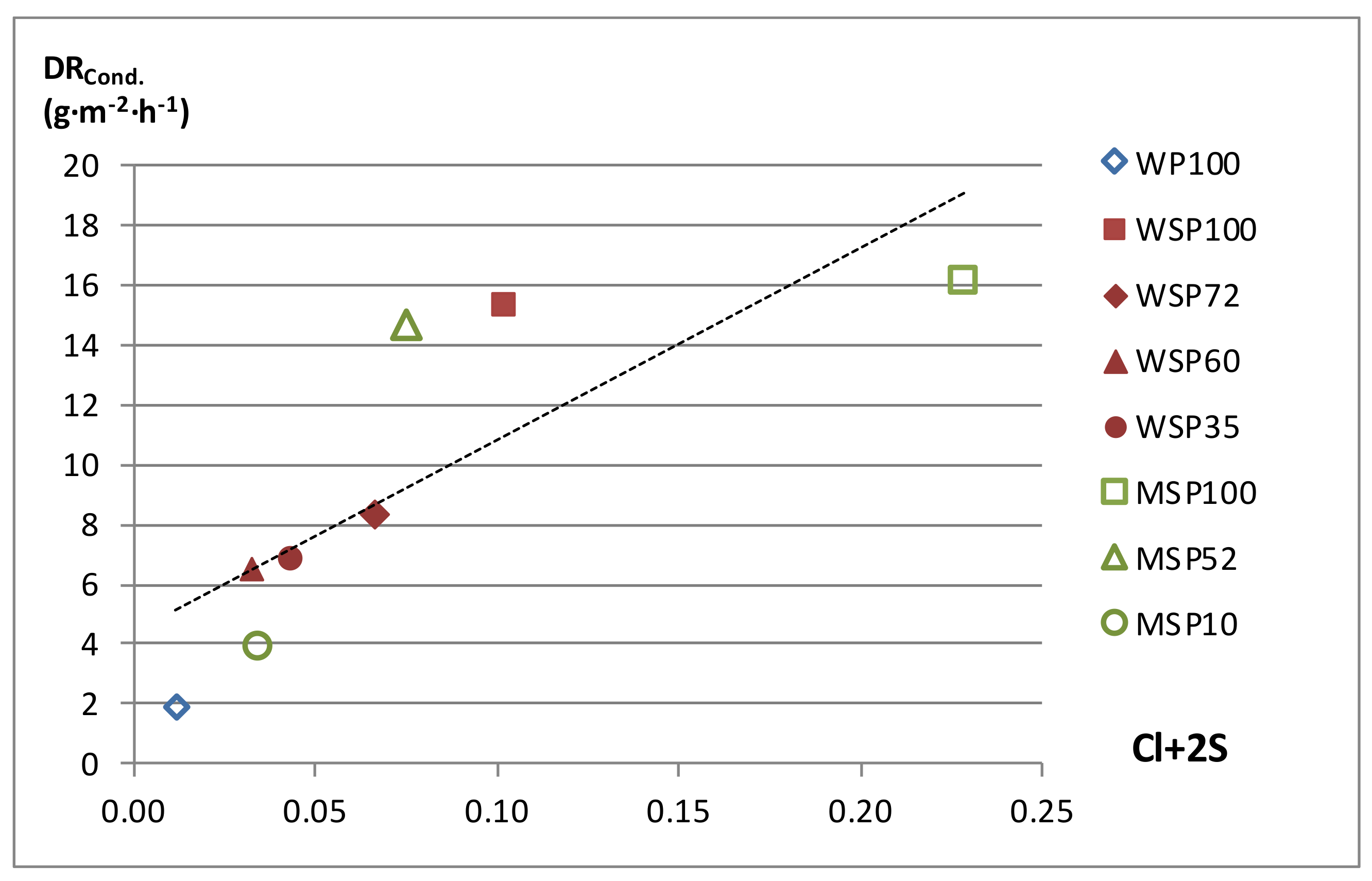
3.4.1. Comparison between Fuels
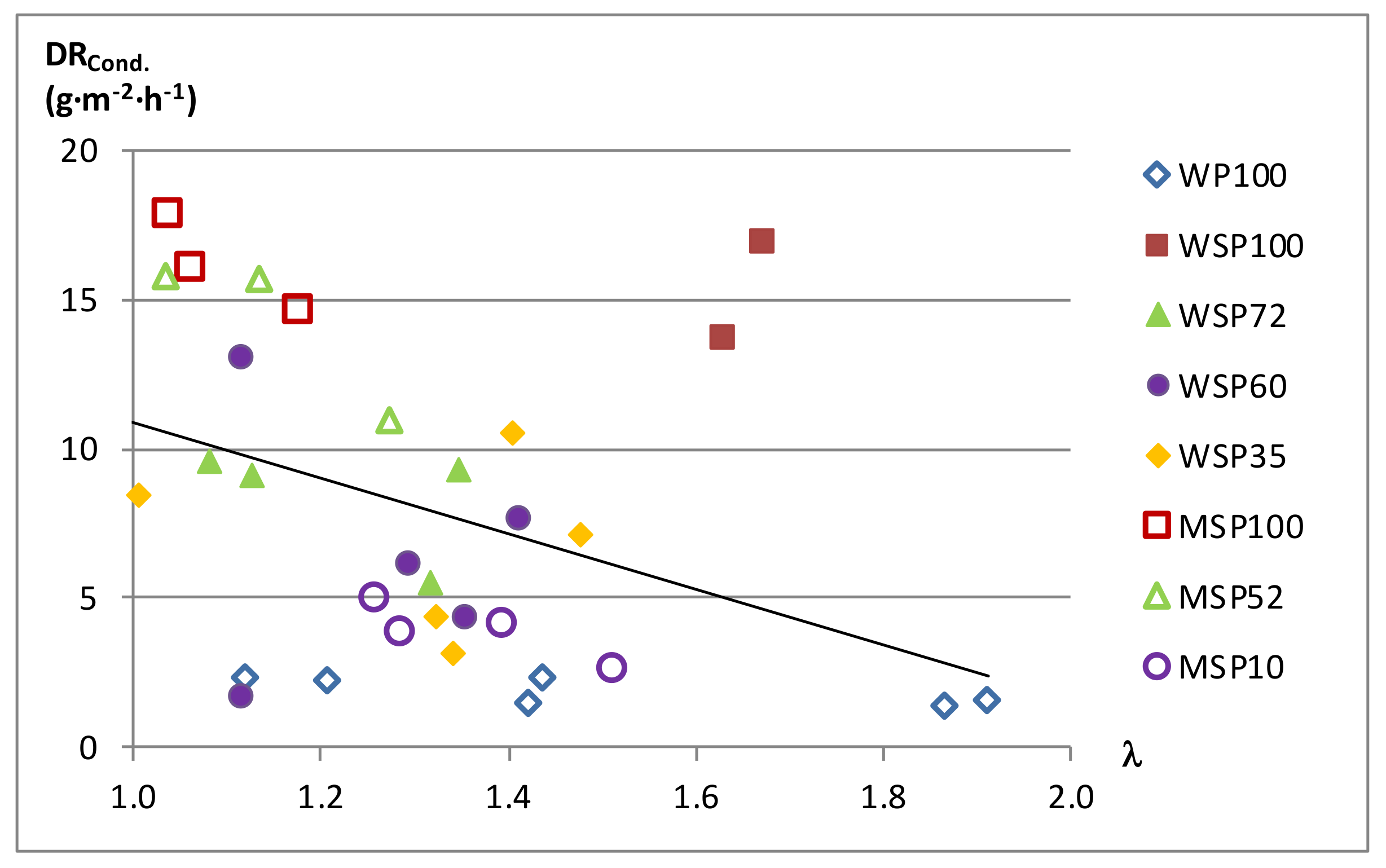
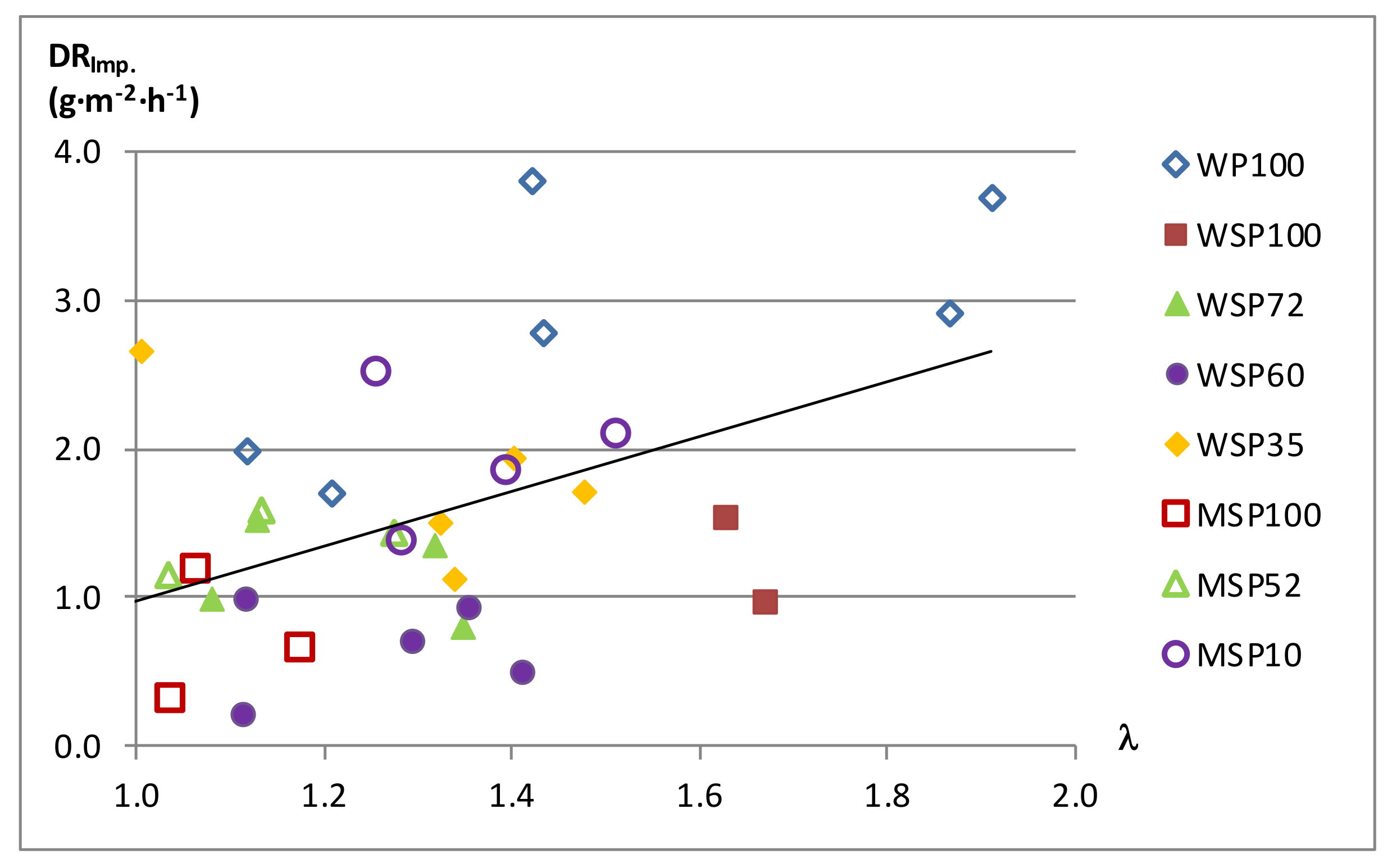
3.4.2. Influence of Operating Conditions
4. Conclusions
Author Contributions
Funding

Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| %m/m | Mass percentage |
| DR | Deposition Rate (g·m−2·h−1) |
| DRCond. | Deposition Rate by Condensation (g·m−2·h−1) |
| DRImp. | Deposition Rate by Inertial Impact (g·m−2·h−1) |
| EDS | Energy-Dispersive Spectrometry |
| IBLC | Integrated Biomass Logistic Center |
| MSP | Maize Stalk Pellet (pure or blended with forestry wood) |
| p | p-value (Pearson’s correlation) |
| PA | Air mass flow by unit area of the grate (kg·m−2·s−1) |
| r | Pearson’s correlation coefficient |
| RIR | Reference Intensity Ratio |
| S1 | Not sintered ash fraction |
| S2 | Low sintered ash fraction |
| S2/3 | Fraction S2 plus fraction S3 |
| S3 | High sintered ash fraction |
| SEM | Scanning Electron Microscopy |
| Sr | Slag viscosity index |
| Ta | Inlet air temperature (°C) |
| Tif | Mean flame temperature (°C) |
| WP | Wood Pellet |
| WSP | Wheat Straw Pellet (pure or blended with forestry wood) |
| P-XRD | Powder X-Ray Diffractometry |
| λ | Excess air ratio (%) |
References
- Zeng, T.; Weller, N.; Pollex, A.; Lenz, V. Blended biomass pellets as fuel for small scale combustion appliances: Influence on gaseous and total particulate matter emissions and applicability of fuel indices. Fuel 2016, 184, 689–700. [Google Scholar] [CrossRef]
- Carvalho, L.; Wopienka, E.; Pointner, C.; Lundgren, J.; Verma, V.K.; Haslinger, W.; Schmidl, C. Performance of a pellet boiler fired with agricultural fuels. Appl. Energy 2013, 104, 286–296. [Google Scholar] [CrossRef]
- Houshfar, E.; Løvås, T.; Skreiberg, Ø. Experimental Investigation on NOx Reduction by Primary Measures in Biomass Combustion: Straw, Peat, Sewage Sludge, Forest Residues and Wood Pellets. Energies 2012, 5, 270–290. [Google Scholar] [CrossRef] [Green Version]
- Boström, D.; Skoglund, N.; Grimm, A.; Boman, C.; Öhman, M.; Broström, M.; Backman, R. Ash Transformation Chemistry during Combustion of Biomass. Energy Fuels 2011, 26, 85–93. [Google Scholar] [CrossRef]
- Garba, M.U.; Ingham, D.B.; Ma, L.; Porter, R.T.J.; Pourkashnian, M.; Tan, H.Z.; Williams, A. Prediction of Potassium Chloride Sulfation and Its Effect on Deposition in Biomass-Fired Boilers. Energy Fuels 2012, 26, 6501–6508. [Google Scholar] [CrossRef]
- Wang, L.; Skjevrak, G.; Hustad, J.E.; Grønli, M.G.; Skreiberg, Ø. Effects of Additives on Barley Straw and Husk Ashes Sintering Characteristics. Energy Procedia 2012, 20, 30–39. [Google Scholar] [CrossRef] [Green Version]
- Díaz-Ramírez, M.; Sebastián, F.; Royo, J.; Rezeau, A. Influencing factors on NOX emission level during grate conversion of three pelletized energy crops. Appl. Energy 2013, 115, 360–373. [Google Scholar] [CrossRef]
- Diaz-Ramirez, M.; Boman, C.; Sebastian, F.; Royo, J.; Xiong, S.; Bostrom, D. Ash characterization and transformation behaviour of the fixed-bed combustion of novel crops: Poplar, brassica, and cassava fuels. Energy Fuels 2012, 26, 3218–3229. [Google Scholar] [CrossRef]
- Díaz-Ramírez, M.; Sebastian, F.; Royo, J.; Rezeau, A. Combustion requirements for conversion of ash-rich novel energy crops in a 250 kWth multifuel grate fired system. Energy 2012, 46, 636–643. [Google Scholar] [CrossRef]
- Díaz-Ramírez, M.; Frandsen, F.J.; Glarborg, P.; Sebastian, F.; Royo, J. Partitioning of K, Cl, S and P during combustion of poplar and brassica energy crops. Fuel 2014, 134, 209–219. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Baxter, D.; Vassileva, C.G. An overview of the behaviour of biomass during combustion: Part II. Ash fusion and ash formation mechanisms of biomass types. Fuel 2014, 117, 152–183. [Google Scholar] [CrossRef]
- Zhu, Y.; Tan, H.; Niu, Y.; Wang, X. Experimental study on ash fusion characteristics and slagging potential using simulated biomass ashes. J. Energy Inst. 2018, 92, 1889–1896. [Google Scholar] [CrossRef]
- Fernández, M.J.; Mediavilla, I.; Barro, R.; Borjabad, E.; Ramos, R.; Carrasco, J.E. Sintering reduction of herbaceous biomass when blended with woody biomass: Predictive and combustion tests. Fuel 2018, 239, 1115–1124. [Google Scholar] [CrossRef]
- Rodriguez, J.L.; Álvarez, X.; Valero, E.; Ortiz, L.; de la Torre-Rodríguez, N.; Acuña-Alonso, C. Design of solid biofuels blends to minimize the risk of sintering in biomass boiler. J. Energy Inst. 2020, 93, 2409–2414. [Google Scholar] [CrossRef]
- Lachman, J.; Baláš, M.; Lisý, M.; Lisá, H.; Milčák, P.; Elbl, P. An overview of slagging and fouling indicators and their applicability to biomass fuels. Fuel Process. Technol. 2021, 217, 106804. [Google Scholar] [CrossRef]
- Zeng, T.; Pollex, A.; Weller, N.; Lenz, V.; Nelles, M. Blended biomass pellets as fuel for small scale combustion appliances: Effect of blending on slag formation in the bottom ash and pre-evaluation options. Fuel 2018, 212, 108–116. [Google Scholar] [CrossRef]
- Míguez, J.L.; Porteiro, J.; Behrendt, F.; Blanco, D.; Patiño, D.; Dieguez-Alonso, A. Review of the use of additives to mitigate operational problems associated with the combustion of biomass with high content in ash-forming species. Renew. Sustain. Energy Rev. 2021, 141, 110502. [Google Scholar] [CrossRef]
- Rodríguez, J.L.; Álvarez, X.; Valero, E.; Ortiz, L.; de la Torre-Rodríguez, N.; Acuña-Alonso, C. Influence of ashes in the use of forest biomass as source of energy. Fuel 2020, 283. [Google Scholar] [CrossRef]
- European Project AGROinLOG. Demonstration of Innovative Integrated Biomass Logistics Centres for the Agro-Industry Sector in Europe. 17 February 2021. Available online: http://agroinlog-h2020.eu/en/home/ (accessed on 28 December 2021).
- Zapata, S.; Gómez, M.; Bartolomé, C.; Canalís, P.; Royo, J. Ash behaviour in combustion of agropellets produced in agro-industry. Part 1: Blends definition and experimental tests results. Energies 2022. in press. [Google Scholar]
- Capablo, J. Formation of alkali salt deposits in biomass combustion. Fuel Process. Technol. 2016, 153, 58–73. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Vassileva, C.G. Methods for Characterization of Composition of Fly Ashes from Coal-Fired Power Stations: A Critical Overview. Energy Fuels 2005, 19, 1084–1098. [Google Scholar] [CrossRef]
- Liu, Y.; He, Y.; Wang, Z.; Xia, J.; Wan, K.; Whiddon, R.; Cen, K. Characteristics of alkali species release from a burning coal/biomass blend. Appl. Energy 2018, 215, 523–531. [Google Scholar] [CrossRef] [Green Version]
- Llorente, M.F.; Arocas, P.D.; Nebot, L.G.; García, J.C. The effect of the addition of chemical materials on the sintering of biomass ash. Fuel 2008, 87, 2651–2658. [Google Scholar] [CrossRef]
- Wang, L.; Skreiberg, Ø.; Becidan, M. Investigation of additives for preventing ash fouling and sintering during barley straw combustion. Appl. Therm. Eng. 2014, 70, 1262–1269. [Google Scholar] [CrossRef]
- Royo, J.; Canalís, P.; Quintana, D. Chemical study of bottom ash sintering in combustion of pelletized residual agricultural biomass. Fuel 2022, 310, 122145. [Google Scholar] [CrossRef]
- Royo, J.; Canalís, P.; Quintana, D. Chemical study of fly ash deposition in combustion of pelletized residual agricultural biomass. Fuel 2020, 268, 117228. [Google Scholar] [CrossRef]
- Brand, M.A.; Rodrigues, T.M.; da Silva, J.P.; de Oliveira, J. Recovery of agricultural and wood wastes: The effect of biomass blends on the quality of pellets. Fuel 2020, 284, 118881. [Google Scholar] [CrossRef]
- Zhou, H.; Jensen, A.; Glarborg, P.; Jensen, P.A.; Kavaliauskas, A. Numerical modeling of straw combustion in a fixed bed. Fuel 2005, 84, 389–403. [Google Scholar] [CrossRef]
- Ryu, C.; Yang, Y.B.; Khor, A.; Yates, N.E.; Sharifi, V.N.; Swithenbank, J. Effect of fuel properties on biomass combustion: Part I. Experiments—Fuel type, equivalence ratio and particle size. Fuel 2006, 85, 1039–1046. [Google Scholar] [CrossRef]
- Porteiro, J.; Patiño, D.; Collazo, J.; Granada, E.; Moran, J.; Miguez, J.L. Experimental analysis of the ignition front propagation of several biomass fuels in a fixed-bed combustor. Fuel 2010, 89, 2635. [Google Scholar] [CrossRef]
- Houshfar, E.; Khalil, R.A.; Løvås, T.; Skreiberg, Ø. Enhanced NOx Reduction by Combined Staged Air and Flue Gas Recirculation in Biomass Grate Combustion. Energy Fuels 2012, 26, 3003–3011. [Google Scholar] [CrossRef]
- Lindström, E.; Sandström, M.; Boström, D.; Öhman, M. Slagging Characteristics during Combustion of Cereal Grains Rich in Phosphorus. Energy Fuels 2007, 21, 710–717. [Google Scholar] [CrossRef]
- Zevenhoven, M.; Yrjas, P.; Skrifvars, B.-J.; Hupa, M. Characterization of Ash-Forming Matter in Various Solid Fuels by Selective Leaching and Its Implications for Fluidized-Bed Combustion. Energy Fuels 2012, 26, 6366–6386. [Google Scholar] [CrossRef]
- Sommersacher, P.; Brunner, T.; Obernberger, I. Fuel Indexes: A Novel Method for the Evaluation of Relevant Combustion Properties of New Biomass Fuels. Energy Fuels 2011, 26, 380–390. [Google Scholar] [CrossRef]
- Niu, Y.; Tan, H.; Hui, S. Ash-related issues during biomass: Alkali-induced slagging, silicate melt-induced slagging (ash fusion), agglomeration, corrosion, ash utilization, and related countermeasures. Prog. Energy Combust. Sci. 2016, 52, 1–61. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Baxter, B.; Vassileva, C.G. An overview of the behaviour of biomass during combustion: Part I. Phase-mineral transformations of organic and inorganic matter. Fuel 2013, 112, 391–449. [Google Scholar] [CrossRef]
- Okuno, T.; Sonoyama, N.; Hayashi, J.-I.; Li, C.-Z.; Sathe, A.C.; Chiba, T. Primary Release of Alkali and Alkaline Earth Metallic Species during the Pyrolysis of Pulverized Biomass. Energy Fuels 2005, 19, 2164–2171. [Google Scholar] [CrossRef]
- Niu, Y.Q.; Tan, H.Z.; Ma, L.; Pourkashanian, M.; Liu, Z.N.; Liu, Y.; Wang, X.; Liu, H.; Xu, T. Slagging characteristics on the superheaters of a 12 MW biomass-fired boiler. Energy Fuels 2010, 24, 5222–5227. [Google Scholar] [CrossRef]
- Niu, Y.; Tan, H.; Wang, X.; Liu, Z.; Liu, Y.; Xu, T. Study on Deposits on the Surface, Upstream, and Downstream of Bag Filters in a 12 MW Biomass-Fired Boiler. Energy Fuels 2010, 24, 2127–2132. [Google Scholar] [CrossRef]
- Mu, L.; Zhao, L.; Liu, L.; Yin, H. Elemental Distribution and Mineralogical Composition of Ash Deposits in a Large-Scale Wastewater Incineration Plant: A Case Study. Ind. Eng. Chem. Res. 2012, 51, 8684–8694. [Google Scholar] [CrossRef]
- Wei, X.; Schnell, U.; Hein, K.R. Behaviour of gaseous chlorine and alkali metals during biomass thermal utilisation. Fuel 2005, 84, 841–848. [Google Scholar] [CrossRef] [Green Version]
- Jensen, P.A.; Stenholm, M.; Hald, P. Deposition Investigation in Straw-Fired Boilers. Energy Fuels 1997, 11, 1048–1055. [Google Scholar] [CrossRef]
- Weber, R.; Poyraz, Y.; Mancini, M.; Schwabauer, A. Biomass fly-ash deposition: Dependence of deposition rate on probe/particle temperature in 115–1200 °C range. Fuel 2021, 290, 120033. [Google Scholar] [CrossRef]
- Pronobis, M. Evaluation of the influence of biomass co-combustion on boiler furnace slagging by means of fusibility correlations. Biomass Bioenergy 2005, 28, 375–383. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Units | WP100 | WSP100 | WSP72 | WSP60 | WSP35 | MSP100 | MSP52 | MSP10 |
|---|---|---|---|---|---|---|---|---|---|
| Wood Pellet 100% | Wheat Straw Pellet 100% | Wheat Straw Pellet 72% | Wheat Straw Pellet 60% | Wheat Straw Pellet 35% | Maize Stalk Pellet 100% | Maize Stalk Pellet 52% | Maize Stalk Pellet 10% | ||
| Proximate analysis | |||||||||
| Moisture (a) | % a.r. | 7.6 | 4.8 | 6.4 | 6.7 | 10.2 | 5.5 | 5.5 | 7.6 |
| Volatile matter (b) | % d.b. | 81.0 | 73.8 | 74.5 | 74.9 | 74.7 | 71.7 | 72.9 | 74.8 |
| Fixed carbon (c) | % d.b. | 18.0 | 20.1 | 21.6 | 22.0 | 21.2 | 15.8 | 20.9 | 22.1 |
| Ash (d) | % d.b. | 1.0 | 6.1 | 3.9 | 3.1 | 4.1 | 12.5 | 6.2 | 3.2 |
| C (e) | % d.b. | 51.90 | 45.50 | 48.10 | 49.20 | 49.30 | 42.60 | 48.10 | 51.4 |
| H (e) | % d.b. | 5.80 | 5.80 | 5.90 | 6.00 | 5.90 | 5.20 | 5.80 | 5.8 |
| N (e) | % d.b. | 0.13 | 0.42 | 0.30 | 0.50 | 0.29 | 0.82 | 0.44 | 0.27 |
| S (f) | % d.b. | 0.01 | 0.08 | 0.08 | 0.03 | 0.05 | 0.13 | 0.03 | 0.03 |
| Cl (f) | % d.b. | 0.02 | 0.19 | 0.06 | 0.05 | 0.05 | 0.53 | 0.20 | 0.06 |
| O (c) | % d.b. | 41.00 | 41.91 | 41.66 | 41.12 | 40.32 | 38.20 | 39.23 | 37.7 |
| Heating value | |||||||||
| Low heating value (g) | kWh/kg, a.r. | 4.90 | 4.43 | 4.59 | 4.67 | 4.50 | 4.00 | 4.61 | 4.70 |
| Ash analysis (h) | |||||||||
| Na2O | % d.b. | 1.5 | 0.27 | 0.58 | 0.51 | 0.89 | 0.64 | 0.67 | 1.17 |
| MgO | % d.b. | 9.06 | 3.04 | 2.86 | 2.91 | 2.69 | 7.99 | 6.1 | 6.77 |
| Al2O3 | % d.b. | 5.62 | 1.19 | 1.75 | 2.13 | 5.88 | 5.81 | 5.82 | 7.00 |
| SiO2 | % d.b. | 16.55 | 55.81 | 38.11 | 34.57 | 35.00 | 38.94 | 38.38 | 27.71 |
| P2O5 | % d.b. | 3.89 | 2.62 | 4.36 | 3.84 | 2.96 | 3.61 | 4.17 | 3.65 |
| K2O | % d.b. | 13.27 | 21.71 | 27.52 | 28.48 | 23.87 | 11.05 | 11.75 | 11.29 |
| CaO | % d.b. | 41.02 | 9.88 | 17.50 | 20.27 | 21.6 | 21.95 | 24.97 | 35.06 |
| TiO2 | % d.b. | 0.35 | 0.08 | 0.10 | 0.12 | 0.21 | 0.3 | 0.29 | 0.38 |
| Fe2O3 | % d.b. | 3.85 | 0.57 | 0.85 | 1.03 | 1.81 | 2.35 | 2.56 | 3.17 |
| WP100 | WSP100 | WSP72 | WSP60 | WSP35 | MSP100 | MSP52 | MSP10 | ||
|---|---|---|---|---|---|---|---|---|---|
| Number of successful tests | 10 | 8 | 8 | 9 | 10 | 5 | 8 | 10 | |
| λ | Min | 0.66 | 0.85 | 0.75 | 0.74 | 0.62 | 0.81 | 0.64 | 0.64 |
| Max | 1.91 | 1.67 | 1.35 | 1.41 | 1.48 | 1.18 | 1.27 | 1.51 | |
| Mean | 1.20 | 1.13 | 1.04 | 1.08 | 1.06 | 0.98 | 0.93 | 1.04 | |
| Tif (°C) | Min | 934.9 | 1134.7 | 1103.3 | 1009.2 | 1099.6 | 1234.1 | 1202.6 | 1151.6 |
| Max | 1179.5 | 1251.7 | 1168.9 | 1136.1 | 1239.4 | 1267.6 | 1281.9 | 1267.6 | |
| Mean | 1069.0 | 1176.4 | 1133.3 | 1090.6 | 1180.5 | 1248.0 | 1235.2 | 1229.6 | |
| Bottom ash proportion (%) | Mean | 44.21 | 86.21 | 83.18 | 72.65 | 69.59 | 80.65 | 79.94 | 87.95 |
| Sintering degree (%) | Mean | 19.96 | 84.15 | 74.86 | 63.09 | 51.88 | 75.51 | 69.56 | 62.07 |
| Deposition rate (DR) (a) | Mean | 4.71 | 16.67 | 9.53 | 7.18 | 8.53 | 16.90 | 15.97 | 5.87 |
| Na | Mg | Al | Si | P | S | Cl | K | Ca | Ca + Mg | K + Na | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| WP100 | 1.28 (1.12–1.41) | 6.19 (5.66–6.96) | 4.69 (4.17–5.44) | 21.76 (16.79–27.06) | 2.76 (2.51–3.14) | 0.74 (0.26–1.45) | 0.1 (0.02–0.21) | 13.41 (9.5–17.71) | 49.07 (47.23–52.73) | 55.26 (53.45–59.1) | 14.69 (10.78–18.95) |
| WSP100 | 0.28 (0.2–0.36) | 2.25 (2.19–2.32) | 0.9 (0.82–1) | 49.23 (46.85–51.14) | 1.95 (1.85–2.21) | 0.82 (0.44–1.37) | 0.56 (0.21–1.06) | 29.79 (28.61–30.65) | 14.22 (13.38–15.06) | 16.47 (15.57–17.3) | 30.06 (28.83–31) |
| WSP72 | 0.46 (0.41–0.51) | 1.95 (1.86–2.1) | 1.32 (1.18–1.68) | 32.99 (31.32–35.62) | 3.36 (3.21–3.47) | 2.15 (1.53–2.52) | 0.4 (0.23–0.57) | 35.31 (33.9–35.97) | 22.06 (20.51–23.03) | 24.01 (22.41–25.14) | 35.76 (34.31–36.41) |
| WSP60 | 0.57 (0.46–0.69) | 2.32 (2.11–2.45) | 1.53 (1.38–1.73) | 27.14 (23.13–31.11) | 2.82 (2.64–3.03) | 2.11 (1.61–2.74) | 0.37 (0.15–0.59) | 36.25 (35.24–37.43) | 26.89 (24.21–28.76) | 29.21 (26.42–31.17) | 36.82 (35.8–38.03) |
| WSP35 | 1.1 (0.97–1.2) | 2.53 (2.28–2.84) | 3.49 (3.21–3.86) | 30.02 (27.8–32.2) | 2.38 (2.22–2.64) | 1.88 (1.45–2.57) | 0.29 (0.09–0.47) | 28.55 (26.97–29.51) | 29.77 (27.99–32.39) | 32.3 (30.34–35.21) | 29.65 (28.06–30.68) |
| MSP100 | 0.63 (0.54–0.71) | 5.16 (4.96–5.27) | 4.08 (3.93–4.34) | 37.99 (36.77–39.97) | 2.45 (2.33–2.67) | 0.79 (0.66–0.9) | 0.86 (0.66–1.19) | 11.13 (10.65–12.15) | 36.91 (35.94–38.01) | 42.07 (40.89–43.21) | 11.76 (11.3–12.73) |
| MSP52 | 0.7 (0.61–0.77) | 4.52 (4.24–4.7) | 4.31 (4.04–4.72) | 35.99 (34.46–38.2) | 2.97 (2.8–3.22) | 0.83 (0.69–1.05) | 0.46 (0.3–0.59) | 13.21 (11.96–14.57) | 36.99 (34.22–39.17) | 41.51 (38.46–43.84) | 13.91 (12.67–15.24) |
| MSP10 | 1.15 (1.02–1.26) | 4.1 (3.72–4.29) | 5.2 (4.9–5.57) | 37.37 (36.02–40.21) | 2.06 (1.91–2.21) | 0.56 (0.37–0.81) | 0.15 (−0.01–0.26) | 12.53 (12.01–13.02) | 36.88 (34.56–38.19) | 40.98 (38.28–42.32) | 13.68 (13.18–14.12) |
| Na | Mg | Al | Si | P | S | Cl | K | Ca | Ca + Mg | K + Na | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| WP100 | 0.91 (0.31–1.36) | 5.21 (3.94–6.46) | 4.25 (1.75–5.61) | 29.94 (25.16–38.54) | 2.47 (2.04–2.83) | 0.09 (0.04–0.24) | 0.02 (−0.05–0.08) | 9.38 (6.4–14.74) | 47.73 (36.96–52.39) | 52.94 (40.9–57.2) | 10.29 (7.43–15.43) |
| WSP100 | 0.23 (0.17–0.29) | 2.35 (2.23–2.43) | 1.04 (0.95–1.2) | 52.28 (51.11–53.44) | 1.99 (1.88–2.23) | 0.16 (0.07–0.23) | 0.03 (−0.04–0.1) | 27.85 (26.49–28.37) | 14.07 (13.47–14.71) | 16.42 (15.9–17.03) | 28.08 (26.71–28.67) |
| WSP72 | 0.36 (0.27–0.43) | 1.81 (1.72–1.91) | 1.44 (1.34–1.62) | 37.64 (36.85–38.46) | 3.13 (3.04–3.36) | 0.29 (0.14–0.53) | –0.01 (−0.06–0.07) | 34.09 (32.98–34.91) | 21.24 (20.98–21.66) | 23.06 (22.88–23.47) | 34.45 (33.42–35.29) |
| WSP60 | 0.53 (0.48–0.58) | 2.06 (1.92–2.17) | 1.78 (1.69–1.9) | 33.48 (32.28–34.05) | 2.71 (2.55–2.81) | 0.22 (0.11–0.38) | 0.01 (−0.05–0.05) | 33.37 (32.51–34.38) | 25.86 (25.38–26.36) | 27.92 (27.45–28.28) | 33.9 (33.02–34.93) |
| WSP35 | 1.06 (0.9–1.15) | 2.06 (1.88–2.23) | 3.96 (3.78–4.19) | 39.63 (38.79–41.22) | 2.02 (1.92–2.18) | 0.1 (0.02–0.2) | 0.02 (−0.04–0.08) | 25.27 (23.8–25.99) | 25.89 (25.06–26.78) | 27.95 (27.09–28.7) | 26.33 (24.88–27.06) |
| MSP100 | 0.57 (0.53–0.63) | 4.38 (4.23–4.53) | 4.04 (3.79–4.2) | 46.51 (43.97–48.7) | 1.97 (1.86–2.15) | 0.12 (0.02–0.24) | 0 (−0.06–0.06) | 8.95 (8.2–9.47) | 33.46 (30.98–35.66) | 37.84 (35.37–40.13) | 9.52 (8.75–10.06) |
| MSP52 | 0.62 (0.56–0.75) | 3.97 (3.73–4.3) | 4.27 (4.09–4.44) | 45.28 (44.58–46.21) | 2.53 (2.42–2.7) | 0.02 (−0.08–0.07) | 0.02 (−0.01–0.08) | 11.91 (11.55–12.52) | 31.38 (29.19–32.8) | 35.35 (33.49–36.53) | 12.53 (12.12–13.27) |
| MSP10 | 1.06 (0.96–1.15) | 3.58 (3.44–3.66) | 5.6 (5.48–5.7) | 44.75 (44.29–45.32) | 1.65 (1.49–1.79) | 0.01 (−0.03–0.07) | 0.01 (−0.06–0.06) | 10.56 (10.25–11.09) | 32.8 (32.46–33.36) | 36.38 (36.06–36.89) | 11.61 (11.32–12.24) |
| λ | P-XRD Analysis Results | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Crystalline Matter (%) (a) | Amorphous (%) (b) | |||||||||||
| SiO2 | KAlSi2O6 | Ca3(Si3O9) | K2Mg2(SO4)3 | Ca2(SiO4) | Ca2Mg(Si2O7) | Ca2Al3Si3O12(OH) | CaMg(CO3)2 | CaSiO3 | (Na0.75K0.25) (AlSi3O8) | |||
| WP100(d) | 0.83 | 10.7 | 15 | 17.1 | 34.1 | 16.8 | 36.66 | |||||
| 0.86 | 6.4 | 5.6 | 9 | 63.9 | 12.1 | 3.94 | ||||||
| 1.42 | 7.6 | 11.3 | 13.3 | 52.9 | 12.1 | 25.38 | ||||||
| 1.44 | 1.6 | 12.4 | 15.2 | 56 | 14.8 | 3.3 | ||||||
| WSP100 | 0.87 | X (c) | 99.84 | |||||||||
| 0.85 | X (c) | 97.81 | ||||||||||
| 1.63 | X (c) | 96.93 | ||||||||||
| 1.67 | X (c) | 96.1 | ||||||||||
| WSP72 | 0.95 | X (c) | X (c) | 97.65 | ||||||||
| 0.97 | X (c) | X (c) | 97.67 | |||||||||
| 1.35 | X (c) | X (c) | 96.42 | |||||||||
| 1.32 | X (c) | X (c) | 94.53 | |||||||||
| WSP60 | 0.99 | X (c) | X (c) | 95.7 | ||||||||
| 0.96 | X (c) | 95.21 | ||||||||||
| 1.41 | X (c) | X (c) | 93.56 | |||||||||
| 1.30 | X (c) | 92.1 | ||||||||||
| WSP35 | 0.88 | 11.5 | 13.2 | 75.3 | 77.36 | |||||||
| 0.86 | 13.4 | 23 | 63.6 | 77.3 | ||||||||
| 1.32 | 11.8 | 28.4 | 59.8 | 77.78 | ||||||||
| 1.40 | 16.6 | 15.6 | 67.8 | 69.98 | ||||||||
| MSP100 | 0.83 | 41.7 | 16.6 | 6.3 | 21.1 | 14.3 | 31.34 | |||||
| 0.81 | 32.4 | 12.1 | 8 | 31.3 | 16.1 | 52.1 | ||||||
| 1.18 | 23.2 | 13 | 4.4 | 29.3 | 30.1 | 67.7 | ||||||
| MSP52 | 0.87 | 17.1 | 22.7 | 32.2 | 7.7 | 20.2 | 55.04 | |||||
| 0.84 | 8.2 | 30.4 | 23.8 | 4.1 | 33.6 | 57.52 | ||||||
| 1.13 | 22.9 | 20.5 | 28.8 | 7 | 20.7 | 59.02 | ||||||
| 1.27 | 23.1 | 26.2 | 16.4 | 10 | 24.4 | 53.25 | ||||||
| MSP10 | 0.79 | 12.6 | 27.8 | 35.4 | 24.2 | 43 | ||||||
| 0.81 | 18.7 | 28.6 | 32.6 | 20.1 | 37.16 | |||||||
| 1.26 | 16.3 | 31 | 33 | 19.7 | 16.34 | |||||||
| 1.28 | 10 | 27.4 | 32.1 | 30.4 | 15.85 | |||||||
| Na | Mg | Al | Si | P | S | Cl | K | Ca | K + Na | Ca + Mg | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| WP100 | 1.67 (1.36–1.91) | 4.65 (2.84–6.3) | 1.75 (1.14–2.25) | 4.21 (2.8–5.34) | 1.97 (1.25–2.66) | 6.34 (4.85–8.93) | 14.75 (9.12–19.77) | 32.49 (25.39–41.23) | 32.16 (20.84–42.13) | 34.16 (26.75–43.15) | 36.81 (23.68–48.43) |
| WSP100 | 0.22 (0.19–0.24) | 0.11 (0.05–0.18) | 0.25 (0.18–0.28) | 1.55 (1.17–2.29) | 0.31 (0.21–0.43) | 3.21 (2.18–5.02) | 41.92 (39.41–43.53) | 51.85 (50.54–53.03) | 0.57 (0.36–0.81) | 52.07 (50.73–53.27) | 0.69 (0.41–0.99) |
| WSP72 | 0.36 (0.31–0.42) | 0.14 (0.07–0.25) | 0.22 (0.19–0.28) | 2.53 (1.32–4.09) | 0.54 (0.45–0.65) | 6.12 (5.92–6.26) | 35.64 (34.42–37.12) | 53.04 (51.55–53.86) | 1.42 (0.82–2.4) | 53.4 (51.87–54.28) | 1.56 (0.89–2.65) |
| WSP60 | 0.56 (0.5–0.6) | 0.19 (0.12–0.35) | 0.2 (0.12–0.33) | 1.39 (0.74–2.45) | 0.31 (0.23–0.43) | 6.56 (5.61–7.08) | 35.94 (34.07–38.5) | 52.89 (51.65–53.71) | 1.96 (1.1–3.61) | 53.45 (52.14–54.3) | 2.16 (1.22–3.96) |
| WSP35 | 1.21 (1.13–1.33) | 0.52 (0.3–0.7) | 0.56 (0.42–0.74) | 3.06 (2.38–3.64) | 0.61 (0.48–0.78) | 6.68 (6.13–7.4) | 32.22 (30.15–34.79) | 49.39 (48.06–50.67) | 5.75 (3.38–7.27) | 50.61 (49.19–52) | 6.26 (3.68–7.97) |
| MSP100 | 1.26 (1.22–1.31) | 0.14 (0.06–0.21) | 0.16 (0.13–0.18) | 0.67 (0.21–1.11) | 0.26 (0.19–0.34) | 1.64 (1.15–2.15) | 47.19 (46.02–48.94) | 47.89 (47.31–48.52) | 0.8 (0.22–1.43) | 49.15 (48.53–49.82) | 0.94 (0.27–1.64) |
| MSP52 | 1.2 (1.14–1.28) | 0.23 (0.14–0.31) | 0.22 (0.13–0.29) | 1.42 (0.86–2.17) | 0.33 (0.26–0.43) | 1.49 (1.09–1.9) | 45.19 (43.89–46.36) | 48.3 (47.07–48.9) | 1.63 (0.99–2.19) | 49.5 (48.21–50.17) | 1.86 (1.13–2.5) |
| MSP10 | 2.15 (2.03–2.25) | 1.53 (0.97–2.37) | 0.98 (0.73–1.41) | 3.32 (2.6–4.9) | 1.09 (0.8–1.41) | 2.28 (1.77–2.79) | 36.81 (31.33–40) | 39.21 (36.1–41.41) | 12.64 (8.92–17.45) | 41.36 (38.13–43.66) | 14.17 (9.88–19.81) |
| ṁ_air (kg/m2s) | λ | P-XRD Analysis Results | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Crystalline Matter (%) (a) | Amorphous (%) (b) | ||||||||||||
| KCl | K2SO4 | K3Na(SO4)2 | SiO2 | CaCO3 | Ca2Mg(Si2O7) | Ca(OH)2 | CaO | Ca2(SiO4) | MgO | ||||
| WP100 | 0.47 | 1.42 | 13.4 | 9.2 | 1.9 | 23.4 | 5.5 | 9.6 | 2.8 | 7.5 | 26.8 | 21.24 | |
| 0.47 | 1.44 | 26.9 | 13 | 1.6 | 24.8 | 2.5 | 2.5 | 2.2 | 7.5 | 19.1 | 17.6 | ||
| WSP100(c) | 0.48 | 1.63 | 91.3 | 8.7 | 0 | ||||||||
| 0.48 | 1.67 | 89.2 | 10.8 | 0 | |||||||||
| WSP72 | 0.48 | 1.35 | 77.4 | 22.6 | 0 | ||||||||
| 0.48 | 1.32 | 76.1 | 23.9 | 0 | |||||||||
| WSP60 | 0.48 | 1.41 | 81.9 | 18.1 | 0 | ||||||||
| 0.46 | 1.30 | 75 | 21.5 | 3.5 | 0 | ||||||||
| WSP35 | 0.48 | 1.32 | 69.7 | 23.6 | 6.7 | 5.68 | |||||||
| 0.48 | 1.40 | 77.1 | 16.9 | 6 | 0 | ||||||||
| MSP100 | 0.39 | 1.18 | 91.4 | 5.3 | 3.3 | 0 | |||||||
| MSP52 | 0.47 | 1.13 | 86.7 | 7.5 | 5.7 | 0 | |||||||
| 0.48 | 1.27 | 84.7 | 8.7 | 6.7 | 0 | ||||||||
| MSP10 | 0.48 | 1.26 | 71.3 | 6.2 | 22.5 | 10.18 | |||||||
| 0.48 | 1.28 | 68.4 | 10.9 | 20.6 | 4.42 | ||||||||
| WP100 | WSP100 | WSP72 | WSP60 | WSP35 | MSP100 | MSP52 | MSP10 | |
|---|---|---|---|---|---|---|---|---|
| DR | 4.71 | 16.49 | 9.53 | 7.18 | 8.53 | 16.9 | 15.97 | 5.87 |
| DRCond. (% a) | 1.9 (40.3) | 15.26 (92.5) | 8.36 (87.7) | 6.53 (90.9) | 6.75 (79.1) | 16.18 (95.7) | 14.7 (92.0) | 3.91 (66.6) |
| DRImp. (% a) | 2.81 (59.7) | 1.23 (7.5) | 1.17 (12.3) | 0.65 (9.1) | 1.78 (20.9) | 0.72 (4.3) | 1.27 (8.0) | 1.96 33.4) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Royo, J.; Canalís, P.; Zapata, S.; Gómez, M.; Bartolomé, C. Ash Behaviour during Combustion of Agropellets Produced by an Agro-Industry—Part 2: Chemical Characterization of Sintering and Deposition. Energies 2022, 15, 1499. https://0-doi-org.brum.beds.ac.uk/10.3390/en15041499
Royo J, Canalís P, Zapata S, Gómez M, Bartolomé C. Ash Behaviour during Combustion of Agropellets Produced by an Agro-Industry—Part 2: Chemical Characterization of Sintering and Deposition. Energies. 2022; 15(4):1499. https://0-doi-org.brum.beds.ac.uk/10.3390/en15041499
Chicago/Turabian StyleRoyo, Javier, Paula Canalís, Sebastián Zapata, Maider Gómez, and Carmen Bartolomé. 2022. "Ash Behaviour during Combustion of Agropellets Produced by an Agro-Industry—Part 2: Chemical Characterization of Sintering and Deposition" Energies 15, no. 4: 1499. https://0-doi-org.brum.beds.ac.uk/10.3390/en15041499