

Influence of Oxygen/Steam Addition on the Quality of Producer Gas during Direct (Air) Gasification of Residual Forest Biomass

Abstract
:1. Introduction
- Reduced lower heating value of dry producer gas (LHVG), ~5 MJ∙Nm−3dry gas, due to the dilution of N2.
- Low H2 concentration [~8 %vol.dry gas], the only carbon-free fuel gas in the producer gas.
- Reduced H2:CO molar ratio [0.3 and 0.8 molH2∙mol−1CO] [19]—an important parameter for advanced applications, including Fischer-Tropsch synthesis for liquid fuels production ((0.6 or 2.0 molH2∙mol−1CO), depending on the catalyst applied), dimethyl ether (DME) synthesis (1 molH2∙mol−1CO), bioethanol synthesis (between 1 and 2 molH2∙mol−1CO) and methanol synthesis (2 mol molH2∙mol−1CO) and biomethane production (3 molH2∙mol−1CO) [7,20,21,22].
2. Materials and Methods
2.1. Feedstock Characterization
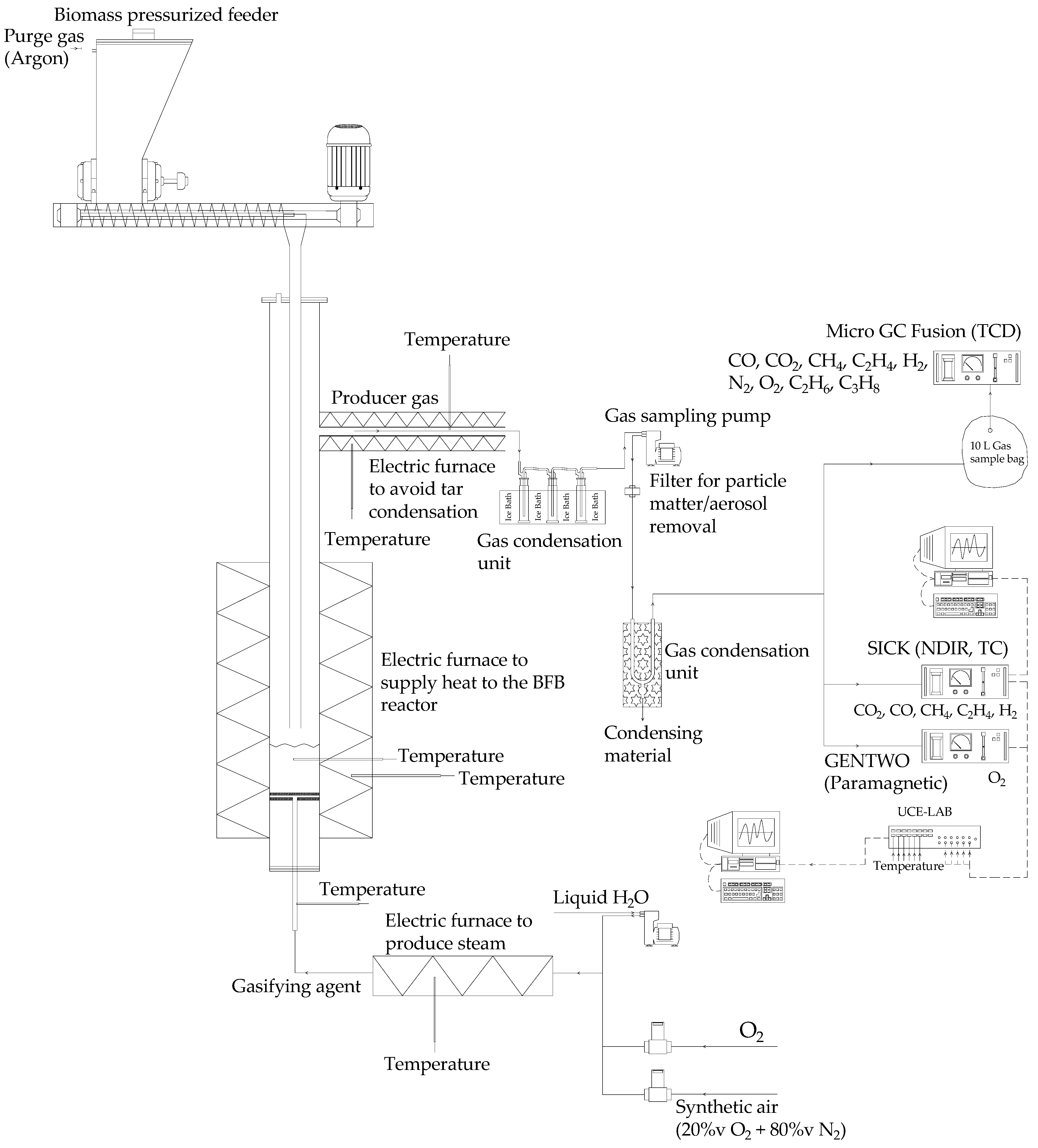
2.2. Experimental Infrastructure
2.3. Gas Sampling and Analysis
2.4. Experimental Procedure and Data Analysis
3. Results and Discussion
3.1. Effect of Steam Addition during Air Gasification of Biomass
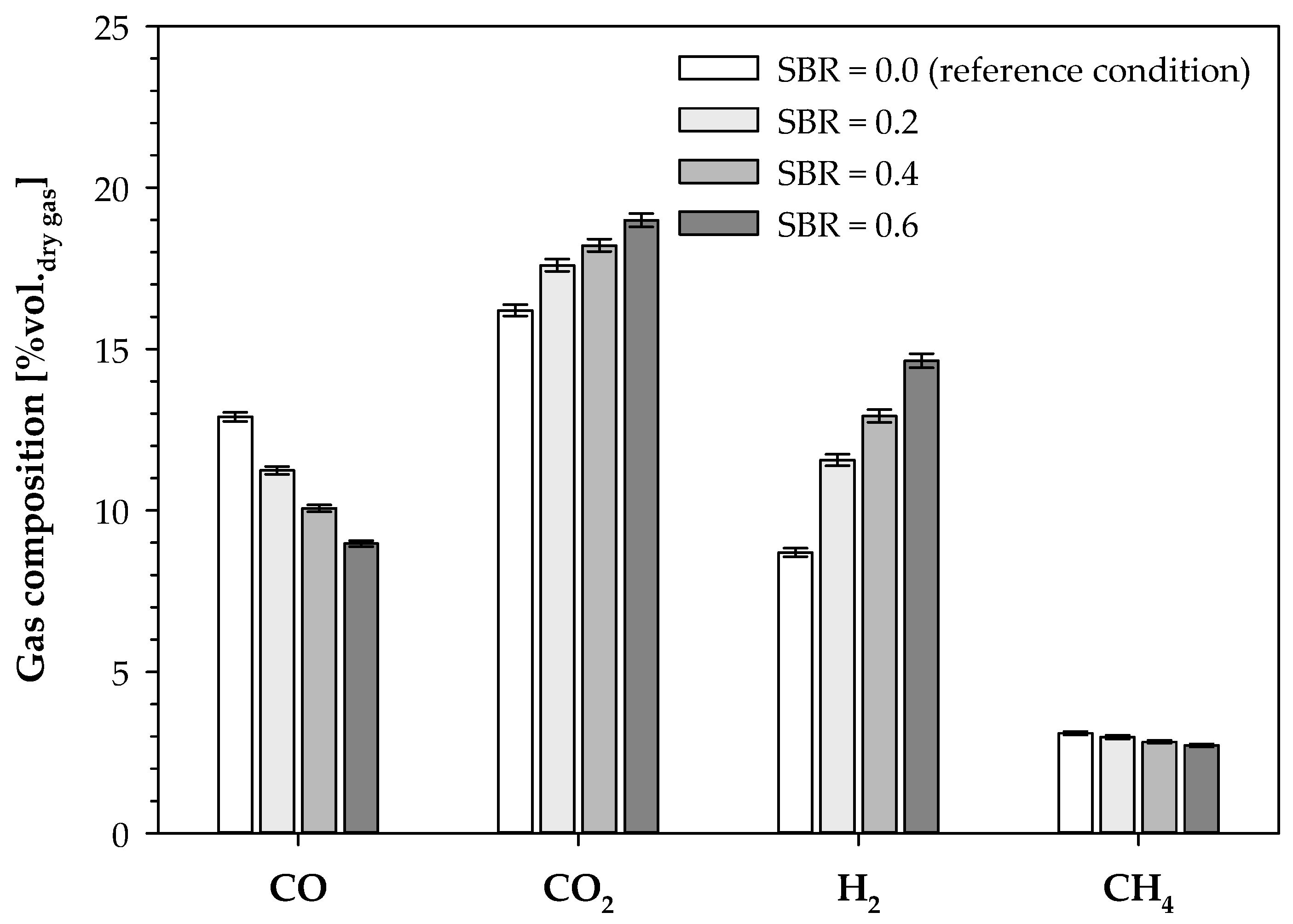
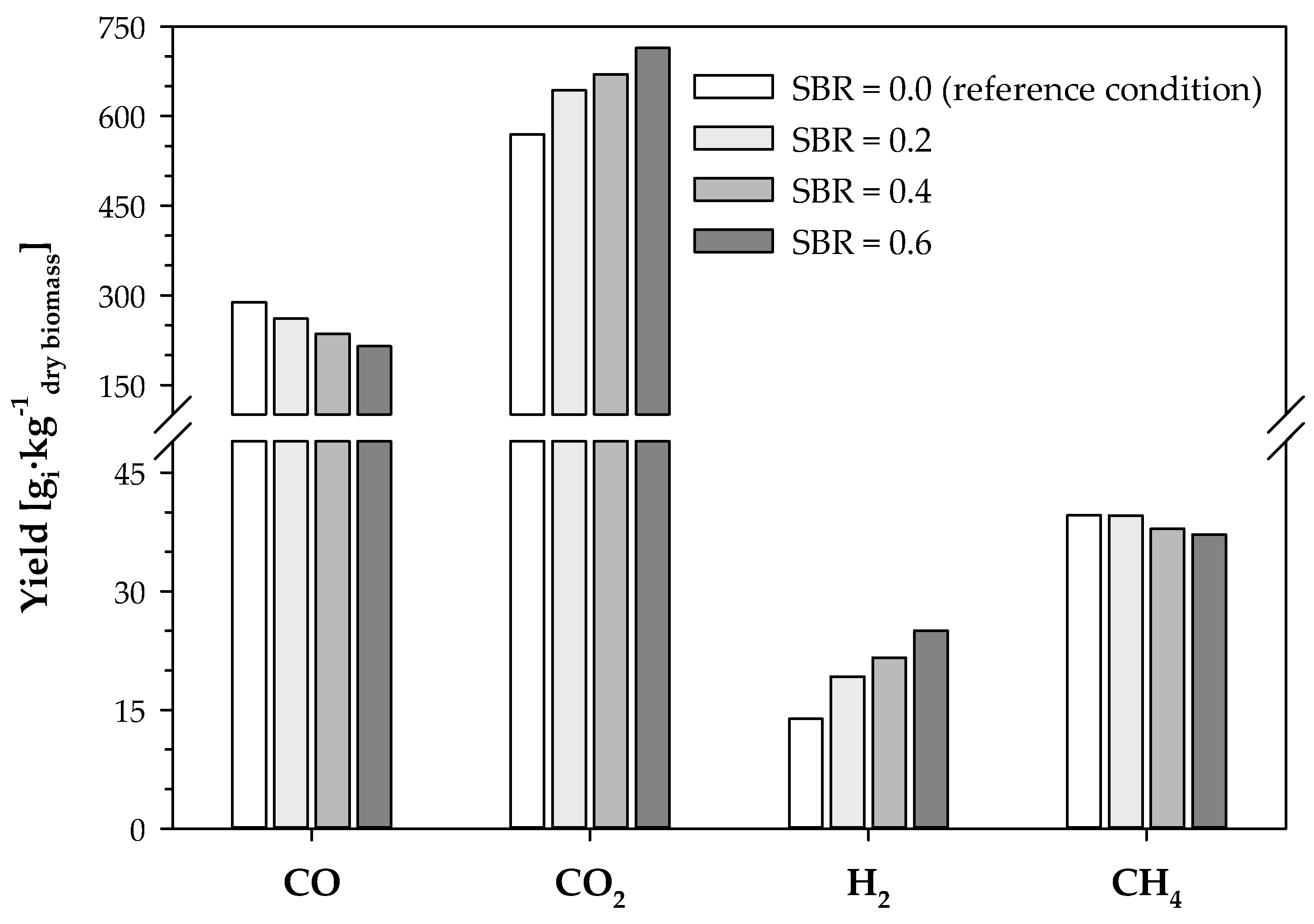
3.1.1. Producer Gas Composition
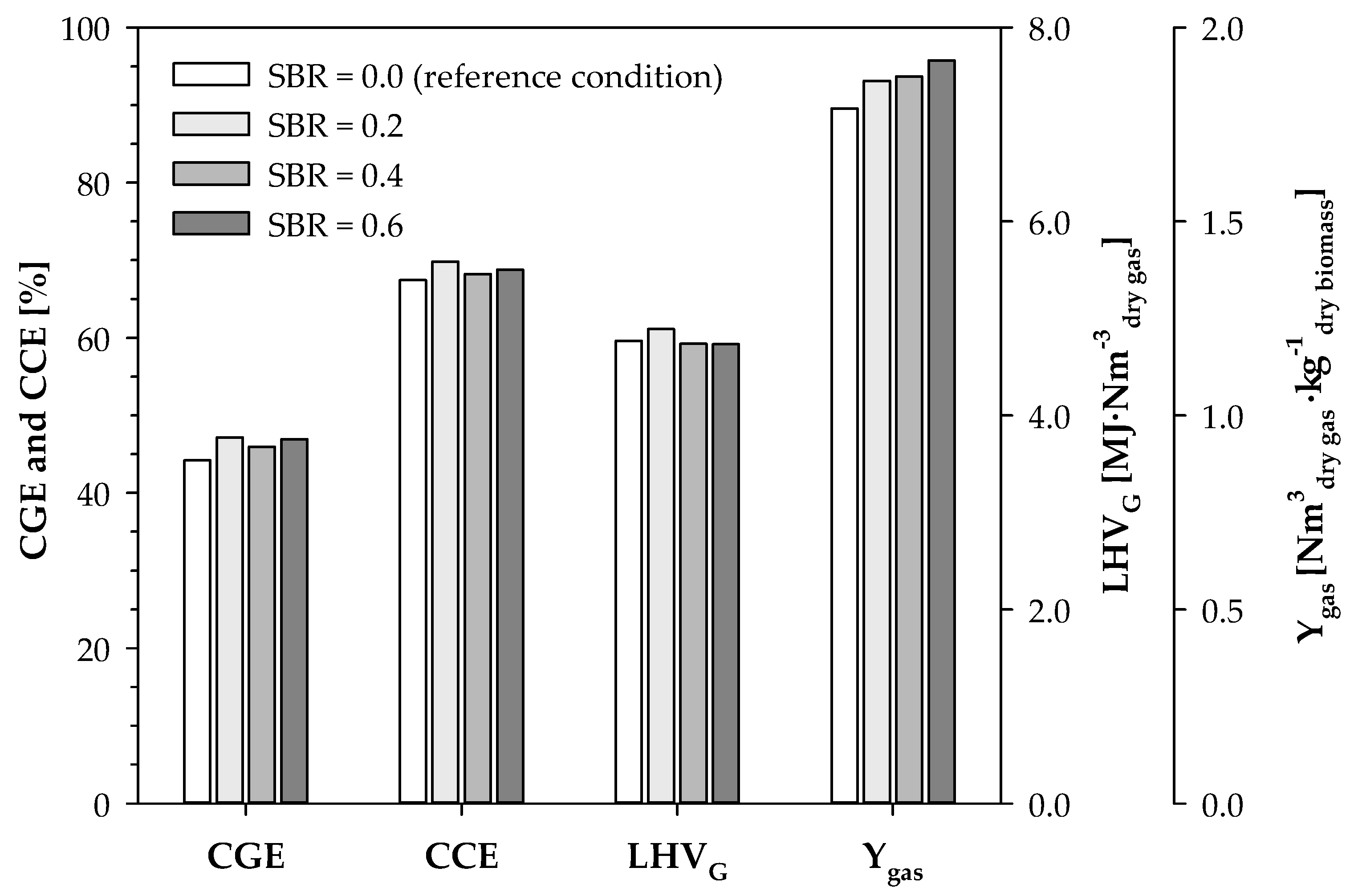
3.1.2. LHVG and Efficiency Parameters
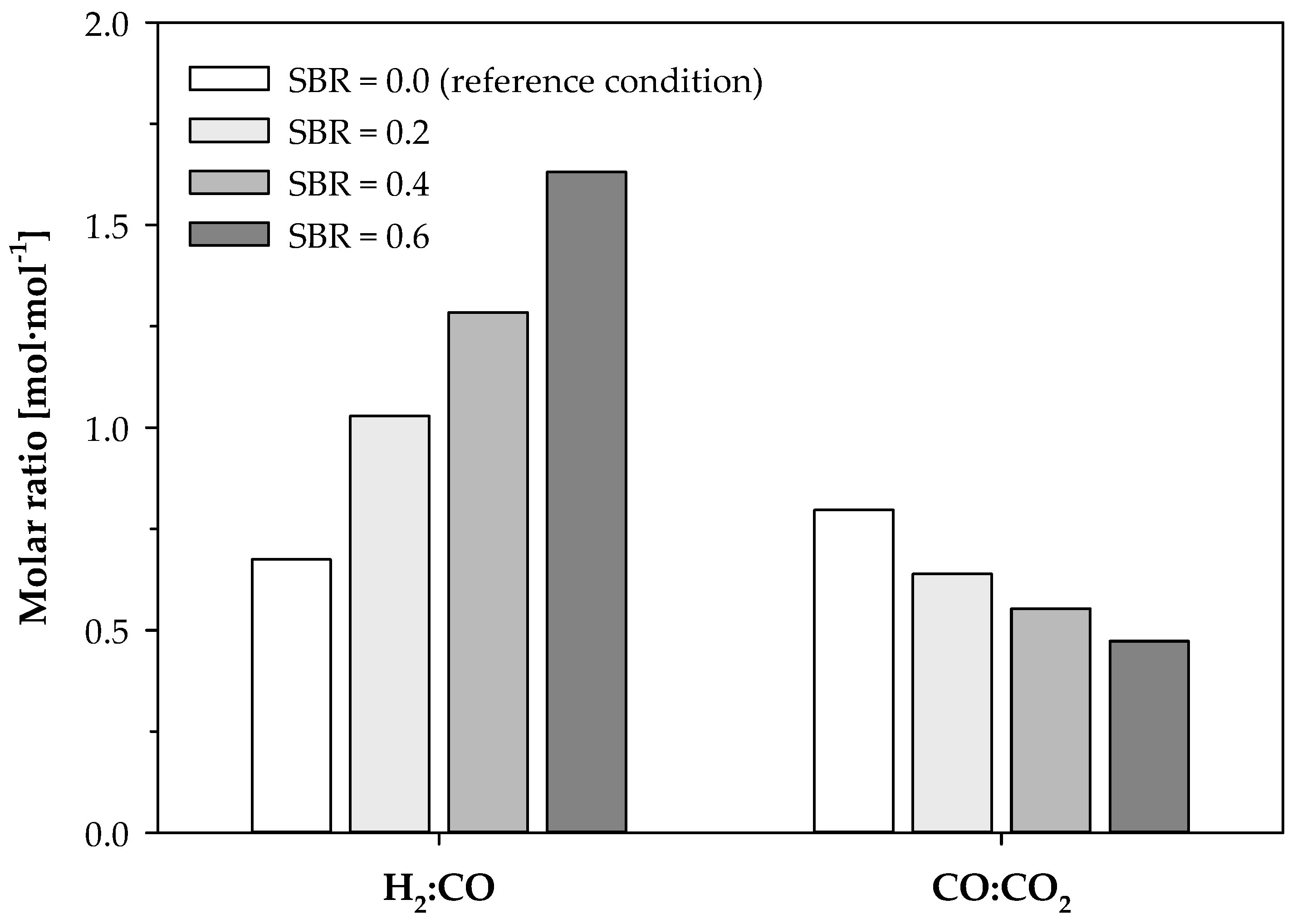
3.1.3. H2:CO and CO:CO2 Molar Ratios
- Production of liquid fuels through Fischer-Tropsch synthesis (0.6 or 2.0 molH2∙mol−1CO, depending on the applied catalyst);
- DME synthesis (1 molH2∙mol−1CO);
- Bioethanol synthesis (between 1 and 2 molH2∙mol−1CO).
3.2. Effect of O2 Addition during Air Gasification of Biomass
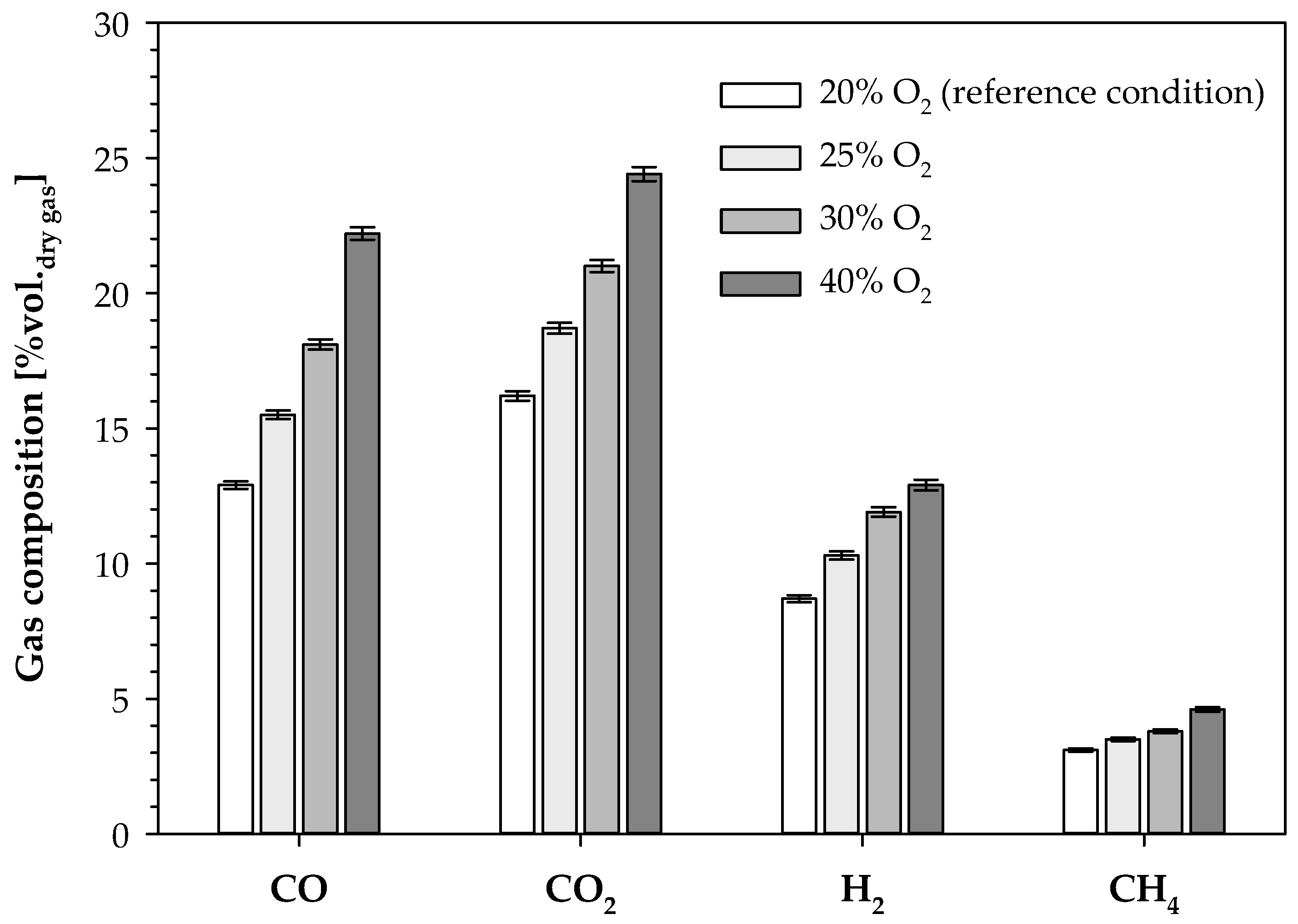
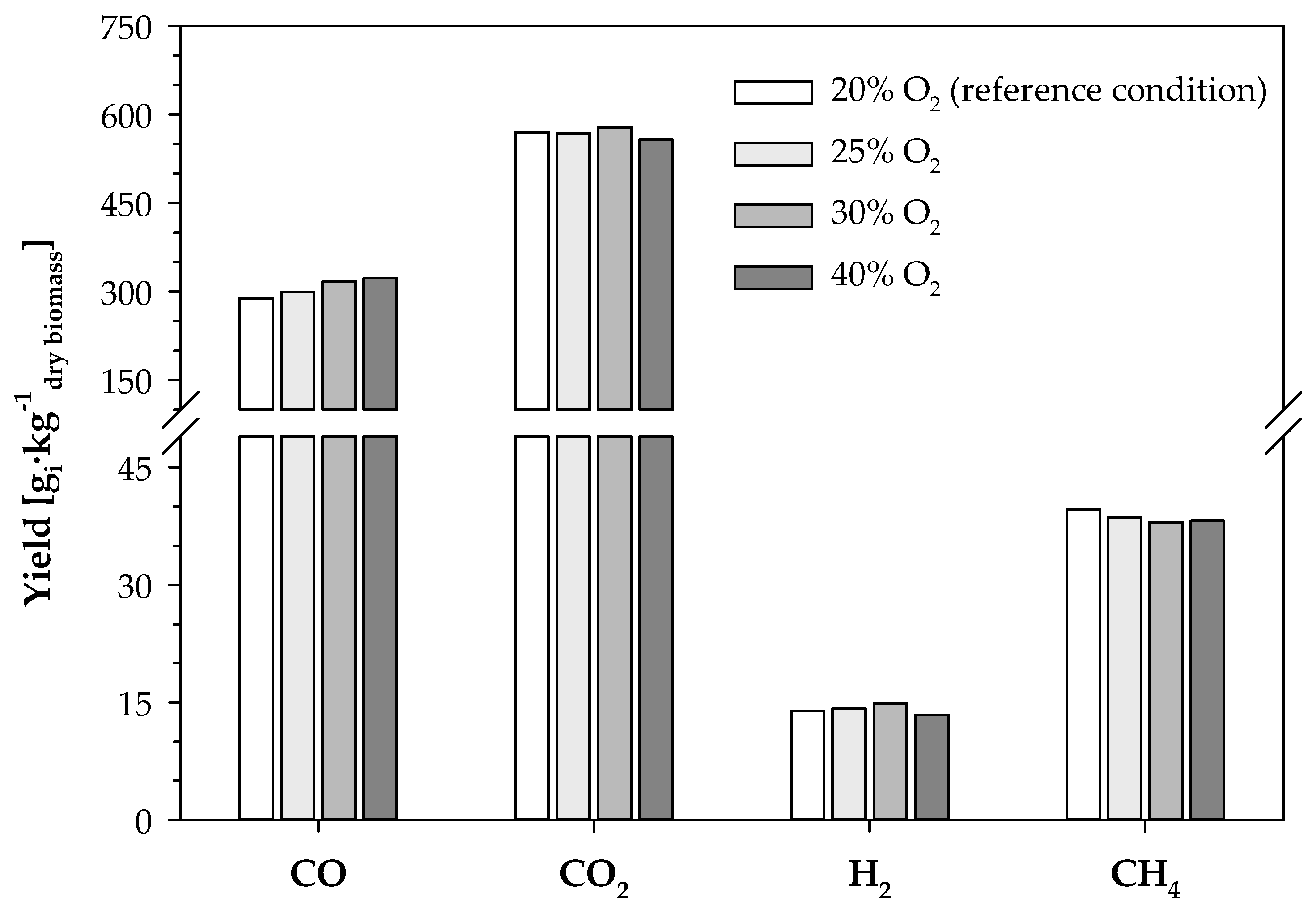
3.2.1. Producer Gas Composition
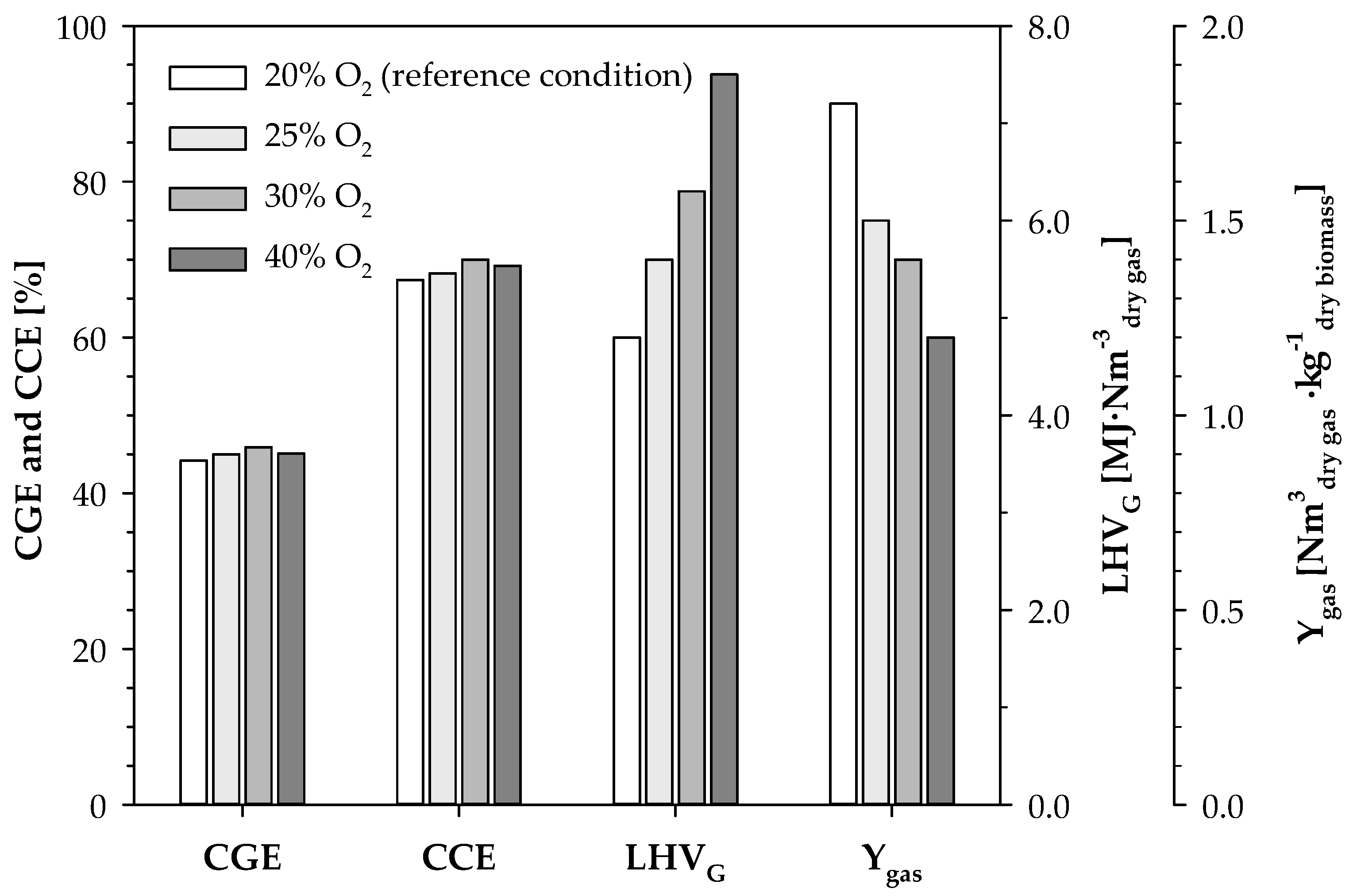
3.2.2. LHVG and Efficiency Parameters
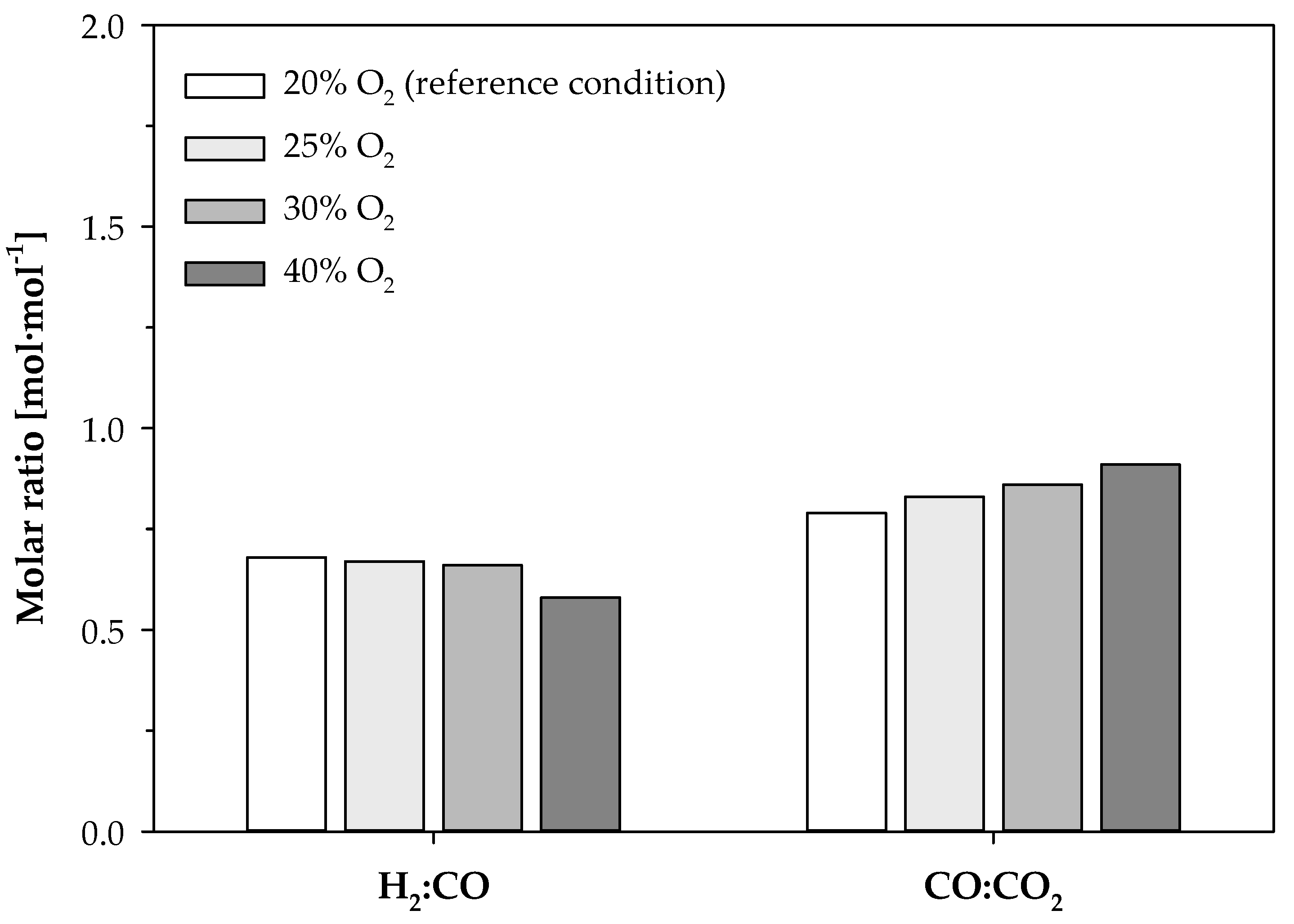
3.2.3. H2:CO and CO:CO2 Molar Ratios
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature and Abbreviations
| Latin Symbols | ||
| BFB | Bubbling fluidized bed | |
| CCE | Carbon Conversion Efficiency | [%] |
| CGE | Cold Gas Efficiency | [%] |
| CO:CO2 | Carbon monoxide to carbon dioxide molar ratio | [molCO∙mol−1CO2] |
| ER | Equivalence ratio | [-] |
| GA | Gasification agent | |
| GC | Gas chromatography | |
| Gm, dry biomass | Dry biomass mass flow rate | [kgdry biomass∙s−1] |
| Gv, gas | Dry gas volumetric flow rate | [Nm3dry gas∙s−1] |
| hH2O,298K | Water enthalpy of vaporization at 298 K | [2.442 MJ∙kg−1H2O] |
| HHVB | Higher heating value of the dry biomass | [MJ∙kg−1dry biomass] |
| HPLC | High-performance liquid chromatography | |
| H2:CO | Hydrogen to carbon monoxide molar ratio | [molH2∙mol−1CO] |
| H2:CO2 | Hydrogen to carbon dioxide molar ratio | [molH2∙mol−1CO2] |
| Index i | Gaseous Carbon compound CO2, CO, CH4, C2H4, C2H6, C3H8 | |
| LHVB | Lower heating value of the dry biomass | [MJ∙kg−1dry biomass] |
| LHVG | Lower heating value of the dry producer gas | [MJ∙Nm−3dry gas] |
| MC | Molar mass of carbon | [12 kgC∙kmol−1C] |
| MH2 | Molar mass of hydrogen | [2 kgH2∙kmol−1H2] |
| MH2O | Molar mass of water | [18 kgH2O∙kmol−1H2O] |
| NDIR | Nondispersive infrared | |
| NL | Refers to L at normal pressure (101,325 Pa) and temperature (273 K) | |
| Nm3 | Refers to m3 at normal pressure (101,325 Pa) and temperature (273 K) | |
| PID | Proportional-Integral-Derivative | |
| PN | Pressure at standard conditions | [101,325 Pa] |
| R | Ideal Gas constant | [8314 J∙kmol−1·K−1] |
| RFB | Residual forest biomass | |
| SBR | Steam-to-biomass mass ratio | [kgsteam∙kg−1biomass] |
| TC | Thermal conductivity | |
| TCD | Thermal conductivity detector | |
| TN | Temperature at standard conditions | [273.15 K] |
| washB | Mass fraction of ash in the biomass | [kgash∙kg−1dry biomass] |
| wCB | Mass fraction of carbon in the biomass | [kgC∙kg−1dry biomass] |
| wHB | Mass fraction of hydrogen in the biomass | [kgH∙kg−1dry biomass] |
| wH2OB | Mass fraction of water in the biomass | [kgH2O∙kg−1dry biomass] |
| wNB | Mass fraction of nitrogen in the biomass | [kgN∙kg−1dry biomass] |
| wOB | Mass fraction of oxygen in the biomass | [kgO∙kg−1dry biomass] |
| wSB | Mass fraction of sulphur in the biomass | [kgS∙kg−1dry biomass] |
| Ygas | Specific dry gas production or gas yield | [Nm3dry gas∙kg−1dry biomass] |
| yi | Molar fraction of a gaseous carbon compound measured in the dry producer gas | [moli∙mol−1dry gas] |
| Greek Symbols | ||
| Standard enthalpy of a reaction at 298 K, 1 bar | [kJ∙mol−1] | |
| ɛC,i | Molar fraction of carbon in gaseous compounds containing carbon (ɛC,CO2 = 1, ɛC,CO = 1, ɛC,CH4 = 1, ɛC,C2H4 = 2, ɛC,C2H6 = 2, ɛC,C3H8 = 3) | [molC∙mol−1i] |
| φ | O2 concentration in the dry gasification agent | [%vol.O2, dry GA] |
References
- United Nations The 17 Goals. Available online: https://sdgs.un.org/goals (accessed on 15 November 2022).
- European Commission. The European Green Deal; European Commission: Brussels, Belgium, 2019. [Google Scholar]
- International Energy Agency. International Energy Agency Global Energy Review: CO2 Emissions in 2021; International Energy Agency: Paris, France, 2021. [Google Scholar]
- International Energy Agency (IEA). Total Energy Supply (TES) by Source. Available online: https://www.iea.org/data-and-statistics/data-browser?country=WORLD&fuel=Energyconsumption&indicator=CO2Industry (accessed on 19 April 2022).
- International Energy Agency. Renewable Share in Final Consumption (SDG 7.2). Available online: https://www.iea.org/data-and-statistics/data-tools/energy-statistics-data-browser?country=WORLD&fuel=SustainableDevelopmentGoals&indicator=SDG72 (accessed on 16 November 2022).
- Pio, D.T.; Tarelho, L.A.C.; Pinto, P.C.R. Gasification-Based Biorefinery Integration in the Pulp and Paper Industry: A Critical Review. Renew. Sustain. Energy Rev. 2020, 133, 110210. [Google Scholar] [CrossRef]
- Sikarwar, V.S.; Zhao, M.; Fennell, P.S.; Shah, N.; Anthony, E.J. Progress in Biofuel Production from Gasification. Prog. Energy Combust. Sci. 2017, 61, 189–248. [Google Scholar] [CrossRef]
- Havilah, P.R.; Sharma, A.K.; Govindasamy, G.; Matsakas, L.; Patel, A. Biomass Gasification in Downdraft Gasifiers: A Technical Review on Production, Up-Gradation and Application of Synthesis Gas. Energies 2022, 15, 3938. [Google Scholar] [CrossRef]
- Campoy, M.; Gómez-Barea, A.; Vidal, F.B.; Ollero, P. Air-Steam Gasification of Biomass in a Fluidised Bed: Process Optimisation by Enriched Air. Fuel Process. Technol. 2009, 90, 677–685. [Google Scholar] [CrossRef]
- Heidenreich, S.; Müller, M.; Foscolo, P.U. Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product Flexibility; Elsevier: London, UK, 2016; ISBN 9780128042960. [Google Scholar]
- Molino, A.; Chianese, S.; Musmarra, D. Biomass Gasification Technology: The State of the Art Overview. J. Energy Chem. 2016, 25, 10–25. [Google Scholar] [CrossRef]
- Sansaniwal, S.K.; Pal, K.; Rosen, M.A.; Tyagi, S.K. Recent Advances in the Development of Biomass Gasification Technology: A Comprehensive Review. Renew. Sustain. Energy Rev. 2017, 72, 363–384. [Google Scholar] [CrossRef]
- Sansaniwal, S.K.; Rosen, M.A.; Tyagi, S.K. Global Challenges in the Sustainable Development of Biomass Gasification: An Overview. Renew. Sustain. Energy Rev. 2017, 80, 23–43. [Google Scholar] [CrossRef]
- Hernández, J.J.; Aranda, G.; Barba, J.; Mendoza, J.M. Effect of Steam Content in the Air—Steam Flow on Biomass Entrained Fl Ow Gasi Fi Cation. Fuel Process. Technol. 2012, 99, 43–55. [Google Scholar] [CrossRef]
- Liu, C.; Huang, Y.; Niu, M.; Pei, H.; Liu, L.; Wang, Y.; Dong, L.; Xu, L. Influences of Equivalence Ratio, Oxygen Concentration and Fluidization Velocity on the Characteristics of Oxygen-Enriched Gasification Products from Biomass in a Pilot-Scale Fluidized Bed. Int. J. Hydrogen Energy 2018, 43, 14214–14225. [Google Scholar] [CrossRef]
- Heidenreich, S.; Foscolo, P.U. New Concepts in Biomass Gasification. Prog. Energy Combust. Sci. 2015, 46, 72–95. [Google Scholar] [CrossRef]
- Bain, R.L.; Broer, K. Gasification. In Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and Power; Brown, R.C., Ed.; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2011; pp. 47–77. ISBN 9780470721117. [Google Scholar]
- Pio, D.T.; Tarelho, L.A.C.; Pinto, R.G.; Matos, M.A.A.; Frade, J.R.; Yaremchenko, A.; Mishra, G.S.; Pinto, P.C.R. Low-Cost Catalysts for in-Situ Improvement of Producer Gas Quality during Direct Gasification of Biomass. Energy 2018, 165, 442–454. [Google Scholar] [CrossRef]
- Pio, D.T.; Gomes, H.G.M.F.; Tarelho, L.A.C.; Vilas-Boas, A.C.M.; Matos, M.A.A.; Lemos, F.M.S. Superheated Steam Injection as Primary Measure to Improve Producer Gas Quality from Biomass Air Gasification in an Autothermal Pilot-Scale Gasifier. Renew. Energy 2022, 181, 1223–1236. [Google Scholar] [CrossRef]
- Ciferno, J.; Marano, J. Benchmarking Biomass Gasification Technologies for Fuels, Chemicals and Hydrogen Production; U.S. Department of Energy National Energy Technology Laboratory: Pittsburgh, PA, USA, 2002.
- Wang, Z.; He, T.; Li, J.; Wu, J.; Qin, J.; Liu, G.; Han, D.; Zi, Z.; Li, Z.; Wu, J. Design and Operation of a Pilot Plant for Biomass to Liquid Fuels by Integrating Gasification, DME Synthesis and DME to Gasoline. Fuel 2016, 186, 587–596. [Google Scholar] [CrossRef]
- Ruivo, L.; Gomes, H.; Cruz, N.; Yaremchenko, A.; Tarelho, A.C.; Frade, J. Siderite/Concrete Catalysts for H2 -Enriched Gas Production from Biomass Steam Gasification. Energy Convers. Manag. 2022, 255, 115280. [Google Scholar] [CrossRef]
- Turn, S.; Kinoshita, C.; Zhang, Z.; Ishimura, D.; Zhou, J. An Experimental Investigation of Hydrogen Production from Biomass Gasification. Int. J. Hydrogen Energy 1998, 23, 641–648. [Google Scholar] [CrossRef]
- Udomsirichakorn, J.; Basu, P.; Salam, P.A.; Acharya, B. Effect of CaO on Tar Reforming to Hydrogen-Enriched Gas with in-Process CO2 Capture in a Bubbling Fluidized Bed Biomass Steam Gasifier. Int. J. Hydrogen Energy 2013, 38, 14495–14504. [Google Scholar] [CrossRef]
- Fremaux, S.; Beheshti, S.M.; Ghassemi, H.; Shahsavan-Markadeh, R. An Experimental Study on Hydrogen-Rich Gas Production via Steam Gasification of Biomass in a Research-Scale Fluidized Bed. Energy Convers. Manag. 2015, 91, 427–432. [Google Scholar] [CrossRef]
- Mayerhofer, M.; Mitsakis, P.; Meng, X.; De Jong, W.; Spliethoff, H.; Gaderer, M. Influence of Pressure, Temperature and Steam on Tar and Gas in Allothermal Fluidized Bed Gasification. Fuel 2012, 99, 204–209. [Google Scholar] [CrossRef]
- Parthasarathy, P.; Narayanan, K.S. Hydrogen Production from Steam Gasification of Biomass: Influence of Process Parameters on Hydrogen Yield—A Review. Renew. Energy 2014, 66, 570–579. [Google Scholar] [CrossRef]
- NASA (National Aeronautics and Space Administration). Safety Standard for Oxygen and Oxygen Systems Guidelines for Oxygen System Design, Materials Selection, Operations, Storage, and Transportation; National Aeronautics and Space Administration: Washington, DC, USA, 1996.
- Winterbone, D.E. Advanced Thermodynamics for Engineers a Member of the Hodder Headline Group, 1st ed.; Arnold: London, UK, 1997; ISBN 9780340676998. [Google Scholar]
- Tian, Y.; Zhou, X.; Lin, S.; Ji, X.; Bai, J.; Xu, M. Syngas Production from Air-Steam Gasification of Biomass with Natural Catalysts. Sci. Total Environ. 2018, 645, 518–523. [Google Scholar] [CrossRef]
- Lv, P.M.; Xiong, Z.H.; Chang, J.; Wu, C.Z.; Chen, Y.; Zhu, J.X. An Experimental Study on Biomass Air-Steam Gasification in a Fluidized Bed. Bioresour. Technol. 2004, 95, 95–101. [Google Scholar] [CrossRef] [PubMed]
- Tian, Y.; Zhou, X.; Yang, Y.; Nie, L. Experimental Analysis of Air-Steam Gasification of Biomass with Coal-Bottom Ash. J. Energy Inst. 2020, 93, 25–30. [Google Scholar] [CrossRef]
- Wang, Z.; He, T.; Qin, J.; Wu, J.; Li, J.; Zi, Z.; Liu, G.; Wu, J.; Sun, L. Gasification of Biomass with Oxygen-Enriched Air in a Pilot Scale Two-Stage Gasifier. Fuel 2015, 150, 386–393. [Google Scholar] [CrossRef]
- Mastellone, M.L.; Zaccariello, L.; Santoro, D.; Arena, U. The O2-Enriched Air Gasification of Coal, Plastics and Wood in a Fluidized Bed Reactor. Waste Manag. 2012, 32, 733–742. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Huang, Y.; Cao, J.; Liu, C.; Dong, L.; Xu, L.; Zha, J. Experimental Study of Biomass Gasification with Oxygen-Enriched Air in Fluidized Bed Gasifier. Sci. Total Environ. 2018, 626, 423–433. [Google Scholar] [CrossRef]
- CELPA Boletim Estatístico 2020. Available online: https://www.biond.pt/publicacoes/boletim-estatistico-2020/ (accessed on 15 November 2022).
- Channiwala, S.A.; Parikh, P.P. A Unified Correlation for Estimating HHV of Solid, Liquid and Gaseous Fuels. Fuel 2002, 81, 1051–1063. [Google Scholar] [CrossRef]
- Pio, D.T.; Gomes, H.G.M.; Ruivo, L.C.M.; Matos, M.A.; Monteiro, J.F.; Frade, J.R.; Tarelho, L.A.C. Concrete as Low-Cost Catalyst to Improve Gas Quality during Biomass Gasi Fi Cation in a Pilot-Scale Gasi Fi Er. Energy 2021, 233, 120931. [Google Scholar] [CrossRef]
- Ruivo, L.C.M.; Gomes, H.G.M.F.; Lopes, D.V.; Yaremchenko, A.A.; Vilas-boas, C.; Tarelho, L.A.C.; Frade, J.R. Catalytic O2-Steam Gasification of Biomass over Fe2-XMn XO3 Oxides Supported on Ceramic Foam Filters. Fuel 2022, 324, 124566. [Google Scholar] [CrossRef]
- Basu, P. Biomass Gasification and Pyrolysis: Practical Design and Theory; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Pio, D.T.; Tarelho, L.A.C.; Matos, M.A.A. Characteristics of the Gas Produced during Biomass Direct Gasification in an Autothermal Pilot-Scale Bubbling Fluidized Bed Reactor. Energy 2017, 120, 915–928. [Google Scholar] [CrossRef]
- Waldheim, L.; Nilsson, T. Heating Value of Gases from Biomass Gasification; International Energy Agency Bioenergy Agreement: Nyköping, Sweden, 2001. [Google Scholar]
- Pio, D.T.; Gomes, H.G.M.F.; Tarelho, L.A.C.; Ruivo, L.C.M.; Matos, M.A.A.; Pinto, R.G.; Frade, J.R.; Lemos, F.M.S. Ilmenite as Low-Cost Catalyst for Producer Gas Quality Improvement from a Biomass Pilot-Scale Gasifier. Energy Rep. 2020, 6, 325–330. [Google Scholar] [CrossRef]
- Pio, D.T.; Tarelho, L.A.C. Empirical and Chemical Equilibrium Modelling for Prediction of Biomass Gasification Products in Bubbling Fluidized Beds. Energy 2020, 202, 117654. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction | [kJ·mol−1] | Equation | |
|---|---|---|---|
| Heterogenous reactions | |||
| Devolatilization | endothermic | (R1) | |
| Water gas | 131 | (R2) | |
| Char-steam | 90 | (R3) | |
| 8 | (R4) | ||
| Boudouard | 173 | (R5) | |
| Methanation | −75 | (R6) | |
| Partial oxidation | −111 | (R7) | |
| Complete oxidation | −394 | (R8) | |
| Homogenous reactions | |||
| Water gas-shift | −41 | (R9) | |
| Steam reforming | 206 | (R10) | |
| 165 | (R11) | ||
| endothermic | (R12) | ||
| Dry (CO2) reforming | 247 | (R13) | |
| endothermic | (R14) | ||
| CO oxidation | −283 | (R15) | |
| H2 oxidation | −242 | (R16) | |
| Eucalyptus | |
|---|---|
| Proximate analysis [%m/m.db] | |
| Moisture (a) | 7.7 |
| Ash | 3.3 |
| Volatile matter | 79.0 |
| Fixed Carbon | 17.7 |
| Ultimate analysis [%m/m.db] | |
| C | 50.9 |
| H | 6.1 |
| N | 0.9 |
| O | 38.8 |
| Ash | 3.3 |
| LHVB [MJ∙kg−1dry biomass] | 19.3 |
| Experiment | #1 | #2 | #3 | #4 | #5 | #6 | #7 |
|---|---|---|---|---|---|---|---|
| Gm, biomass [kg biomass∙h−1] a | 0.204 | 0.204 | 0.204 | 0.204 | 0.255 | 0.306 | 0.407 |
| Gv,air [NLair∙min−1] b | 4.00 | 4.00 | 4.00 | 4.00 | 3.75 | 3.50 | 3.00 |
| SBR [kgsteam∙kg−1biomass] a | 0.0 | 0.2 | 0.4 | 0.6 | 0.0 | 0.0 | 0.0 |
| Gv,liquid H2O [mL H2O∙min−1] | 0.00 | 0.68 | 1.36 | 2.04 | 0.00 | 0.00 | 0.00 |
| φ [%vol.O2, dry GA] c | 20 | 20 | 20 | 20 | 25 | 30 | 40 |
| Gv,O2 [NLO2∙min−1] | 0.000 | 0.000 | 0.000 | 0.000 | 0.250 | 0.500 | 1.000 |
| Experiment | #1 | #2 | #3 | #4 | #5 | #6 | #7 |
|---|---|---|---|---|---|---|---|
| ER [-] | 0.25 | 0.25 | 0.25 | 0.25 | 0.25 | 0.25 | 0.25 |
| SBR [kgsteam∙kg−1biomass] | 0.0 | 0.2 | 0.4 | 0.6 | 0.0 | 0.0 | 0.0 |
| φ [%vol.O2, dry GA] | 20 | 20 | 20 | 20 | 25 | 30 | 40 |
| Average producer gas composition [%vol.dry gas] | |||||||
| CO | 12.90 ± 0.14 | 11.24 ± 0.12 | 10.07 ± 0.11 | 8.97 ± 0.09 | 15.51 ± 0.16 | 18.11 ± 0.18 | 22.22 ± 0.23 |
| CO2 | 16.21 ± 0.17 | 17.60 ± 0.18 | 18.21 ± 0.19 | 18.99 ± 0.20 | 18.71 ± 0.19 | 21.02 ± 0.20 | 24.41 ± 0.20 |
| H2 | 8.72 ± 0.13 | 11.56 ± 0.19 | 12.93 ± 0.19 | 14.64 ± 0.22 | 10.32 ± 0.16 | 11.93 ± 0.18 | 12.91 ± 0.19 |
| CH4 | 3.12 ± 0.06 | 2.98 ± 0.05 | 2.83 ± 0.05 | 2.72 ± 0.05 | 3.51 ± 0.07 | 3.81 ± 0.07 | 4.62 ± 0.09 |
| C2H4 | 1.32 ± 0.05 | 1.35 ± 0.03 | 1.22 ± 0.02 | 1.23 ± 0.03 | 1.43 ± 0.03 | 1.52 ± 0.04 | 1.82 ± 0.03 |
| C2H6 | 0.20 ± 0.05 | 0.19 ± 0.02 | 0.19 ± 0.01 | 0.18 ± 0.02 | 0.33 ± 0.01 | 0.32 ± 0.02 | 0.32 ± 0.01 |
| C3H8 | 0.20 ± 0.01 | 0.25 ± 0.03 | 0.23 ± 0.02 | 0.21 ± 0.04 | 0.31 ± 0.03 | 0.33 ± 0.02 | 0.42 ± 0.05 |
| N2 | 57.42 ± 1.10 | 55.21 ± 1.11 | 54.85 ± 1.05 | 53.67 ± 1.06 | 50.02 ± 1.01 | 43.04 ± 1.08 | 33.52 ± 1.09 |
| Yield [gi∙kg−1dry biomass] | |||||||
| CO | 288.60 | 261.50 | 235.64 | 214.72 | 299.27 | 316.90 | 322.85 |
| CO2 | 569.53 | 643.18 | 669.91 | 714.01 | 567.36 | 577.77 | 557.62 |
| H2 | 13.90 | 19.21 | 21.62 | 25.01 | 14.20 | 14.88 | 13.40 |
| CH4 | 39.63 | 39.61 | 37.91 | 37.18 | 38.62 | 38.02 | 38.23 |
| C2H4 | 29.08 | 31.33 | 28.51 | 29.53 | 27.03 | 26.26 | 26.18 |
| C2H6 | 4.79 | 4.85 | 4.66 | 4.54 | 6.21 | 5.63 | 4.67 |
| C3H8 | 7.03 | 9.02 | 8.34 | 8.02 | 9.10 | 8.25 | 9.14 |
| Performance parameters | |||||||
| LHVG [MJ∙Nm−3dry gas] | 4.77 | 4.89 | 4.74 | 4.73 | 5.60 | 6.30 | 7.50 |
| Ygas [Nm3dry gas∙kg−1dry biomass] | 1.79 | 1.86 | 1.87 | 1.92 | 1.50 | 1.40 | 1.20 |
| CGE [%] | 44.20 | 47.16 | 45.96 | 46.94 | 45.00 | 45.90 | 45.10 |
| CCE [%] | 67.44 | 69.80 | 68.20 | 68.79 | 68.20 | 70.00 | 69.20 |
| H2:CO [molH2∙mol−1CO] | 0.67 | 1.03 | 1.28 | 1.63 | 0.67 | 0.66 | 0.58 |
| H2:CO2 [molH2∙mol−1CO2] | 0.54 | 0.66 | 0.71 | 0.77 | 0.55 | 0.57 | 0.53 |
| CO:CO2 [molCO∙mol−1CO2] | 0.80 | 0.64 | 0.55 | 0.47 | 0.83 | 0.86 | 0.91 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gomes, H.G.M.F.; Matos, M.A.A.; Tarelho, L.A.C. Influence of Oxygen/Steam Addition on the Quality of Producer Gas during Direct (Air) Gasification of Residual Forest Biomass. Energies 2023, 16, 2427. https://0-doi-org.brum.beds.ac.uk/10.3390/en16052427
Gomes HGMF, Matos MAA, Tarelho LAC. Influence of Oxygen/Steam Addition on the Quality of Producer Gas during Direct (Air) Gasification of Residual Forest Biomass. Energies. 2023; 16(5):2427. https://0-doi-org.brum.beds.ac.uk/10.3390/en16052427
Chicago/Turabian StyleGomes, Helena G. M. F., Manuel A. A. Matos, and Luís A. C. Tarelho. 2023. "Influence of Oxygen/Steam Addition on the Quality of Producer Gas during Direct (Air) Gasification of Residual Forest Biomass" Energies 16, no. 5: 2427. https://0-doi-org.brum.beds.ac.uk/10.3390/en16052427