On the Effect of Heat Treatments on the Adhesion, Finishing and Decay Resistance of Japanese cedar (Cryptomeria japonica D. Don) and Formosa acacia (Acacia confuse Merr.(Leguminosae))



Abstract
:1. Introduction
2. Materials and Methods
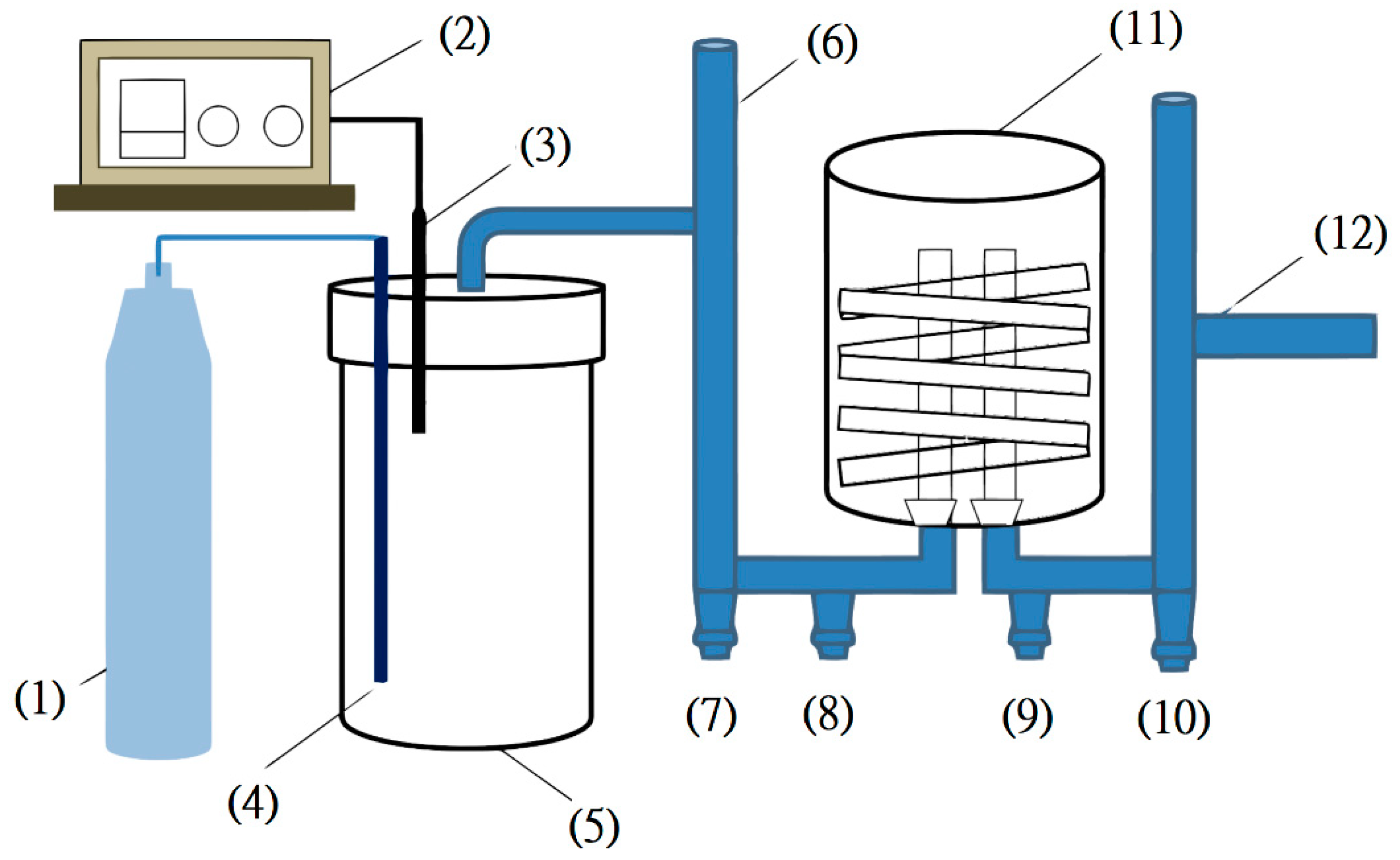
2.1. Heated Treatment of Wood
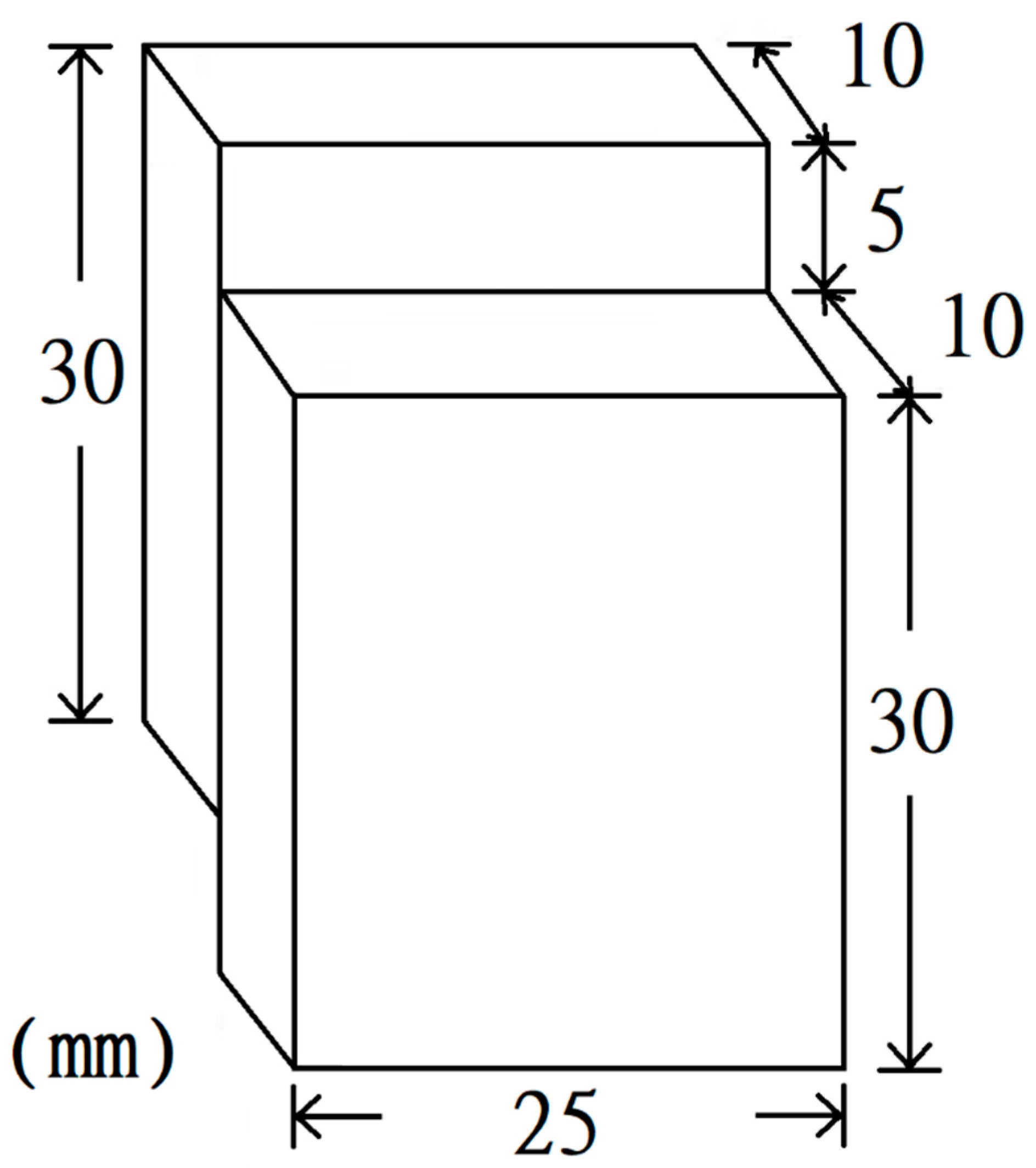
2.2. Compression Shear Bonding Strength of Heat-Treated Wood
2.3. Heat-Treated Wood Finishing and Characterization of Finishing Performances
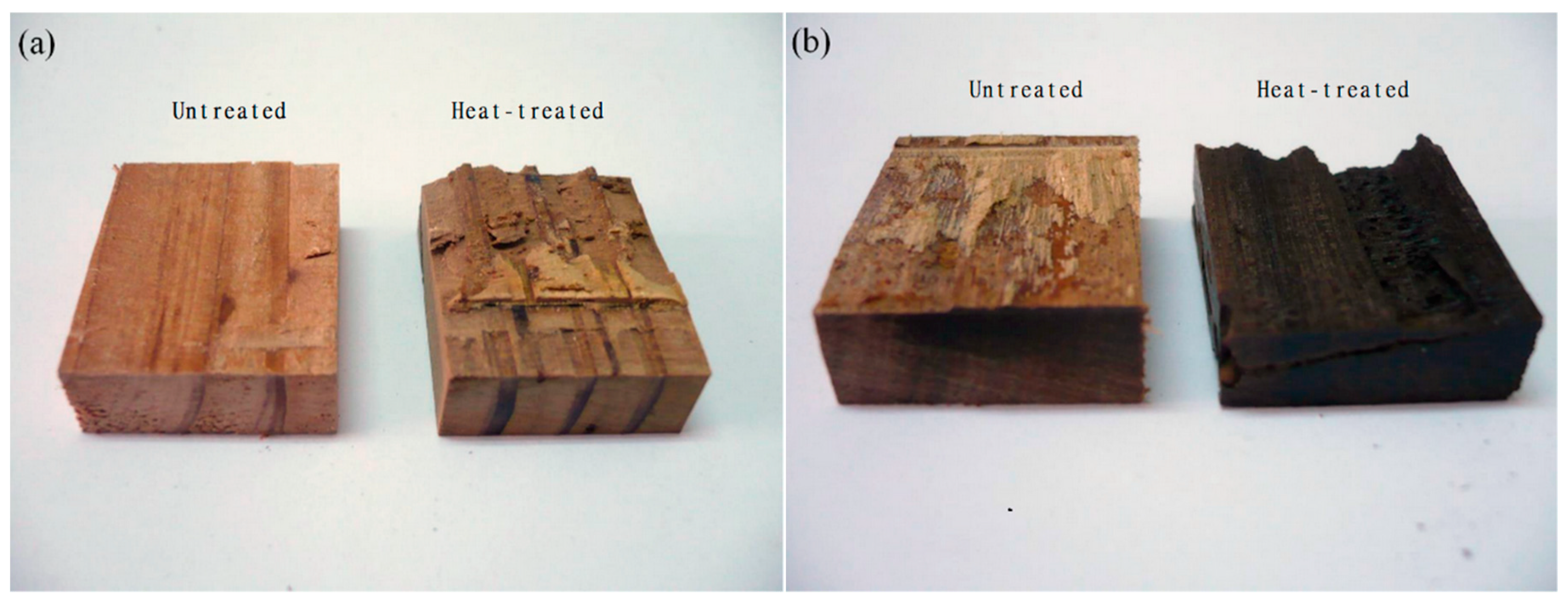
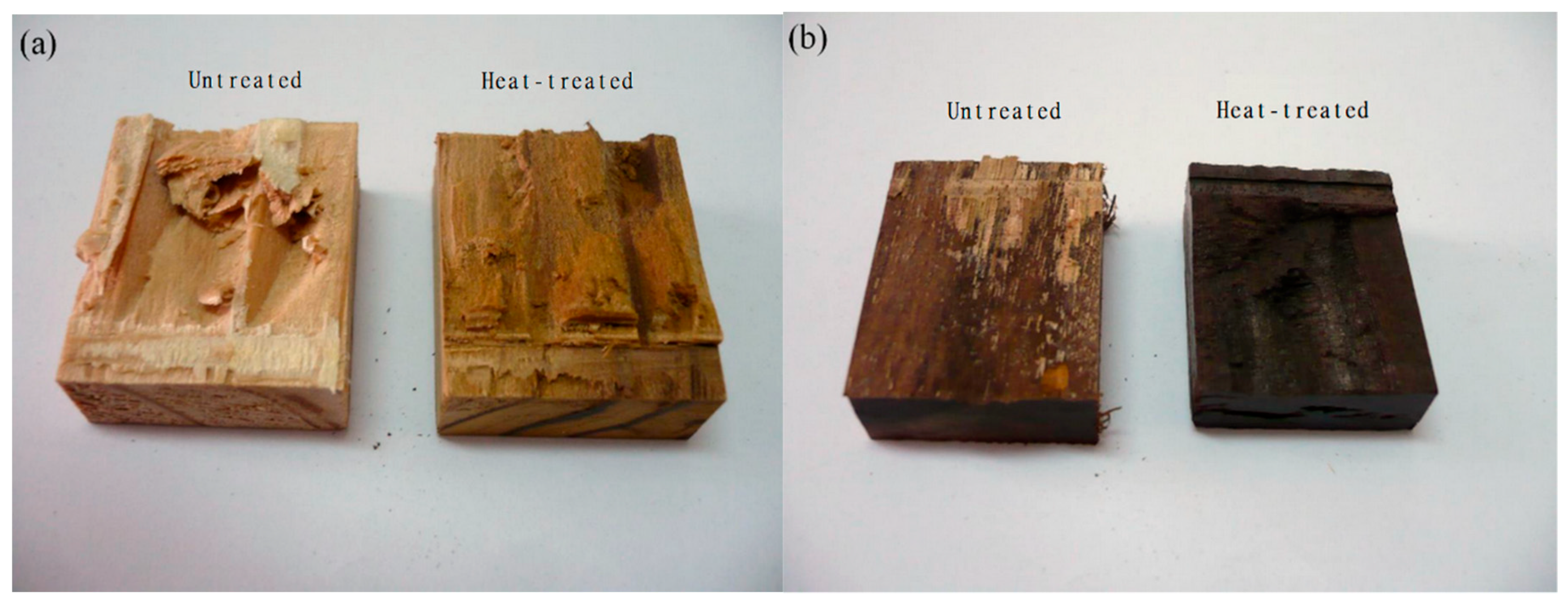
2.4. Soil Block Test for Decay Resistance of Heat-Treated Woods
3. Results and Discussion
3.1. The Normal Shear Strength
3.2. The Finishing Performances
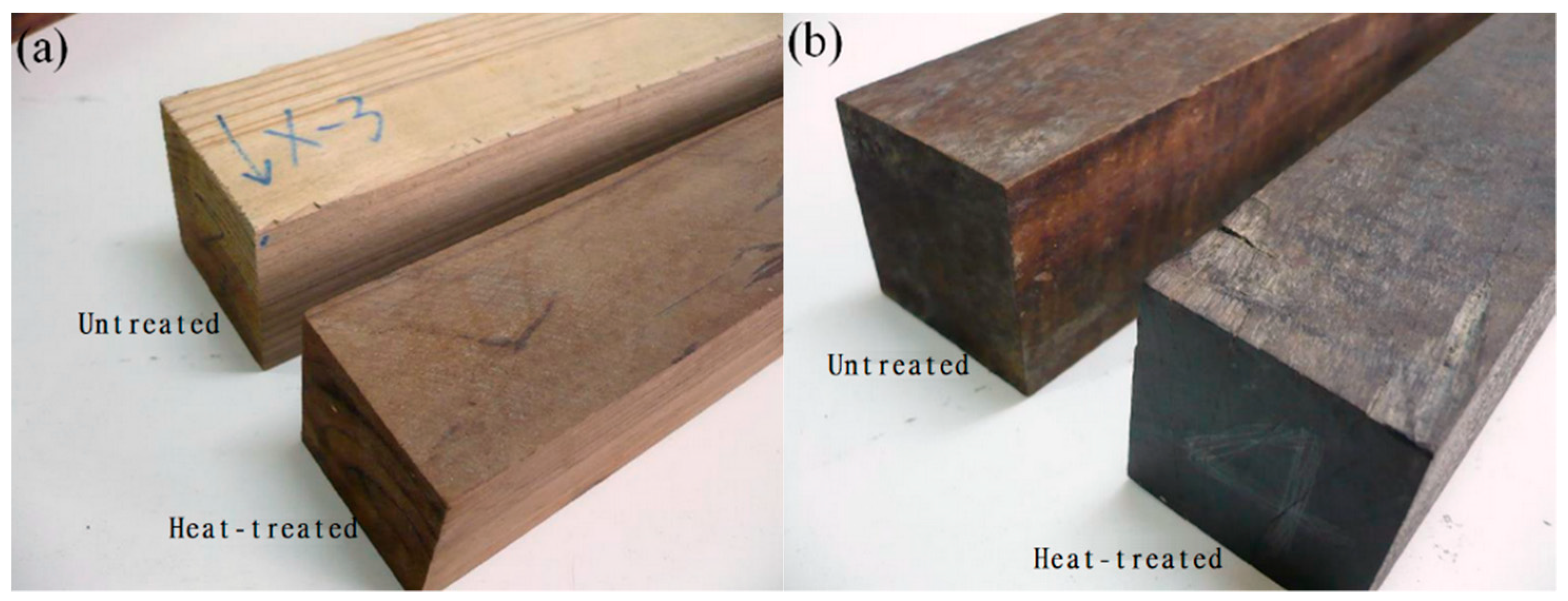
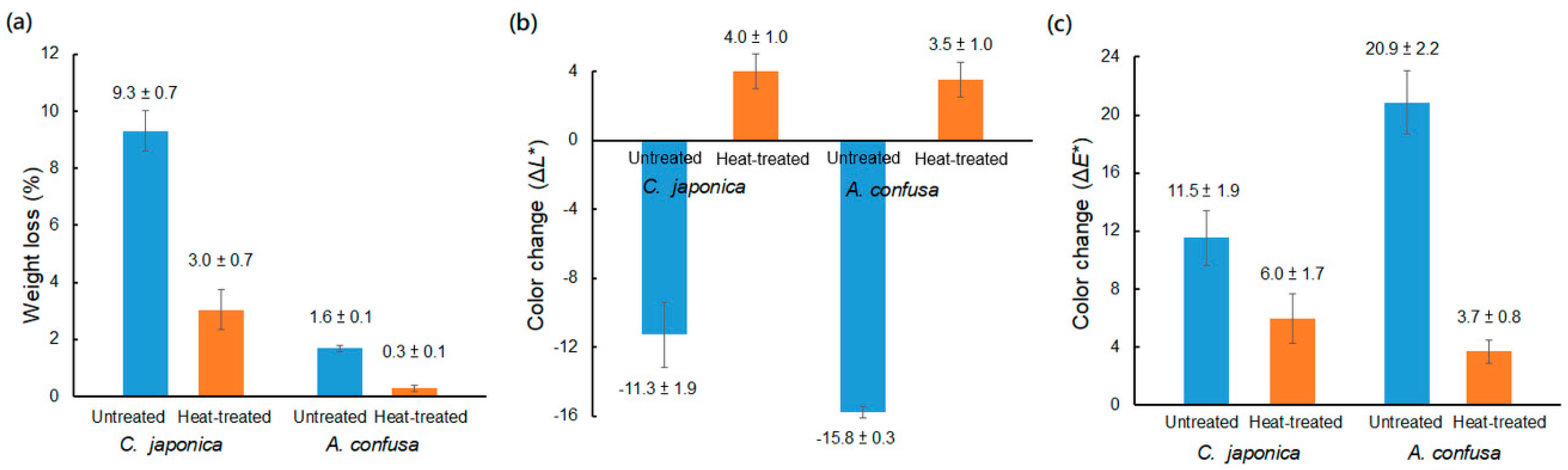
3.3. Decay Resistance Performances
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Antonios, N.P.; Georgia, P. Mechanical Behaviour of Pine Wood Chemically Modified with A Homologous Series of Linear Chain Carboxylic Acid Anhydrides. Bioresour. Technol. 2010, 101, 6147–6150. [Google Scholar] [CrossRef]
- Chang, H.T.; Chang, S.T. Modification of Wood with Isopropyl Glycidyl Ether and Its Effects on Decay Resistance and Light Stability. Bioresour. Technol. 2006, 97, 1265–1271. [Google Scholar] [CrossRef] [PubMed]
- Shi, J.L.; Kocaefe, D.; Amburgey, T.; Zhang, J. Acomparative Study on Brown-Rot Fungus Decay and Subterranean Termite Resistance of Thermally-Modified and ACQ-C-Treatedwood. Holz. Roh. Werkst. 2007, 65, 353–358. [Google Scholar] [CrossRef]
- Kartal, S.N.; Kakitani, T.; Imamura, Y. Bioremediation of CCA-C Treated Wood by Aspergillus Niger Fermentation. Holz. Roh. Werkst. 2004, 62, 64–68. [Google Scholar] [CrossRef]
- Kartal, S.N.; Clausen, C.A. Leachability and Decay Resistance of Particleboard Made from Acid Extracted and Bioremediated CCA-Treated Wood. Int. Biodeterior. Biodegrad. 2001, 47, 183–191. [Google Scholar] [CrossRef]
- Srinivas, K.; Panda, K.K. Photodegradaion of Thermally Modified Wood. J. Photochem. Photobiol. B Biol. 2012, 117, 140–145. [Google Scholar] [CrossRef]
- Dilik, T.; Hiziroglu, S. Bonding Strength of Heated Compressed Eastern Redcedar Wood. Mater. Des. 2012, 42, 317–320. [Google Scholar] [CrossRef]
- Korkut, S. Performance of Three Thermally Treated Tropical Wood Species Commonly Used in Turkey. Ind. Corp. Prod. 2012, 36, 355–362. [Google Scholar] [CrossRef]
- Akyildiz, M.H.; Ates, S. Effect of Heat-Treatment on Equilibrium Moisture Content (EMC) of Some Wood Species in Turkey. Res. J. Agric. Biol. Sci. 2008, 4, 660–665. [Google Scholar] [CrossRef]
- Del Menezzi, C.H.S.; De Souza, R.Q.; Thompson, R.M.; Teixeria, D.E.; Okino, E.Y.A.; Da Costa, A.F. Properties after Weathering and Decay Resistance of a Thermally Modified Wood Structural Board. Int. Biodeterior. Biodegrad. 2008, 62, 448–454. [Google Scholar] [CrossRef]
- Gobakken, L.R.; Westin, M. Surface Mould Growth on Five Modified Wood Substrates Coated with Three Different Coating Systems when Exposed Outdoors. Int. Biodeterior. Biodegrad. 2008, 62, 397–402. [Google Scholar] [CrossRef]
- Metsä-Kortelainen, S.; Antikainen, T.; Viitaniemi, P. The Water Absorption of Sapwood and Heartwood of Scots Pine and Norway Spruce Heat-Treated at 170 °C, 190 °C, 210 °C and 230 °C. Holz. Roh. Werkst. 2006, 64, 192–197. [Google Scholar] [CrossRef]
- Hakkou, M.; Pétrissans, M.; Zoulalian, A.; Gérardin, P. Investigaation of Wood Wettability Changes During Heat-Treatment on The Basis of Chemical Analysis. Polym. Degrad. Stab. 2005, 89, 1–5. [Google Scholar] [CrossRef]
- Hakkou, M.; Pétrissans, M.; Gérardin, P.; Zoulalian, A. Investigation of the Reasons for Fungal Durability of Heat-Treated Beech Wood. Polym. Degrad. Stab. 2006, 91, 393–397. [Google Scholar] [CrossRef]
- Manninen, A.M.; Pasanen, P.; Holopainen, J.K. Comparing the VOC Emissions Between Air-Dried and Heat-Treated Scots Pine Wood. Atmos. Environ. 2002, 36, 1763–1768. [Google Scholar] [CrossRef]
- Günduz, G.; Aydemir, D. Some Physical Properties of Heated Hornbeam (Carpinus betulus L.) Wood. Dry. Technol. 2009, 27, 714–720. [Google Scholar] [CrossRef]
- Boonstra, M.J.; Tjeerdsma, B. Chemical Analysis of Heat Treated Softwoods. Holz. Roh. Werkst. 2006, 64, 204–211. [Google Scholar] [CrossRef]
- Šernek, M.; Boonstra, M.; Pizzi, A.; Despres, A.; Gérardin, P. Bonding Performance of Heat-Treated Wood with Structural Adhesives. Holz. Roh. Werkst. 2008, 66, 173–180. [Google Scholar] [CrossRef]
- Follrich, J.; Müller, U.; Gindl, W. Effects of Thermal Modification on the Adhesion Between Spruce Wood (Picea abies Karst.) and a Thermoplastic Polymer. Holz. Roh. Werkst. 2006, 64, 373–376. [Google Scholar] [CrossRef]
- Šernek, M.; Kamke, F.A.; Glasser, W.G. Comparative Analysis of Inactivated Wood Surface. Holzforschung 2004, 58, 22–31. [Google Scholar] [CrossRef]
- Vick, C.B. Adhesive Bonding of Wood Materials. In Wood Handbook–Wood as an Engineering Material; USDA Forest Service, Forest Products Laboratory: Madison, WI, USA, 1999; pp. 9-1–9-23. [Google Scholar] [CrossRef]
- Shi, S.Q.; Gardner, D.J. Dynamic Adhesive Wettability of Wood. Wood Fiber Sci. 2001, 33, 58–68. [Google Scholar] [CrossRef]
- Forestry Statistics of Taiwan Region. Available online: http://www.forest.gov.tw (accessed on 6 January 2005).
- Kuo, W.L.; Lu, K.T. Characteristics of Cryptomeria japonica and Acacia confusa Heat-Treated Woods with Different Temperatures. Q. J. For. Res. 2012, 34, 269–286. [Google Scholar] [CrossRef]
- Bhuiyan, M.T.R.; Sobue, N.H.N. Changes of Crystallinity in Wood Cellulose by Heat-Treatment under Dried and Moist Conditions. J. Wood Sci. 2000, 46, 431–436. [Google Scholar] [CrossRef]
- Follrich, J.; Teischinger, A.; Gindl, W.; Müller, U. Adhesive Bond Strength of End Grain Joints in Softwood with Varying Density. Holzforschung 2008, 62, 237–242. [Google Scholar] [CrossRef]
- Nuopponen, M.; Vuorinen, T.; Jämsä, S.; Viitaniemi, P. The Effects of a Heat-Treatment on the Behavior of Extractives in Softwood Studied by FTIR Spectroscopic Methods. Wood Sci. Technol. 2003, 37, 109–115. [Google Scholar] [CrossRef]
- Pizzi, A. Wood Adhesives: Chemistry and Technology; Marcel Dekker Inc.: New York, NY, USA, 1983; pp. 307–387. [Google Scholar] [CrossRef]
- Kocaefe, D.; Poncsak, S.; Tang, J.; Bouazara, M. Effect of Heat-Treatment on the Mechanical Properties of North American Jack Pine: Thermogravimetric Study. J. Mater. Sci. 2009, 45, 681–687. [Google Scholar] [CrossRef]
- Poncsák, S.; Shi, S.Q.; Kocaefe, D.; Miller, G. Effect of Thermal Treatment of Wood Lumbers on Their Adhesive Bond Strength and Durability. J. Adhesion Sci. Technol. 2007, 21, 745–754. [Google Scholar] [CrossRef]
- Ayadi, N.; Lejeune, F.; Charrier, F.; Charrier, B.; Merlin, A. Color Stability of Heat-Treated Wood During Artificial Weathering. Holz. Roh. Werkst. 2003, 61, 221–226. [Google Scholar] [CrossRef]
- Vidholdová, Z.; Reinprecht, L. The Colour of Tropical Woods Influenced by Brown Rot. Forests 2019, 10, 322. [Google Scholar] [CrossRef]
- Hill, C.A.S. Wood Modification: Chemical, Thermal and Other Processes; John Wiley & Sons: Chichester, UK, 2006; pp. 100–127. [Google Scholar] [CrossRef]
- Chaouch, M.; Pétrissans, M.; Pétrissans, A.; Gérardin, P. Use of Wood Elemental Composition to Predict Heat-Treatment Intensity and Decay Resistance of Different Softwood and Hardwood Species. Polym. Degrad. Stab. 2010, 95, 2255–2259. [Google Scholar] [CrossRef]
- Weiland, J.J.; Guyonnet, R. Study of Chemical Modifications and Fungi Degradation of Thermally Modified Wood Using DRIFT Spectroscopy. Holz. Roh. Werkst. 2003, 61, 216–220. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wood | Shear Strength (MPa) | ||
|---|---|---|---|
| UF | PVAc | ||
| C. japonica | Untreated | 7.73 ± 0.35 (40) 2 | 8.25 ± 0.30 (90) |
| Heat-treated 1 | 7.66 ± 0.33 (90) | 7.43 ± 0.33 (100) | |
| A. confusa | Untreated | 19.50 ± 0.22 (80) | 15.39 ± 0.31 (20) |
| Heat-treated | 13.98 ± 0.30 (100) | 11.39 ± 1.05 (40) | |
| Wood | PU | NC | |||
|---|---|---|---|---|---|
| Adhesion (Grade) | Impact Resistance (cm) | Adhesion (Grade) | Impact Resistance (cm) | ||
| C. japonica | Untreated | 10 | 10 | 10 | 5 |
| Heat-treated 1 | 10 | 10 | 10 | 5 | |
| A. confusa | Untreated | 10 | 40 | 10 | 30 |
| Heat-treated | 10 | 35 | 10 | 30 | |
| Wood | PU | NC | |||
|---|---|---|---|---|---|
| Cycling Test (Cycles) | Gloss Retention (%) | Cycling Test (cycles) | Gloss Retention (%) | ||
| C. japonica | Untreated | >20 | 93 | >20 | 93 |
| Heat-treated 1 | >20 | 96 | >20 | 100 | |
| A. confusa | Untreated | >20 | 90 | >20 | 95 |
| Heat-treated | >20 | 100 | >20 | 98 | |
| Wood | Brightness Difference (ΔL*) | Color Difference (ΔE*) | Yellowness Difference (ΔYI) | |
|---|---|---|---|---|
| C. japonica | Untreated | −6.17 ± 0.19 | 32.61 ± 0.57 | 15.25 ± 0.24 |
| Heat-treated 1 | −0.47 ± 0.97 | 18.68 ± 2.63 | 3.28 ± 0.87 | |
| A. confusa | Untreated | −5.27 ± 2.24 | 11.22 ± 2.26 | 0.89 ± 0.09 |
| Heat-treated | −0.25 ± 0.23 | 1.70 ± 0.66 | 0.07 ± 0.15 | |
| Wood | Brightness Difference (ΔL*) | Color Difference (ΔE*) | Yellowness Difference (ΔYI) | |
|---|---|---|---|---|
| C. japonica | Untreated | −8.28 ± 0.87 | 63.63 ± 1.67 | 23.42 ± 1.00 |
| Heat-treated 1 | 4.56 ± 0.63 | 28.22 ± 4.14 | 4.23 ± 0.15 | |
| A. confusa | Untreated | −8.10 ± 0.81 | 11.04 ± 0.62 | 5.46 ± 1.15 |
| Heat-treated | 1.69 ± 0.69 | 7.98 ± 1.29 | 3.02 ± 2.81 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, C.-W.; Kuo, W.-L.; Lu, K.-T. On the Effect of Heat Treatments on the Adhesion, Finishing and Decay Resistance of Japanese cedar (Cryptomeria japonica D. Don) and Formosa acacia (Acacia confuse Merr.(Leguminosae)). Forests 2019, 10, 586. https://0-doi-org.brum.beds.ac.uk/10.3390/f10070586
Chang C-W, Kuo W-L, Lu K-T. On the Effect of Heat Treatments on the Adhesion, Finishing and Decay Resistance of Japanese cedar (Cryptomeria japonica D. Don) and Formosa acacia (Acacia confuse Merr.(Leguminosae)). Forests. 2019; 10(7):586. https://0-doi-org.brum.beds.ac.uk/10.3390/f10070586
Chicago/Turabian StyleChang, Chia-Wei, Wei-Ling Kuo, and Kun-Tsung Lu. 2019. "On the Effect of Heat Treatments on the Adhesion, Finishing and Decay Resistance of Japanese cedar (Cryptomeria japonica D. Don) and Formosa acacia (Acacia confuse Merr.(Leguminosae))" Forests 10, no. 7: 586. https://0-doi-org.brum.beds.ac.uk/10.3390/f10070586