
Valorization of Brewers’ Spent Grains: Pretreatments and Fermentation, a Review


 ,
,  ,
,  and
and 
Abstract
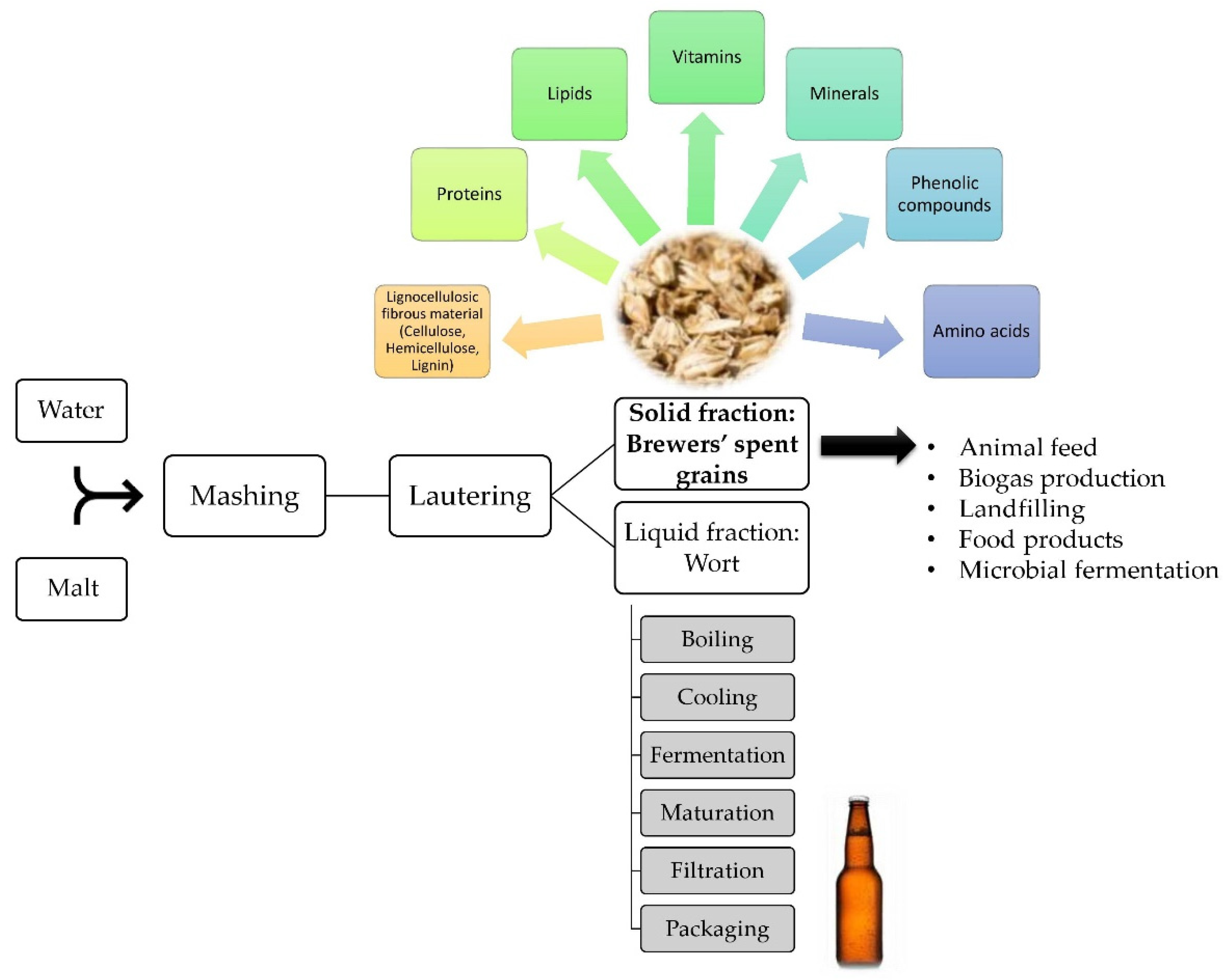
:1. Introduction
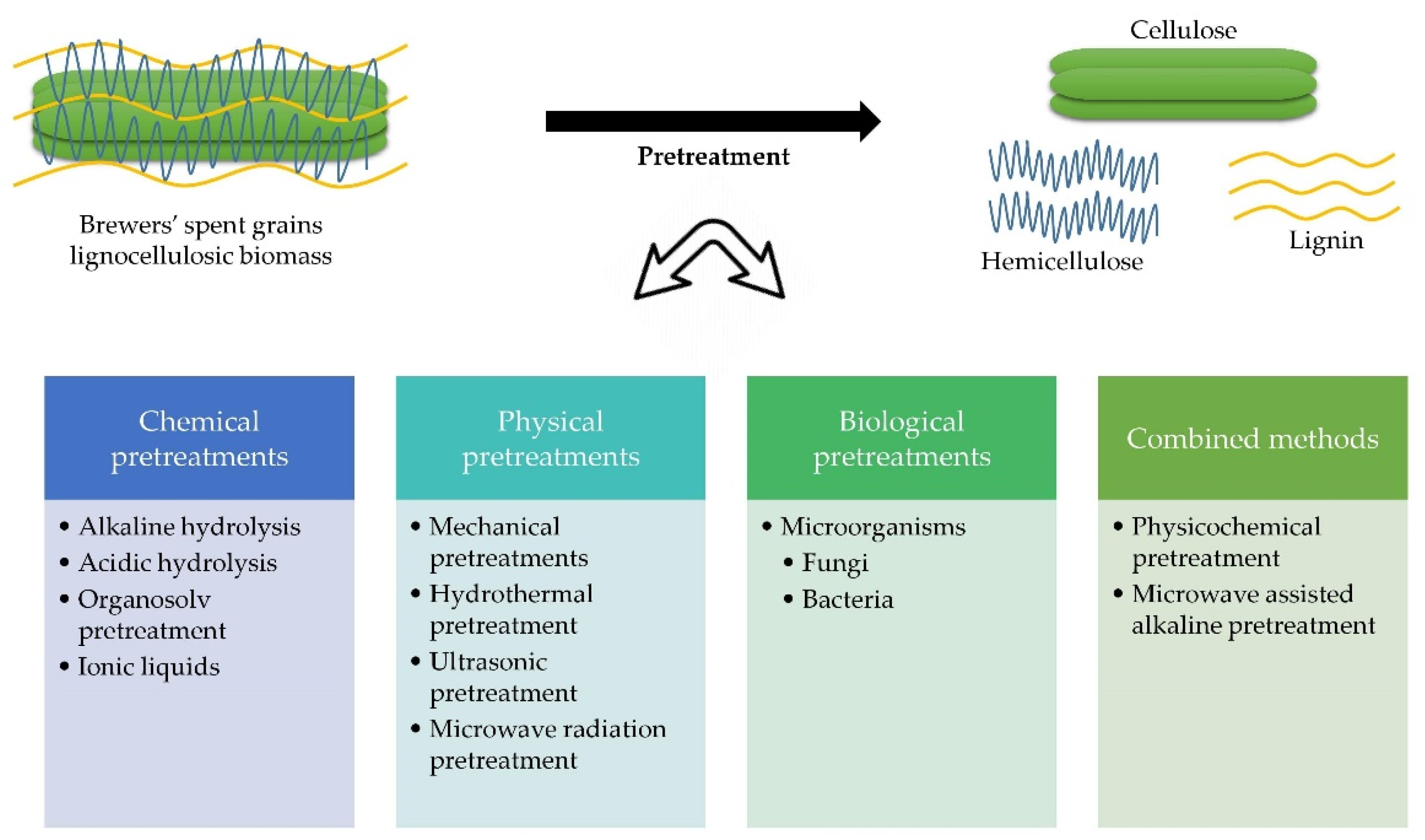
2. Pretreatment Methods of Brewers’ Spent Grains
3. Brewers’ Spent Grains Fermentation and Production of Value-Added Compounds
3.1. Submerged Fermentation
3.1.1. Introduction about Submerged Fermentation
3.1.2. Valorization of BSG Using Submerged Fermentation
3.2. Solid-State Fermentation
3.2.1. Introduction about Solid-State Fermentation
3.2.2. Valorization of BSG Using Solid State-Fermentation
4. BSG Supply Chain System
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Oliver, G.; Colicchio, T. The Oxford Companion to Beer; The Oxford University Press: New York, NY, USA, 2011. [Google Scholar]
- Patel, A.; Mikes, F.; Bühler, S.; Matsakas, L. Valorization of brewers’ spent grain for the production of lipids by oleaginous yeast. Molecules 2018, 23, 3052. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Parchami, M.; Ferreira, J.A.; Taherzadeh, M.J. Brewing process development by integration of edible filamentous fungi to upgrade the quality of brewer’s spent grain (BSG). BioResources 2021, 16, 1686. [Google Scholar] [CrossRef]
- Goberna, M.; Camacho, M.D.M.; Lopez-Abadia, J.A.; García, C. Co-digestion, biostimulation and bioaugmentation to enhance methanation of brewer’s spent grain. Waste Manag. Res. 2013, 31, 805–810. [Google Scholar] [CrossRef] [PubMed]
- The Brewers of Europe. European Beer Trends Statistics Report; The Brewers of Europe: Brussels, Belgium, 2019. [Google Scholar]
- Kavalopoulos, M.; Stoumpou, V.; Christofi, A.; Mai, S.; Barampouti, E.M.; Moustakas, K.; Malamis, D.; Loizidou, M. Sustainable valorisation pathways mitigating environmental pollution from brewers’ spent grains. Environ. Pollut. 2021, 270, 116069. [Google Scholar] [CrossRef] [PubMed]
- Aprodu, I.; Simion, A.B.; Banu, I. Valorisation of the Brewers’ Spent Grain Through Sourdough Bread Making. Int. J. Food Eng. 2017, 13, 20170195. [Google Scholar] [CrossRef]
- Cooray, S.T.; Chen, W.N. Valorization of brewer’s spent grain using fungi solid-state fermentation to enhance nutritional value. J. Funct. Foods 2018, 42, 85–94. [Google Scholar] [CrossRef]
- Chetrariu, A.; Dabija, A. Brewer’s spent grains: Possibilities of valorization, a review. Appl. Sci. 2020, 10, 5619. [Google Scholar] [CrossRef]
- Cooray, S.T.; Lee, J.J.L.; Chen, W.N. Evaluation of brewers’ spent grain as a novel media for yeast growth. AMB Express 2017, 7, 1–10. [Google Scholar] [CrossRef]
- San Martin, D.; Orive, M.; Iñarra, B.; Castelo, J.; Estévez, A.; Nazzaro, J.; Iloro, I.; Elortza, F.; Zufía, J. Brewers’ Spent Yeast and Grain Protein Hydrolysates as Second-Generation Feedstuff for Aquaculture Feed. Waste Biomass Valorization 2020, 11, 5307–5320. [Google Scholar] [CrossRef]
- Rojas-Chamorro, J.A.; Cara, C.; Romero, I.; Ruiz, E.; Romero-García, J.M.; Mussatto, S.I.; Castro, E. Ethanol Production from Brewers’ Spent Grain Pretreated by Dilute Phosphoric Acid. Energy Fuels 2018, 32, 5226–5233. [Google Scholar] [CrossRef]
- Teixeira, M.R.; Guarda, E.C.; Freitas, E.B.; Galinha, C.F.; Duque, A.F.; Reis, M.A.M. Valorization of raw brewers’ spent grain through the production of volatile fatty acids. New Biotechnol. 2020, 57, 4–10. [Google Scholar] [CrossRef] [PubMed]
- Buffington, J. The Economic Potential of Brewer’s Spent Grain (BSG) as a Biomass Feedstock. Adv. Chem. Eng. Sci. 2014, 4, 308–318. [Google Scholar] [CrossRef] [Green Version]
- Mitri, S.; Koubaa, M.; Maroun, R.G.; Rossignol, T.; Nicaud, J.-M.; Louka, N. Bioproduction of 2-Phenylethanol through Yeast Fermentation on Synthetic Media and on Agro-Industrial Waste and By-Products: A Review. Foods 2022, 11, 109. [Google Scholar] [CrossRef] [PubMed]
- Su, Y.; Du, R.; Guo, H.; Cao, M.; Wu, Q.; Su, R.; Qi, W.; He, Z. Fractional pretreatment of lignocellulose by alkaline hydrogen peroxide: Characterization of its major components. Food Bioprod. Process. 2015, 94, 322–330. [Google Scholar] [CrossRef]
- Wilkinson, S.; Smart, K.A.; Cook, D.J. Optimising the (Microwave) Hydrothermal Pretreatment of Brewers Spent Grains for Bioethanol Production. J. Fuels 2015, 2015. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Tao, Y.; Temudo, M.; Bijl, H.; Kloek, J.; Ren, N.; van Lier, J.B.; de Kreuk, M. Biomethanation from enzymatically hydrolyzed brewer’s spent grain: Impact of rapid increase in loadings. Bioresour. Technol. 2015, 190, 167–174. [Google Scholar] [CrossRef]
- Gomes, M.M.; Rabelo, C.A.B.S.; Sakamoto, I.K.; Silva, E.L.; Varesche, M.B.A. Methane Production Using Brewery Spent Grain: Optimal Hydrothermolysis, Fermentation of Waste and Role of Microbial Populations. Waste Biomass Valorization 2021. [Google Scholar] [CrossRef]
- Mussatto, S.I. Brewer’s spent grain: A valuable feedstock for industrial applications. J. Sci. Food Agric. 2014, 97, 1264–1275. [Google Scholar] [CrossRef] [Green Version]
- Kisielewska, M.; Rusanowska, P.; Dudek, M.; Nowicka, A.; Krzywik, A.; Dębowski, M.; Joanna, K.; Zieliński, M. Evaluation of Ultrasound Pretreatment for Enhanced Anaerobic Digestion of Sida hermaphrodita. Bioenergy Res. 2020, 13, 824–832. [Google Scholar] [CrossRef] [Green Version]
- Baruah, J.; Nath, B.K.; Sharma, R.; Kumar, S.; Deka, R.C.; Baruah, D.C.; Kalita, E. Recent trends in the pretreatment of lignocellulosic biomass for value-added products. Front. Energy Res. 2018, 6, 141. [Google Scholar] [CrossRef]
- Dávila, J.A.; Rosenberg, M.; Cardona, C.A. A biorefinery approach for the production of xylitol, ethanol and polyhydroxybutyrate from brewer’s spent grain. AIMS Agric. Food 2016, 1, 52–66. [Google Scholar] [CrossRef]
- Wilkinson, S.; Smart, K.A.; Cook, D.J. Optimisation of alkaline reagent based chemical pre-treatment of Brewers spent grains for bioethanol production. Ind. Crop. Prod. 2014, 62, 219–227. [Google Scholar] [CrossRef]
- Brodeur, G.; Yau, E.; Badal, K.; Collier, J.; Ramachandran, K.B.; Ramakrishnan, S. Chemical and physicochemical pretreatment of lignocellulosic biomass: A review. Enzyme Res. 2011, 2011. [Google Scholar] [CrossRef] [PubMed]
- Beldman, G.; Hennekam, J.; Voragen, A.G.J. Enzymatic hydrolysis of beer brewers’ spent grain and the influence of pretreatments. Biotechnol. Bioeng. 1987, 30, 668–671. [Google Scholar] [CrossRef] [PubMed]
- Jȩdrzejczyk, M.; Soszka, E.; Czapnik, M.; Ruppert, A.M.; Grams, J. Physical and chemical pretreatment of lignocellulosic biomass. In Second and Third Generation of Feedstocks: The Evolution of Biofuels; Elsevier: Amsterdam, The Netherlands, 2019; pp. 143–196. ISBN 9780128151624. [Google Scholar]
- Wagner, E.; Pería, M.E.; Ortiz, G.E.; Rojas, N.L.; Ghiringhelli, P.D. Valorization of brewer’s spent grain by different strategies of structural destabilization and enzymatic saccharification. Ind. Crop. Prod. 2021, 163, 113329. [Google Scholar] [CrossRef]
- Aftab, M.N.; Iqbal, I.; Riaz, F.; Karadag, A.; Tabatabaei, M. Different Pretreatment Methods of Lignocellulosic Biomass for Use in Biofuel Production. In Biomass for Bioenergy-Recent Trends and Future Challenges; IntechOpen: London, UK, 2019. [Google Scholar]
- Lynch, K.M.; Steffen, E.J.; Arendt, E.K. Brewers’ spent grain: A review with an emphasis on food and health. J. Inst. Brew. 2016, 122, 553–568. [Google Scholar] [CrossRef]
- Hassan, S.S.; Ravindran, R.; Jaiswal, S.; Tiwari, B.K.; Williams, G.A.; Jaiswal, A.K. An evaluation of sonication pretreatment for enhancing saccharification of brewers’ spent grain. Waste Manag. 2020, 105, 240–247. [Google Scholar] [CrossRef]
- Yu, Z.; Zhang, B.; Yu, F.; Xu, G.; Song, A. A real explosion: The requirement of steam explosion pretreatment. Bioresour. Technol. 2012, 121, 335–341. [Google Scholar] [CrossRef] [PubMed]
- Menon, V.; Rao, M. Trends in bioconversion of lignocellulose: Biofuels, platform chemicals & biorefinery concept. Prog. Energy Combust. Sci. 2012, 38, 522–550. [Google Scholar] [CrossRef]
- Zheng, Y.; Lin, H.M.; Tsao, G.T. Pretreatment for cellulose hydrolysis by carbon dioxide explosion. Biotechnol. Prog. 1998, 14, 890–896. [Google Scholar] [CrossRef] [PubMed]
- Zhuang, X.; Wang, W.; Yu, Q.; Qi, W.; Wang, Q.; Tan, X.; Zhou, G.; Yuan, Z. Liquid hot water pretreatment of lignocellulosic biomass for bioethanol production accompanying with high valuable products. Bioresour. Technol. 2016, 199, 68–75. [Google Scholar] [CrossRef] [PubMed]
- Taylor, M.J.; Alabdrabalameer, H.A.; Skoulou, V. Choosing physical, physicochemical and chemical methods of pre-treating lignocellulosic wastes to repurpose into solid fuels. Sustainability 2019, 11, 3604. [Google Scholar] [CrossRef] [Green Version]
- Puligundla, P.; Mok, C. Recent advances in biotechnological valorization of brewers’ spent grain. Food Sci. Biotechnol. 2021, 30, 341–353. [Google Scholar] [CrossRef] [PubMed]
- Bensah, E.C.; Mensah, M. Chemical pretreatment methods for the production of cellulosic ethanol: Technologies and innovations. Int. J. Chem. Eng. 2013, 2, 887–898. [Google Scholar] [CrossRef]
- Guarda, E.C.; Oliveira, A.C.; Antunes, S.; Freitas, F.; Castro, P.M.L.; Duque, A.F.; Reis, M.A.M. A two-stage process for conversion of brewer’s spent grain into volatile fatty acids through acidogenic fermentation. Appl. Sci. 2021, 11, 3222. [Google Scholar] [CrossRef]
- Marcus, A.; Fox, G. Fungal biovalorization of a brewing industry byproduct, brewer’s spent grain: A review. Foods 2021, 10, 2159. [Google Scholar] [CrossRef] [PubMed]
- Silbir, S.; Goksungur, Y. Natural red pigment production by monascus purpureus in submerged fermentation systems using a food industry waste: Brewer’s spent grain. Foods 2019, 8, 161. [Google Scholar] [CrossRef] [Green Version]
- Hölker, U.; Lenz, J. Solid-state fermentation—Are there any biotechnological advantages? Curr. Opin. Microbiol. 2005, 8, 301–306. [Google Scholar] [CrossRef]
- Subramaniyam, R.; Vimala, R. Solid State and Submerged Fermentation for the Production of Bioactive Substances: A Comparative Study. Int. J. Sci. Nat. 2012, 3, 480–486. [Google Scholar]
- Singhania, R.R.; Sukumaran, R.K.; Patel, A.K.; Larroche, C.; Pandey, A. Advancement and comparative profiles in the production technologies using solid-state and submerged fermentation for microbial cellulases. Enzyme Microb. Technol. 2010, 46, 541–549. [Google Scholar] [CrossRef]
- Wolters, N.; Schabronath, C.; Schembecker, G.; Merz, J. Efficient conversion of pretreated brewer’s spent grain and wheat bran by submerged cultivation of Hericium erinaceus. Bioresour. Technol. 2016, 222, 123–129. [Google Scholar] [CrossRef] [PubMed]
- Srivastava, N.; Srivastava, M.; Ramteke, P.W.; Mishra, P.K. Solid-state fermentation strategy for microbial metabolites production: An overview. In New and Future Developments in Microbial Biotechnology and Bioengineering: Microbial Secondary Metabolites Biochemistry and Applications; Elsevier: Amsterdam, The Netherlands, 2019; ISBN 9780444635044. [Google Scholar]
- Soccol, C.R.; da Costa, E.S.F.; Letti, L.A.J.; Karp, S.G.; Woiciechowski, A.L.; de Souza Vandenberghe, L.P. Recent developments and innovations in solid state fermentation. Biotechnol. Res. Innov. 2017, 1, 52–71. [Google Scholar] [CrossRef]
- Doriya, K.; Jose, N.; Gowda, M.; Kumar, D.S. Solid-State Fermentation vs Submerged Fermentation for the Production of L-Asparaginase. In Advances in Food and Nutrition Research; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Hashemi, M.; Razavi, S.H.; Shojaosadati, S.A.; Mousavi, S.M. The potential of brewer’s spent grain to improve the production of α-amylase by Bacillus sp. KR-8104 in submerged fermentation system. New Biotechnol. 2011, 28, 165–172. [Google Scholar] [CrossRef] [PubMed]
- Victor, A.; Titilayo, F.-O. Citric acid production from brewers spent grain by Aspergillus niger and Saccharomyces cerevisiae Enzymes from microorganisms isolated from insect gut View project Citric acid production from brewers spent grain by Aspergillus niger and Saccharomyces cere. Int. J. Res. Biosci. 2013, 2, 30–36. [Google Scholar]
- Rachwał, K.; Waśko, A.; Gustaw, K.; Polak-Berecka, M. Utilization of brewery wastes in food industry. PeerJ 2020, 8, e9427. [Google Scholar] [CrossRef]
- Shindo, S.; Tachibana, T. Production of L-lactic acid from spent grain, a by-product of beer production. J. Inst. Brew. 2004, 110, 347–351. [Google Scholar] [CrossRef]
- Casas-Godoy, L.; González-Escobar, J.L.; Mathis, A.G.; Barrera-Martínez, I. Revalorization of untreated Brewer’s spent grain: Novel and versatile feedstock to produce cellulases, lipases, and yeast biomass in a biorefinery approach. Biomass Convers. Biorefinery 2020, 1–12. [Google Scholar] [CrossRef]
- Singh, M.; Devi, S.; Rana, V.S.; Mishra, B.B.; Kumar, J.; Ahluwalia, V. Delivery of phytochemicals by liposome cargos: Recent progress, challenges and opportunities. J. Microencapsul. 2019, 36, 215–235. [Google Scholar] [CrossRef]
- Thomas, L.; Larroche, C.; Pandey, A. Current developments in solid-state fermentation. Biochem. Eng. J. 2013, 81, 146–161. [Google Scholar] [CrossRef]
- Pandey, A. Solid-state fermentation. Biochem. Eng. J. 2003, 13, 81–84. [Google Scholar] [CrossRef]
- Krishna, C. Solid-state fermentation systems—An overview. Crit. Rev. Biotechnol. 2005, 25, 1–30. [Google Scholar] [CrossRef] [PubMed]
- Rodríguez-Couto, S. Solid-State Fermentation for Laccases Production and Their Applications. In Current Developments in Biotechnology and Bioengineering; Elsevier: Amsterdam, The Netherlands, 2018; pp. 211–234. [Google Scholar]
- Lima-Pérez, J.; López-Pérez, M.; Viniegra-González, G.; Loera, O. Solid-state fermentation of Bacillus thuringiensis var kurstaki HD-73 maintains higher biomass and spore yields as compared to submerged fermentation using the same media. Bioprocess Biosyst. Eng. 2019, 42, 1527–1535. [Google Scholar] [CrossRef] [PubMed]
- Krishania, M.; Sindhu, R.; Binod, P.; Ahluwalia, V.; Kumar, V.; Sangwan, R.S.; Pandey, A. Design of Bioreactors in Solid-State Fermentation. In Current Developments in Biotechnology and Bioengineering; Elsevier: Amsterdam, The Netherlands, 2018; pp. 83–96. [Google Scholar]
- Agarwal, A.K.; Agarwal, R.A.; Gupta, T.; Gurjar, B.R. Biofuels: Technology, Challenges and Prospects. In Green Energy and Technology; Springer: Berlin, Germany, 2017. [Google Scholar]
- Salgado-Bautista, D.; Volke-Sepúlveda, T.; Figueroa-Martínez, F.; Carrasco-Navarro, U.; Chagolla-López, A.; Favela-Torres, E. Solid-state fermentation increases secretome complexity in Aspergillus brasiliensis. Fungal Biol. 2020, 124, 723–734. [Google Scholar] [CrossRef]
- Hyseni, B.; Aytekin, A.Ö.; Nikerel, E. Solid state fermentation for enzyme production for food industry. J. Microbiol. Biotechnol. Food Sci. 2018, 7, 615–622. [Google Scholar] [CrossRef]
- Costa, J.A.V.; Treichel, H.; Kumar, V.; Pandey, A. Advances in Solid-State Fermentation. In Current Developments in Biotechnology and Bioengineering; Elsevier: Amsterdam, The Netherlands, 2018; pp. 1–17. [Google Scholar]
- Kumar, A.; Kanwar, S. Lipase production in solid-state fermentation (SSF): Recent developments and biotechnological applications. Dyn. Biochem. Process Biotechnol. Mol. Biol. 2012, 6, 13–27. [Google Scholar]
- Moran-Aguilar, M.G.; Costa-Trigo, I.; Calderón-Santoyo, M.; Domínguez, J.M.; Aguilar-Uscanga, M.G. Production of cellulases and xylanases in solid-state fermentation by different strains of Aspergillus niger using sugarcane bagasse and brewery spent grain. Biochem. Eng. J. 2021, 6, 13–27. [Google Scholar] [CrossRef]
- Terrasan, C.R.F.; Carmona, E.C. Solid-state fermentation of brewer’s spent grain for xylanolytic enzymes production by penicillium janczewskii and analyses of the fermented substrate. Biosci. J. 2015, 31, 1826–1836. [Google Scholar] [CrossRef] [Green Version]
- Tišma, M.; Jurić, A.; Bucić-Kojić, A.; Panjičko, M.; Planinić, M. Biovalorization of brewers’ spent grain for the production of laccase and polyphenols. J. Inst. Brew. 2018, 124, 182–186. [Google Scholar] [CrossRef] [Green Version]
- Martínez-Avila, O.; Muñoz-Torrero, P.; Sánchez, A.; Font, X.; Barrena, R. Valorization of agro-industrial wastes by producing 2-phenylethanol via solid-state fermentation: Influence of substrate selection on the process. Waste Manag. 2021, 121, 403–411. [Google Scholar] [CrossRef]
- da Silva, L.R.I.; de Andrade, C.J.; de Oliveira, D.; Lerin, L.A. Solid-state fermentation in brewer’s spent grains by fusarium fujikuroi for gibberellic acid production. Biointerface Res. Appl. Chem. 2021, 11, 13042–13052. [Google Scholar] [CrossRef]
- Francis, F.; Sabu, A.; Madhavan Nampoothiri, K.; Szakacs, G.; Pandey, A. Synthesis of α-amylase by Aspergillus oryzae in solid-state fermentation. J. Basic Microbiol. 2002, 42, 320–326. [Google Scholar] [CrossRef]
- Assandri, D.; Pampuro, N.; Zara, G.; Cavallo, E.; Budroni, M. Suitability of composting process for the disposal and valorization of brewer’s spent grain. Agriculture 2021, 11, 2. [Google Scholar] [CrossRef]
- Landry, C. Beer for Bessie. Available online: https://www.perc.org/2002/12/01/beer-for-bessie/ (accessed on 10 December 2021).
- Panjičko, M.; Zupančič, G.D.; Zelić, B. Anaerobic biodegradation of raw and pre-treated brewery spent grain utilizing solid state anaerobic digestion. Acta Chim. Slov. 2015, 62, 818–827. [Google Scholar] [CrossRef] [PubMed] [Green Version]


{kind=link}
{kind=link}
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mitri, S.; Salameh, S.-J.; Khelfa, A.; Leonard, E.; Maroun, R.G.; Louka, N.; Koubaa, M. Valorization of Brewers’ Spent Grains: Pretreatments and Fermentation, a Review. Fermentation 2022, 8, 50. https://0-doi-org.brum.beds.ac.uk/10.3390/fermentation8020050
Mitri S, Salameh S-J, Khelfa A, Leonard E, Maroun RG, Louka N, Koubaa M. Valorization of Brewers’ Spent Grains: Pretreatments and Fermentation, a Review. Fermentation. 2022; 8(2):50. https://0-doi-org.brum.beds.ac.uk/10.3390/fermentation8020050
Chicago/Turabian StyleMitri, Sara, Sarah-Joe Salameh, Anissa Khelfa, Estelle Leonard, Richard G. Maroun, Nicolas Louka, and Mohamed Koubaa. 2022. "Valorization of Brewers’ Spent Grains: Pretreatments and Fermentation, a Review" Fermentation 8, no. 2: 50. https://0-doi-org.brum.beds.ac.uk/10.3390/fermentation8020050