Impact of Thermomechanical Fiber Pre-Treatment Using Twin-Screw Extrusion on the Production and Properties of Renewable Binderless Coriander Fiberboards

 ,
,
Abstract
:
1. Introduction
2. Results and Discussion
2.1. Raw Material Characterization
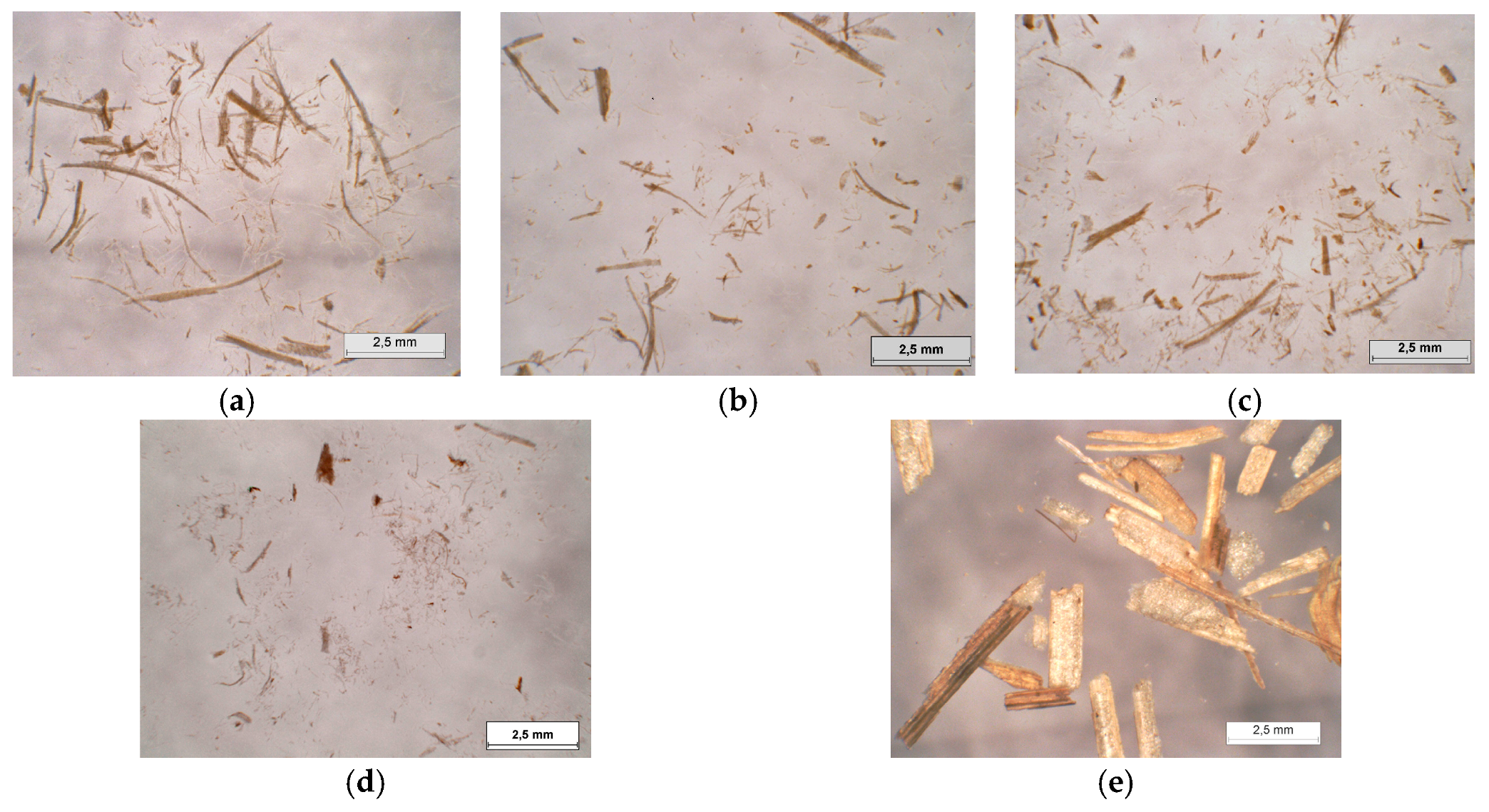
2.2. Fiber Refining Process
2.2.1. Effect on Fiber Density and Morphological Characteristics
2.2.2. Economic Considerations
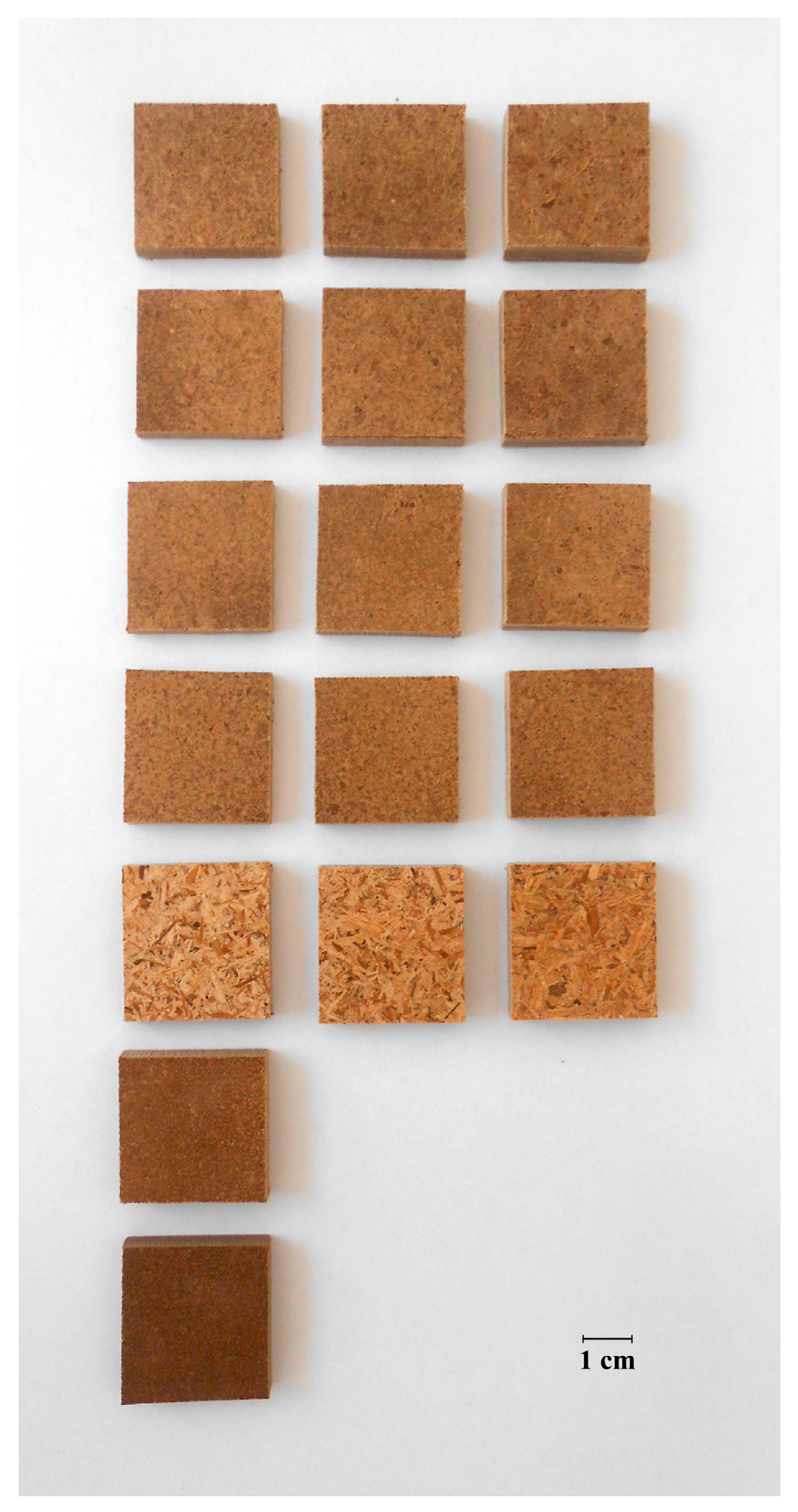
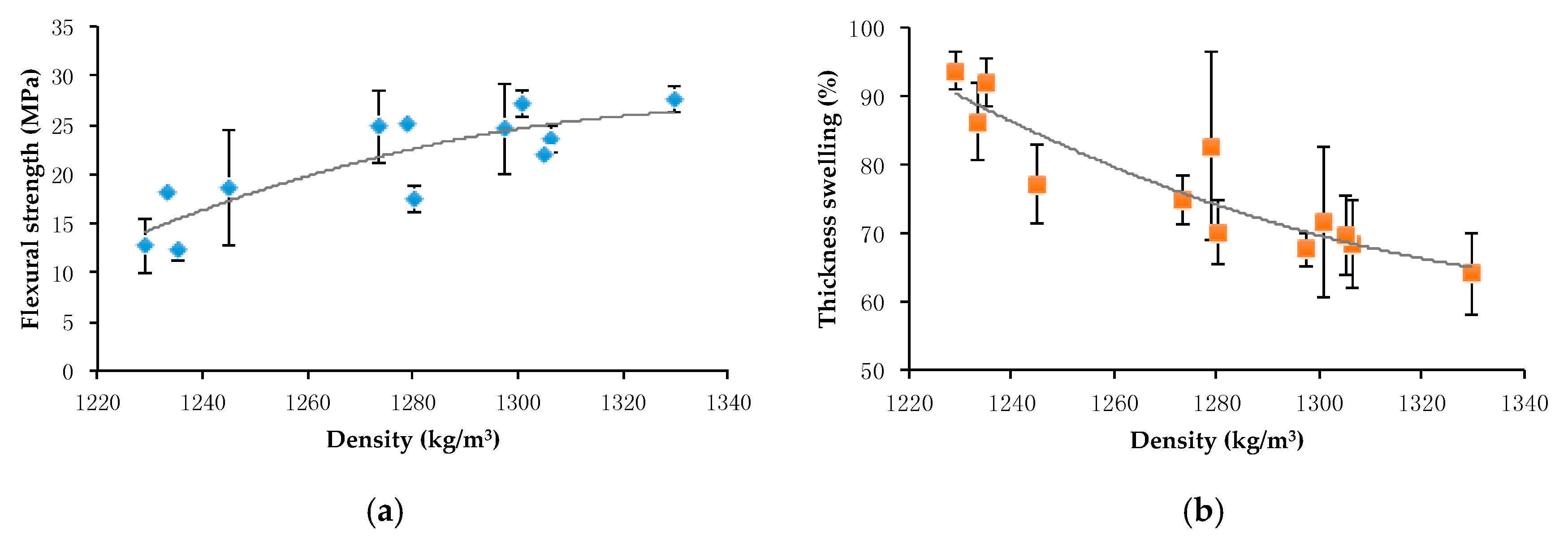
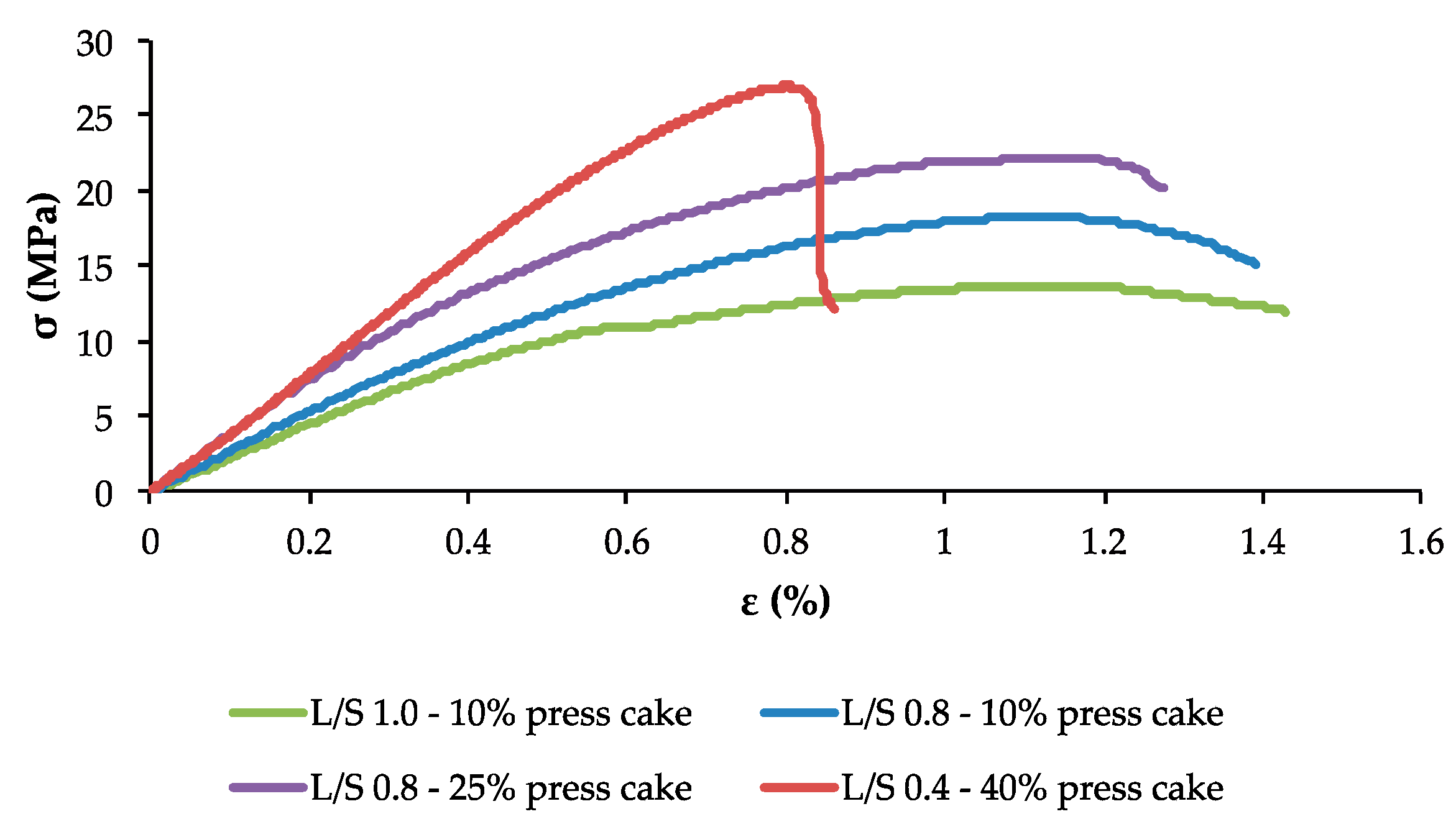
2.3. Thermopressing of Binderless Fiberboards
2.4. Premixing Process of the Fiberboard Raw Material
2.5. Heat Post-Treatment of the Fiberboards
2.6. Material Applications
3. Materials and Methods
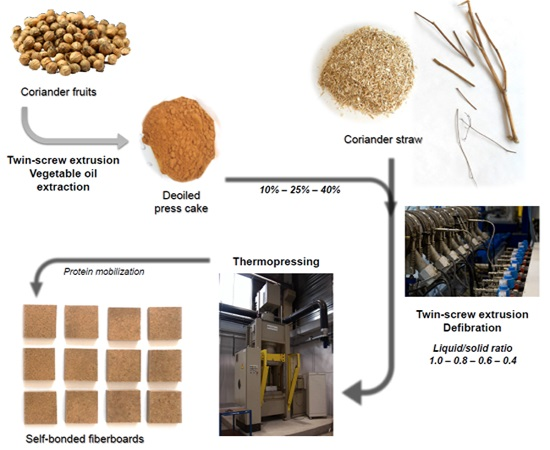
3.1. Materials
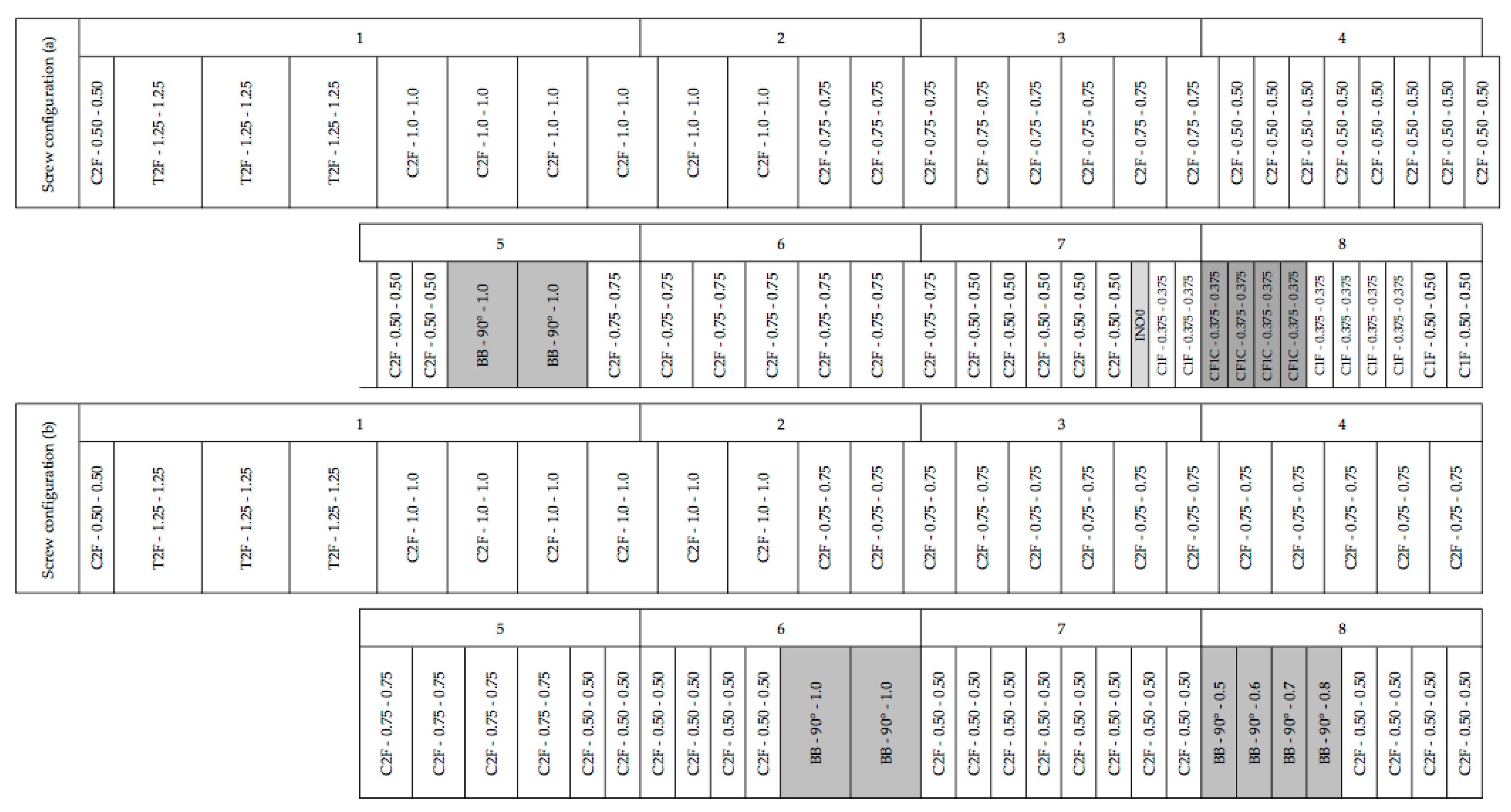
3.2. Twin-Screw Extrusion
3.3. Thermopressing
3.4. Thermal Treatment
3.5. Analytical Methods
3.6. Morphological Analysis
3.7. Mechanical Properties
3.8. Water Sensitivity
3.9. Data Analysis
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| HB | Hardboard |
| HDF | High-density fiberboard |
| L/S ratio | Liquid/solid ratio |
| MDF | Medium density fiberboard |
| OSB | Oriented strand board |
| P | Power consumption |
| PB | Particleboard |
| SCE | Specific cooling energy |
| SME | Specific mechanical energy |
| STE | Specific thermal energy |
| TS | Thickness swelling |
| TSE | Total specific energy |
| WA | Water absorption |
References
- Salthammer, T.; Mentese, S.; Marutzky, R. Formaldehyde in the indoor environment. Chem. Rev. 2010, 110, 2536–2572. [Google Scholar] [CrossRef] [PubMed]
- Van Dam, J.E.G.; Van den Oever, M.J.A.; Keijsers, E.R.P. Production process for high density high performance binderless boards from whole coconut husk. Ind. Crops Prod. 2004, 20, 97–101. [Google Scholar] [CrossRef]
- Tajuddin, M.; Ahmad, Z.; Ismail, H. A review of natural fibers and processing operations for the production of binderless boards. BioResources 2016, 11, 5600–5617. [Google Scholar]
- Halvarsson, S.; Edlund, H.; Norgren, M. Manufacture of non-resin wheat straw fibreboards. Ind. Crops Prod. 2009, 29, 437–445. [Google Scholar] [CrossRef]
- Velásquez, J.A.; Ferrando, F.; Farriol, X.; Salvadó, J. Binderless fiberboard from steam exploded miscanthus sinensis. Wood Sci. Technol. 2003, 37, 269–278. [Google Scholar] [CrossRef]
- Nonaka, S.; Umemura, K.; Kawai, S. Characterization of bagasse binderless particleboard manufactured in high-temperature range. J. Wood Sci. 2013, 59, 50–56. [Google Scholar] [CrossRef]
- Okuda, N.; Sato, M. Water resistance properties of kenaf core binderless boards. J. Wood Sci. 2006, 52, 422–428. [Google Scholar] [CrossRef]
- Xu, J.; Widyorini, R.; Yamauchi, H.; Kawai, S. Development of binderless fiberboard from kenaf core. J. Wood Sci. 2006, 52, 236–243. [Google Scholar] [CrossRef]
- Hashim, R.; Said, N.; Lamaming, J.; Baskaran, M.; Sulaiman, O.; Sato, M.; Hiziroglu, S.; Sugimoto, T. Influence of press temperature on the properties of binderless particleboard made from oil palm trunk. Mater. Des. 2011, 32, 2520–2525. [Google Scholar] [CrossRef]
- Quintana, G.; Velásquez, J.; Betancourt, S.; Gañán, P. Binderless fiberboard from steam exploded banana bunch. Ind. Crops Prod. 2009, 29, 60–66. [Google Scholar] [CrossRef]
- Bouajila, J.; Limare, A.; Joly, C.; Dole, P. Lignin plasticization to improve binderless fiberboard mechanical properties. Polym. Eng. Sci. 2005, 45, 809–816. [Google Scholar] [CrossRef]
- Okuda, N.; Hori, K.; Sato, M. Chemical changes of kenaf core binderless boards during hot pressing (i): Influence of the pressing temperature condition. J. Wood Sci. 2006, 52, 244–248. [Google Scholar] [CrossRef]
- Okuda, N.; Hori, K.; Sato, M. Chemical changes of kenaf core binderless boards during hot pressing (ii): Effects on the binderless board properties. J. Wood Sci. 2006, 52, 249–254. [Google Scholar] [CrossRef]
- Van Dam, J.E.G.; Van den Oever, M.J.A.; Teunissen, W.; Keijsers, E.R.P.; Peralta, A.G. Process for production of high density/high performance binderless boards from whole coconut husk: Part 1: Lignin as intrinsic thermosetting binder resin. Ind. Crops Prod. 2004, 19, 207–216. [Google Scholar] [CrossRef]
- Widyorini, R.; Xu, J.; Watanabe, T.; Kawai, S. Chemical changes in steam-pressed kenaf core binderless particleboard. J. Wood Sci. 2005, 51, 26–32. [Google Scholar] [CrossRef]
- Laemsak, N.; Okuma, M. Development of boards made from oil palm frond ii: Properties of binderless boards from steam-exploded fibers of oil palm frond. J. Wood Sci. 2000, 46, 322–326. [Google Scholar] [CrossRef]
- Hashim, R.; Nadhari, W.N.A.W.; Sulaiman, O.; Kawamura, F.; Hiziroglu, S.; Sato, M.; Sugimoto, T.; Seng, T.G.; Tanaka, R. Characterization of raw materials and manufactured binderless particleboard from oil palm biomass. Mater. Des. 2011, 32, 246–254. [Google Scholar] [CrossRef]
- Lamaming, J.; Sulaiman, O.; Sugimoto, T.; Hashim, R.; Said, N.; Sato, M. Influence of chemical components of oil palm on properties of binderless particleboard. BioResources 2013, 8, 3358–3371. [Google Scholar] [CrossRef]
- Hidayat, H.; Keijsers, E.R.P.; Prijanto, U.; van Dam, J.E.G.; Heeres, H.J. Preparation and properties of binderless boards from jatropha curcas l. Seed cake. Ind. Crops Prod. 2014, 52, 245–254. [Google Scholar] [CrossRef]
- Uitterhaegen, E.; Labonne, L.; Merah, O.; Talou, T.; Ballas, S.; Véronèse, T.; Evon, P. Optimization of thermopressing conditions for the production of binderless boards from a coriander twin-screw extrusion cake. J. Appl. Polym. Sci. 2017, 134, 44650. [Google Scholar] [CrossRef]
- Rouilly, A.; Orliac, O.; Silvestre, F.; Rigal, L. New natural injection-moldable composite material from sunflower oil cake. Bioresour. Technol. 2006, 97, 553–561. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Evon, P.; Kartika, I.A.; Rigal, L. New renewable and biodegradable particleboards from jatropha press cakes. J. Renew. Mater. 2014, 2, 52–65. [Google Scholar] [CrossRef]
- Evon, P.; Vandenbossche, V.; Rigal, L. Manufacturing of renewable and biodegradable fiberboards from cake generated during biorefinery of sunflower whole plant in twin-screw extruder: Influence of thermo-pressing conditions. Polym. Degrad. Stab. 2012, 97, 1940–1947. [Google Scholar] [CrossRef] [Green Version]
- Evon, P.; Vinet, J.; Labonne, L.; Rigal, L. Influence of thermo-pressing conditions on the mechanical properties of biodegradable fiberboards made from a deoiled sunflower cake. Ind. Crops Prod. 2015, 65, 117–126. [Google Scholar] [CrossRef] [Green Version]
- Uitterhaegen, E.; Nguyen, Q.H.; Merah, O.; Stevens, C.V.; Talou, T.; Rigal, L.; Evon, P. New renewable and biodegradable fiberboards from a coriander press cake. J. Renew. Mater. 2016, 4, 225–238. [Google Scholar] [CrossRef]
- Okuda, N.; Sato, M. Manufacture and mechanical properties of binderless boards from kenaf core. J. Wood Sci. 2004, 50, 53–61. [Google Scholar] [CrossRef]
- Velásquez, J.A.; Ferrando, F.; Salvadó, J. Binderless fiberboard from steam exploded miscanthus sinensis: The effect of a grinding process. Holz Roh-Werkst. 2002, 60, 297–302. [Google Scholar] [CrossRef]
- Anglès, M.N.; Ferrando, F.; Farriol, X.; Salvadó, J. Suitability of steam exploded residual softwood for the production of binderless panels. Effect of the pre-treatment severity and lignin addition. Biomass Bioenergy 2001, 21, 211–224. [Google Scholar] [CrossRef]
- Anglès, M.N.; Reguant, J.; Montané, D.; Ferrando, F.; Farriol, X.; Salvadó, J. Binderless composites from pretreated residual softwood. J. Appl. Polym. Sci. 1999, 73, 2485–2491. [Google Scholar] [CrossRef]
- Pintiaux, T.; Viet, D.; Vandenbossche, V.; Rigal, L.; Rouilly, A. Binderless materials obtained by thermo-compressive processing of lignocellulosic fibers: A comprehensive review. BioResources 2015, 10, 1915–1963. [Google Scholar]
- Sharma, R.P.; Singh, R.S.; Verma, T.P.; Tailor, B.L.; Sharma, S.S.; Singh, S.K. Coriander the taste of vegetables: Present and future prospectus for coriander seed production in southeast rajasthan. Econ. Aff. 2014, 59, 345–354. [Google Scholar] [CrossRef]
- Kamrozzaman, M.M.; Ahmed, S.; Quddus, A.F.M.R. Effect of fertilizer on coriander seed production. Bangladesh J. Agric. Res. 2016, 41, 345–352. [Google Scholar] [CrossRef]
- Sahib, N.G.; Anwar, F.; Gilani, A.H.; Hamid, A.A.; Saari, N.; Alkharfy, K.M. Coriander (Coriandrum sativum L.): A potential source of high-value components for functional foods and nutraceuticals—A review. Phytother. Res. 2013, 27, 1439–1456. [Google Scholar] [PubMed]
- Uitterhaegen, E.; Sampaio, K.A.; Delbeke, E.I.P.; De Greyt, W.; Cerny, M.; Evon, P.; Merah, O.; Talou, T.; Stevens, C.V. Characterization of french coriander oil as source of petroselinic acid. Molecules 2016, 21, 1202. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Alaluf, S.; Green, M.R.; Powell, J.R.; Rogers, J.S.; Watkinson, A.; Cain, F.W.; Hu, H.L.; Rawlings, A.V. Petroselinic Acid and Its Use in Food. U.S. Patent 6,365,175 B1, 2 April 2002. [Google Scholar]
- Alaluf, S.; Hu, H.L.; Green, M.R.; Powell, J.R.; Rawlings, A.V.; Rogers, J.S. Cosmetic Use of Petroselinic Acid. Patent EP 1,013,178 B1, 28 September 2005. [Google Scholar]
- Delbeke, E.I.P.; Everaert, J.; Uitterhaegen, E.; Verweire, S.; Verlee, A.; Talou, T.; Soetaert, W.; Van Bogaert, I.N.A.; Stevens, C.V. Petroselinic acid purification and its use for the fermentation of new sophorolipids. AMB Express 2016, 6, 28–36. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Uitterhaegen, E.; Nguyen, Q.H.; Sampaio, K.A.; Stevens, C.V.; Merah, O.; Talou, T.; Rigal, L.; Evon, P. Extraction of coriander oil using twin-screw extrusion: Feasibility study and potential press cake applications. J. Am. Oil Chem. Soc. 2015, 92, 1219–1233. [Google Scholar] [CrossRef] [Green Version]
- Stokke, D.D.; Wu, Q.; Han, G. Introduction to Wood and Natural Fiber Composites; John Wiley & Sons Ltd.: Chichester, UK, 2013; p. 297. [Google Scholar]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Velásquez, J.A.; Ferrando, F.; Salvadó, J. Effects of kraft lignin addition in the production of binderless fiberboard from steam exploded miscanthus sinensis. Ind. Crops Prod. 2003, 18, 17–23. [Google Scholar] [CrossRef]
- Tokoro, R.; Vu, D.M.; Okubo, K.; Tanaka, T.; Fujii, T.; Fujiura, T. How to improve mechanical properties of polylactic acid with bamboo fibers. J. Mater. Sci. 2008, 43, 775–787. [Google Scholar] [CrossRef]
- Dean, T.; Tarvedi, K.; Bamsteidl, R.; Achilli, L. Method and Apparatus for Defibrillating Cellulose Fibers. WO 2010/149711 A2, 29 December 2010. [Google Scholar]
- Theng, D.; Arbat, G.; Delgado-Aguilar, M.; Ngo, B.; Labonne, L.; Evon, P.; Mutjé, P. Comparison between two different pretreatment technologies of rice straw fibers prior to fiberboard manufacturing: Twin-screw extrusion and digestion plus defibration. Ind. Crops Prod. 2017, 107, 184–197. [Google Scholar] [CrossRef]
- Suchsland, O.; Woodson, G.E.; McMillin, C.W. Effect of cooking conditions on fiber bonding in dry-formed binderless hardboard. For. Prod. J. 1987, 37, 65–69. [Google Scholar]
- Ando, M.; Sato, M. Evaluation of the self-bonding ability of sugi and application of sugi powder as a binder for plywood. J. Wood Sci. 2010, 56, 194–200. [Google Scholar] [CrossRef]
- Takahashi, I.; Sugimoto, T.; Takasu, Y.; Yamasaki, M.; Sasaki, Y.; Kikata, Y. Preparation of thermoplastic molding from steamed japanese beech flour. Holzforschung 2010, 64, 229–234. [Google Scholar] [CrossRef]
- Bouvier, J.M.; Campanella, O.H. Extrusion Processing Technology: Food and Non-Food Biomaterials, 1st ed.; Wiley: Chichester, UK, 2014; p. 518. [Google Scholar]
- Rouilly, A.; Orliac, O.; Silvestre, F.; Rigal, L. Thermal denaturation of sunflower globulins in low moisture conditions. Thermochim. Acta 2003, 398, 195–201. [Google Scholar] [CrossRef]
- Tjeerdsma, B.F.; Boonstra, M.; Pizzi, A.; Tekely, P.; Militz, H. Characterisation of thermally modified wood: Molecular reasons for wood performance improvement. Holz Roh-Werkst. 1998, 56, 149. [Google Scholar] [CrossRef]
- Esteves, B.; Pereira, H. Wood modification by heat treatment: A review. BioResources 2009, 4, 370–404. [Google Scholar]
- Saari, N.; Hashim, R.; Sulaiman, O.; Hiziroglu, S.; Sato, M.; Sugimoto, T. Properties of steam treated binderless particleboard made from oil palm trunks. Compos. Part B 2014, 56, 344–349. [Google Scholar] [CrossRef]
- ISO. ISO 16895–2:2010, Wood-Based Panels—Dry Process Fibreboard−Part 2: Requirements; International Organization for Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- ISO. ISO 16895–1:2008, Wood-Based Panels—Dry-Process Fibreboard—Part 1: Classifications; International Organization for Standardization: Geneva, Switzerland, 2008. [Google Scholar]
- ISO. ISO 16893–2:2010, Wood-Based Panels—Particleboard—Part 2: Requirements; International Organization for Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- ISO. ISO 659:2009, Oilseeds—Determination OF Oil Content; International Organization for Standardization: Geneva, Switzerland, 2009. [Google Scholar]
- ISO. ISO 665:2000, Oilseeds—Determination of Moisture and Volatile Matter Content; International Organization for Standardization: Geneva, Switzerland, 2000. [Google Scholar]
- ISO. ISO 749:1977, Oilseed Residues—Determination of Total Ash; International Organization for Standardization: Geneva, Switzerland, 1977. [Google Scholar]
- Van Soest, P.J.; Wine, R.H. Use of detergents in the analysis of fibrous feeds. Part iv. Determination of plant cell-wall constituents. J. Assoc. Off. Agric. Chem. 1967, 50, 50–55. [Google Scholar]
- Van Soest, P.J.; Wine, R.H. Determination of lignin and cellulose in acid-detergent fiber with permanganate. J. Assoc. Off. Agric. Chem. 1968, 51, 780–785. [Google Scholar]
- ISO. ISO 5983–1:2005, Animal Feeding Stuffs—Determination of Nitrogen Content and Calculation of Crude Protein Content—Part 1: Kjeldahl Method; International Organization for Standardization: Geneva, Switzerland, 2005. [Google Scholar]
- ISO. ISO 16978:2003, Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength; International Organization for Standardization: Geneva, Switzerland, 2003. [Google Scholar]
- ISO. ISO 179–1:2010, Plastics—Determination of Charpy Impact Properties, Part 1: Non-Instrumented Impact Test; International Organization for Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- ISO. ISO 868:2003, Plastics And Ebonite—Determination of Indentation Hardness by Means of A Durometer (Shore Hardness); International Organization for Standardization: Geneva, Switzerland, 2003. [Google Scholar]
- ISO. ISO 16983:2003, Wood-Based Panels—Determination of Swelling in Thickness after Immersion in Water; International Organization for Standardization: Geneva, Switzerland, 2003. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Coriander Straw | Coriander Deoiled Press Cake |
|---|---|---|
| Cellulose | 52.5 ± 0.1 | 34.7 ± 0.4 |
| Hemicelluloses | 21.2 ± 0.5 | 36.9 ± 0.9 |
| Lignins | 9.8 ± 0.2 | 1.0 ± 0.1 |
| Proteins | 3.7 ± 0.1 | 26.7 ± 0.1 |
| Lipids | 0.8 ± 0.1 | 0.9 ± 0.3 |
| Minerals | 4.2 ± 0.2 | 6.7 ± 0.4 |
| Hot-water extractives | 10.4 ± 1.0 | 15.6 ± 1.0 |
| Refining Process | Bulk Density (kg/m3) | Tapped Density (kg/m3) | Fiber Length (μm) | Fiber Diameter (μm) | Aspect Ratio (–) |
|---|---|---|---|---|---|
| Extrusion (L/S 1.0) | 44.8 ± 0.5 a | 60.6 ± 0.3 a | 547 ± 21 a | 20.6 ± 0.3 a | 26.5 ± 1.0 a |
| Extrusion (L/S 0.8) | 46.8 ± 1.5 a,b | 63.6 ± 2.0 a | 534 ± 8 a,b | 20.4 ± 0.2 a | 26.2 ± 0.3 a |
| Extrusion (L/S 0.6) | 52.3 ± 0.1 b | 70.3 ± 0.1 b | 515 ± 12 b | 20.5 ± 0.1 a | 25.2 ± 0.6 b |
| Extrusion (L/S 0.4) | 81.8 ± 1.2 c | 110.0 ± 1.6 c | 485 ± 3 c | 21.2 ± 0.1 a | 22.9 ± 0.2 c |
| Hammer mill | 95.3 ± 4.2 d | 115.1 ± 2.7 d | 3541 ± 1357 d | 838 ± 335 b | 4.5 ± 1.7 d |
| L/S Ratio | P (W) | SME (Wh/kg) | STE (Wh/kg) | SCE (Wh/kg) | TSE (Wh/kg) | Production Cost 1 (€/kg) | Total Cost 2 (€/kg) |
|---|---|---|---|---|---|---|---|
| 1.0 | 6585 ± 259 a | 425 ± 17 a | 134 ± 8 a | 119 ± 2 a | 677 ± 26 a | 0.054 ± 0.002 a | 0.144 ± 0.002 a |
| 0.8 | 7061 ± 269 b | 451 ± 17 b | 96 ± 16 b | 105 ± 2 b | 652 ± 35 b | 0.052 ± 0.003 b | 0.142 ± 0.003 b |
| 0.6 | 7849 ± 276 c | 507 ± 18 c | 95 ± 18 b | 151 ± 3 c | 753 ± 38 c | 0.060 ± 0.003 c | 0.150 ± 0.003 c |
| 0.4 | 8545 ± 363 d | 552 ± 24 d | 106 ± 18 c | 160 ± 5 d | 818 ± 46 d | 0.065 ± 0.004 d | 0.155 ± 0.004 d |
| Refining Process | Press Cake (%) | Density (kg/m3) | Flexural Strength (MPa) | Elastic Modulus (GPa) | Impact Resilience (kJ/m2) | Surface Hardness (–) | WA (%) | TS (%) |
|---|---|---|---|---|---|---|---|---|
| Extrusion (L/S 1.0) | 10 | 1229 ± 27 a,b | 12.7 ± 2.8 a | 2.1 ± 0.2 a | 3.2 ± 0.3 a,b | 72.0 ± 2.2 a,b | 79 ± 1 a | 94 ± 3 a |
| 25 | 1235 ± 34 a,b,c | 12.2 ± 1.0 a | 3.1 ± 0.1 b,c,d | 3.1 ± 0.2 a,b,c | 75.6 ± 2.4 c | 63 ± 1 b | 92 ± 4 a,b | |
| 40 | 1279 ± 48 c,d | 25.1 ± 0.8 b,c,d | 3.8 ± 0.2 e,f,g | 3.3 ± 0.4 a,b | 77.1 ± 3.0 d,e | 66 ± 4 b,c | 83 ± 14 b,c,d | |
| Extrusion (L/S 0.8) | 10 | 1233 ± 42 a,b,c | 18.3 ± 0.4 e | 2.7 ± 0.2 a,b,c | 3.2 ± 0.3 a,b | 72.5 ± 2.5 a,f | 72 ± 2 d | 86 ± 6 a,b,c |
| 25 | 1274 ± 23 a,c,d | 24.8 ± 3.7 b,c,d | 3.7 ± 0.1 d,e,f,g | 3.5 ± 0.7 a | 76.2 ± 2.1 c,d | 61 ± 5 b,e | 75 ± 4 d,e,f | |
| 40 | 1301 ± 17 d,e | 27.1 ± 1.3 b,c | 3.9 ± 0.2 f,g,h | 3.5 ± 0.3 a | 77.7 ± 2.7 e,g | 56 ± 1 e,f | 72 ± 11 e,f | |
| Extrusion (L/S 0.6) | 10 | 1245 ± 57 a,b,c | 18.6 ± 5.9 e,f | 2.7 ± 0.1 a,b,c | 3.5 ± 0.5 a | 74.0 ± 2.3 h | 70 ± 7 c,d | 77 ± 6 c,d,e |
| 25 | 1306 ± 15 d,e | 23.5 ± 1.4 c,d,f | 3.9 ± 0.1 f,g,h | 3.1 ± 0.4 a,b,c | 77.5 ± 1.8 e,g | 54 ± 1 f,g | 68 ± 6 e,f | |
| 40 | 1274 ± 26 d,e | 24.6 ± 4.6 b,c,d | 3.2 ± 0.4 b,c,d,e,f | 3.3 ± 0.4 a | 78.4 ± 1.8 g | 52 ± 3 f,g | 68 ± 2 e,f | |
| Extrusion (L/S 0.4) | 10 | 1298 ± 4 c,d | 17.5 ± 1.4 e | 3.3 ± 0.3 b,c,d,e,f | 3.0 ± 0.4 a,b,c | 75.3 ± 2.2 c | 66 ± 4 b,c | 70 ± 5 e,f |
| 25 | 1305 ± 35 d,e | 21.9 ± 0.5 d,e,f | 4.3 ± 0.3 g,h | 2.8 ± 0.4 b,c,d | 77.8 ± 2.1 e,g | 56 ± 2 e,f | 70 ± 6 e,f | |
| 40 | 1330 ± 15 e | 27.6 ± 1.3 b,c | 4.5 ± 0.4 h | 3.3 ± 0.3 a | 79.7 ± 2.1 i | 50 ± 3 g | 64 ± 6 f | |
| Hammer mill | 10 | 1211 ± 9 b | 17.5 ± 1.4 e | 3.2 ± 0.3 b,c,d,e | 4.4 ± 0.4 e | 70.3 ± 2.7 j | 140 ± 2 h | 86 ± 2 g |
| 25 | 1219 ± 14 b | 20.3 ± 2.0 d,e,f | 3.3 ± 0.4 c,d,e,f | 5.0 ± 0.3 f | 71.3 ± 2.5 b,j | 117 ± 3 a,d | 75 ± 1 h | |
| 40 | 1220 ± 7 b | 20.2 ± 2.0 d,e,f | 2.7 ± 0.3 a,b | 4.7 ± 0.5 e,f | 73.3 ± 2.5 f,h | 110 ± 7 d | 72 ± 1 h | |
| Extrusion (L/S 0.4) PM 1 | 40 | 1240 ± 38 a,b,c | 21.5 ± 2.1 d,e,f | 3.5 ± 0.9 d,e,f | 2.5 ± 0.3 d | 80.0 ± 1.7 i | 42 ± 1 i | 49 ± 1 i |
| Extrusion (L/S 0.4) PM-HT 2 | 40 | 1195 ± 13 b | 29.1 ± 3.7 b | 3.9 ± 0.4 e,f,g,h | 2.7 ± 0.4 c,d | 81.1 ± 1.3 k | 24 ± 2 j | 24 ± 4 j |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uitterhaegen, E.; Labonne, L.; Merah, O.; Talou, T.; Ballas, S.; Véronèse, T.; Evon, P. Impact of Thermomechanical Fiber Pre-Treatment Using Twin-Screw Extrusion on the Production and Properties of Renewable Binderless Coriander Fiberboards. Int. J. Mol. Sci. 2017, 18, 1539. https://0-doi-org.brum.beds.ac.uk/10.3390/ijms18071539
Uitterhaegen E, Labonne L, Merah O, Talou T, Ballas S, Véronèse T, Evon P. Impact of Thermomechanical Fiber Pre-Treatment Using Twin-Screw Extrusion on the Production and Properties of Renewable Binderless Coriander Fiberboards. International Journal of Molecular Sciences. 2017; 18(7):1539. https://0-doi-org.brum.beds.ac.uk/10.3390/ijms18071539
Chicago/Turabian StyleUitterhaegen, Evelien, Laurent Labonne, Othmane Merah, Thierry Talou, Stéphane Ballas, Thierry Véronèse, and Philippe Evon. 2017. "Impact of Thermomechanical Fiber Pre-Treatment Using Twin-Screw Extrusion on the Production and Properties of Renewable Binderless Coriander Fiberboards" International Journal of Molecular Sciences 18, no. 7: 1539. https://0-doi-org.brum.beds.ac.uk/10.3390/ijms18071539