This chapter presents the results of the tests presented in the measurement procedures. The painting/cleaning procedures which performed well and poorly on each test are highlighted for each test.
3.7. Results of DIC Tests, Comparison of Thickness Reductions
In this research phase, Erichsen tests were performed using DIC recording with the remaining paint/cleaning procedures. In the first step of the tests, the paints were visually qualified, as described in
Section 2.2.6. After the qualification, the DIC evaluation followed, where the thickness reduction (–eps3) values were determined for each specimen.
The visual inspection showed that all sample types received a satisfactory (1) rating within 24 h using three paintings (P3, P4, P7) and seven cleaning procedures (SC0, SC1, SC2, SC4, SC5, SC8, SC9). Therefore, no difference was observed in the rating, and the analysis continued with the DIC evaluation.
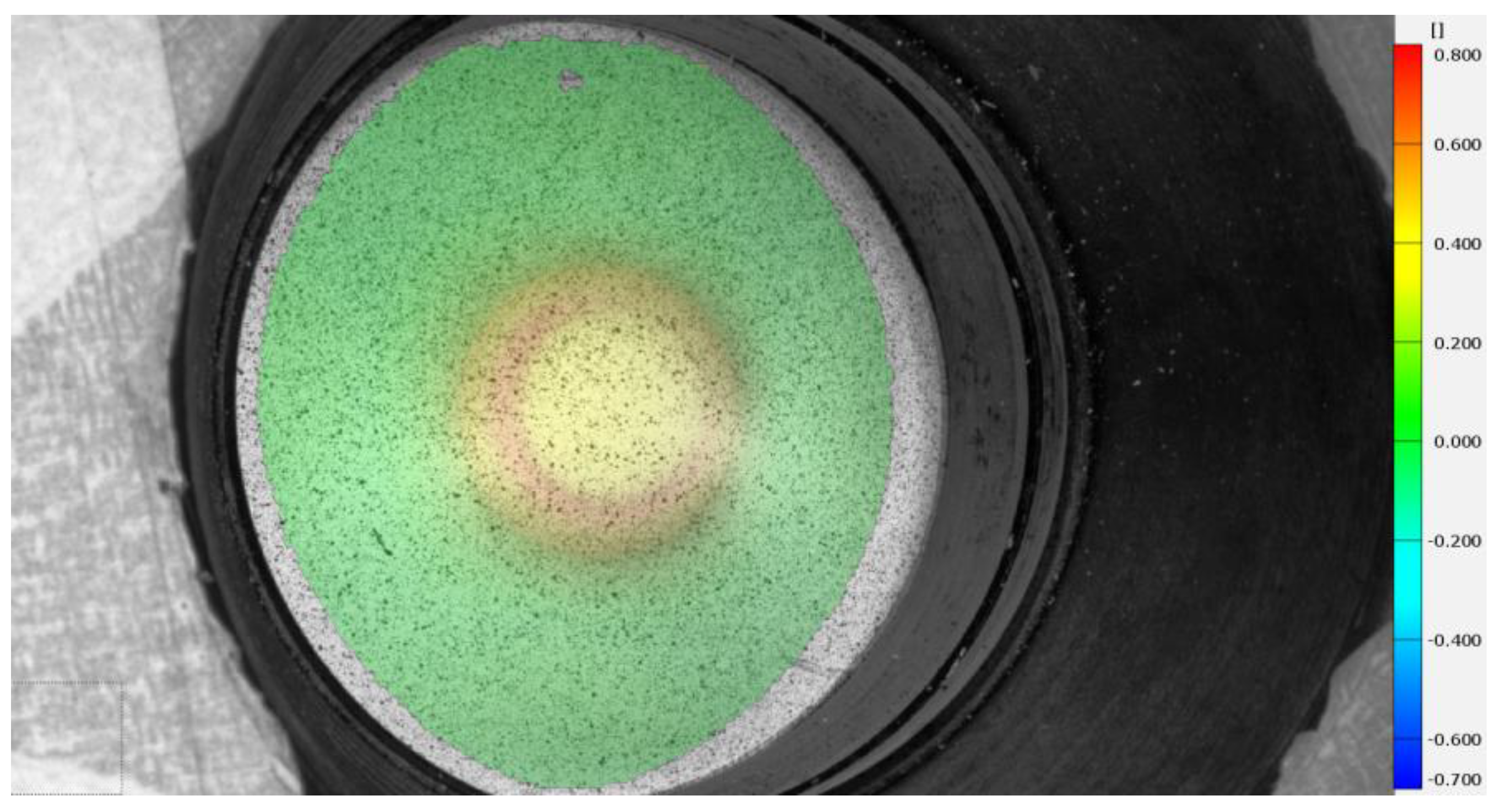
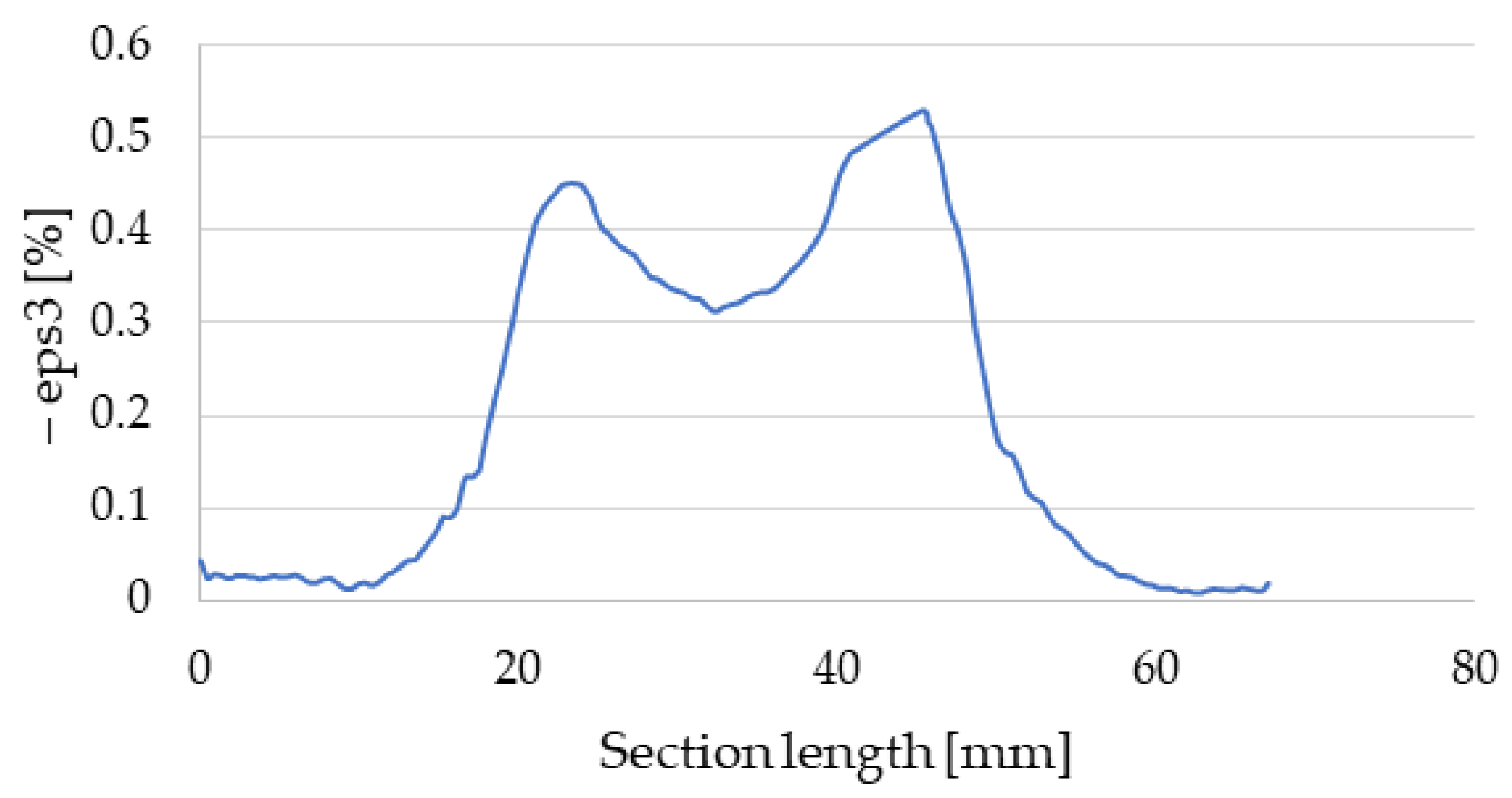
Figure 15 shows the S2 steel plate specimen with the GOM ARAMIS evaluation for the P7/SC2 painting and cleaning procedure, while the values of plate thickness reduction along the specimen’s longitudinal section are illustrated in
Figure 16.
This evaluation method was performed for each specimen for each painting and cleaning procedure.
To further investigate the performance of the paintings, the thickness reduction values at the peak were collected from each sample, or more precisely, their average. The following table (
Table 11) summarizes these results.
The GOM ARAMIS determines the engineering elongations during the DIC measurement; the software writes out the –eps3 values when calculating the thickness reduction. Therefore, to be able to compare the thickness in mm units, it is necessary to establish a relationship between the engineering and real elongations. This relationship is given by the following formulas below.
Parameters in the above relationships (1, 2, 3) have the following meanings: ε—engineering elongation [%], —elongated length of the specimen [mm], —undeformed length of the specimen [mm], and φ—logarithm elongation [%].
After transforming, the plate thickness changes, and the following relationship can be obtained, from which the exact thickness value can be calculated from the ARAMIS measurement results.
Using this relationship (Equation (5)), the measured results are now shown together with the calculated results in
Table 12. The meanings of the parameters in the above relations (Equations (4) and (5)) are:
φs—logarithm elongation in thickness direction [%],
s0—initial plate thickness [mm],
s1—thinned plate thickness [mm], and
e is the Euler-number.
Table 12 compares the values of the thickness reduction at the top of the peak, extracted from ARAMIS, and the results of the hourly measurements. These results can be used to qualify the painting/cleaning process because if the results are close to each other, the process under investigation is suitable for the DIC technology.
From the results, it can be seen that the deviations are already above the measurement error limit (0.02 mm) of the dial gauge (presented in
Section 2.2.7), but within 5%, which is still an acceptable result for a DIC measurement, so it can be stated that the paints and cleaning procedures are good at conveying the deformation of the plates.
The research also observed that thicker stainless and corrosion-resistant plates (S1) with a surface quality corresponding to a polished or well-ground surface quality (Ra 0.005–0.05, ISO 2768 [
53]) performed worse in this test. However, the measurement results do not give as significant a deviation as the aluminum sheets with similar surface quality.
The results in
Table 13 show more significant deviations of over 15–20%.
However, the other samples, which typically have a mat and “rougher” surface, show similar differences to
Table 12. Therefore, it can be concluded that for steels with outstanding surface quality, DIC measurement results can show a variation of around 10%; depending on the application, it should be considered whether or not the results obtained can be used.
3.8. Durability Test
A longer-term usability test was conducted to complement the results of the DIC study. For the tests, the steel sheet material S4 was selected with P3, P4, and P7 paints, as these paints performed the best based on previous measurements. For the selection of the cleaning agents, three of the seven types that remained in the tank were chosen (SC1, SC4, SC9), which were the most readily available and industrially available. The Erichsen tests were measured after a waiting period of 24 h for one week and again after two weeks. The study aimed to determine the more extended time window where the specimens can still be used. The study can simulate an extended stop of a measurement laboratory where it is crucial to know whether or not a limited number of specimens can still be used for DIC measurements.
Table 14 shows the averaged thickness measurement results, including hourly and ARAMIS measurements. The results show that P3, P4, and P7 paints still behaved well after one week with SC1 and SC4 cleaners for all S samples. Paint P7 with the SC9 cleaner on S samples was also replaced after one week. After two weeks, only the P3 paint passed the tests; the other dyes did not.
Table 15 shows the rating results calculated from the test results, where deviations of less than 10% are adequate; those above can no longer be used safely to analyze plate formability processes. Although the qualification value of 10% was determined based on preliminary experiments, this error limit is also the measurement process error, above which the acceptance of the measurement results is limited in practice.
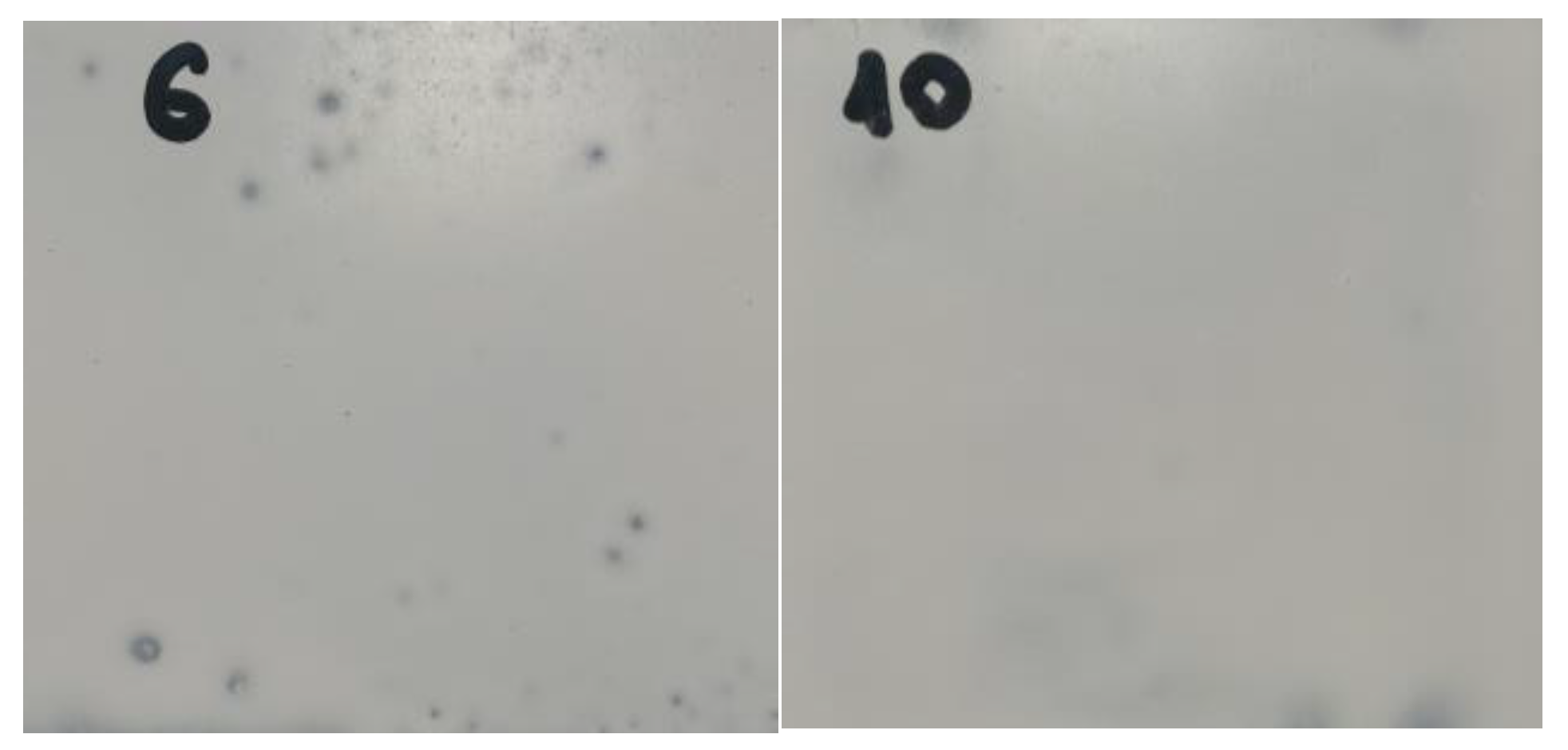
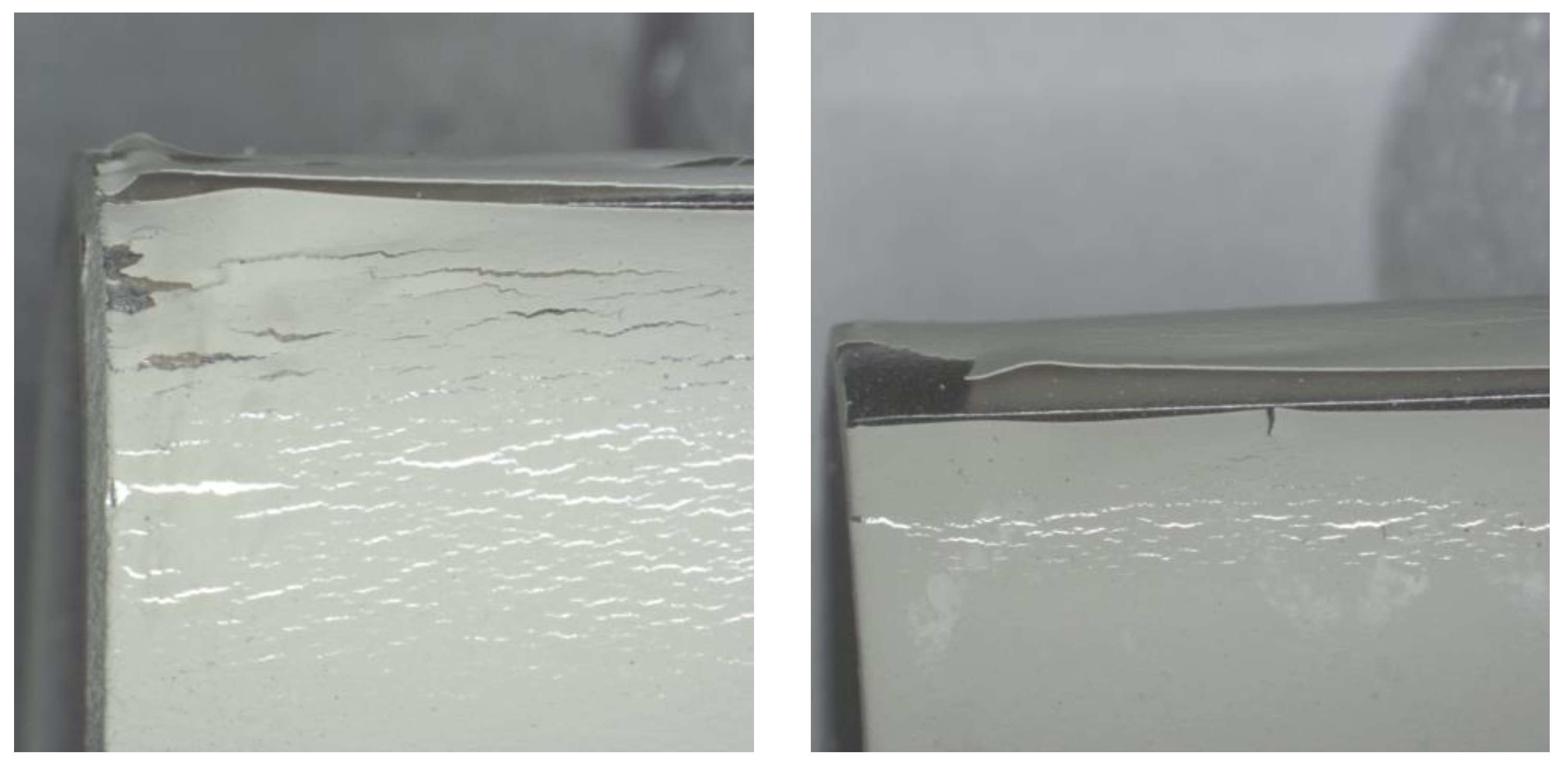
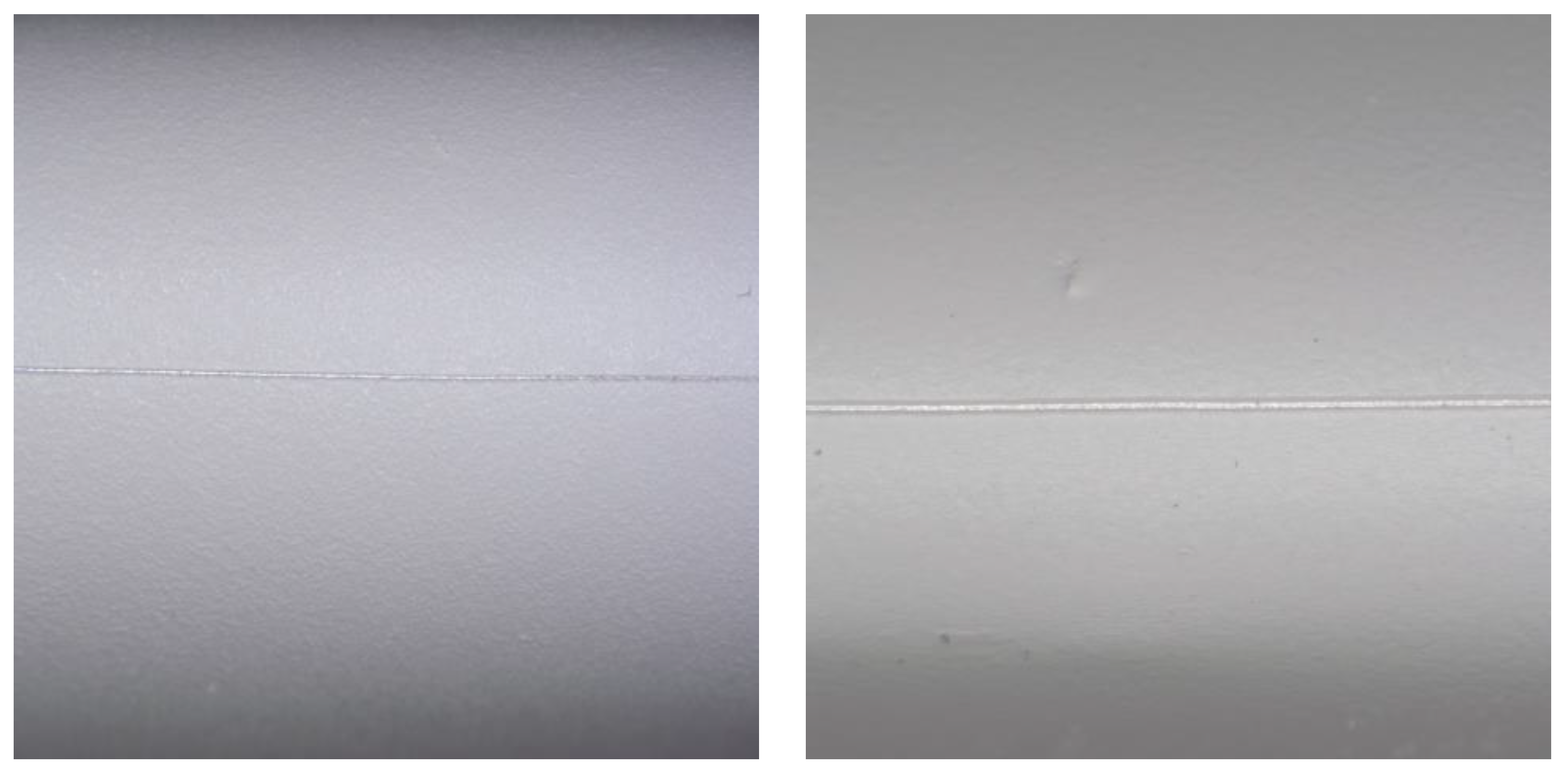
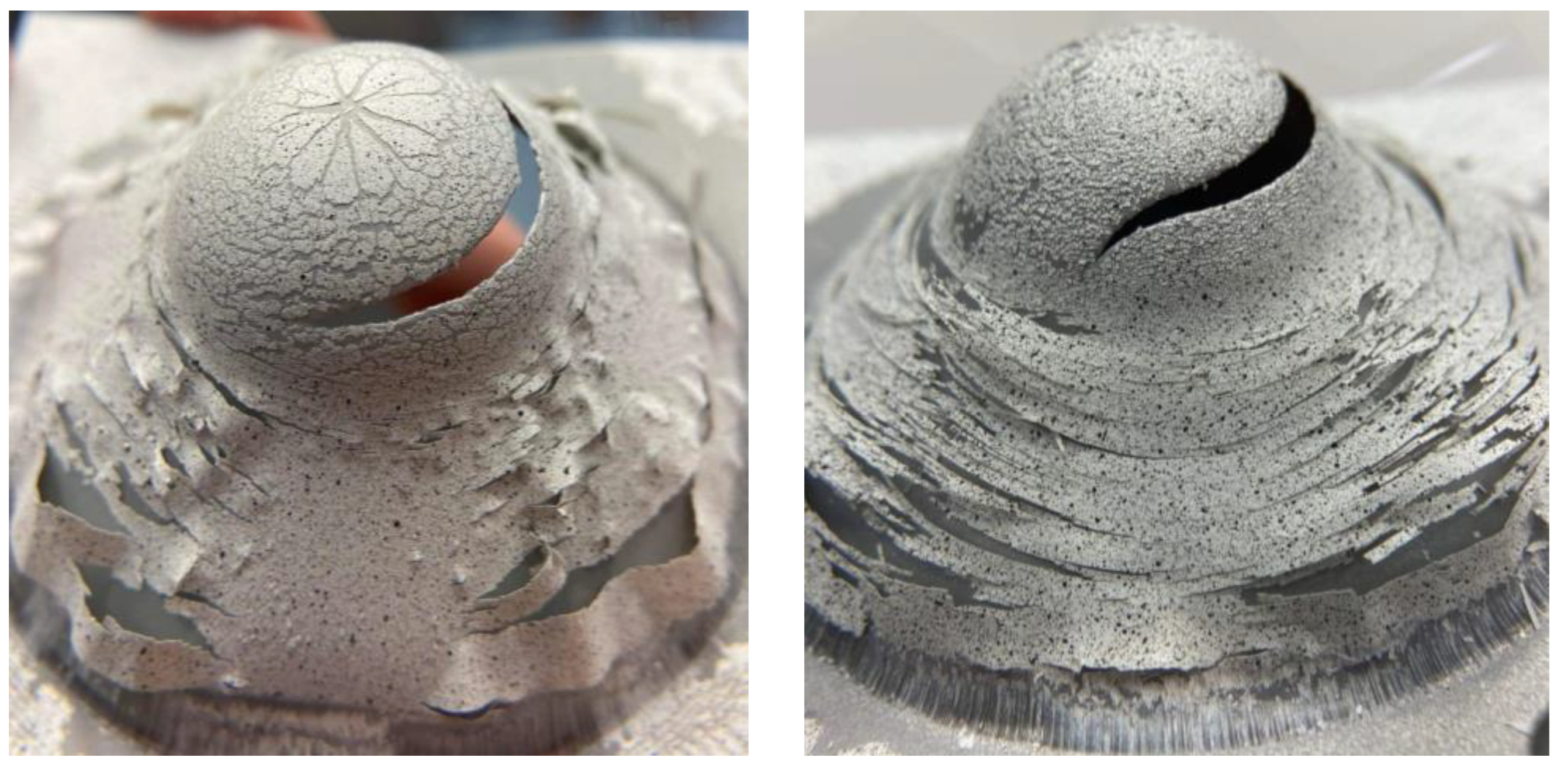
Figure 17 shows the S4 sample painted with P7 and P4 and prepared with SC4 and SC1 cleaner. Again, the paint pick-up and flaking can be observed, which makes the DIC measurement completely unevaluable.
As seen from the results in
Table 15, P3 can be used for up to two weeks with SC1, SC4, and SC9 cleaning agents but not the other paints.
The following correlations and conclusions can be drawn based on the experiments. At the end of the research, it was seen that seven out of the twelve cleaning agents (SC0, SC1, SC2, SC4, SC5, SC8, SC9) gave satisfactory results for all five materials. Cleaners SC6 and SC10 were excluded at the beginning of the tests because they caused a blotchy, bubbly surface for all the dyes.
One of the most essential criteria for DIC measurements is that the random speckle pattern and the base color are contrasting and well separated. This condition cannot be fulfilled by the painting and bubbling primer, and these two agents were excluded. Following the drying tests, which give the drying times after which the test specimen can be moved, the grid cut tests were carried out. The results of the grid cut or scratch test are of paramount importance, as this standard test is used to determine whether the paint adheres well to the surface of the plate.
The P1, P2, P6, P8, P9, and P11 paints on the tested S1, S2, S3, S4, and S5 steel materials did not show good results with any surface preparation procedures within the 24 h tested. Also, at this test stage, SC3, SC7, and SC11 cleaners were excluded as none showed good adhesion properties with any substrates or paints. Evaluating the results, it can be seen that it does matter which dye is selected during the DIC preparation phase of steel sheet materials, as the wrong dye will not give good test results. It is also confirmed that the surface preparation method must also be well chosen because even a good paint will not convey good deformation information in case of a wrong material choice.
Formability tests followed the paint adhesion tests. Pre-testing of the bending tests found that the remaining test combinations did not crack the surface, looking like they had adequate adhesion. However, when combining bending with scratching, it was already apparent that not all painting/cleaning processes have good adhesion. This test is critical because most plate qualification processes last until the specimen cracks, and it is important that the pattern remains correct even after cracking, i.e., adheres well. Based on the measurements, P5 and P10 paints were found to have separated from all steel materials with the remaining cleaners and were therefore excluded.
Erichsen tests have two functions in research—validation and qualification. The Erichsen tests were first visually verified, where P3, P4, and P7 paints with cleaners SC0, SC1, SC2, SC4, SC5, SC8, and SC9 passed on all five materials within the first 24 h. Subsequently, after evaluation of the ARAMIS tests, the plate thickness reduction results measured at the post-tensile specimen peak were extracted from the DIC results and compared with the results of the gauge thickness measurements. The following conclusions can be formulated from the comparison of the results.
For the samples with a typical mat surface or a mat surface coating (S2, S3, S4, S5), the remaining paint/cleaner pairings performed well, with deviations within the 10% margin of error. However, for sample S1, more than 15–20% of deviations occurred within the 24 h test limit. This sample differs from the others in surface quality, as it is almost polished (Ra 0.005–0.05) with a shiny surface.
The measurements support the hypothesis that DIC measurements require selecting the appropriate painting/cleaning procedure and even the appropriate procedure for the material and surface quality to obtain results with sufficient accuracy. This assumption is confirmed by the results of the durability tests, where sample S1 performed poorly in all test aspects.
The durability test showed that after one week of drying time, P3, P4, and P7 paints passed with SC1 and SC4 cleaners with less than 10% deviation, but P7/SC9 samples failed, unlike P3 and P4 paints. However, after two weeks, P3 paint passed the tests with SC1, SC4, and SC9 cleaners. These experiences may be helpful for long-term DIC measurements where the paint is vital to remain stable but flexible for several days or weeks.

 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}