1. Introduction
The growing interest in environmental protection, unsustainable petroleum consumption, and the European Union’s strict regulations regarding the ecological impact of cars (from manufacturing and use to disposal at end-of-life) has enhanced the need for research and development of the innovative and sustainable materials [
1]. Considering this, natural fiber reinforced polymer composites (NFRPC) have been adopted by the European automotive industry in the past decades. They are renewable and their lower density compared to glass fibers gives them advantages regarding weight reduction of automotive components [
2,
3,
4]. From a structural viewpoint, the properties critical for the applications of composites in automobiles are the durability, strength, and energy absorption [
5]. So far, the most successful reinforcement fibers for structural applications of polymer composites in the automotive industry are glass fibers [
6,
7] since they have proven to meet the demands in automobiles because of their excellent strength, durability, thermal stability, and resistance to impact, friction, and wear [
8,
9]. Despite good mechanical and chemical properties, glass fibers exhibit certain shortcomings. They are not from renewable resources, which is a trend when moving into a circular economy. In comparison to the natural fibers (1.45 g/cm
3), the density of glass fibers (2.5 g/cm
3) is quite high that adds weight to the automotive part. Furthermore, the production of glass fibers consumes much higher energy (54.8 MJ/kg) compared to natural fibers (9.7 MJ/kg) [
6].
Despite the benefits offered by NFRPC [
10,
11,
12,
13,
14], their applications in structural components are restricted. This is due to the naturally occurring irregularities and low mechanical property profile of natural fibers, so that they cannot compete with the glass fiber reinforced polymer composites [
15]. However, they would be an excellent material of choice, if the mechanical properties of NFRPC could be improved. They offer not just ecological, but also technical and economic benefits with a great potential to replace glass fibers, at least partially if not fully, in the structural applications.
Bast fibers such as kenaf, flax and hemp fiber reinforced polypropylene (PP) composites are very popular NFRPC in the nonstructural components for automotive applications because of their low density, easy processability, and capability to be recycled by energy recovery [
15]. Several attempts have been reported to improve the mechanical properties of NFRPC by hybridization of natural fibers with glass, or carbon fibers [
16,
17,
18,
19,
20,
21]. However, the downside of this hybridization is the reduction of the amount of natural fibers, i.e., renewable content of the composites. This led to the idea of using high-performance basalt fibers in hybridization with bast fibers instead of synthetic fibers. Compared to glass fibers, they have better mechanical performance, good chemical resistance and no health hazards which makes them an excellent natural substitute of glass fibers [
22,
23,
24,
25,
26]. Furthermore, basalt fibers have an edge of being renewable and therefore their addition to the composites would not decrease the renewable content of the composites.
Recent research by Saleem et al. [
27] has demonstrated the successful production of hybrid bast/basalt polymer composites by established processing techniques like carding and compression molding, with significantly improved mechanical performance. It was spotted that the basalt fibers used in the previous study had a surface coating unsuitable for the PP matrix that led to the conclusion that the fiber-matrix interaction and accordingly the overall part performance could be further improved by using the basalt fibers with an appropriate PP-coating. Sizing or coating of basalt fibers involves the application of a thin coating to the fiber surface, which forms a chemical bond between the polymer and the fibers [
26,
28,
29,
30]. The fiber coating is an integral part of the manufacturing process and requires no further processing steps, making it a relatively convenient process. Another method of improving the fiber-matrix interaction is the bulk modification of the polyolefins with additives such as polypropylene grafted maleic anhydride (PP-g-MA) [
31,
32,
33,
34]. The adhesion between the plant fibers and matrix improves because the unsaturated carbon-carbon bonds of maleic anhydride can form connections with the polymer chains, whereas the anhydride groups are free to react with the hydroxyl groups at the cellulosic natural fibers. The grafting has been shown to improve the mechanical properties of plant fiber-reinforced polymer composites. It is also worth mentioning that the modification of the polymer is quite an expensive and complicated procedure since it requires additional processing steps and higher material costs. Therefore, it is not usually a preferred method in the industry due to a lack of economic efficiency [
12,
30,
35].
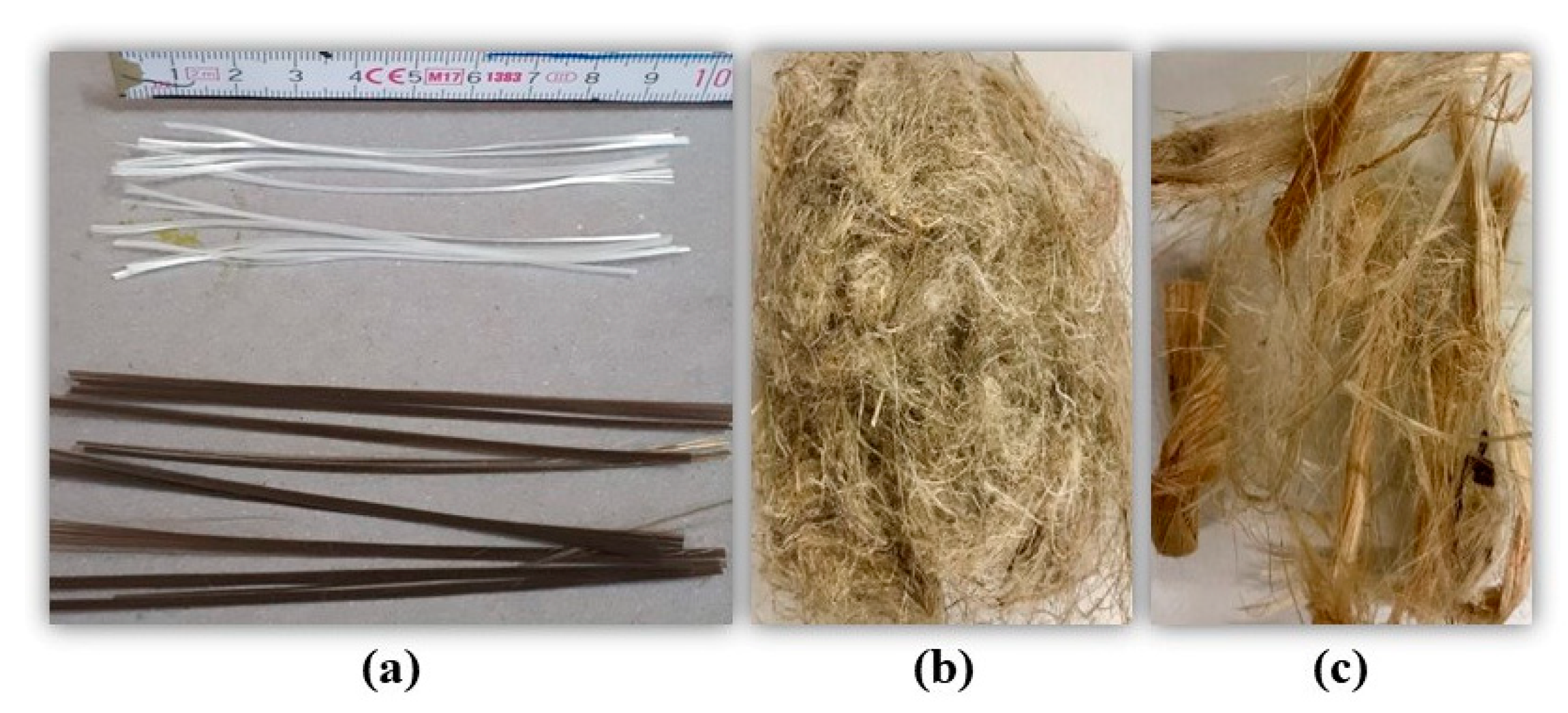
The aim of present research work is the study of the effect of the surface coating of basalt fibers on the mechanical and thermal performance of bast/basalt polypropylene hybrid composites. In serial production, it is often preferred to use a mixture of natural fibers to avoid their shortfall or variabilities in the properties. Therefore, in this work, a mixture of kenaf and flax was used as bast fibers [
2]. A part of the study is also dedicated to compare the influence of maleic anhydride modified PP (PP-g-MA) on the flexural and impact energy absorption properties of hybrid composites. The hybridization of basalt and bast fibers in thermoplastic polymers is inventive, therefore there is an evident lack of comparable data in the literature [
27]. Therefore, a similar hybridization of bast and glass fibers in polypropylene was done and these composites were used as a reference to consider the producibility of bast/basalt hybrid composites.
The composites were analyzed for their mechanical performance by tensile, flexural, and impact energy absorption analysis. The morphology of the composites was investigated by scanning electron microscopy. The properties of thermoplastics composites are temperature dependent and therefore the analysis of their thermal properties is quite relevant in the industry [
36]. According to literature, basalt fibers along with excellent mechanical performance have also very good thermal properties [
23,
26,
37,
38]. This denotes that their addition to the composites would also increase the thermal performance of the composites. Considering this, the hybrid bast/basalt composites were analyzed for their heat deflection temperature (HDT) and their thermal conductivity, as well. The analysis of the heat deflection temperature is important for the application of thermoplastic materials in the industry since it helps to determine the capacity of the material to withstand the temperature [
39]. The importance of the thermal conductivity in polymer composites is associated with their use in heat dissipation applications.
4. Conclusions
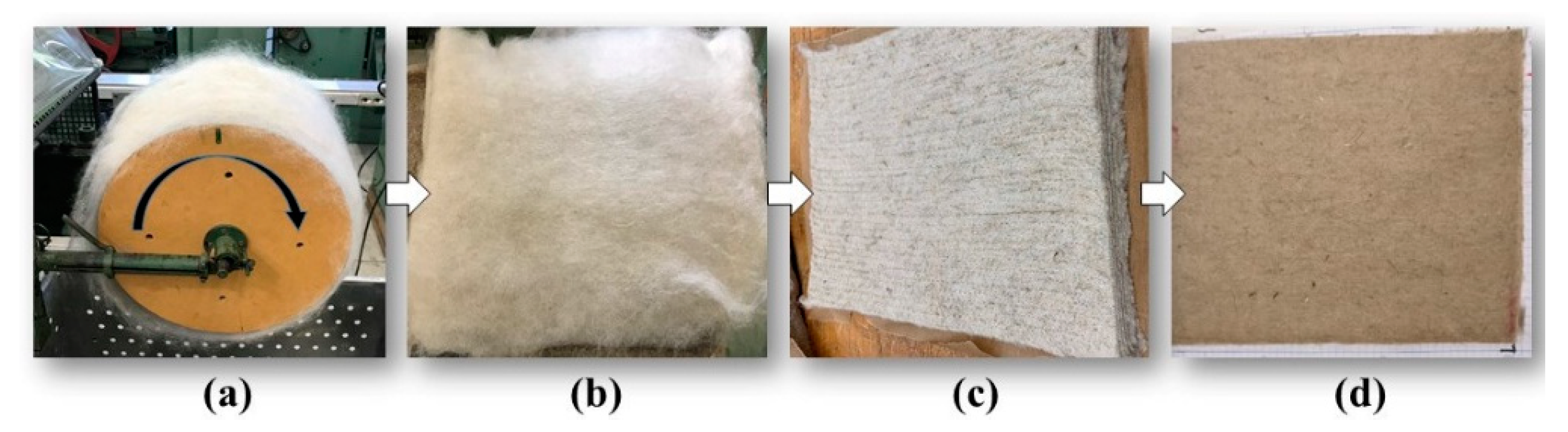
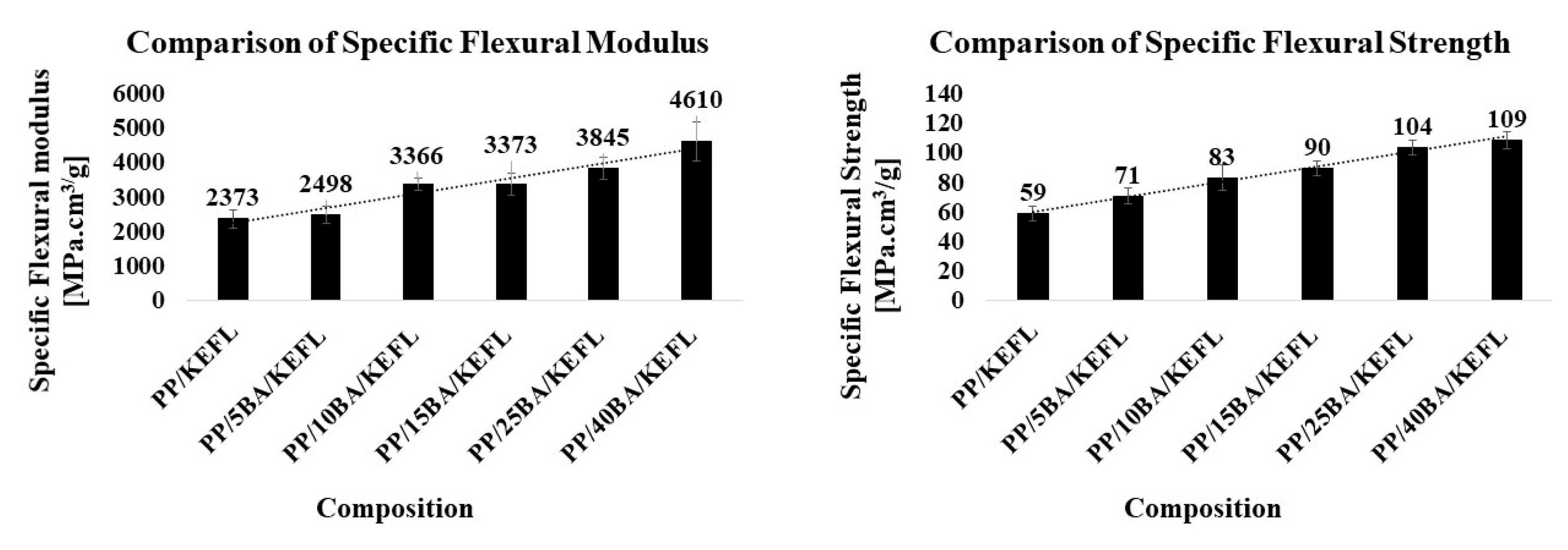
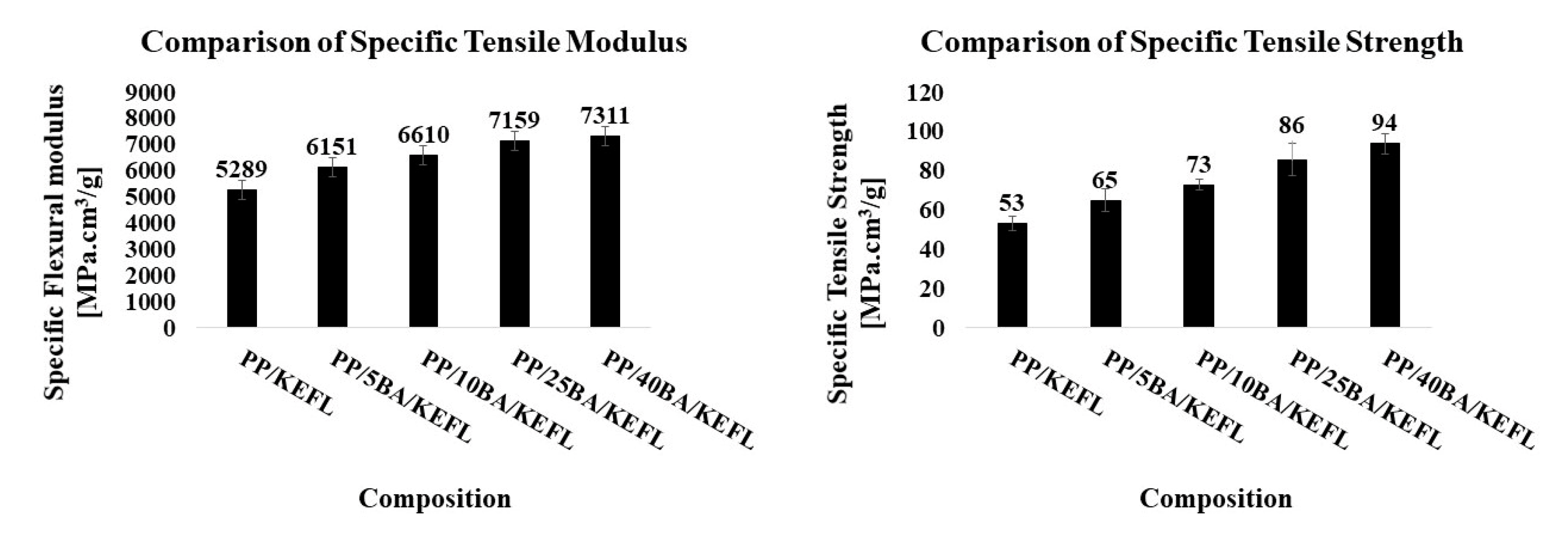
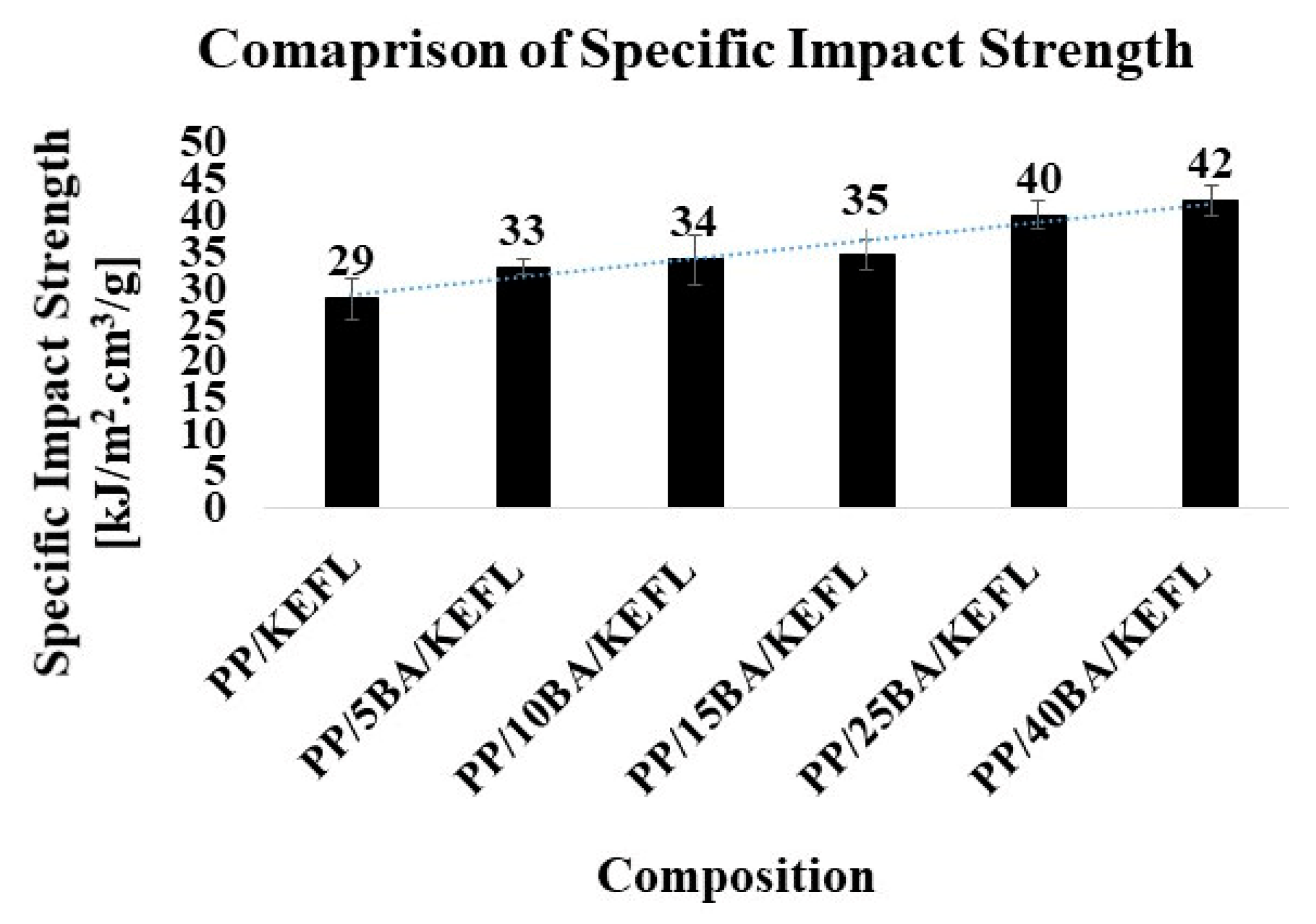
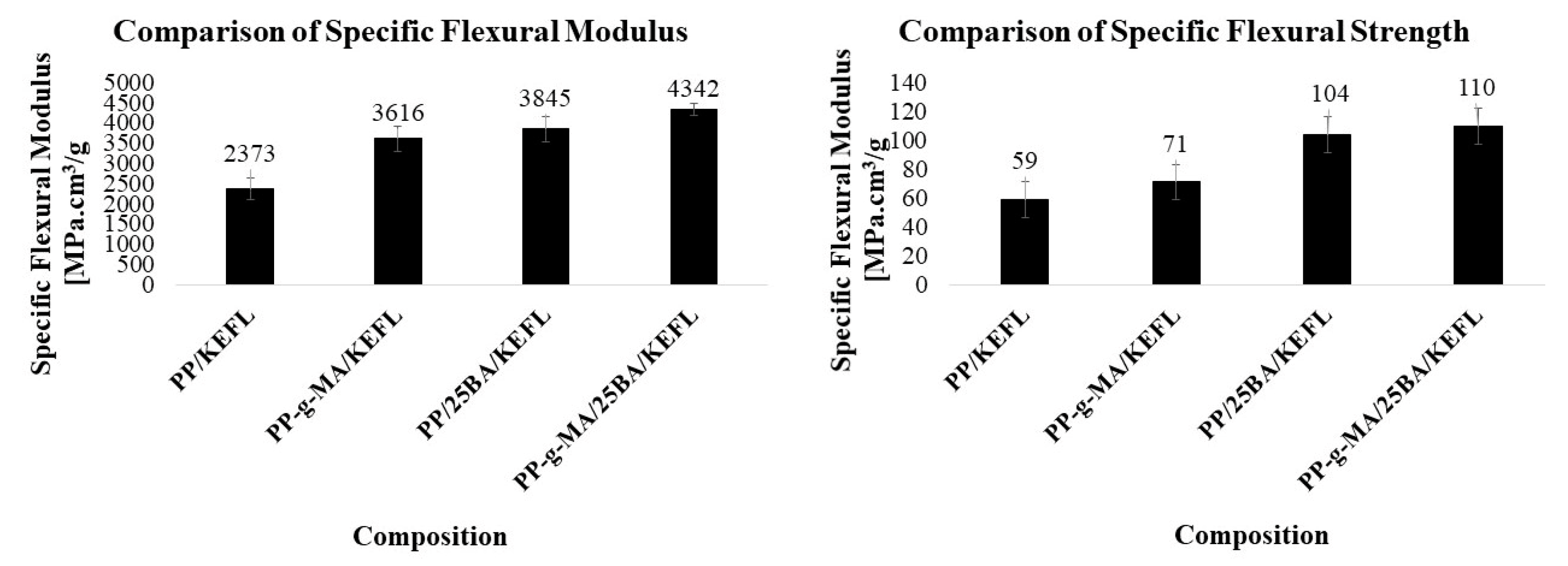
Within this research work, natural fiber reinforced PP composites were successfully prepared by carding and compression molding. The bast fiber (flax + kenaf) content of the composites was partially replaced by high-performance basalt fibers. The compression-molded samples were used to get the test specimens for mechanical and thermal analyses. The mechanical characterization of the composites includes the analysis of their tensile, flexural, and impact energy absorption properties. Since the material- and process-related density variations in the samples influence the composite properties, the specific mechanical properties of the composites were considered for a better comparison.
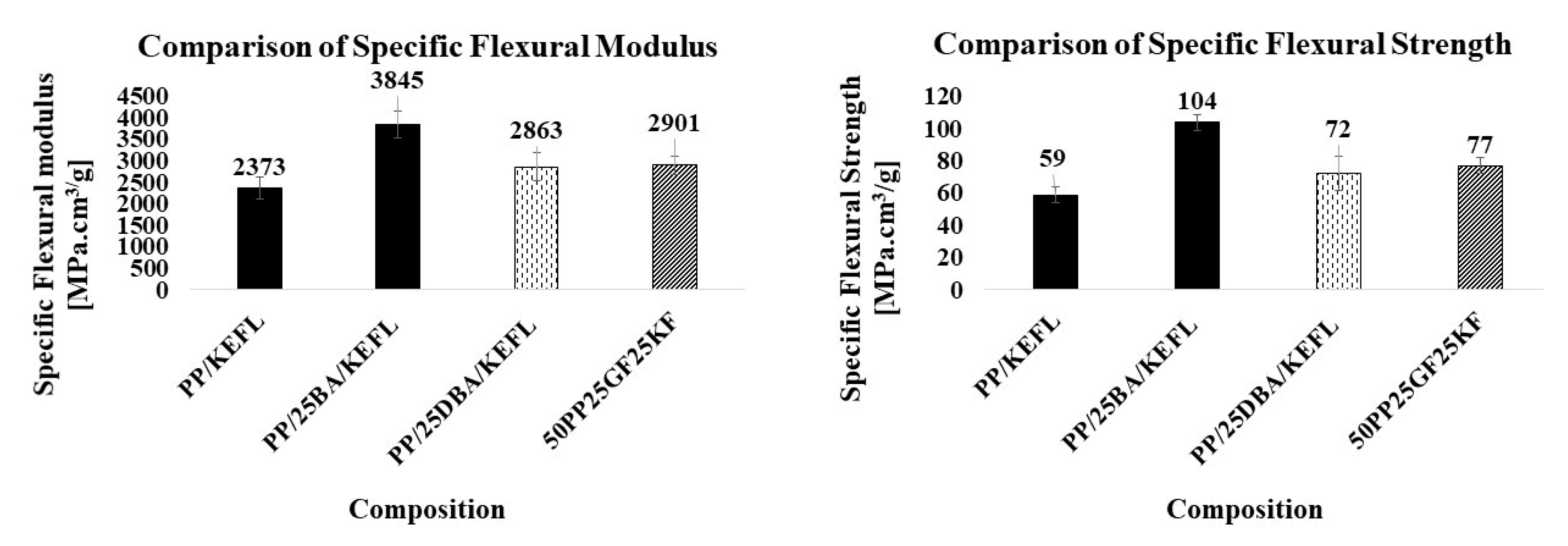
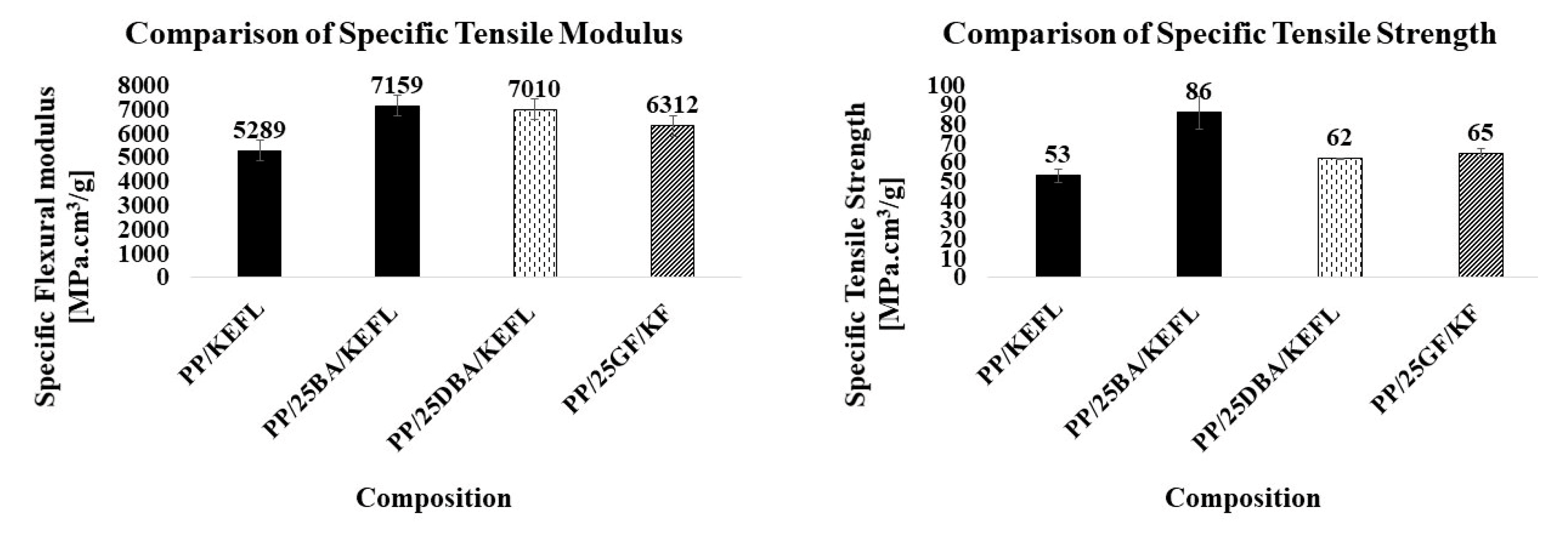
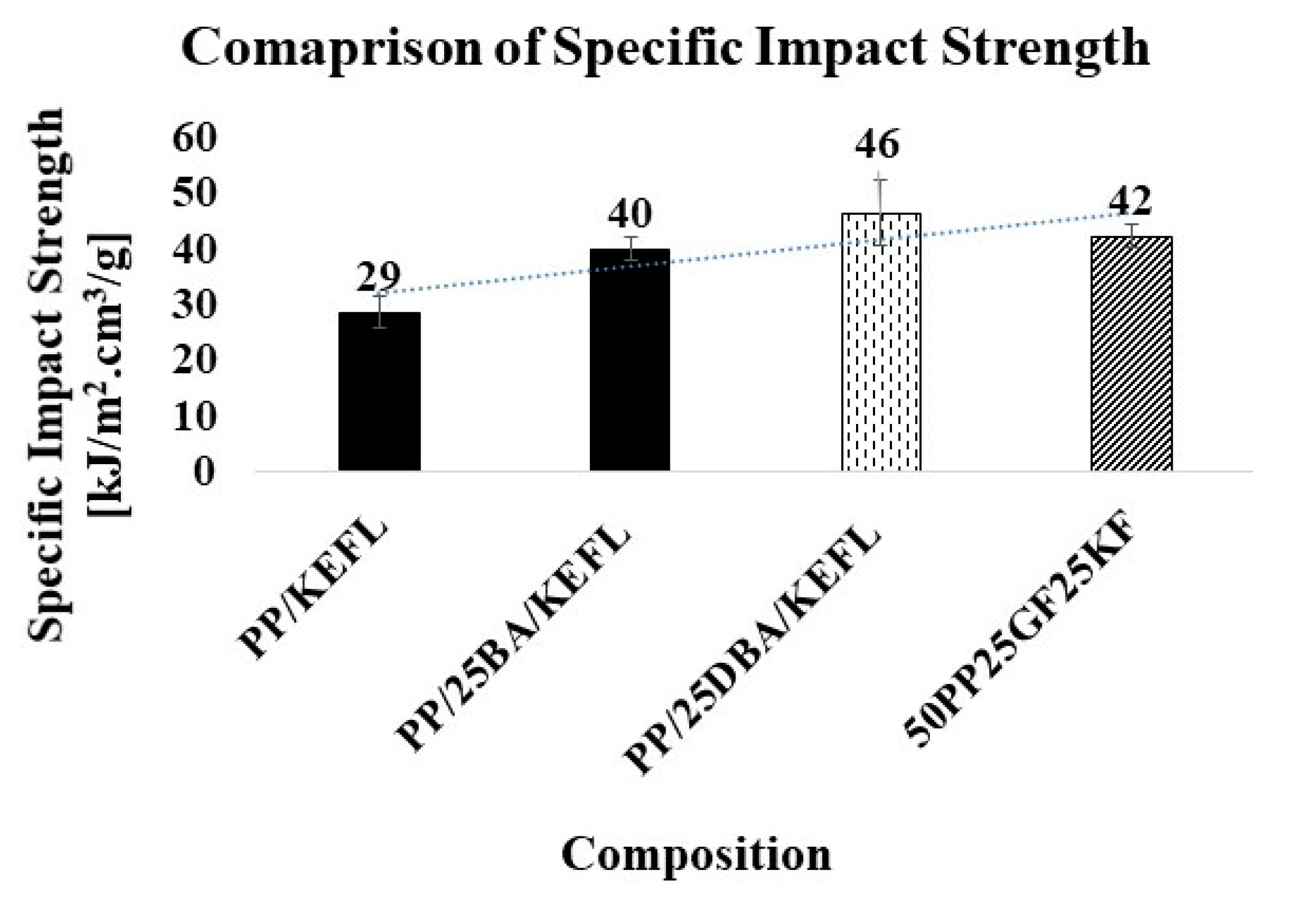
The properties of the composites hybridized with basalt fibers showed a significant increase in the overall part performance. The basalt fibers with a sizing suitable for PP (BA) better enhanced mechanical properties than the basalt fibers with a sizing for thermosets (DBA). However, they both influenced the thermal properties in a similar manner. Moreover, it was confirmed that the mechanical performance of the composites could be improved further when the BA fibers were hybridized in modified PP (PP-g-MA). However, coating the fibers is a much more convenient and economical process than the polymer modification.
Since there is a lack of reference literature for the basalt fibers in hybrid polymer composites, the novel compositions developed in this project were compared with a hybridization of bast and glass fibers in PP matrix, manufactured under the same conditions, like the bast/basalt-based composites. The tensile analysis of the single fibers showed that the basalt fibers have comparatively higher properties than the glass fibers. A comparison of the mechanical properties of the composites also showed that the bast/basalt hybrid composites have a higher mechanical profile compared to the bast/GF hybrid composites. The results support the idea of replacing glass fibers in certain applications with basalt fibers since they have the advantage of being environmentally friendly and non-toxic.
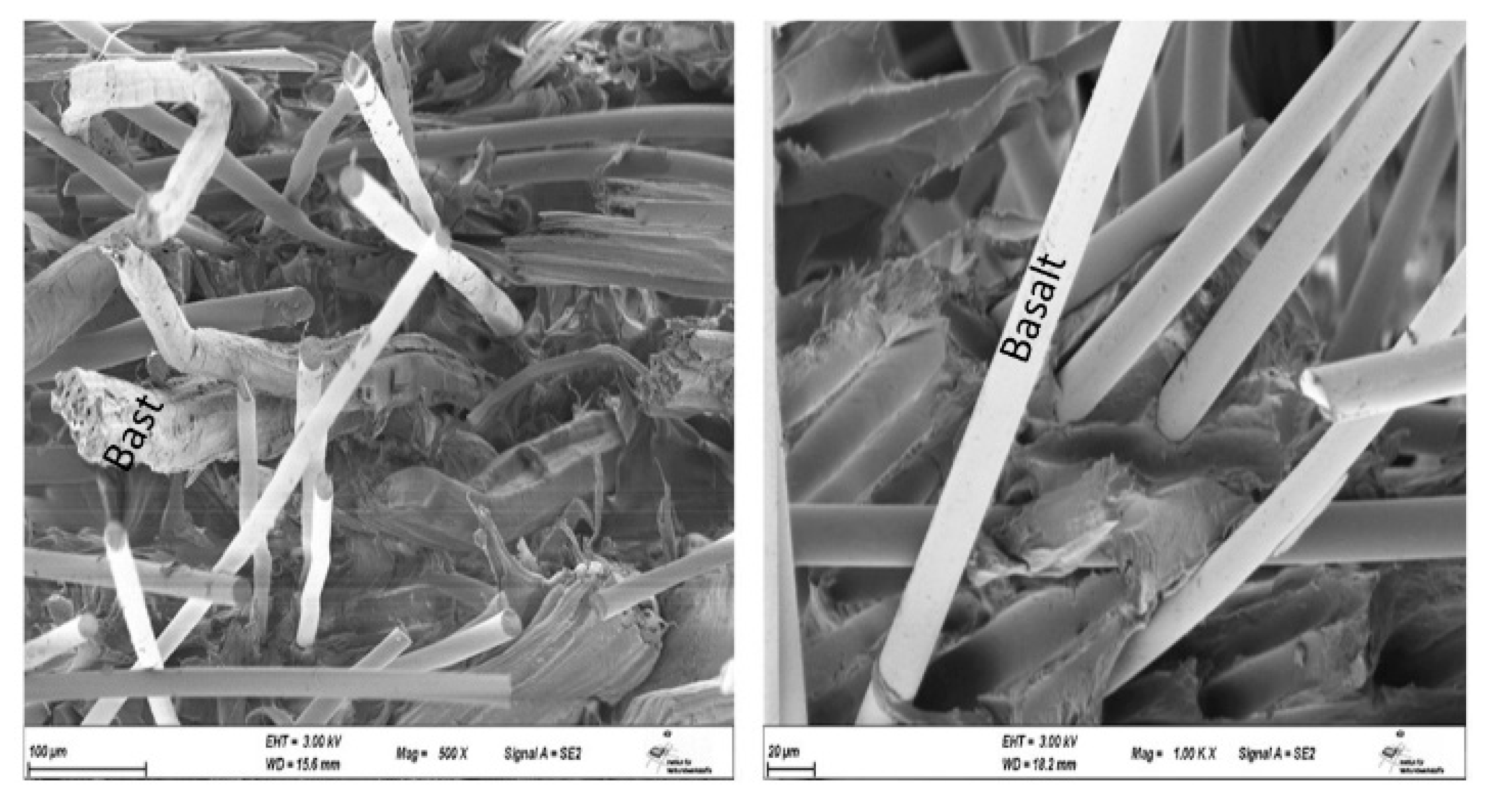
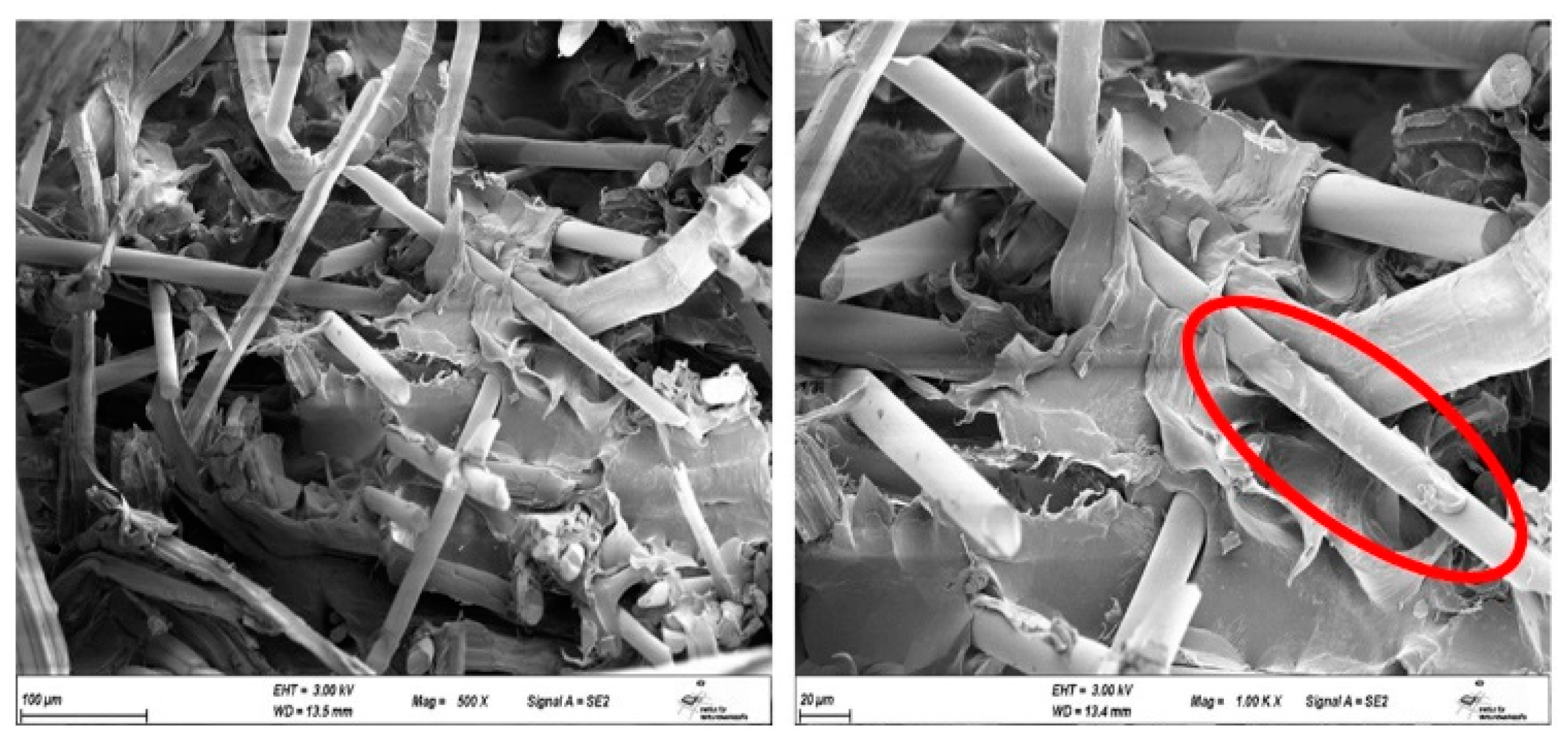
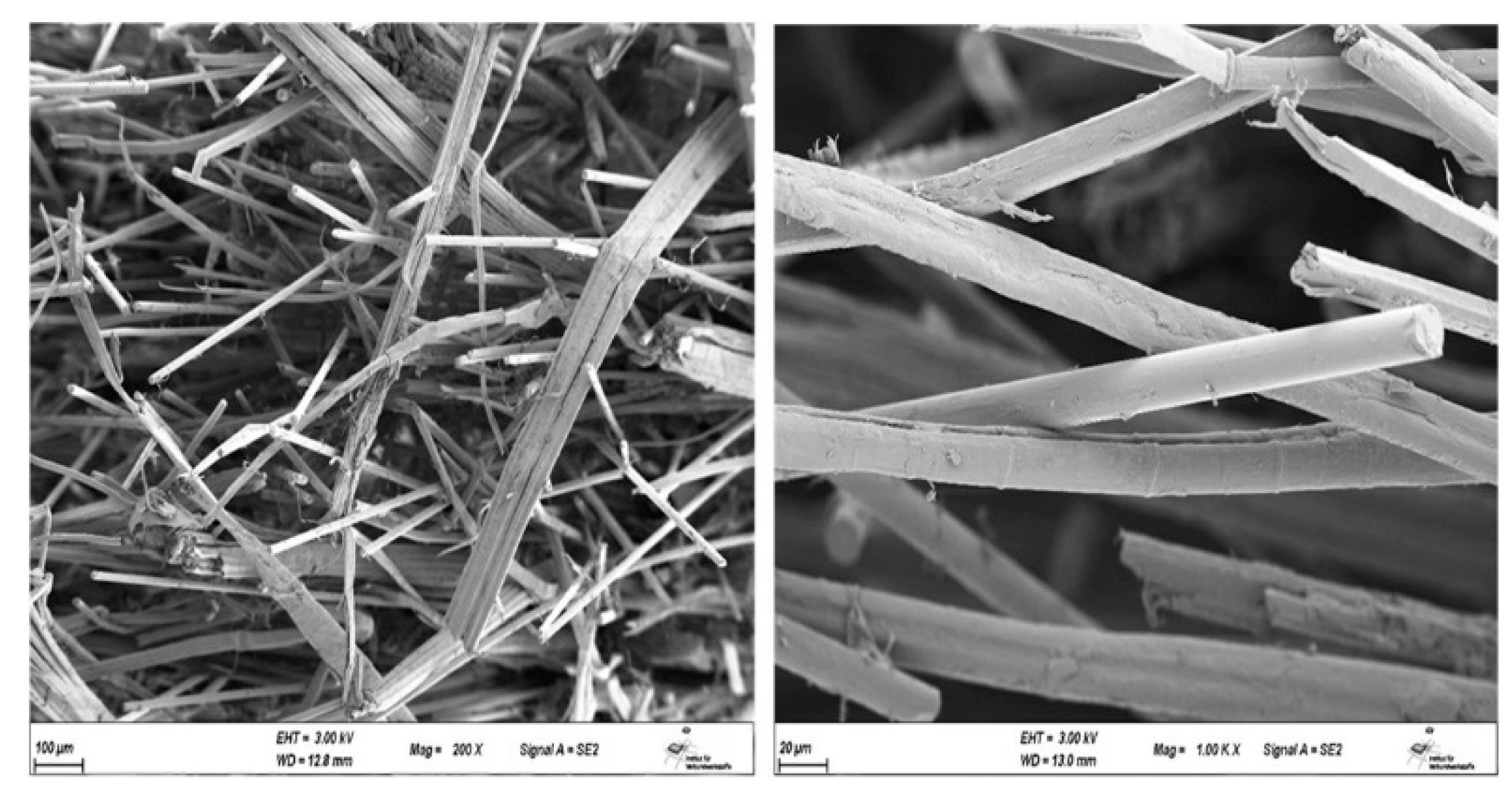
Scanning electron micrographs (SEM) of the composites were recorded for their morphological analysis. SEM analysis supported the mechanical characterization of the composites. The composites with BA fibers showed a much more effective fiber–matrix interaction compared to the composites with DBA fibers. Furthermore, the analysis showed a homogeneous distribution of the various fibers in the composites without any agglomeration or overlapping.
The thermal characterization of the samples was done by analyzing their heat deflection temperature and thermal conductivity. Basalt fibers have potential to improve the composites performance not just mechanically, but also thermally. In contrast to the mechanical properties, the thermal properties were unaffected by the fiber sizing. Both BA and DBA fibers significantly improved the thermal properties and in the same manner.
The developed bast/basalt hybrid composites manifest excellent properties and potential to replace the synthetic fibers in structural applications. Their possible use could be in the load-bearing, shock absorption, and thermal management areas. Though the developed composites are attractive and offer many benefits compared to the glass fibers, there is still a dearth of research about the mechanical, thermal, and chemical resistance properties of the basalt fibers in hybrid polymer composites. More contributions are required, and important technical considerations must be addressed before they are widely accepted in the scientific and commercial community.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}