Metamodelling of the Correlations of Preform and Part Performance for Preform Optimisation in Sheet Moulding Compound Processing

Abstract
:1. Introduction
2. Materials and Methods
2.1. Explicit Modelling
2.2. Metamodelling
- Each element should be included in a similar number of samples
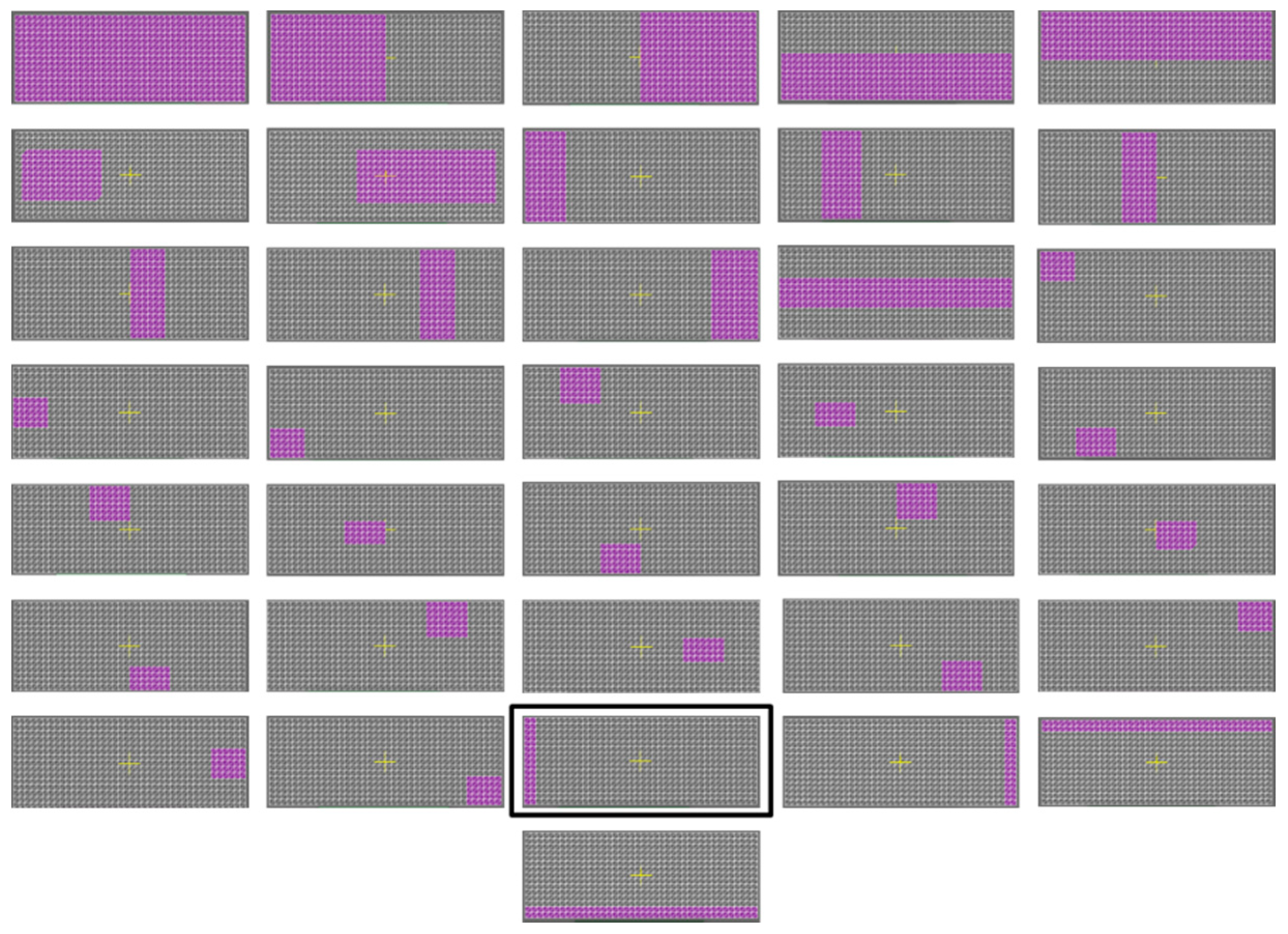
- Preform geometries and positions typically used in processing are included
- Preforms have to cover at least 5% of the mould surface
- Preforms maximising flow lengths in the x and y-direction are included
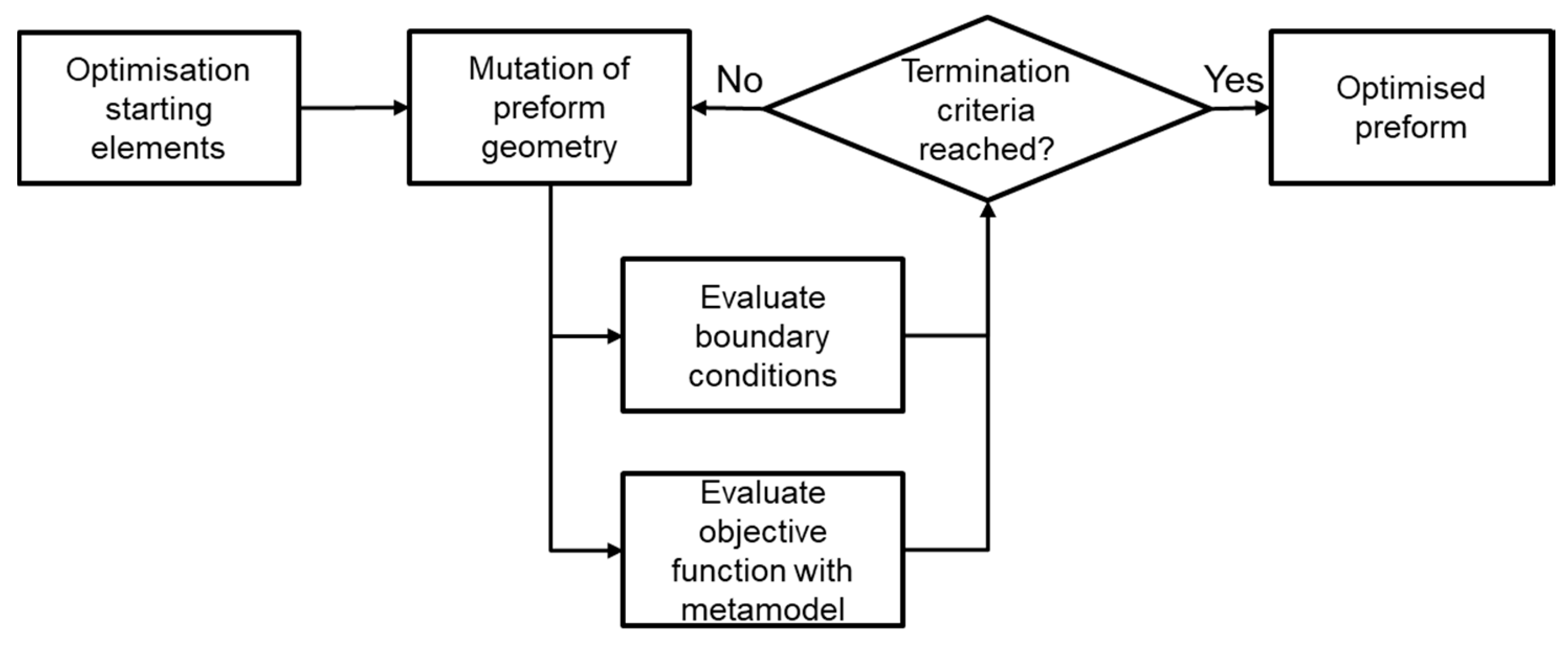
2.3. Optimisation
- (1)
- Mutation of preform and evaluation of objective function:
- (2)
- Evaluation of boundary conditions:
- (a)
- After each iteration, the mutated preform is automatically checked for the absence of enclosed, empty elements, which can lead to part defects such as air pockets [70]. If this was detected during preform optimisation, mutation was limited to the first four procedures until the enclosed elements were eliminated.
- (b)
- Preform size needs to exceed at least 5% of the part surface area, thus limiting the height of the preform.
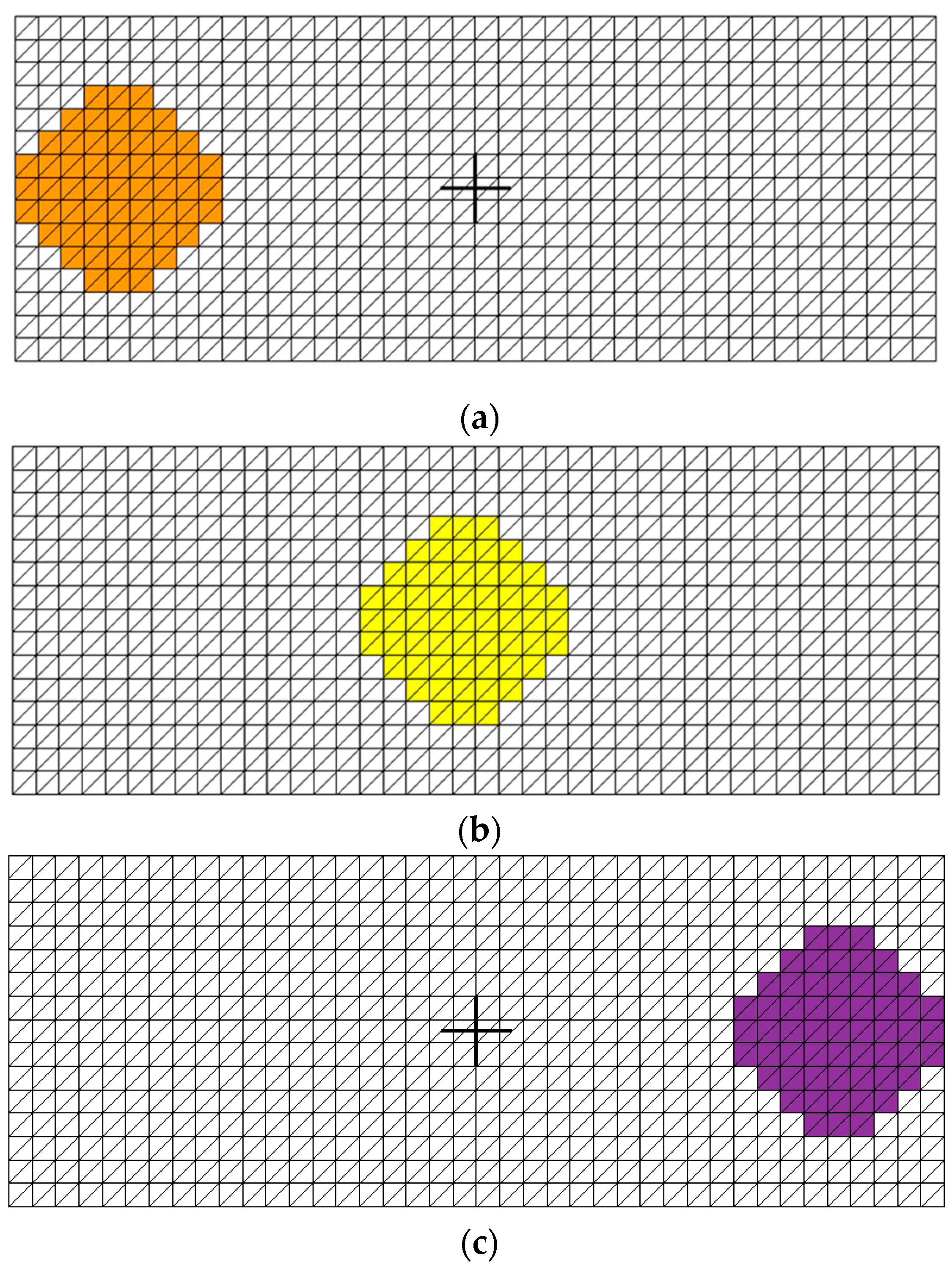
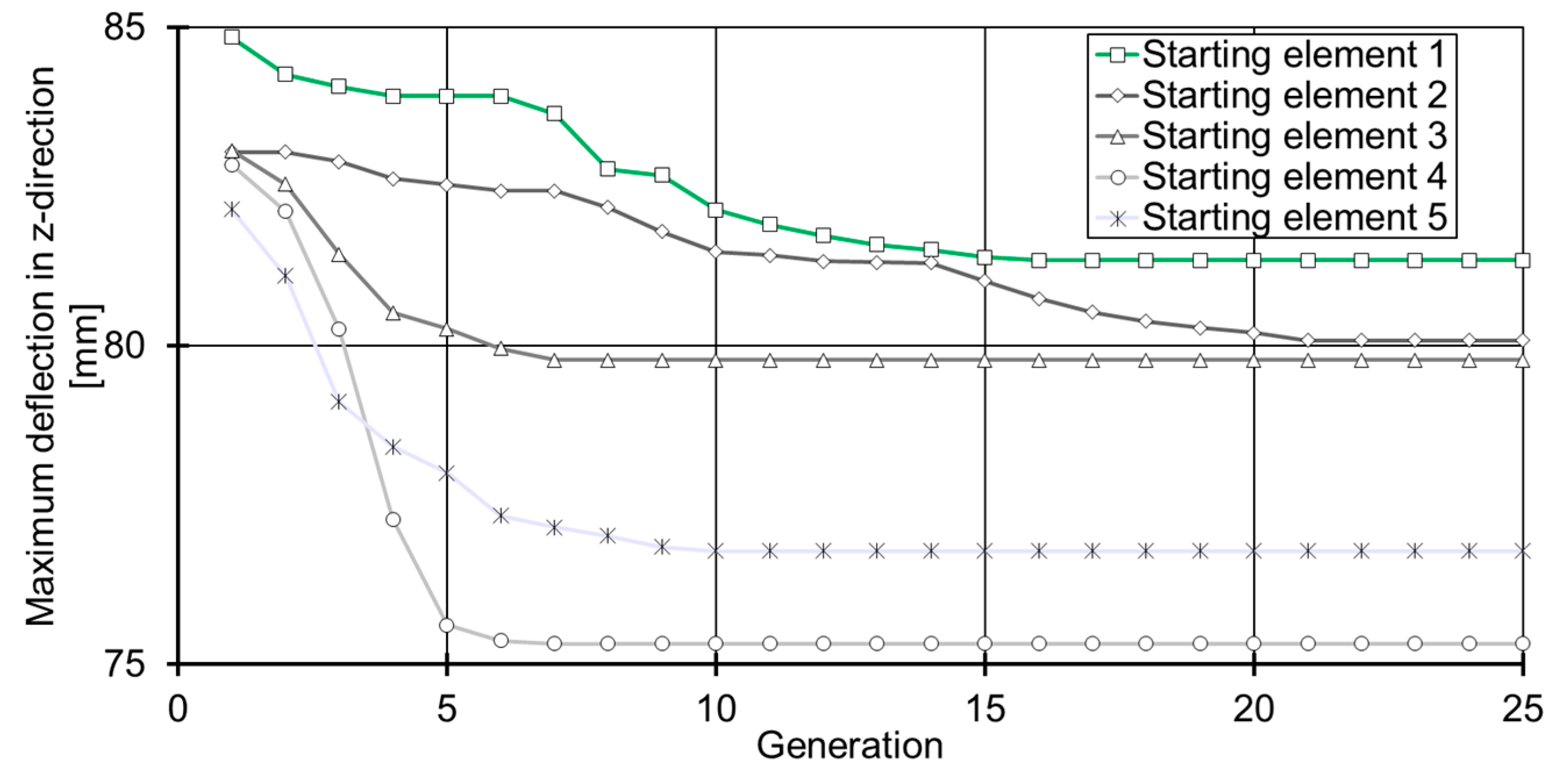
- Training sample preform is global optima: Training sample is reached regardless of starting element
- Training sample is local optima: Alternative preform is determined, which results in lower maximum plate deflection. This may vary depending on the starting element.
3. Results and Discussion
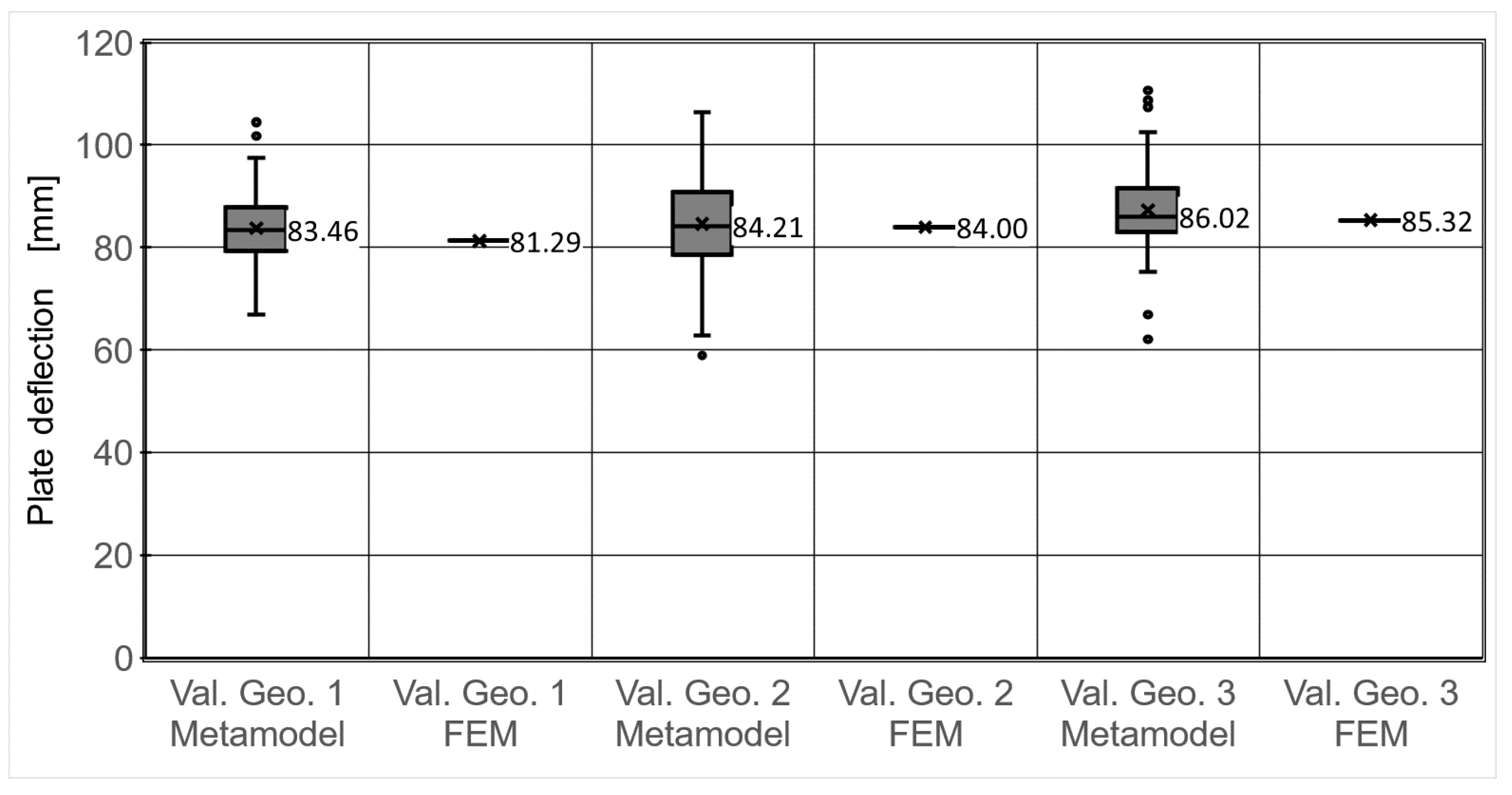
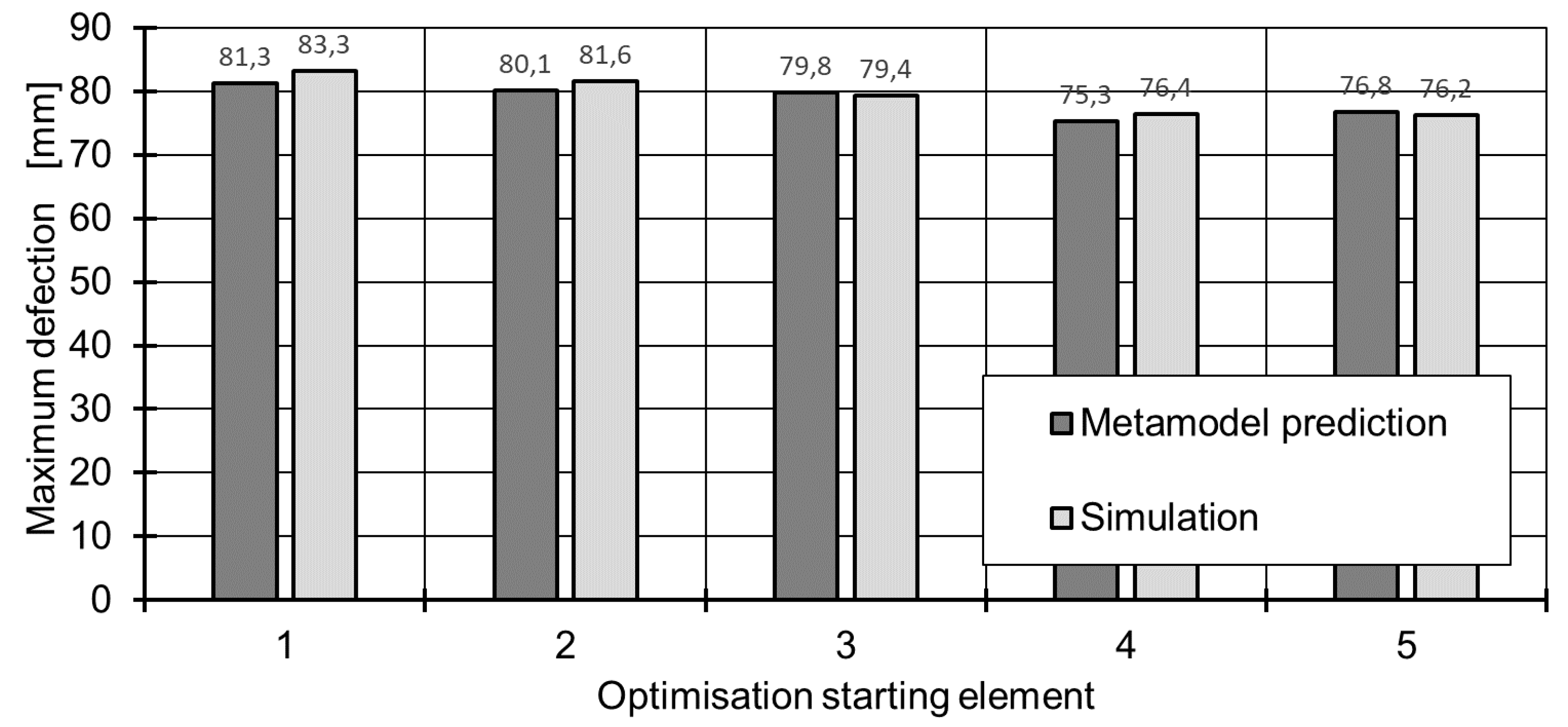
3.1. Metamodel Validation
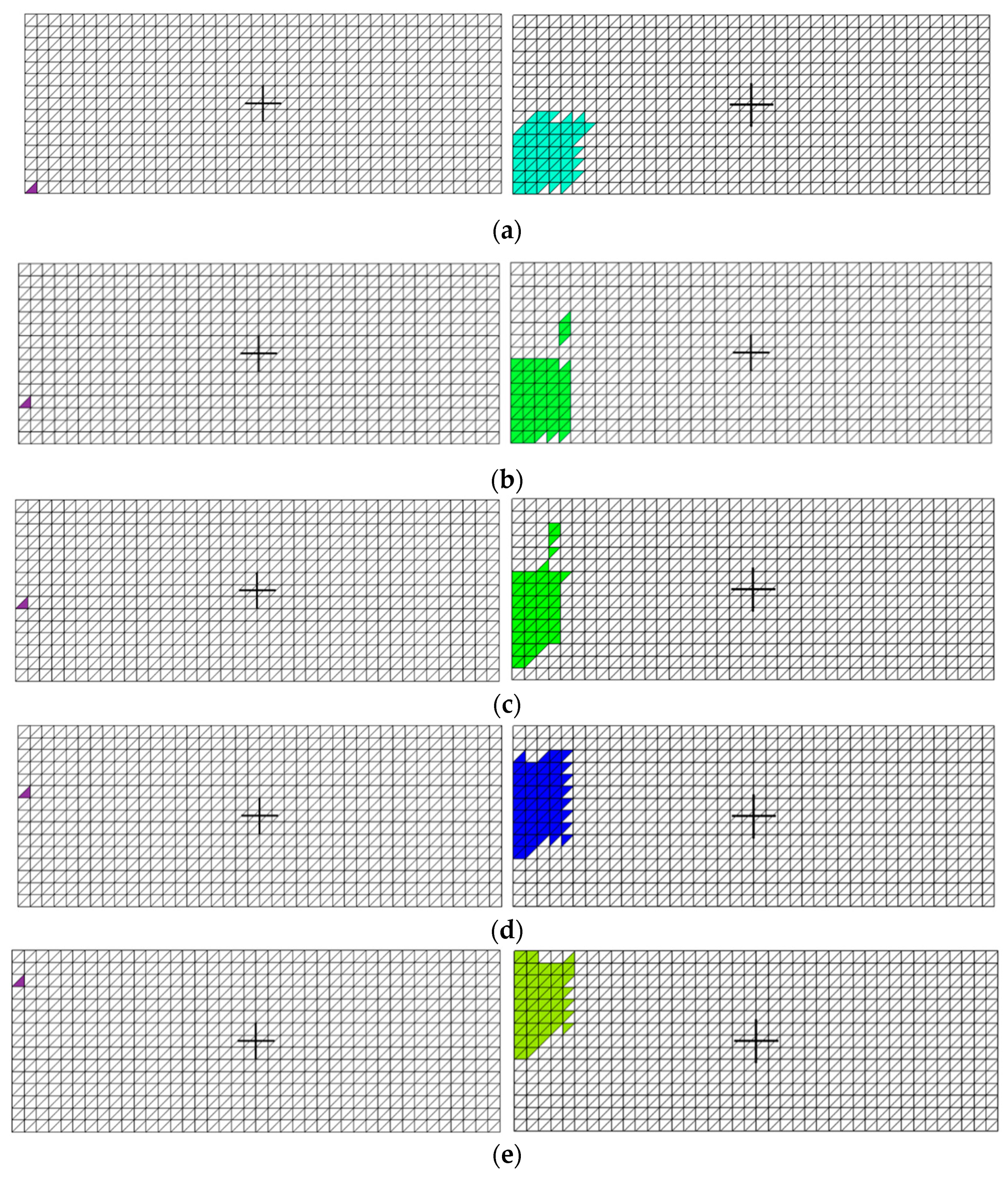
3.2. Preform Optimisation
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A
References
- Witten, E.; Mathes, V.; Sauer, M. Composites—Marktbericht 2018 Marktentwicklungen, Trends, Ausblicke Und Herausforderungen; Industrievereinigung Verstärkte Kunststoffe (AVK): Frankfurt, Germany, 2018. [Google Scholar]
- Wang, C.W.; Tsai, W.C.; Sun, S.B.; Hsu, C.H.; Chang, R. Optimizing process condition of compression molding: From material properties characterization to numerical simulation. In Proceedings of the Annual Technical Conference (ANTEC), Indianapolis, IN, USA, 23–25 May 2016; Society of Plastics Engineers: Brookfield, CT, USA; pp. 463–468. [Google Scholar]
- Advani, S.G.; Sozer, E.M. Process Modeling in Composites Manufacturing; Informa UK Limited: London, UK, 2010. [Google Scholar]
- Marjavaara, B.D.; Ebermark, S.; Lundström, T.S. Compresson moulding simulations of SMC using a multiobjective surrogate-based inverse modeling approach. Mech. Compos. Mater. 2009, 45, 503–514. [Google Scholar] [CrossRef]
- Advani, S.G. The Use of Tensors to Describe and Predict Fiber Orientation in Short Fiber Composites. J. Rheol. 1987, 31, 751–784. [Google Scholar] [CrossRef]
- Sommer, D.E.; Favaloro, A.J.; Pipes, R.B. Coupling anisotropic viscosity and fiber orientation in applications to squeeze flow. J. Rheol. 2018, 62, 669–679. [Google Scholar] [CrossRef]
- Sommer, D.E.; Kravchenko, O.G.; Denos, B.; Favaloro, A.J.; Pipes, R.B. Integrative analysis for prediction of process-induced, orientation-dependent tensile properties in a stochastic prepreg platelet molded composite. Compos. Part A Appl. Sci. Manuf. 2020, 130, 105759. [Google Scholar] [CrossRef]
- Sabiston, T.; Inal, K.; Lee-Sullivan, P. Application of Artificial Neural Networks to predict fibre orientation in long fibre compression moulded composite materials. Compos. Sci. Technol. 2020, 190, 108034. [Google Scholar] [CrossRef]
- Kluge, N.J.; Lundström, T.S.; Westerberg, L.G.; Olofsson, K. Compression moulding of sheet moulding compound: Modelling with computational fluid dynamics and validation. J. Reinf. Plast. Compos. 2015, 34, 479–492. [Google Scholar] [CrossRef]
- Oldenbo, M.; Mattsson, D.; Varna, J.; Berglund, L.A. Global Stiffness of a SMC Panel Considering Process Induced Fiber Orientation. J. Reinf. Plast. Compos. 2004, 23, 37–49. [Google Scholar] [CrossRef]
- Martulli, L.M.; Muyshondt, L.; Kerschbaum, M.; Pimenta, S.; Lomov, S.V.; Swolfs, Y. Carbon fibre sheet moulding compounds with high in-mould flow: Linking morphology to tensile and compressive properties. Compos. Part A Appl. Sci. Manuf. 2019, 126. [Google Scholar] [CrossRef]
- Osswald, T.A. Numerical Methods for Compression Mold Filling Simulation. Ph.D. Thesis, University of Illinois, Champaign, IL, USA, 1987. [Google Scholar]
- Folgar, F.; Tucker, C.L. Orientation Behavior of Fibers in Concentrated Suspensions. J. Reinf. Plast. Compos. 1984, 3, 98–119. [Google Scholar] [CrossRef]
- Osswald, T.A.; Tucker, C.L. Compression Mold Filling Simulation for Non-Planar Parts. Int. Polym. Process. 1990, 5, 79–87. [Google Scholar] [CrossRef]
- Tucker, C.L.; Folgar, F. A model of compression mold filling. Polym. Eng. Sci. 1983, 23, 69–73. [Google Scholar] [CrossRef]
- Osswald, T.A.; Tucker, C.L. A boundary element simulation of compression mold filling. Polym. Eng. Sci. 1988, 28, 413–420. [Google Scholar] [CrossRef]
- Hele-Shaw, H.S. The Motion of a Perfect Fluid. In The Weekly Evening Meeting; Wentworth Press: Sydney, Australia, 1899. [Google Scholar]
- Lee, C.-C.; Folgar, F.; Tucker, C.L. Simulation of Compression Molding for Fiber-Reinforced Thermosetting Polymers. J. Eng. Ind. 1984, 106, 114–125. [Google Scholar] [CrossRef]
- Barone, M.R.; Caulk, D.A. A Model for the Flow of a Chopped Fiber Reinforced Polymer Compound in Compression Molding. J. Appl. Mech. 1986, 53, 361–371. [Google Scholar] [CrossRef]
- Barone, M.R.; Caulk, D.A. Kinematics of flow in sheet molding compounds. Polym. Compos. 1985, 6, 105–109. [Google Scholar] [CrossRef]
- Kühn, C.; Walter, I.; Täger, O.; Osswald, T. Simulative Prediction of Fiber-Matrix Separation in Rib Filling During Compression Molding Using a Direct Fiber Simulation. J. Compos. Sci. 2017, 2, 2. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Chen, Z.; Xu, H.; Dahl, J.; Zeng, D.; Mirdamadi, M.; Su, X. Modeling and Simulation of Compression Molding Process for Sheet Molding Compound (SMC) of Chopped Carbon Fiber Composites. SAE Int. J. Mater. Manuf. 2017, 10, 130–137. [Google Scholar] [CrossRef]
- Hohberg, M. Experimental Investigation and Process Simulation of the Compression Molding Process of Sheet Molding Compound (SMC) with Local Reinforcements; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Meyer, N.; Schöttl, L.; Bretz, L.; Hrymak, A.; Kärger, L. Direct Bundle Simulation approach for the compression molding process of Sheet Molding Compound. Compos. Part A Appl. Sci. Manuf. 2020, 132, 105809. [Google Scholar] [CrossRef]
- Ankenman, B.; Bisgaard, S.; Osswald, T.A. Experimental Optimization of Computer Models of Manufacturing Processes. Manuf. Rev. 1994, 7, 332–344. [Google Scholar]
- Guo, X.; Li, W.; Iorio, F. Convolutional Neural Networks for Steady Flow Approximation. In Proceedings of the 22nd ACM SIGKDD International Conference on Knowledge Discovery and Data Mining, San Francisco, CA, USA, 13–17 August 2016; Association for Computing Machinery: New York, NY, USA, 2016; pp. 481–490. [Google Scholar]
- Michaeli, W.; Johannaber, F. Handbuch Spritzgießen, 2nd ed.; Carl Hanser Verlag: Munich, Germany, 2004; Available online: https://www.hanser-fachbuch.de/buch/Handbuch+Spritzgiessen/9783446229662 (accessed on 29 June 2020).
- Tompson, J.; Schlachter, K.; Sprechmann, P.; Perlin, K. Accelerating Eulerian Fluid Simulation with Convolutional Networks. In Proceedings of the 34th International Conference on Machine Learning, Sunday, Australia, 10–11 August 2017; International Convention Centre: Sydney, Australia; PMLR: Sydney, Australia, 2017; Volume 70, pp. 3424–3433. [Google Scholar]
- Ladicky, L.; Jeong, S.; Solenthaler, B.; Pollefeys, M.; Gross, M. Data-driven fluid simulations using regression forests. ACM Trans. Graph. 2015, 34, 1–9. [Google Scholar] [CrossRef]
- Twu, J.-T.; Lee, L.J. Application of artificial neural networks for the optimal design of sheet molding compound (SMC) compression molding. Polym. Compos. 1995, 16, 400–408. [Google Scholar] [CrossRef]
- Kim, M.-S.; Lee, W.I.; Han, W.-S.; Vautrin, A. Optimisation of location and dimension of SMC precharge in compression moulding process. Comput. Struct. 2011, 89, 1523–1534. [Google Scholar] [CrossRef]
- Jin, R.; Chen, W.; Simpson, T. Comparative studies of metamodelling techniques under multiple modelling criteria. Struct. Multidiscip. Optim. 2001, 23, 1–13. [Google Scholar] [CrossRef]
- Tizzard, K.; Kleijnen, J.P.C. Statistical Tools for Simulation Practitioners. J. R. Stat. Soc. Ser. A (Stat. Soc.) 1988, 151, 374. [Google Scholar] [CrossRef]
- Chen, Z.; Huang, T.; Shao, Y.; Li, Y.; Xu, H.; Avery, K.; Zeng, D.; Chen, W.; Su, X. Multiscale finite element modeling of sheet molding compound (SMC) composite structure based on stochastic mesostructure reconstruction. Compos. Struct. 2018, 188, 25–38. [Google Scholar] [CrossRef]
- Twu, J.-T.; Lee, L.J.; Chen, S.-C. Simulation-based design of sheet molding compound (SMC) compression molding. Polym. Compos. 1994, 15, 313–326. [Google Scholar] [CrossRef]
- Michaeli, W.; Kremer, C. Predicting the surface waviness of sheet moulding compound parts by simulating process-induced thermal stresses. J. Polym. Eng. 2011, 31, 561–566. [Google Scholar] [CrossRef]
- Semmler, E. Simulation of the Mechanical and Thermomechanical Behavior of Thermoplastic Fiber-reinforced Compression Moulded Parts. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 1998. [Google Scholar]
- Specker, O. Compression Moulding of SMC: Computer Simulations for Computer-Aided Lay-Out of the Process and for Determination of the Component Properties. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 1991. [Google Scholar]
- Jeffery, G.B. The motion of ellipsoidal particles immersed in a viscous fluid. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1922, 102, 161–179. [Google Scholar] [CrossRef] [Green Version]
- Phelps, J.H.; Tucker, C.L. An anisotropic rotary diffusion model for fiber orientation in short- and long-fiber thermoplastics. J. Non Newton. Fluid Mech. 2009, 156, 165–176. [Google Scholar] [CrossRef]
- Wang, M.-L.; Chang, R.-Y.; Hsu, C.-H.D. Molding Simulation: Theory and Practice; Carl Hanser Verlag: Munich, Germany, 2018. [Google Scholar]
- Wang, J.; O’Gara, J.F.; Tucker, C.L.; Iii, C.L.T. An objective model for slow orientation kinetics in concentrated fiber suspensions: Theory and rheological evidence. J. Rheol. 2008, 52, 1179–1200. [Google Scholar] [CrossRef]
- Gandhi, U.N.; Goris, S.; Osswald, T.A.; Song, Y.Y. Discontinuous Fiber—Reinforced Composites—Fundamentals and Applications; Carl Hanser Verlag: Munich, Germany, 2020. [Google Scholar]
- Tseng, H.-C.; Chang, R.-Y.; Hsu, C.-H. Numerical prediction of fiber orientation and mechanical performance for short/long glass and carbon fiber-reinforced composites. Compos. Sci. Technol. 2017, 144, 51–56. [Google Scholar] [CrossRef]
- Tseng, H.-C.; Chang, R.-Y.; Hsu, C.-H. An objective tensor to predict anisotropic fiber orientation in concentrated suspensions. J. Rheol. 2016, 60, 215–224. [Google Scholar] [CrossRef]
- Kim, M.S.; Lee, W.I.; Han, W.-S.; Vautrin, A.; Park, C.H. Thickness optimization of composite plates by Box’s complex method considering the process and material parameters in compression molding of SMC. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1192–1198. [Google Scholar] [CrossRef]
- Affdl, J.C.H.; Kardos, J.L. The Halpin-Tsai equations: A review. Polym. Eng. Sci. 1976, 16, 344–352. [Google Scholar] [CrossRef]
- Chen, Z.; Tang, H.; Shao, Y.; Sun, Q.; Zhou, G.; Li, Y.; Xu, H.; Zeng, D.; Su, X. Failure of chopped carbon fiber Sheet Molding Compound (SMC) composites under uniaxial tensile loading: Computational prediction and experimental analysis. Compos. Part A Appl. Sci. Manuf. 2019, 118, 117–130. [Google Scholar] [CrossRef]
- Simpson, T.; Poplinski, J.; Koch, P.N.; Allen, J. Metamodels for Computer-based Engineering Design: Survey and recommendations. Eng. Comput. 2001, 17, 129–150. [Google Scholar] [CrossRef] [Green Version]
- Webb, G.I. Overfitting. In Encyclopedia of Machine Learning; Sammut, C., Webb, G.I., Eds.; Springer: Boston, MA, USA, 2010; p. 744. [Google Scholar]
- Grant, P. Assessment and Selection; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Mori, S.; Nishida, H.; Yamada, H. Optical Character Recognition, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 1999. [Google Scholar]
- Starzyk, J.A.; Ansari, N. Feedforward neural network for handwritten character recognition. In Proceedings of the 1992 IEEE International Symposium on Circuits and Systems, San Diego, CA, USA, 10–13 May 1992; Institute of Electrical and Electronics Engineers (IEEE): Miami, FL, USA, 2003; Volume 6, pp. 2884–2887. [Google Scholar]
- Hornik, K.; Stinchcombe, M.; White, H. Multilayer feedforward networks are universal approximators. Neural Netw. 1989, 2, 359–366. [Google Scholar] [CrossRef]
- Cybenko, G. Approximation by superpositions of a sigmoidal function. Math. Control. Signals Syst. 1989, 2, 303–314. [Google Scholar] [CrossRef]
- Peterson, G.E.; Clair, D.S.; Aylward, S.R.; Bond, W.E. Using Taguchi’s method of experimental design to control errors in layered perceptrons. IEEE Trans. Neural Netw. 1995, 6, 949–961. [Google Scholar] [CrossRef]
- Suzuki, K. Artificial Neural Networks—Architectures an Applications; Suzuki, K., Ed.; InTech: London, UK, 2017. [Google Scholar]
- Kotu, V.; Deshpande, B. Predictive Analytics and Data Mining; Morgan Kaufmann: Burlington, MA, USA, 2015. [Google Scholar]
- Kremer, C. Vorhersage der Oberflächenwelligkeit von Bauteilen aus Sheet Moulding Compound durch die Simulation der Prozessinduzierten Eigenspannung. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2011. [Google Scholar]
- Hagan, M.; Menhaj, M. Training feedforward networks with the Marquardt algorithm. IEEE Trans. Neural Netw. 1994, 5, 989–993. [Google Scholar] [CrossRef]
- Kipli, K.; Muhammad, M.S.; Masra, S.M.W.; Zamhari, N.; Lias, K.; Mat, D.A.A. Performance of Levenberg-Marquardt Backpropagation for Full Reference Hybrid Image Quality Metrics. In Proceedings of the International Multiconference of Engineers and Computer Scientists, Hong Kong, China, 14–16 March 2012; pp. 704–707. [Google Scholar]
- Kermani, B.G.; Schiffman, S.S.; Nagle, H.T. Performance of the Levenberg—Marquardt neural network training method in electronic nose applications. Sens. Actuators B Chem. 2005, 110, 13–22. [Google Scholar] [CrossRef]
- Branke, J.; Deb, K.; Miettinen, K.; Slowiński, R. Multiobjective Optimization—Interactive and Evolutionary Approaches, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Andradóttir, S. A review of simulation optimization techniques. In Proceedings of the 1998 Winter Simulation Conference (Cat. No. 98CH36274), Washington, DC, USA, 13–16 December 1998; Institute of Electrical and Electronics Engineers (IEEE): Piscataway, NJ, USA, 2002; Volume 1, pp. 151–158. [Google Scholar]
- Luenberger, D.G.; Ye, Y. Linear and Nonlinear Programming; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Islam, M.; Buijk, A.; Rais-Rohani, M.; Motoyama, K. Simulation-based numerical optimization of arc welding process for reduced distortion in welded structures. Finite Elem. Anal. Des. 2014, 84, 54–64. [Google Scholar] [CrossRef]
- Zitzler, E.; Deb, K.; Thiele, L. Comparison of Multiobjective Evolutionary Algorithms: Empirical Results. Evol. Comput. 2000, 8, 173–195. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fazilati, J.; Alisadeghi, M. Multiobjective crashworthiness optimization of multi-layer honeycomb energy absorber panels under axial impact. Thin Walled Struct. 2016, 107, 197–206. [Google Scholar] [CrossRef]
- Sakawa, M. Genetic Algorithms and Fuzzy Multiobjective Optimization; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2002. [Google Scholar]
- Rudd, C.D. Composites for Automotive Applications, 11th ed.; Rapra Technology Ltd.: Shawbury, UK, 2000. [Google Scholar]
- Trauth, A.; Pinter, P.; Weidenmann, K.A. Investigation of Quasi-Static and Dynamic Material Properties of a Structural Sheet Molding Compound Combined with Acoustic Emission Damage Analysis. J. Compos. Sci. 2017, 1, 18. [Google Scholar] [CrossRef] [Green Version]
- Katz, A.; Sankaran, V. Mesh quality effects on the accuracy of CFD solutions on unstructured meshes. J. Comput. Phys. 2011, 230, 7670–7686. [Google Scholar] [CrossRef]
- Bendsoe, M.P.; Kikuchi, N. Generating optimal topologies in structural design using a homogenization method. Comput. Methods Appl. Mech. Eng. 1988, 71, 197–224. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Values |
|---|---|
| Thermal conductivity | 0.555 W/(mK) |
| Heat transfer coefficient (Tool/SMC) | 2000 W/(m2K) |
| Fibre weight fraction | 30% |
| Fibre interaction coefficient CI | 0.070 |
| Elastic modulus fibre | 73,000 N/mm2 |
| Elastic modulus matrix | 6250 N/mm2 |
| Poisson ratio fibre | 0.220 |
| Poisson ratio matrix | 0.250 |
| Fibre aspect ratio (length/diameter) | 3000 |
| Initial fibre orientation | isotropic |
| Parameter | Values |
|---|---|
| Initial SMC temperature | 30 °C |
| Temperature upper mould cavity | 150 °C |
| Temperature lower mould cavity | 145 °C |
| Delay time | 45 s |
| Initial compression speed | 10 mm/s |
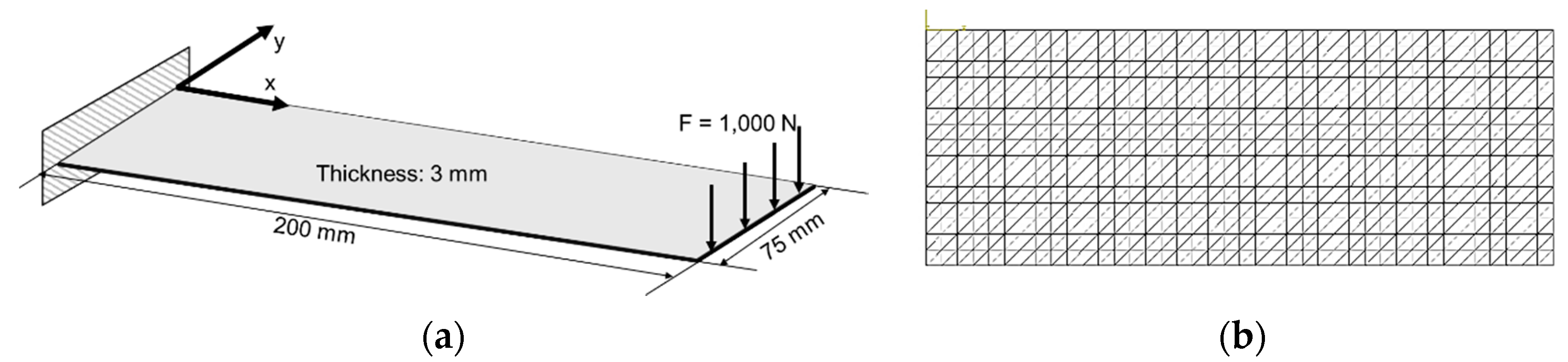
| Max. compression force | 1000 kN |
| Variable | Value |
|---|---|
| Inputs | 1200 (binary initial filling states of each element. 1: completely filled and 0: empty) |
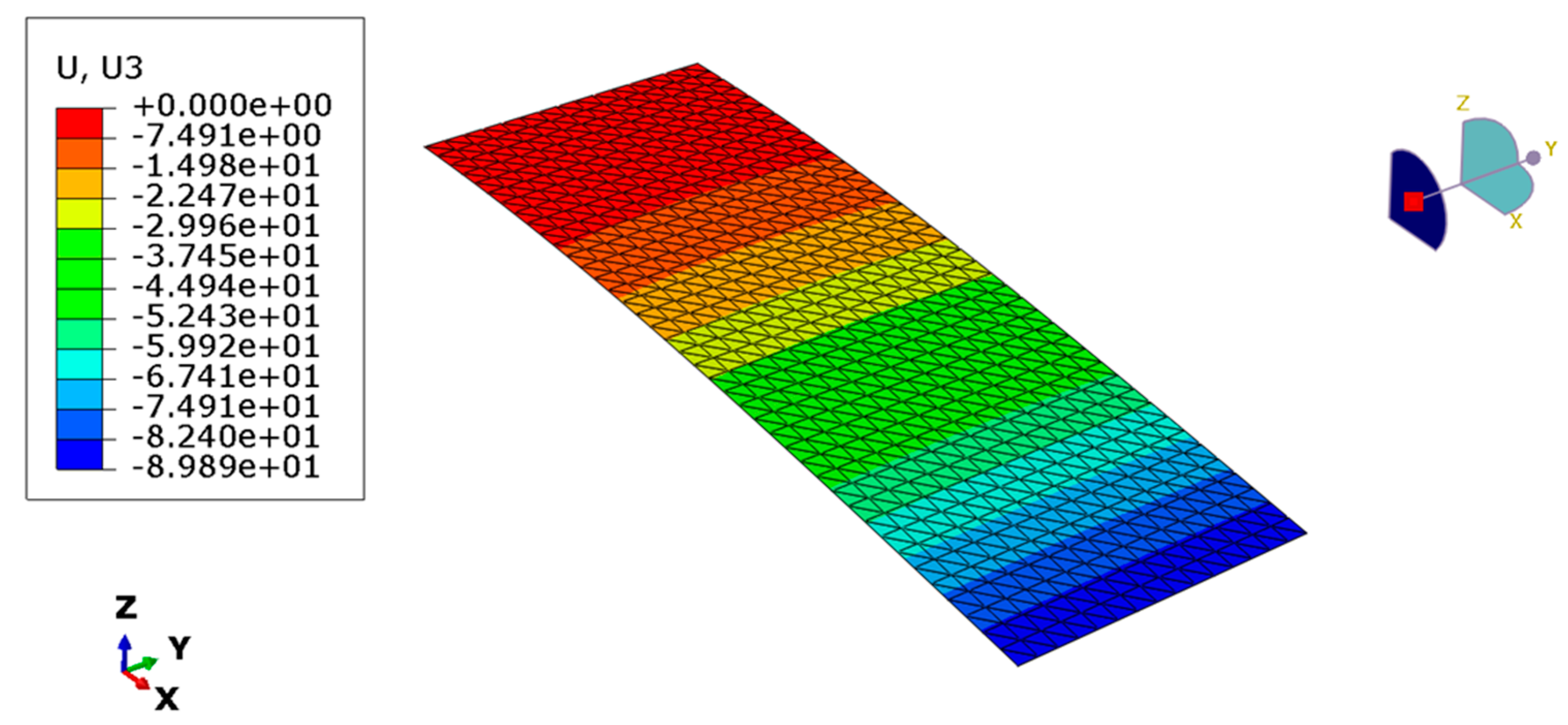
| Outputs | 1 (maximum absolute deflection under static load in mm) |
| Hidden layers | 1 |
| Neurons in hidden layer | 6 |
| Connection type | Fully connected |
| Training type | Levenberg–Marquardt |
| Transfer function input layer to hidden layer | Hyperbolic tangent sigmoid |
| Transfer function hidden layer to output | Linear |
| Loss function | Mean squared error |
| Training epochs (maximum) | 1000 |
| Drop-out | none |
| Design Variable | Definition | Unit | Lower Bound | Upper Bound |
|---|---|---|---|---|
| x1 | Initial filling state of element 1 | - | 0 | 1 |
| x2 | Initial filling state of element 2 | - | 0 | 1 |
| x1,200 | Initial filling state of element 1200 | - | 0 | 1 |
| Mutation Procedure | Relative Area Change | Change Direction |
|---|---|---|
| 1 | Increase by R Elements | Positive x-direction |
| 2 | Increase by R Elements | Negative x-direction |
| 3 | Increase by R Elements | Positive y-direction |
| 4 | Increase by R Elements | Negative y-direction |
| 5 | Decrease by R Elements | Positive x-direction |
| 6 | Decrease by R Elements | Negative x-direction |
| 7 | Decrease by R Elements | Positive y-direction |
| 8 | Decrease by R Elements | Negative y-direction |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hopmann, C.; Neuhaus, J.; Fischer, K.; Schneider, D.; Laschak Pinto Gonçalves, R. Metamodelling of the Correlations of Preform and Part Performance for Preform Optimisation in Sheet Moulding Compound Processing. J. Compos. Sci. 2020, 4, 122. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs4030122
Hopmann C, Neuhaus J, Fischer K, Schneider D, Laschak Pinto Gonçalves R. Metamodelling of the Correlations of Preform and Part Performance for Preform Optimisation in Sheet Moulding Compound Processing. Journal of Composites Science. 2020; 4(3):122. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs4030122
Chicago/Turabian StyleHopmann, Christian, Jonas Neuhaus, Kai Fischer, Daniel Schneider, and René Laschak Pinto Gonçalves. 2020. "Metamodelling of the Correlations of Preform and Part Performance for Preform Optimisation in Sheet Moulding Compound Processing" Journal of Composites Science 4, no. 3: 122. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs4030122