Development of Recyclable and High-Performance In Situ Hybrid TLCP/Glass Fiber Composites


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Melt Compounding and Recycling of Hybrid Composites
2.3. Rheological Measurements of Polypropylene, TLCP, and Hybrid Composite
2.4. Mechanical Properties
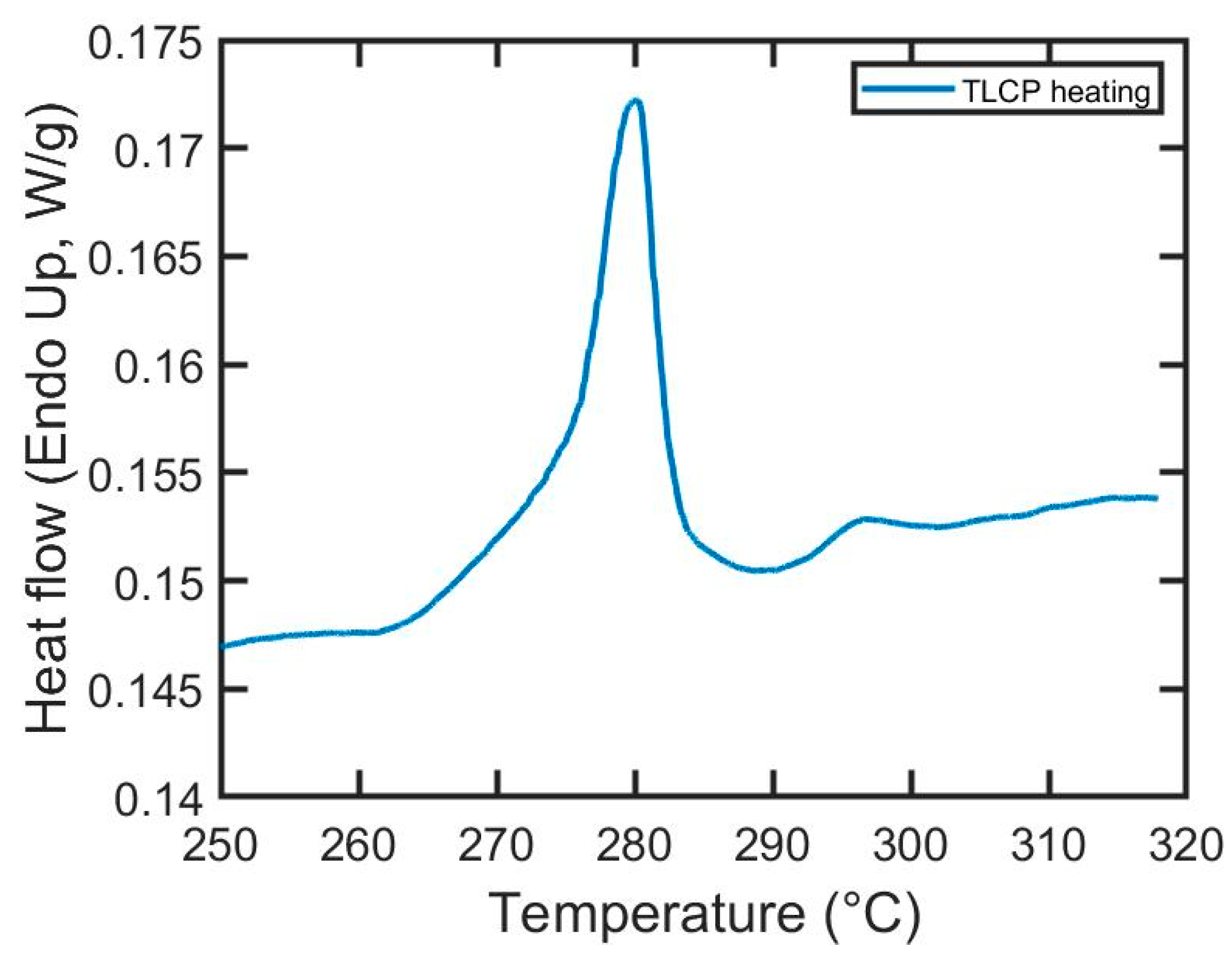
2.5. Differential Scanning Calorimetry (DSC) Characterization
3. Results and Discussion
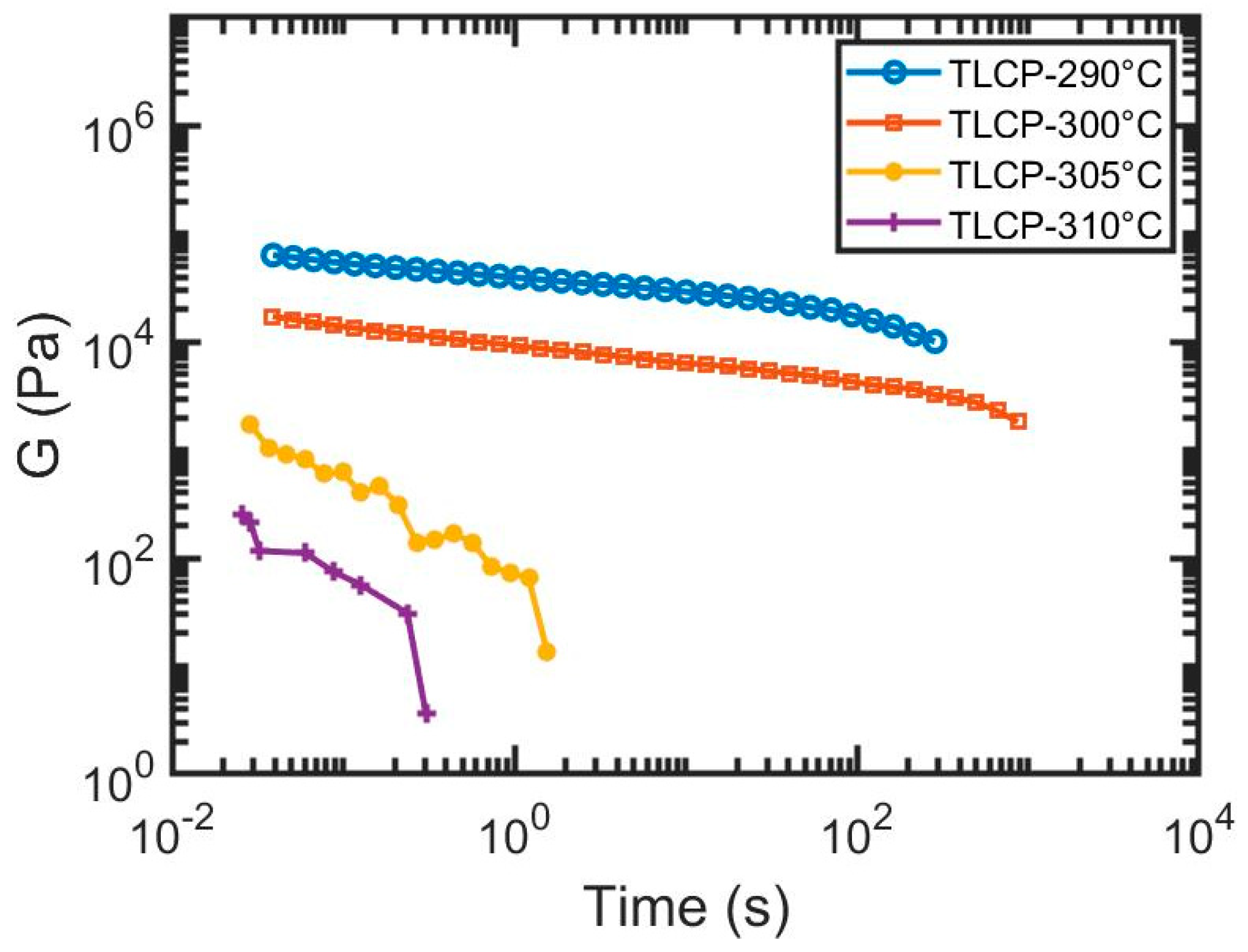
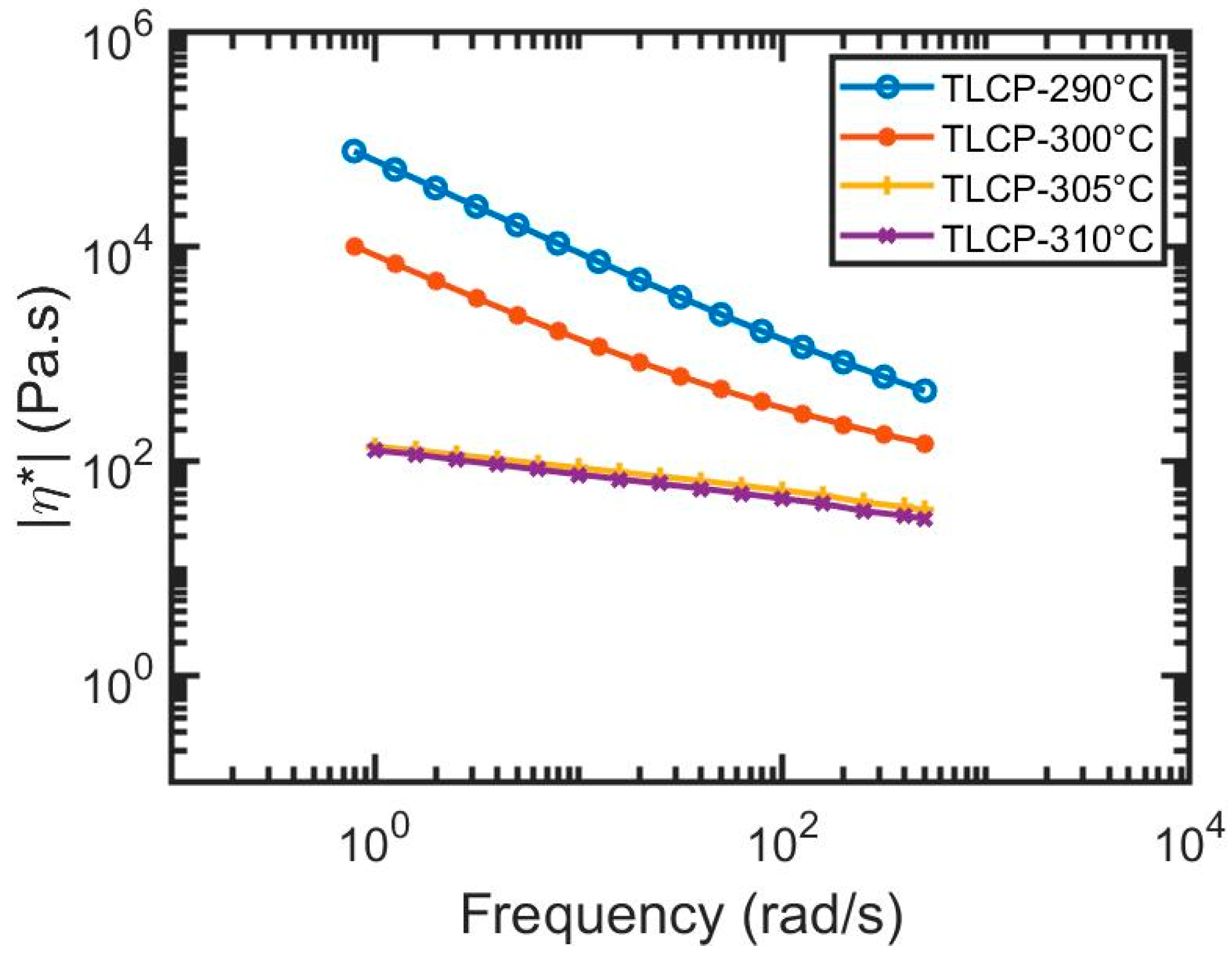
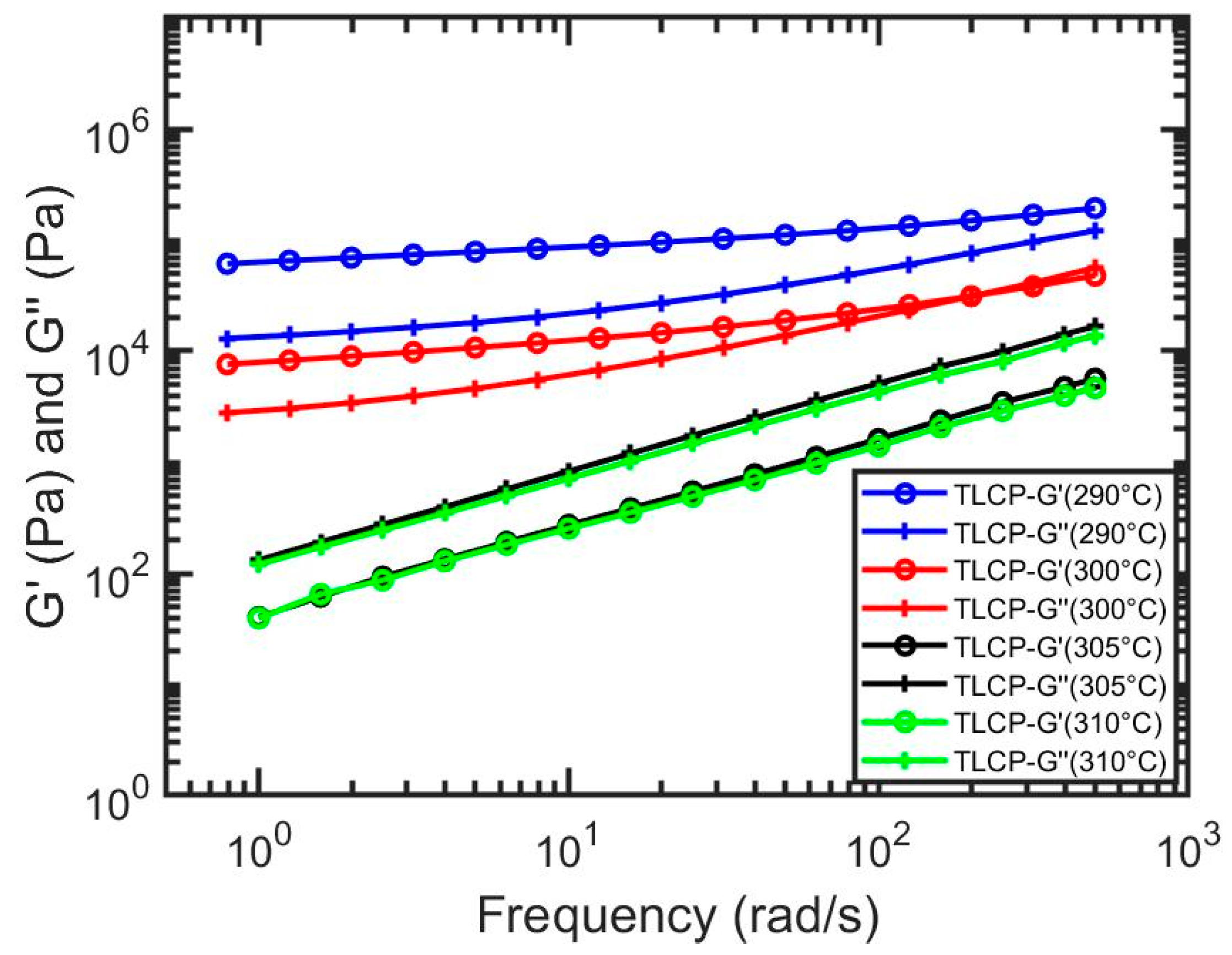
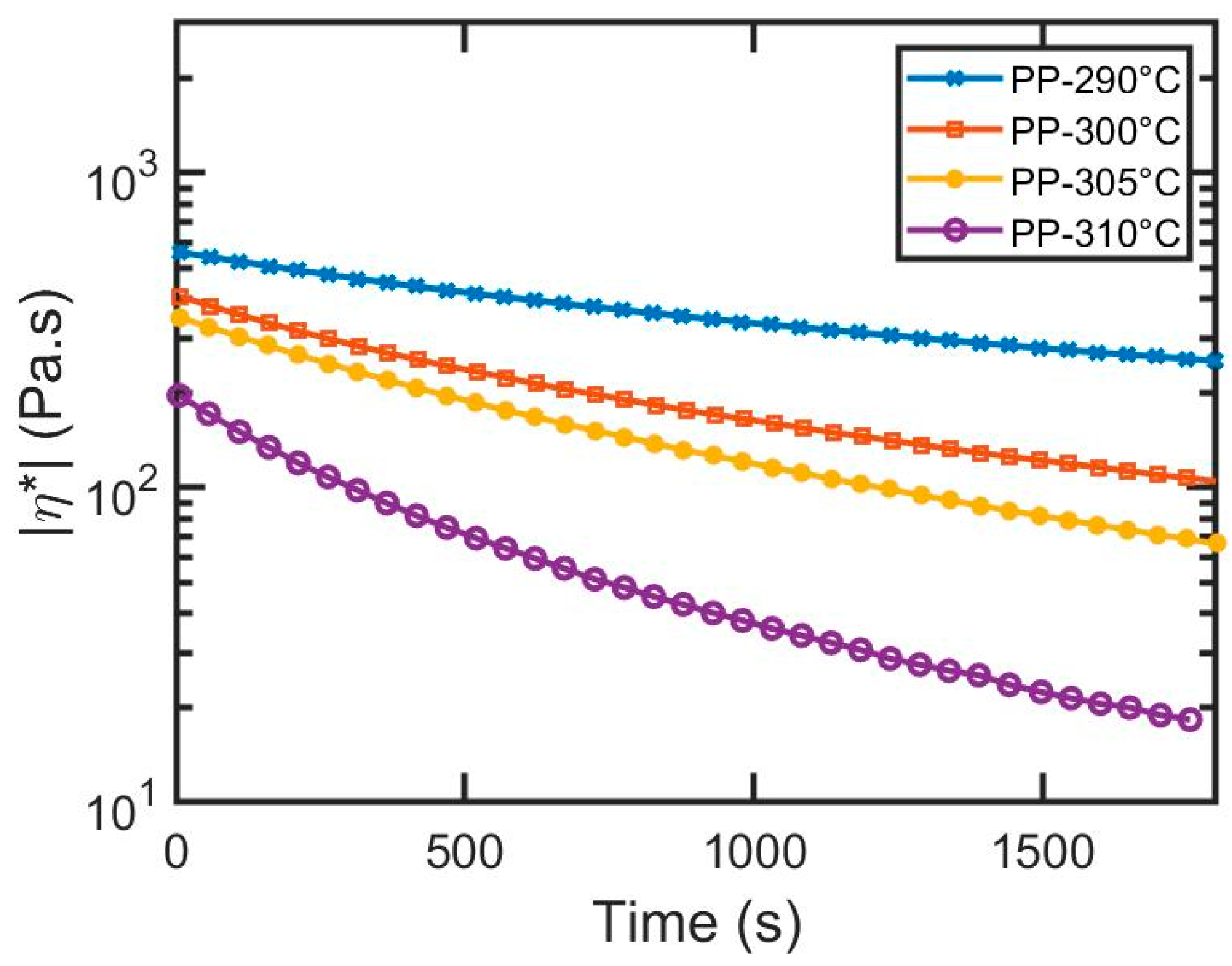
3.1. Optimization of the Injection Molding Temperature
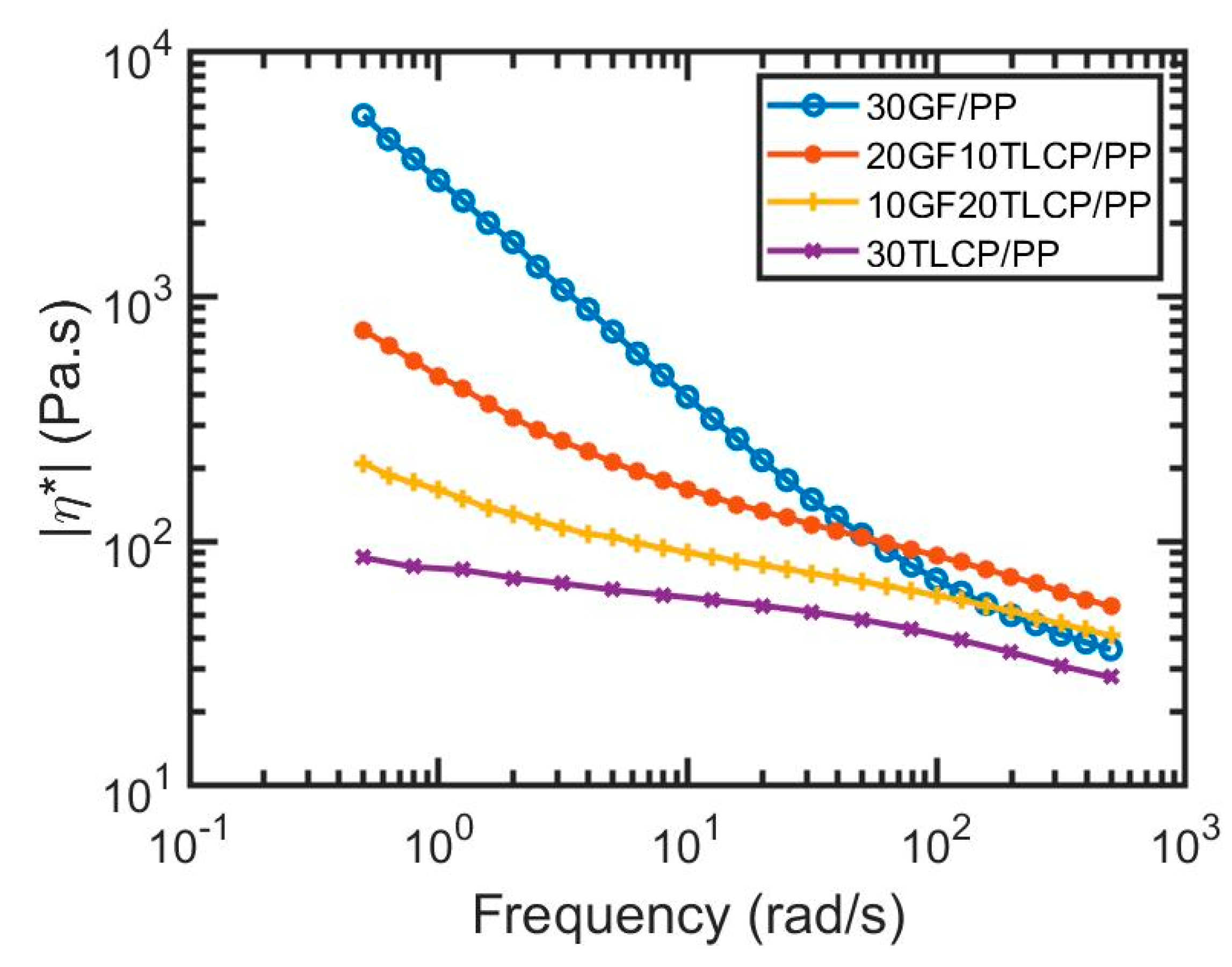
3.2. Rheology of the In Situ TLCP/GF Hybrid Composites
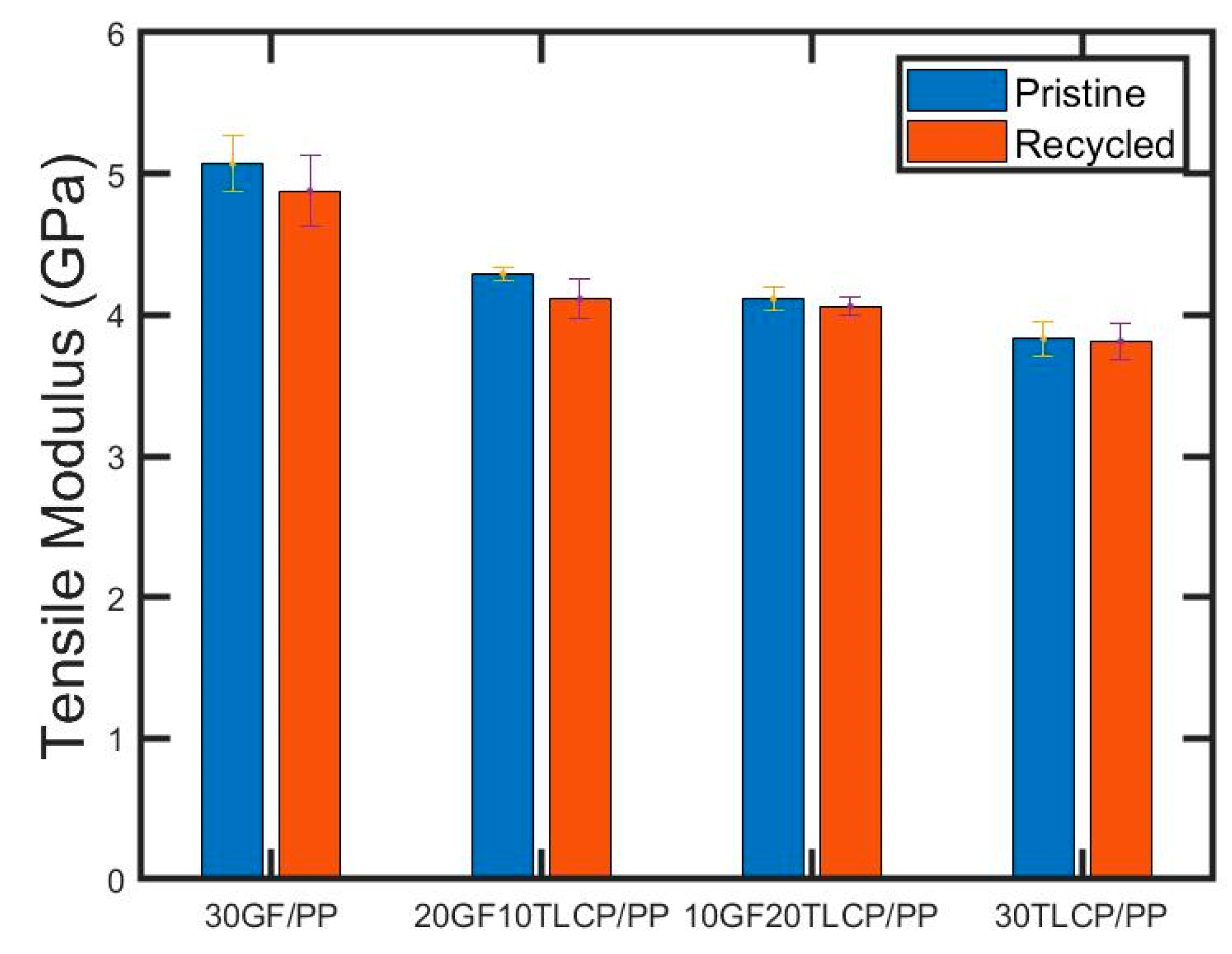
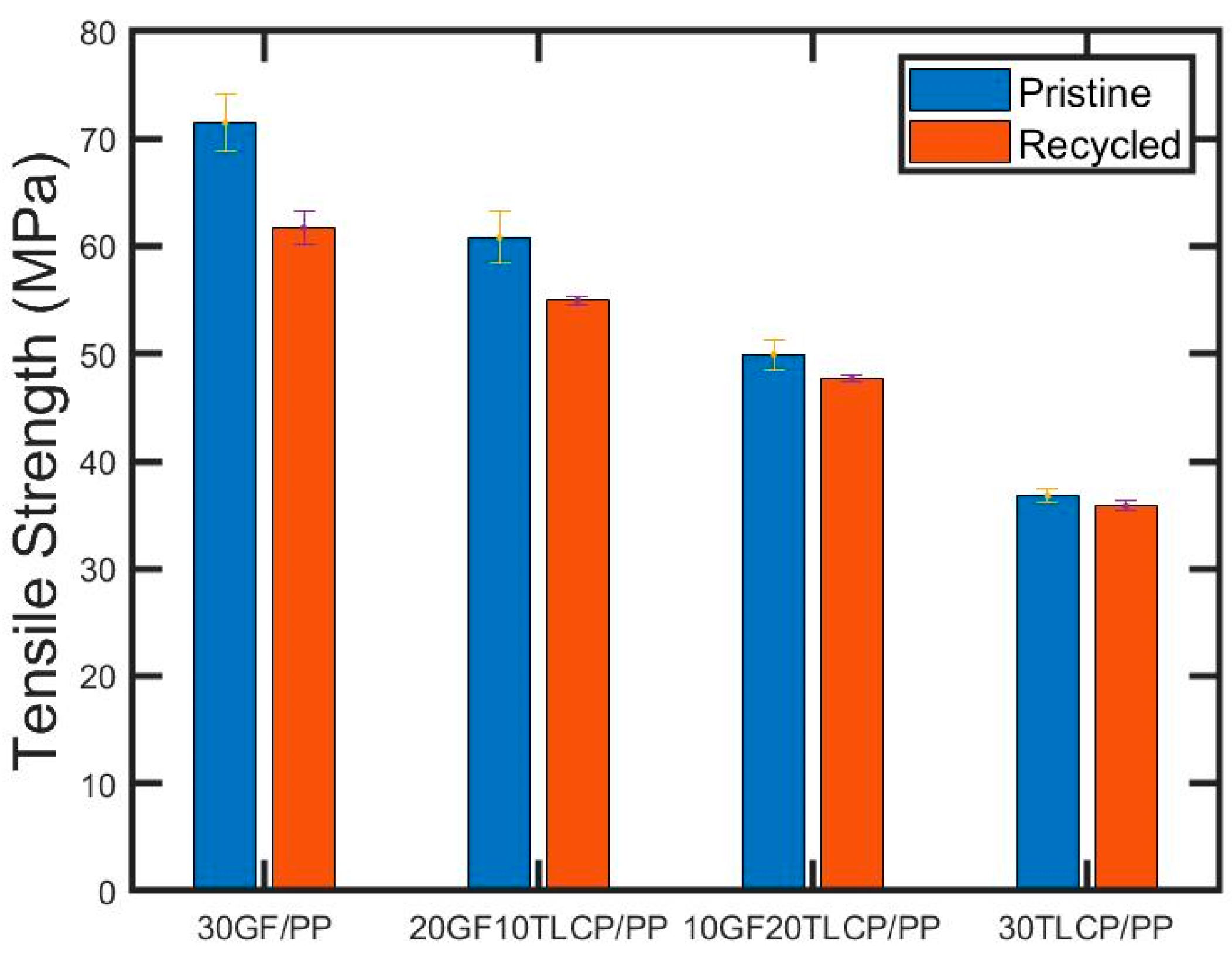
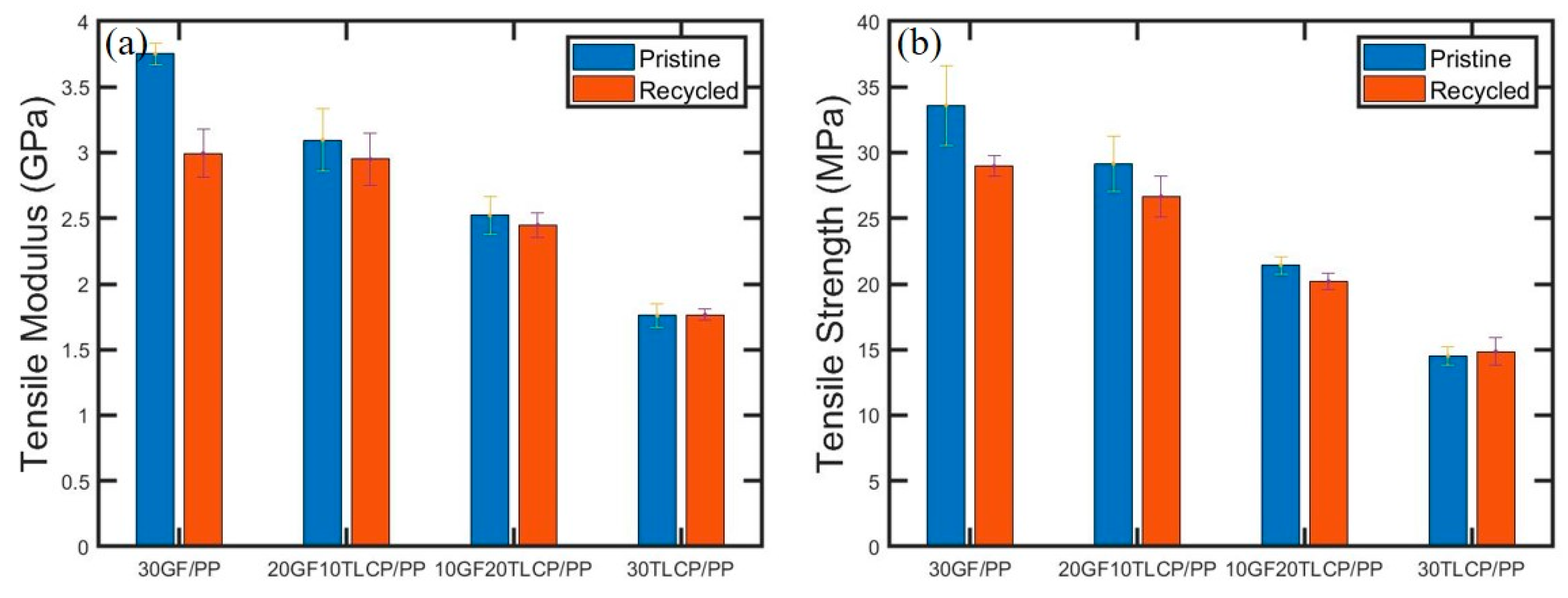
3.3. Mechanical Properties of the Recycled TLCP/GF Hybrid Composite
3.4. Mechanical Anisotropy of the Hybrid TLCP/GF Composite
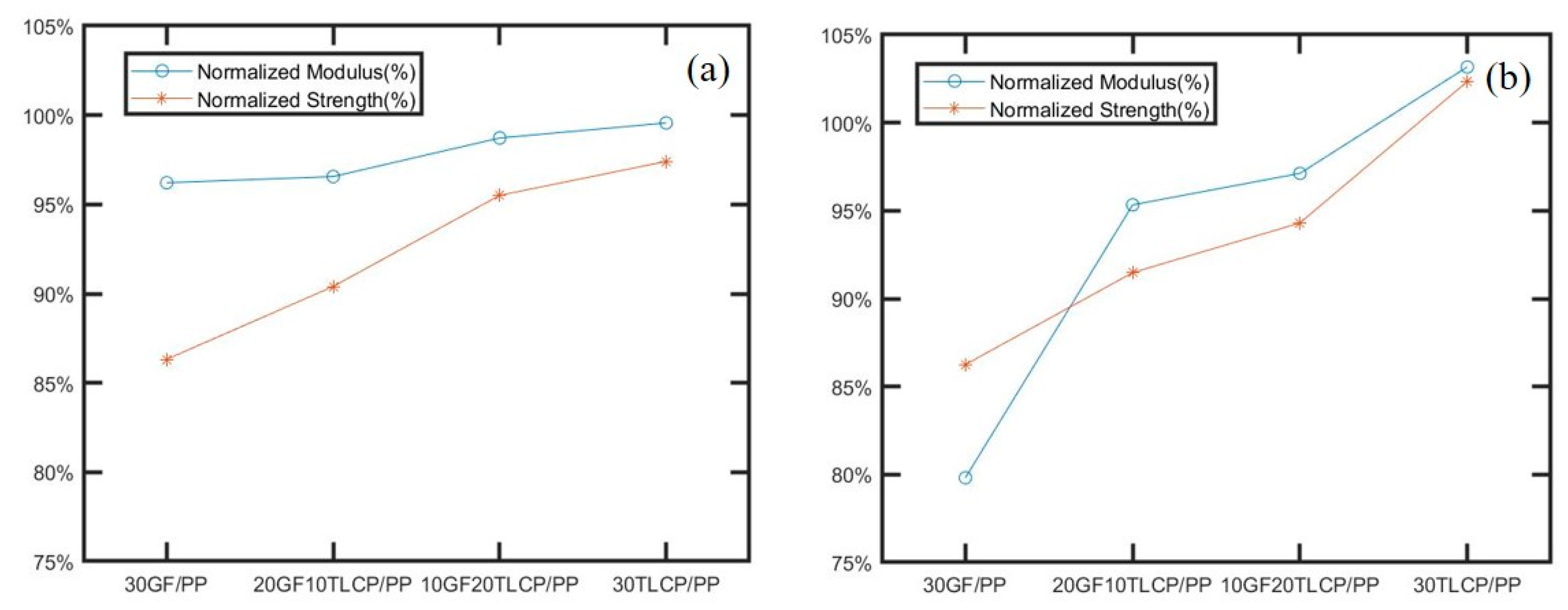
3.5. Recyclability of the Hybrid TLCP/GF Composite Material
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lu, K. The future of metals. Science 2010, 328, 319–320. [Google Scholar] [CrossRef] [PubMed]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 37. [Google Scholar] [CrossRef] [Green Version]
- Clyne, T.; Hull, D. An Introduction to Composite Materials; Cambridge University Press: Cambridge, UK, 2019. [Google Scholar]
- Report, M.A. Fiber Reinforced Polymer (FRP) Composites Market Analysis by Fiber Type. Available online: https://www.grandviewresearch.com/industry-analysis/fiber-reinforced-polymer-frp-composites-market (accessed on 29 June 2020).
- Report, M.R. GFRP Composites Market by End-Use Industry. Available online: https://www.marketsandmarkets.com/Market-Reports/glass-fiber-reinforced-plastic-composites-market-142751329.html (accessed on 30 June 2020).
- ASM Aerospace Specification Metals Inc. Aluminum 6061-t6. Available online: http://asm.matweb.com/search/SpecificMaterial.asp?bassnum=MA6061T6 (accessed on 5 June 2020).
- Prashanth, S.; Subbaya, K.; Nithin, K.; Sachhidananda, S. Fiber reinforced composites—A review. J. Mater. Sci. Eng. 2017, 6, 1–6. [Google Scholar]
- Weiss, R.A.; Wansoo, H.; Nicolais, L. Novel reinforced polymers based on blends of polystyrene and a thermotropic liquid-crystalline polymer. Polym. Eng. Sci. 1987, 27, 684–691. [Google Scholar] [CrossRef]
- Chae, H.G.; Kumar, S. Rigid-rod polymeric fibers. J. Appl. Polym. Sci. 2006, 100, 791–802. [Google Scholar] [CrossRef]
- Wang, X.-J.; Zhou, Q.-F. Liquid Crystalline Polymers; World Scientific Publishing Company: Singapore, 2004. [Google Scholar]
- Donald, A.M.; Windle, A.H.; Hanna, S. Liquid Crystalline Polymers; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar]
- Qian, C.; Mansfield, C.D.; Baird, D.G. Extrusion blow molding of polymeric blends based on thermotropic liquid crystalline polymer and high density polyethylene. Int. Polym. Process. 2017, 32, 112–120. [Google Scholar] [CrossRef]
- Kalfon-Cohen, E.; Marom, G.; Wachtel, E.; Pegoretti, A. Characterization of drawn monofilaments of liquid crystalline polymer/carbon nanoparticle composites correlated to nematic order. Polymer 2009, 50, 1797–1804. [Google Scholar] [CrossRef]
- Collier, M.C. Reclamation and Reprocessing of Thermotropic Liquid Crystalline Polymer from Composites of Polypropylene Reinforced with Liquid Crystalline Polymer. Ph.D. Thesis, Virginia Tech, Blacksburg, VA, USA, 1998. [Google Scholar]
- Handlos, A.A.; Baird, D.G. Processing and associated properties of in-situ composites based on thermotropic liquid-crystalline polymers and thermoplastics. J. Macromol. Sci.-Rev. Macromol. Chem. Phys. 1995, C35, 183–238. [Google Scholar] [CrossRef]
- Collyer, A.A. Liquid Crystal Polymers: From Structures to Applications; Springer Science & Business Media: Berlin, Germany, 2012; Volume 1. [Google Scholar]
- Baird, D.G.; Huang, J. Injection molding of polypropylene reinforced with thermotropic liquid crystalline polymer microfibrils. Part II: Effect of impact toughening. J. Inject. Mold. Technol. 2002, 6, 107. [Google Scholar]
- Williams, D. Applications for thermotropic liquid crystal polymer blends. Adv. Polym. Technol. 1990, 10, 173–184. [Google Scholar] [CrossRef]
- Chen, T.; Mansfield, C.D.; Ju, L.; Baird, D.G. The influence of mechanical recycling on the properties of thermotropic liquid crystalline polymer and long glass fiber reinforced polypropylene. Compos. Part B Eng. 2020, 200, 108316. [Google Scholar] [CrossRef]
- Yu, X.B.; Wei, C.; Xu, D.; Lu, C.H.; Yu, J.H.; Lu, S.R. Wear and mechanical properties of reactive thermotropic liquid crystalline polymer/unsaturated polyester/glass fiber hybrid composites. J. Appl. Polym. Sci. 2007, 103, 3899–3906. [Google Scholar] [CrossRef]
- Yu, X.; Chun, W.; Lu, S.; Yu, J.; Deng, X.; Lu, C. Preparation and mechanical properties of tlcp/up/gf in-situ hybrid composites. T. Nonferr. Metal. Soc. 2006, 16, s529–s533. [Google Scholar] [CrossRef]
- Huang, J.; Baird, D.G. Injection molding of polypropylene reinforced with thermotropic liquid crystalline polymer microfibrils. Part III: Combination of glass and tlcp. J. Inject. Mold. Technol. 2002, 6, 187. [Google Scholar]
- Bafna, S.S.; Desouza, J.P.; Sun, T.; Baird, D.G. Mechanical-properties of in-situ composites based on partially miscible blends of glass-filled polyetherimide and liquid-crystalline polymers. Polym. Eng. Sci. 1993, 33, 808–818. [Google Scholar] [CrossRef]
- He, J.S.; Zhang, H.Z.; Wang, Y.L. In-situ hybrid composites containing reinforcements at two orders of magnitude. Polymer 1997, 38, 4279–4283. [Google Scholar] [CrossRef]
- He, J.S.; Wang, Y.L.; Zhang, H.Z. In situ hybrid composites of thermoplastic poly(ether ether ketone), poly(ether sulfone) and polycarbonate. Compos. Sci. Technol. 2000, 60, 1919–1930. [Google Scholar] [CrossRef]
- Pickering, S.J. Recycling technologies for thermoset composite materials—Current status. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Piñero-Hernanz, R.; Dodds, C.; Hyde, J.; García-Serna, J.; Poliakoff, M.; Lester, E.; Cocero, M.J.; Kingman, S.; Pickering, S.; Wong, K.H. Chemical recycling of carbon fibre reinforced composites in nearcritical and supercritical water. Compos. Part A Appl. S. Compos. 2008, 39, 454–461. [Google Scholar] [CrossRef]
- Cunliffe, A.M.; Jones, N.; Williams, P.T. Pyrolysis of composite plastic waste. Environ. Technol. 2003, 24, 653–663. [Google Scholar] [CrossRef]
- Howarth, J.; Mareddy, S.S.; Mativenga, P.T. Energy intensity and environmental analysis of mechanical recycling of carbon fibre composite. J. Clean. Prod. 2014, 81, 46–50. [Google Scholar] [CrossRef]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef] [Green Version]
- Chrysostomou, A.; Hashemi, S. Influence of reprocessing on properties of short fibre-reinforced polycarbonate. J. Mater. Sci. 1996, 31, 1183–1197. [Google Scholar] [CrossRef]
- Kuram, E.; Ozcelik, B.; Yilmaz, F. The influence of recycling number on the mechanical, chemical, thermal and rheological properties of poly(butylene terephthalate)/polycarbonate binary blend and glass-fibre-reinforced composite. J. Thermoplast. Compos. Mater. 2016, 29, 1443–1457. [Google Scholar] [CrossRef]
- Colucci, G.; Ostrovskaya, O.; Frache, A.; Martorana, B.; Badini, C. The effect of mechanical recycling on the microstructure and properties of pa66 composites reinforced with carbon fibers. J. Appl. Polym. Sci. 2015, 132, 9. [Google Scholar] [CrossRef]
- Eriksson, P.A.; Albertsson, A.C.; Boydell, P.; Prautzsch, G.; Manson, J.A.E. Prediction of mechanical properties of recycled fiberglass reinforced polyamide 66. Polym. Compos. 1996, 17, 830–839. [Google Scholar] [CrossRef]
- Postema, A.R.; Fennis, P.J. Preparation and properties of self-reinforced polypropylene liquid crystalline polymer blends. Polymer 1997, 38, 5557–5564. [Google Scholar] [CrossRef]
- Lyondellbasell Pro-Fax 6523 Technical Data Sheet. Available online: https://www.lyondellbasell.com/en/polymers/p/Pro-fax-6523/cca46629-99c9-4596-8390-83b67fd362ff (accessed on 6 June 2020).
- Done, D.; Baird, D.G. Transient flow of thermotropic liquid-crystalline polymers in step strain experiments. J. Rheol. 1990, 34, 749–762. [Google Scholar] [CrossRef] [Green Version]
- Viola, G.G.; Baird, D.G. Studies on the transient shear-flow behavior of liquid-crystalline polymers. J. Rheol. 1986, 30, 601–628. [Google Scholar] [CrossRef]
- Cocchini, F.; Nobile, M.R.; Acierno, D. Transient and steady rheological behavior of the thermotropic liquid-crystal copolymer 73/27 hba hna. J. Rheol. 1991, 35, 1171–1189. [Google Scholar] [CrossRef]
- Chung, T.S.; Cheng, M.; Pallathadka, P.K.; Goh, S.H. Thermal analysis of vectra b950 liquid crystal polymer. Polym. Eng. Sci. 1999, 39, 953–962. [Google Scholar] [CrossRef]
- Datta, A.; Baird, D.G. Compatibilization of thermoplastic composites based on blends of polypropylene with 2 liquid-crystalline polymers. Polymer 1995, 36, 505–514. [Google Scholar] [CrossRef]
- Qin, Y.; Brydon, D.L.; Mather, R.R.; Wardman, R.H. Fibers from polypropylene and liquid-crystal polymer blends: 3. A comparison of polyblend fibers containing vectra-a900, vectra-b950 and rodrun-lc3000. Polymer 1993, 34, 3597–3604. [Google Scholar] [CrossRef]
- Shenoy, A.V. Rheology of Filled Polymer Systems; Springer Science & Business Media: Berlin, Germany, 2013. [Google Scholar]
- Vonturkovich, R.; Erwin, L. Fiber fracture in reinforced thermoplastic processing. Polym. Eng. Sci. 1983, 23, 743–749. [Google Scholar] [CrossRef]
- Zhang, G.; Thompson, M.R. Reduced fibre breakage in a glass-fibre reinforced thermoplastic through foaming. Compos. Sci. Technol. 2005, 65, 2240–2249. [Google Scholar] [CrossRef]
- Thomason, J.L. The influence of fibre length and concentration on the properties of glass fibre reinforced polypropylene: 5. Injection moulded long and short fibre pp. Compos. Part A Appl. Sci. Manuf. 2002, 33, 1641–1652. [Google Scholar] [CrossRef]
- Baird, D.G.; Robertson, C.G.; De Souza, J.P. Liquid Crystalline Polymer-Reinforced Thermoplastic Fibers. U.S. Patent 5,834,560, 10 November 1998. [Google Scholar]
- Mallick, P.K. Fiber-Reinforced Composites: Materials, Manufacturing, and Design; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Mortazavian, S.; Fatemi, A. Effects of fiber orientation and anisotropy on tensile strength and elastic modulus of short fiber reinforced polymer composites. Compos. Part B Eng. 2015, 72, 116–129. [Google Scholar] [CrossRef]
- Mehta, A.; Isayev, A.I. Rheology, morphology, and mechanical characteristics of poly(etherether ketone)-liquid crystal polymer blends. Polym. Eng. Sci. 1991, 31, 971–980. [Google Scholar] [CrossRef]
- Toll, S.; Andersson, P.O. Microstructure of long-fiber and short-fiber reinforced injection molded polyamide. Polym. Compos. 1993, 14, 116–125. [Google Scholar] [CrossRef]
- Thomason, J.L. Micromechanical parameters from macromechanical measurements on glass reinforced polyamide 6,6. Compos. Sci. Technol. 2001, 61, 2007–2016. [Google Scholar] [CrossRef]
- Eriksson, P.A.; Albertsson, A.C.; Boydell, P.; Manson, J.A.E. Durability of in-plant recycled glass fiber reinforced polyamide 66. Polym. Eng. Sci. 1998, 38, 348–356. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Modulus (GPa) Flow | Modulus (GPa) Transverse | Mechanical Anisotropy |
|---|---|---|---|
| 30GF/PP | 5.07 | 3.75 | 1.35 |
| 20GF10TLCP/PP | 4.25 | 3.10 | 1.37 |
| 10GF20TLCP/PP | 4.11 | 2.52 | 1.63 |
| 30TLCP/PP | 3.83 | 1.76 | 2.2 |
| Material | KD (Modulus) | KD (Strength) |
|---|---|---|
| 30GF/PP | 3.8 | 13.7 |
| 20GF10TLCP/PP | 2.4 | 9.6 |
| 10GF20TLCP/PP | 1.3 | 4.5 |
| 30TLCP/PP | 0.4 | 2.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, T.; Kazerooni, D.; Ju, L.; Okonski, D.A.; Baird, D.G. Development of Recyclable and High-Performance In Situ Hybrid TLCP/Glass Fiber Composites. J. Compos. Sci. 2020, 4, 125. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs4030125
Chen T, Kazerooni D, Ju L, Okonski DA, Baird DG. Development of Recyclable and High-Performance In Situ Hybrid TLCP/Glass Fiber Composites. Journal of Composites Science. 2020; 4(3):125. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs4030125
Chicago/Turabian StyleChen, Tianran, Dana Kazerooni, Lin Ju, David A. Okonski, and Donald G. Baird. 2020. "Development of Recyclable and High-Performance In Situ Hybrid TLCP/Glass Fiber Composites" Journal of Composites Science 4, no. 3: 125. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs4030125