3.2. Residual Stress Measurement
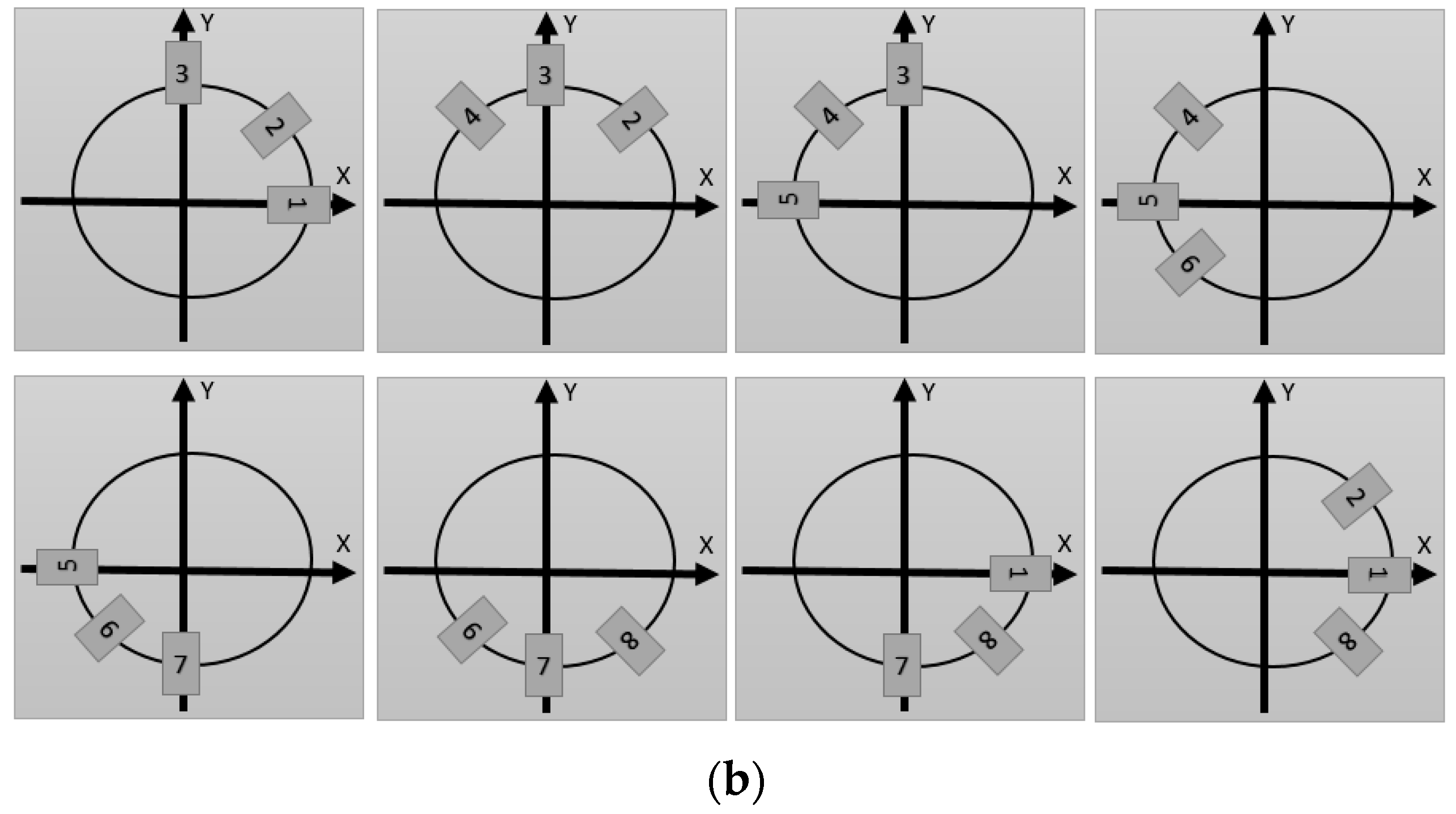
In the present work, the residual stresses are measured through the HDM on both sample surfaces, i.e., the CFRP and steel sides separately. Due to the individual thickness of the CFRP and the metal (2 mm each), the residual stress information at the interface between the CFRP and the metal cannot be directly determined through the HDM. The strain gauge is attached to the surface of the sample through adhesives and is further covered with a coating for preventing debonding during the removal of the foil in the center of the strain gauge caused by the drilling tool. As mentioned in the previous section, for improving the reliability of the measurements a strain gauge with eight grids manufactured by Höttinger Baldwin Messtechnik (HBM, Darmstadt, Germany) is used for measuring the strain in the CFRP, and eight combinations of strain gauge grids are employed (cf.
Figure 2b). The full measurement range of the strain gauges is ±3%. The standard Vishay CEA-XX-062UM-120 strain gauge with three grids is employed to measure the strain in the steel. This is regarded to be sufficient at this point due to the isotropic material properties of the steel considered. The strain gauge is connected to a quarter bridge with a feeding voltage of 1 V for the CFRP and a feeding voltage of 3 V for the steel. A tool made of carbide tungsten (ref H2.010, Komet) is used for drilling. With respect to the general theory, a small drilling step size was considered in order to meet the basic assumption that the residual stress is uniform within each drilling step, eventually giving more accurate results. However, this procedure significantly increases the processing efforts. In the present work, the hole is drilled incrementally with a step size of about 20 µm in order to provide for a reasonable compromise between accuracy and processing time. The waiting time between the successive drilling steps is adjusted to 2 min for ensuring the stability of the recorded strain data before conducting the next drilling step. During the drilling process, an air turbine is used to drill the hole with a drilling speed of about 300,000 rpm (3 bar) combined with the orbital technique, which enables the chip to freely move out of the hole, avoiding inducing new stresses in the material. Due to this technique, a hole of sufficiently good quality can be achieved [
23].
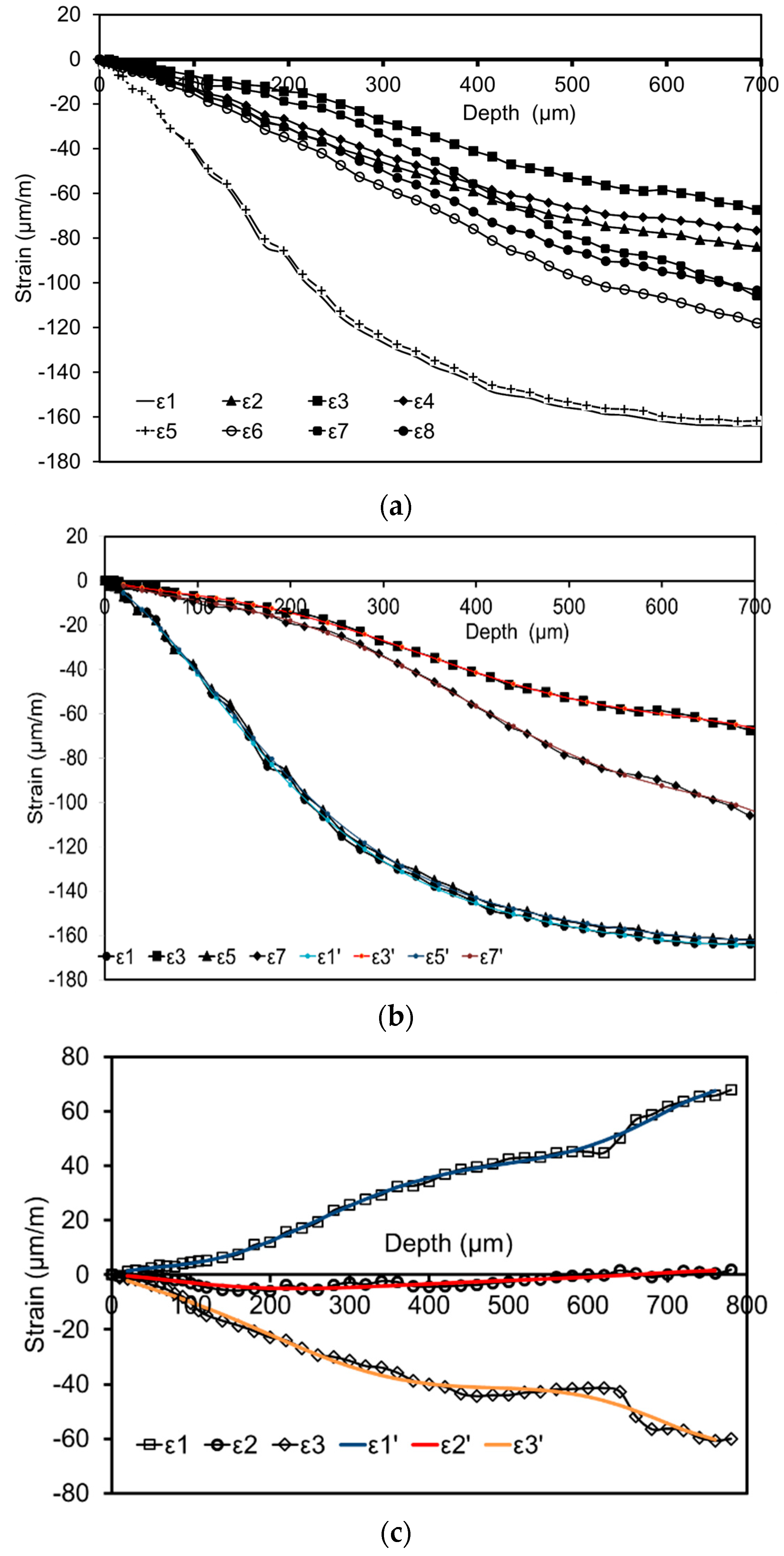
Figure 7a highlights the results of the strain measurements on the side of the CFRP using the special strain gauge. Obviously, the strain values increase as the drilling depth increases due to the release of the residual stresses. Please note that the strain gauges 1 and 5 are aligned in the fiber direction, while the strain gauges 3 and 7 are aligned transverse to the fiber direction. It is seen that the relieved strains in the directions of 1 and 5 are very close and significantly higher as compared to the other directions. This can be rationalized based on the fact that they are aligned in the fiber direction. For calculation of calibration coefficients using FEA, the increment thickness and size are fixed, which may not perfectly match the real drilling process. Therefore, an approximation function fitted to the measured strains is required for final evaluation of the residual stresses. It is obvious that the approximation accuracy determines the accuracy of the evaluation of residual stresses.
Figure 7b shows the measured and approximated strains in the directions of 1, 3, 5 and 7 of the strain gauge on the CFRP side, where a polynomial function of an order of six is used to eventually obtain good approximation (the approximated strains are marked with color).
Figure 7c shows the measured and approximated strains in the three directions of the strain gauge on the metal side, where the standard strain gauge with three grids is employed.
Figure 8 shows the in-depth residual stress profiles on both sides of the hybrid component, i.e., the sides of the CFRP and the metal obtained separately, for providing an overview of the stress values and distribution in the whole component. Certainly, the residual stress values and distributions are controlled by many parameters, such as process parameters (temperature and pressure) and mechanical and thermal properties of the materials. In the present work, the thickness of the CFRP and the steel is around 2 mm. However, here the HDM is only able to provide reliable results within the range of 10 to 800 μm from the sample surface according to ASTM–E837 [
11] as a hole with a diameter of 2 mm is considered. In consequence, the interface between the CFRP and the metal cannot be reached. For further analysis, techniques such as synchrotron diffraction could be used at least for characterization of stresses in the entire metal part; however, such analysis is out of the scope of the present study. In
Figure 8, it is clearly revealed that the residual stresses in the CFRP are much smaller than in the metal. A similar observation was also reported in [
24,
25] through multiscale numerical simulations [
26]. This finding can be mainly explained by three reasons: (i) Young’s modulus of the resin/matrix in the CFRP is much lower as compared to steel; (ii) the thermal expansion coefficient of steel is higher than in case of the CFRP; (iii) minor residual stresses could have been induced already upon fabrication of the steel prior to hybridization (c.f.
Figure 9e,f). The role of the Young’s modulus and the thermal expansion coefficient in determining residual stresses in composites and laminates can be well explained by using the classical laminate theory (CLT) combined with the formation mechanism of residual stresses in the manufacturing process [
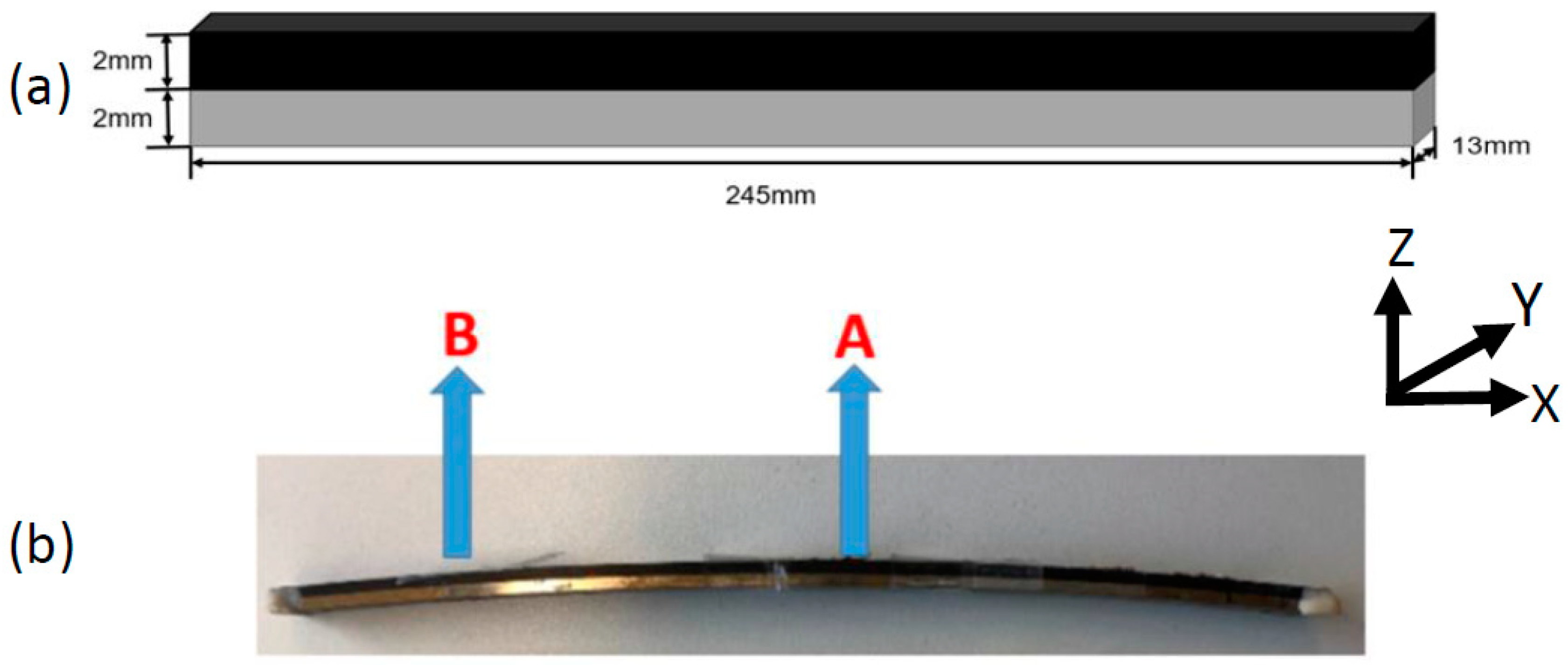
27]. The process-induced residual stresses result in bending of the hybrid sample, as shown in
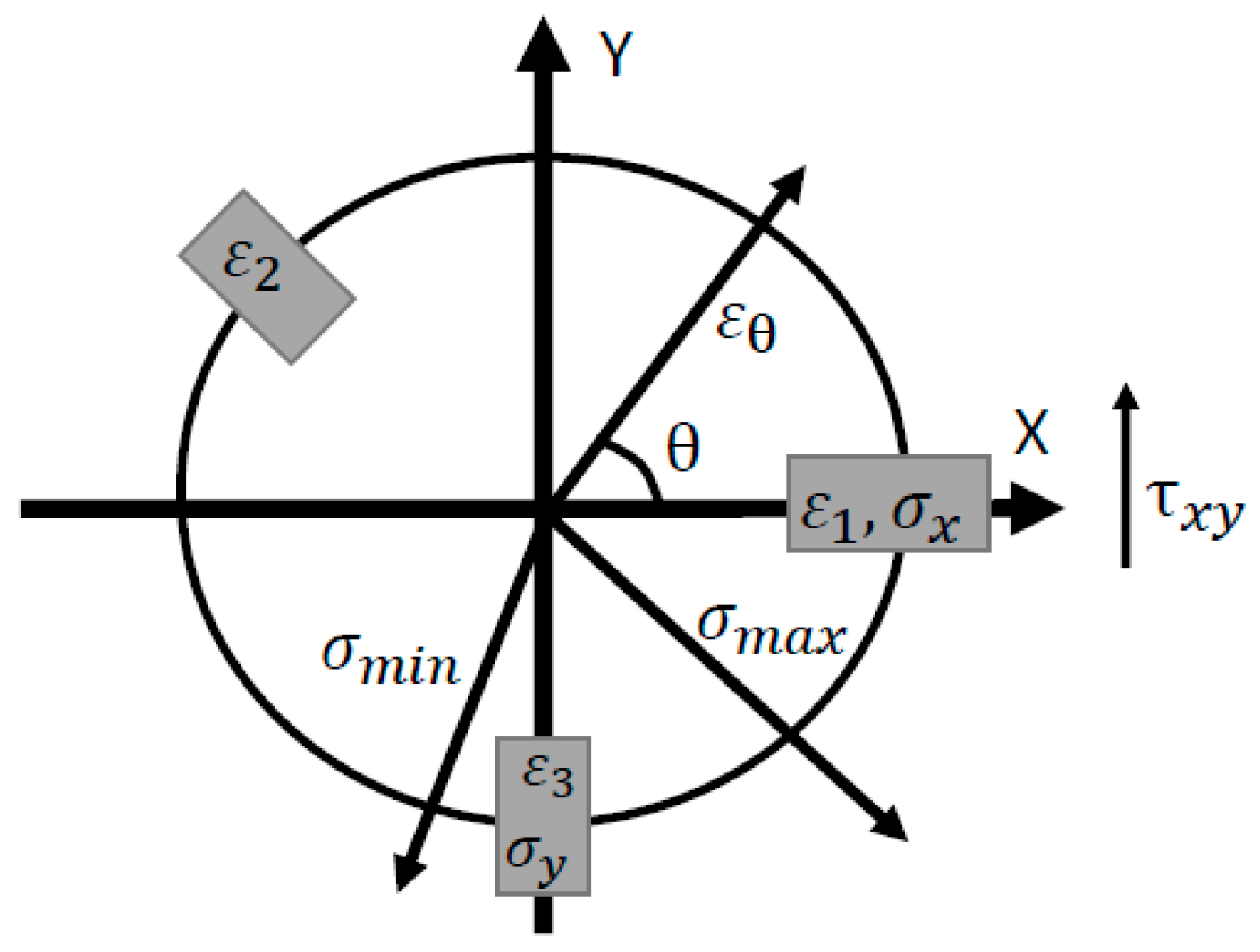
Figure 5b, and the curvature can be used to roughly quantify the level of residual stresses. Details on the distribution of residual stresses on the side of the CFRP and the metal, respectively, will be shown in the following part. In the present work, the degree of curvature is thought to not affect the attachment of the strain gauge on the surface of the sample and the results obtained by the HDM in general. However, future work has to be conducted to further substantiate this assumption. In the case of all results, the direction X corresponds to the fiber direction and the direction Y is transverse to the fiber (see
Figure 2). This definition of direction holds true not only for the CFRP but also for the metal.
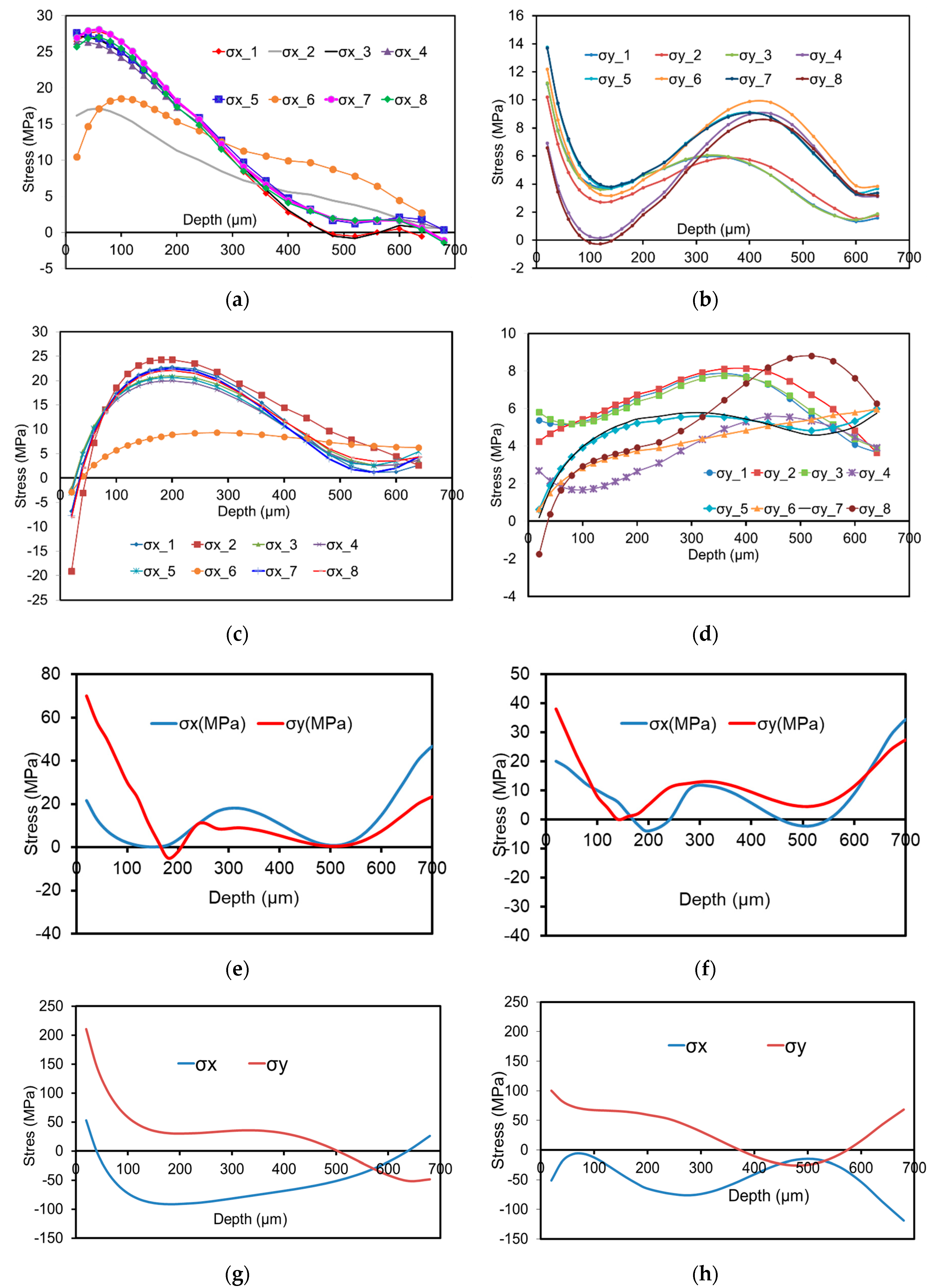
Figure 9a shows all experimentally determined residual stresses
σx based on the eight different combinations (cf.
Figure 2) of the measured strain at the center (A point) on the CFRP side of the bent hybrid component as defined in
Figure 5b. In
Figure 9a, except for the combinations of 2 and 6, the residual stresses
σx of most combinations show very similar results. Characteristic are tensile stresses of around 25 MPa close to the surface, while the stress values decrease as the depth increases. The reason why the combinations of 2 and 6 show different results is the lack of strain information alongside the fiber direction (in both cases signals from strain gauges 1 and 5 are not considered). Deeper in the material, residual stresses decrease and start to diverge strongly (from a surface distance of about 0.6 mm, not shown for the sake of clarity), as the surface strain response becomes insensitive to the effects of residual stresses existing at increasing distances from the measurement surface.
Figure 9b shows the results of
σy at the center point A on the CFRP side, where the eight combinations of the measured strain are used to evaluate the residual stress. Here it can be seen that the results of all combinations point out tensile stresses. These tensile stresses increase to a maximum at a depth of 400 µm and at the same time are significantly smaller than
σx, which is in accordance with the observation shown in
Figure 7a, i.e., the released strains in longitudinal direction are much higher than other directions. It can be seen from
Figure 9 that the stress profiles as a function of depth are smooth, implying the stability of the measurement.
Figure 9c shows the measured residual stress
σx at the side point B on the CFRP side as defined in
Figure 5b. From
Figure 9c, it can be deduced that the residual stresses from the surface to the depth of 50 µm are compressive stresses. The compressive stresses convert to tensile stresses at the depth of 50 µm. Afterwards, they increase to maximum values at a depth of 180 µm and then decrease. This observation can be explained by the constraints imposed by the metal part and related boundary effects. The values obtained from all combinations of the strain gauges are very similar, except of the combination of 6. Again, this can be assigned to the fact that the fiber information is not considered in this combination. The measured residual stresses
σy based on the eight combinations at the side point B on the CFRP side are given in
Figure 9d. Prevailing stress values
σy of all combinations reveal tensile stresses with the maximum values of about 8 MPa at a depth of 400 µm, clearly being significantly smaller as compared to
σx at this point.
In
Figure 9e, the experimentally determined residual stresses
σx and
σy (using a standard strain gauge with three grids) at the center point A on the metal sample, which is not bonded with CFRP, are shown. It can be seen that
σx resembles a tensile stress with a maximum value of about 20 MPa close to sample surface eventually decreasing as the depth increases.
σy is characterized by tensile stresses with a maximum value of about 70 MPa close to surface. This value also decreases as the depth increases.
Figure 9f shows the experimentally determined residual stresses
σx and
σy using a standard strain gauge with three grids at the side point B on the metal sample without hybridization.
Figure 9g shows the experimentally determined residual stresses
σx and
σy using a standard strain gauge with three grids at the center point A on the metal side after hybridization. It can be seen that
σy is characterized by tensile stresses with a maximum value of about 210 MPa close to surface. Stresses decrease to zero at the depth of 500 µm and then convert into compressive residual stresses as the depth increases. In terms of
σx, in a depth ranging from 50 to 600 µm compressive stresses are revealed being characterized by a maximum value of −95 MPa at the depth of 180 µm. The stresses
σx and
σy on the side point B at the metal side after hybridization are shown in
Figure 9h. It can be seen that the values are smaller as compared to the center point; however, their characteristic courses are somehow similar. In addition, it can be seen that the residual stresses in the steel after hybridization are larger than within the steel sample before hybridization due to the formed residual stress related to the hybridization process upon cooling. The reasons why the residual stresses in the metal part are much larger than in the CFRP already have been detailed before.
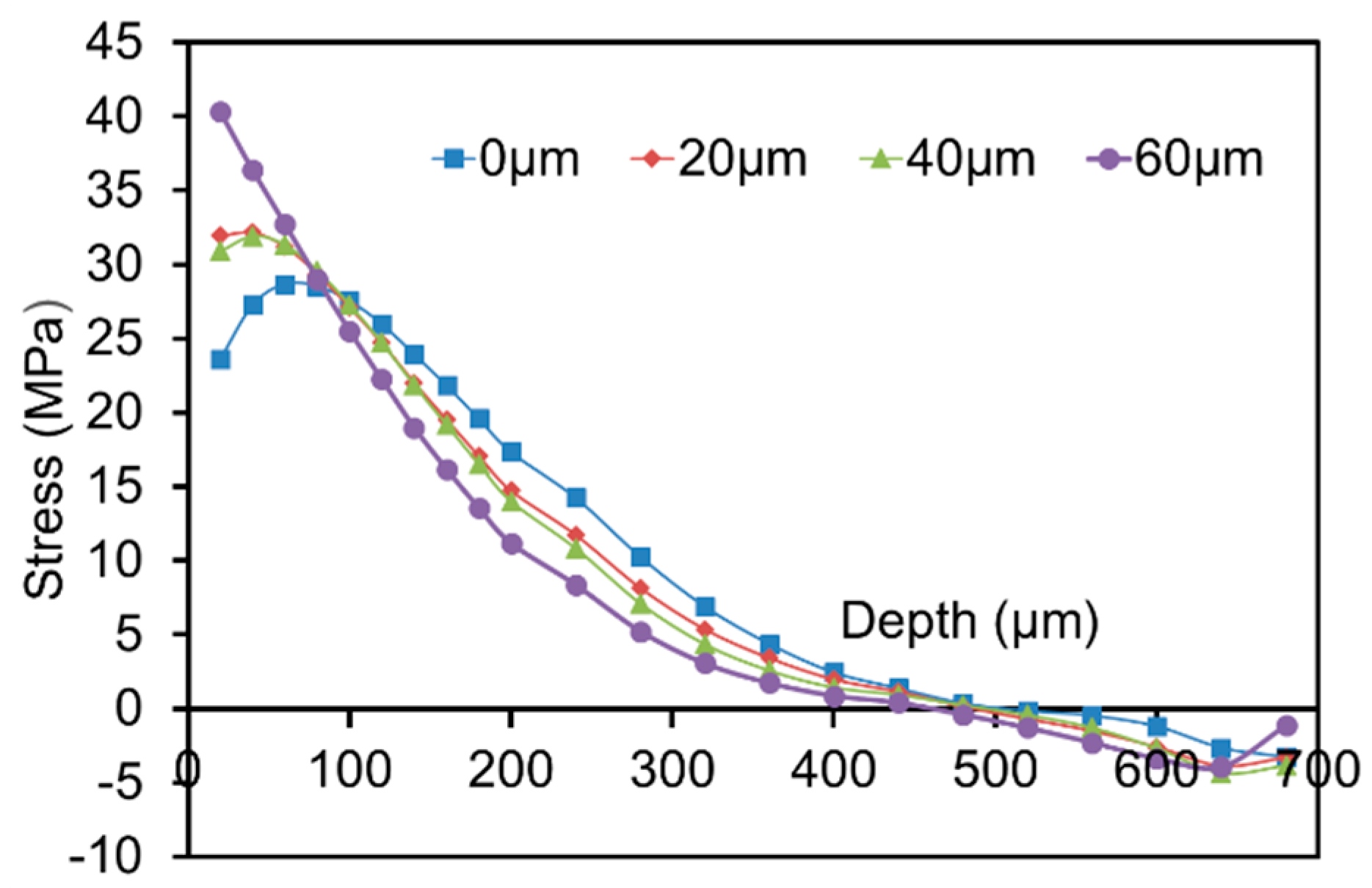
For investigating the consequences of a non-exact depth setting on the resulting residual stresses, the effect of different deviations from the ideal depth position was simulated in the procedure of evaluating the residual stresses. A key step is to precisely define the setting of the so-called zero depth, namely the surface of the sample. The ideal zero depth setting in this study was defined as follows: the removal of the coating, the foil of the strain gauge and the adhesives by successively drilling in steps of about 5–10 μm was used as a trigger signal. After each drilling, it was carefully checked whether the cutter came into contact with the surface of the sample through a camera. In
Figure 10, the label (0 μm) indicates the ideal zero depth setting. This setting was employed for residual stress evaluation, while the labels (20 μm, 40 μm and 60 μm) imply that the adopted zero depth settings are 20 μm, 40 μm and 60 μm beneath the surface of the sample, respectively. From
Figure 10, it can be clearly seen that the consequences of an incorrectly assumed hole depth are most pronounced in direct vicinity of the surface. Below the surface this further lead to an overestimation of the residual stress values. This effect diminishes, when the depth of the hole increases.
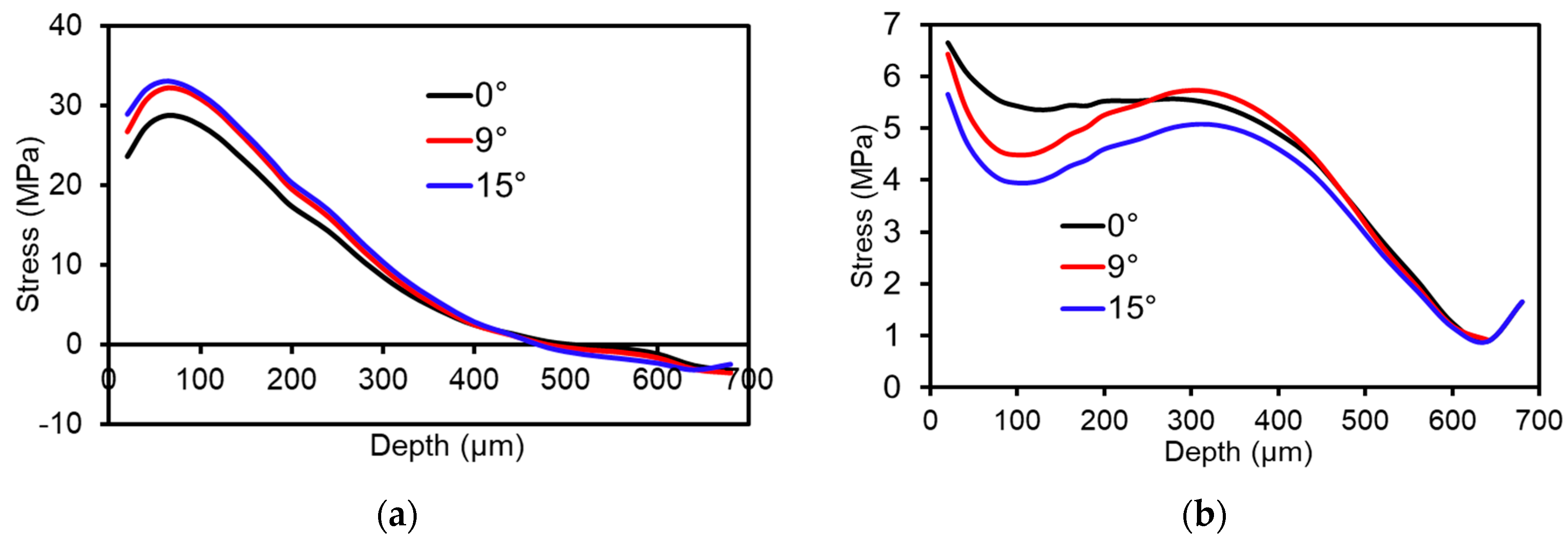
Moreover, the effect of the orientation between the actual fiber direction and the strain gauge on the resulting residual stresses has been investigated. In the evaluation formalism used, the strain gauge 1 is supposed to be aligned in fiber direction (see
Figure 2a). To evaluate the impact of misalignment on the resulting residual stresses, some tests are carried out, where the strain gauge 1 is aligned with an offset angle of 0, 9 and 15 degrees to the fiber direction, respectively.
Figure 11 highlights the results with respect to
σx and
σy. In the process of calculating the calibration coefficients through FEA (described in
Section 2), the strains are numerically calculated at known positions in the model according to the position of the stain gauge attached to the surface of the sample. Then they are used to calculate the calibration coefficients with the help of the imposed stress boundary conditions through Equation (2). Clearly, when the strain gauge position is changed due to misalignment, defined by the offset angle between the fiber and the strain gauge in the present work, the calibration coefficients are required to be updated accordingly for ensuring the consistency and reliability of the residual stress evaluation. In
Figure 11a, it is seen that
σx is overestimated as the offset angle increases. This result can be explained as follows. As mentioned in
Section 2, the stress boundary conditions in terms of
σx,
σy and
xy are considered separately for determining the calibration coefficients. By imposing the stress boundary condition for
σx, it is considered that the strain in X direction, i.e., in the fiber direction, is lower than in other directions due to its high stiffness. At an offset angle of 0 degree, the strain gauge 1 is perfectly aligned in fiber direction. Under the same boundary conditions, it can be deduced that the larger the offset angle is, the larger the strain is, and the smaller the corresponding calibration coefficients are. This can be regarded as a direct impact of Equation (2). The calculated calibration coefficients from FEA are employed for evaluating the residual stresses based on the strains experimentally determined by the strain gauge. Again, according to Equation (2), it is evident that non-correct calibration coefficients being too small result in larger residual stresses. Furthermore, it is observed that the effect of a misalignment is reduced as the depth of the hole increases.
Figure 11b shows that
σy is underestimated as the offset angle increases. Prescribing the stress boundary condition
σy in the FEA, the calculated strain in the transverse direction of the fiber is larger in comparison to other directions. As the offset angle increases, it results in larger corresponding calibration coefficients and smaller residual stresses. For more detailed informations on the approach of calculating the calibration coefficients, the reader is referred to [
19].
3.3. Reliability Validation of Residual Stress Measurement
The objective of this section is to validate the residual stress measurements in hybrid components using bending tests, imposing a well-defined load distribution. This procedure was already used successfully for validating the reliability of measurements in thin metal sheets [
14] and in polycarbonate samples [
8]. In both cases, very satisfying results were found. One hybrid component with the dimension given in
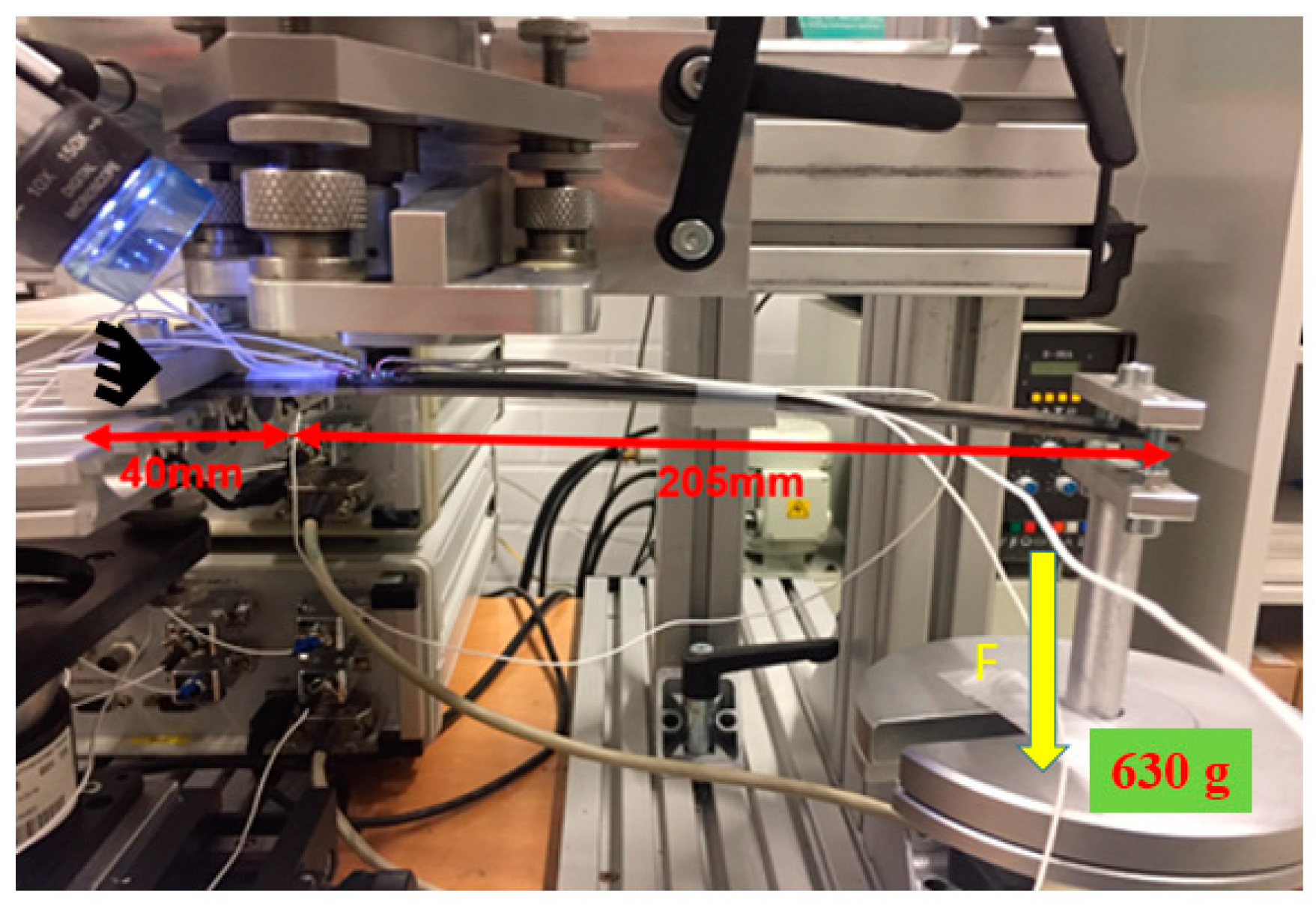
Figure 5 is used for validation. The validation tests are carried out on both the CFRP and the steel sides. The validation test firstly considers a residual stress measurement at a single point with the distance of 40 mm from the edge of the sample (cf.
Figure 12) on the CFRP side without loading. Then, one side of the sample is clamped and the other side is loaded, as shown in
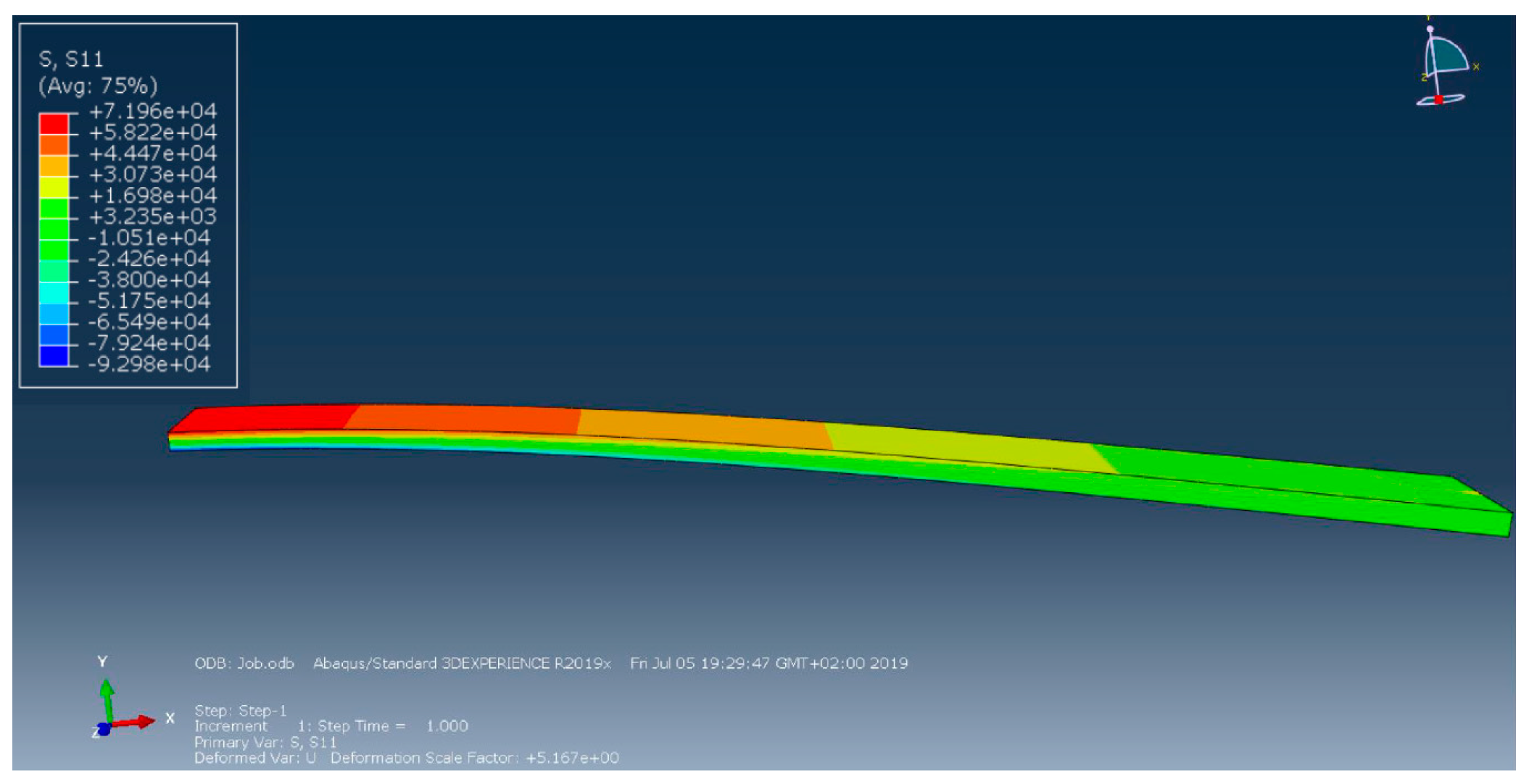
Figure 12. With the given loading, the stresses imposed by the overall loading situation on the whole sample can be calculated by elastic simulation employing a FEA model, assuming that CFRP and steel are perfectly bonded.
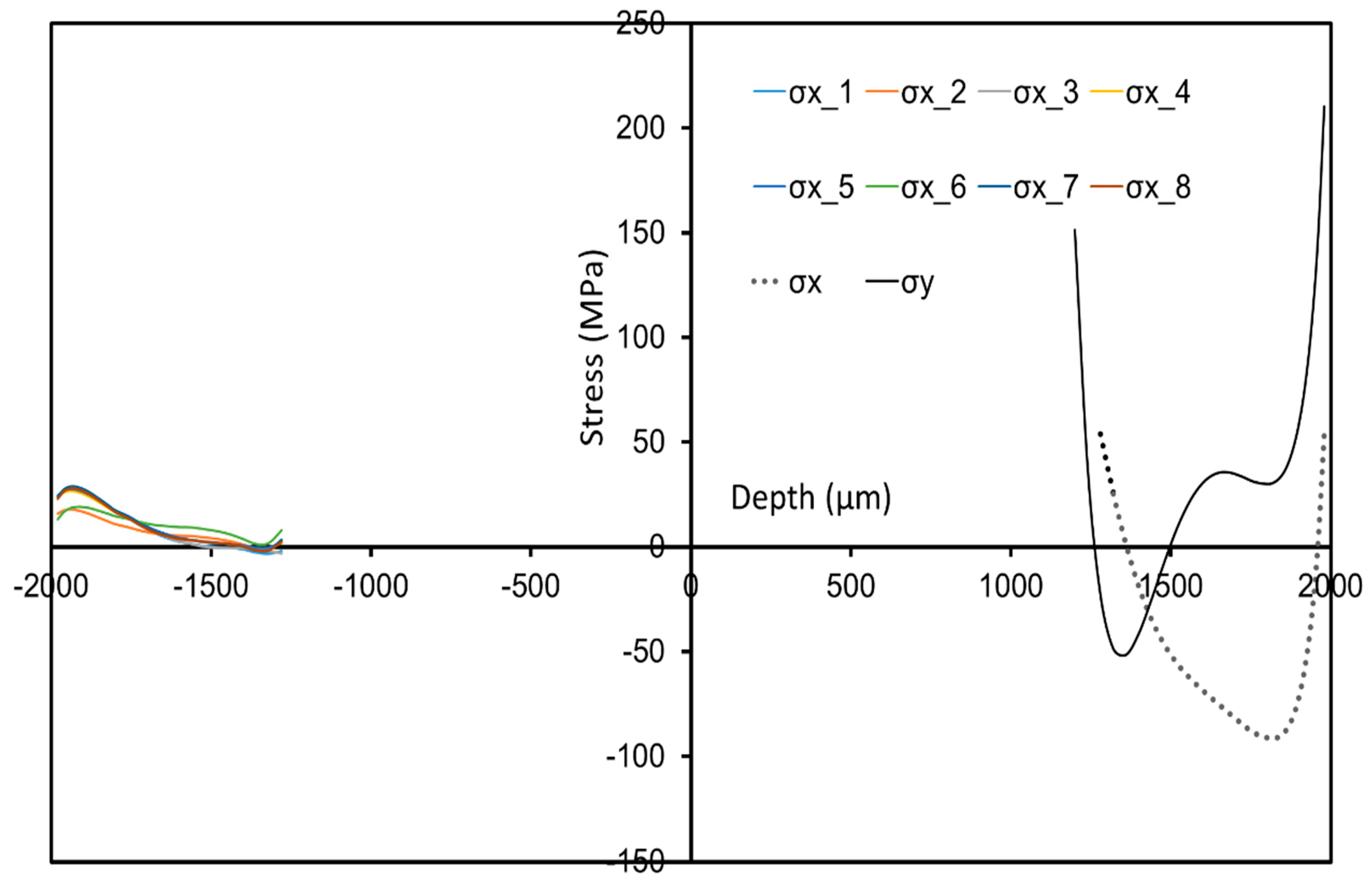
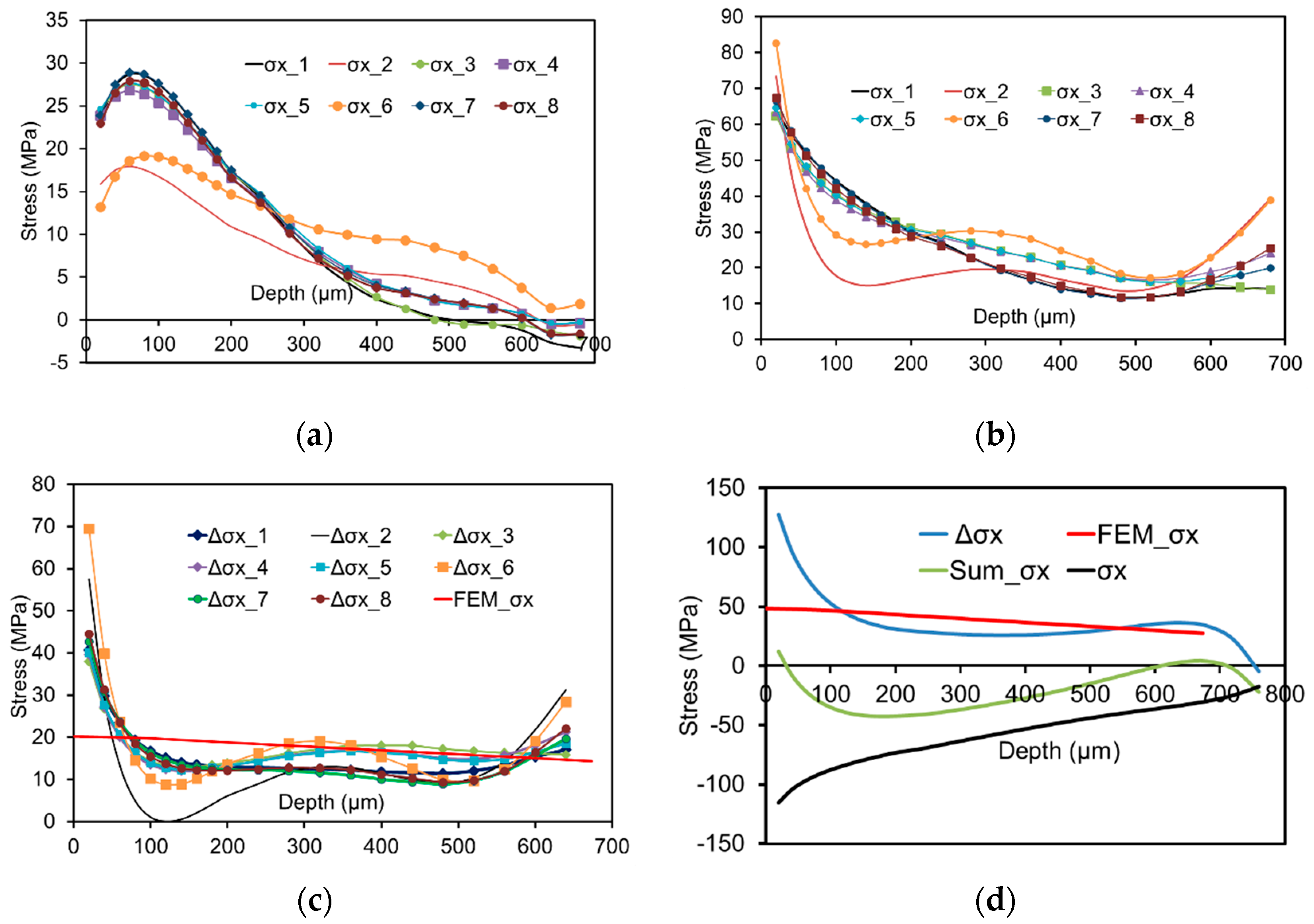
Figure 13 depicts the stress distribution in the X direction. In the present work, a weight of 630 g is fixed at one side of the sample, eventually leading to an induced surface stress of about 19 MPa at the point of drilling. Upon loading, a second hole is drilled next to the previous one (the initial hole drilled without superimposed external load).
Figure 14 details the experimentally determined stresses under this loading situation, which are in turn the sum of the stresses induced by loading (
Figure 14b) and the initially determined process-induced residual stresses (
Figure 14a). Evaluation of data in this case is based on the assumption that without superimposed external loading, the process-induced residual stresses of two adjacent points are very similar. To avoid direct influence of the first and second hole drilled, a distance of 5 mm between both was chosen. Based on these considerations, the stress induced by loading should be equal to the difference between the initial, process induced residual stress values (without induced bending load) and the total stress values (with superimposed bending load). These values can then directly compared to the calculated values obtained through FEA (see
Figure 14c). Here, the solid line corresponds to the calculated value by FEA induced by bending. It can be seen that a good agreement between the residual stress difference and the numerical value is obtained. This clearly implies that the approach introduced for the determination of residual stresses in the hybrid components considered is absolutely reliable. Similarly, the procedure has been carried out for the steel side. The comparison between the residual stress difference (with loading and without loading) and the calculated stresses through FEA is shown in
Figure 14d, where Sum
σx indicates the sum of the stresses induced by loading and the initially determined process-induced residual stress
σx. Here, a good agreement is found as well.
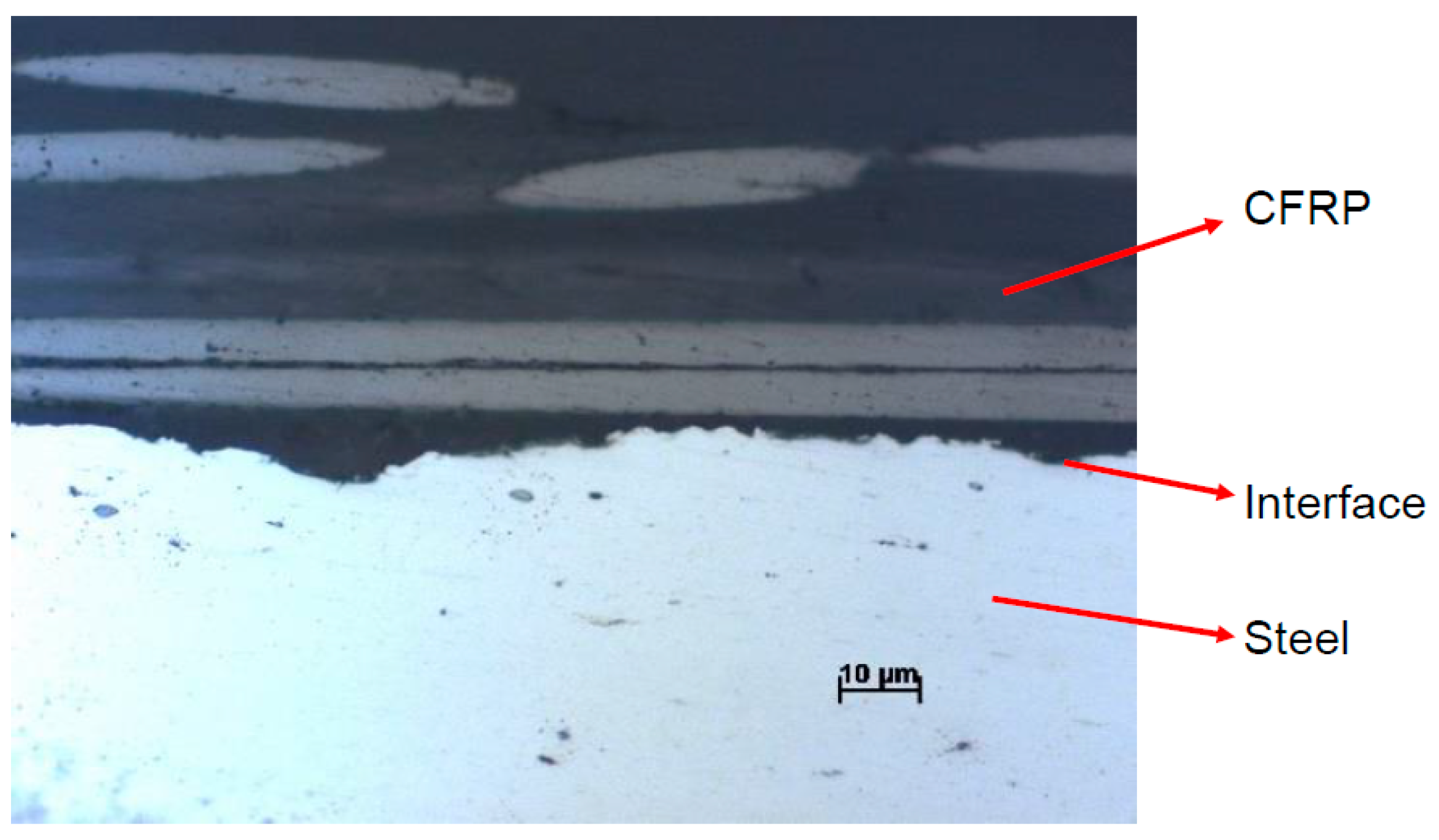
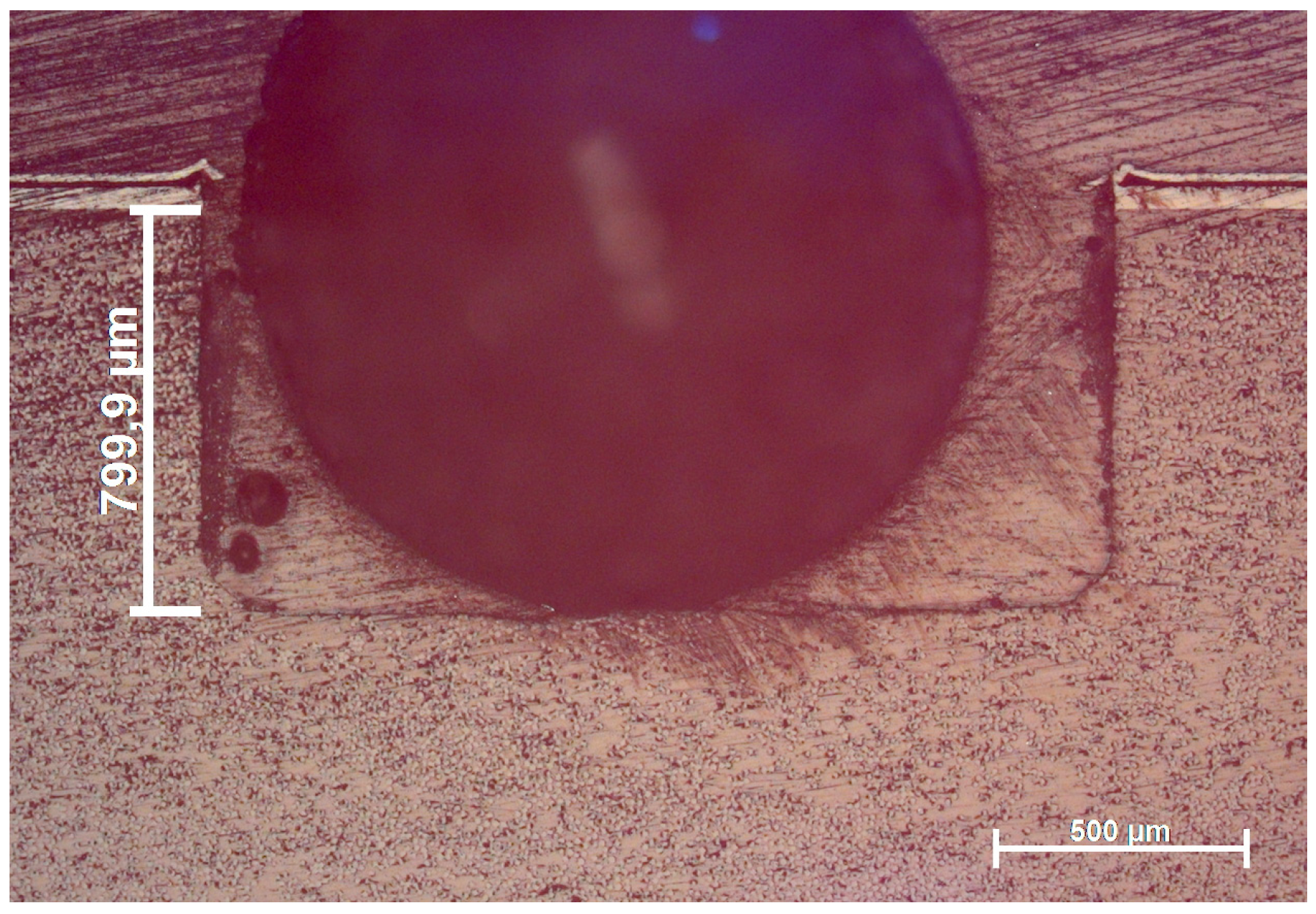
The cross-sectional microstructure of one drilled hole on the CFRP side in the hybrid composite is shown in
Figure 15, where a large black hole was induced by an air bubble in the resin in the embedding process of the sample. The straight side of the hole indicates that the hole was vertically drilled. In addition, no significant damage around the hole nor cracking on the lateral face is found. These observations can ensure the reliability of the measured residual stresses given in the previous sections.
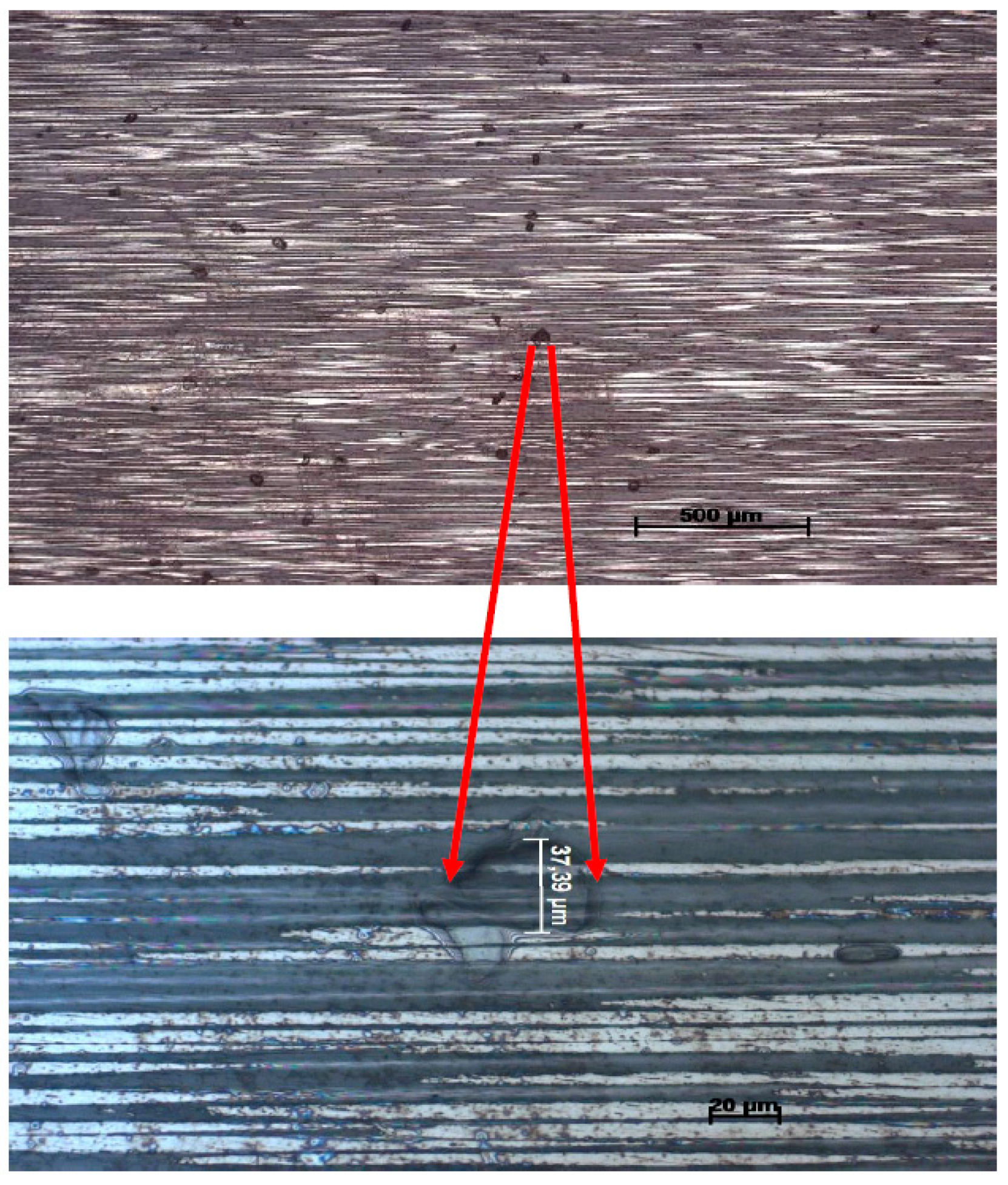
Figure 16 shows the cross-sectional microstructure of the CFRP, where defects of pore-like appearance are seen. In case such pores are present in a specific drilling increment, the strain is not relieved in the same way due to an ill-defined condition of residual stress in the vicinity of this defect. In the present work, this effect is not taken into account in the calculation of coefficients. Thus, such defects will have a detrimental effect on the reliability of the residual stress evaluation. Obviously, this effect is determined by the size and shape of the pores. This problem theoretically can be solved by obtaining the microstructural information of the sample through non-destructive techniques such as computed tomography (CT). Afterwards, relevant information on defect morphology and distribution can be used as an input for FEA for updating the calibrations coefficients. This aspect is excluded in the present work and will be the subject of a follow-up study.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}