
Characterization of Recycled/Virgin Polyethylene Terephthalate Composite Reinforced with Glass Fiber for Automotive Applications

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
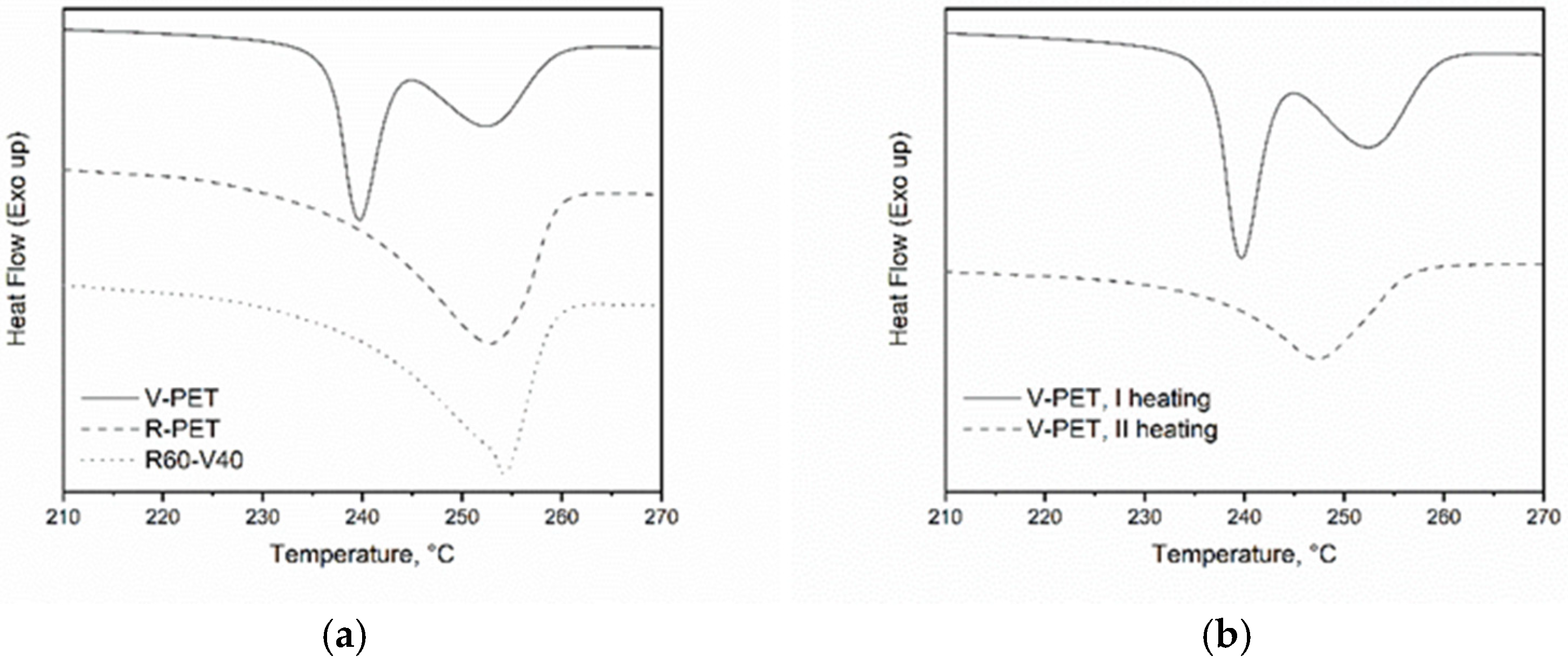
2.1. Calorimetric Analysis
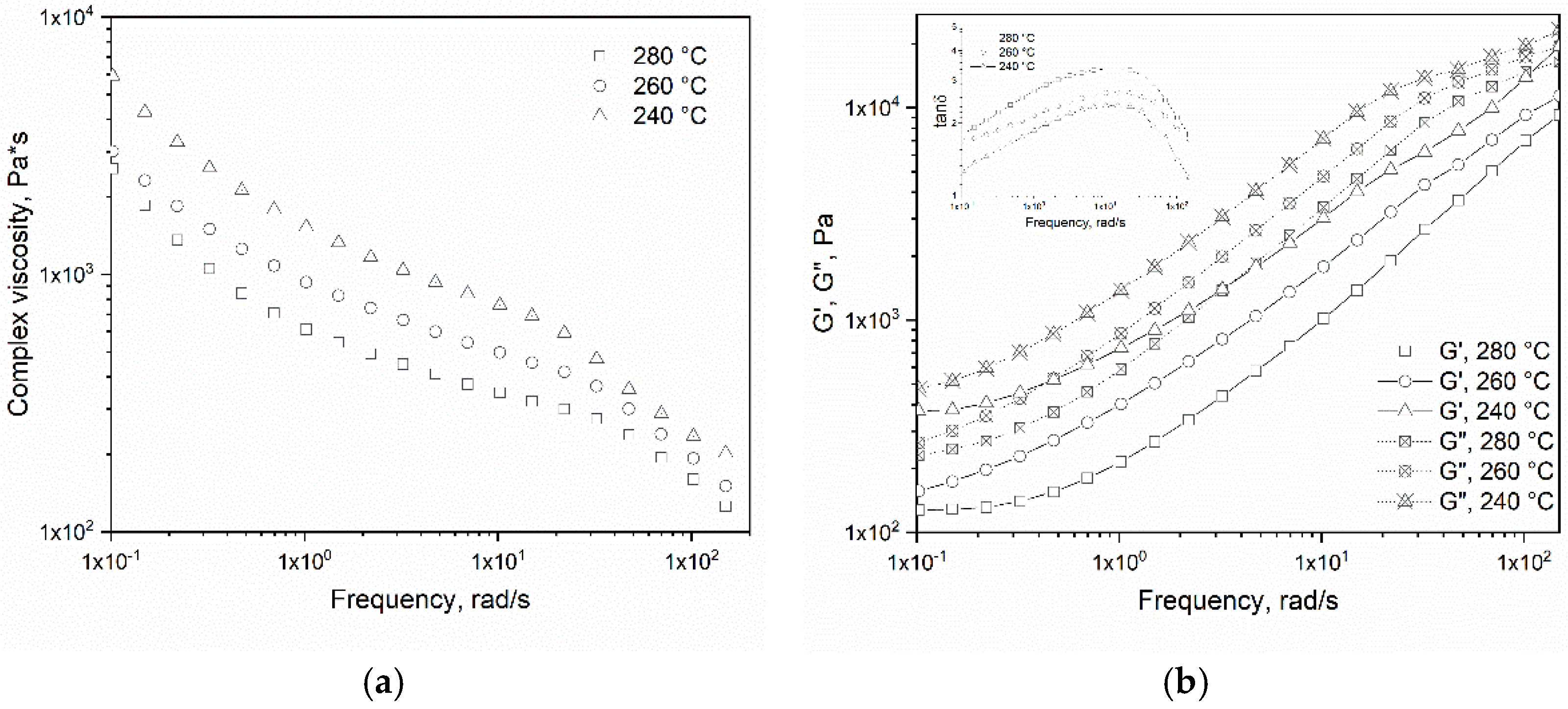
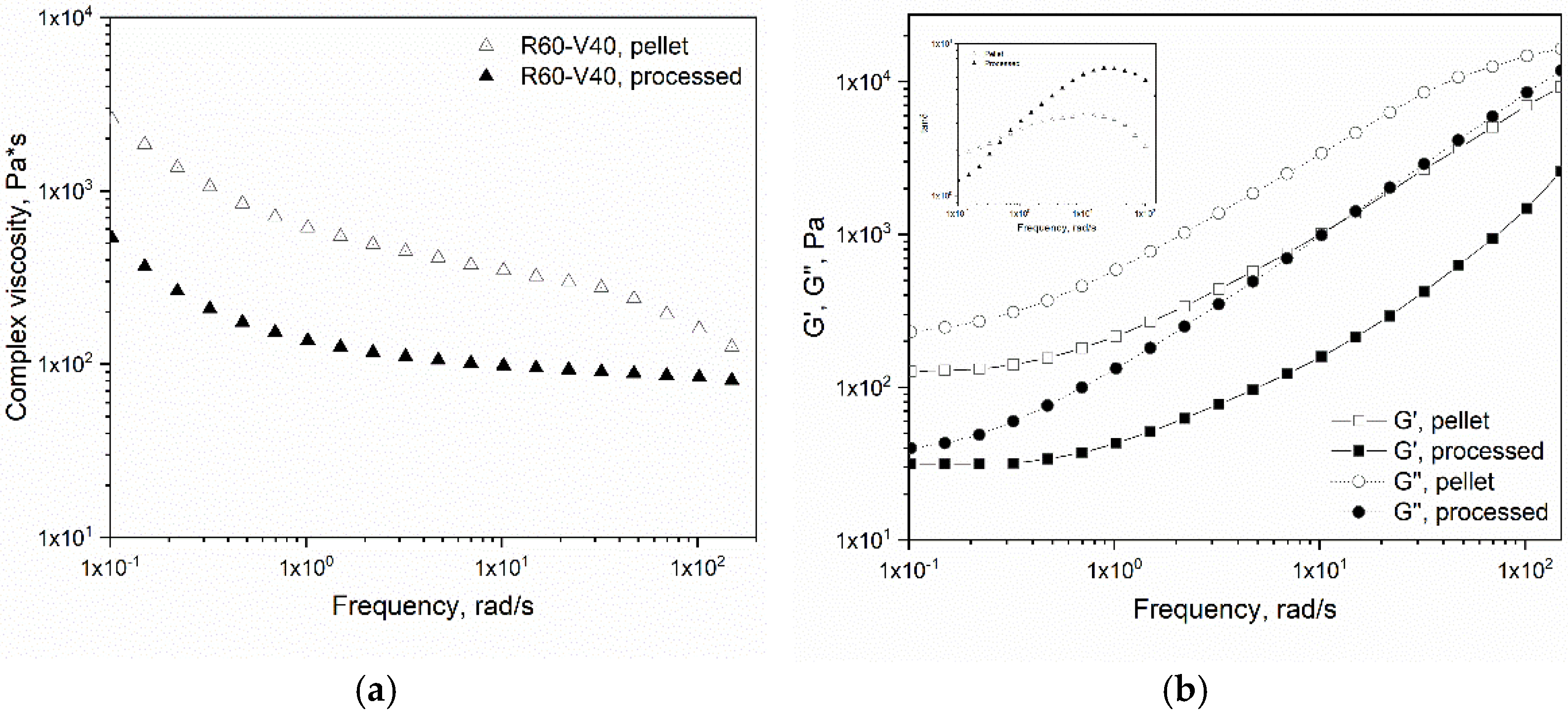
2.2. Rheological Analysis
2.3. Mechanical Characterization
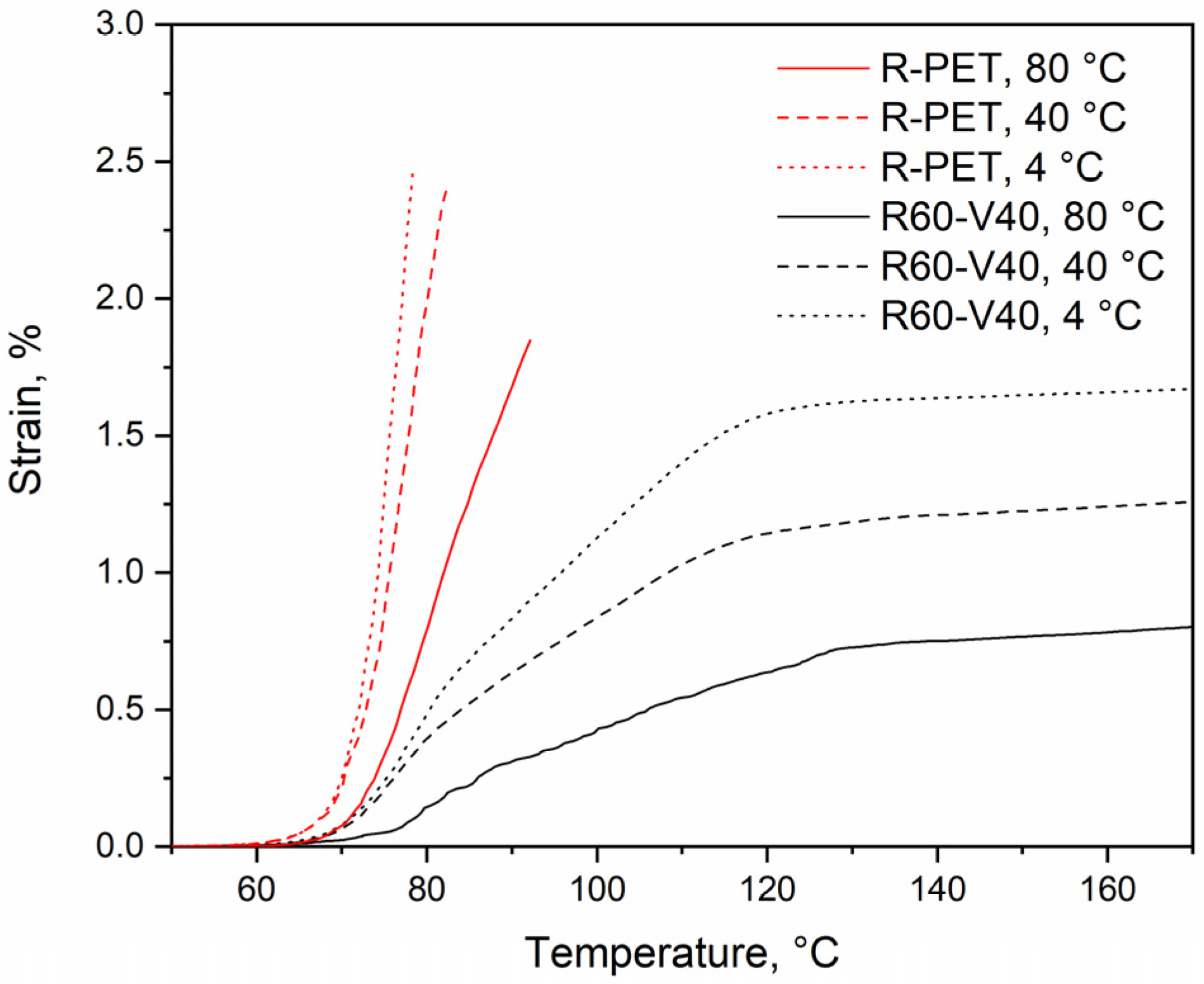
2.4. Thermal Resistance
3. Results and Discussion
3.1. Preliminary Analysis
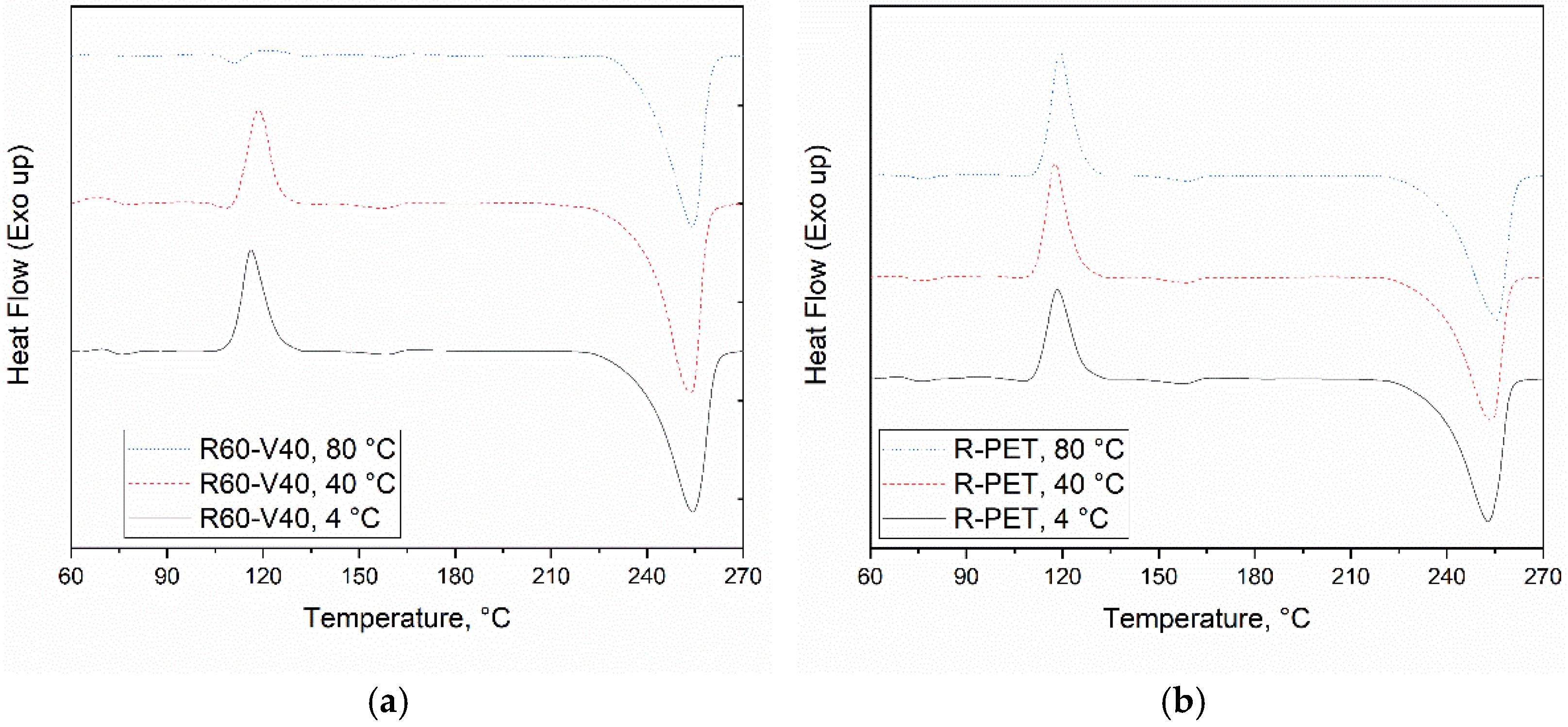
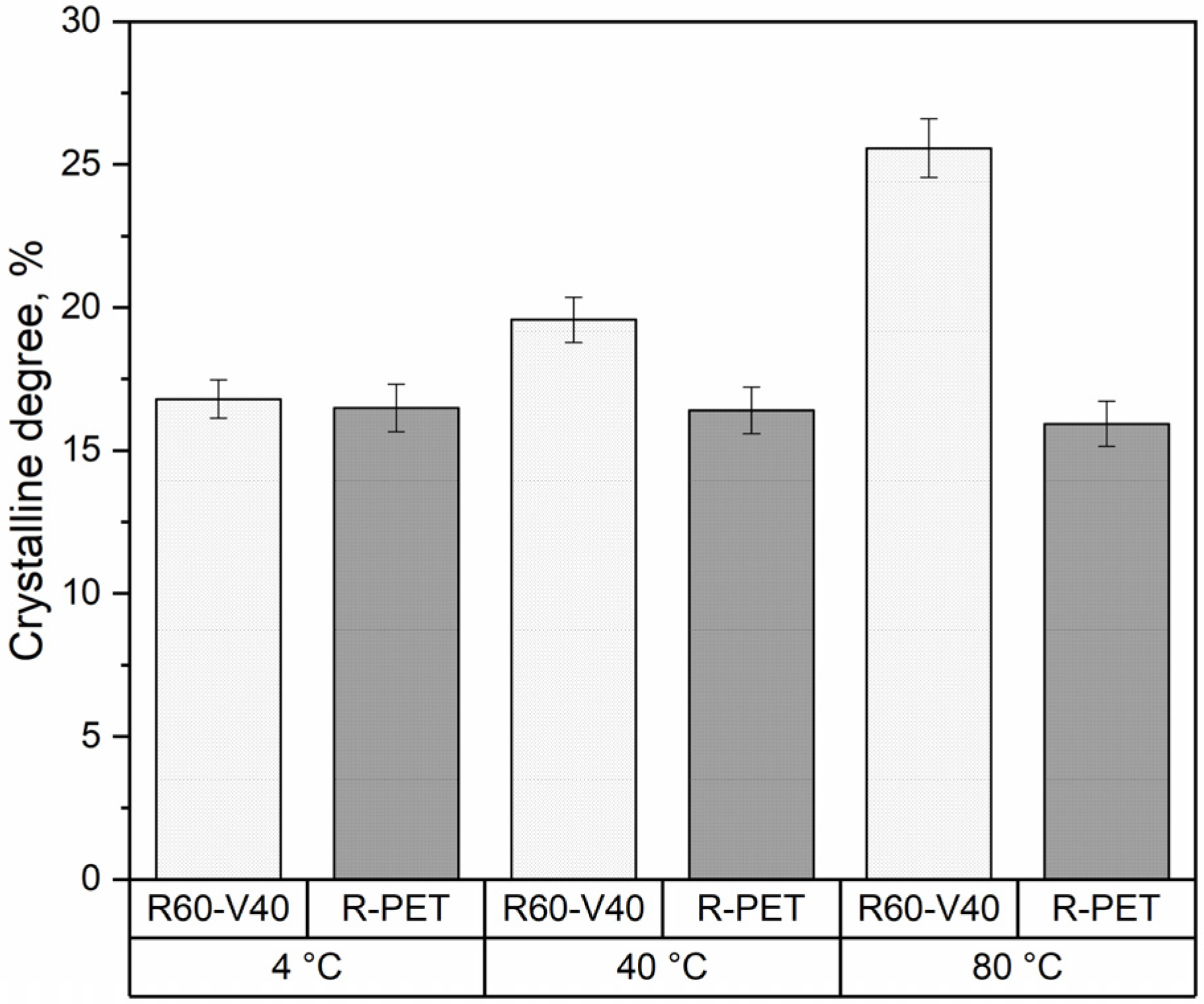
3.2. Analysis of Crystallinity in the Molded Samples
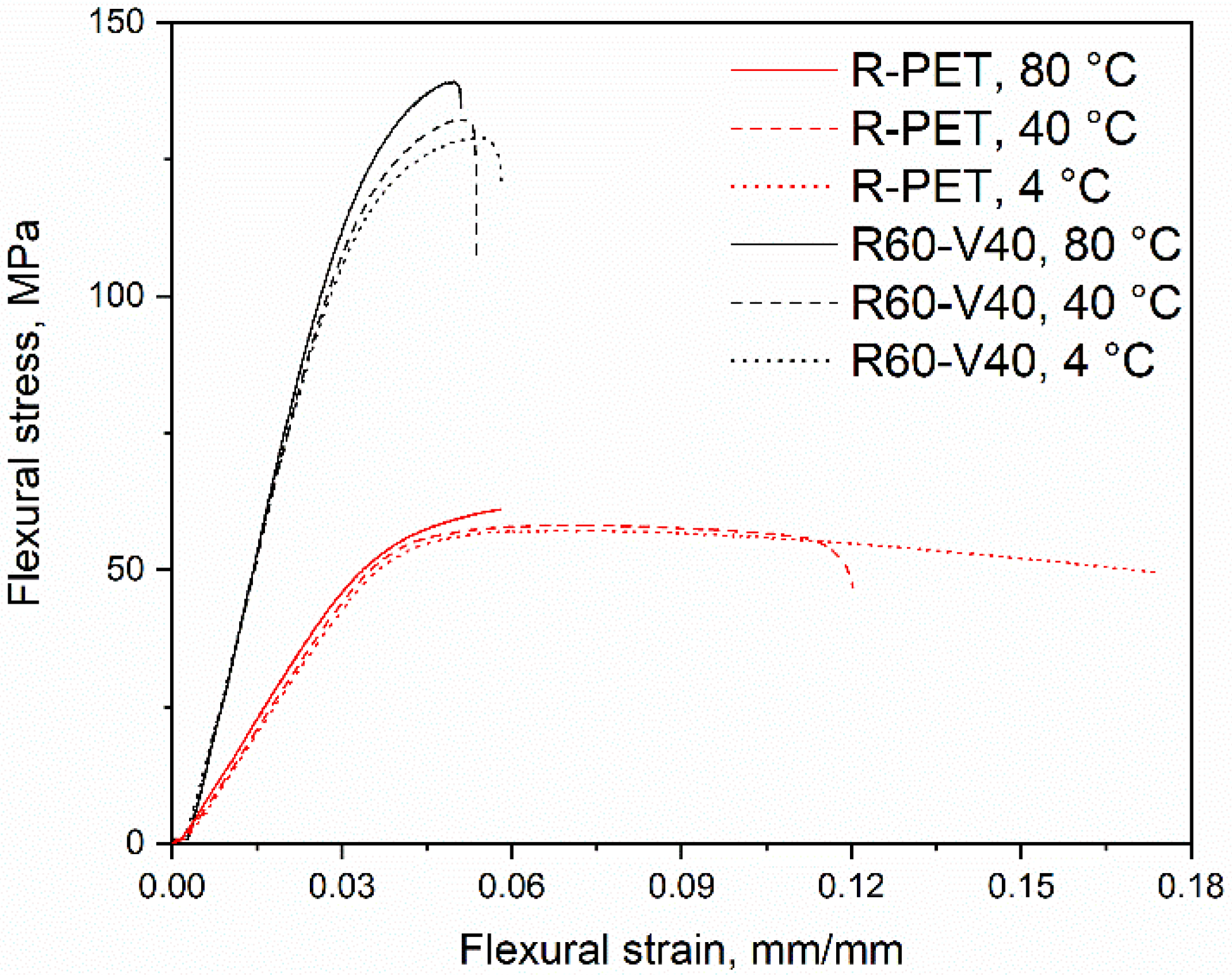
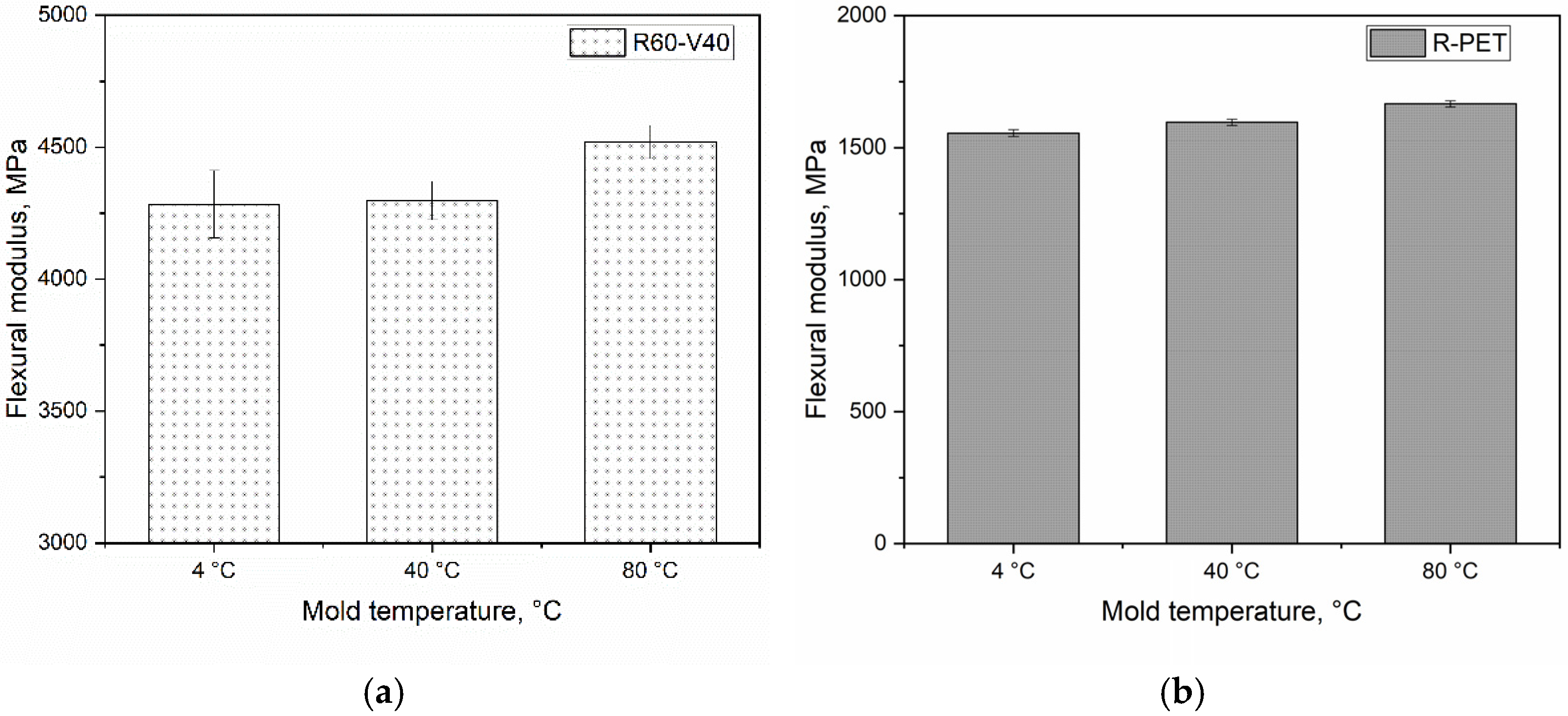
3.3. Mechanical Testing of the Molded Samples
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Singh, A.K.; Bedi, R.; Kaith, B.S. Mechanical properties of composite materials based on waste plastic ? A review. Mater. Today-Proc. 2020, 26, 1293–1301. [Google Scholar] [CrossRef]
- Torlakoglu, A.; Guclu, G. Alkyd-amino resins based on waste PET for coating applications. Waste Manag. 2009, 29, 350–354. [Google Scholar] [CrossRef] [PubMed]
- Hiraga, K.; Taniguchi, I.; Yoshida, S.; Kimura, Y.; Oda, K. Biodegradation of waste PET: A sustainable solution for dealing with plastic pollution. EMBO Rep. 2019, 20, e49365. [Google Scholar] [CrossRef] [PubMed]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. B-Biol. Sci. 2009, 364, 2115–2126. [Google Scholar] [CrossRef] [Green Version]
- Mancini, S.D.; Schwartzman, J.A.S.; Nogueira, A.R.; Kagohara, D.A.; Zanin, M. Additional steps in mechanical recyling of PET. J. Clean. Prod. 2010, 18, 92–100. [Google Scholar] [CrossRef]
- Directive (EU) 2018/852 of the European Parliament and of the Council of 30 May 2018 Amending Directive 94/62/EC on Packaging and PackagingWaste. Available online: https://www.eea.europa.eu/policy-documents/directive-eu-2018-852-of (accessed on 2 February 2022).
- Frounchi, M. Studies on degradation of PET in mechanical recycling. Macromol. Symp. 1999, 144, 465–469. [Google Scholar] [CrossRef]
- Park, S.H.; Kim, S.H. Poly (ethylene terephthalate) recycling for high value added textiles. Fash. Text. 2014, 1, 1. [Google Scholar] [CrossRef] [Green Version]
- Sinha, V.; Patel, M.R.; Patel, J.V. Pet Waste Management by Chemical Recycling: A Review. J. Polym. Environ. 2010, 18, 8–25. [Google Scholar] [CrossRef]
- Koo, H.J.; Chang, G.S.; Kim, S.H.; Hahm, W.G.; Park, S.Y. Effects of recycling processes on physical, mechanical and degradation properties of PET yarns. Fibers Polym. 2013, 14, 2083–2087. [Google Scholar] [CrossRef]
- Welle, F. Twenty years of PET bottle to bottle recycling-An overview. Resour. Conserv. Recycl. 2011, 55, 865–875. [Google Scholar] [CrossRef]
- Nait-Ali, L.K.; Colin, X.; Bergeret, A. Kinetic analysis and modelling of PET macromolecular changes during its mechanical recycling by extrusion. Polym. Degrad. Stab. 2011, 96, 236–246. [Google Scholar] [CrossRef]
- Lee, J.H.; Lim, K.S.; Hahm, W.G.; Kim, S.H. Properties of Recycled and Virgin Poly(ethylene terephthalate) Blend Fibers. J. Appl. Polym. Sci. 2013, 128, 1250–1256. [Google Scholar] [CrossRef]
- Scelsi, L.; Hodzic, A.; Soutis, C.; Hayes, S.A.; Rajendran, S.; AlMa’Adeed, M.A.; Kahraman, R. A review on composite materials based on recycled thermoplastics and glass fibres. Plast. Rubber Compos. 2011, 40, 1–10. [Google Scholar] [CrossRef]
- Giraldi, A.L.F.D.; Bartoli, J.; Velasco, J.; Mei, L. Glass fibre recycled poly(ethylene terephthalate) composites: Mechanical and thermal properties. Polym. Test. 2005, 24, 507–512. [Google Scholar] [CrossRef]
- Kracalik, M.; Pospíšil, L.; Šlouf, M.; Mikešová, J.; Sikora, A.; Šimoník, J.; Fortelný, I. Effect of glass fibers on rheology, mechanical properties of recycled thermal and PET. Polym. Compos. 2008, 29, 915–921. [Google Scholar] [CrossRef]
- Monti, M.; Scrivani, M.; Kociolek, I.; Larsen, Å.G.; Olafsen, K.; Lambertini, V. Enhanced Impact Strength of Recycled PET/Glass Fiber Composites. Polymers 2021, 13, 1471. [Google Scholar] [CrossRef]
- Mondadori, N.M.L.; Nunes, R.; Canto, L.; Zattera, A.J. Composites of Recycled PET Reinforced with Short Glass Fiber. J. Thermoplast. Compos. Mater. 2012, 25, 747–764. [Google Scholar] [CrossRef]
- Albini, G.; Brunella, V.; Placenza, B.; Martorana, B.; Lambertini, V.G. Comparative study of mechanical characteristics of recycled PET fibres for automobile seat cover application. J. Ind. Text. 2019, 48, 992–1008. [Google Scholar] [CrossRef]
- Atakan, R.; Sezer, S.; Karakas, H. Development of nonwoven automotive carpets made of recycled PET fibers with improved abrasion resistance. J. Ind. Text. 2020, 49, 835–857. [Google Scholar] [CrossRef]
- Lin, C.C. Recycling technology of poly(ethylene terephthalate) materials. Macromol. Symp. 1998, 135, 129–135. [Google Scholar] [CrossRef]
- Scheirs, J. Additives for the Modification of Poly(Ethylene Terephthalate) to Produce Engineering Grade Polymers; Wiley: Hoboken, NJ, USA, 2004. [Google Scholar]
- Wallach, M.L. Viscosity-molecular weight relation and unperturbed dimensions of polyethylene terephthalate. Die Makromol. Chem. 1967, 103, 19–26. [Google Scholar] [CrossRef]
- Jabarin, S.A. Crystallization Kinetics of Polyethylene Terephthalate. 1. Isothermal Crystallization from the Melt. J. Appl. Polym. Sci. 1987, 34, 85–96. [Google Scholar] [CrossRef]
- Tapia, J.J.B.; Hernandez-Valdez, M.; Cortez, J.C.; García, V.M.D.; Barrios, H.L. Improving the Rheological and Mechanical Properties of Recycled PET Modified by Macromolecular Chain Extenders Synthesized by Controlled Radical Polymerization. J. Polym. Environ. 2018, 26, 4221–4232. [Google Scholar] [CrossRef]
- Elamri, A.; Abid, K.; Harzallah, O.; Lallam, A. Characterization of recycled/virgin PET polymers and their composites. Am. J. Nano Res. Appl. 2015, 3, 11. [Google Scholar]
- Jagadeesh, D.; Kanny, K.; Prashantha, K. A review on research and development of green composites from plant protein-based polymers. Polym. Compos. 2017, 38, 1504–1518. [Google Scholar] [CrossRef]
- Carrot, C.; Majesté, J.-C.; Olalla, B.; Fulchiron, R. On the use of the model proposed by Leonov for the explanation of a secondary plateau of the loss modulus in heterogeneous polymer-filler systems with agglomerates. Rheol. Acta 2010, 49, 513–527. [Google Scholar] [CrossRef]
- Majeste, J.C.; Carrot, C.; Olalla, B.; Fulchiron, R. Internal Reorganization of Agglomerates as an Explanation of Energy Dissipation at Very Low Strain for Heterogeneous Polymer Systems. Macromol. Theory Simul. 2012, 21, 113–119. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Recycled Percentage | Virgin Percentage | Glass Fiber Content Percentage |
|---|---|---|---|
| R-PET | 100 | 0 | 0 |
| V-PET | 0 | 100 | 50 |
| R60-V40 | 60 | 40 | 20 |
| Mold Temperature, °C | R-PET | R60-V40 | ||||
|---|---|---|---|---|---|---|
| Tc, °C | Tm, °C | Xc, % | Tc, °C | Tm, °C | Xc, % | |
| 4 | 118.4 | 252.8 | 16.5 | 116.2 | 254.1 | 16.8 |
| 40 | 117.6 | 253.3 | 16.4 | 118.5 | 253.9 | 19.6 |
| 80 | 119.3 | 255.5 | 15.9 | - | 253.9 | 25.6 |
| Mold Temperature, °C | R-PET | R60-V40 | ||||
|---|---|---|---|---|---|---|
| Flexural Modulus, MPa | Flexural Strain at Break, mm/mm | Broken Samples Percentage | Flexural Modulus, MPa | Flexural Strain at Break, mm/mm | Broken Samples Percentage | |
| 4 | 1554.40 | - | 0% | 4283.38 | 0.058 | 100% |
| 40 | 1595.52 | 0.030 | 20% | 4297.80 | 0.056 | 100% |
| 80 | 1665.73 | 0.061 | 100% | 4519.81 | 0.051 | 100% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Volpe, V.; Lanzillo, M.S.; Molaro, A.; Affinita, G.; Pantani, R. Characterization of Recycled/Virgin Polyethylene Terephthalate Composite Reinforced with Glass Fiber for Automotive Applications. J. Compos. Sci. 2022, 6, 59. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs6020059
Volpe V, Lanzillo MS, Molaro A, Affinita G, Pantani R. Characterization of Recycled/Virgin Polyethylene Terephthalate Composite Reinforced with Glass Fiber for Automotive Applications. Journal of Composites Science. 2022; 6(2):59. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs6020059
Chicago/Turabian StyleVolpe, Valentina, Maria Sofia Lanzillo, Alfonso Molaro, Giovanni Affinita, and Roberto Pantani. 2022. "Characterization of Recycled/Virgin Polyethylene Terephthalate Composite Reinforced with Glass Fiber for Automotive Applications" Journal of Composites Science 6, no. 2: 59. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs6020059