Metal Additive Manufacturing Cycle in Aerospace Industry: A Comprehensive Review


Abstract
:1. Introduction
2. Additive Manufacturing
2.1. Processes Review
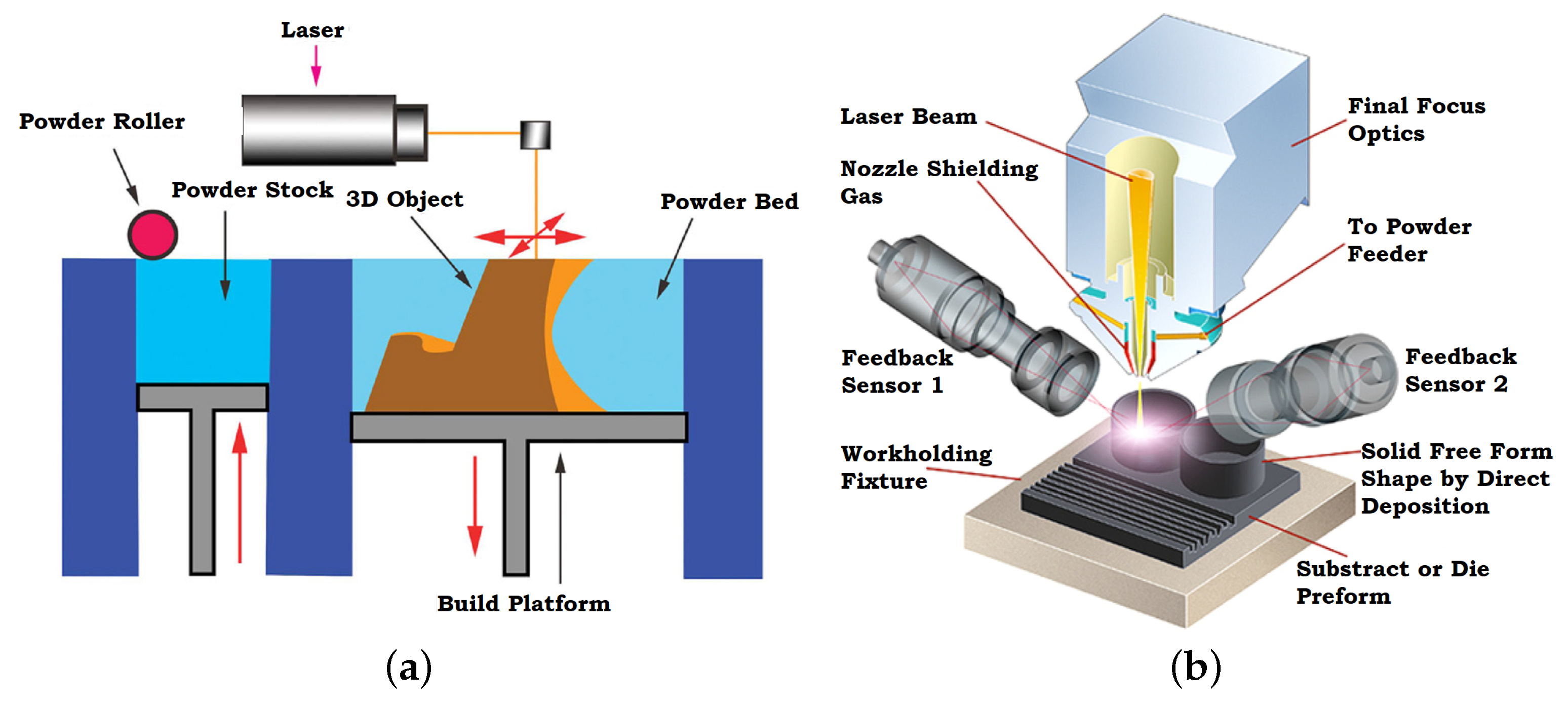
2.1.1. Powder Bead Fusion
2.1.2. Direct Energy Deposition
2.1.3. Hybrid Manufacturing
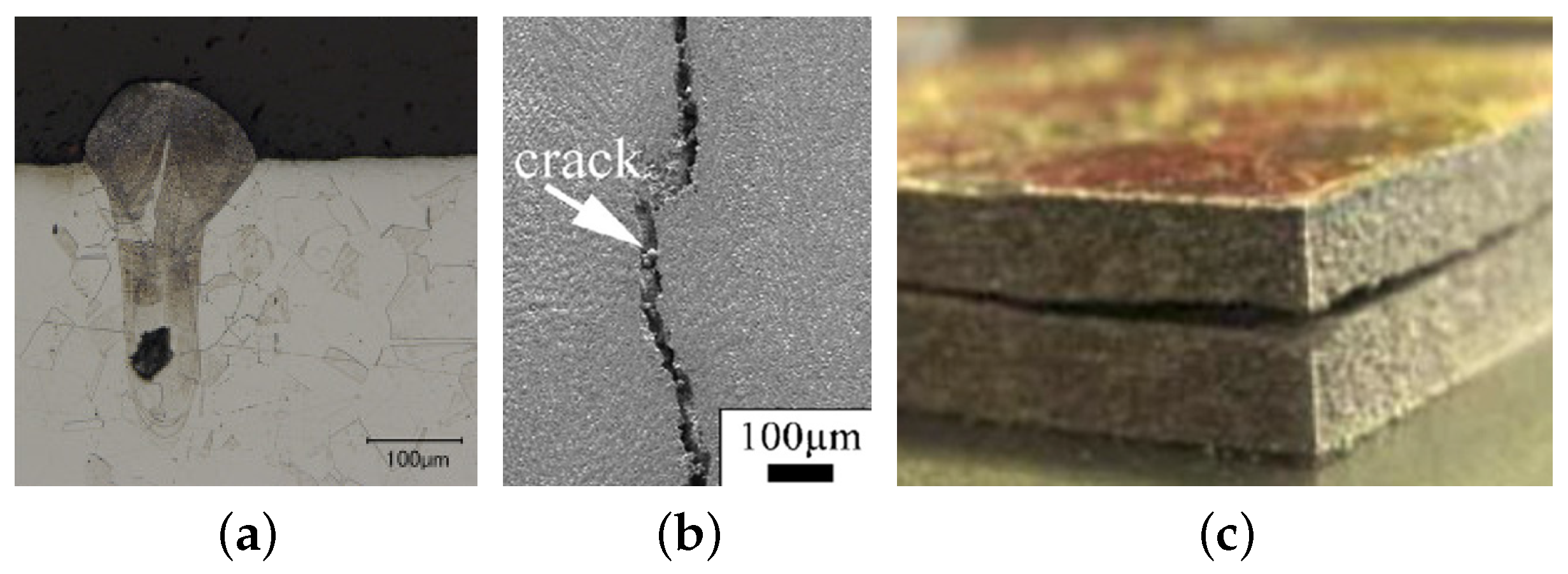
2.2. Origin of Defects and Its Inspection Methods
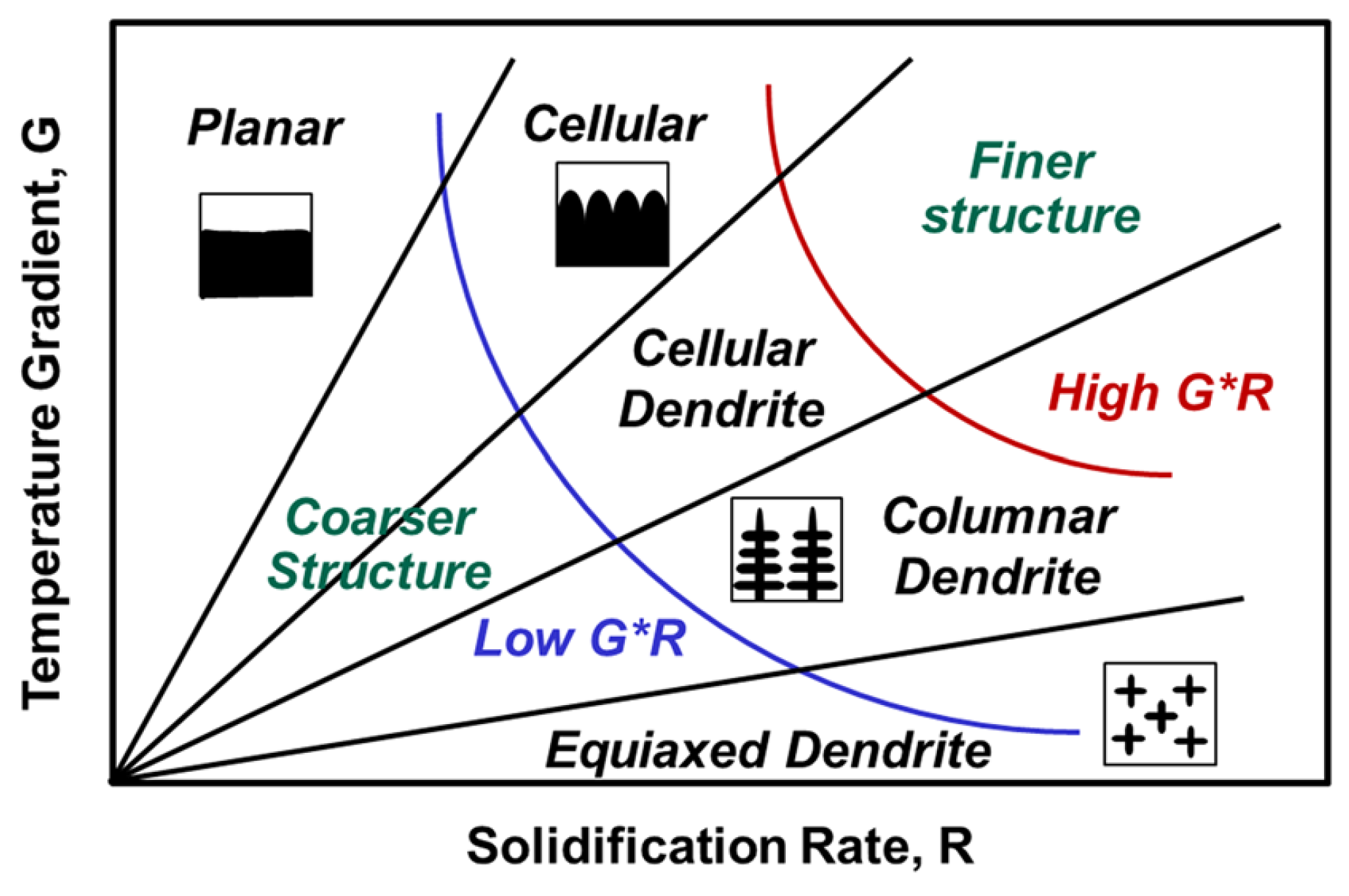
2.3. AM Material Behavior
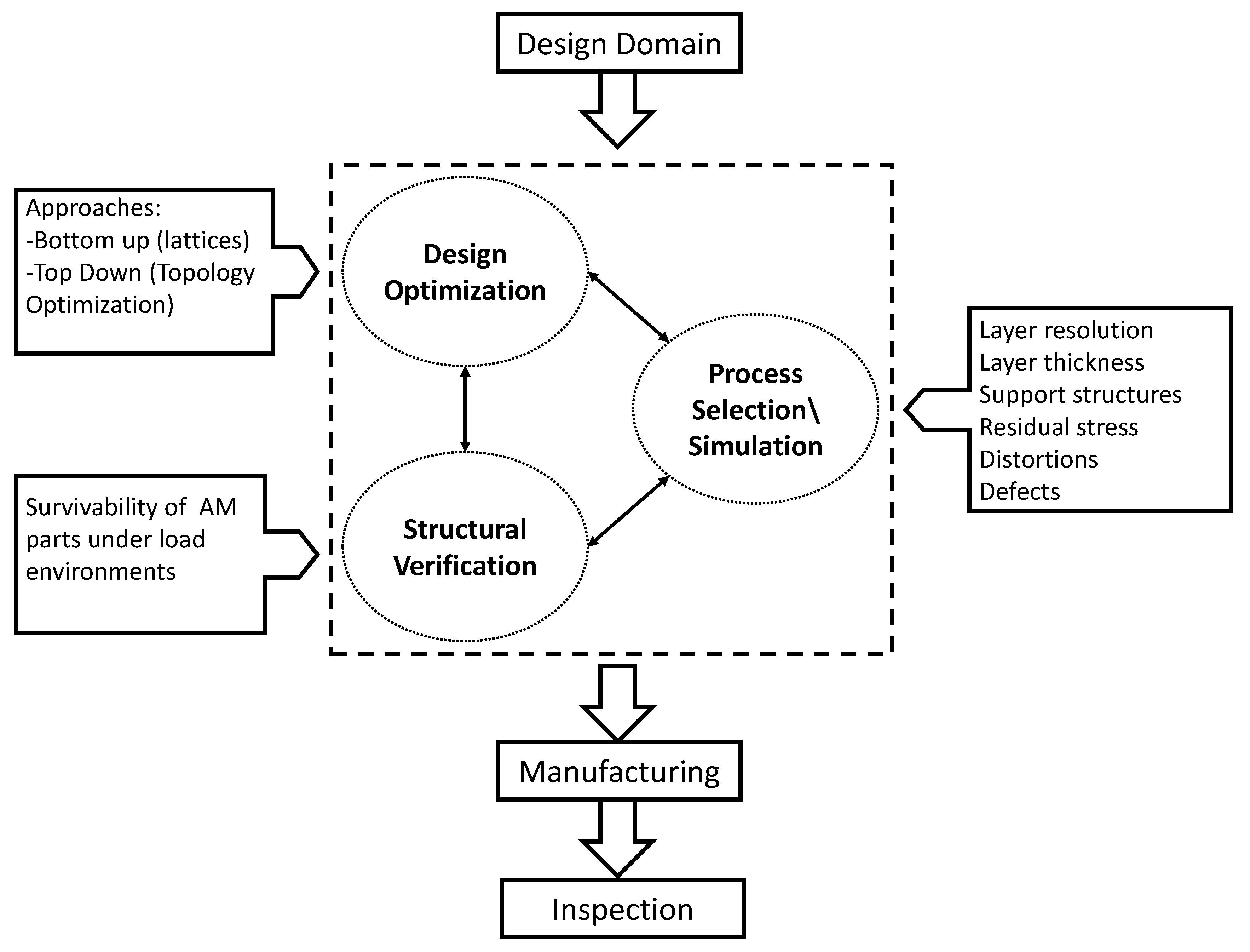
3. AM Design Optimization
3.1. Threats
- The bottom-up approach is based on unit cells (lattices) that are uniformly repeated in every direction. The apparent simplicity of this approach is betrayed by its uncertainties on its analysis and the CPU cost.
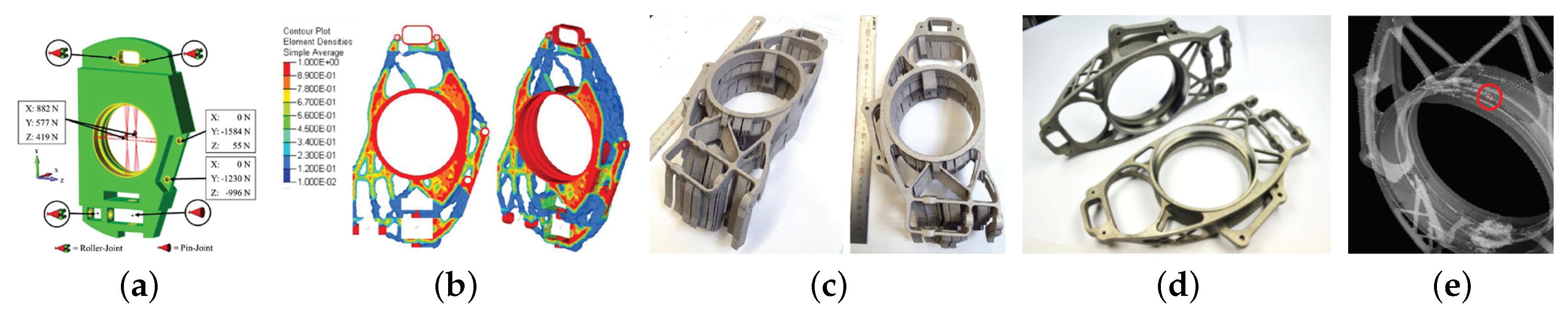
- The top-down approach is based on topological optimization for both continuum and discrete domains. Nonetheless, TO provides great opportunities due to its ability to produce lightweight structures. However, this methodology sometimes produces “unfriendly” AM structures (e.g., overhangs), associated to high computational costs of optimization and analysis. Moreover, the output of these methodologies is density maps that need to be translated into geometrical forms, requiring another non-trivial step [14].
- A mixed approach can be defined, being a combination of the previous ones. Instead of a uniform distribution of the unit cells, a multiscale algorithm can be used, where the densities from the topology optimization define the level of robustness of the unit cell (e.g., diameter of truss bars) [75,76,77]. However, the translation of the referred densities into a final 3D model raises several computational challenges.
3.2. Design Limitations
- Member size constraints improve manufacturability and reduce post-processing operations, being an important and fundamental constraint.
- Cavity constraints intend to avoid enclosed voids of powder (PBF process), which can be difficult to remove in a later stage. However, cavities do not necessarily appear and their industrial relevance is limited. When they appear, their structural benefits should overcome the work of introducing a hole in the design in order to vacuum the unmelted powder.
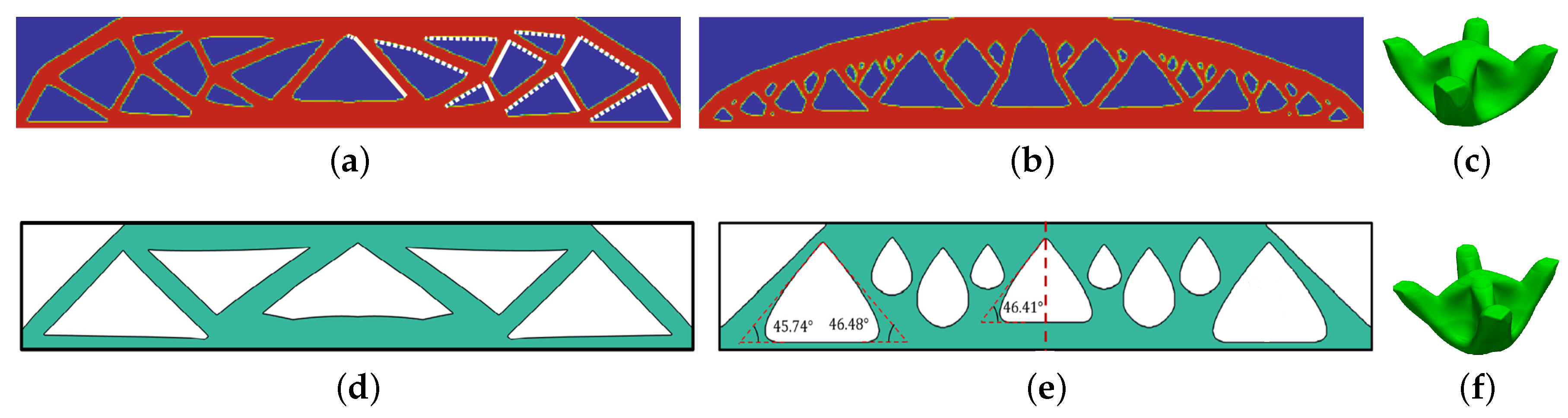
- Overhang constraints intend to minimize (or ideally eliminate) the appearance of overhanging structures and, therefore, the need for support structures (cost reduction). Thus, it is a relevant topic and represents a strong design restriction [79].
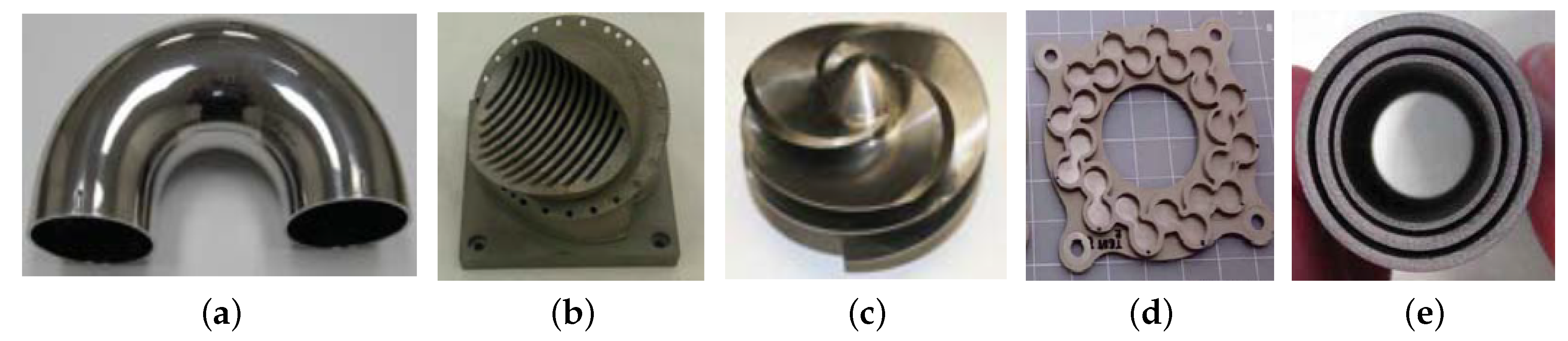
4. Case Studies From Aerospace Industry
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hertenberger, S. (Ed.) Market Report ID: 44670015/Global. Available online: www.maschinenmarkt.international/english/global/articles/604851/ (accessed on 18 November 2017).
- Dutta, B.; Froes, F.H. Additive Manufacturing of Titanium Alloys; Butterworth-Heinemann: Oxford, UK, 2016. [Google Scholar]
- Tao, F.; Cheng, Y.; Zhang, L.; Nee, A.Y.C. Advanced manufacturing systems: Socialization characteristics and trends. J. Intell. Manuf. 2017, 28, 1079–1094. [Google Scholar] [CrossRef]
- Ustundag, A.; Cevikcan, E. Industry 4.0: Managing The Digital Transformation; Springer International Publishing: Cham, Switzerland, 2018. [Google Scholar]
- Bremen, S.; Meiners, W.; Diatlov, A. Selective Laser Melting: A manufacturing technology for the future? Laser Tech. J. 2012, 9, 33–38. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal Fabrication by Additive Manufacturing Using Laser and Electron Beam Melting Technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Wikening, C.; Lohner, A. Aparatus for Producing a Three-Dimensional Object. U.S. Patent 5753274, 19 May 1998. [Google Scholar]
- Russell, D.B.; Anderson, T.; Bredt, J.F.; Vogel, M.J.; Seymor, M.; Bornhorst, W.J.; Hatsopoulus, M.I. Aparatus for Producing a Three-Dimensional Object. U.S. Patent 6007318, 19 May 1999. [Google Scholar]
- Batchelder, J.S.; Crump, S.S. Method for Rapid Prototyping of Solid Models. U.S. Patent 5866058, 2 February 1999. [Google Scholar]
- Manning, G.L. End-of-Vector Laser Power Control in a Selective Laser Sintering System. U.S. Patent 08866600, 4 July 1997. [Google Scholar]
- Meiners, W.; Wissenbach, K.; Gasser, A. Selective Laser Sintering at Melting Temperature. U.S. Patent 09319132, 10 April 1997. [Google Scholar]
- Swanson, W.J.; Hopkins, P.E. Thin-Wall Tube Liquifier. U.S. Patent 09013388, 21 December 1998. [Google Scholar]
- Hornick, J.; Bhushan, A. More 3D Printing Patents Are Expiring Soon: Here’s a Roundup. Available online: 3dprintingindustry.com (accessed on 12 October 2018).
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Nickels, L. AM and aerospace: An ideal combination. Met. Powder Rep. 2015, 70, 300–303. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Gorsse, S.; Hutchinson, C.; Goune, M.; Banerjee, R. Additive manufacturing of metals: A brief review of the characteristic microstructures and properties of steels, Ti-6Al-4V and high-entropy alloys. Sci. Technol. Adv. Mater. 2017, 18, 584–610. [Google Scholar] [CrossRef] [PubMed]
- Machine Supplier Website. Available online: http://www.twi-global.com (accessed on 26 October 2017).
- Machine Supplier Website. Available online: http://www.hermle-generativ-fertigen.de (accessed on 26 October 2017).
- Sun, W.; Tan, A.W.; Bhowmik, A.; Marinescu, J.; Huong, Y.; Liu, E. Additive manufacturing of inconel 625 superalloy parts via high pressure cold spray. In Proceedings of the 3rd International Conference on Progress in Additive Manufacturing, Nanyang Technological University, Singapore, 14–17 May 2018. [Google Scholar]
- Pathak, S.; Saha, G.C. Development of Sustainable Cold Spray Coatings and 3D Additive Manufacturing Components for Repair/Manufacturing Applications: A Critical Review. Coatings 2017, 7, 122. [Google Scholar] [CrossRef]
- Wang, X.; Feng, F.; Klecka, M.A.; Mordasky, M.D.; Garofano, J.K.; El-Wardany, T.; Nardi, A.; Champagne, V.K. Characterization and modeling of the bonding process in cold spray additive manufacturing. Addit. Manuf. 2015, 8, 149–162. [Google Scholar] [CrossRef]
- Wu, L. Method and System for Additive Manufacturing of Complex Metal Part by Sheet Lamination. U.S. Patent 0207924 A1, 26 July 2018. [Google Scholar]
- Tofail, S.A.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Machine Supplier Website. Available online: http://www.3dprintingkorea.co.kr/default.asp (accessed on 17 December 2018).
- Dutta, B.; Froes, F.S. The Additive Manufacturing (AM) of titanium alloys. Met. Powder Rep. 2017, 72, 96–106. [Google Scholar] [CrossRef]
- Körner, C. Additive manufacturing of metallic components by selective electron beam melting—A review. Int. Mater. Rev. 2016, 61, 361–377. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.; Bai, Q. Defect Formation Mechanisms in Selective Laser Melting: A Review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef] [Green Version]
- Kruth, J.; Wang, X.; Laoui, T.; Froyen, L. Lasers and materials in selective laser sintering. Assem. Autom. 2003, 23, 357–371. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2015; pp. 107–145. [Google Scholar]
- Bunnell, D.E.; Das, S.; Bourell, D.L.; Beaman, J.B.; Marcus, H.L. Fundamentals of Liquid Phase Sintering During Selective Laser Sintering. Assem. Autom. 2003, 24, 440–447. [Google Scholar]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An overview of Direct Laser Deposition for additive manufacturing; Part II: Mechanical behavior, process parameter optimization and control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Machine Supplier Website. Available online: http://www.sciaky.com (accessed on 26 October 2017).
- Service Supplier Website. Available online: http://www.ramlab.com (accessed on 26 October 2017).
- Szost, B.A.; Terzi, S.; Martina, F.; Boisselier, D.; Prytuliak, A.; Pirling, T.; Hofmann, M.; Jarvis, D.J. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater. Des. 2016, 89, 559–567. [Google Scholar] [CrossRef]
- Flynn, J.M.; Shokrani, A.; Newman, S.T.; Dhokia, V. Hybrid additive and subtractive machine tools—Research and industrial developments. Int. J. Mach. Tools Manuf. 2016, 101, 79–101. [Google Scholar] [CrossRef]
- Du, W.; Bai, Q.; Zhang, B. A Novel Method for Additive/Subtractive Hybrid Manufacturing of Metallic Parts. Procedia Manuf. 2016, 5, 1018–1030. [Google Scholar] [CrossRef] [Green Version]
- Manogharan, G.; Wysk, R.A.; Harrysson, O.L. Additive Manufacturing—Integrated Hybrid Manufacturing and Subtractive Processes: Economic Model and Analysis. Int. J. Comput. Integr. Manuf. 2015, 29, 473–488. [Google Scholar] [CrossRef]
- Yamazaki, T. Development of A Hybrid Multi-tasking Machine Tool: Integration of Additive Manufacturing Technology with CNC Machining. Procedia CIRP 2016, 42, 81–86. [Google Scholar] [CrossRef]
- Merklein, M.; Junker, D.; Schaub, A.; Neubauer, F. Hybrid Additive Manufacturing Technologies—An Analysis Regarding Potentials and Applications. Phys. Procedia 2016, 83, 549–559. [Google Scholar] [CrossRef]
- Machine Supplier Website. Available online: http://www.hybridmanutech.com/ (accessed on 26 October 2017).
- Jones, J.B. Hybrid CNC + Additive: Two Heads Are Better Than One; Wohlers Talk: SME’s RAPID; Wohlers: Long Beach, CA, USA, 2015. [Google Scholar]
- Lee, Y.; Nordin, M.; Babu, S.S.; Farson, D.F. Effect of Fluid Convection on Dendrite Arm Spacing in Laser Deposition. Metall. Mater. Trans. B 2014, 45, 1520–1529. [Google Scholar] [CrossRef]
- Li, R.; Shi, Y.; Wang, Z.; Wang, L.; Liu, J.; Jiang, W. Densification behavior of gas and water atomized 316L stainless steel powder during selective laser melting. Appl. Surf. Sci. 2010, 256, 4350–4356. [Google Scholar] [CrossRef]
- Gu, D.; Shen, Y. Balling phenomena in direct laser sintering of stainless steel powder: Metallurgical mechanisms and control methods. Mater. Des. 2009, 30, 2903–2910. [Google Scholar] [CrossRef]
- Addispace. Diagonosis and Study of Oportunities of Metallic Additive Manufacturing on SUDOE Aerospatial Sector; Technical Report for Sudoe and Interreg: Santander, Spain, December 2016. [Google Scholar]
- Hadadzadeh, A.; Baxter, C.; Amirkhiz, B.S.; Mohammadi, M. Strengthening mechanisms in direct metal laser sintered AlSi10Mg: Comparison between virgin and recycled powders. Addit. Manuf. 2018, 23, 108–120. [Google Scholar] [CrossRef]
- Du Plessis, A.; le Roux, S.G. Standardized X-ray tomography testing of additively manufactured parts: A round robin test. Addit. Manuf. 2018, 24, 125–136. [Google Scholar] [CrossRef]
- Townsend, A.; Racasan, R.; Leach, R.; Senin, N.; Thompson, A.; Ramsey, A.; Bate, D.; Woolliams, P.; Brown, S.; Blunt, L. An interlaboratory comparison of X-ray computed tomography measurement for texture and dimensional characterisation of additively manufactured parts. Addit. Manuf. 2018, 23, 422–432. [Google Scholar] [CrossRef]
- Wits, W.W.; Carmignato, S.; Zanini, F.; Vaneker, T.H. Porosity testing methods for the quality assessment of selective laser melted parts. CIRP Ann. 2016, 65, 201–204. [Google Scholar] [CrossRef]
- Fieres, J.; Schumann, P.; Reinhart, C. Predicting failure in additively manufactured parts using X-ray computed tomography and simulation. Procedia Eng. 2018, 213, 69–78. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of defect generation in Ti–6Al–4V parts made using powder bed fusion additive manufacturing processes. Addit. Manuf. 2014, 1–4, 87–98. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]
- Chen, Z.; Wu, X.; Tomus, D.; Davies, C.H. Surface roughness of Selective Laser Melted Ti-6Al-4V alloy components. Addit. Manuf. 2018, 21, 91–103. [Google Scholar] [CrossRef]
- Tian, Y.; Tomus, D.; Rometsch, P.; Wu, X. Influences of processing parameters on surface roughness of Hastelloy X produced by selective laser melting. Addit. Manuf. 2017, 13, 103–112. [Google Scholar] [CrossRef]
- Safdar, A.; He, H.; Wei, L.; Snis, A.; de Paz, L.E.C. Effect of process parameters settings and thickness on surface roughness of EBM produced Ti-6Al-4V. Rapid Prototyp. J. 2012, 18, 401–408. [Google Scholar] [CrossRef]
- Robinson, J.; Ashton, I.; Fox, P.; Jones, E.; Sutcliffe, C. Determination of the effect of scan strategy on residual stress in laser powder bed fusion additive manufacturing. Addit. Manuf. 2018, 23, 13–24. [Google Scholar] [CrossRef]
- Salmi, A.; Atzeni, E.; Iuliano, L.; Galati, M. Experimental Analysis of Residual Stresses on AlSi10Mg Parts Produced by Means of Selective Laser Melting (SLM). Procedia CIRP 2017, 62, 458–463. [Google Scholar] [CrossRef]
- Seifi, M.; Gorelik, M.; Waller, J.; Hrabe, N.; Shamsaei, N.; Daniewicz, S.; Lewandowski, J.J. Progress Towards Metal Additive Manufacturing Standardization to Support Qualification and Certification. JOM 2017, 69, 439–455. [Google Scholar] [CrossRef]
- Teng, C.; Pal, D.; Gong, H.; Zeng, K.; Briggs, K.; Patil, N.; Stucker, B. A review of defect modeling in laser material processing. Addit. Manuf. 2017, 14, 137–147. [Google Scholar] [CrossRef]
- Choi, H.; Byun, J.M.; Lee, W.; Bang, S.R.; Kim, Y.D. Research Trend of Additive Manufacturing Technology— A = B + C + D + E, add Innovative Concept to Current Additive Manufacturing Technology: Four Conceptual Factors for Building Additive Manufacturing Technology. J. Korean Powder Metall. Inst. 2016, 23, 149–169. [Google Scholar] [CrossRef]
- Joshi, S.C.; Sheikh, A.A. 3D printing in aerospace and its long-term sustainability. Virtual Phys. Prototyp. 2015, 10, 175–185. [Google Scholar] [CrossRef]
- Baufeld, B.; Brandl, E.; van der Biest, O. Wire based additive layer manufacturing: Comparison of microstructure and mechanical properties of Ti–6Al–4V components fabricated by laser-beam deposition and shaped metal deposition. J. Mater. Process. Technol. 2011, 211, 1146–1158. [Google Scholar] [CrossRef]
- Roberts, C.E.; Bourell, D.; Watt, T.; Cohen, J. A Novel Processing Approach for Additive Manufacturing of Commercial Aluminum Alloys. Phys. Procedia 2016, 83, 909–917. [Google Scholar] [CrossRef] [Green Version]
- Romano, S.; Bruckner-Foit, A.; Brandao, A.; Gumpinger, J.; Ghidini, T.; Beretta, S. Fatigue properties of AlSi10Mg obtained by additive manufacturing: Defect-based modelling and prediction of fatigue strength. Eng. Fract. Mech. 2018, 187, 165–189. [Google Scholar] [CrossRef]
- Kelly, S.M. Volume 1: Development and Measurement Analysis of Design Data for Laser Powder Bed Fusion Additive Manufacturing of Nickel Alloy 625; Deliverable under Cooperative Agreement No. 70NANB12H26. EWI Technical Report; National Institute of Standards and Technology, United States Department of Commerce: Gaithersburg, MD, USA, 2014.
- Johnson, A.S.; Shuai, S.; Shamsaei, N.; Thompson, S.M.; Bian, L. Fatigue behaviour and failure mechanisms of direct laser deposited inconel 718. In Proceedings of the Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference: University of Texas in Austin, Austin, TX, USA, 8–10 August 2016; pp. 499–511. [Google Scholar]
- Amsterdam, E.; Kool, G.A. High Cycle Fatigue of Laser Beam Deposited Ti-6Al-4V and Inconel 718. In ICAF 2009, Bridging the Gap between Theory and Operational Practice; Springer: Dordrecht, The Netherlands, 2009; pp. 1261–1274. [Google Scholar]
- Bauer, T.; Dawson, K.; Spierings, A.B.; Wegener, K. Microstructure and Mechanical Characterisation of SLM Processed Haynes ® 230 ®; Technical Report; Laboratory for Freeform Fabrication, University of Texas: Austin, TX, USA, 2011. [Google Scholar]
- Murr, L. Metallurgy of additive manufacturing: Examples from electron beam melting. Addit. Manuf. 2015, 5, 40–53. [Google Scholar] [CrossRef]
- Walton, D.; Moztarzadeh, H. Design and Development of an Additive Manufactured Component by Topology Optimisation. Procedia CIRP 2017, 60, 205–210. [Google Scholar] [CrossRef]
- Uriondo, A.; Esperon-Miguez, M.; Perinpanayagam, S. The present and future of additive manufacturing in the aerospace sector: A review of important aspects. Proc. Inst. Mech. Eng. Part G J. Aerosp. Eng. 2015, 229, 2132–2147. [Google Scholar] [CrossRef]
- Liu, C.; Du, Z.; Zhang, W.; Zhu, Y.; Guo, X. Additive Manufacturing-Oriented Design of Graded Lattice Structures Through Explicit Topology Optimization. J. Appl. Mech. 2017, 84, 081008. [Google Scholar] [CrossRef]
- Brackett, D.; Ashcroft, I.; Hague, R. Topology Optimization for Additive Manufacturing. Available online: https://sffsymposium.engr.utexas.edu/Manuscripts/2011/2011-27-Brackett.pdf (accessed on 25 June 2019).
- Maskery, I.; Aboulkhair, N.; Aremu, A.; Tuck, C.; Ashcroft, I.; Wildman, R.; Hague, R. A mechanical property evaluation of graded density Al-Si10-Mg lattice structures manufactured by selective laser melting. Mater. Sci. Eng. A 2016, 670, 264–274. [Google Scholar] [CrossRef] [Green Version]
- Ferguson, I.; Frecker, M.; Simpson, T.W.; Dickman, C.J. Topology Optimization Software for Additive Manufacturing: A Review of Current Capabilities and a Real-World Example. In Volume 2A: 42nd Design Automation Conference; ASME: Charlotte, NC, USA, 2016. [Google Scholar]
- Clausen, A. Topology Optimization for Additive Manufacturing. Ph.D. Thesis, DTU Mechanical Engineering, Technical University of Denmark, Lyngby, Denmark, 2016. [Google Scholar]
- Das, P.; Chandran, R.; Samant, R.; Anand, S. Optimum Part Build Orientation in Additive Manufacturing for Minimizing Part Errors and Support Structures. Procedia Manuf. 2015, 1, 343–354. [Google Scholar] [CrossRef] [Green Version]
- Gaynor, A.T.; Guest, J.K. Topology optimization considering overhang constraints: Eliminating sacrificial support material in additive manufacturing through design. Struct. Multidiscip. Optim. 2016, 54, 1157–1172. [Google Scholar] [CrossRef]
- Guo, X.; Zhou, J.; Zhang, W.; Du, Z.; Liu, C.; Liu, Y. Self-supporting structure design in additive manufacturing through explicit topology optimization. Comput. Methods Appl. Mech. Eng. 2017, 323, 27–63. [Google Scholar] [CrossRef] [Green Version]
- Zhao, D.; Li, M.; Liu, Y. Self-supporting Topology Optimization for Additive Manufacturing. CoRR 2017, arXiv:1708.07364. [Google Scholar]
- Allaire, G.; Dapogny, C.; Estevez, R.; Faure, A.; Michailidis, G. Structural optimization under overhang constraints imposed by additive manufacturing technologies. J. Comput. Phys. 2017, 351, 295–328. [Google Scholar] [CrossRef] [Green Version]
- Mirzendehdel, A.M.; Suresh, K. Support structure constrained topology optimization for additive manufacturing. Comput. Aided Des. 2016, 81, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Langelaar, M. Topology optimization of 3D self-supporting structures for additive manufacturing. Addit. Manuf. 2016, 12, 60–70. [Google Scholar] [CrossRef] [Green Version]
- Gaynor, A.T. Topology Optimization Algorithms for Additive Manufacturing. Ph.D. Thesis, The Johns Hopkins University, Baltimore, MD, USA, 2015. [Google Scholar]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Seifi, M.; Salem, A.; Beuth, J.; Harrysson, O.; Lewandowski, J.J. Overview of Materials Qualification Needs for Metal Additive Manufacturing. JOM 2016, 68, 747–764. [Google Scholar] [CrossRef] [Green Version]
- ESA Open Invitation to Tender AO9085. Development of Embedded Thermal Functions in Structural Parts Using 3D Printing. Available online: http://www2.rosa.ro/index.php/en/esa/oferte-furnizori/2318-development-of-embedded-thermal-functions-in-structural-parts-using-3d-printing (accessed on 25 June 2019).
- ESA Open Invitation to Tender AO9112. Development of One Single Part Integrating Waveguide Filter, Bends, Coupler, Supporting Structures by Additive Manufacturing. Available online: http://www2.rosa.ro/index.php/en/esa/oferte-furnizori/2378-development-of-one-single-part-integrating-waveguide-filter-bends-coupler-supporting-structures-by-additive-manufacturing (accessed on 25 June 2019).
- Energetics Incorporated. Measurement Science Roadmap for Metal-Based Additive Manufacturing: Workshop Summary Report; Technical Report; NIST: Maryland, DC, USA, 2013.
- ESA Open Invitation to Tender AO9094. Advanced Aluminium Alloys Tailored for Additive Manufacturing Space Applications, Targeting High End Structural Spacecraft Parts. Available online: http://www2.rosa.ro/index.php/en/esa/oferte-furnizori/2359-advanced-aluminum-alloys-tailored-for-additive-manufacturing-space-applications-targeting-high-end-structural-spacecraft-parts (accessed on 25 June 2019).
- ESA Open Invitation to Tender AO 9032. Additive Manufacturing Powder Material Supply Chain: Verification and Validation. Available online: http://www2.rosa.ro/index.php/en/esa/oferte-furnizori/2337-additive-manufacturing-powder-material-supply-chain-verification-and-validation (accessed on 25 June 2019).
- Ghidini, T. An Overview of Current AM Activities at the European Space Agency: 3D Printing Additive Manufacturing—Industrial Applications; 3D Printing & Additive Manufacturing; Industrial Applications Global Summit: London, UK, 2013. [Google Scholar]
- Werkheiser, N. Overview of NASA Initiatives in 3D Printing and Additive Manufacturing; DoD Maintenance Symposium: Birmingham, UK, 2014. [Google Scholar]
- Ghidini, T. European Space Agency Perspective on Additive Manufacturing (AM): 3D Printing Additive Manufacturing—Industrial Applications; 3D Printing & Additive Manufacturing; Industrial Applications Global Summit: London, UK, 2013. [Google Scholar]
- Oerlikon. RUAG Deepens Cooperation With Oerlikon to Achieve Serial Production of 3D Printed Components for Space. Available online: additivemanufacturing.com (accessed on 12 October 2018).
- Bromberger, M. Technology Symbiosis Additive Manufacturing & Topology Optimization. In Additive Manufacturing Design & Engineering Symposium; Altair Engineering, Inc.: Troy, MI, USA, 2014. [Google Scholar]
- Aerospace: RUAG—Additive Manufacturing of Satellite Components. Available online: www.eos.info (accessed on 11 October 2018).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Criteria | Powder Bed Fusion (PBF) | Direct Energy Deposition (DED ) |
|---|---|---|
| Build speed [cm/h] | up to 170 | up to 2000 |
| Max. build size [mm] | (0.8; 0.4; 0.5) | (4.0; 2.0; 1.0) |
| Accuracy | 0.05/25 | 0.25/25 |
| Min. thickness [mm] | 0.2 | 1.0 |
| Surface quality [m] | Ra 10 | Ra 20 |
| Design Freedom | High | Low |
| Applications | Rapid prototyping | Repairing parts |
| High end parts | Adding features (i.e., ribs and lugs) |
| Technology | Advantages | Disadvantages | Machines Companies |
|---|---|---|---|
| Shared specs | Cost effective | Powder exit points | Arcan (Sweden) |
| Geometrical complexity | Quality powder dependent | EOS (Germany) | |
| High resolution | Powder quantity | Concept laser Cusing (Germany) | |
| EBM | Minimal residual stress | Build rate | MTT (Germany) |
| No thermal treatments | Powder variety | Phoenix System Group (France) | |
| Mechanical strength | Vacuum atmosphere | Renishaw (UK) | |
| Malleability | Surface finish | Realizer (Germany) | |
| Cost | 3D Systems (USA) | ||
| SLM | Mechanical strength | Build rate | Matsuura (Japan) |
| Surface finish | Residual stress | Trumf (Germany) | |
| Stress relief/HIP | Voxeljet (Germany) | ||
| Malleability | ExOne (USA) | ||
| Inert atmosphere | |||
| SLS | Build rate | Polymeric binder | |
| Foot print | Thermal treatments | ||
| Mechanical strength | |||
| DMLS | Build rate | Mechanical strength | |
| Low density |
| Technology | Advantages | Disadvantages | Machines Companies |
|---|---|---|---|
| LENS/DLF/DMD | Build rate | Surface finish | Optomec (USA) |
| LBDM/LFF | Foot print | Geometrical complexity | InssTek (USA) |
| Microstructure control | Resolution | Irepa Laser (France) | |
| Mechanical strength | Controlled atmosphere | Trumpf (Germany) | |
| Repair tool | Metal variety | Sciaky (USA) | |
| Coating tool | Residual stress | BeAM (USA) | |
| Stress relief/HIP | |||
| EBAM | High build rate | Surface finish | |
| Foot print | Geometrical complexity | ||
| Microstructure control | Poor resolution | ||
| Mechanical strength | Vacuum atmosphere | ||
| Residual stress | Metal variety | ||
| No thermal treatments | |||
| Plasma | Very high build rate | Microstructure control | Ramlab (Netherlands) |
| Cost | Geometrical complexity | ||
| Resolution | |||
| Thermal treatments | |||
| Accuracy | |||
| Surface finish |
| Defect | Process PBF/DED | Description | Inspection Methods |
|---|---|---|---|
| Vaporization of Alloy Elements | Both | Loss of alloy elements due to vaporization compromises mechanical strength | X-Ray EDS (NDI) |
| EPMA (NDI) | |||
| ICP mass spectrometry (DI) | |||
| Porosity and voids | Both | Quality Powder: Hollow powder (gas entrapment) | X-Ray CT (NDI) |
| Process instabilities (keyhole voids, lack of penetration, …) | SEM (NDI) | ||
| Surface Roughness | Both | “Stair step effect”, humping effect and powder poor melting | Profilometer (NDI) |
| SEM (NDI) | |||
| Cracking | Both | Uneven contraction of deposited material builds up stress until strength limit originating fracture | Vickers micro-indentation (Indirect measure and DI) |
| Hole drilling combined laser holography and/or strain gauges (DI) | |||
| X-Ray and Neutron diffraction (NDI) | |||
| Delamination | PBF | ECT (NDI) | |
| Distortion | Both | Residual stress leads to strains → Out of tolerance | Conventional Metrology (NDI) |
| Trapped Powder | PBF | Hollow Structures needs powder extraction points | CT ( NDI) |
| RT (NDI) |
| Commercial Software | Developer | FEA Solver | Analysis Regime | Smoothing/Export |
|---|---|---|---|---|
| Dreamcatcher | Autodesk | Standalone | S,E | Yes/Yes |
| Within Enhance | Autodesk | Standalone | S,E | Yes/Yes |
| Tosca | Dassault Systemes | Ansys/Abaqus /Nastran | S,E,D | Yes/Yes |
| ATOM | Dassault Systemes | Abaqus | S,E | Yes/Yes |
| Ansys | Standalone | S,E,D | Yes/Yes | |
| Sol200 | MSC | Standalone | S,E,D | Yes/Yes |
| Optistruct | Altair | Standalone | S,E,D | Yes/Yes |
| Vanderplaats Genesis | VRand | Ansys | S,E,D | Yes/Yes |
| Solid Thinking Inspire | Solid Thinking | Optisttruct | S,E,D | Yes/Yes |
| PERMAS-TOPO | Intes | Standalone | S,E,D | Yes/Yes |
| FEMtools Optimization | Dynamic Design Solutions | Ansys/Abaqus /Nastran | S,E,D | No/No |
| OPTISHAPE-TS | Quint Corporation | Ansys | S,E,D | Yes/Yes |
| ParetoWorks | Sciart Rethinking Design | Standalone | S | No/Yes |
| ProTop | CAESS | Standalone | S,E | Yes/Yes |
| Educational Tools | ||||
| BESO 3D | RMIT University | Abaqus | S | No/No |
| Topostruct | Sawapan | Standalone | S | No/No |
| ToPy | William Hunter | Standalone | S | No/No |
| TRINITAS | Linköping University | Standalone | S | No/No |
| TopOpt | TopOpt Research Group | Standalone | S | No/No |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barroqueiro, B.; Andrade-Campos, A.; Valente, R.A.F.; Neto, V. Metal Additive Manufacturing Cycle in Aerospace Industry: A Comprehensive Review. J. Manuf. Mater. Process. 2019, 3, 52. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp3030052
Barroqueiro B, Andrade-Campos A, Valente RAF, Neto V. Metal Additive Manufacturing Cycle in Aerospace Industry: A Comprehensive Review. Journal of Manufacturing and Materials Processing. 2019; 3(3):52. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp3030052
Chicago/Turabian StyleBarroqueiro, B., A. Andrade-Campos, R. A. F. Valente, and V. Neto. 2019. "Metal Additive Manufacturing Cycle in Aerospace Industry: A Comprehensive Review" Journal of Manufacturing and Materials Processing 3, no. 3: 52. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp3030052