Laser Powder Bed Fusion with Intentionally-Seeded Porosity for Prototyping of Powder Metallurgy Parts


Abstract
:1. Introduction
2. Methodology
2.1. Powder Manufacturing
2.1.1. Powder Preparation
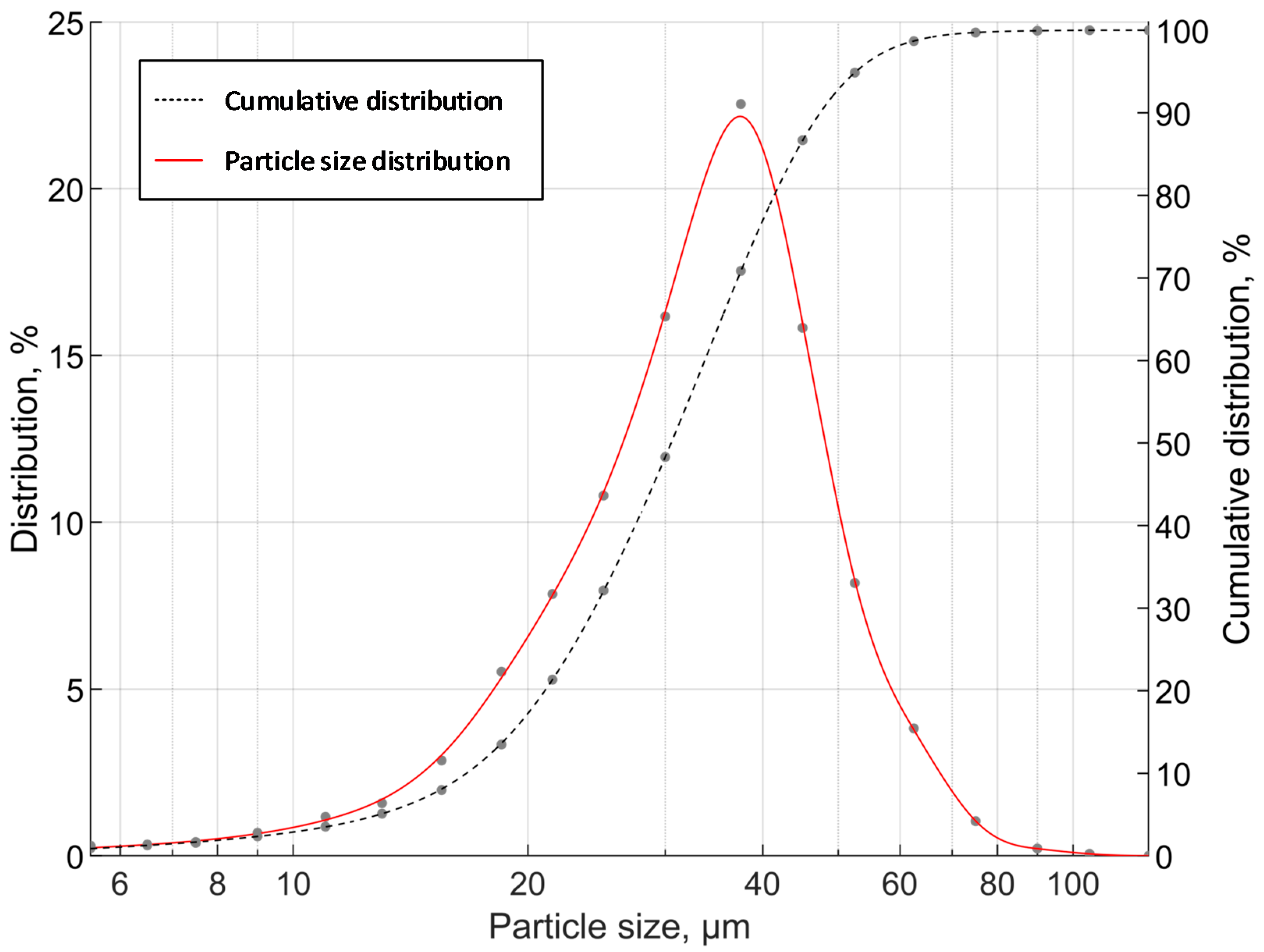
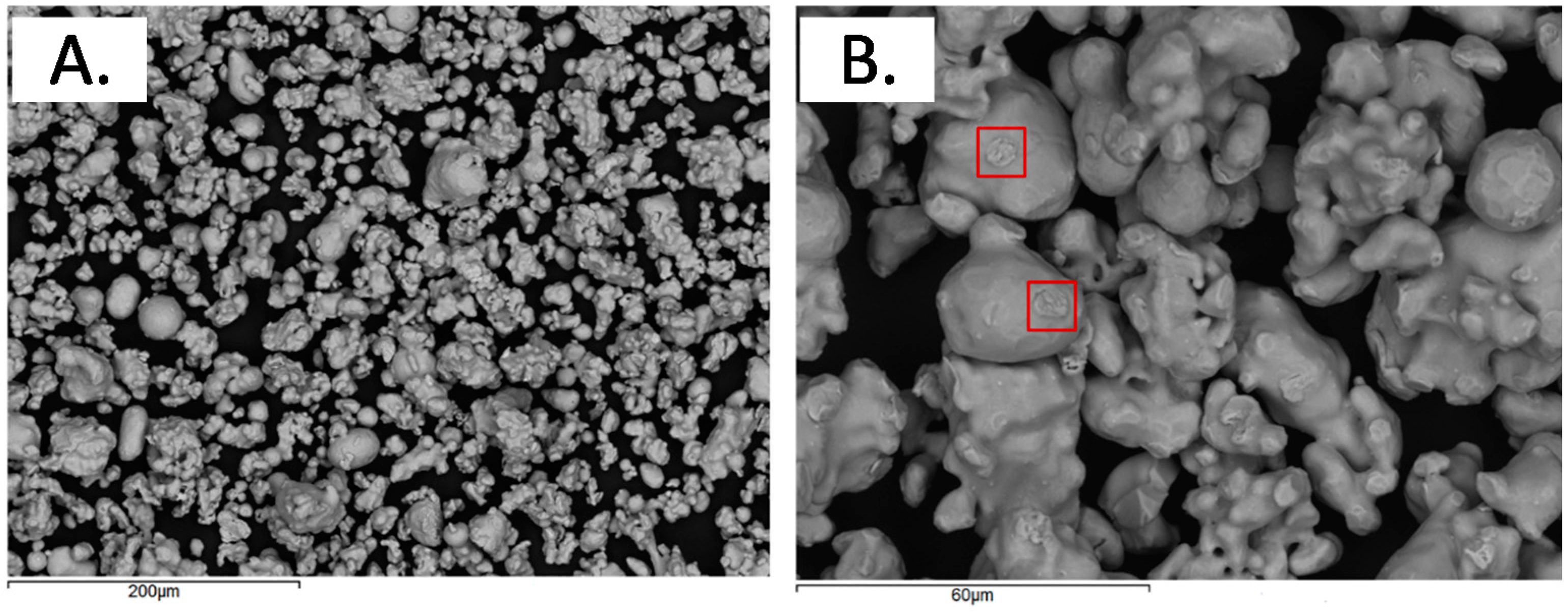
2.1.2. Powder Characterization
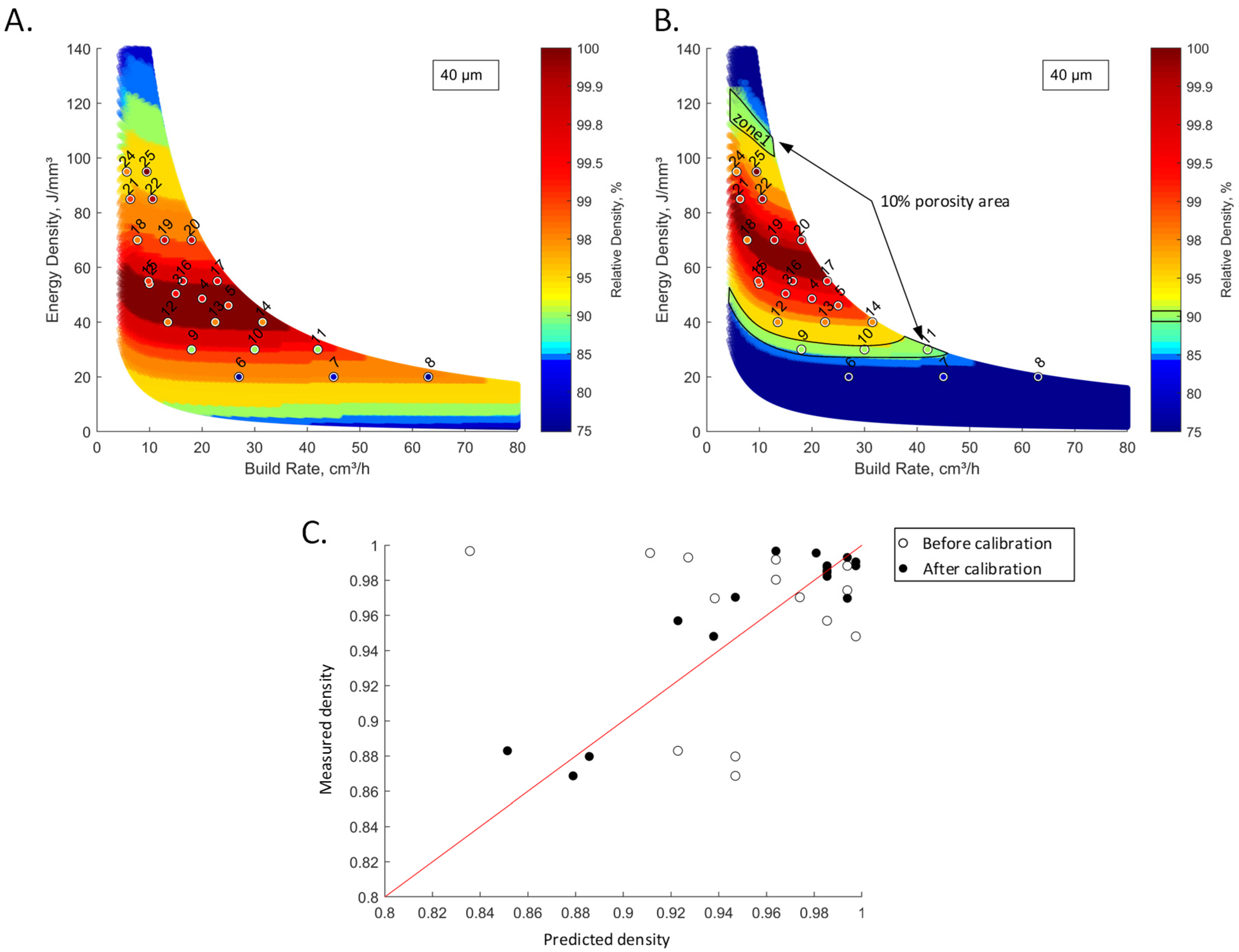
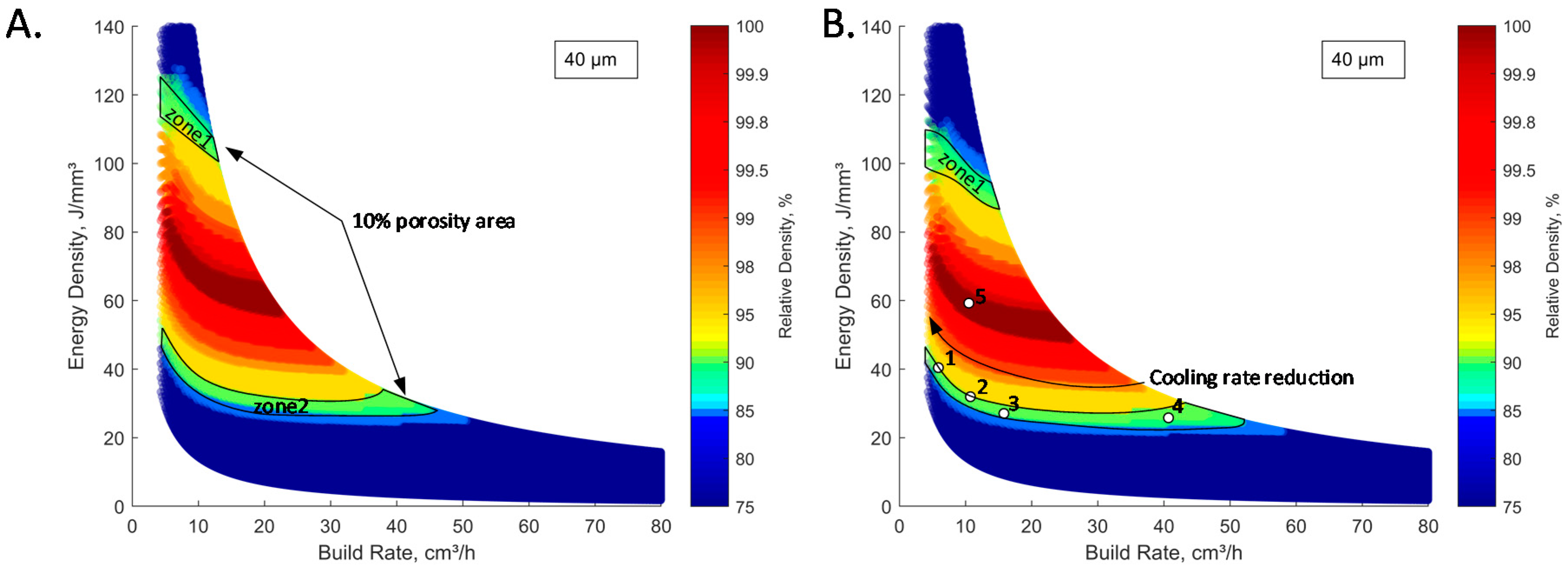
2.2. Laser Powder Bed Fusion Process Calibration and Optimization
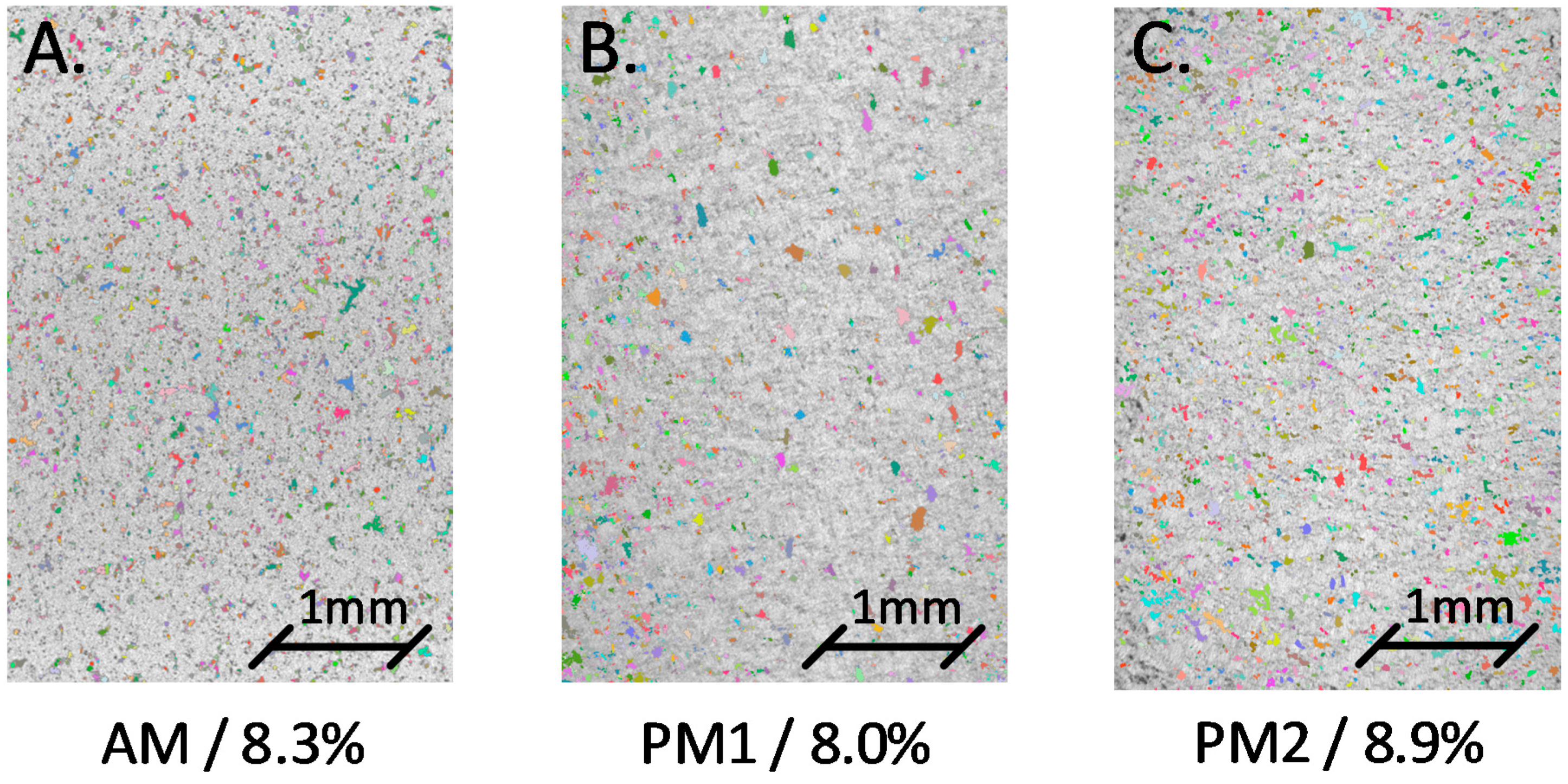
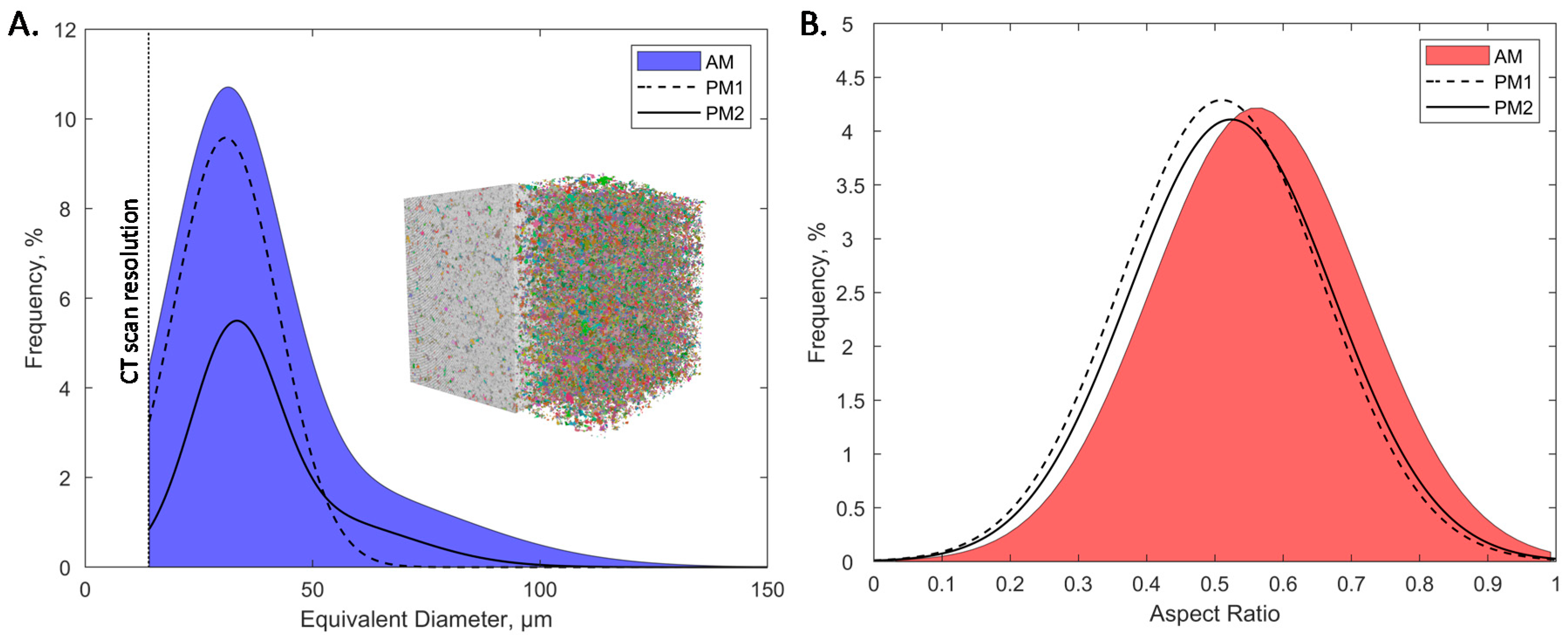
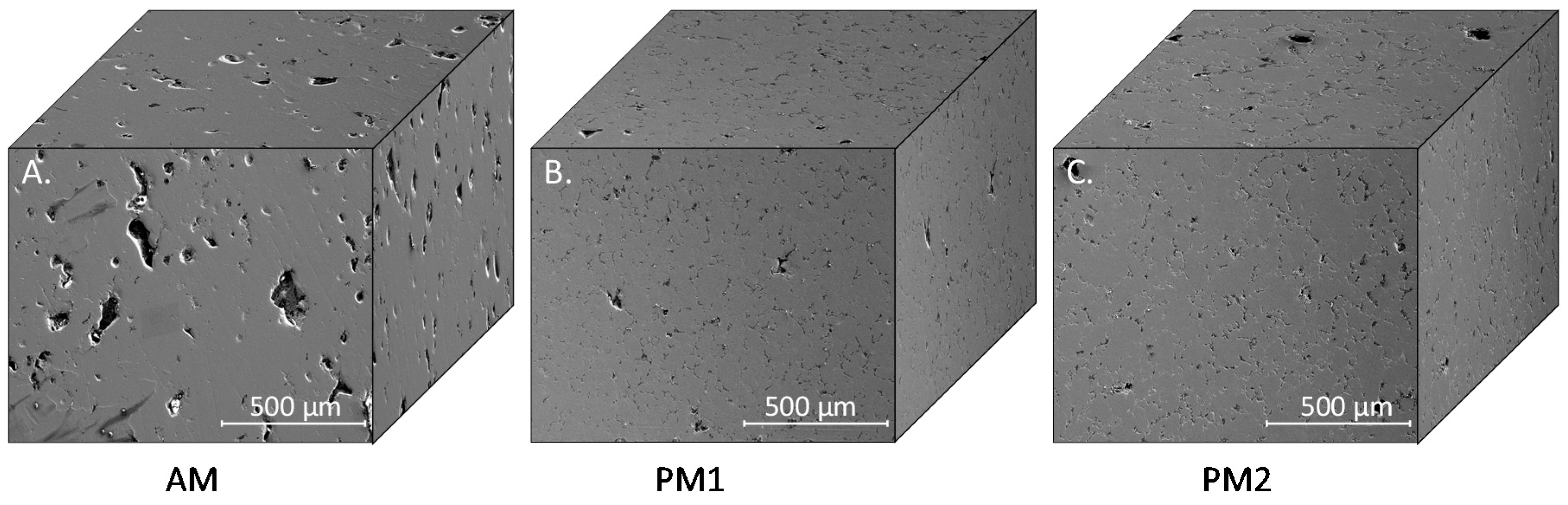
2.3. Porosity Analysis
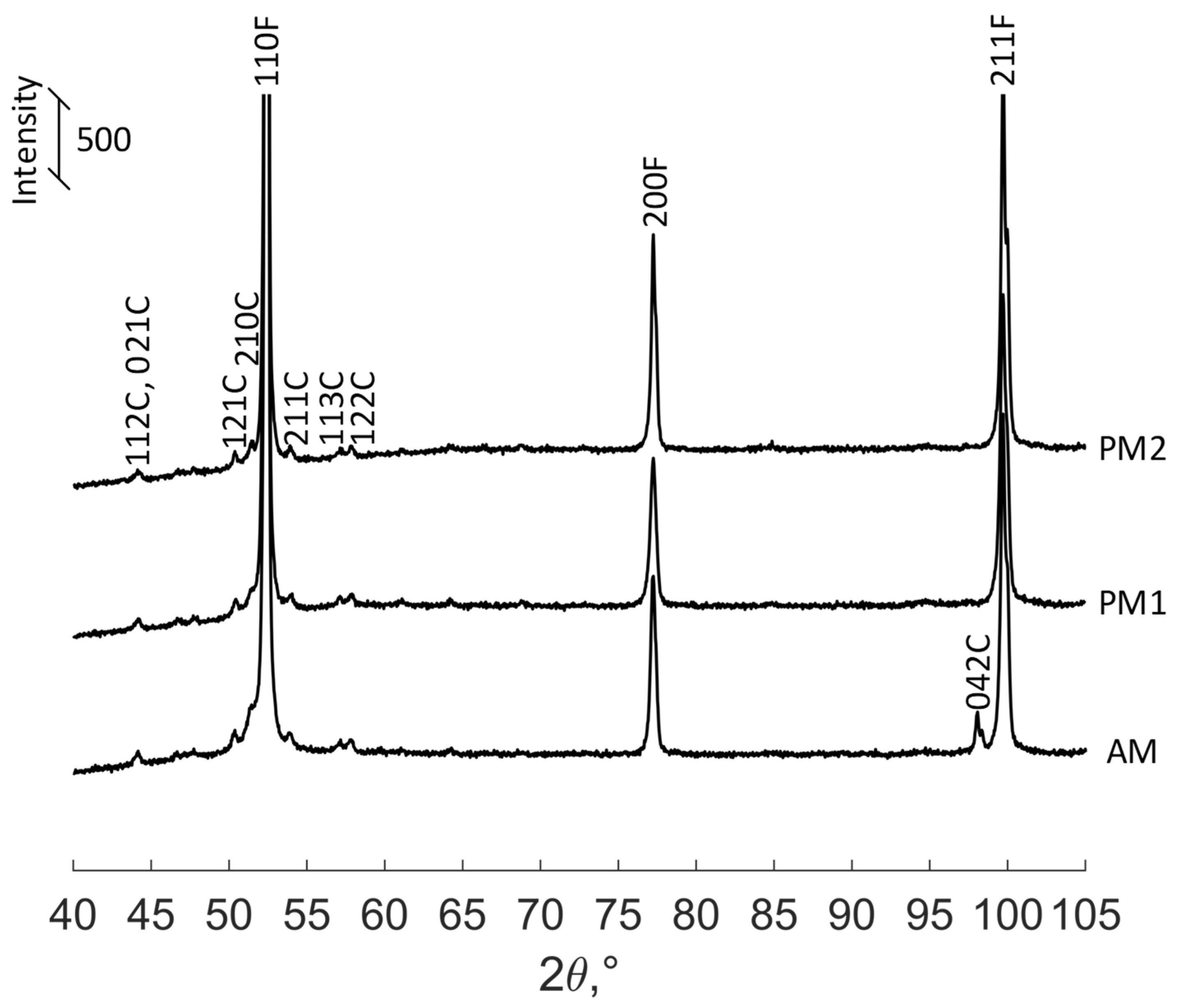
2.4. Phase Analysis
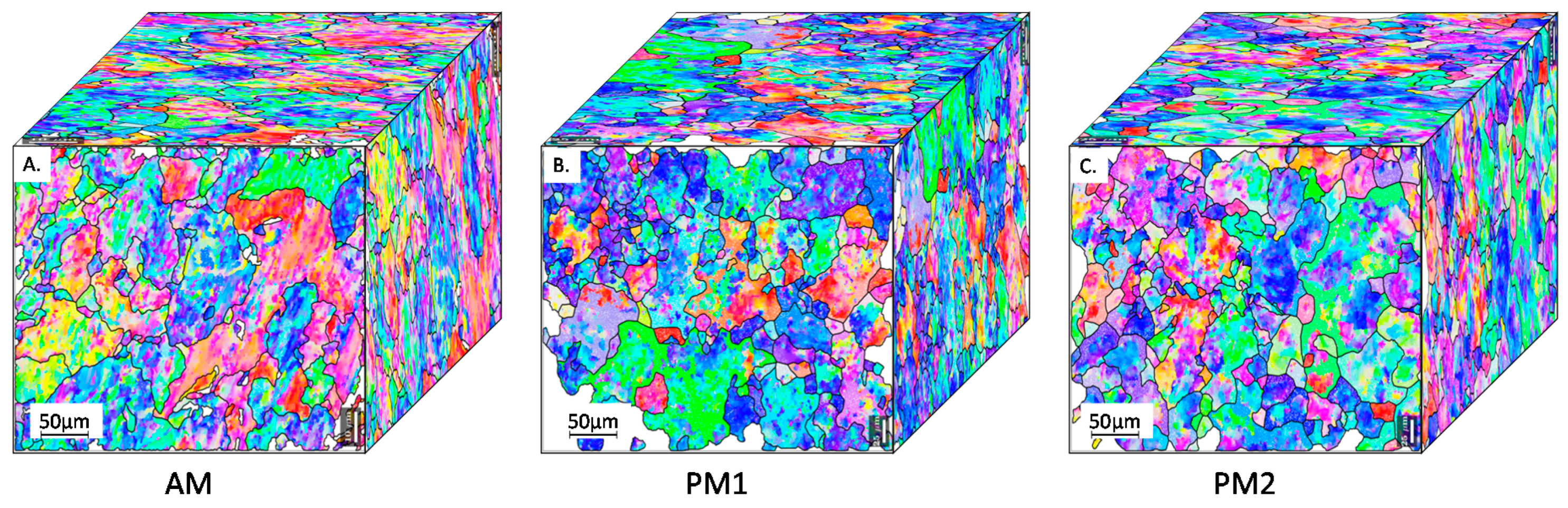
2.5. Microstructure Analysis
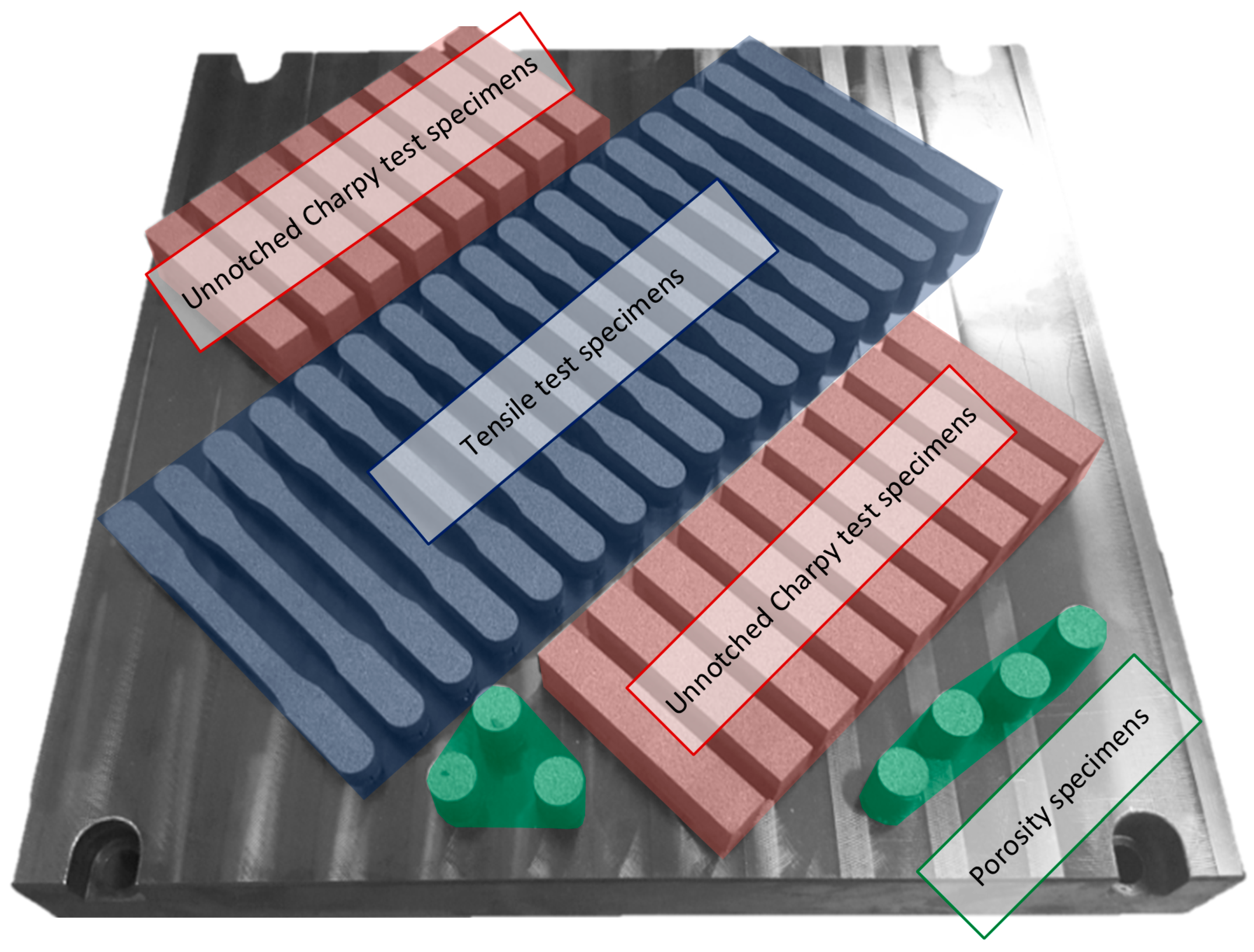
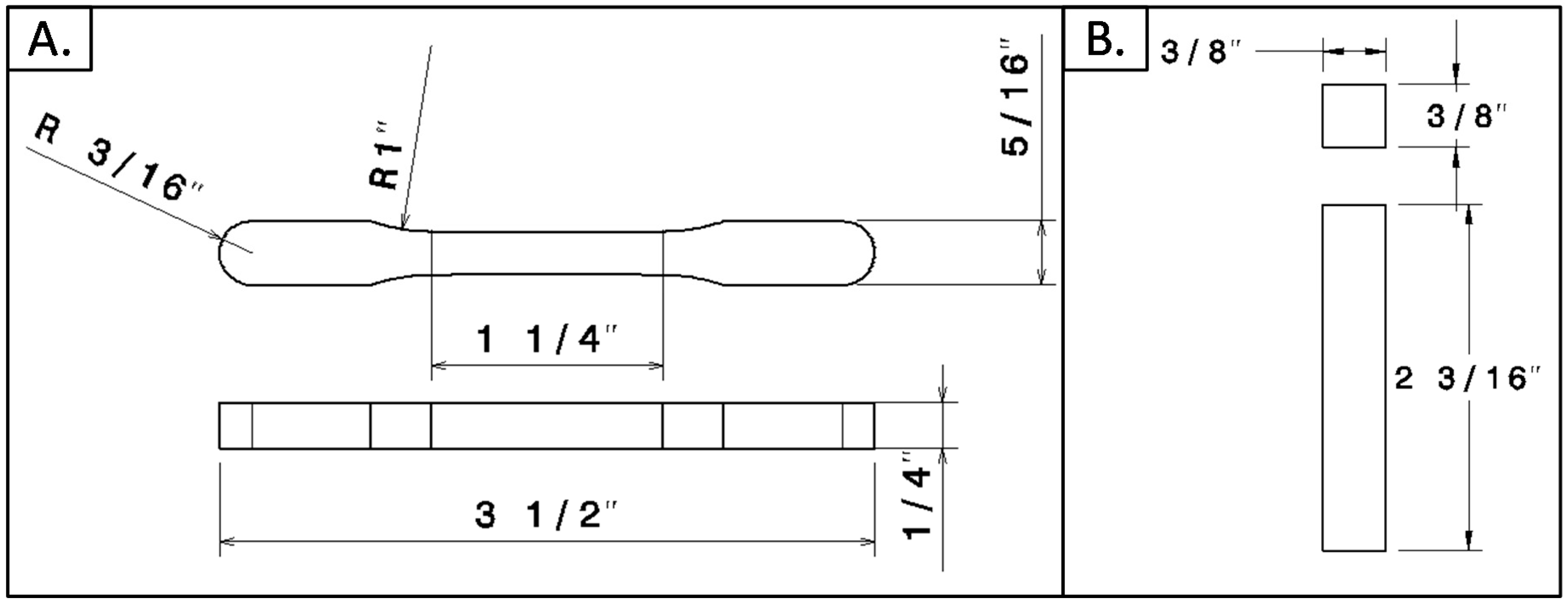
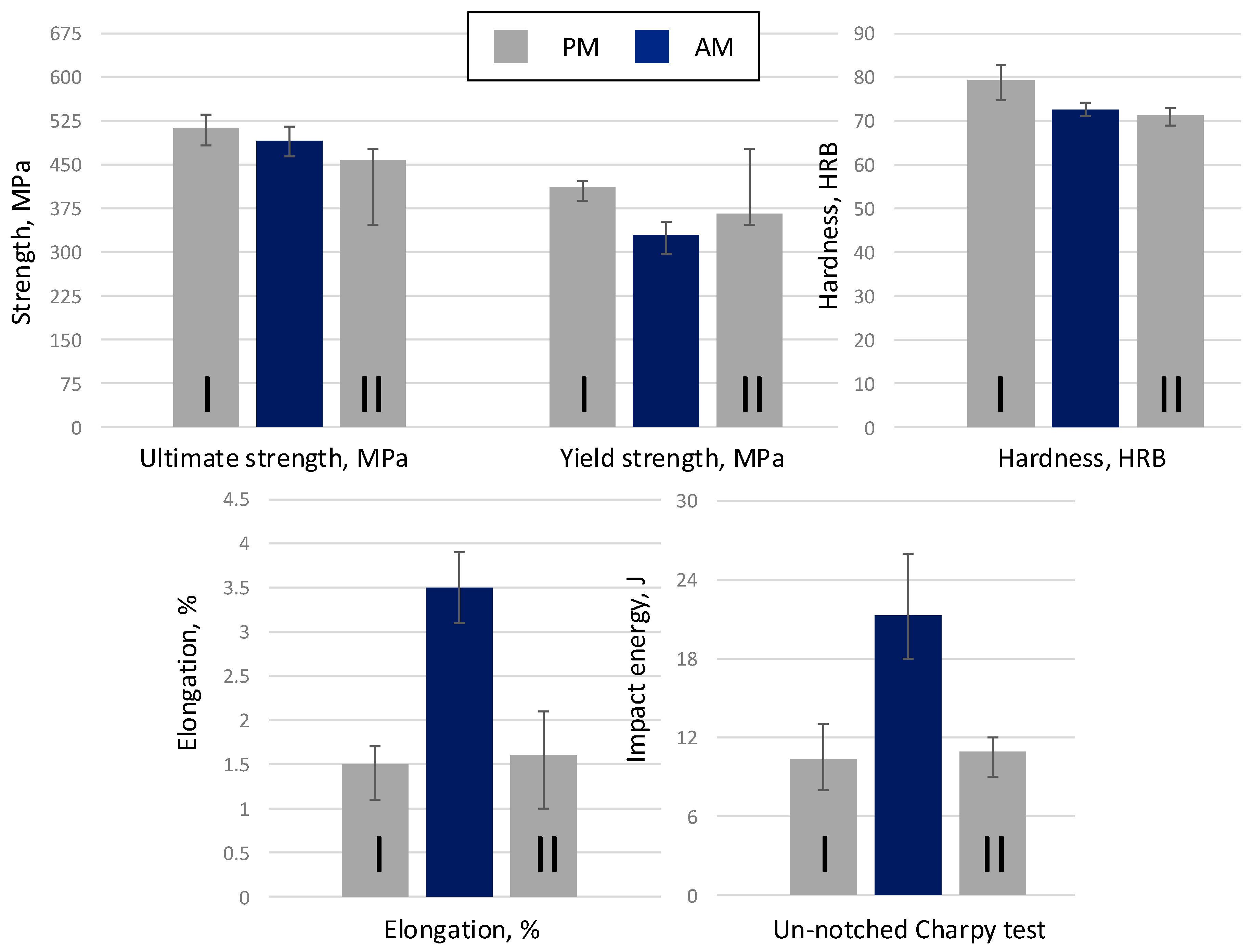
2.6. Mechanical Characterization
3. Results and Discussion
3.1. Powder Characterization
3.2. Porosity of AM and PM Specimens
3.3. Phases of AM and PM Specimens
3.4. Microstructure of AM and PM Specimens
3.5. Mechanical Properties of AM and PM Specimens
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wits, W.W.; Vaneker, T.H.; Demir, A.G.; Previtali, B.; Geurts, B.J.; Gibson, I. Pulsed mode selective laser melting of porous structures: Structural and thermophysical characterization. Addit. Manuf. 2020, 35, 101263. [Google Scholar] [CrossRef]
- Kasperovich, G.; Haubrich, J.; Gussone, J.; Requena, G. Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting. Mater. Des. 2016, 105, 160–170. [Google Scholar] [CrossRef] [Green Version]
- Poulin, J.R.; Kreitcberg, A.; Terriault, P.; Brailovski, V. Long fatigue crack propagation behavior of laser powder bed-fused inconel 625 with intentionally-seeded porosity. Int. J. Fatigue 2019, 127, 144–156. [Google Scholar] [CrossRef]
- Poulin, J.R.; Letenneur, M.; Terriault, P.; Brailovski, V. Influence of intentionally-induced porosity and post-processing conditions on the mechanical properties of laser powder bed fused inconel 625. Struct. Integr. Addit. Manuf. Parts 2018, STP1620-EB, 294–312. [Google Scholar]
- James, B.W.; West, G. Ferrous powder metallurgy materials. In ASM Handbook; ASM Intenational: Geauga County, OH, USA, 1998; Volume 7, pp. 751–768. [Google Scholar]
- Sanderow, H.I. High-temperature sintering of ferrous powder metallurgy components. In ASM Handbook; ASM Intenational: Geauga County, OH, USA, 1998; Volume 7, pp. 828–833. [Google Scholar]
- Moravej, M.; Bailon-Poujol, I.; Labrecque, C.; Khole, P. Characterization of Iron Powder Mixes Prepared with a Compressible Iron Powder. In Proceedings of the PM16 International conference on Powder Metallurgy for Automotive and Engineering Industries, Pune, India, 21 January 2016. [Google Scholar]
- Federation, M.P.I. Standard test methods for metal powders and powder metallurgy products. In Standard 28: Determination of Apparent Density of Non-Free-Flowing Metal Powders Using the Carney Apparatus; Metal Powder Industries Federation: Princeton, NJ, USA, 2019. [Google Scholar]
- Federation, M.P.I. Standard test methods for metal powders and powder metallurgy products. In Standard 46: Determination of Tap Density of Metal Powders; Metal Powder Industries Federation: Princeton, NJ, USA, 2019. [Google Scholar]
- Letenneur, M.; Brailovski, V.; Kreitcberg, A.; Paserin, V.; Bailon-Poujol, I. Laser Powder Bed Fusion of Water-Atomized Iron-Based Powders: Process Optimization. J. Manuf. Mater. Process. 2017, 1, 23. [Google Scholar] [CrossRef] [Green Version]
- Kreitcberg, A.; Brailovski, V.; Prokoshkin, S. New biocompatible near-beta Ti-Zr-Nb alloy processed by laser powder bed fusion: Process optimization. J. Mater. Process. Technol. 2018, 252, 821–829. [Google Scholar] [CrossRef]
- Letenneur, M.; Kreitcberg, A.; Brailovski, V. Optimization of Laser Powder Bed Fusion Processing Using a Combination of Melt Pool Modeling and Design of Experiment Approaches: Density Control. J. Manuf. Mater. Process. 2019, 3, 21. [Google Scholar] [CrossRef] [Green Version]
- Jacob, G.; Jacob, G.; Brown, C.U.; Donmez, A. The Influence of Spreading Metal Powders with Different Particle Size Distributions on the Powder Bed Density in Laser-Based Powder Bed Fusion Processes; US Department of Commerce, National Institute of Standards and Technology: Washington, DC, USA, 2018.
- Committee, A.H. Physical Properties of Carbon and Low-Alloy Steels. In Properties and Selection: Irons, Steels, and High-Performance Alloys; ASM International: Geauga County, OH, USA, 1990. [Google Scholar]
- Bibby, M.; Parr, J.G. The Martensitic Transformation in Pure Iron; Alberta Univ Edmonton Dept of Mining and Metallurgy: Edmonton, AB, Canada, 1963. [Google Scholar]
- Videla, A.; Lin, C.-L.; Miller, J.D. Watershed Functions Applied to a 3D Image Segmentation Problem for the Analysis of Packed Particle Beds. Part. Part. Syst. Charact. 2006, 23, 237–245. [Google Scholar] [CrossRef]
- ASTM E112-13. Standard Test Methods for Determining Average Grain Size; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Federation, M.P.I. Standard test methods for metal powders and powder metallurgy products. In Standard 10: Determination of Tensile Properties of Powdered Metallurgy (PM) Materials; Metal Powder Industries Federation: Princeton, NJ, USA, 2019. [Google Scholar]
- Federation, M.P.I. Standard test methods for metal powders and powder metallurgy products. In Standard 40: Determination of Impact Energy of Unnotched Powder Metallurgy (PM) Test Specimens; Metal Powder Industries Federation: Princeton, NJ, USA, 2019. [Google Scholar]
- Letenneur, M.; Brailovski, V.; Moravej, M.; Aguirre, L. Porosity Evaluation in Compacted and Sintered Parts Using the Micro-Tomography and Metallography Techniques. In Proceedings of the International Conference on Powder Metallurgy and Particulate Material (POWDERMET), San Antonio, TX, USA, 17–20 June 2018. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AISI 1070 | ||
|---|---|---|
| Bulk | Powder (φ = 65%) | |
| Liquidus temperature, °C | 1450 | 1450 |
| Density, kg/m3 | 7800 | 5175 |
| Thermal conductivity, W/m·K | 48.4 | 32.0 |
| Specific heat capacity, J/kg·K | 532 | 532 |
| Laser absorptivity | 0.53 | 0.66 |
| MPIF | Carbon (%) | Copper (%) | Oxygen (%) | Apparent Density (g/cm3) | Flow (g/50 s) |
|---|---|---|---|---|---|
| FC-0208 | 0.7 | 1.67 | 0.07 | 2.85 | No Flow |
| Samples | Equivalent Diameter, µm | Aspect Ratio | ||||
|---|---|---|---|---|---|---|
| Mean | Minimum | Maximum | Mean | Minimum | Maximum | |
| AM | 33.2 ± 18.3 | 12 | 334 | 0.498 ± 0.17 | 0.024 | 1 |
| PM1 | 30.7 ± 14.1 | 12 | 247 | 0.451 ± 0.15 | 0.019 | 0.964 |
| PM2 | 33.9 ± 14.2 | 12 | 142 | 0.461 ± 0.15 | 0.039 | 0.956 |
| Average Grain Size, µm | Minimum Grain Size, µm | Maximum Grain Size, µm | |
|---|---|---|---|
| AM | 23.4 | 2.8 | 93 |
| PM1 | 13.9 | 2.6 | 83 |
| PM2 | 13.1 | 3.1 | 109 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Letenneur, M.; Imbrogno, P.; Molavi-Kakhki, A.; Brailovski, V. Laser Powder Bed Fusion with Intentionally-Seeded Porosity for Prototyping of Powder Metallurgy Parts. J. Manuf. Mater. Process. 2020, 4, 119. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp4040119
Letenneur M, Imbrogno P, Molavi-Kakhki A, Brailovski V. Laser Powder Bed Fusion with Intentionally-Seeded Porosity for Prototyping of Powder Metallurgy Parts. Journal of Manufacturing and Materials Processing. 2020; 4(4):119. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp4040119
Chicago/Turabian StyleLetenneur, Morgan, Pete Imbrogno, Amin Molavi-Kakhki, and Vladimir Brailovski. 2020. "Laser Powder Bed Fusion with Intentionally-Seeded Porosity for Prototyping of Powder Metallurgy Parts" Journal of Manufacturing and Materials Processing 4, no. 4: 119. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp4040119