
Hybrid Scheduling for Multi-Equipment at U-Shape Trafficked Automated Terminal Based on Chaos Particle Swarm Optimization


Abstract
:1. Introduction
2. Literature Review
3. Mathematical Model
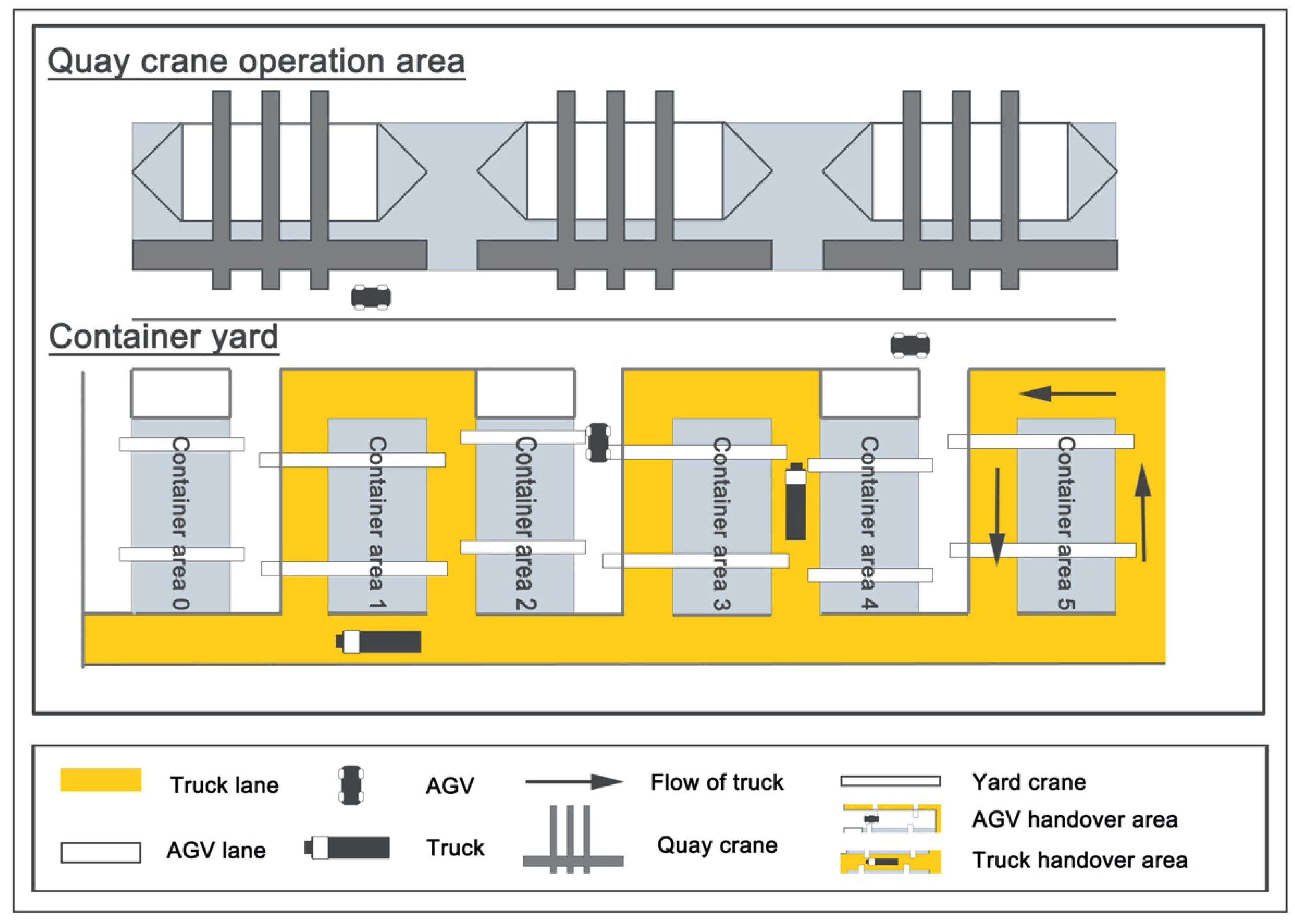
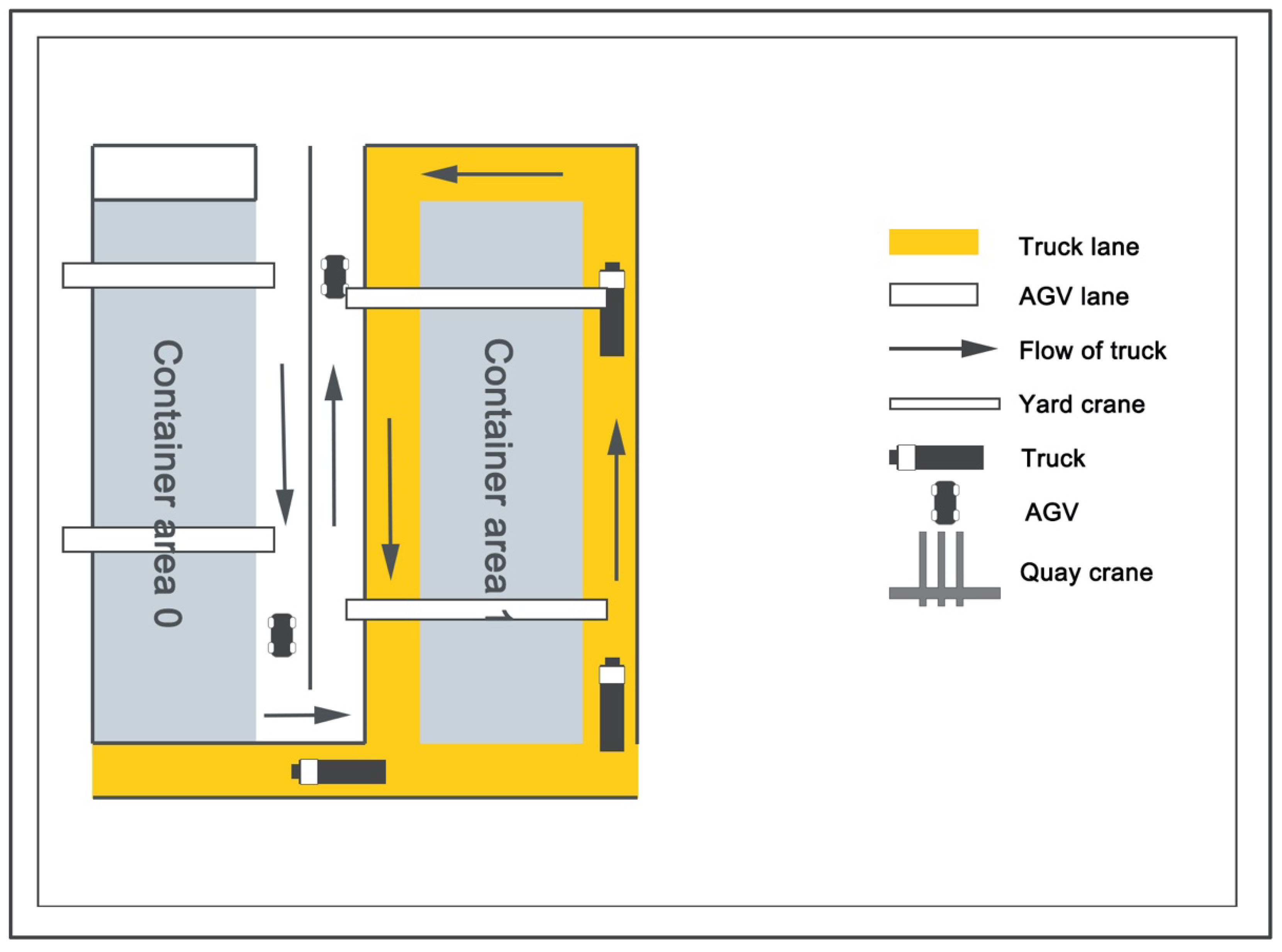
3.1. Problem Description
- AGV and ET lanes are one-way roads.
- The YC cart running 1 bay consumes one time unit.
- The speed ratio of the YC spreader empty running, the YC spreader full-load running, the YC trolley running, the YC cart empty running and the YC cart full-load running is 1:0.5:0.3:1:0.25 (the speed parameters reference those at Qinzhou Port).
- This study mainly focused on the loading and unloading operations of terminal yard.
- We assume that ET is abundant and one ET is only responsible for one container.
3.2. Notations
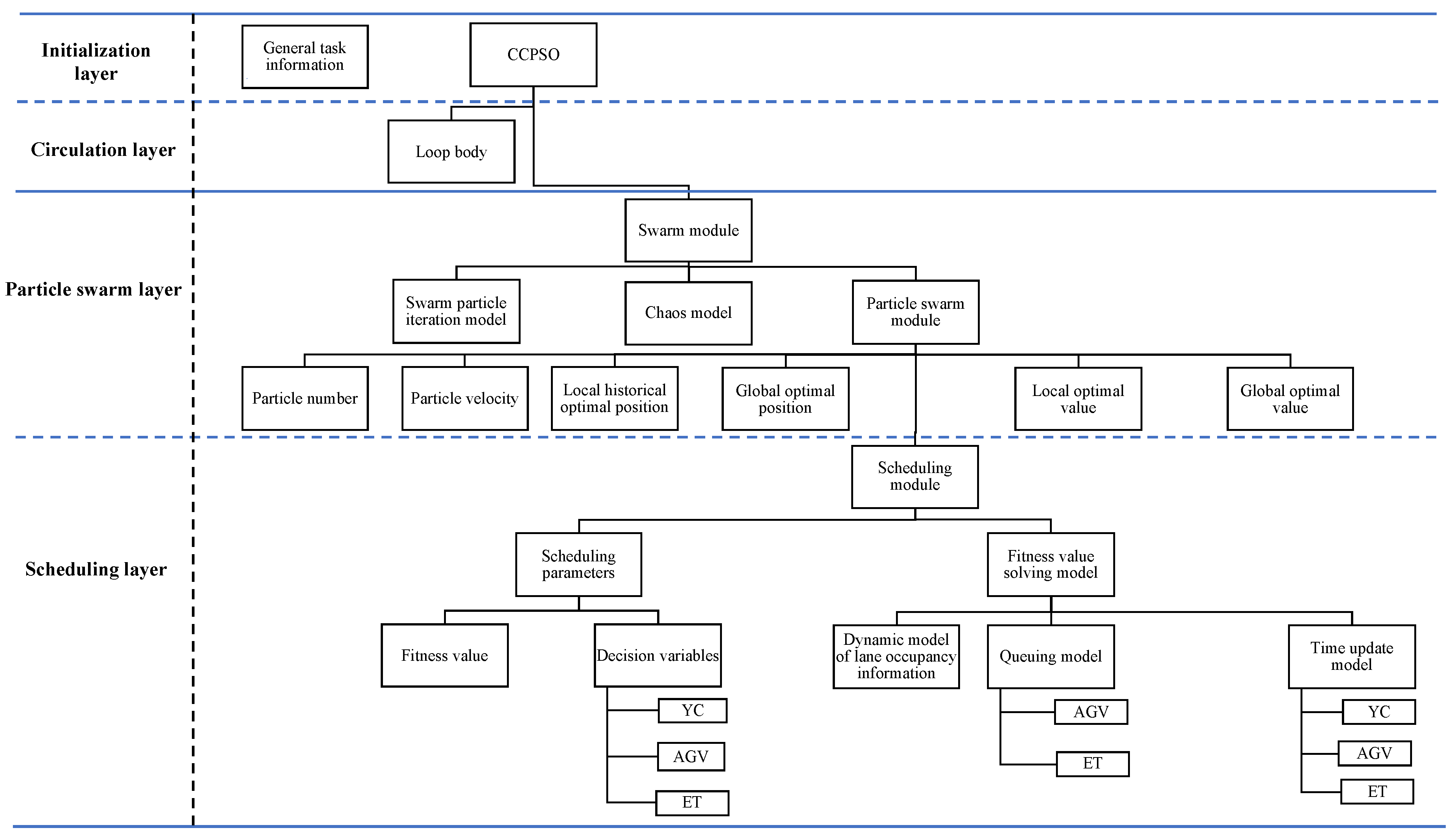
3.3. Layered Architecture
3.4. Model
3.4.1. Objective Function
3.4.2. Static and Dynamic Mixed Scheduling Strategy
(a) Static Scheduling
(b) Dynamic Scheduling
4. The Algorithm
4.1. Particle Mapping Space
4.2. Algorithm
4.2.1. Particle Velocity Control Strategy
- Begin.
- Step 1. Input particle position and velocity.
- Step 2. Update the particle position and velocity based on (39) and (40).
- Step 3. The position of particles is limited in (0, ).
- Step 4. If , turn to Step 5; otherwise, turn to Step 6; is calculated based on (41).
- Step 5. Update particle position and velocity based on (42) and (43).
- Step 6. Call fitness solving module.
- Step 7. Update the local best and the global best.
- Step 8. Turn to Step 1 until all the particles are traversed.
- End.
4.2.2. Particle Chaos Method
- Begin.
- Step 1. Input particle position and velocity.
- Step 2. Set (the probability of chaos), and generate a random number x in (0, 1). If x <, turn to Step 3; otherwise, turn to Step 4.
- Step 3. Chaos starts from the second element of the particle, and the mapping value is calculated based on the following formula:where : The position of the k-th element of the j-th dimension in the i-th particle.
- Step 4. Turn to Step 1 until all the particles are traversed.
- End.
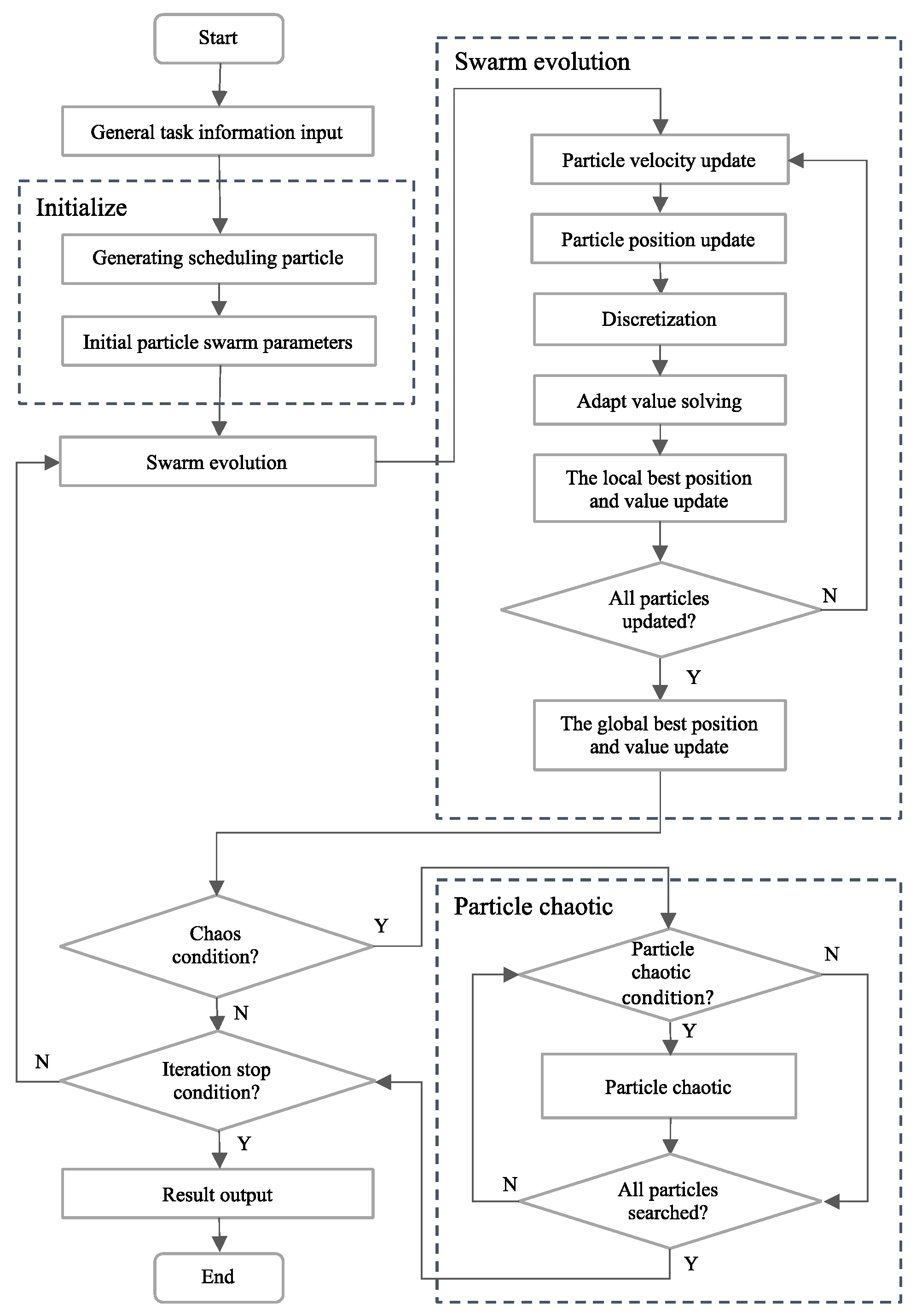
4.2.3. The Algorithm Steps
- Begin.
- Step 1. Input the general tasks information.
- Step 2. Initialize scheduling decision variable YC, AGV and ET.
- Step 3. Initialize particle swarm parameters.
- Step 4. Call the particle swarm iteration module and input the particle swarm.
- Step 5. Call the particle chaos module and input the particle swarm.
- Step 6. Turn to Step 1 until the iteration or the computation time reaches the limit value.
- End.
5. Validation and Result Analysis
5.1. Parameter Settings
5.2. Numerical Example
5.3. Simulation Comparison
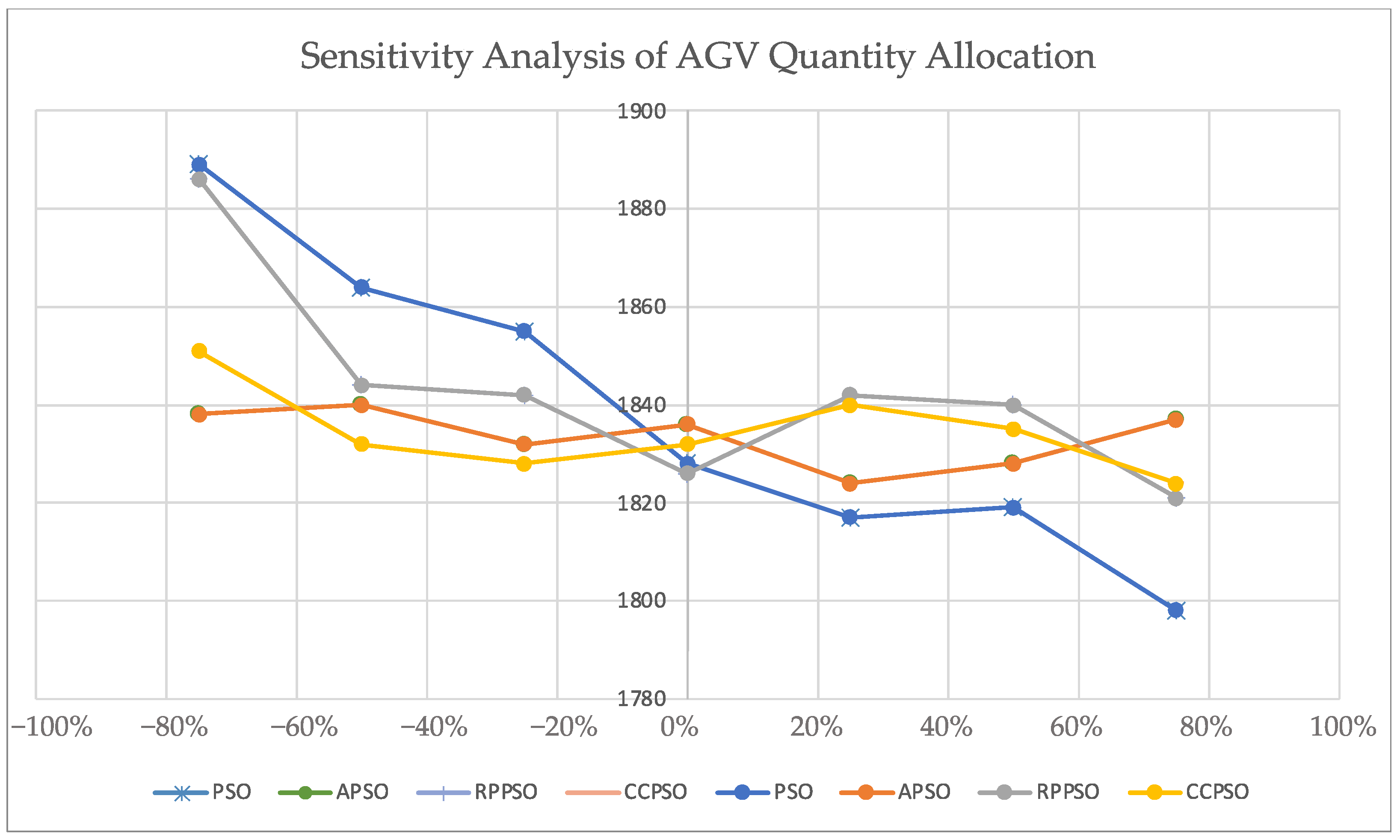
5.4. Sensitivity Analysis
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NC | Type | Block | Bay | Row | Fall |
|---|---|---|---|---|---|
| 1 | 4 | 1 | 4 | 2 | 5 |
| 2 | 1 | 0 | 3 | 1 | 5 |
| 3 | 4 | 1 | 1 | 2 | 5 |
| 4 | 1 | 1 | 4 | 2 | 2 |
| 5 | 2 | 0 | 7 | 2 | 3 |
| 6 | 1 | 0 | 6 | 2 | 1 |
| 7 | 3 | 1 | 6 | 2 | 5 |
| 8 | 4 | 1 | 1 | 2 | 2 |
| 9 | 1 | 0 | 1 | 2 | 1 |
| 10 | 2 | 0 | 1 | 3 | 1 |
| 11 | 3 | 1 | 4 | 4 | 5 |
| 12 | 3 | 1 | 2 | 1 | 2 |
| 13 | 2 | 0 | 2 | 2 | 5 |
| 14 | 1 | 1 | 5 | 2 | 3 |
| 15 | 3 | 1 | 5 | 2 | 1 |
| 16 | 2 | 1 | 2 | 2 | 4 |
| 17 | 3 | 1 | 5 | 2 | 4 |
| 18 | 3 | 1 | 5 | 3 | 3 |
| 19 | 3 | 1 | 0 | 4 | 3 |
| 20 | 3 | 1 | 7 | 2 | 5 |
| YC0 | YC1 | YC2 | YC3 | AGV0 | AGV1 | AGV2 | AGV3 | |
|---|---|---|---|---|---|---|---|---|
| 5 | 2 | 16 | 19 | 4 | 14 | 5 | 9 | 11 |
| 6 | 9 | 12 | 8 | 10 | 13 | 16 | 6 | 19 |
| 13 | 10 | 3 | 15 | 2 | 20 | |||
| 17 | 1 | 18 | ||||||
| 18 | 4 | 7 | ||||||
| 14 | 11 | 12 | ||||||
| 20 | 7 | 3 | ||||||
| 8 | ||||||||
| 1 | ||||||||
| 15 | ||||||||
| 17 |




| n | Size | Completion Time (Unit Time) | GAP (%) | |||||
|---|---|---|---|---|---|---|---|---|
| PSO | APSO | RPPSO | CCPSO | PSO | APSO | RPPSO | ||
| 1 | 50 × 2 × 50 | - | 805 | - | 802 | - | 0.374 | - |
| 2 | 50 × 2 × 100 | - | 801 | - | 786 | - | 1.908 | - |
| 3 | 50 × 2 × 150 | - | 801 | - | 786 | - | 1.908 | - |
| 4 | 50 × 2 × 200 | - | 800 | - | 784 | - | 2.041 | - |
| 5 | 50 × 4 × 50 | 805 | 809 | - | 770 | - | 5.065 | - |
| 6 | 50 × 4 × 100 | 803 | 797 | - | 763 | - | 4.456 | - |
| 7 | 50 × 4 × 150 | 793 | 784 | - | 763 | - | 2.752 | - |
| 8 | 50 × 4 × 200 | 773 | 784 | - | 763 | - | 2.752 | - |
| 9 | 100 × 8 × 50 | - | 1808 | 1846 | 1795 | - | 0.724 | 2.841 |
| 10 | 100 × 8 × 100 | - | 1792 | 1826 | 1776 | - | 0.901 | 2.815 |
| 11 | 100 × 8 × 150 | - | 1781 | 1825 | 1773 | - | 0.451 | 2.933 |
| 12 | 100 × 8 × 200 | - | 1781 | 1825 | 1763 | - | 1.021 | 3.517 |
| 13 | 100 × 16 × 100 | 1795 | 1829 | 1831 | 1793 | 0.112 | 2.008 | 2.119 |
| 14 | 100 × 16 × 150 | 1805 | 1814 | 1812 | 1764 | 2.324 | 2.834 | 2.721 |
| 15 | 100 × 16 × 200 | 1773 | 1779 | 1811 | 1761 | 0.681 | 1.022 | 2.839 |
| 16 | 100 × 16 × 250 | 1763 | 1779 | 1800 | 1760 | 0.170 | 1.080 | 2.273 |
| 17 | 100 × 16 × 300 | 1763 | 1779 | 1800 | 1766 | −0.170 | 0.736 | 1.925 |
| 18 | 100 × 16 × 350 | 1763 | 1779 | 1800 | 1755 | 0.456 | 1.368 | 2.564 |
| 19 | 200 × 8 × 50 | 3683 | 3680 | 3662 | 3658 | 0.683 | 0.601 | 0.109 |
| 20 | 200 × 8 × 150 | 3669 | 3626 | 3646 | 3581 | 2.457 | 1.257 | 1.815 |
| 21 | 200 × 8 × 250 | 3644 | 3578 | 3638 | 3560 | 2.360 | 0.506 | 2.191 |
| 22 | 200 × 8 × 550 | 3631 | 3574 | 3636 | 3555 | 2.138 | 0.534 | 2.278 |
| 23 | 200 × 8 × 650 | 3629 | 3574 | 3636 | 3555 | 2.082 | 0.534 | 2.278 |
| 24 | 200 × 8 × 750 | 3629 | 3574 | 3624 | 3578 | 1.425 | −0.112 | 1.286 |
| 25 | 200 × 16 × 50 | - | 3652 | 3644 | 3585 | - | 1.869 | 1.646 |
| 26 | 200 × 16 × 150 | - | 3622 | 3637 | 3603 | - | 0.527 | 0.944 |
| 27 | 200 × 16 × 250 | - | 3585 | 3612 | 3563 | - | 0.617 | 1.375 |
| 28 | 200 × 16 × 550 | - | 3569 | 3607 | 3536 | - | 0.933 | 2.008 |
| 29 | 200 × 16 × 650 | - | 3569 | 3607 | 3536 | - | 0.933 | 2.008 |
| 30 | 200 × 16 × 750 | - | 3569 | 3607 | 3536 | - | 0.933 | 2.008 |
| 31 | 300 × 4 × 50 | 5746 | - | 5757 | 5709 | 0.648 | - | 0.841 |
| 32 | 300 × 4 × 150 | 5735 | - | 5736 | 5695 | 0.702 | - | 0.720 |
| 33 | 300 × 4 × 250 | 5732 | - | 5735 | 5662 | 1.236 | - | 1.289 |
| 34 | 300 × 4 × 550 | 5722 | - | 5713 | 5639 | 1.472 | - | 1.312 |
| 35 | 300 × 4 × 650 | 5689 | - | 5713 | 5627 | 1.102 | - | 1.528 |
| 36 | 300 × 4 × 750 | 5685 | - | 5713 | 5627 | 1.031 | - | 1.528 |
| 37 | 300 × 8 × 50 | - | - | 5727 | 5663 | - | - | 1.130 |
| 38 | 300 × 8 × 150 | - | - | 5679 | 5656 | - | - | 0.407 |
| 39 | 300 × 8 × 250 | - | - | 5679 | 5642 | - | - | 0.656 |
| 40 | 300 × 8 × 550 | - | - | 5679 | 5633 | - | - | 0.817 |
| 41 | 300 × 8 × 650 | - | - | 5651 | 5633 | - | - | 0.320 |
| 42 | 300 × 8 × 750 | - | - | 5651 | 5618 | - | - | 0.587 |
| Average | 1.162 | 1.418 | 1.695 | |||||
References
- Sun, Z.W. The world’s First! Zhenhua Heavy Industry Releases New Technology for Container Terminal Loading and Unloading, China Water Transport Network 2019. Available online: http://app.zgsyb.com/news.html?aid=530549 (accessed on 1 October 2021).
- Beibu Gulf Port. Qinzhou Port Automated Container Terminal Completed Renovation. 2021. Available online: https://www.bbwport.cn/a/xinwenzixun/gongsixinwen/938.html (accessed on 1 October 2021).
- Bowei, X.; Depei, J.; Junjun, L.; Yongsheng, Y.; Furong, W.; Haitao, S. A hybrid dynamic method for conflict-free integrated scheduling optimization in U-shaped automated container terminals. Comput. Ind. Eng. 2021, 162, 107695. [Google Scholar] [CrossRef]
- Iris, C.; Lam, J.S.L. A review of energy efficiency in ports: Operational strategies, technologies and energy management systems. Renew. Sustain. Energy Rev. 2019, 112, 170–182. [Google Scholar] [CrossRef]
- Bish, E.K.; Leong, T.Y.; Li, C.L.; Ng, J.W.C.; Simchi-Levi, D. Analysis of a new vehicle scheduling and location problem. John Wiley Sons Ltd. 2001, 48, 363–385. [Google Scholar] [CrossRef]
- Bish, E.K. A multiple-crane-constrained scheduling problem in a container terminal. Eur. J. Oper. Res. 2003, 144, 83–107. [Google Scholar] [CrossRef]
- Heuermann, A.; Duin, H.; Gorldt, C.; Thoben, K.-D. A Concept for Predictability and Adaptability in Maritime Container Supply Chains. In Dynamics in Logistics, LDIC 2018; Freitag, M., Kotzab, H., Pannek, J., Eds.; Springer: Cham, Switzerland, 2018. [Google Scholar] [CrossRef]
- Boysen, N.; Briskorn, D.; Meisel, F. A generalized classification scheme for crane scheduling with interference. Eur. J. Oper. Res. 2017, 258, 343–357. [Google Scholar] [CrossRef]
- Ehleiter, A.; Jaehn, F. Scheduling crossover cranes at container terminals during seaside peak times. J. Heuristics 2018, 24, 899–932. [Google Scholar] [CrossRef]
- Eilken, A. A decomposition-based approach to the scheduling of identical automated yard cranes at container terminals. J. Sched. 2019, 22, 517–541. [Google Scholar] [CrossRef]
- Briskorn, D.; Zey, L. Interference aware scheduling of triple-crossover-cranes. J. Sched. 2020, 23, 465–485. [Google Scholar] [CrossRef]
- Zheng, F.; Man, X.; Chu, F.; Liu, M.; Chu, C. Two Yard Crane Scheduling With Dynamic Processing Time and Interference. IEEE Trans. Intell. Transp. Syst. 2018, 19, 3775–3784. [Google Scholar] [CrossRef]
- Dik, G.; Kozan, E. A flexible crane scheduling methodology for container terminals. Flex. Serv. Manuf. J. 2017, 29, 64–96. [Google Scholar] [CrossRef]
- Zhong, M.; Yang, Y.; Dessouky, Y.; Postolache, O. Multi-AGV scheduling for conflict-free path planning in automated container terminals. Comput. Ind. Eng. 2020, 142, 106371. [Google Scholar] [CrossRef]
- Hu, H.; Jia, X.; He, Q.; Fu, S.; Liu, K. Deep reinforcement learning based AGVs real-time scheduling with mixed rule for flexible shop floor in industry 4.0. Comput. Ind. Eng. 2020, 149, 106749. [Google Scholar] [CrossRef]
- Iris, C.; Christensen, J.; Pacino, D.; Ropke, S. Flexible ship loading problem with transfer vehicle assignment and scheduling. Transp. Res. Part B-Methodol. 2018, 111, 113–134. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; He, S.; Zhang, Y.; Tong, L.; Shang, P.; Zhou, X. Yard crane and AGV scheduling in automated container terminal: A multi-robot task allocation framework. Transp. Res. Part C 2020, 114, 241–271. [Google Scholar] [CrossRef]
- Houming, F.; Zhenfeng, G.; Lijun, Y.; Mengzhi, M. Combined configuration and scheduling optimization of dual trolley quayside crane and AGV in container terminal considering energy saving. Acta Autom. Sin. 2021, 45, 1–16. [Google Scholar]
- Iris, C.; Lam, J.S.L. Recoverable robustness in weekly berth and quay crane planning. Transp. Res. Part B-Methodol. 2019, 122, 365–389. [Google Scholar] [CrossRef]
- He, J.; Huang, Y.; Yan, W.; Wang, S. Integrated internal truck, yard crane and quay crane scheduling in a container terminal considering energy consumption. Expert Syst. Appl. 2015, 42, 2464–2487. [Google Scholar] [CrossRef]
- Shyalika, C.; Silva, T.; Karunananda, A. Reinforcement Learning in Dynamic Task Scheduling: A Review. SN Comput. Sci. 2020, 1, 306. [Google Scholar] [CrossRef]
- Cong, H.D.; Hop, V.N.; Anh, T.T.M. Adaptive particle swarm optimization for integrated quay crane and yard truck scheduling problem. Comput. Ind. Eng. 2020, 153, 107075. [Google Scholar]
- Tang, L.X.; Zhao, J.; Liu, J.Y. Modeling and solution of the joint quay crane and truck scheduling problem. Eur. J. Oper. Res. 2014, 236, 978–990. [Google Scholar] [CrossRef]
- Wei, J.; Li, Z.; You, L.; Guo, Y.; Tang, Z.; Hu, Z. Consider elite chaotic search strategy of indoor pedestrian evacuation model. J. Syst. Simul. 2021, 33, 1609–1616. [Google Scholar]
- Yang, K.; Nomura, H. Quantum-Behaved Particle Swarm Optimization with Chaotic Search. IEICE Trans. Inf. Syst. 2008, E91-D, 1963–1970. [Google Scholar]
- Chai, Z.J.; Ouyang, Z.H.; Li, Z. Improved analysis of multi-objective particle swarm optimization based on Henon chaotic mapping. Ordnance Ind. Autom. 2020, 39, 48–52. [Google Scholar]
- Feng, J.; Zhang, J.; Zhu, X.; Lian, W. A novel chaos optimization algorithm. Multimed. Tools Appl. 2017, 76, 17405–17436. [Google Scholar] [CrossRef]
- Zhou, D.; Gao, X.; Liu, G.; Liu, Y. Randomization in particle swarm optimization for global search ability. Expert Syst. Appl. 2011, 38, 15356–15364. [Google Scholar] [CrossRef]













| Notations | |
|---|---|
| U | YC, AGV and ET, indexed by . |
| Set of YC, indexed by . | |
| Set of ET, indexed by . | |
| Set of AGV, indexed by . | |
| Set of equipment task number, indexed by , . : the virtual initial task; : the virtual final task. | |
| Bay where container n should be located. | |
| Row where container n should be located. | |
| Handover row of AGV. | |
| Handover row of ET. | |
| The descent distance of the YC spreader when transporting container n. | |
| The descent distance of YC spreader during handover. | |
| Task type of container n. | |
| Set of yard lane, indexed by . −1: entrance of yard lane | |
| Block number of container n; 0, block with AGV lane on right hand; 1, block with ET lane on right hand. | |
| sort(x, y) | The function is to adjust the size order of the elements in x to correspond to the size order of the elements in y. For example: x = (0, 1, 2), y = (5, 4, 3), according to the order of the element size in y, x is adjusted to (2, 1, 0). |
| max(x, y) | The maximum value of x and y. |
| Variables | Notations |
|---|---|
| F | Maximum completion time. |
| Container number of YC i, task j. | |
| Container number of AGV i, task j. | |
| Container number of ET i, task j. | |
| Set of containers, indexed by . | |
| Start time of YC i, task j. , start time of the virtual initial task; , start time of the virtual final task. | |
| Start time of AGV i, task j. , start time of the virtual initial task; , start time of the virtual final task. | |
| Start time of ET i, task j. , start time of the virtual initial task; , start time of the virtual final task. | |
| Current handover time of YC i. | |
| Current container number of YC i. | |
| Release time of location on AGV lane. It means that the current AGV lane β at the current moment that AGVs can pass. | |
| Release time of location on ET lane. It means that ET can pass location on the current ET lane at the current moment that ETs can pass. | |
| The container number sequence to be performed by the AGVs queued at the entrance of the AGV lane. , the first container number; , the last container number. 0: a placeholder. | |
| The arrival time of the AGV in the AGV queue at the entrance of the yard. | |
| At the entrance of the ET lane, the container number of the task to be performed by the queued ET. | |
| The arrival time of the ET in the ET queue at the entrance of the yard. |
| Task Type | Equipment 1 | Equipment 2 |
|---|---|---|
| 1 | YC | AGV |
| 2 | AGV | YC |
| 3 | YC | ET |
| 4 | ET | YC |
| Lane Coordinates | Release Time (AGV Lane) | Release Time (ET Lane) |
|---|---|---|
| −1 | 0 | 0 |
| 0 | 2 | 15 |
| 1 | 10 | 3 |
| 2 | 5 | 9 |
| … | … | … |
| M | X | (Radian) | |
|---|---|---|---|
| 1 | 13 | 1.058 | 0.491 |
| 9 | 9 | 1.224 | 0.340 |
| 13 | 14 | 0.923 | 0.603 |
| 14 | 16 | 1.015 | 0.528 |
| 16 | 1 | 1.533 | 0.038 |
| n | Size | Completion Time (Seconds) | CPU Time (Seconds) |
|---|---|---|---|
| NC × NAGV | |||
| 1 | 20 × 4 | 390 | 0.00 |
| 2 | 100 × 8 | 1948 | 0.00 |
| 3 | 200 × 8 | 3529 | 0.25 |
| 4 | 500 × 16 | 9344 | 0.26 |
| 5 | 1000 × 16 | 18,108 | 0.27 |
| 6 | 2000 × 32 | 36,624 | 0.40 |
| 7 | 10,000 × 48 | 185,879 | 0.55 |
| Size | Completion Time (Unit Time) | ||||
|---|---|---|---|---|---|
| PSO | APSO | RPPSO | CCPSO | ||
| 100 × 2 × 50 | −75% | 1889 | 1838 | 1886 | 1851 |
| 100 × 4 × 50 | −50% | 1864 | 1840 | 1844 | 1832 |
| 100 × 6 × 50 | −25% | 1855 | 1832 | 1842 | 1828 |
| 100 × 8 × 50 | 0% | 1828 | 1836 | 1826 | 1832 |
| 100 × 10 × 50 | 25% | 1817 | 1824 | 1842 | 1840 |
| 100 × 12 × 50 | 50% | 1819 | 1828 | 1840 | 1835 |
| 100 × 16 × 50 | 75% | 1798 | 1837 | 1821 | 1824 |
| Size | Completion Time (Unit Time) | ||||
|---|---|---|---|---|---|
| PSO | APSO | RPPSO | CCPSO | ||
| 100 × 16 × 50 | −75% | 1798 | 1837 | 1821 | 1824 |
| 100 × 16 × 100 | −50% | 1798 | 1812 | 1821 | 1824 |
| 100 × 16 × 150 | −25% | 1798 | 1807 | 1821 | 1822 |
| 100 × 16 × 200 | 0 | 1798 | 1801 | 1821 | 1787 |
| 100 × 16 × 250 | 25% | 1798 | 1801 | 1821 | 1782 |
| 100 × 16 × 300 | 50% | 1798 | 1801 | 1821 | 1779 |
| 100 × 16 × 350 | 75% | 1798 | 1801 | 1821 | 1779 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Yang, J.; Xu, B.; Yang, Y.; Wen, F.; Song, H. Hybrid Scheduling for Multi-Equipment at U-Shape Trafficked Automated Terminal Based on Chaos Particle Swarm Optimization. J. Mar. Sci. Eng. 2021, 9, 1080. https://0-doi-org.brum.beds.ac.uk/10.3390/jmse9101080
Li J, Yang J, Xu B, Yang Y, Wen F, Song H. Hybrid Scheduling for Multi-Equipment at U-Shape Trafficked Automated Terminal Based on Chaos Particle Swarm Optimization. Journal of Marine Science and Engineering. 2021; 9(10):1080. https://0-doi-org.brum.beds.ac.uk/10.3390/jmse9101080
Chicago/Turabian StyleLi, Junjun, Jingyu Yang, Bowei Xu, Yongsheng Yang, Furong Wen, and Haitao Song. 2021. "Hybrid Scheduling for Multi-Equipment at U-Shape Trafficked Automated Terminal Based on Chaos Particle Swarm Optimization" Journal of Marine Science and Engineering 9, no. 10: 1080. https://0-doi-org.brum.beds.ac.uk/10.3390/jmse9101080