1. Introduction
Advanced research paradigms and experimental analogies have evolved conventional monolithic materials to reinforced composite materials, which have more desirable properties than monolithic ones. Traditionally used monolithic materials often struggled with limitations in properties such as thermal conductivity, electrical conductivity, resistance to wear, fatigue strength, and creep resistance [
1]. Reinforced materials, such as metal matrix composites (MMCs), combine two or more different materials and tend to cover up these limitations with tremendous improvements in properties. These MMCs can yield the desired properties with utmost accuracy when combined meticulously. This draws in the broad interest of researchers toward the possibility of reinforcements and the development of composites from existing alloys [
2].
The usage of particulate reinforcements over the fibre or flake types increases the mechanical and tribological properties of MMCs, thereby making them the best alternative for unreinforced materials [
3]. The metal matrix composites made from copper and its alloys are extensively used for commercial purposes [
4]. For automobile components such as clutches, sleeves, and bearings, where friction is very high, copper-based MMCs are used to tackle the problem of extensive wear [
5,
6]. Copper is thus a commercially demanding matrix material for composite fabrication. However, due to the poor mechanical performance of copper, it is not used in applications where strength is a crucial requirement [
7]. Research has made it possible to reverse this drawback by reinforcing it with excellent and hard ceramic materials (carbides, nitrides, borides, etc.) [
8].
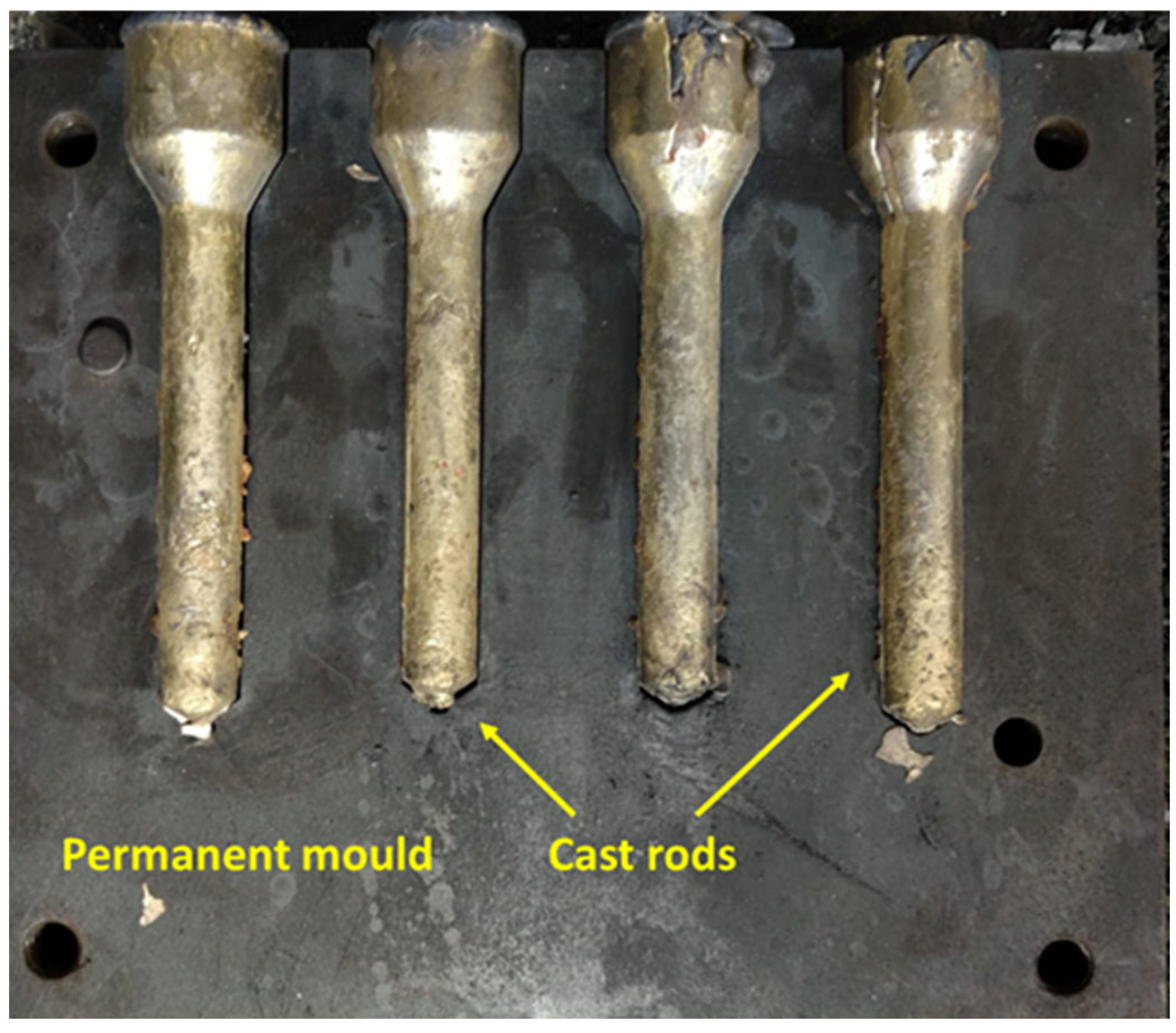
Stir casting will enhance the interfacial bonding between the reinforcement and the matrix metal, imparting many advantages [
9]. These include improved design flexibility and simplicity while fabricating compared with other processes such as squeeze casting, electrochemical processing, and powder metallurgy [
10]. Wettability is a prime factor determining interfacial bonding strength between reinforcement and matrix material [
11]. Stir casting with the help of a mechanical stirrer ensures excellent and uniform dispersion of the reinforcement, thereby providing the advantage of wettability. Powder metallurgy is also a fantastic route to fabricate composites from copper alloys efficiently, but the cost of the entire process limits its use [
12].
Considering the arena of metal matrix composites, pure copper is not that reliable to be used as a matrix material. The addition of Cr in Cu-alloys improved the corrosion resistance [
13]. When alloyed with Sn, copper requires high-end lubricants to aid its wear resistance. However, it was found that fabricating a Cu-Sn alloy with a suitable reinforcement through up-drawing continuous casting reveals excellent wear resistance with minimal lubrication requirement [
14]. This alloying of Sn to Cu improves the tensile and compressive strength. For instance, they can be of great use in making bearings [
15,
16]. When subjected to high contact pressures, bearings are known to develop cracks. The propagation of such damages can be efficiently restricted with improved tensile and compressive strength [
17].
Many studies have spotted a staggering increase in mechanical strength, corrosion resistance, and creep resistance in the Cu matrix when reinforced with several ceramic particles. These include TiC, Cr
2O
3, Al
2O
3, TiO
2, B
4C, carbon nanotubes, SiC, and graphite [
18,
19]. A copper matrix, reinforced with specific reinforcements such as Al
2O
3, graphite, and graphene nanotubes, has portrayed a stringent ability to restrict plastic flow and prevent crack propagation [
20,
21]. They also increase the transition period from mild to severe wear [
22,
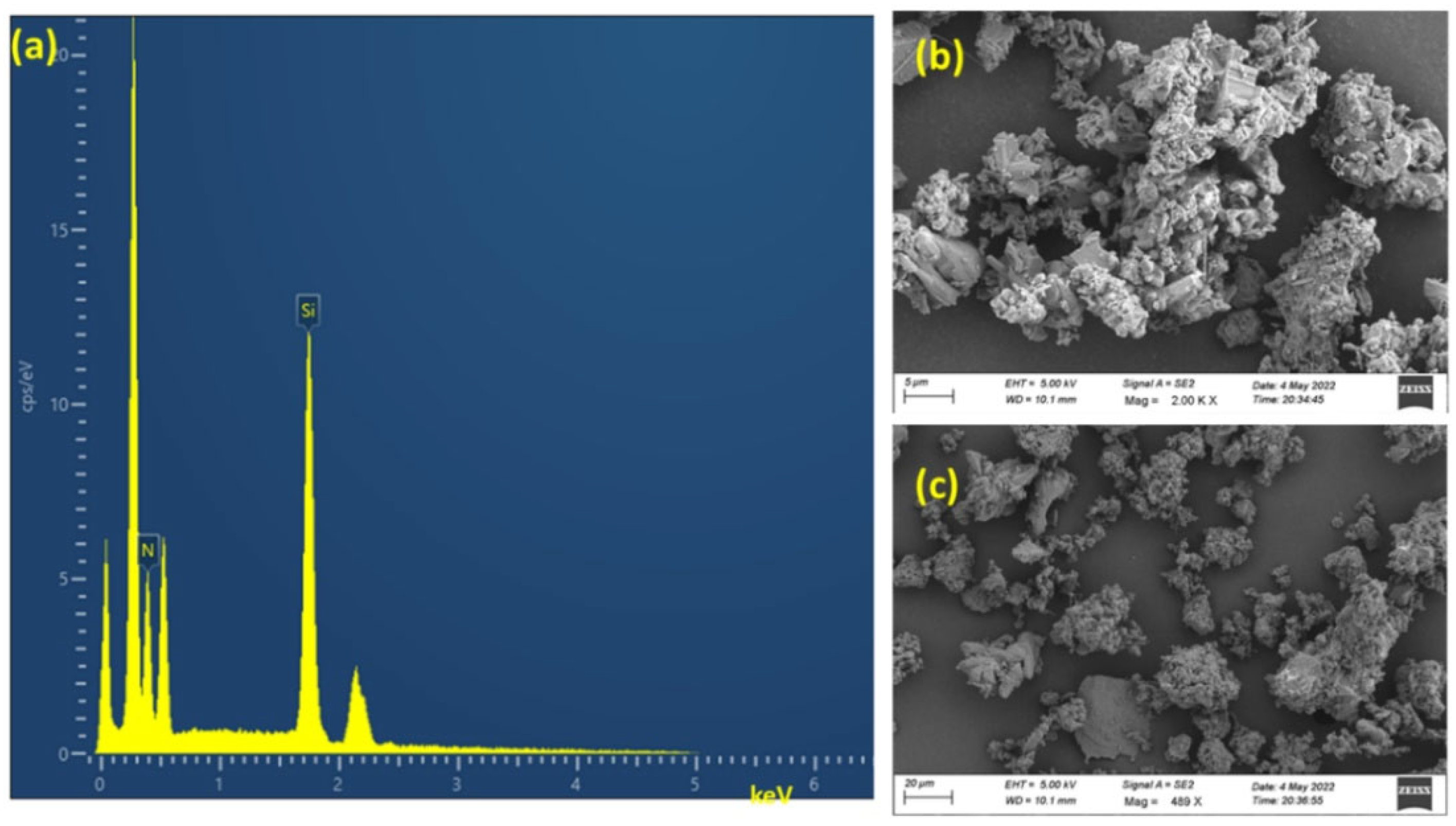
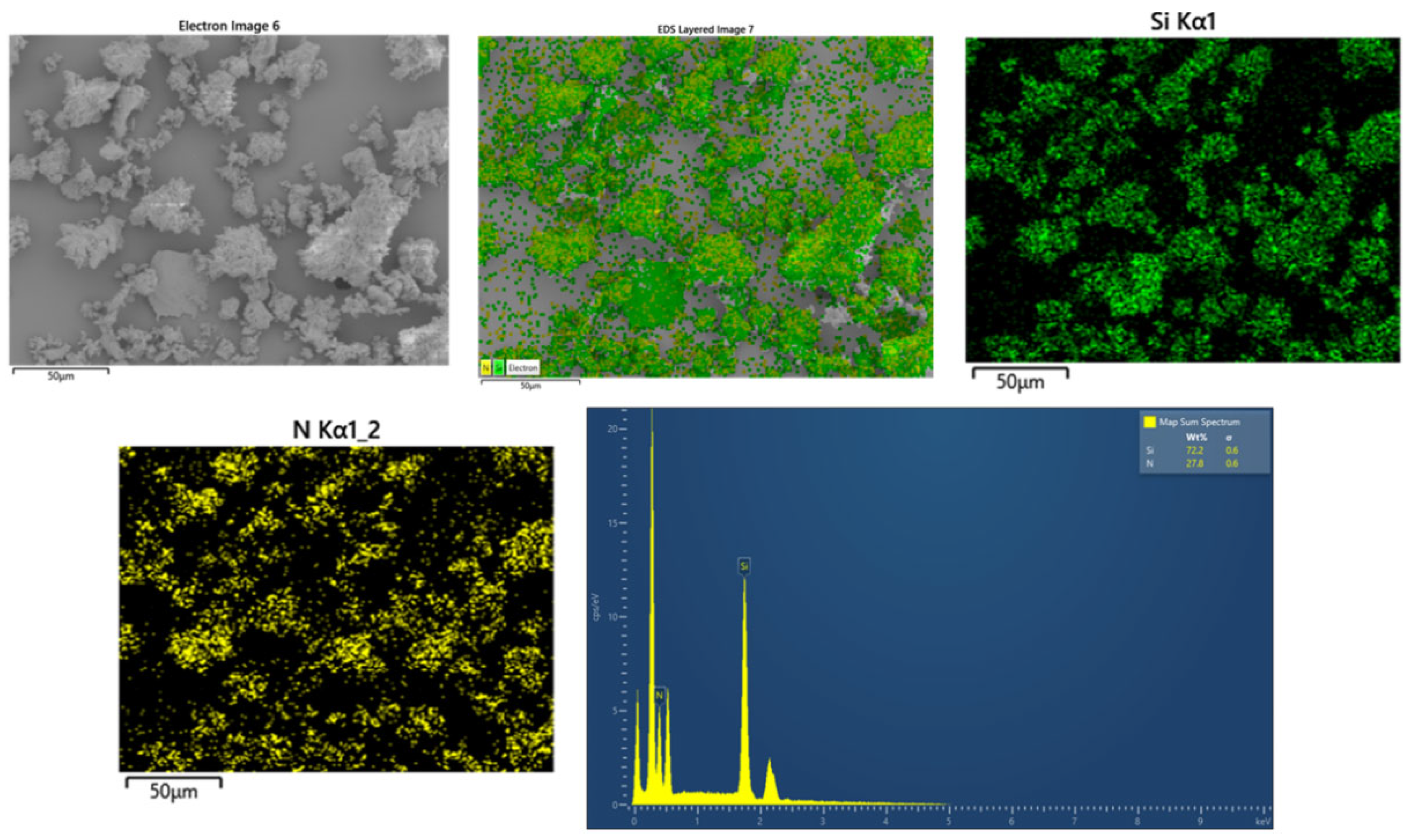
23]. As reinforcement, silicon nitrate (Si
3N
4)’s new addition of ceramic particles has caught the interest of scientists due to its gleaming mechanical properties. Since it is a recent development, the documented evidence regarding the effects of Si
3N
4 on copper matrix and the resulting composite’s tribology is limited. The researchers found that adding Si
3N
4 further increases the properties to a new level by developing excellent wear and corrosion resistance and the ability to withstand high-temperature shocks [
24]. The copper-based composite with Si
3N
4 reinforcements in varying weight percentages is produced using the stir-casting method.
Studies on the copper alloys obtained by combining two alloying elements with copper as a base metal has depicted higher corrosion resistance than those with a single alloying element [
10]. Hence, the Cu-Ni-Sn system has gained good popularity. Nevertheless, over time, the use of Ni has started to give the manufacturers and users a tricky time regarding the cost, as nickel is comparatively expensive. As a better alternative, copper alloys with tin as the alloying element is created, which are then fabricated into a composite material by reinforcing the alloy with Si
3N
4 (Cu-Sn/Si
3N
4). This composite thus binds and unveils an array of advantages and properties at a feasible cost. The Si
3N
4 is an inorganic ceramic material that does not shrink during processes such as sintering. The significant characteristics of Si
3N
4 include its high strength and low density (
ρ = 3.17 g/cm
3). It has strong resistance to wear and corrosion, making it an ideal composition in journal bearings, bushings, gas turbine blades, mechanical seal rings, and other such components. The crystal structure of α–Si
3N
4 was determined to be a hexagonal crystal structure from the studies of Hardie and Jack [
25]. When considering the bearing application, the Zn-Al alloy matrix finds extensive use in the current industrial scenario. However, researchers have cited that a strong reason for this widespread use is its low cost and easy availability. On the other hand, bearings based on copper alloy composites have shown excellent reliability under heavy loads, slow speeds, and minimum lubrication conditions. The decreased abundance and expense of copper strongly restrict its widespread use. Investigations on the wear behaviours of these alloys have shown that bronze matrix-based composites have greater wear resistance than Zn-Al-based composites. This is because they are less prone to wear mechanisms such as adhesion than their Zn-Al counterparts. Thus, over Zn-Al-based composites, bronze-based composites are very useful in heavy-duty applications and at high fatigue conditions [
26,
27].
Furthermore, various other experimental results have proved that even when subjected to rigorous heating followed by rapid cooling multiple times, the Si
3N
4 material will not crack [
28,
29]. Recently, Govind et al. investigated the impact of varying wt% of Si
3N
4 (5, 10, 15) on the mechanical and physical properties of Cu-10Sn alloys. The study revealed that the composite with 5 wt% of Si
3N
4 shows optimal properties [
30]. This divulges the incredible resistance of Si
3N
4 towards thermal shocks and its wear resistance, making it very suitable for tribological applications. Despite its drawback of poor thermal conductivity compared with other ceramic reinforcements, it is still preferred for industrial applications because of its explicit ability to withstand thermal shocks and excellent wear resistance. Nickel–aluminium bronze (NAB) is an alloy widely used to manufacture ship valves and propellers for marine applications. While showing a good combination of corrosion resistance and strength, this type of bronze is still prone to different forms of corrosion, such as stagnant seawater corrosion, selective phase corrosion, and cavitation erosion. Since regular bronze (Cu-Sn) is a possible candidate in manufacturing bearings and bushings for tribological applications, it is worthwhile to investigate the effect of Si
3N
4 on the tribological properties of the composites developed. Hence, this paper emphasises the impact of particle reinforcement of Si
3N
4 on Cu alloys, with Sn as an alloying element. The influence of Si
3N
4 on the matrix material (Cu-Sn) is thoroughly studied in this paper. Furthermore, the authors have also discussed the developed MMC’s morphological, hardness, and tribological properties with due attention.

 ,
, 






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}