1. Introduction
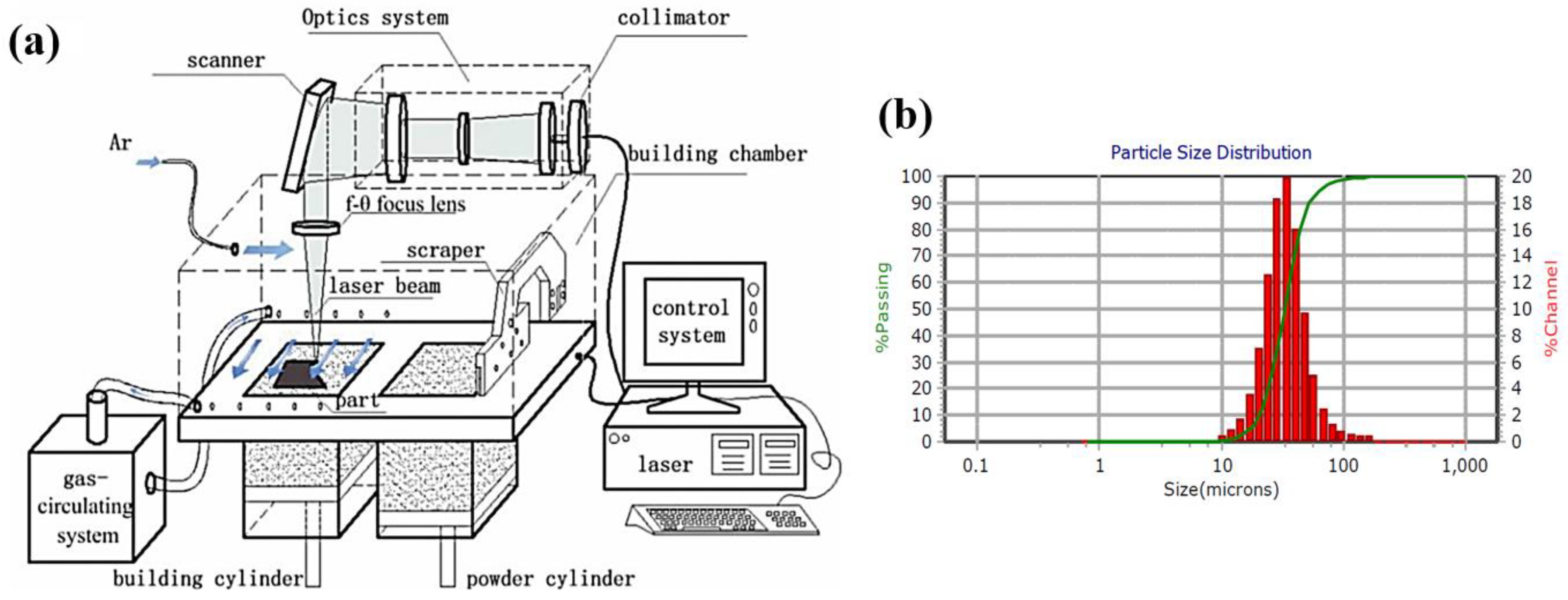
Selective laser melting technology adopts single-point high-energy laser beam to melt metal powder layer by layer along the filling path of three-dimensional discrete profile. Theoretically, it is not constrained by the structure of the part and can fabricated any complicated structural part with the densification of nearly 100% [
1,
2,
3,
4]. In fact, many factors affect the performance of selective laser melting (SLM) parts, not only by the process parameters including laser power, scanning speed, scanning space, layer thickness, and spot size et al. [
5,
6,
7,
8], but also by the laser scanning strategy and the length of the scanning line [
9].
The strategy planning software automatically generates the scanning lines according to the selected filling algorithm, based on the discrete slice data of the three-dimensional model of the produced part. The choice of scanning strategy is very important to the quality improvement of SLM parts [
10]. The scanning strategy has a great influence on the heat distribution of the part and plays a decisive role in the residual stress distribution and the deformation trend of the part [
11]. In a microscopic view, the scanning strategy affects the grain growth direction and grain size, and it determines the microstructure of the part [
12]. The preferred scanning strategy usually controls the length of the scanning lines. Excessive scanning lines can not only decrease the stability of the melt track, but they also reduce the surface quality of the parts. The residual stress can also accumulate in a single direction, and affect the residual stress distribution.
Many scholars conducted a series of studies on the influence of scanning strategy on the performance of SLM parts. These scholars initially studied some simple scanning strategies and adopted finite element simulation methods to study the impact on the performance of parts. Kruth et al. [
13] adopted a sub-block scanning method by using a rectangular block of equal length and width and found that the previous scanning region could preheat the adjacent region well and decrease the temperature gradient. Kruth et al. [
14] also designed a “bridge curvature method” to study the influence of the scanning line’s length, scanning line direction and island scanning strategy on residual stress. It is found that the short scanning line and the optimal orientation of scanning line can effectively reduce the residual stress. Parry et al. [
15] simulated the temperature field and the stress field in Z-shaped and S-shaped scanning mode by finite element method and studied the effect of scanning line length and scanning area on temperature field and stress field. It is suggested that too long scanning lines should be avoided during SLM process. With the development of SLM technology, many researchers began to carry out more detailed research on scanning strategies. Lu et al. [
16] studied the influence of the size of island shape on the densification, microstructure, and mechanical properties and residual stress of the part, and the optimum width of the region was found to be within 5 mm to 7 mm. Thijs et al. [
17] studied the microstructure evolution of SLM parts based on three scanning strategies: zigzag scanning, unidirectional scanning, and orthogonal scanning. Qian et al. [
18] studied the residual stress and deformation of SLM parts in helix scanning strategy. Beal et al. [
19] used different scanning strategies to statistically analyze the effects with respect to the composition of Cu, and found that the refill strategy produced better results compared to the other scanning strategies. As for the divisional scanning method, Yasa et al. [
20] also explored the influence of divisional scanning strategy on densification, surface quality, mechanical properties, and residual stresses formed during SLM, and it was concluded that divisional scanning had some advantages such as lower residual stresses and better surface quality. Rashid et al. [
21] also discussed the effect of scan strategy on densification and metallurgical properties of 17-4PH parts fabricated by SLM, and he found that the samples fabricated with double scanning strategy showed an improvement in densification, as compared to that fabricated with a single scanning strategy. Geiger et al. [
22] tailored the texture of IN738LC as processed by SLM with specific scanning strategies, and they found that the applied laser scanning strategies allowed the crystallographic texture to be tailored locally.
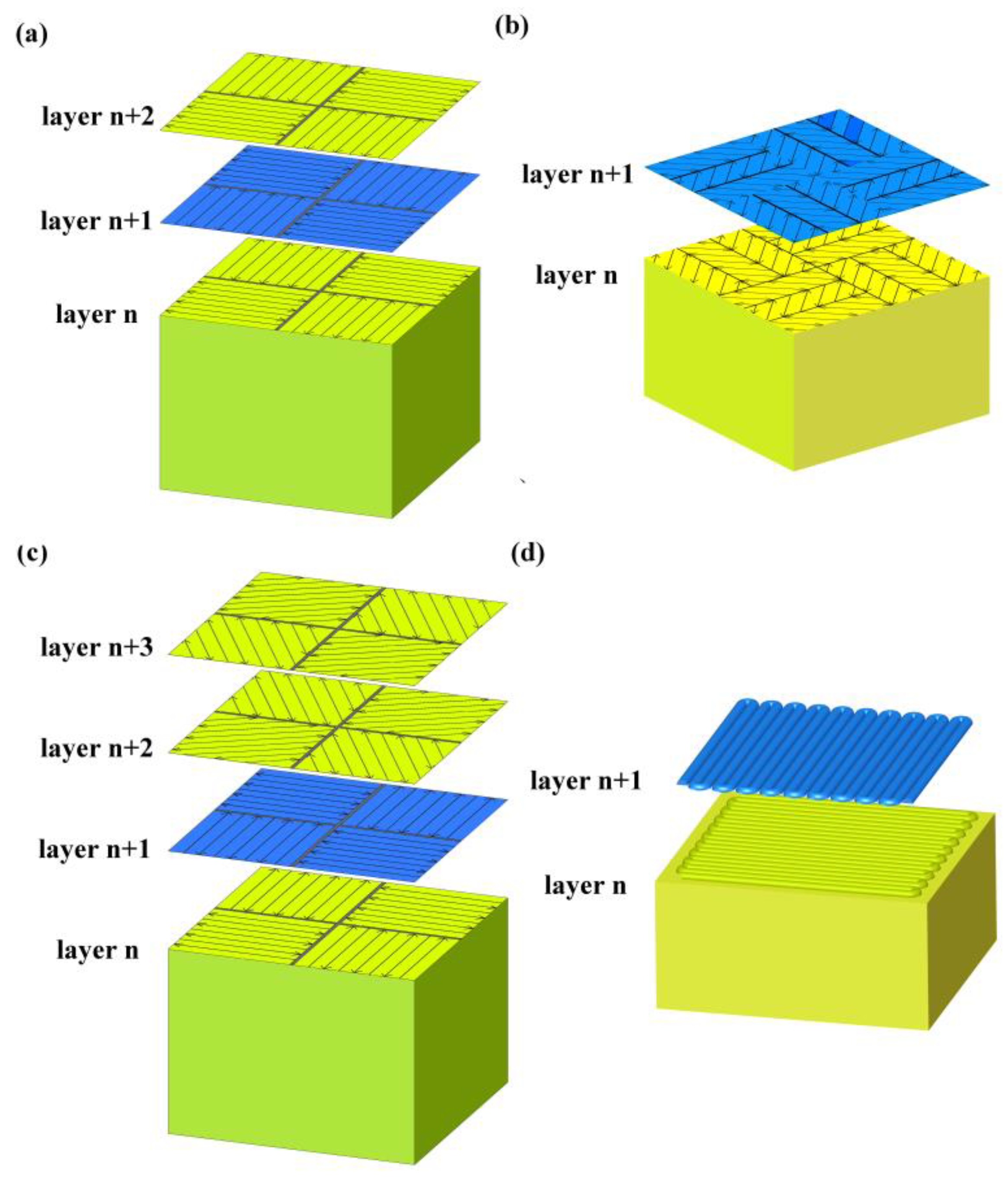
Many scholars above have studied the influence of the scanning strategy on the quality of SLM parts based on Z-shaped scan, S-shaped scan and divisional scan, and put forward several kinds of divisional scanning methods according to specific problems. However, the effect of different divisional scanning methods on the performance of SLM parts is still not specific. Currently, the mainstream SLM equipment vendors such as Concept Laser, SLM Solutions, and EOS have adopted the divisional scanning strategy on their commercial SLM machines. However, the divisional scanning strategies adopted are all different with each other, and further research on the different divisional scanning strategy is still scarce. Therefore, on the basis of the aforementioned researchers, three kinds of divisional scanning strategies are developed to study the influence on the densification, surface quality, residual stress distribution and deformation of SLM parts in this paper.
3. Results and Discussion
3.1. Densification and Surface Quality Analysis
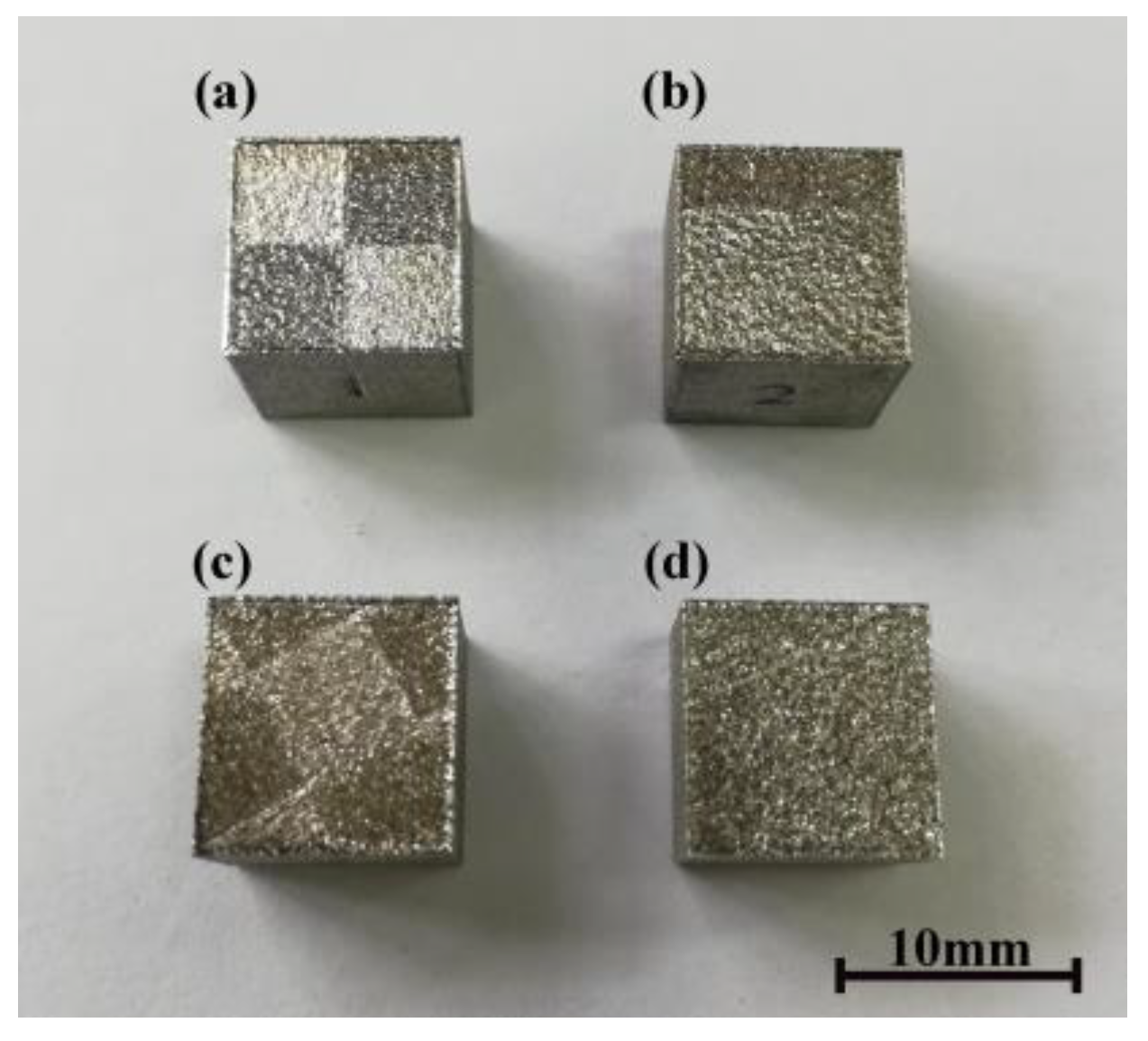
Figure 5 shows the fabricated cubic samples. The density of the samples was calculated by the Archimedes principle. The average densities of the (a), (b), (c) and (d) groups were 99.28%, 99.37%, 99.10%, and 98.64% respectively. No big differences existed among the four groups of samples. The density of the produced parts adopting a divisional scanning strategy was up to 99%, which indicates that the parts adopting three kinds of divisional scanning strategies could obtain a dense sample.
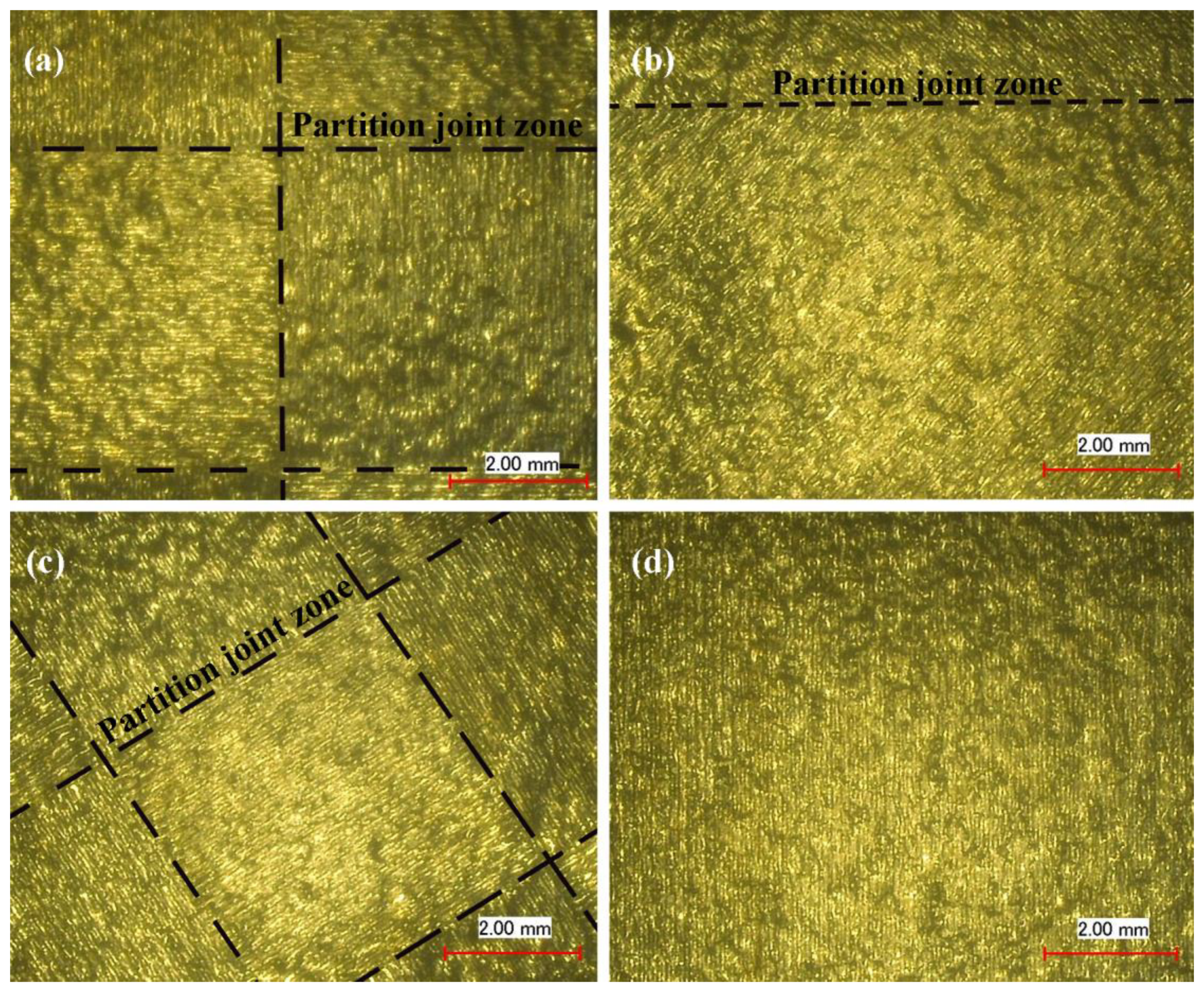
Figure 6 illustrates the surface morphology of the first three groups of the square blocks at 20 times magnification. As can be seen from the surface morphology in
Figure 6, although there were some small holes in the surfaces of the three group samples, the overall surfaces were uniform. The fusion tracks were coherent and clear with a good overlap effect, and the overlap areas between the different zones in the three group samples were also good.
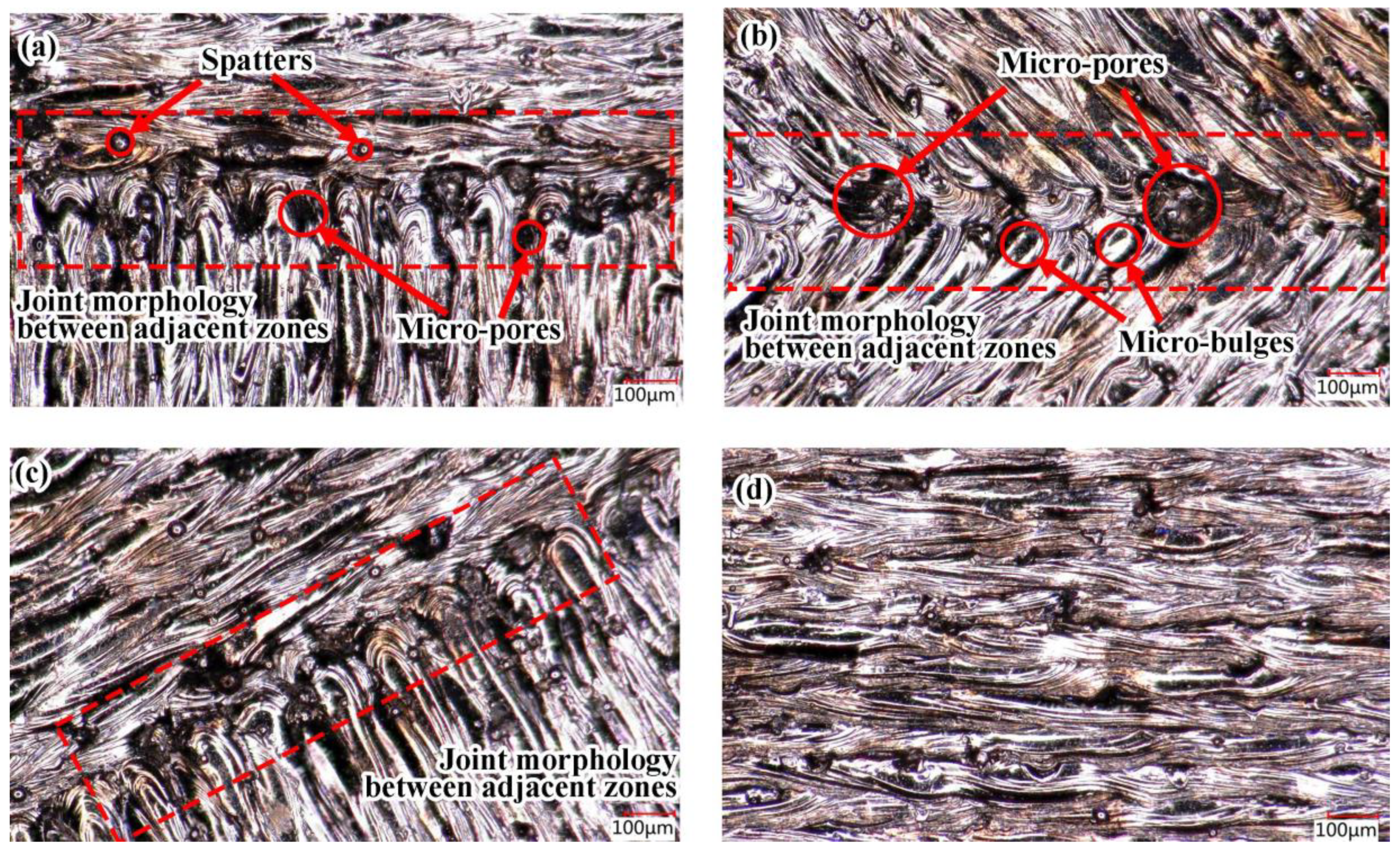
Figure 7 illustrates the morphologies of the overlap area of the first three group blocks at a magnification of 200 times. The results shows that there were obvious microscopic defects, such as micro-pores and micro-bulges.
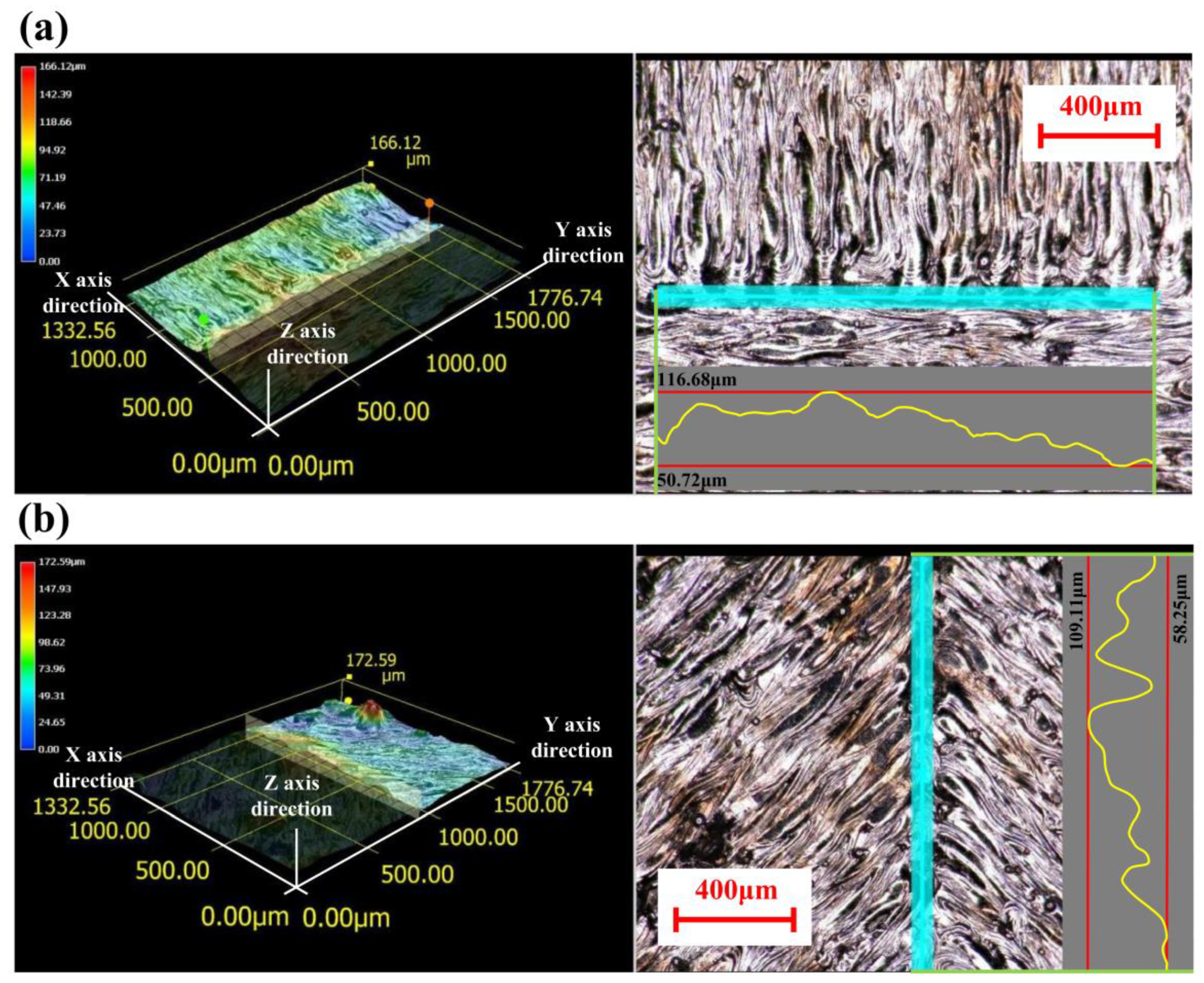
Figure 8 shows the surface measurement of overlap, including the 3D topography of the overlap between two groups of scanning lines, and the overlap between a single scanning line and one group of scanning lines. The Blue line represents the range of measurement, the overlap region. The curves are the measured values of the heights of the overlapped regions. According to the curves from
Figure 8a,b, in the oblique line and layer-staggered divisional strategies, there were periodic micro-pores and micro-bulges existing on the surface along the overlap area, with Rz = 40.9 μm. Due to the primitive overlap of the origins of the scanning line, the surface quality of the overlap area was relative poor. The overlap between two groups of scanning lines had a smaller Rz, with 36.8 μm. It could be seen from
Figure 7a,c that there was a small amount of micro-pores and micro-bulges in the overlap area of sample groups #1 and #3, but this did not affect the overlapping, and the curve was smoother. It reveals that the micro-pores in sample groups #1 and 3 were shallower than the pores, with a depth of approximately 20 μm in group #2 samples.
The above results show that the adjacent region using a rectangular overlapping mechanism and a spiral divisional mechanism can achieve a better regional overlapping effect. The overlapping effects with one scanning line in the adjacent area and multiple scanning lines in the other area (
Figure 9b) were better than another overlapping with multiple scanning lines in the adjacent area. The reason is that in the overlapping mode of multiple
Figure 9b, the micro-pores between the semi-circular origin of the parallel track were filled first, or later by a single vertical track. Technically, the micro-pores or even the micro-holes deriving from the “Match head” shape, which were influenced by the delay time of laser on and laser off, and the delay time of the galvo scanning system. This was an inevitable technical feature in laser scanning, but a prominent defect in the divisional scanning strategy.
3.2. Residual Stress Distribution Analysis
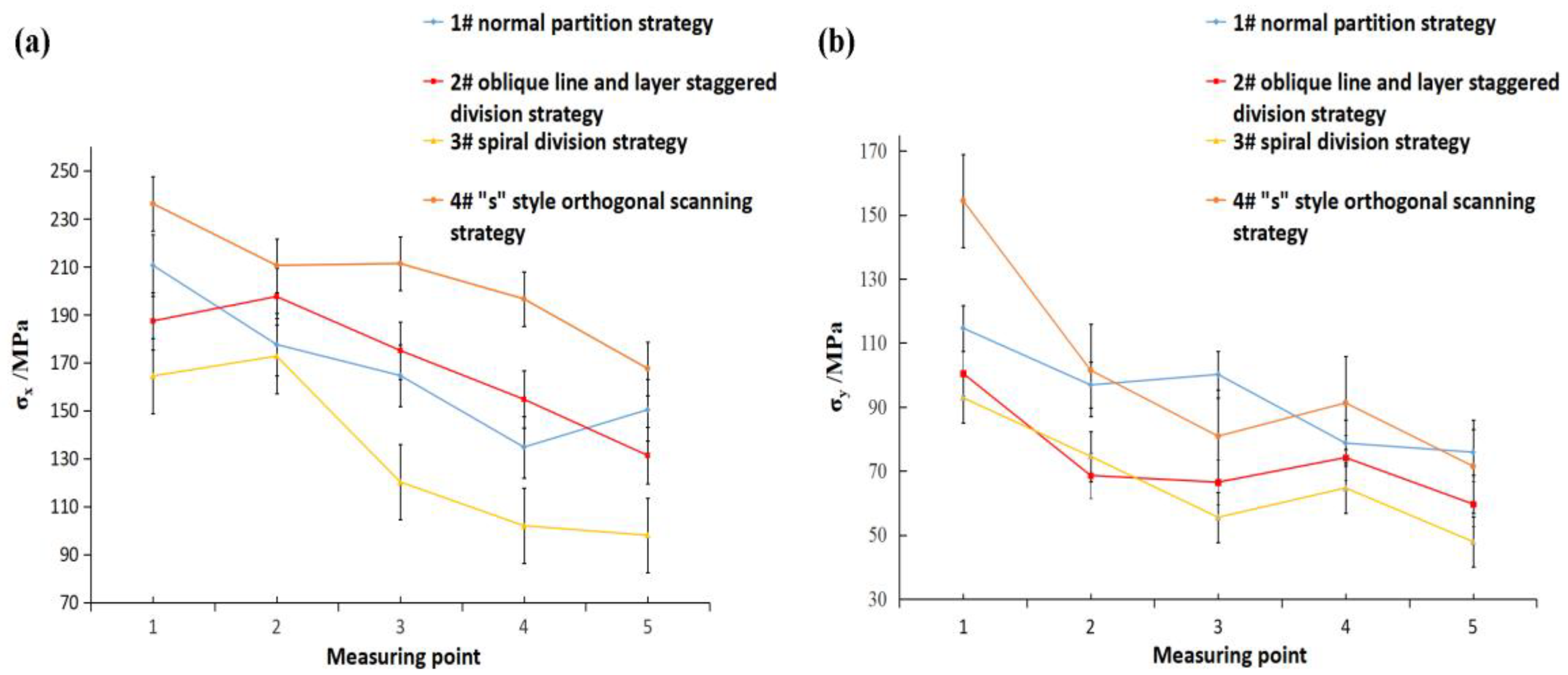
Figure 10 shows the average results of the first residual stress test model of four group specimens. It can be seen from
Figure 10a that the residual stresses of the four group samples are all at a relatively normal level within the range of 98 MPa to 240 MPa, and the σ
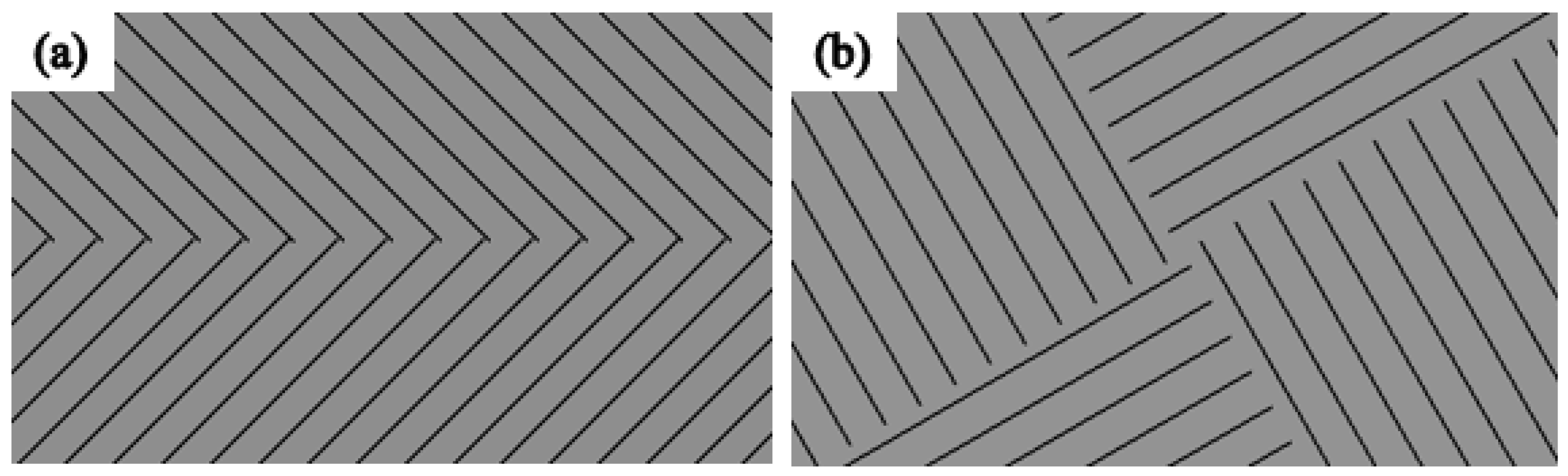
x values of all the four samples are larger at the scanning start position and showed a downward trend along the scanning direction. The declining trend of group samples #1, #2 and #3 were more obvious than that of group #4 samples, which was due to the fact that the melting track was surrounded by the powder at the scanning starting position, which thus affected the heat conduction and resulted in greater thermal stress. As the scanning continued forward, the temperature gradient of the melt track tended to be in a state of dynamic equilibrium, and the thermal stress gradually decreased. However, for the group #4 samples, the “s” style orthogonal scanning strategy was used to plan the path, the scanning line was longer, and the scanning direction of each layer was substantially the same. As a result, the thermal stress was accumulated along the scanning direction [
24], and the residual stress was large. For #1, #2, and #3 group samples, the divisional scanning method was adopted, the length of the scanning line was set to 5 mm, the control was within the range of 8 mm, and the scanning lines in each adjacent sub-area were orthogonally crossed, reducing the thermal stress accumulation along a single direction, and the stress was decreased along the scanning direction.
Comparing
Figure 10a with b, it was shown that the distributions of σ
y of samples from groups #1, #2 and #3 along the x-direction were more stable than σ
x, and they varied from 50 MPa to 115 MPa. The distribution of σ
y of group #4 samples along the length was similar to σ
x. This is because each sub-area scan fabricated by divisional scan strategy planning were all scanned along the x-direction, resulting in a temperature gradient in the x-direction that was greater than the y-direction. Therefore, the residual stress in the x-direction was greater than that in the y-direction [
15]. For the “s” style orthogonal scanning strategy, the upper two layers were orthogonal to the x and y directions of the lower two scanning lines, so that the temperature gradient distribution in the x direction and the y direction were almost similar.
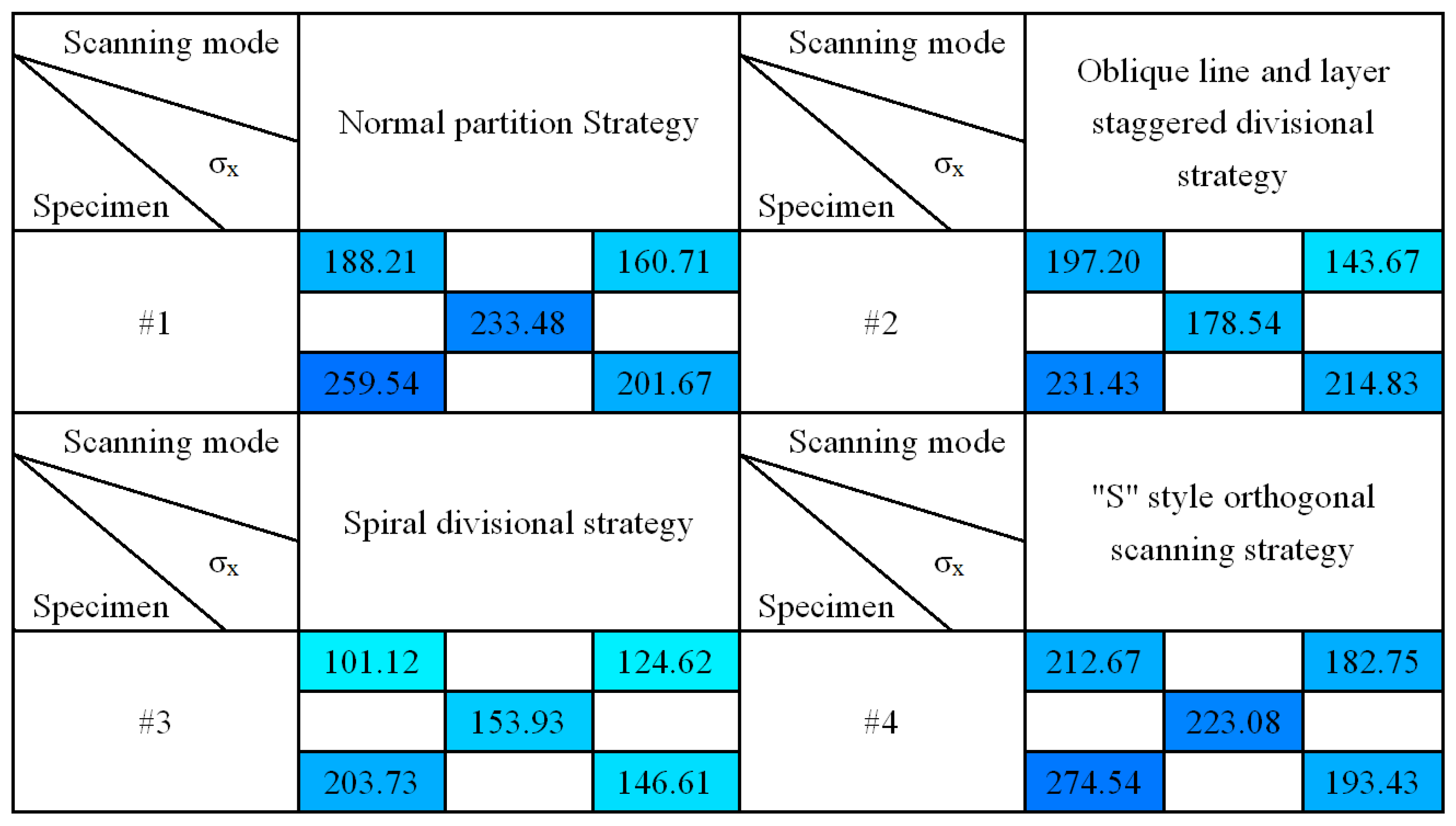
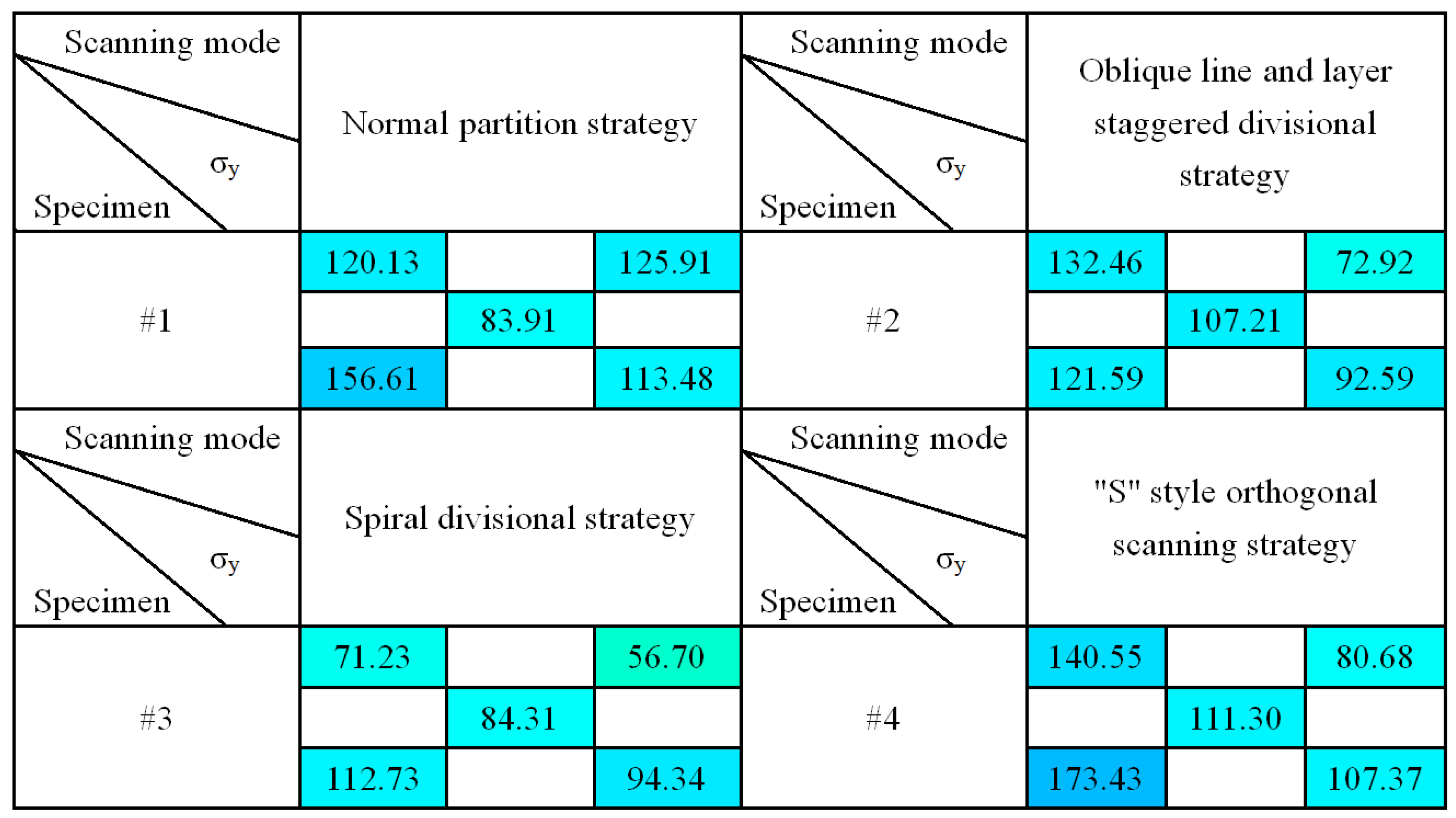
Figure 11 and
Figure 12 show the results of group #2 of four stress test models, σ
x and σ
y. As can be seen from the table, for the four samples, σ
x values were larger in the lower left corner of the sample, and the stress showed a decreasing trend upward and right, which was due to the scanning start position being located in the left lower corner of the fabricating plane, following the scanning sequence from bottom to top, the left lower part of the produced part presents a larger temperature gradient field, and then it tends to be in a state of dynamic equilibrium. It was also found that the overall stress values of the group #2 and #3 samples were smaller, and the distribution was more uniform. The stress values of the groups #1 and #4 samples were larger, which was due to the normal partition strategy adopted on group #1 samples; the sub-area width of each layer was 5 mm, and the overlapping area between the areas was re-melted, which increased the input energy of the overlapping area, resulting in the accumulation of large amounts of thermal stress in the overlapping area. In the group #4 samples with an “s” style orthogonal scanning strategy, the scanning line was much longer, which could easily intensify the stress accumulation effect. The result showed that the staggered divisional strategy and spiral divisional strategy could effectively reduce the residual stress in the profile of the produced parts and improve the distribution of residual stress to make the residual stress evenly distributed.
Overall, most of the measured results were a little bit less than the residual stress value when 316L SLM parts adopt single-direction scanning strategy or other simple scanning strategies [
15,
23]. Actually, the SLM parts’ residual stress relates to many factors, such as materials, part height, processing parameters, and even processing equipment. However, based on the existing related literature [
15,
23],
Figure 10,
Figure 11 and
Figure 12 do not just show the distribution characteristics of the residual stress in a longitudinal direction, but they also reveal the tendency effect of the scanning line’s direction and length to the residual stress, with three complicated divisional strategies.
3.3. Deformation Analysis
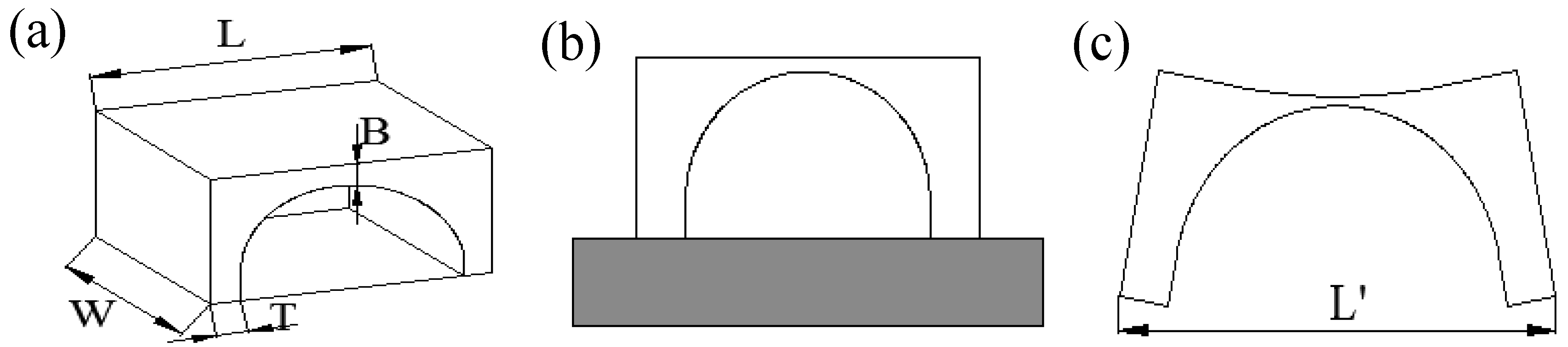
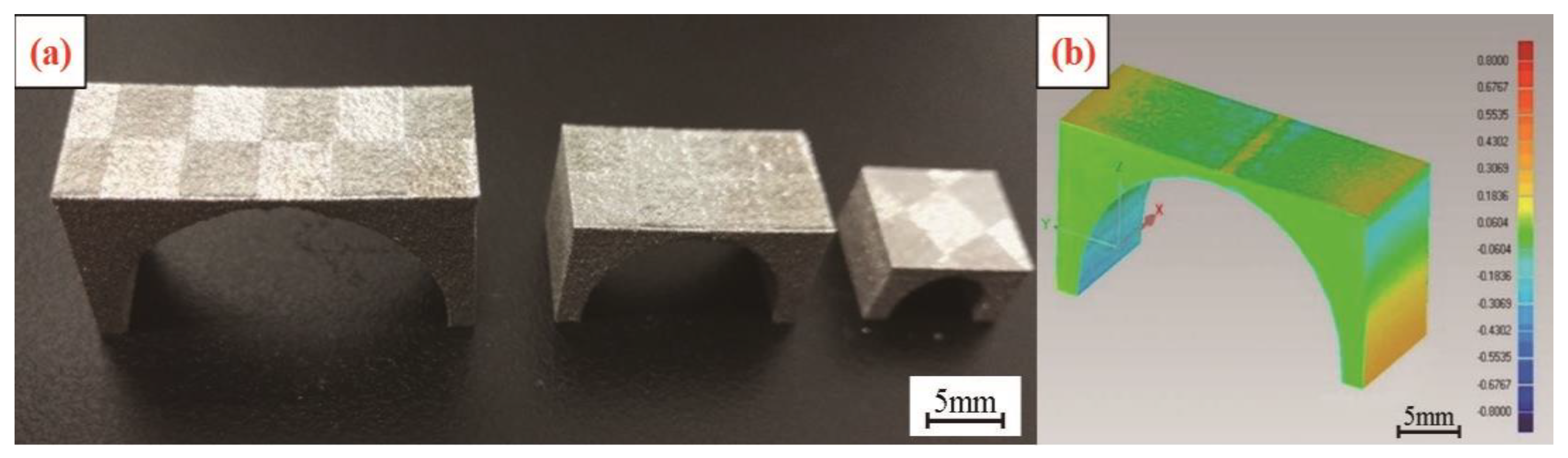
Figure 13a shows a sample of a bridge-shaped structure fabricated by a group #3 scanning strategy (without heat treatment). After the sample was fabricated, a reverse engineering method was used to obtain the actual 3D model of the samples. The theoretical model and the reconstructed model of the sample were then compared and analyzed in Geomagic software, and the deformation diagram of the SLM part was obtained. According to the schematic diagram 13b, it could be seen that the bottom of the bridge structure was obviously yellow, and it appeared to be warped out. The tip of the bridge shaped pillar was obviously blue, and internal contraction appeared. The top beam of the bridge-shaped part also warped up at both ends, while the middle part of the beam was compressed.
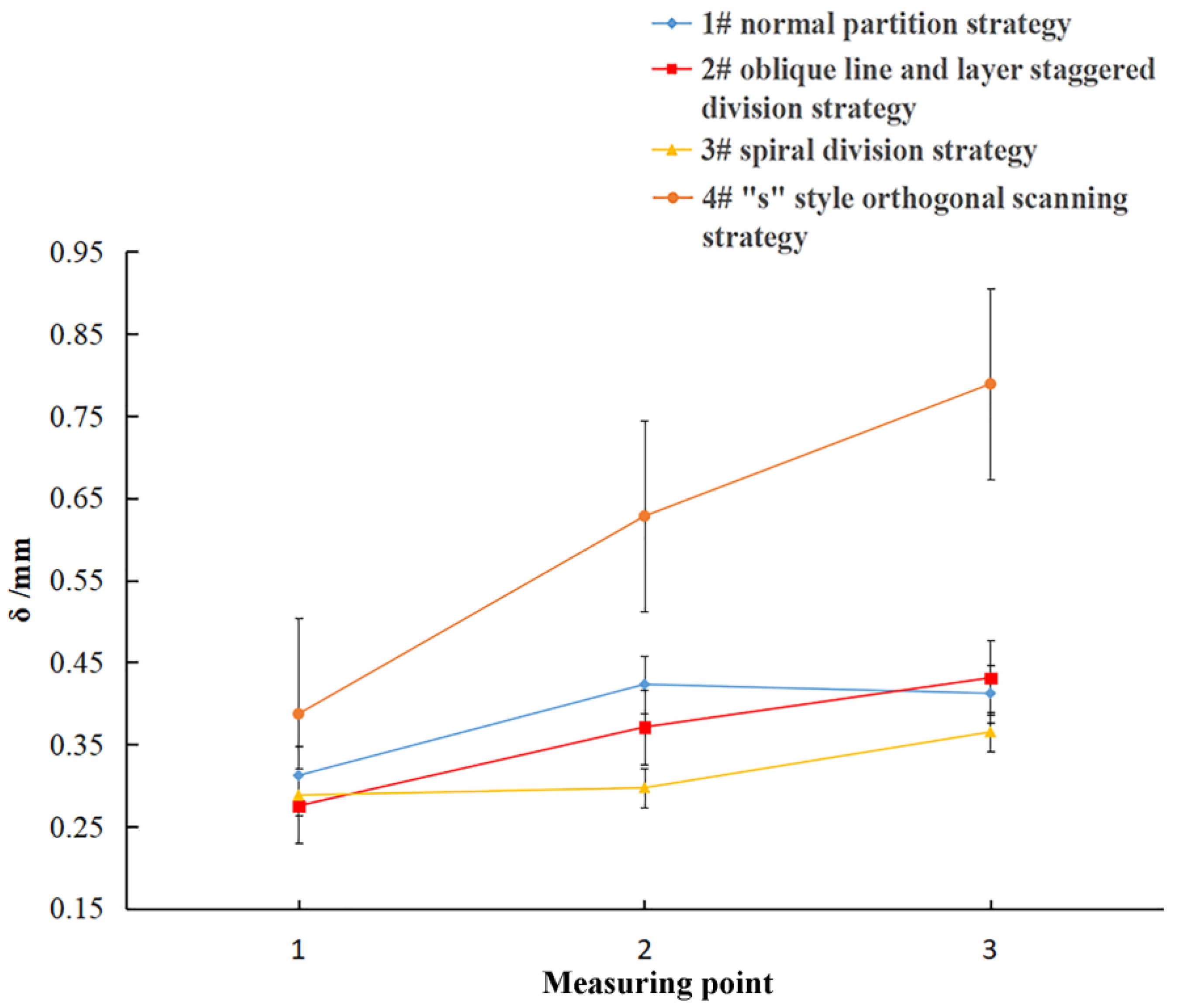
As shown in
Figure 14, this was the deformation result of the of the four group samples. The curves of samples from groups #1, #2 and #3 group samples in the figure changed gently. With the length of the bridge structure increased from 12 mm to 28 mm, and there was a slight change in the deformation, with a difference of only 0.2 mm. There is no obvious difference among the deformations of the three groups samples, which showed that the deformation of the sample using the divisional scanning strategy had little to do with the length of the bridge structure, and the amount of deformation did not change significantly with the length of the bridge structure. However, the deformation of group #4 samples obviously increased with the length of the bridge, and the deformation of each sample in group #4 was greater than the deformation of the first three groups of samples. When the length was 12 mm, the difference of the deformation was only 0.1 mm. When the length was 28 mm, the difference of the deformation increased to 0.4 mm. Obviously, with a length increase in the bridge structure, the deformation difference between group #4 samples and the first three sample groups became larger and more obvious.
The reason for the above result is related to the length of the scanning line. The first three kinds of divisional scanning strategies all defined area lengths of 5 mm, and the divisional scanning strategy used a sub-area boundary to cut off the scanning lines, so that the scanning line length was controlled to within 8 mm. Therefore, when the bridge structure length becomes longer, the scanning line’s lengths in these three kinds of divisional scanning strategies does not increase, and the deformation will not increase. All of the divisional scanning strategies use orthogonal scanning lines in the adjacent sub-areas, so that the deformation in the same direction will not have a cumulative effect along the length of the bridge structure, and the strategies also control the deformation of samples. However, when the “s” style orthogonal scanning strategy is applied to generate the scanning lines, the length of the scanning line is closely related to the size of the sample model. As the size of the model increases, the length of the scanning line and the deformation will also increase.
Therefore, the scanning strategy works by indirectly changing the length and direction of the scanning lines, so that the length of the scanning line is not limited by the size and shape of the three-dimensional model. Besides, the deformation of the produced parts can be improved by controlling the length of the scanning lines to within a certain range, and changing the direction of the scanning lines along the length direction. Therefore, it is important to choose the appropriate scanning strategy to control the deformation of the SLM parts.
3.4. Discussions
The experimental results show that all three kinds of divisional scanning strategies can obtain dense parts with a density exceeding 99%. As for the overlap area, the intersection of the slash layer-staggered divisional scanning area, where multiple scanning lines in one area are abutted with multiple scanning lines in another area, is prone to the phenomenon of insufficient powder compensation and micro-pores, which are very unfavorable for the improvement of the overlap quality. Because normal partition strategy adopts a scanning line outward extension mechanism to overlap, the overlap joint areas are re-melted. Thus, the energy input is too large in the overlap of the joint areas, resulting in local excessive residual stress and affecting the residual stress distribution uniformly in the fabricated plane. However, the residual stress of the part plane with an oblique line and layer-staggered divisional strategy and spiral divisional strategy are all at a low level, and the distribution is more uniform. All three kinds of divisional scanning strategies can limit the length of the scanning line to 8 mm, so that the deformation of the part is not affected by the size of the part, and the effects of the three kinds of divisional scanning on the part deformation are not significantly different. The above results might provide a reference for optimizing the scanning strategy of selective laser melting. For example, when using the divisional scanning strategy, the scanning mechanism of docking the scanning lines in the adjacent sub-area should not be adopted, as it will affect the surface quality. Minimizing the size of the in-plane scanning partition, helps to distribute the residual stress evenly and to keep it at a low level. In fact, for the defects in overlap, Yasa et al. also found that the selection of parameters related to sectoral scanning may cause aligned porosity at the edges between sectors or scanned tracks, which is very undesirable in terms of mechanical properties [
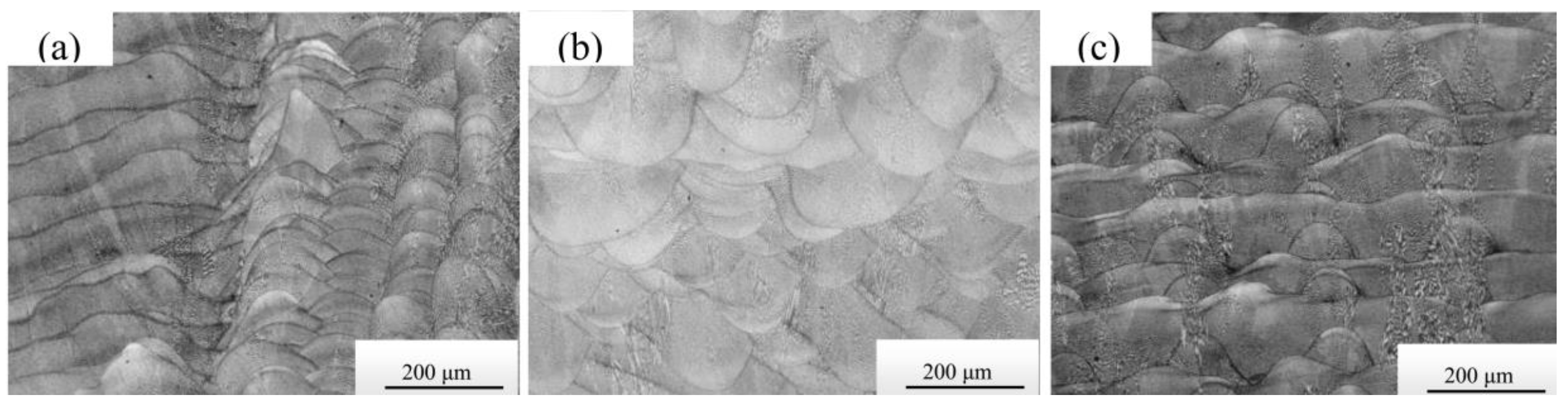
20]. The authors also made a microscopic analysis on the overlap of the melting track. As shown in
Figure 15, it can be found that the microstructure of the samples using three scanning strategies have obvious different track overlapping characterizations.
The above analysis shows that the divisional scanning strategy can inevitably encounter regional overlap problems, and the quality control of overlap area has a crucial influence on the mechanical properties and surface quality of the parts. For example, Dai et al. investigated the influence of the re-melting behavior and scanning strategy on the formation of the “track–track” and “layer–layer” molten pool boundaries (MPBs) [
25], and Almangour et al. investigated scanning strategies for texture and anisotropy tailoring during selective laser melting of TiC/316L stainless steel nanocomposites [
10]. Carter et al. from Birmingham University also observed the repeating pattern shown in the grain structure, which has been linked to the overlapping of the ‘island’ pattern used, as is standard in the Concept Laser M2, and they suggested that the formation of this bi-modal grain structure can be linked to heat transfer away from the solidifying melt pool [
26].
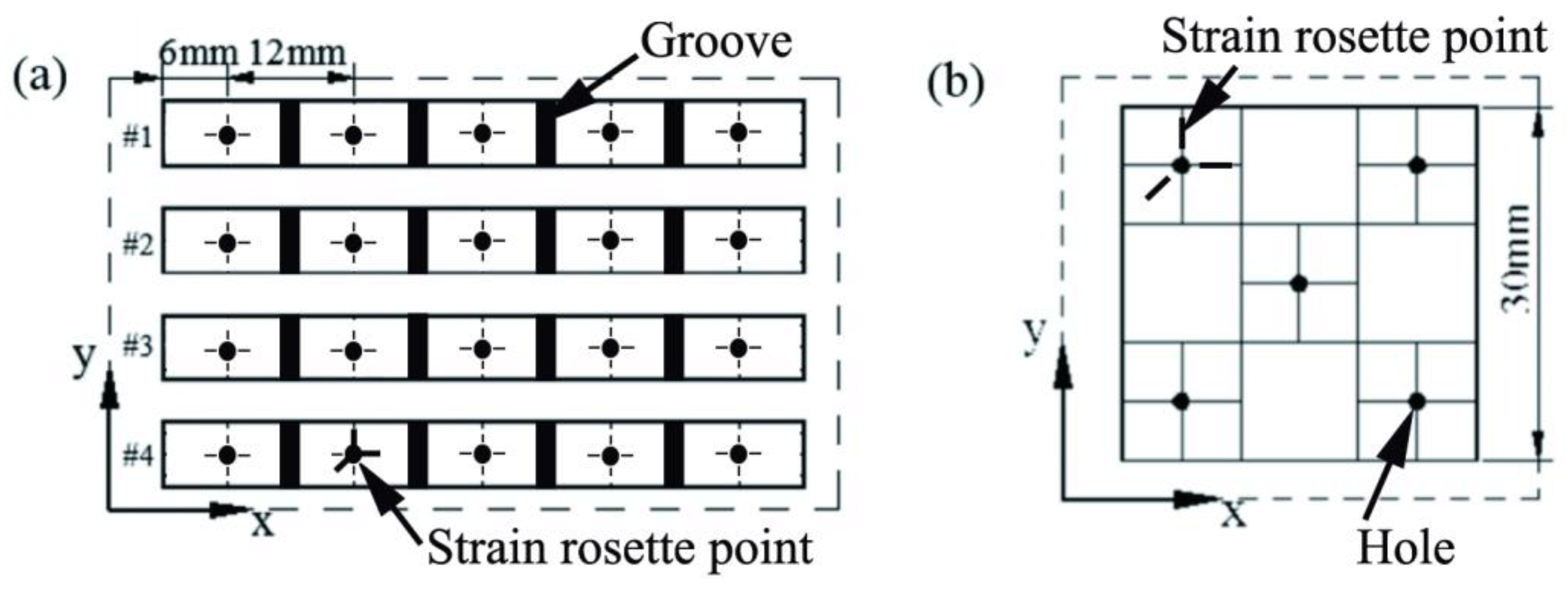
Of course, the design of this experiment is not well considered. For example, only the three divisional scanning strategies developed based on the current mainstream laser scanning strategies were selected to investigate the influence of the division mechanism on the performance of the SLM part, and other division mechanisms were not fully introduced. The drilling method was adopted to test the residual stress. Due to the constraints of the strain force, the selected test points were limited and the interval was large, and this could only reflect the general rules of residual stress distribution. At the same time, the effects of different divisional scanning strategies on the performance of SLM parts were evaluated only from the aspects of densification, surface quality, residual stress distribution, and deformation. The effect of different divisional scanning modes has not been further explored within the microstructure of parts, and a follow-up remains to be further studied.

 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}