Selective Laser Sintering of Laser Printed Ag Nanoparticle Micropatterns at High Repetition Rates

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Experimental Results and Characterization
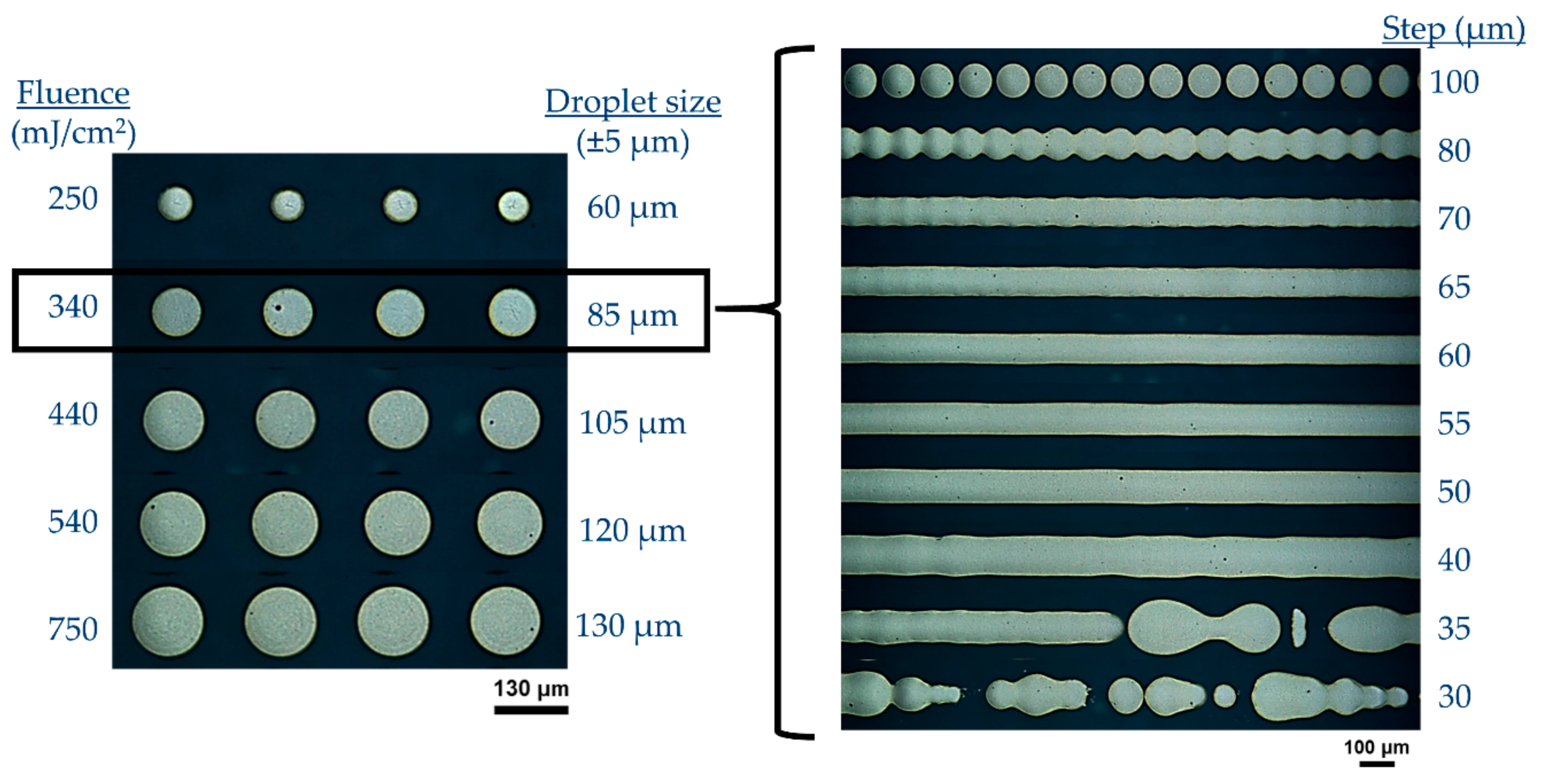
3.1.1. High Speed Laser Printing
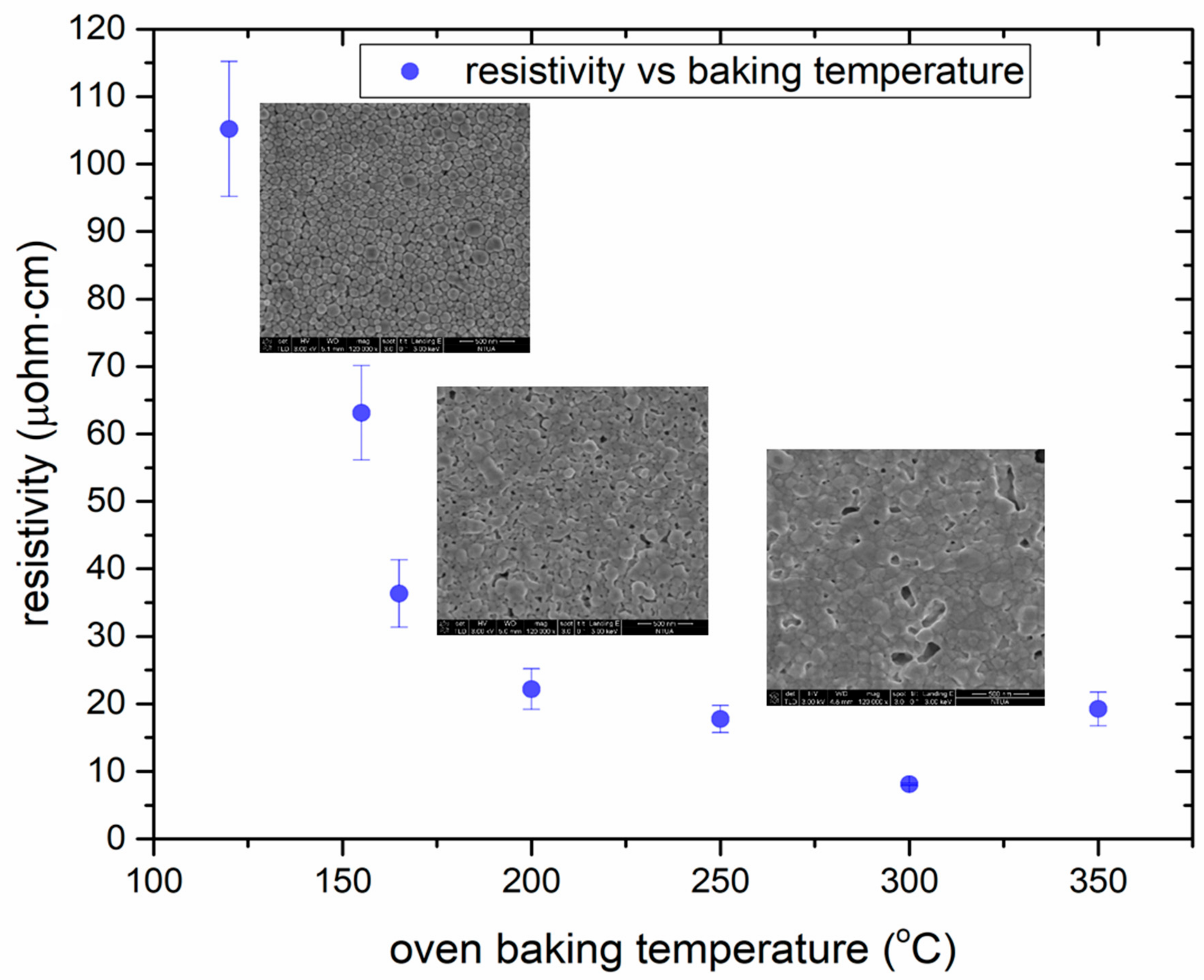
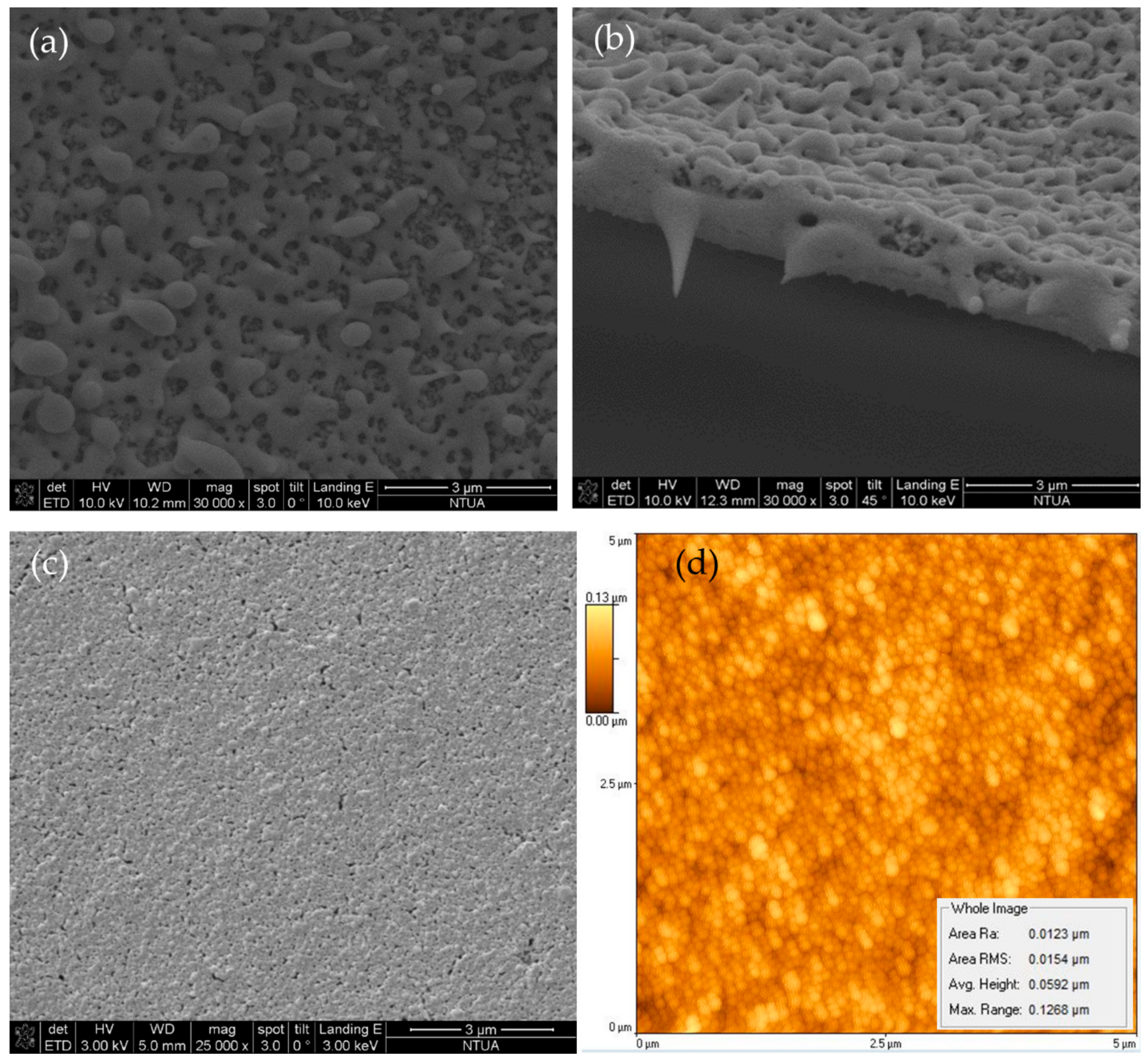
3.1.2. Oven Sintering
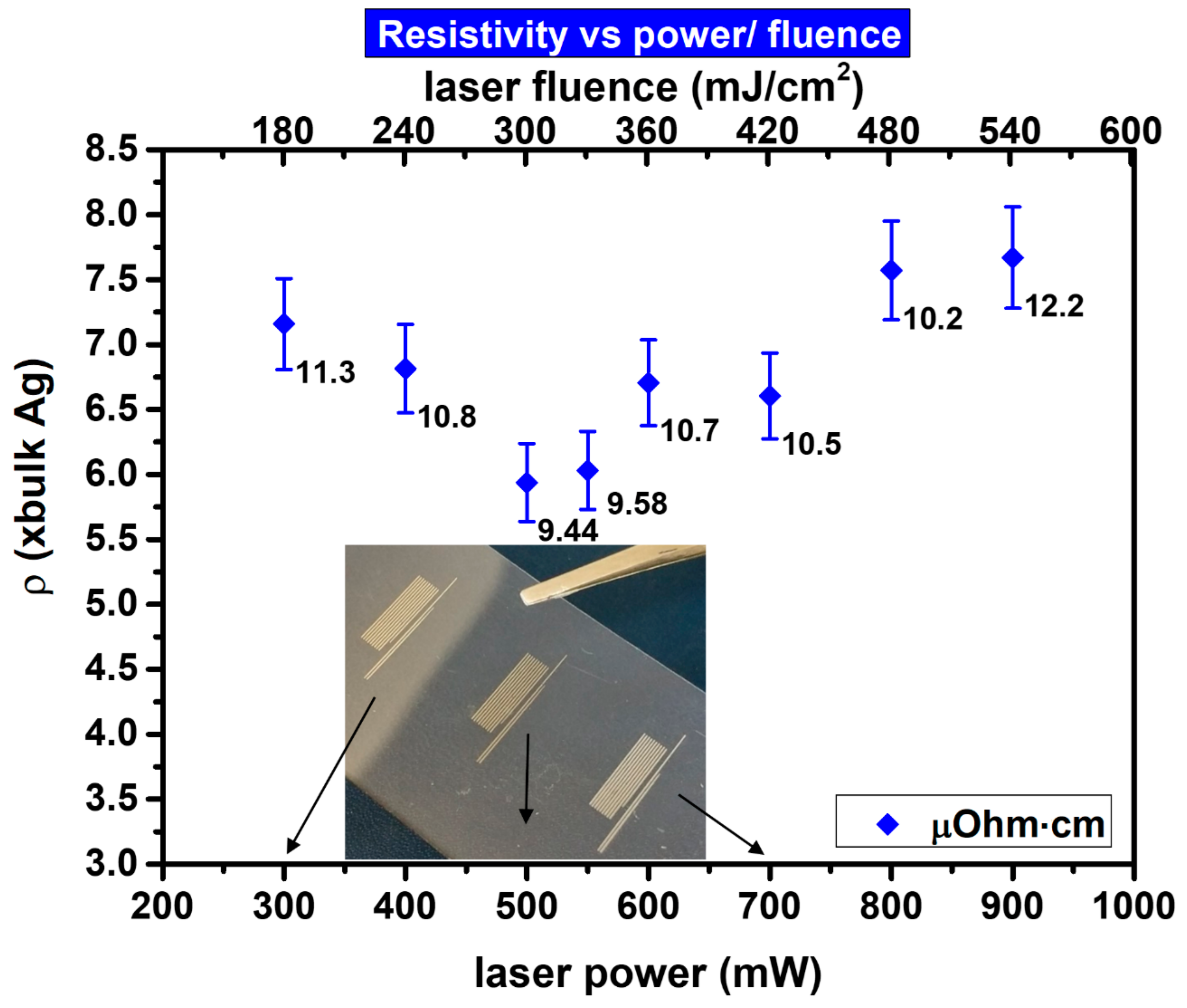
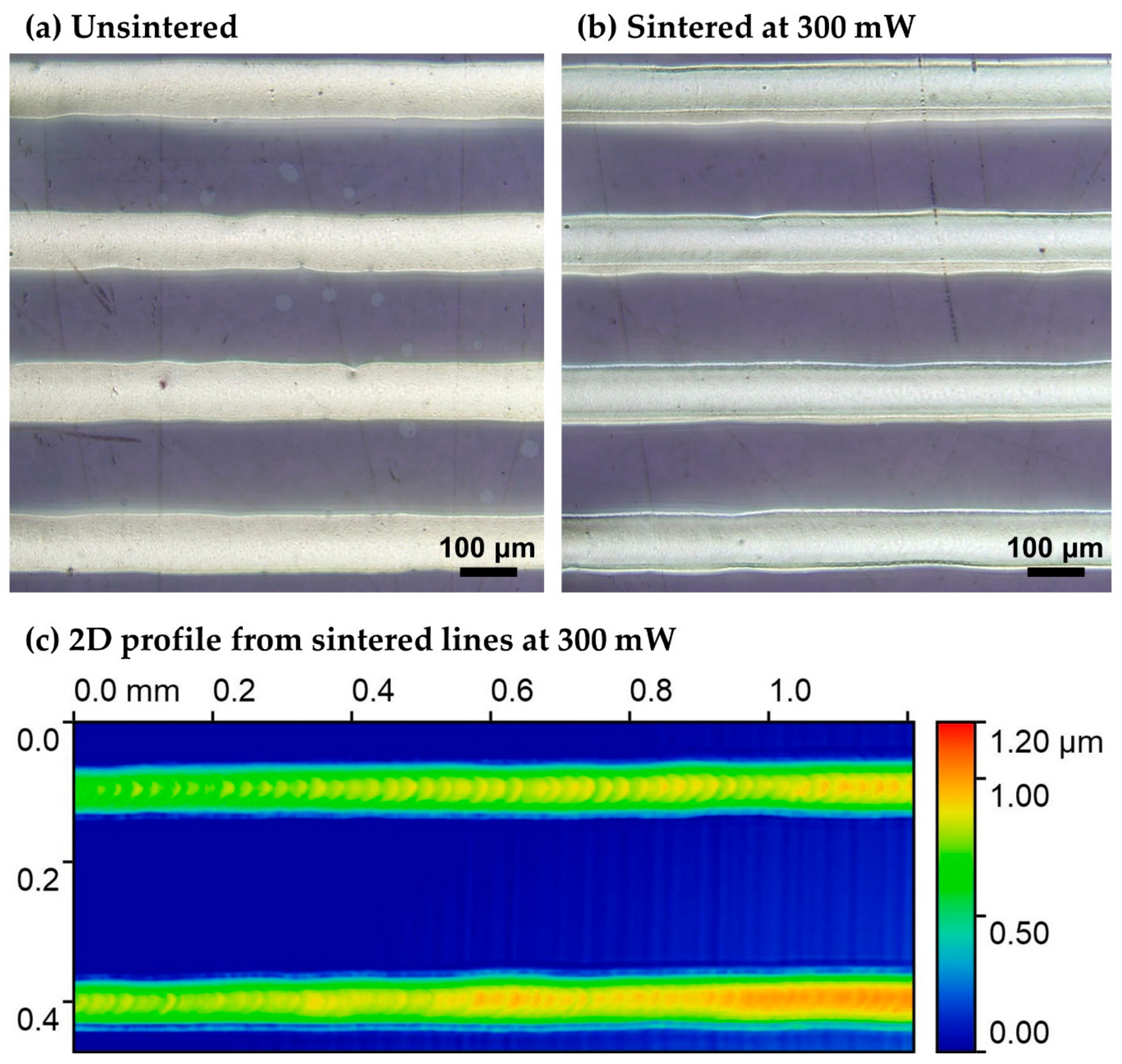
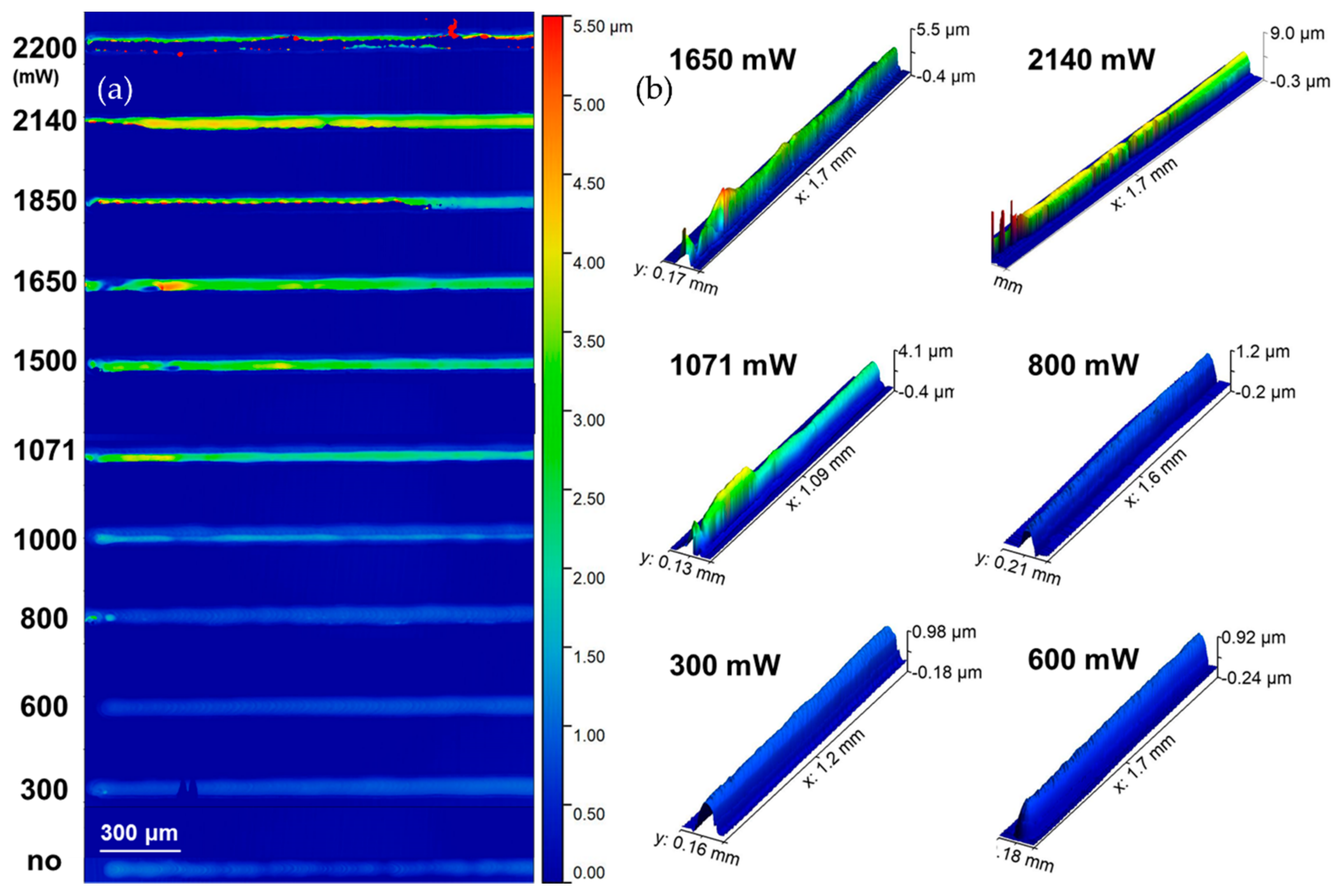
3.1.3. High Speed Laser Sintering: Process Development
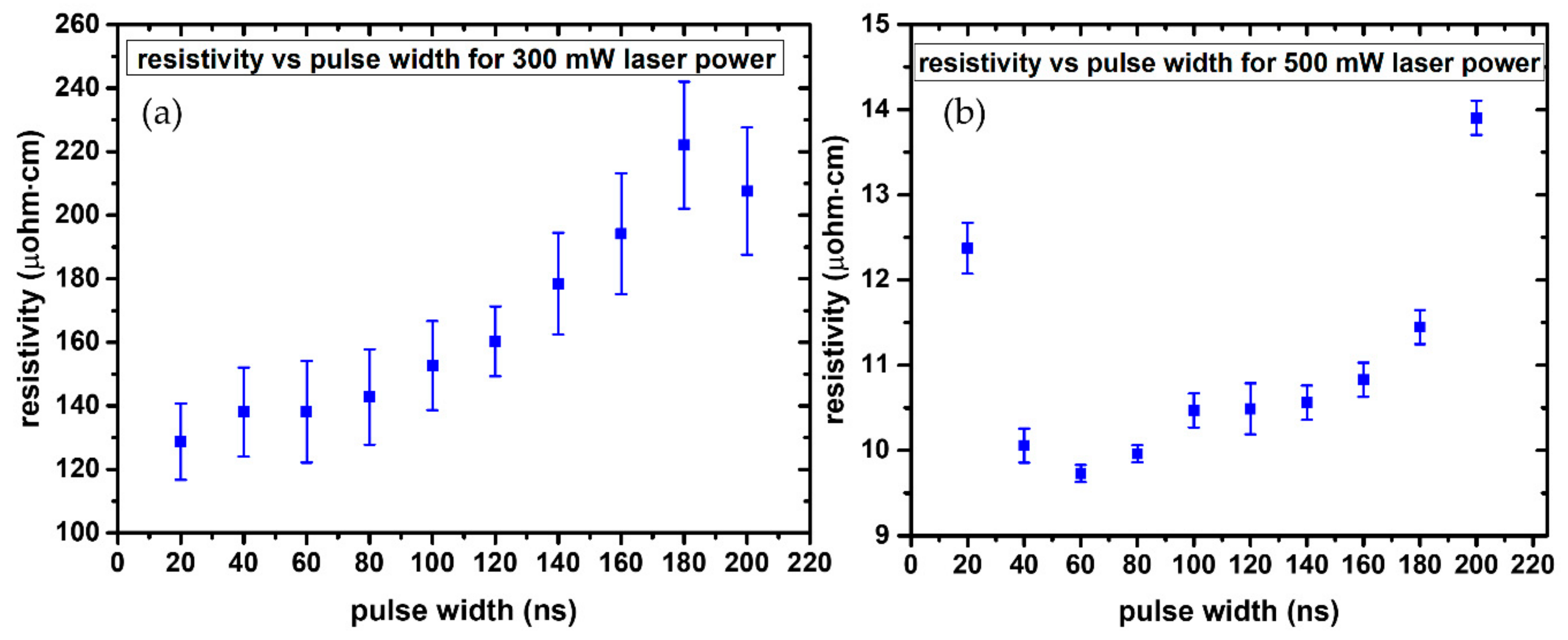
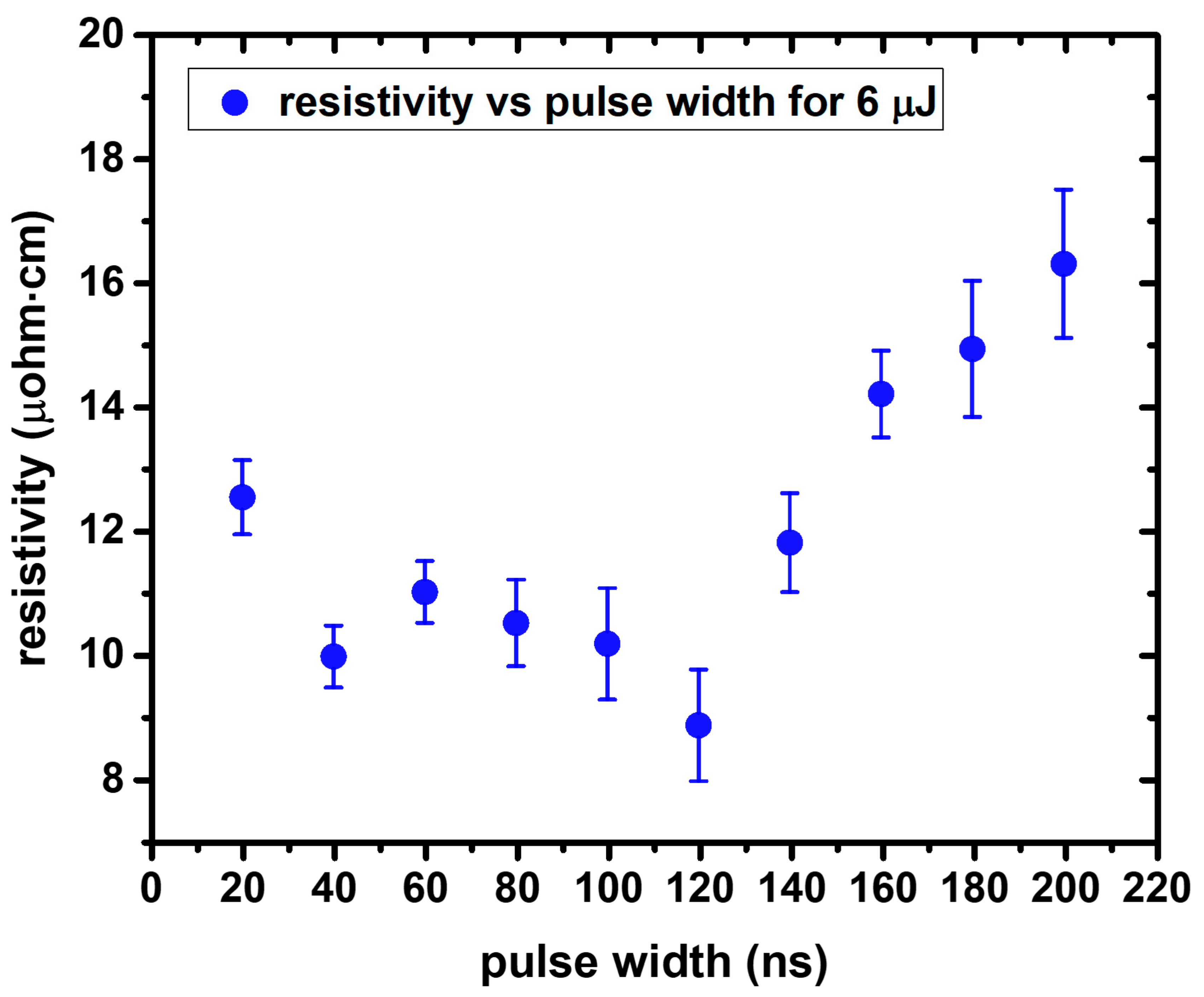
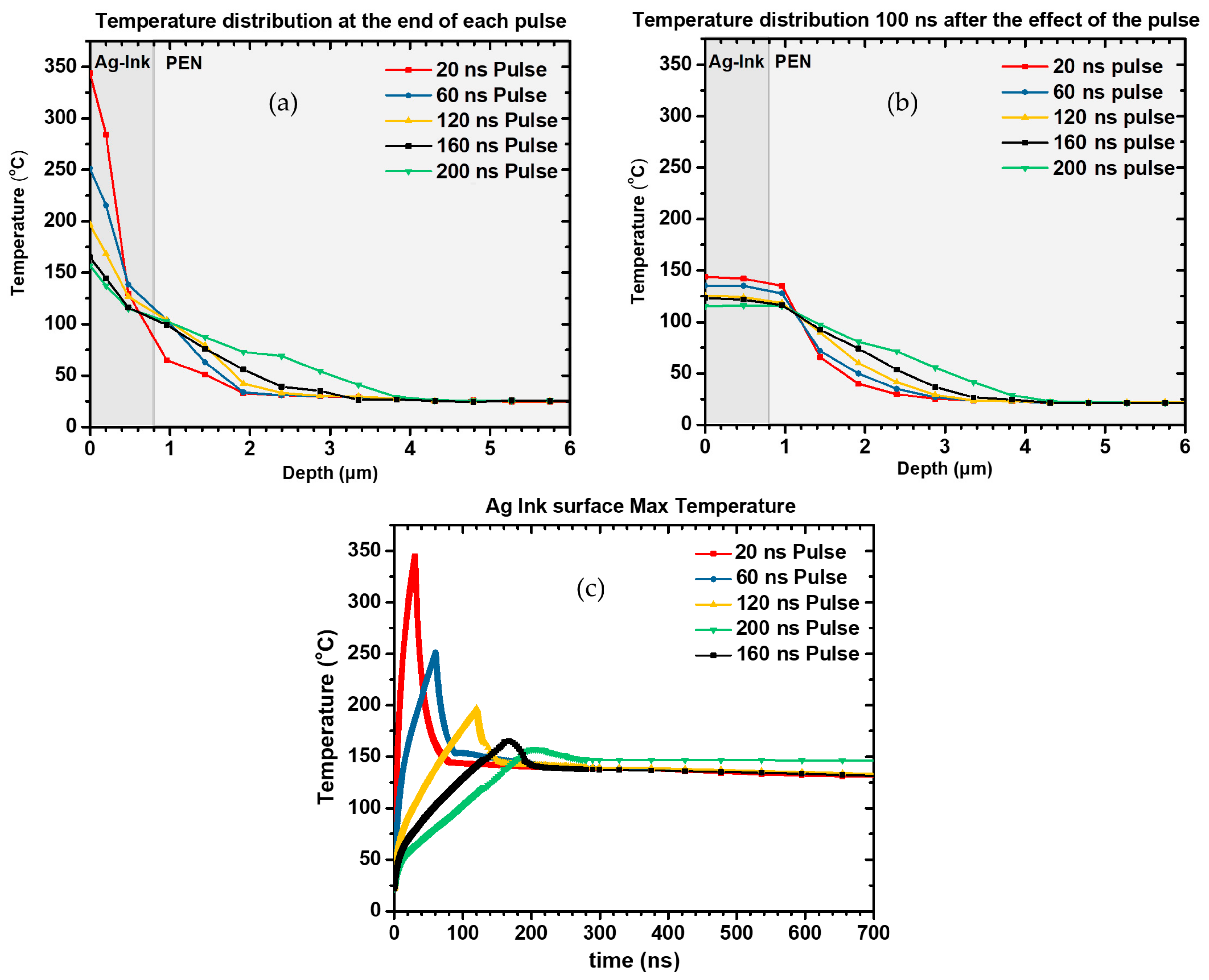
3.1.4. High Speed Laser Sintering: Pulse Width Effect Investigation
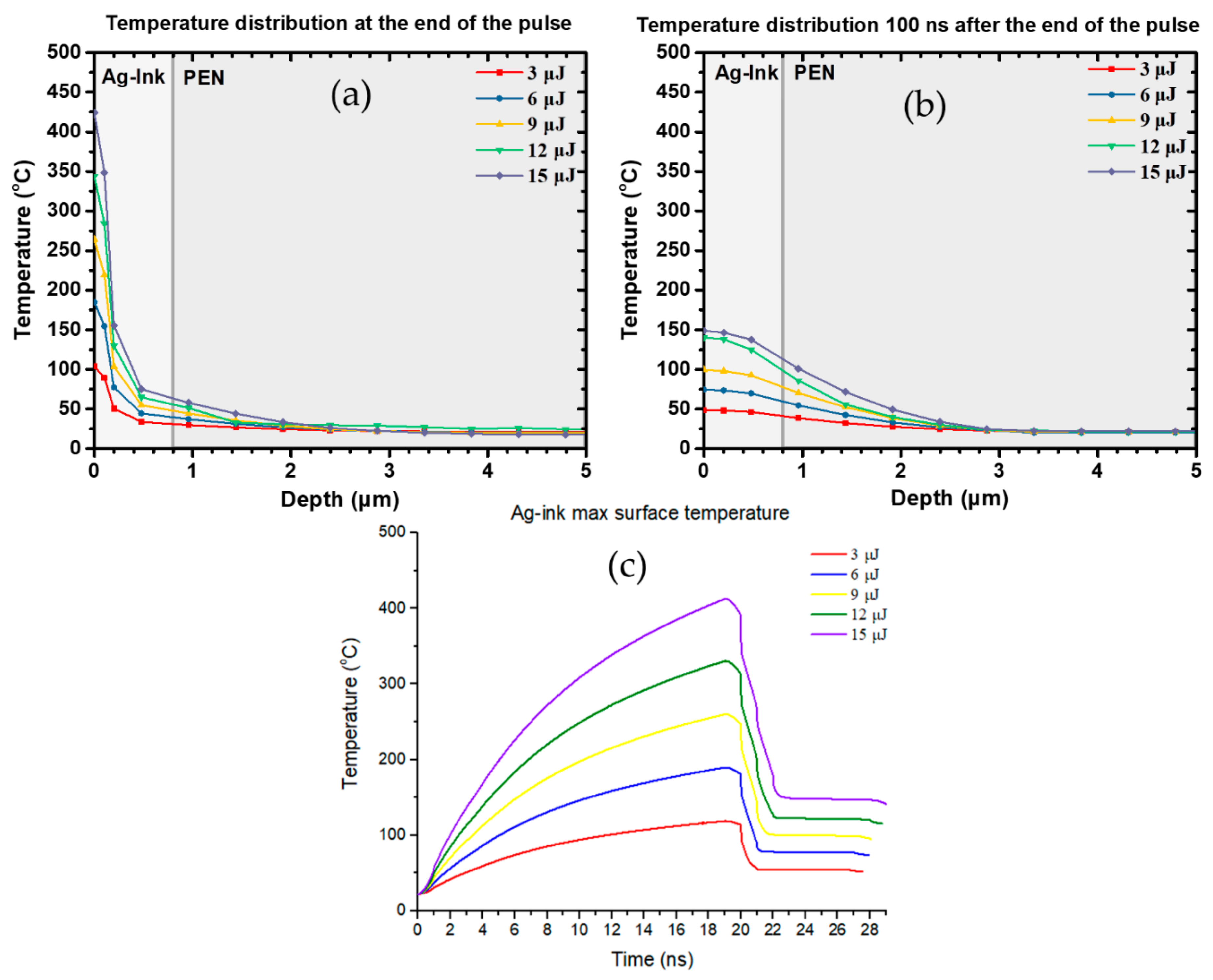
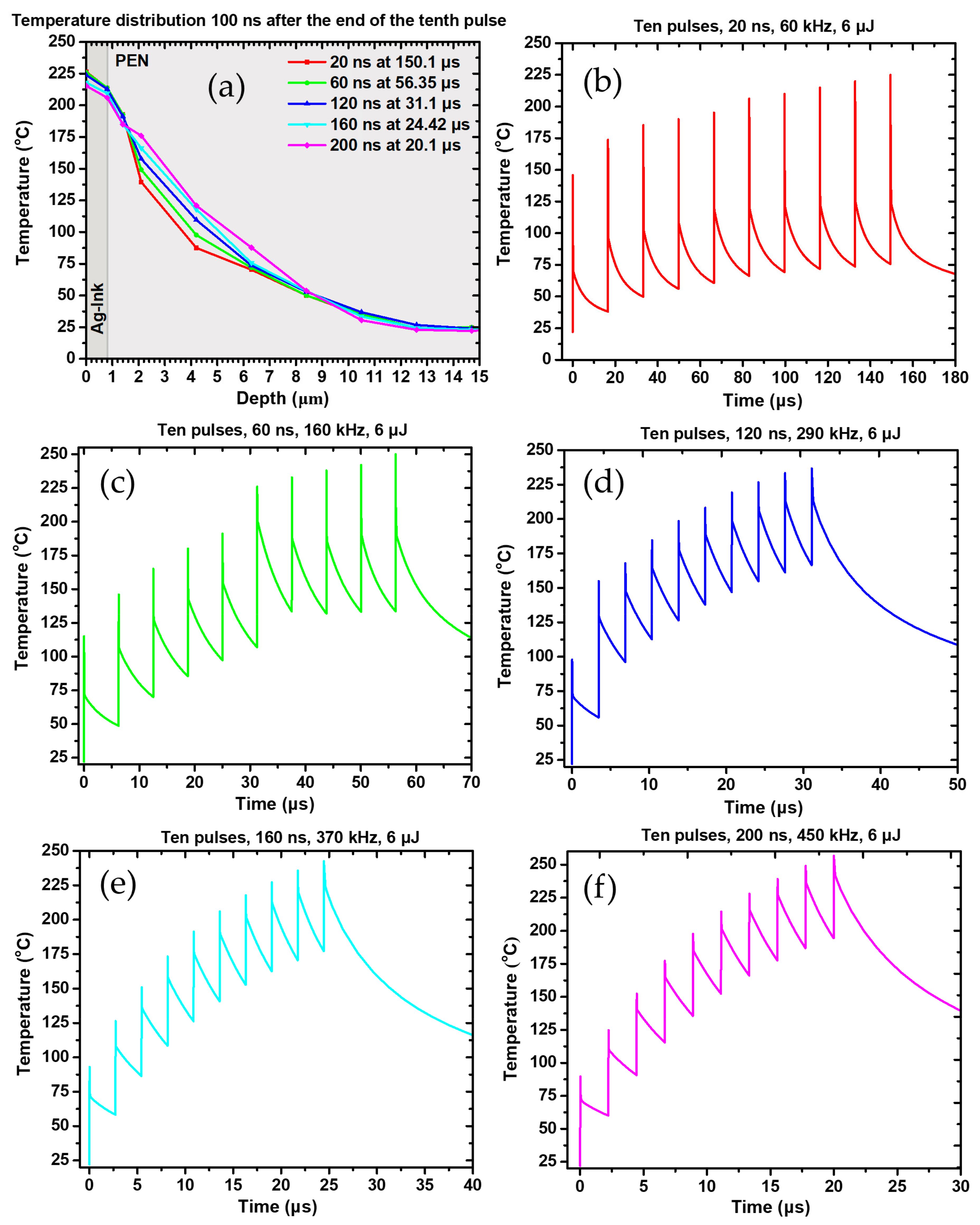
3.2. Modelling
3.3. Benchmark of Numerical vs. Experimental Results
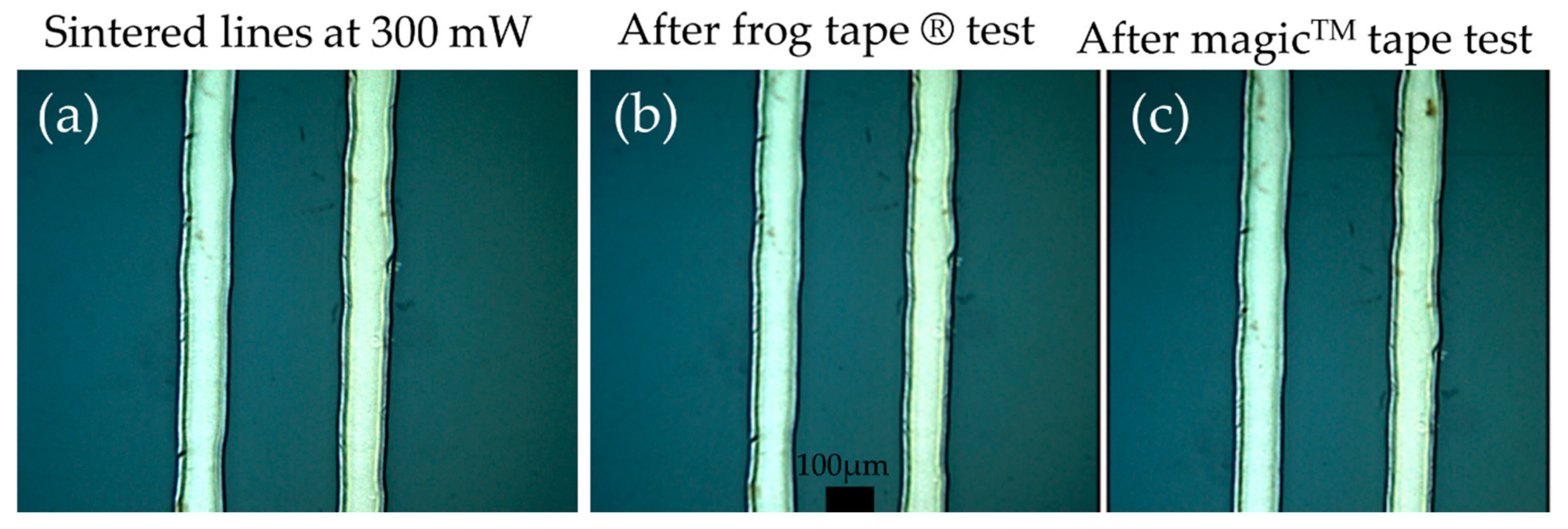
3.4. Performance Evaluation—Adhesion Testing
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bao, Z.; Chen, X. Flexible and Stretchable Devices. Adv. Mater. 2016, 28, 4177–4179. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, Y.; Pharr, M.; Salvatore, G.A. Lab-on-Skin: A Review of Flexible and Stretchable Electronics for Wearable Health Monitoring. ACS Nano 2017, 11, 9614–9635. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.; Lee, P.; Lee, H.; Lee, D.; Lee, S.S.; Ko, S.H. Very long Ag nanowire synthesis and its application in a highly transparent, conductive and flexible metal electrode touch panel. Nanoscale 2012, 4, 6408–6414. [Google Scholar] [CrossRef] [PubMed]
- Bieri, N.R.; Chung, J.; Haferl, S.E.; Poulikakos, D.; Grigoropoulos, C.P. Microstructuring by printing and laser curing of nanoparticle solutions. Appl. Phys. Lett. 2003, 82, 3529. [Google Scholar] [CrossRef]
- Lee, D.G.; Kim, D.K.; Moon, Y.J.; Moon, S.-J. Estimation of the Properties of Silver Nanoparticle Ink During Laser Sintering via In-Situ Electrical Resistance Measurement. J. Nanosci. Nanotechnol. 2013, 13, 5982–5987. [Google Scholar] [CrossRef] [PubMed]
- Lee, D.G.; Kim, D.K.; Moon, Y.J.; Moon, S.-J. Effect of laser-induced temperature field on the characteristics of laser-sintered silver nanoparticle ink. Nanotechnology 2013, 24, 265702. [Google Scholar] [CrossRef] [PubMed]
- Ko, S.H.; Pan, H.; Grigoropoulos, C.P.; Luscombe, C.K.; Fréchet, J.M.; Poulikakos, D. All-inkjet-printed flexible electronics fabrication on a polymer substrate by low-temperature high-resolution selective laser sintering of metal nanoparticles. Nanotechnology 2007, 18, 345202. [Google Scholar] [CrossRef] [Green Version]
- Öhlund, T.; Örtegren, J.; Andersson, H.; Nilsson, H.-E. Sintering methods for metal nanoparticle inks on flexible substrates. In Proceedings of the International Conference on Digital Printing Technologies, Louisville, KY, USA, 20–24 September 2009; Volume 4, pp. 614–617. [Google Scholar]
- Perelaer, J.; Gans, B.J.; Schubert, U.S. Ink-jet printing and microwave sintering of conductive silver tracks. Adv. Mater. 2006, 18, 2101–2104. [Google Scholar] [CrossRef]
- Wakuda, D.; Hatamura, M.; Suganuma, K. Novel method for room temperature sintering of Ag nanoparticle paste in air. Chem. Phys. Lett. 2007, 441, 4–6. [Google Scholar] [CrossRef]
- Reinhold, I.; Hendriks, C.E.; Eckardt, R.; Kranenburg, J.M.; Perelaer, J.; Baumann, R.R.; Schubert, U.S. Argon plasma sintering of inkjet printed silver tracks on polymer substrates. J. Mater. Chem. 2009, 19, 3384–3388. [Google Scholar] [CrossRef]
- Wunscher, S.; Stumpf, S.; Teichler, A.; Pabst, O.; Perelaer, J.; Beckert, E.; Schubert, U.S. Localized atmospheric plasma sintering of inkjet printed silver nanoparticles. J. Mater. Chem. 2012, 22, 24569. [Google Scholar] [CrossRef]
- Ko, S.H.; Chung, J.; Pan, H.; Grigoropoulos, C.P.; Poulikakos, D. Fabrication of multilayer passive and active electric components on polymer using inkjet printing and low temperature laser processing. Sens. Actuators A 2007, 134, 161–168. [Google Scholar] [CrossRef]
- Zhu, B.L.; Xie, C.S.; Wang, A.H.; Wu, J.; Wu, R.; Liu, J. Laser sintering ZnO thick films for gas sensor application. J. Mater. Sci. 2007, 42, 5416–5420. [Google Scholar] [CrossRef]
- Liu, W.; Wang, C.; Wang, C.; Jiang, X.; Huang, X. Laser Sintering of Nano-Ag Particle Paste for High-Temperature Electronics Assembly. IEEE Trans. Compon. Packag. Manuf. Technol. 2017, 7, 1050–1057. [Google Scholar] [CrossRef]
- Paeng, D.; Yeo, J.; Lee, D.; Moon, S.J.; Grigoropoulos, C.P. Laser wavelength effect on laser induced photo-thermal sintering of silver nanoparticles. Adv. Mater. 2011, 23, 3176–3181. [Google Scholar] [CrossRef]
- Auyeung, R.C.Y.; Kim, H.; Mathews, S.A.; Piqué, A. Laser Direct-Write of Metallic Nanoparticle Inks. J. Laser Micro Nanoeng. 2007, 2, 21–25. [Google Scholar] [CrossRef] [Green Version]
- Ermak, O.; Zenou, M.; Toker, G.B.; Ankri, J.; Diamand, Y.S.; Kotler, Z. Rapid laser sintering of metal nanoparticles inks. Nanotechnology 2016, 27, 385201. [Google Scholar] [CrossRef] [PubMed]
- Son, Y.; Yeo, J.; Moon, H.; Lim, T.W.; Hong, S.; Nam, K.H.; Yoo, S.; Grigoropoulos, C.P.; Yang, D.Y.; Ko, S.H. Nanoscale Electronics: Digital Fabrication by Direct Femtosecond Laser Processing of Metal Nanoparticles. Adv. Mater. 2011, 23, 3176–3181. [Google Scholar] [CrossRef] [PubMed]
- Peng, P.; Hu, A.; Zhou, Y. Laser sintering of silver nanoparticle thin films: Microstructure and optical properties. Appl. Phys. A 2012, 108, 685–691. [Google Scholar] [CrossRef]
- Halonen, E.; Heinonen, E.; Mäntysalo, M. The Effect of Conditions Laser Sintering Process Parameters on Cu Nanoparticle Ink in Room Conditions. Opt. Photonics J. 2013, 3, 40–44. [Google Scholar] [CrossRef]
- Zenou, M.; Ermak, O.; Saar, A.; Kotler, Z. Laser sintering of copper nanoparticles. J. Phys. D Appl. Phys. 2014, 47, 025501. [Google Scholar] [CrossRef]
- Spechler, J.A.; Arnold, C.B. Direct-write pulsed laser processed silver nanowire networks for transparent conducting electrodes. Appl. Phys. A 2012, 108, 25–28. [Google Scholar] [CrossRef]
- Gao, Y.; Liang, F.; Freihofer, G.; Wu, B.; Mohan, B.; Raghavan, S.; Gou, J.; Li, S.; Albee, B.; Bishnoi, S.W. Laser sintering of carbon nanotube-reinforced ceramic nanocomposites. Int. J. Smart Nano Mater. 2011, 2, 219–229. [Google Scholar] [CrossRef]
- Basile, N.; Gonona, M.; Petit, F.; Cambier, F. Interaction between laser beam and BaTiO3 powders in selective laser sintering treatments. J. Eur. Ceram. Soc. 2012, 32, 3303–3311. [Google Scholar] [CrossRef]
- Theodorakos, I.; Zacharatos, F.; Geremia, R.; Karnakis, D.; Zergioti, I. Selective laser sintering of Ag NPs ink for applications in flexible electronics. Appl. Surf. Sci. 2015, 336, 157–162. [Google Scholar] [CrossRef]
- Zacharatos, F.; Iliadis, N.; Kanakis, J.; Bakopoulos, P.; Avramopoulos, H.; Zergioti, I. Laser Direct Writing of 40 GHz RF Components on Flexible Substrates. J. Opt. Laser Technol. 2016, 79, 108–114. [Google Scholar] [CrossRef]
- Zacharatos, F.; Makrygianni, M.; Geremia, R.; Biver, E.; Karnakis, D.; Leyder, S.; Puerto, P.; Delaporte, P.; Zergioti, I. Laser Direct Write micro-fabrication of large area electronics on flexible substrates. Appl. Surf. Sci. 2016, 374, 117–123. [Google Scholar] [CrossRef]
- Myungo, J.; Byoungyoon, L.; Sooncheol, J.; Myeongkyu, L. Comparative studies on thermal and laser sintering for highly conductive Cu films printable on plastic substrate. Thin Solid Films 2012, 520, 2878–2883. [Google Scholar]
- Kumpulainen, T.; Pekkanen, J.; Valkama, J.; Laakso, J.; Tuokko, R.; Mantysalo, M. Low temperature nanoparticle sintering with continuous wave and pulse lasers. Opt. Laser Technol. 2011, 43, 570–576. [Google Scholar] [CrossRef]
- Lu, C.T.; Lu, F.L.; Tsai, C.E.; Huang, W.H.; Liu, C.W. Process Simulation of Pulsed Laser Annealing on Epitaxial Ge on Si. ECS J. Solid State Sci. Technol. 2017, 6, 495–498. [Google Scholar] [CrossRef]
- Chivel, Y.; Smurov, I. On-line temperature monitoring in selective laser sintering/melting. Phys. Procedia 2010, 5, 515–521. [Google Scholar] [CrossRef]
- Berumen, S.; Bechmann, F.; Lindner, D.; Kruth, J.-P.; Craeghs, T. Quality control of laser- and powder bed-based Additive Manufacturing (AM) technologies. Phys. Procedia 2010, 5, 617–622. [Google Scholar] [CrossRef]
- Cheng, C.W.; Chen, J.K. Femtosecond laser sintering of copper nanoparticles. Appl. Phys. A 2016, 122, 289. [Google Scholar] [CrossRef]
- Makrygianni, M.; Kalpyris, I.; Boutopoulos, C.; Zergioti, I. Laser induced forward transfer of Ag nanoparticles ink deposition and characterization. Appl. Surf. Sci. 2014, 297, 40–44. [Google Scholar] [CrossRef]
- Lide, D.R. Chemical Rubber Company Handbook of Chemistry and Physics, 79th ed.; CRC Press: Boca Raton, FL, USA, 1998; pp. 219–220. [Google Scholar]
- Zacharatos, F.; Karvounis, P.; Theodorakos, I.; Hatziapostolou, A.; Zergioti, I. Single Step Laser Transfer and Laser Curing of Ag NanoWires: A Digital Process for the Fabrication of Flexible and Transparent Microelectrodes. Materials 2018, 11, 1036. [Google Scholar] [CrossRef] [PubMed]
- Lavrenko, V.A.; Malyshevskaya, A.I.; Kuznetsova, L.I.; Litvinenko, V.F.; Pavlikov, V.N. Features of High-Temperature Oxidation in Air of Silver and Alloy Ag−Cu, and Adsorption of Oxygen on Silver Powder. Metall. Met. Ceram. 2006, 45, 9–10. [Google Scholar]
- Warrier, P.; Teja, A. Effect of particle size on the thermal conductivity of nanofluids containing metallic nanoparticles. Nanoscale Res. Lett. 2011, 6, 247. [Google Scholar] [CrossRef] [PubMed] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Ag Ink | PEN |
|---|---|---|
| α(Τ) (cm−1) at 32 nm | 1.20 × 105 | negligible |
| k (W/mK) | 140 | 0.15 |
| Cp (J/kgK) | ** | 1300 |
| ρ (g/cm3) | 7 | 1.38 |
| R (–) | 0.5 | negligible |
| Elements | 44,561 |
| Nodes | 72,827 |
| Size Function | Adaptive |
| Conforming Method | Tetrahedrons |
| Orthogonal Average Quality | 0.79 |
| Pulse Width (ns) | Rep. Rate (kHz) | Scan Speed (mm/s) | Average Power | Laser Spot Diameter (FWHM) μm | Estimated Laser Pulse Energy (μJ) | Estimated Laser Fluence (mJ/cm2) | ||
|---|---|---|---|---|---|---|---|---|
| 20 | 60 | 100 | 300/500 | 100 | 5/ | 8.33 | 168/ | 280 |
| 40 | 120 | 200 | 2.5/ | 4.16 | 84/ | 140 | ||
| 60 | 160 | 266 | 1.87/ | 3.12 | 63/ | 105 | ||
| 80 | 200 | 333 | 1.5/ | 2.50 | 50/ | 83 | ||
| 100 | 250 | 416 | 1.4/ | 2.00 | 40/ | 67 | ||
| 120 | 290 | 483 | 1/ | 1.66 | 33/ | 55 | ||
| 140 | 330 | 550 | 0.91/ | 1.52 | 31/ | 51 | ||
| 160 | 370 | 616 | 0.81/ | 1.35 | 27/ | 45 | ||
| 180 | 430 | 716 | 0.7/ | 1.17 | 24/ | 40 | ||
| 200 | 450 | 750 | 0.66/ | 1.10 | 22/ | 37 | ||
| Pulse Width (ns) | Rep. Rate (kHz) | Scan Speed (mm/s) | Pulse Energy (μJ) | Laser Spot Diameter (FWHM) (μm) | Measured Laser Power (mW) |
|---|---|---|---|---|---|
| 20 | 60 | 100 | 6 | 100 | 300 |
| 40 | 120 | 200 | 600 | ||
| 60 | 160 | 266 | 800 | ||
| 80 | 200 | 333 | 1000 | ||
| 100 | 250 | 416 | 1071 | ||
| 120 | 290 | 483 | 1500 | ||
| 140 | 330 | 550 | 1650 | ||
| 160 | 370 | 616 | 1850 | ||
| 180 | 430 | 716 | 2140 | ||
| 200 | 450 | 750 | 2200 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zacharatos, F.; Theodorakos, I.; Karvounis, P.; Tuohy, S.; Braz, N.; Melamed, S.; Kabla, A.; De la Vega, F.; Andritsos, K.; Hatziapostolou, A.; et al. Selective Laser Sintering of Laser Printed Ag Nanoparticle Micropatterns at High Repetition Rates. Materials 2018, 11, 2142. https://0-doi-org.brum.beds.ac.uk/10.3390/ma11112142
Zacharatos F, Theodorakos I, Karvounis P, Tuohy S, Braz N, Melamed S, Kabla A, De la Vega F, Andritsos K, Hatziapostolou A, et al. Selective Laser Sintering of Laser Printed Ag Nanoparticle Micropatterns at High Repetition Rates. Materials. 2018; 11(11):2142. https://0-doi-org.brum.beds.ac.uk/10.3390/ma11112142
Chicago/Turabian StyleZacharatos, Filimon, Ioannis Theodorakos, Panagiotis Karvounis, Simon Tuohy, Nuno Braz, Semyon Melamed, Ayala Kabla, Fernando De la Vega, Kostas Andritsos, Antonios Hatziapostolou, and et al. 2018. "Selective Laser Sintering of Laser Printed Ag Nanoparticle Micropatterns at High Repetition Rates" Materials 11, no. 11: 2142. https://0-doi-org.brum.beds.ac.uk/10.3390/ma11112142