A Computational Thermodynamics-Assisted Development of Sn-Bi-In-Ga Quaternary Alloys as Low-Temperature Pb-Free Solders


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. CALPHAD Thermodynamic Modeling
2.2. Solder-Alloy Preparation and Ageing Process
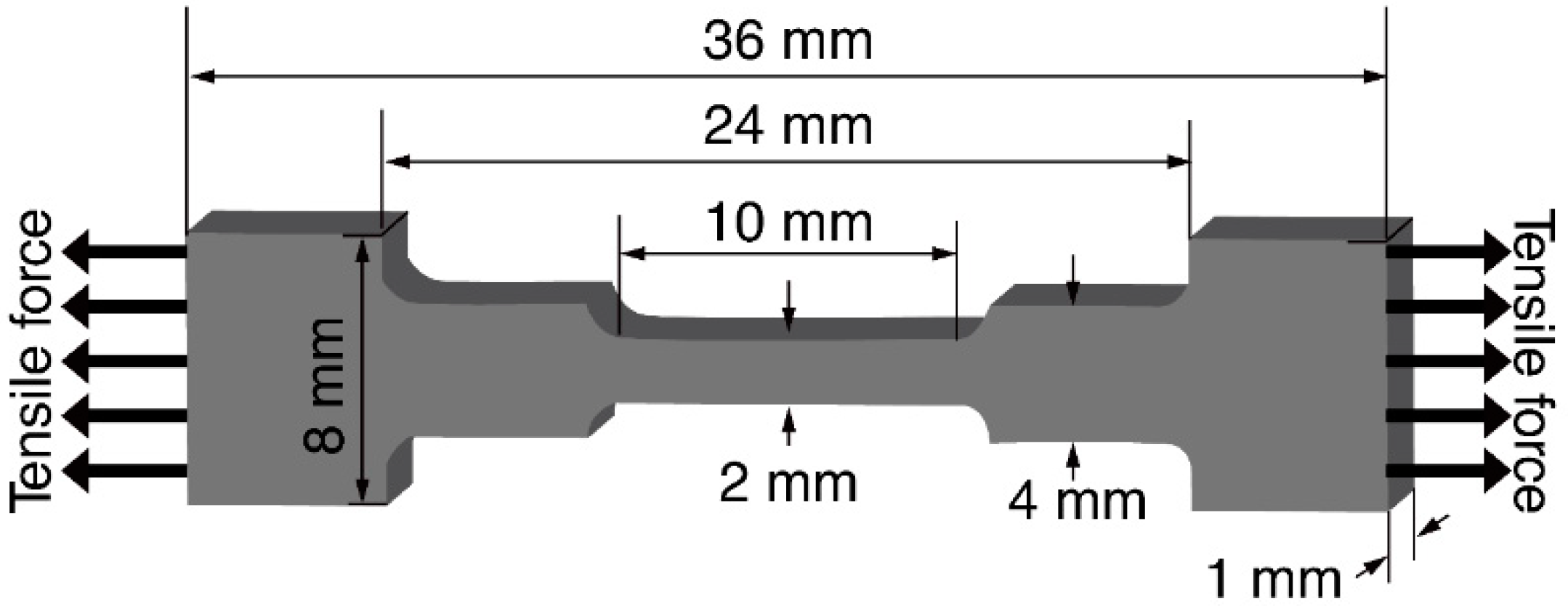
2.3. Microstructural Characterizations, Thermal Analyses, and Tensile Tests
3. Results and Discussion
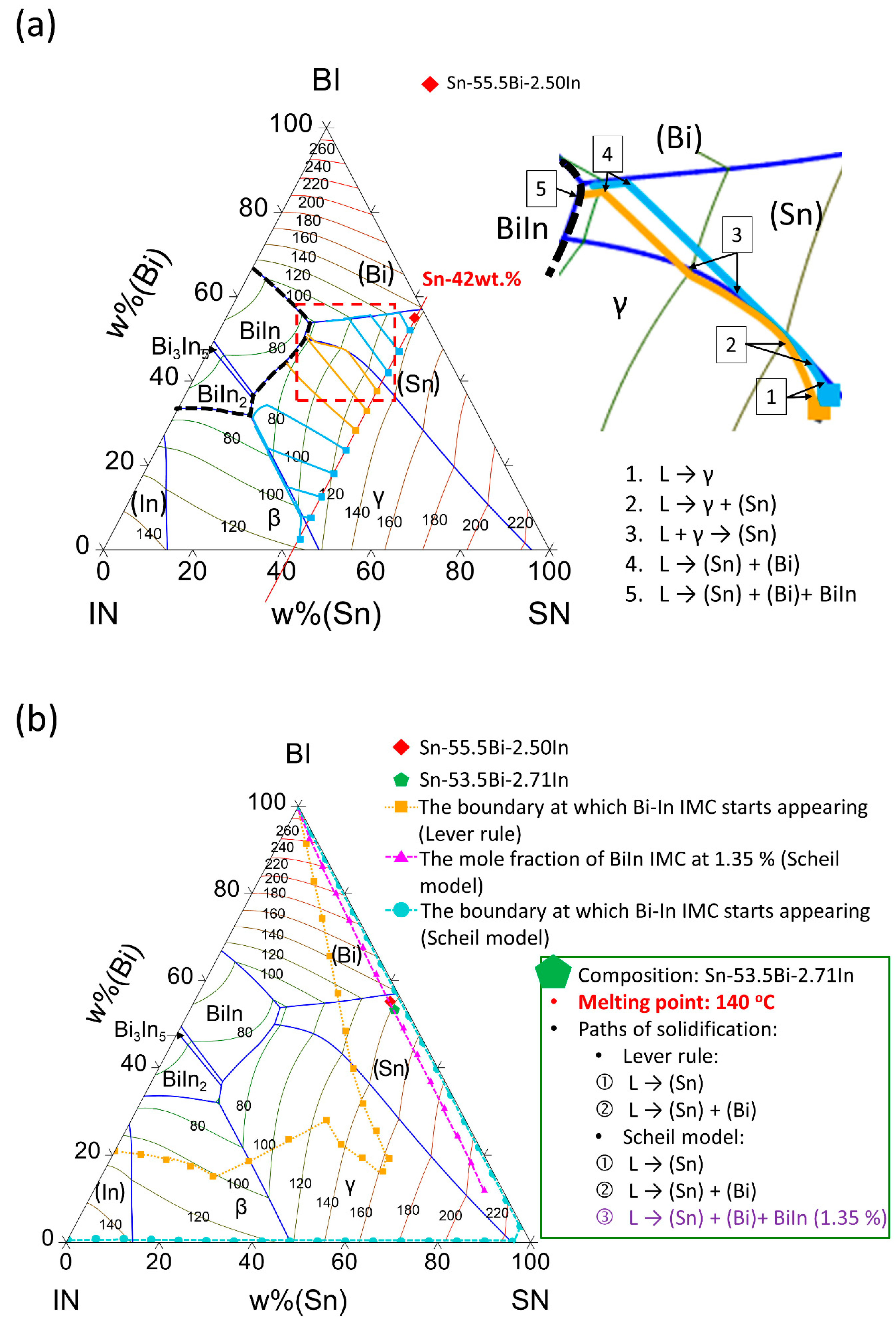
3.1. Alloy Design
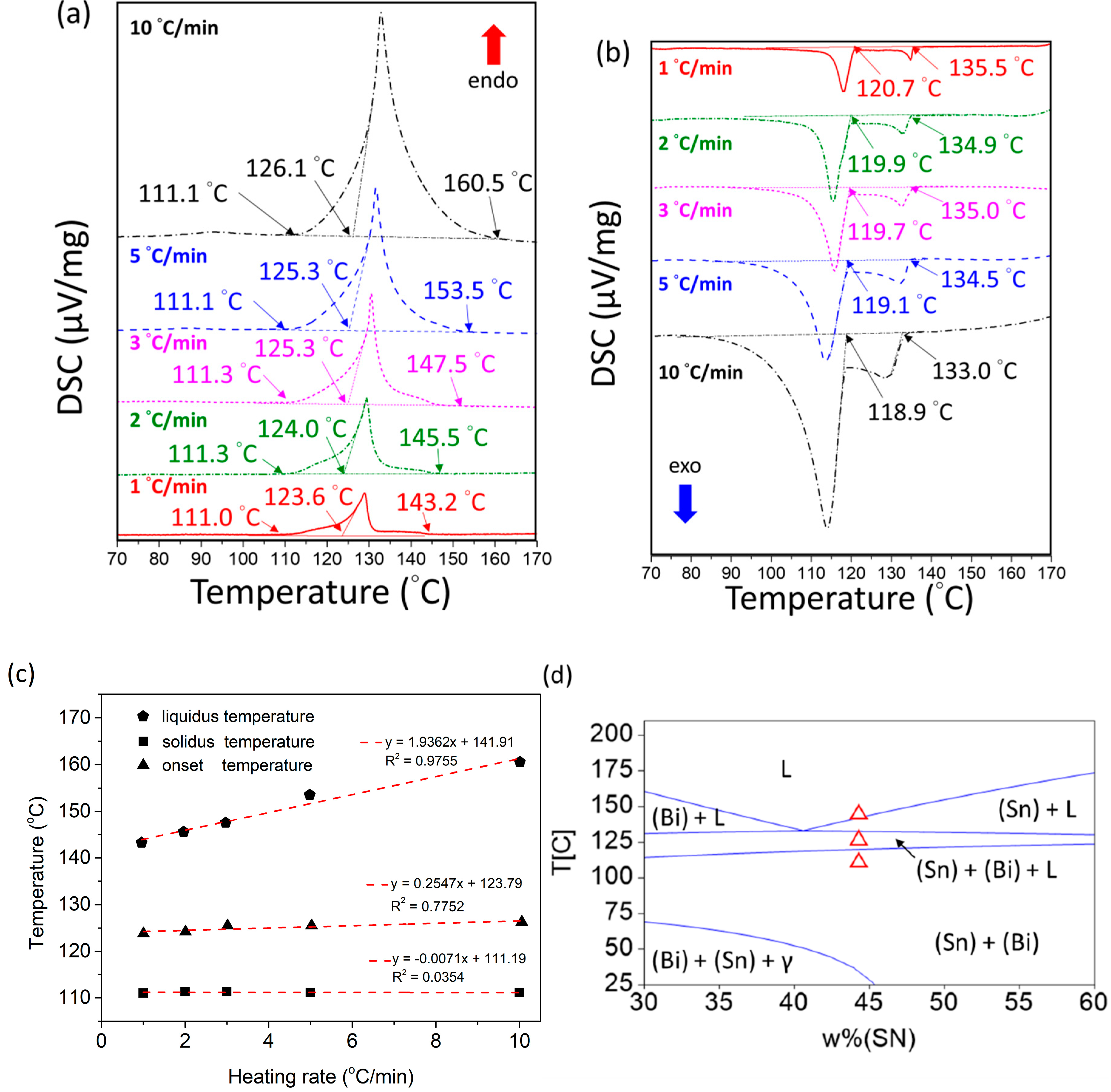
3.2. DSC Measurements
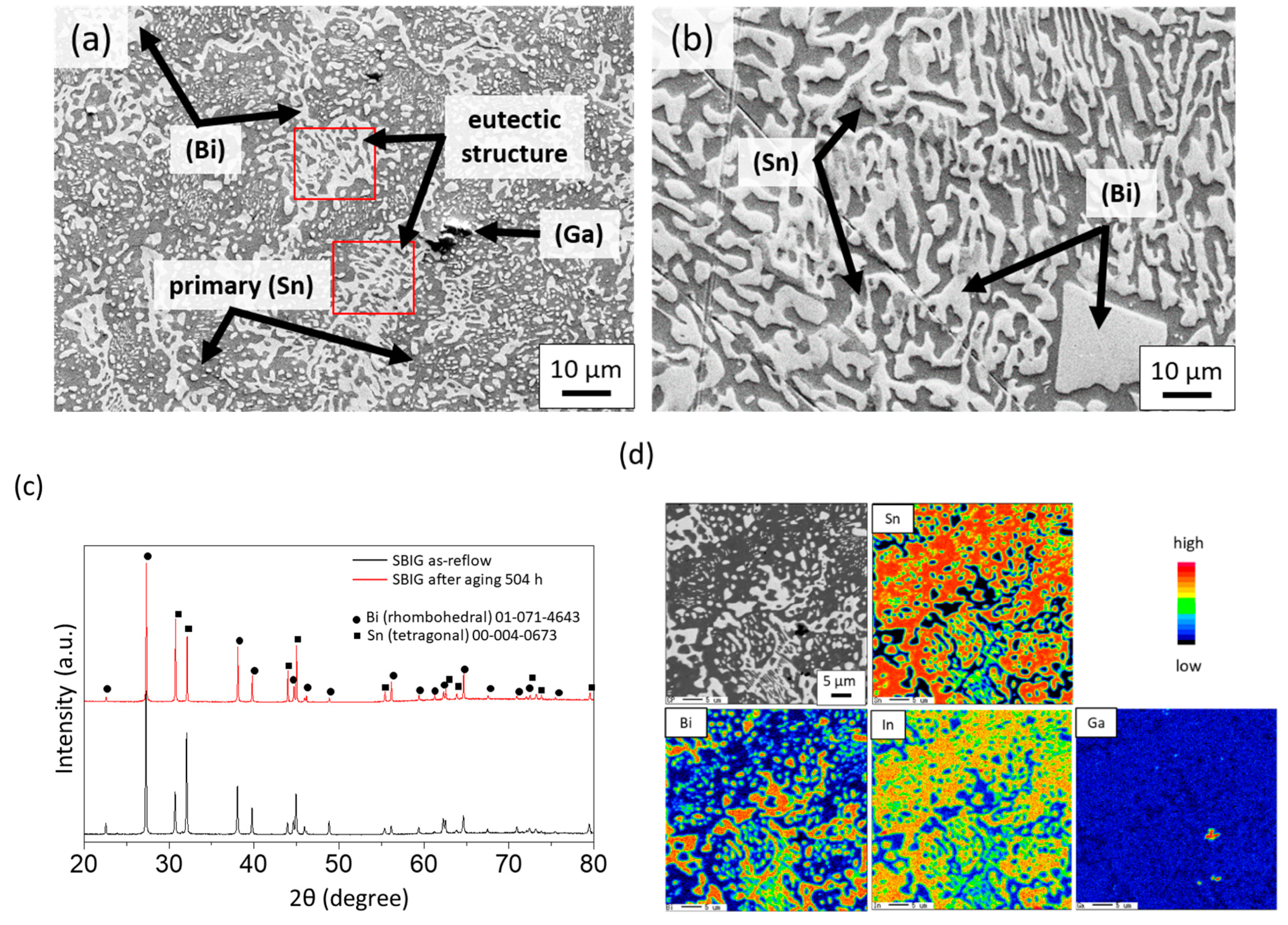
3.3. Microstructure
3.3.1. As-Cast and Step-Quenched Samples
3.3.2. Effects of Cooling Rates and Ageing on Microstructure
3.4. Mechanical Properties and Deformation Behavior
4. Conclusions
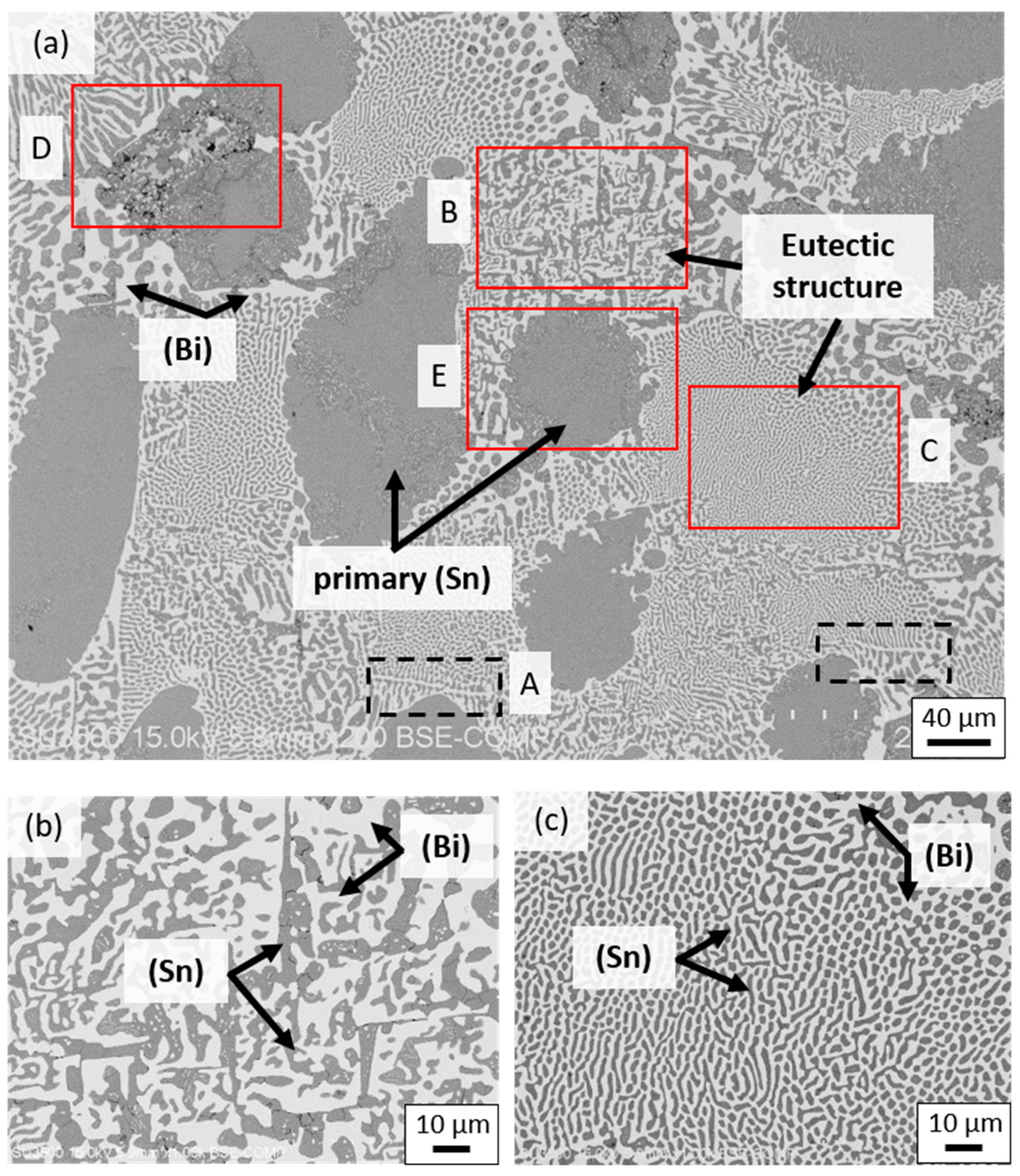
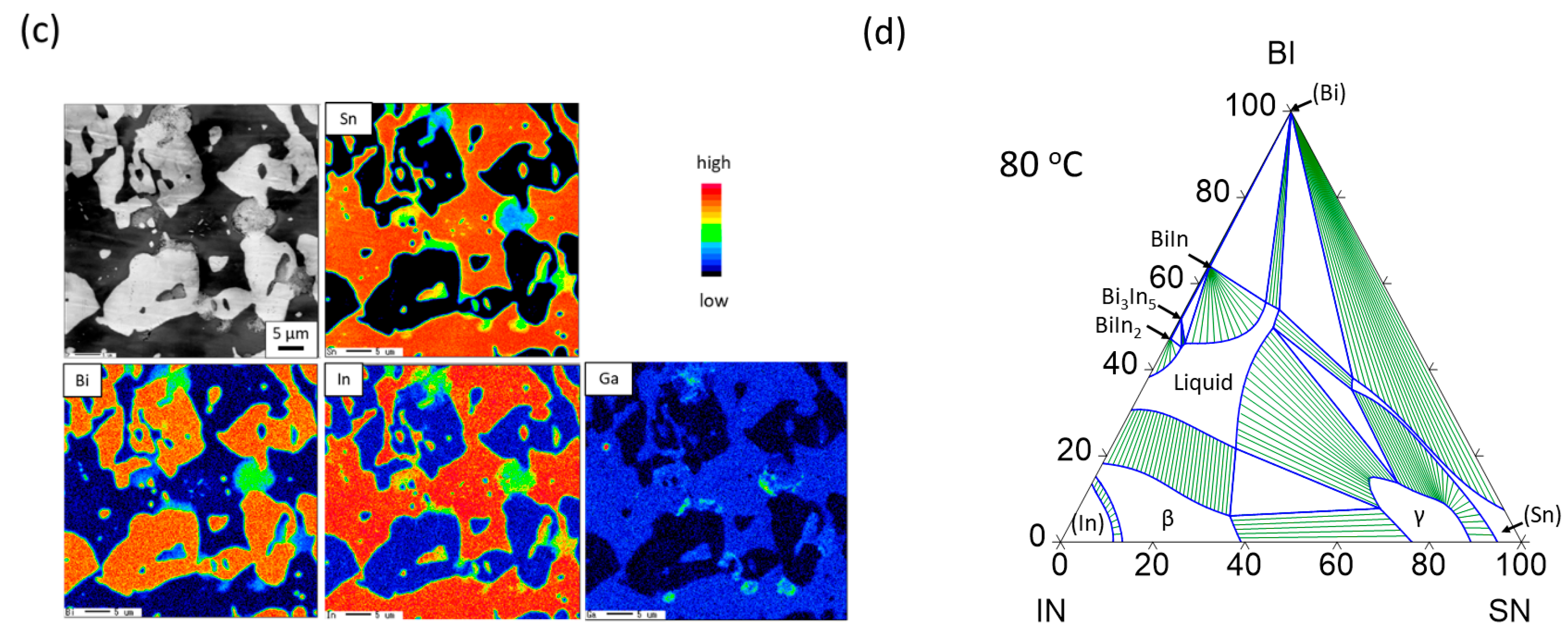
- The microstructure of the proposed SBIG solders was significantly different from the conventional eutectic Sn-58Bi solder, which is composed of the primary (Sn) phase, the (Sn)+(Bi) eutectic structures, and minor sub-micron to micron (Ga) phase.
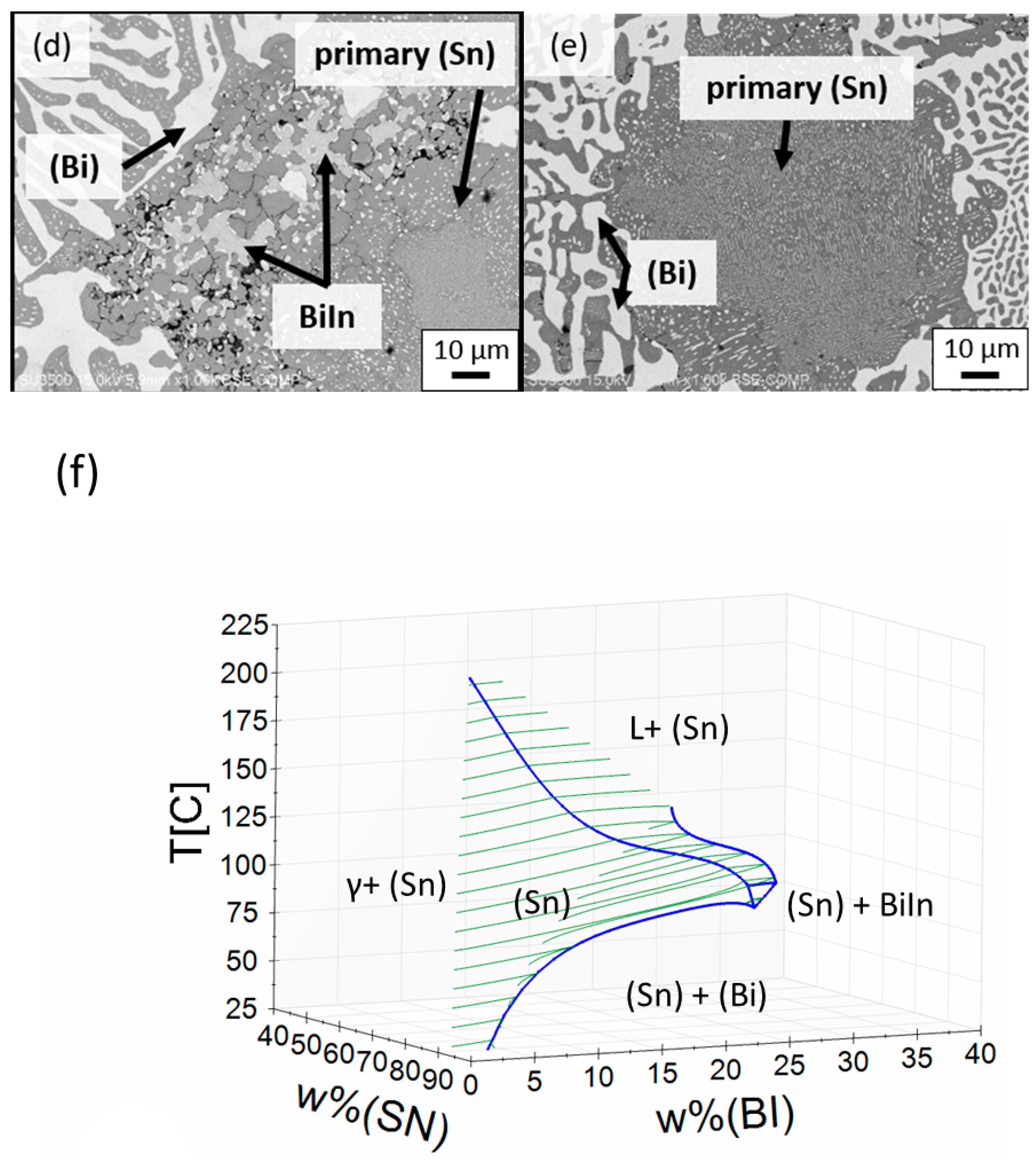
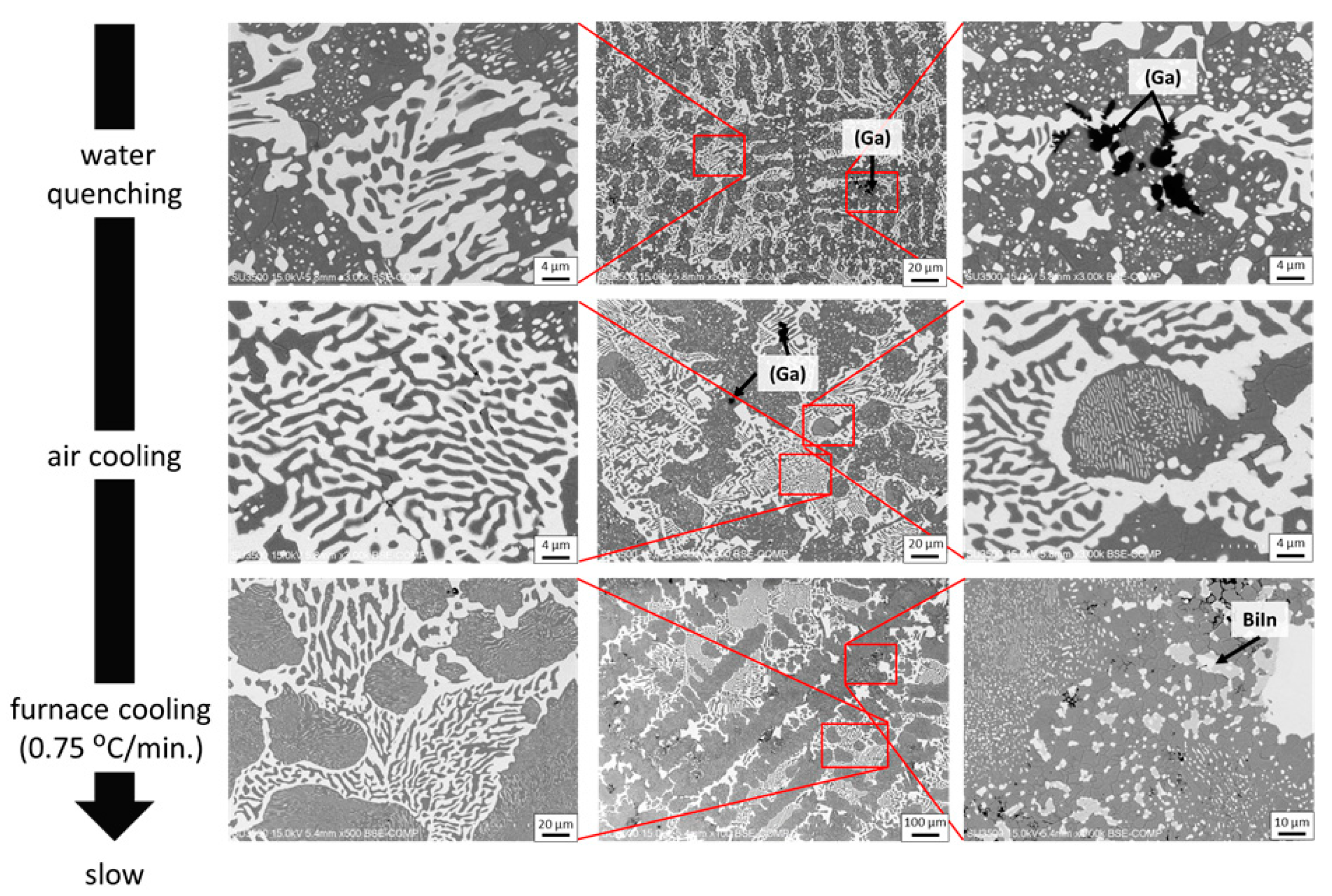
- If the SBIG solders were subjected to a slower casting process, the undesired brittle BiIn IMC would form and the (Ga) phase may aggregate together instead of dispersing in the solder matrix. Nevertheless, the rate of air cooling has satisfied the optimal cooling rate for desired microstructure.
- The TS, T0, and TL of SBIG were determined to be 111.2, 123.8, and 141.9 °C, respectively, and the undercooling of SBIG ranges from 6.4 to 8.9 °C under slow furnace cooling to fast water quenching.
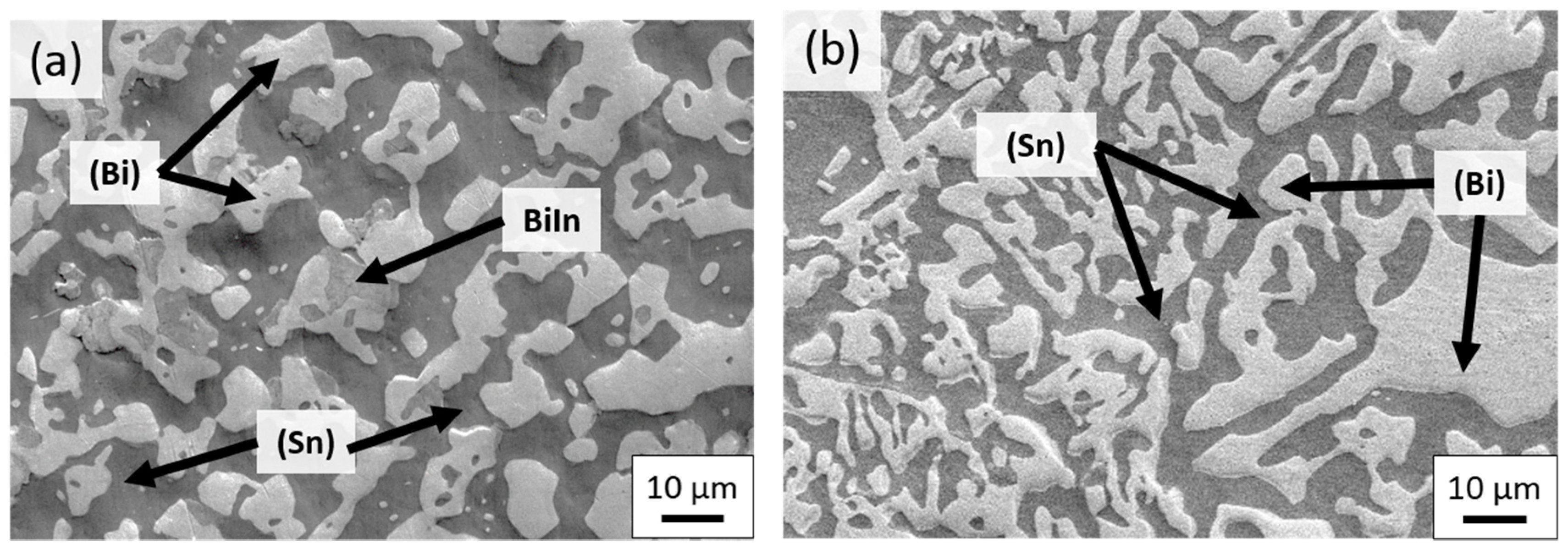
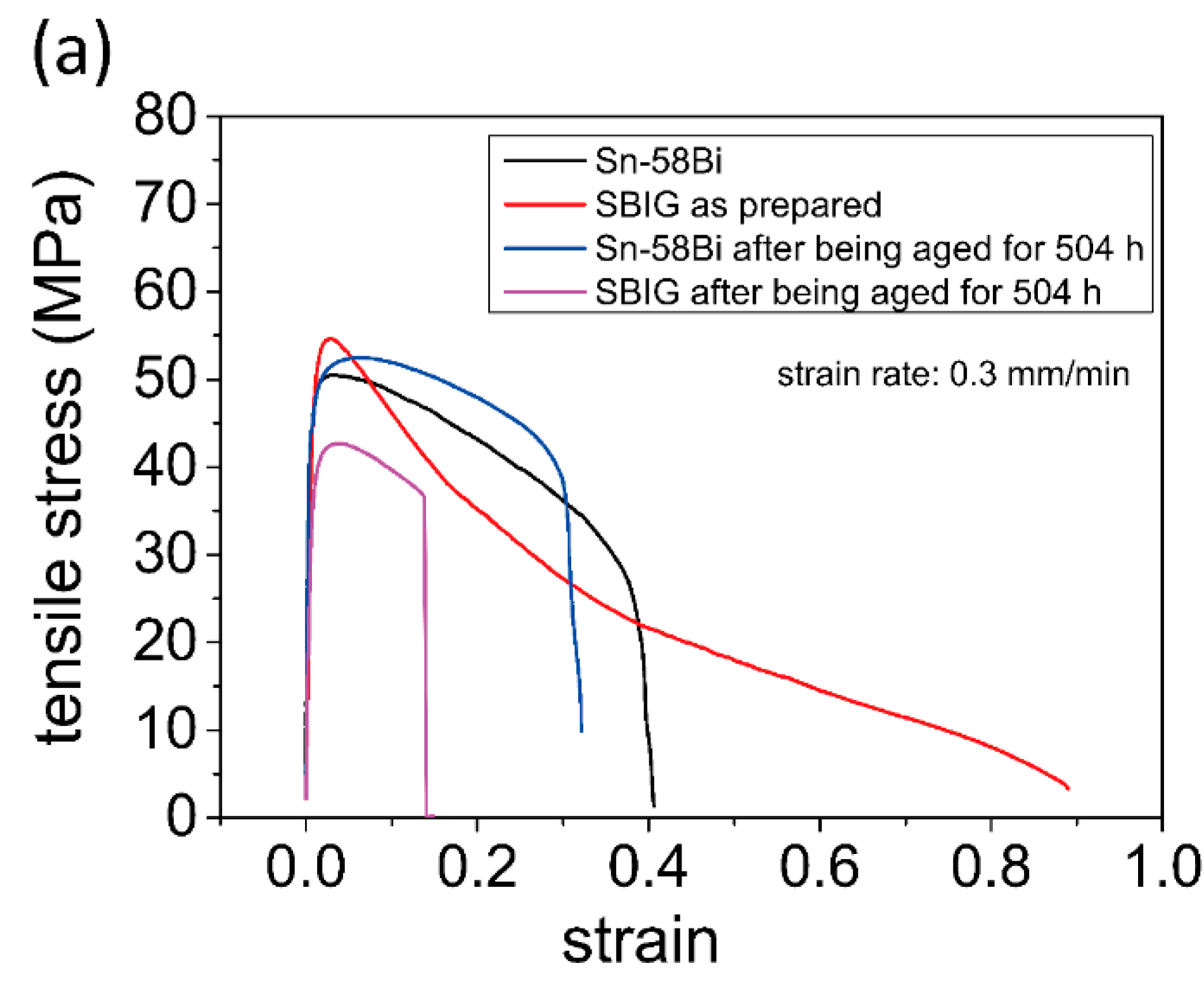
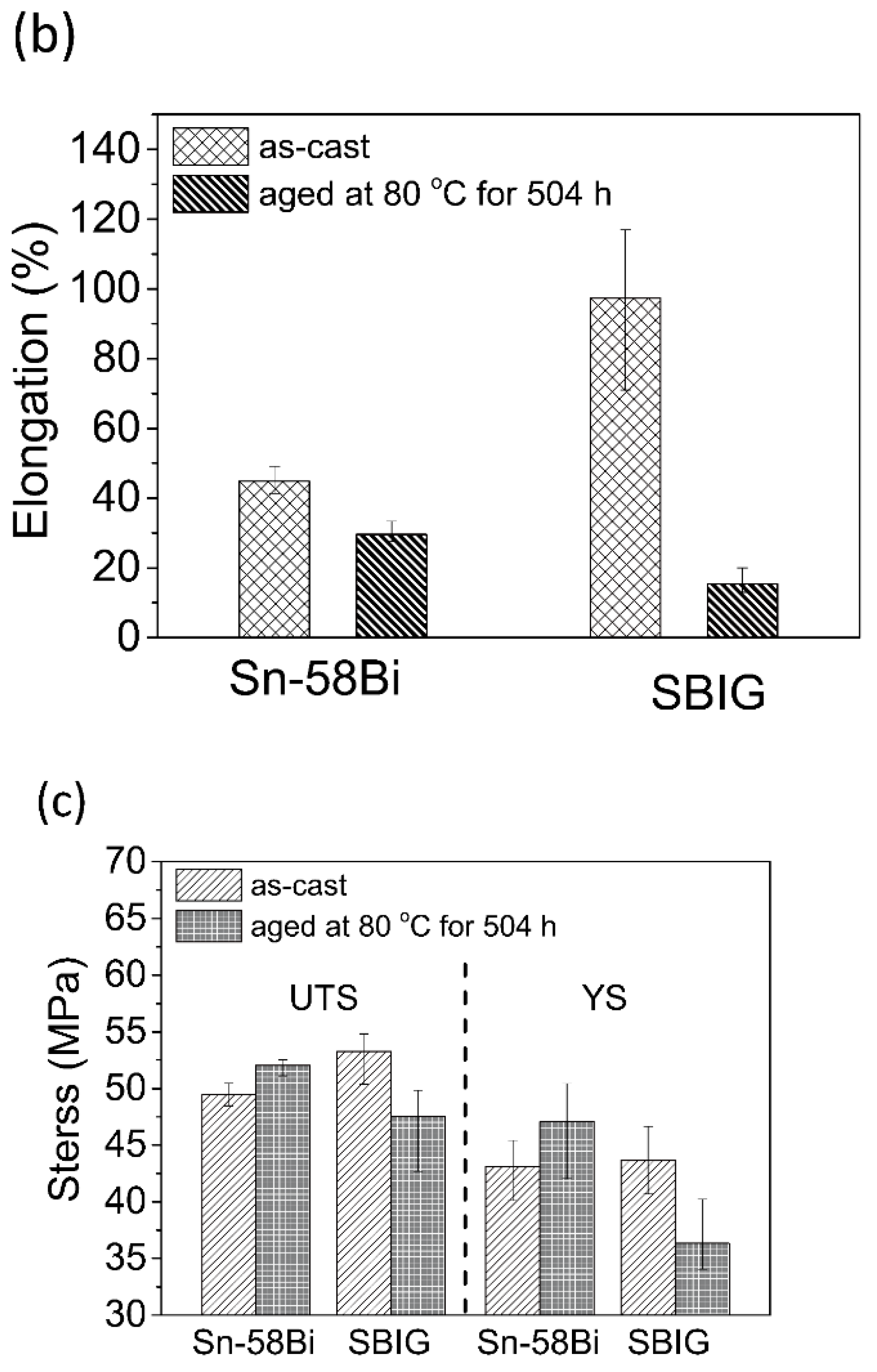
- The as-cast SBIG exhibits high YS of 43.7 MPa, high UTS of 53.3 MPa, and an extremely large elongation of 97.3% as comparing to the conventional eutectic Sn-58Bi solder (YS: 43.1 MPa, UTS: 49.5 MPa, and elongation: 37.5 %). However, the proposed SBIG solder did not possess qualified thermal stability, in that significant degradation in both strength and elongation were observed after being subjected to extensive thermal ageing at 80 °C for 504 h. The proposed SBIG solder is promising for low-temperature applications.
Author Contributions
Funding
Conflicts of Interest
References
- Lin, S.-K.; Chen, S.-W. Interfacial reactions in the Sn–20 at.% In/Cu and Sn–20 at.% In/Ni couples at 160 C. J. Mater. Res. 2006, 21, 1712–1717. [Google Scholar] [CrossRef]
- Chen, S.-W.; Wang, C.-H.; Lin, S.-K.; Chiu, C.-N. Lead-Free Electronic Solders; Springer: Boston, MA, USA, 2006; pp. 19–37. [Google Scholar]
- EU. Directive 2002/95/EC of the European parliament and of the council of 27 January 2003 on the restriction of the use of certain hazardous substances in electrical and electronic equipment. Off. J. Eur. Union 2003, 13, 19–22. [Google Scholar]
- Gain, A.K.; Zhang, L.; Chan, Y. Microstructure, elastic modulus and shear strength of alumina (Al2O3) nanoparticles-doped tin–silver–copper (Sn–Ag–Cu) solders on copper (Cu) and gold/nickel (Au/Ni)-plated Cu substrates. J. Mater. Sci. Mater. Electron. 2015, 26, 7039–7048. [Google Scholar] [CrossRef]
- Gnecco, F.; Ricci, E.; Amore, S.; Giuranno, D.; Borzone, G.; Zanicchi, G.; Novakovic, R. Wetting behaviour and reactivity of lead free Au–In–Sn and Bi–In–Sn alloys on copper substrates. Int. J. Adhes. Adhes. 2007, 27, 409–416. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L.; Quadir, M.Z. Thermal aging effects on microstructures and mechanical properties of an environmentally friendly eutectic tin-copper solder alloy. Mater. Des. 2016, 110, 275–283. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Howes, P.D.; Mannan, S.H. A review: On the development of low melting temperature Pb-free solders. Microelectron. Reliab. 2014, 54, 1253–1273. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L. Microstructure, thermal analysis and damping properties of Ag and Ni nano-particles doped Sn–8Zn–3Bi solder on OSP–Cu substrate. J. Alloy. Compd. 2014, 617, 779–786. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L. Growth mechanism of intermetallic compound and mechanical properties of nickel (Ni) nanoparticle doped low melting temperature tin–bismuth (Sn–Bi) solder. J. Mater. Sci. Mater. Electron. 2016, 27, 781–794. [Google Scholar] [CrossRef]
- Abtew, M.; Selvaduray, G. Lead-free solders in microelectronics. Mater. Sci. Eng. R Rep. 2000, 27, 95–141. [Google Scholar] [CrossRef]
- Raeder, C.; Felton, L.; Tanzi, V.; Knorr, D. The effect of aging on microstructure, room temperature deformation, and fracture of Sn-Bi/Cu solder joints. J. Electron. Mater. 1994, 23, 611–617. [Google Scholar] [CrossRef]
- Lin, S.-K.; Nguyen, T.L.; Wu, S.-C.; Wang, Y.-H. Effective suppression of interfacial intermetallic compound growth between Sn–58 wt.% Bi solders and Cu substrates by minor Ga addition. J. Alloy. Compd. 2014, 586, 319–327. [Google Scholar] [CrossRef]
- Xu, C.; Jian, Z.; Feng, X.; Qing, C. Microstructure and mechanical properties of Sn-Bi lead-free solder during extruding and drawing process. In Proceedings of the 16th International Conference on Electronic Packaging Technology (ICEPT 2015), Changsha, China, 31 March 2015; pp. 1215–1218. [Google Scholar]
- Osório, W.R.; Peixoto, L.C.; Garcia, L.R.; Mangelinck-Noël, N.; Garcia, A. Microstructure and mechanical properties of Sn–Bi, Sn–Ag and Sn–Zn lead-free solder alloys. J. Alloy. Compd. 2013, 572, 97–106. [Google Scholar] [CrossRef]
- Yang, L.; Zhou, W.; Ma, Y.; Li, X.; Liang, Y.; Cui, W.; Wu, P. Effects of Ni addition on mechanical properties of Sn58Bi solder alloy during solid-state aging. Mater. Sci. Eng. A 2016, 667, 368–375. [Google Scholar] [CrossRef]
- Chen, X.; Xue, F.; Zhou, J.; Yao, Y. Effect of In on microstructure, thermodynamic characteristic and mechanical properties of Sn–Bi based lead-free solder. J. Alloy. Compd. 2015, 633, 377–383. [Google Scholar] [CrossRef]
- Shen, J.; Pu, Y.; Yin, H.; Luo, D.; Chen, J. Effects of minor Cu and Zn additions on the thermal, microstructure and tensile properties of Sn–Bi-based solder alloys. J. Alloy. Compd. 2014, 614, 63–70. [Google Scholar] [CrossRef]
- Ping, W. Effects of Zn addition on mechanical properties of eutectic Sn–58Bi solder during liquid-state aging. T. Nonferr. Metal. Soc. 2015, 25, 1225–1233. [Google Scholar]
- Zhou, S.; Mokhtari, O.; Rafique, M.G.; Shunmugasamy, V.C.; Mansoor, B.; Nishikawa, H. Improvement in the mechanical properties of eutectic Sn58Bi alloy by 0.5 and 1 wt.% Zn addition before and after thermal aging. J. Alloy. Compd. 2018, 765, 1243–1252. [Google Scholar] [CrossRef]
- McCormack, M.; Chen, H.; Kammlott, G.; Jin, S. Significantly improved mechanical properties of Bi-Sn solder alloys by Ag-doping. J. Electron. Mater. 1997, 26, 954–958. [Google Scholar] [CrossRef]
- Sakuyama, S.; Akamatsu, T.; Uenishi, K.; Sato, T. Effects of a third element on microstructure and mechanical properties of eutectic Sn–Bi solder. Trans. Jpn. Inst. of Electron. Pack. 2009, 2, 98–103. [Google Scholar] [CrossRef]
- Cao, W.; Chen, S.-L.; Zhang, F.; Wu, K.; Yang, Y.; Chang, Y.; Schmid-Fetzer, R.; Oates, W. PANDAT software with PanEngine, PanOptimizer and PanPrecipitation for multi-component phase diagram calculation and materials property simulation. Calphad 2009, 33, 328–342. [Google Scholar] [CrossRef]
- Witusiewicz, V.; Hecht, U.; Böttger, B.; Rex, S. Thermodynamic re-optimisation of the Bi–In–Sn system based on new experimental data. J. Alloy. Compd. 2007, 428, 115–124. [Google Scholar] [CrossRef]
- Lin, S.-K.; Cho, C.-L.; Chang, H.-M. Interfacial Reactions in Cu/Ga and Cu/Ga/Cu Couples. J. Electron. Mater. 2014, 43, 204–211. [Google Scholar] [CrossRef]
- Chen, S.-W.; Lin, S.-K.; Jao, J.-M. Electromigration effects upon interfacial reactions in flip-chip solder joints. Mater. Trans. 2004, 45, 661–665. [Google Scholar] [CrossRef]
- Ghosh, G.; Loomans, M.; Fine, M. An investigation of phase equilibria of the Bi-Sb-Sn system. J. Electron. Mater. 1994, 23, 619–623. [Google Scholar] [CrossRef]
- Speyer, R.F. Thermal Analysis of Materials; Marcel Dekker: New York, NY, USA, 1993. [Google Scholar]
- Yoon, S.W.; Soh, J.R.; Lee, H.M.; Lee, B.-J. Thermodynamics-aided alloy design and evaluation of Pb-free solder, SnBiInZn system. Acta Mater. 1997, 45, 951–960. [Google Scholar] [CrossRef]
- Silva, B.L.; Garcia, A.; Spinelli, J.E. Complex eutectic growth and Bi precipitation in ternary Sn-Bi-Cu and Sn-Bi-Ag alloys. J. Alloy. Compd. 2017, 691, 600–605. [Google Scholar] [CrossRef]
- Manasijević, D.; Minić, D.; Premović, M.; Balanović, L.; Živković, D.; Manasijević, I.; Mladenović, S. Thermodynamic calculations and characterization of the Bi–Ga–In ternary alloys. J. Alloy. Compd. 2016, 664, 199–208. [Google Scholar] [CrossRef]
- Grossmann, G.; Zardini, C. The ELFNET Book on Failure Mechanisms, Testing Methods, and Quality Issues of Lead-Free Solder Interconnects; Springer Science & Business Media: London, UK, 2011. [Google Scholar]












© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, C.-h.; Zhou, S.; Lin, S.-k.; Nishikawa, H. A Computational Thermodynamics-Assisted Development of Sn-Bi-In-Ga Quaternary Alloys as Low-Temperature Pb-Free Solders. Materials 2019, 12, 631. https://0-doi-org.brum.beds.ac.uk/10.3390/ma12040631
Yang C-h, Zhou S, Lin S-k, Nishikawa H. A Computational Thermodynamics-Assisted Development of Sn-Bi-In-Ga Quaternary Alloys as Low-Temperature Pb-Free Solders. Materials. 2019; 12(4):631. https://0-doi-org.brum.beds.ac.uk/10.3390/ma12040631
Chicago/Turabian StyleYang, Chih-han, Shiqi Zhou, Shih-kang Lin, and Hiroshi Nishikawa. 2019. "A Computational Thermodynamics-Assisted Development of Sn-Bi-In-Ga Quaternary Alloys as Low-Temperature Pb-Free Solders" Materials 12, no. 4: 631. https://0-doi-org.brum.beds.ac.uk/10.3390/ma12040631