4.1. Foam Properties
The mean results and deviations of the foam properties of composite foam agents under different dilution ratios are revealed in
Table 5. The basic requirements for the performance index of the foam agent can refer to criterion JG/T 266-2011 (Beijing, China), also shown in
Table 5.
As shown in
Table 5 and
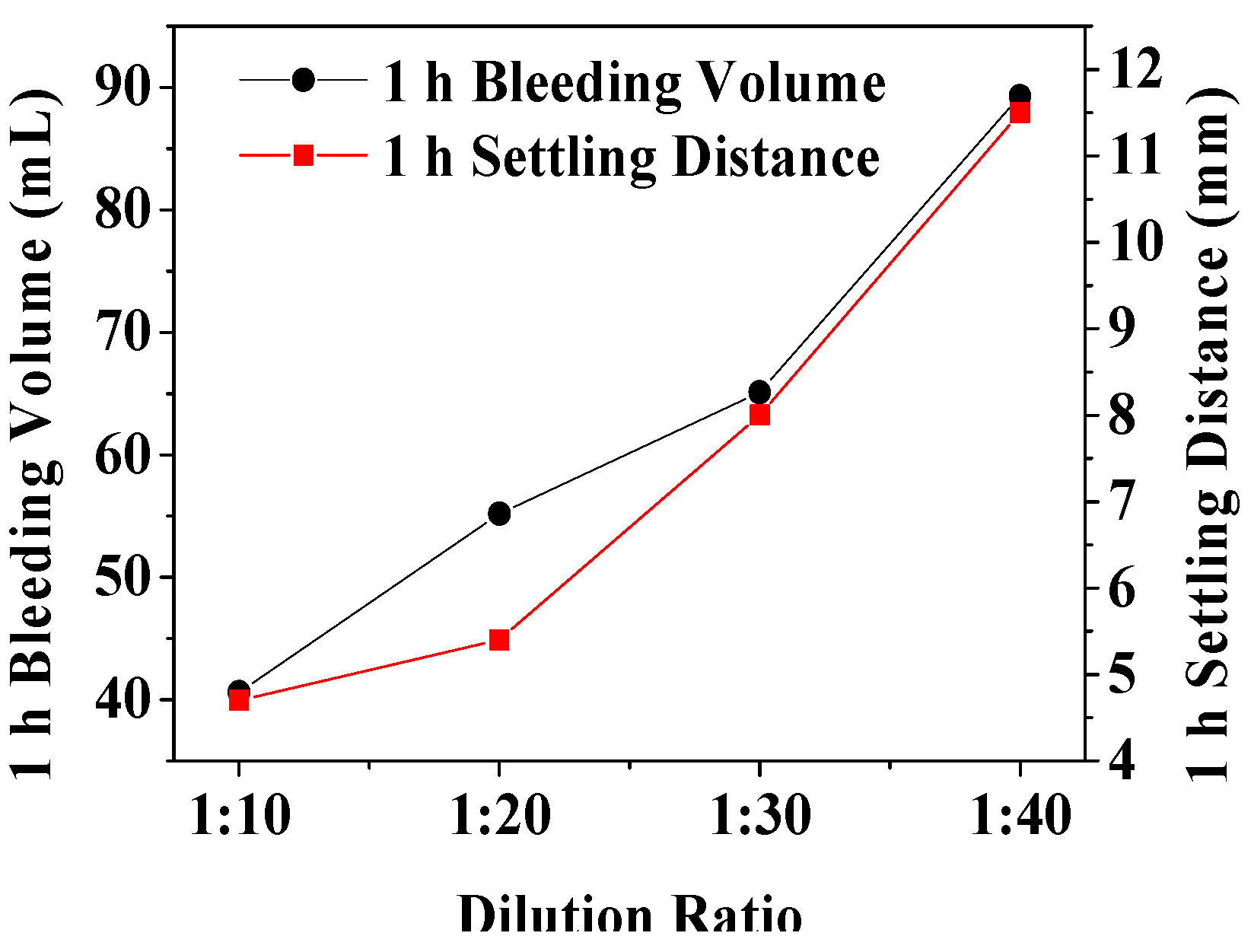
Figure 3, the 1 h bleeding volume and the 1 h settling distance were lowest (40.6 ± 2.1 mL and 4.7 ± 0.3 mm) and highest (89.3 ± 4.0 mL and 11.5 ± 0.6 mm) when the dilution ratio was 1:10 and 1:40, respectively. With the increase of dilution ratio, the 1 h bleeding volume and 1 h settling distance of the foam steadily increased, as shown in
Figure 3. In fact, as the dilution ratio increased, the water content of the foam liquid membrane also increased and the tenacity of the liquid membrane decreased, cracking and bleeding were thus more likely to occur—resulting in defoaming [
43].
Foamability was highest (35.1 ± 1.2 times) and lowest (23.7 ± 1.4 times)—and the foam density was the lowest (29.5 ± 0.9 kg/m
3) and highest (49.1 ± 1.4 kg/m
3)—when the dilution ratio was 1:10 and 1:40, respectively, as demonstrated in
Table 5 and
Figure 4. With the increase of dilution ratio, foamability gradually decreased and the foam density gradually increased, as shown in
Figure 4. Indeed, as the dilution ratio increased, the concentration of the foam solution decreased, resulting in an increase in the surface tension of the liquid and a decrease in the foamability [
44,
45]. The water content in the foam liquid membrane increased and its density increased accordingly.
Thus, considering the cost and performance requirements of composite foam agents, the dilution ratio was selected at 1:30 to produce the foam for HBFC.
4.2. Physical Properties and Orthogonal Range Analysis
The mean results and deviations of the physical properties of 16 groups of HBFCs are revealed in
Table 6. An ANOM of the orthogonal test and mix proportion optimization of HBFC are shown accordingly in
Table 7.
From the physical properties and the corresponding ANOM shown in
Table 6 and
Table 7, the optimal mix proportion can be obtained with the primary and secondary factors
wFOAM and
wNSP, respectively. The optimal ratio to reach the lowest
ρd is
A2B1C4D1 with
wFA,
W/
B,
wFOAM, and
wNSP as 10 wt%, 0.4, 16.5 wt%, and 0 wt%, respectively.
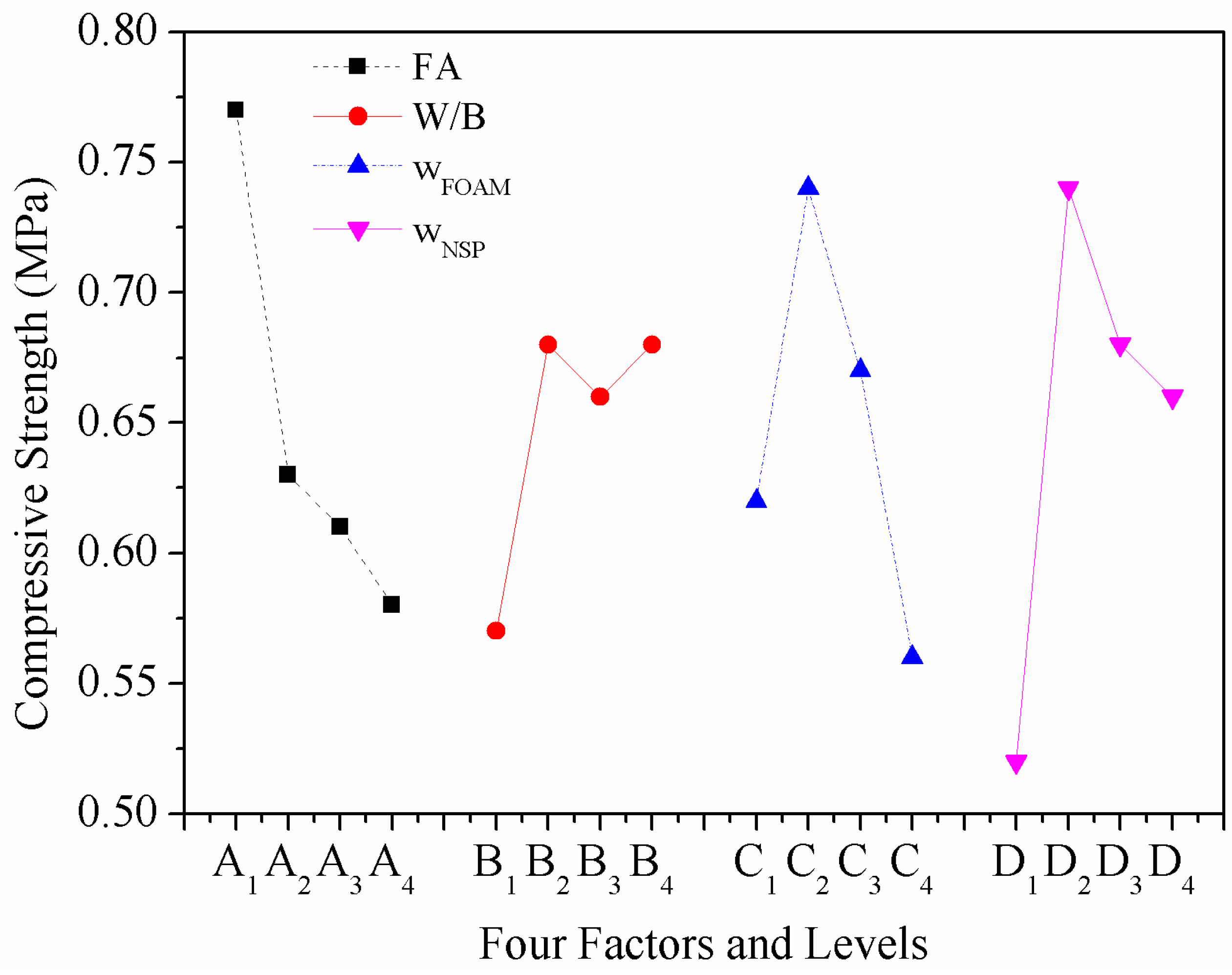
After ANOM calculations, the order of the factors affecting fcu is obtained, which can be ranked in order of importance as D > A > C > B. Finally, optimal mix proportion can be obtained at A1B2C2D2 with the value of four factors as 0 wt%, 0.45, 14.5 wt%, and 0.6 wt%, respectively.
From the ANOM, the optimal level of kc can be obtained, optimal mix proportion is A4B3C4D1 with wFA, W/B, wFOAM, and wNSP as 20 wt%, 0.5, 16.5 wt%, and 0 wt%, respectively, which can be ranked in order of importance as A > C > D > B.
Specific analysis on each indicator is further demonstrated as follows.
4.3. Effect of Various Factors on Dry Density
The relationship between
ρd and four factors is shown in
Figure 5. Even though the mix proportion of HBFC is designed based on the predetermined
ρd value of 350 kg/m
3, the minimum density can be obtained within this narrow density range. The HBFC has the lowest
ρd when
wFA is 10 wt% because the setting time of the binder just matches the foam stabilization time, which minimizes defoaming [
40]. It can be seen from
Figure 5 that
ρd first increased and then decreased with the increase of
W/
B. With the increase of water, the bubble of the foam gradually tends to be saturated, and much of the foam with thin bubble walls will burst due to the unbearable pressure, resulting in a decrease in the amount of complete foam and an increase in
ρd. When the water continues to increase however, the burst foam does not continue to increase as the bubbles have already saturated. Water’s participation in the hydration is certain, the extra water will only serve as free water to prop up part of the volume which can be evaporated after drying, thus
ρd will be reduced. The
ρd of HBFC also first increased and then decreased with
wFOAM. Obviously, the foam made up most of the volume of HBFC,
wFOAM was found to be the most influential factor on
ρd, as revealed from the ANOM in
Table 7.
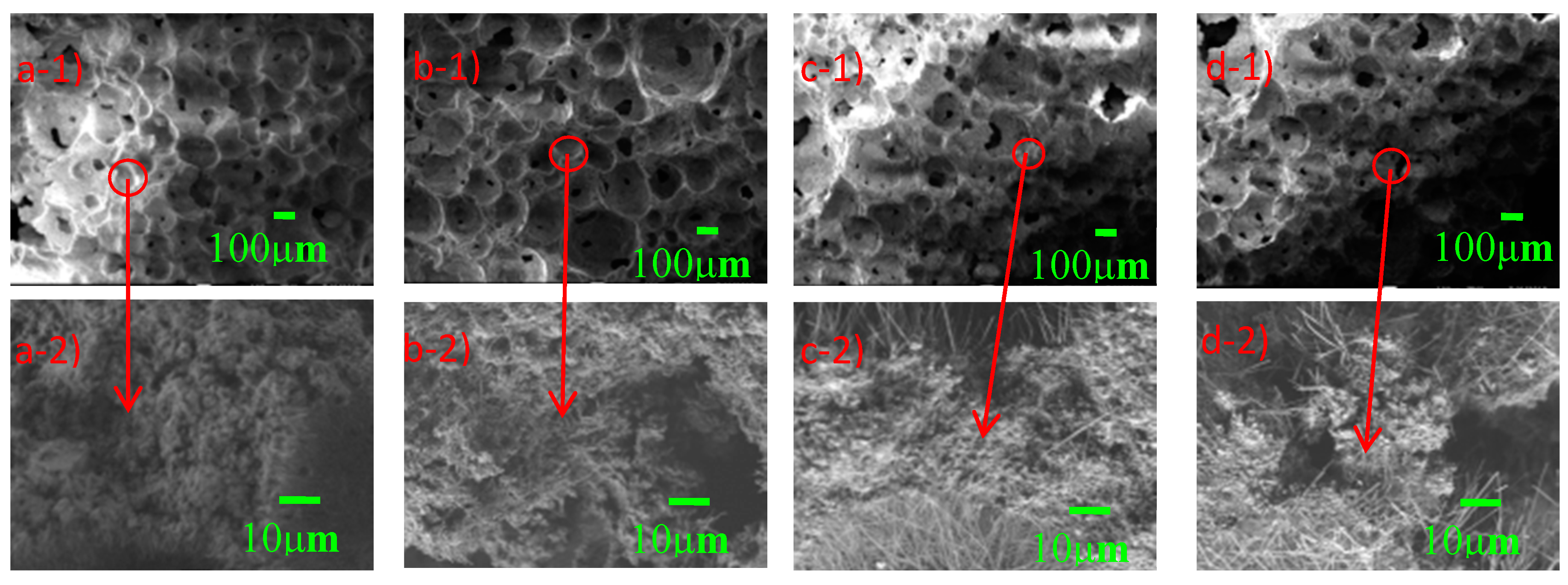
This phenomenon can be explained by the SEM images of microscopic pore structure in
Figure 6. When the
wFOAM was 14.5 wt%, the average pore size was smallest within 180 μm and the size distribution was uniform. When the
wFOAM was 13.5 wt% and 15.5 wt%, the average pore size was 220 μm and 200 μm, respectively. When the
wFOAM was 16.5 wt%, relatively large pores appeared within the largest one of 450 μm and pore sizes differed greatly. The average pore diameter of HBFC first increased and then decreased with the increase of
wFOAM, which meant that the pore volume in HBFC first increased and then decreased, resulting in the fluctuating trend of
ρd with
wFOAM [
37]. With the increase of
wNSP, the
ρd of HBFC shows a similar fluctuating trend as with
wFOAM. As reported, appropriate
wNSP can maintain good stability of the foam by improving slurry fluidity, but it will reduce the plastic viscosity of the slurry, resulting in broken air bubbles [
37]. When
wNSP was 0.6 wt%, only the plastic viscosity of the slurry was reduced, but the fluidity was not effectively improved, which caused a large number of broken bubbles and the
ρd of HBFC eventually increased. However, the fluidity of the slurry improved and the slurry hardness decreased as
wNSP continued to increase, resulting in a decrease in the amount of broken bubbles and a decrease in
ρd.
4.5. Effect of Various Factors on Thermal Conductivity
Figure 9 presents the effect of four factors and levels on the
kc of HBFC. Among the four factors,
wFA has the most significant influence on
kc, as shown in
Table 7 and
Figure 9. The
kc shows a significant decline with the increase of
wFA. There are two mechanisms on the
kc reduction of FC by adding FA: (1) FA itself has lower
kc than cement; (2) the FA dosage can make the pores in FC more uniform, which is helpful for reducing the
kc [
45]. It can be seen from
Figure 8 that with the increase of
wFA—although the connected holes increase and the pore diameter does not change too much—the pore wall becomes thinner, which makes the pores more compact and increases the porosity. Since the
kc of air is lower than that of other building materials, the higher the porosity, the lower the
kc is. Therefore, based on the above reasons, the
kc of HBFC decreases with the increase of
wFA. With the increase in
wFOAM, the pore size first decreased and then increased, but the number of close pores when the
wFOAM was 14.5 wt% was more than when the
wFOAM was 13.5 wt%. Previous researches have reported that porosity accounts for the main volume of FC and that the quality of pores affects the thermal insulation, with larger pore volume and finer pores contributing to better insulation [
34,
36]. Therefore, in general, with the increase of
wFOAM, the
kc of HBFC gradually decreases with the increase of
W/
B and
wNSP, and the
kc of HBFC arrives to an inflection point, as shown in
Figure 7. When the
W/
B is 0.5 and
wNSP is 0.8%, a uniform and stable FC can be obtained, and the bubble can be distributed uniformly and retain stable to a maximum extent, rendering low
kc.
4.6. Analysis of Variances Comprehensive Evaluation on the Optimal Ratio
In order to investigate which factor significantly affects the
ρd,
fcu, and
kc values and select the optimal ratio of HBFC, the ANOVA were studied and the results shown in
Table 8.
The number of levels (4) subtracted by 1 gave the degree of freedom (
DOF). The sum of squares (
SSi) is acquired by Equation (5) [
25]:
where
SSi stands for the sum of squares and
k stands for the 16 mean values. Sum of squares divided by the degree of freedom produced mean squares (
Mi).
As demonstrated in
Table 8, the minimum mean square (
Mimin = 243.0) is chosen as error, other
Mi divided by
Mimin gives the variance ratios (
VRi) of
ρd. Here, because of 1.00 < 1.19 < 3.37 < 3.67 <
F0.1(3,3) = 5.39, the effects of these four factors on
ρd are not significant, and the order of importance is
C >
B >
A >
D.
As shown in
Table 7 and
Figure 5, the difference in
ρd of HBFC under different factors and levels is little, but when factor
A is at level 2, factor
B is at level 1, factor
C is at level 4, and factor
D is at level 1, the minimum
ρd can be obtained, which are 314.8 kg/m
3, 308.0 kg/m
3, 307.2 kg/m
3, and 319.0 kg/m
3, respectively.
Consequently, the optimum parameters for
ρd are
wFA at 10 wt%,
W/
B at 0.4,
wFOAM at 16.5 wt%, and
wNSP at 0 wt%. As for
fcu, the minimum mean square (
Mimin = 0.011) is chosen as the error, other
Mi divided by
Mimin gives the
VRi of
fcu. As 1.00 < 2.09 < 2.64 < 3.36 <
F0.1(3,3) = 5.39, the effects of these four factors on
fcu are also not significant, and the order of importance is
D >
A >
C >
B. From
Table 7 &
Figure 5, the optimum parameters for
fcu can be obtained, which are
wFA at 0 wt%,
W/
B at 0.45,
wFOAM at 14.5 wt%, and
wNSP at 0.6 wt%. The minimum mean square (
Mimin = 4.89 × 10
−5) is chosen as the error, other
Mi divided by
Mimin gives the
VRi of
kc. As 20.86 >
F0.05(3,3) = 9.28 and 174.23 >
F0.01(3,3) = 29.46, factor
A is the most significant factor on
kc, and factor
C is more significant than factors
B and
D. Similarly, the optimum parameters for
fcu can be obtained, which are
wFA at 20 wt%,
W/
B at 0.5,
wFOAM at 16.5 wt%, and
wNSP at 0 wt%. The optimal solution based on each performance of HBFC is shown in
Table 9.
It can be seen from the ANOVA in
Table 8, the effect of
wFA and
wFOAM on the
kc of HBFC is particularly significant. The order of importance of the three performance indictors is
kc >
fcu >
ρd. A comprehensive evaluation will be used to seek the optimal proportion for simultaneously satisfying the properties of the three types.
Factor
A: For factor
A, the optimal levels to satisfy three performances are
A2,
A1, and
A4, respectively, with no overlapping levels as shown in
Table 9. The
kc is more important than the other two properties. It can be seen from
Table 7, the
kc at
A4 level is 0.11604 W/m·k, which is better than levels
A1 and
A2. FA is cheaper than cement and conforms to the concept of green environmental protection. Level
A4 satisfies the requirements of
ρd and
fcu, which are 322.9 kg/m
3 and 0.58 MPa, respectively, as shown in
Table 7. After comprehensive consideration, level
A4 (
wFA = 20 wt%) will be selected.
Factor
B: The
kc of level
B3 is 0.15581 W/m·k, which is better than levels
B1 and
B2. As shown in
Table 7, the
fcu of levels
B2 and
B3 are very similar, which are higher than level
B1. And the
ρd meet the requirements. Thus, level
B3 (
W/
B = 0.5) is the optimal level.
Factor
C: It can be seen from
Table 9, there are two performance indicators inclined to level
C4. The
kc and
ρd under level
C4 condition are better than
C2, and the
fcu also meets the requirements. Therefore, level
C4 (
wFOAM = 16.5 wt%) will be selected as the optimal level after comprehensive assessment.
Factor
D: As shown in
Table 9, there are two performance indicators inclined to level
D1. But the
fcu of level
D2 is 0.74 MPa, which is higher than level
D1 whose
fcu is 0.52 MPa, and the
kc of levels
D1 and
D2 is almost equal. The
ρd under level
D3 also meets the requirement. Hereby, level
D2 (
wNSP = 0.6 wt%) is selected as the optimal level.
After comprehensive assessment, the optimal proportion of HBFC is ultimately chosen as A4B3C4D2. The verification test demonstrates that, the kc, fcu, and ρd are 0.09234 ± 0.00142 W/m·k, 0.58 ± 0.02 MPa, and 293.5 ± 4.9 kg/m3, respectively, which effectively meet the requirements of ultra-light thermal insulation panels.
4.7. Cost and Scalability of HBFC
The raw materials for preparation of HBFC are HBSC, grade-II FA, a composite foaming agent, water, and NSP, and their market prices are 111.7 $/ton, 14.9 $/ton, 1,489.4 $/ton, 0.5 $/ton, and 4,468.3 $/ton. The production of 1 m3 HBFC that meets the performance criteria requires 200 kg of HBSC cement, 50 kg of grade-II FA, 6.5 kg of composite foaming agent, 80 kg of water, and 1.5 kg of NSP, and the total cost is about 39.54 $/1m3. As far as we know, the key to make ultra-light FC is to achieve the matching of binder condensation and foam defoaming. If OPC and FA are used to make FC that meets the above requirements for fcu and ρd, it is necessary to add an appropriate amount of accelerator and foam stabilizer, with the common-used fractions as 0.3 wt% and 0.6 wt% of the binder. The price of the OPC, accelerator, and foam stabilizer are 74.5 $/ton, 29,788.5 $/ton, and 4,468.3 $/ton, respectively. The total cost of 1 m3 OPC-based FC that meets the properties is about 44.7 $/m3.
Therefore, both in terms of physical properties and cost, the HBFC has superior advantages and cost-effectiveness than of OPC-based FC, and the pre-foaming method in this study is also helpful to scalability preparation of HBFC.

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}