Functionality of Beech Bark in Adhesive Mixtures Used in Plywood and Its Effect on the Stability Associated with Material Systems

 , , ,
, , ,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
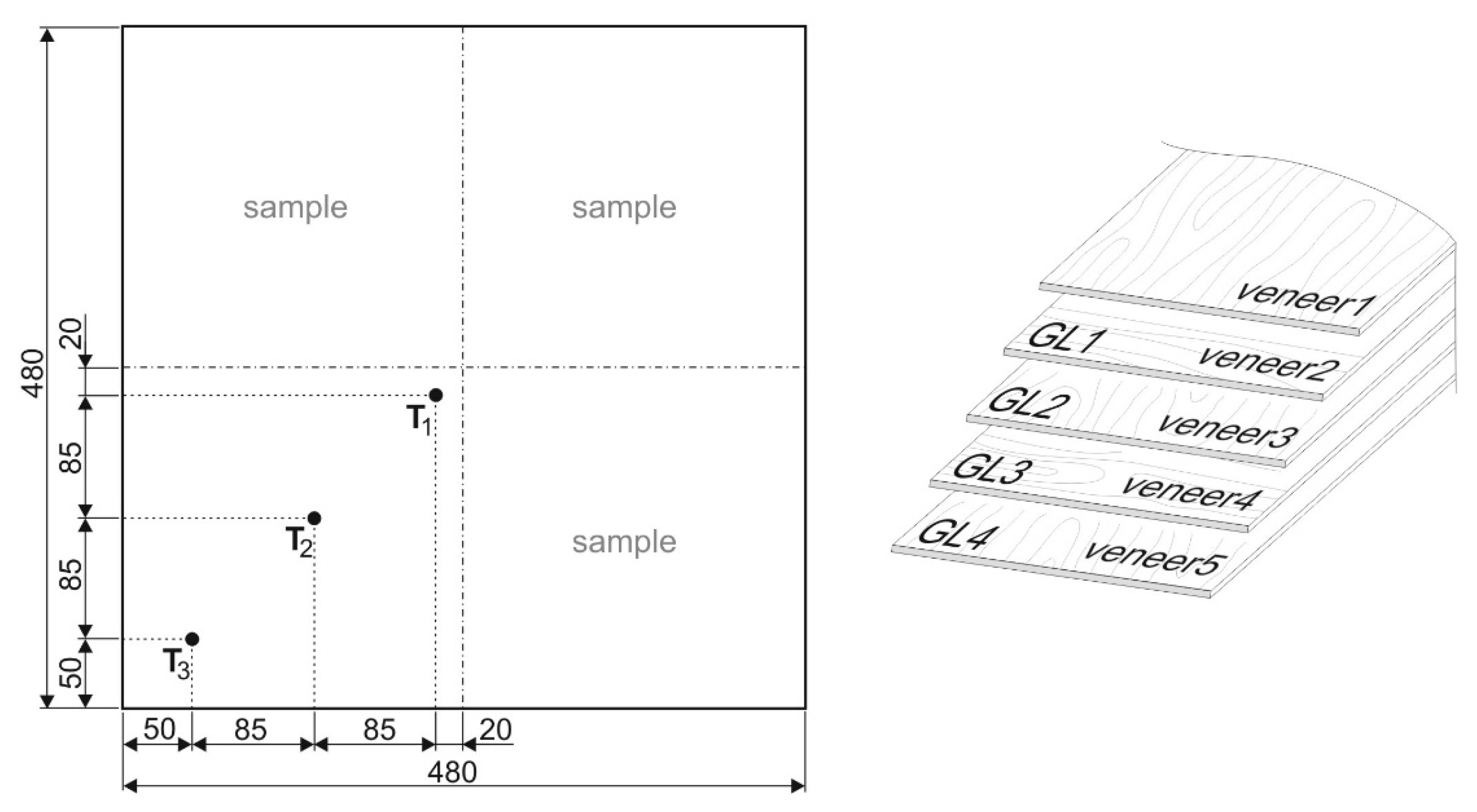
2.1. Heat Transfer in Pressing Process
2.2. Viscosity
2.3. Digital Microscopy
2.4. Mechanical Properties
2.5. Formaldehyde Emissions
3. Results and Discussion
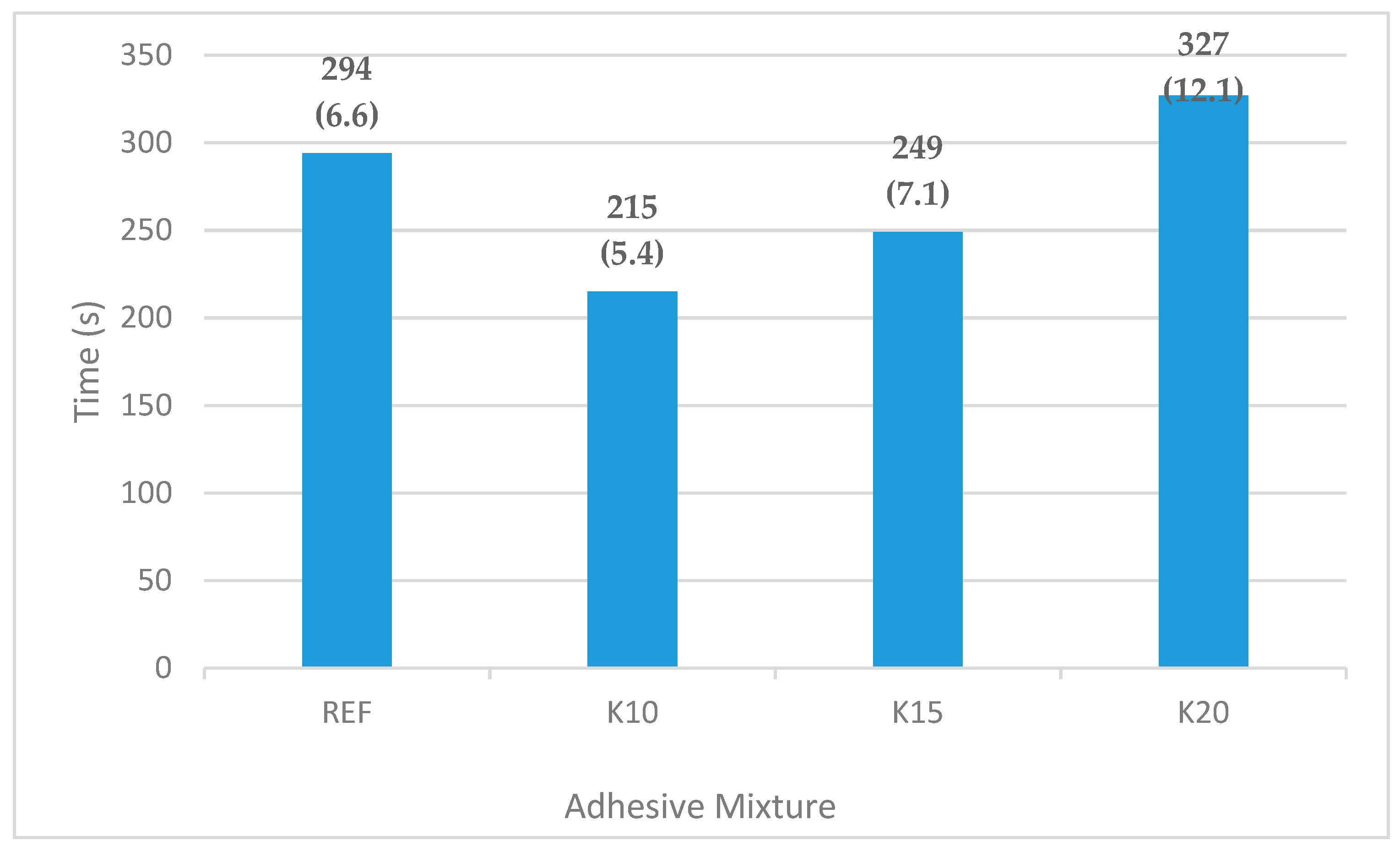
3.1. Heat Transfer in the Pressing Process
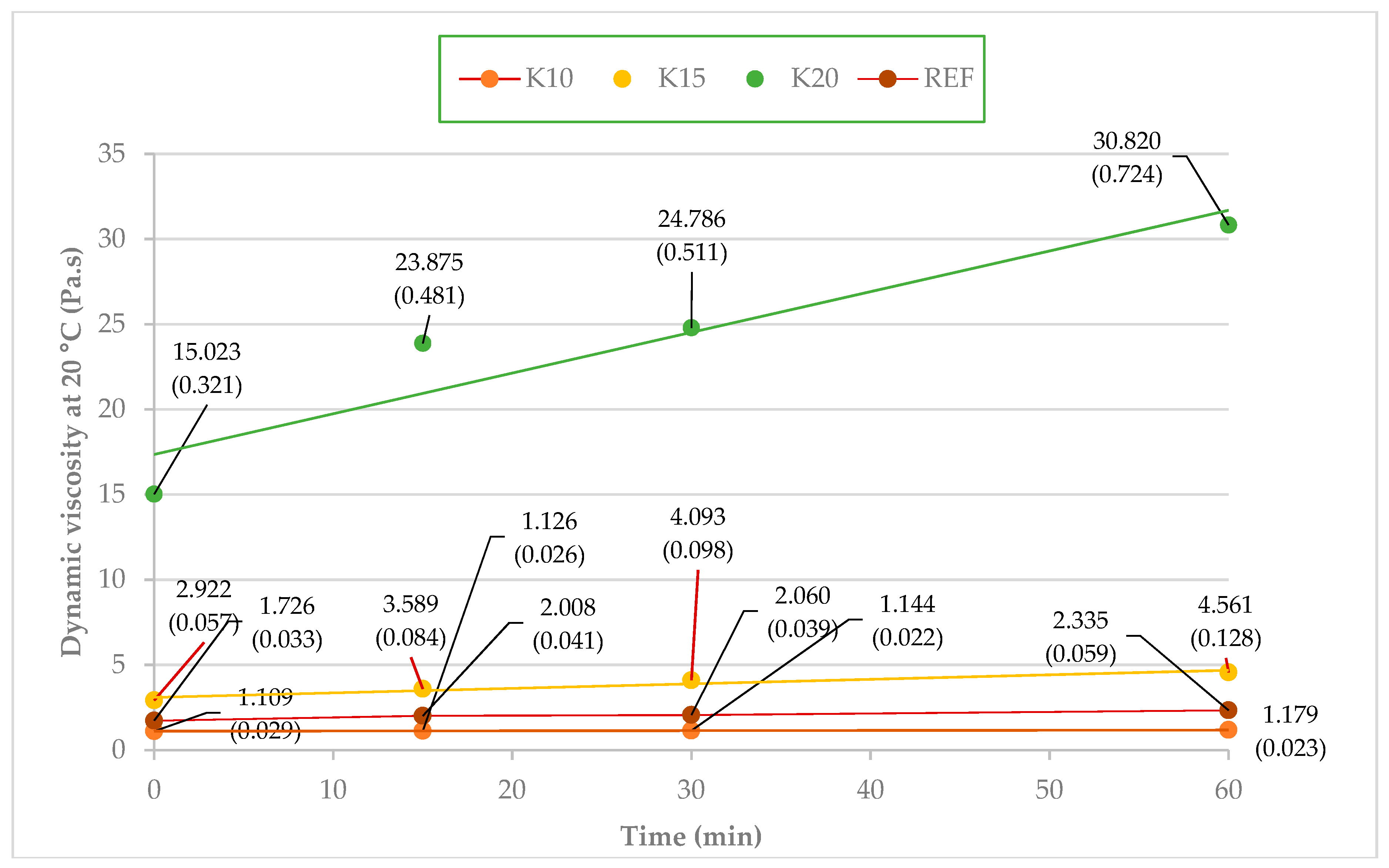
3.2. Viscosity
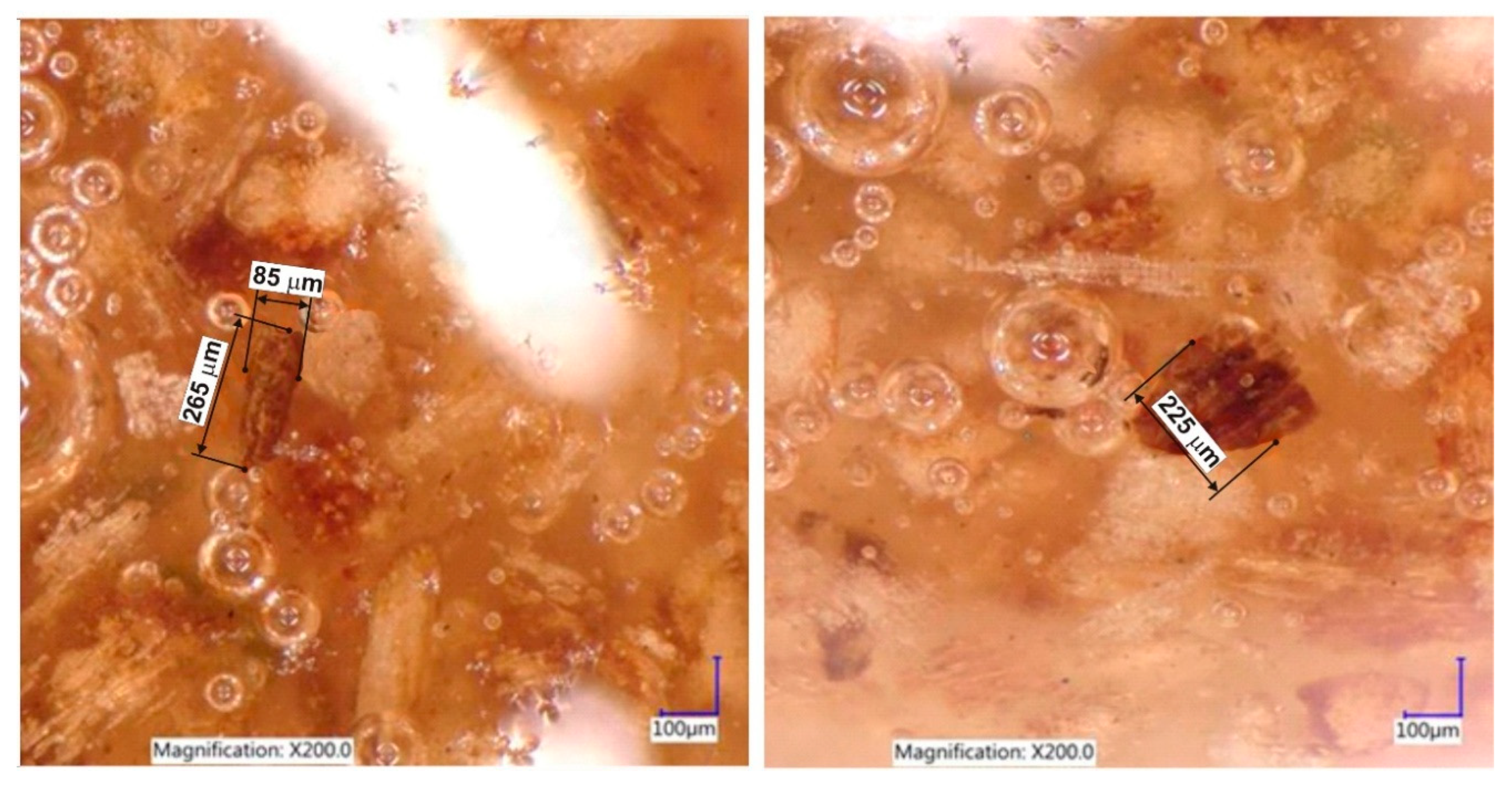
3.3. Digital Microscopy
3.4. Mechanical Properties
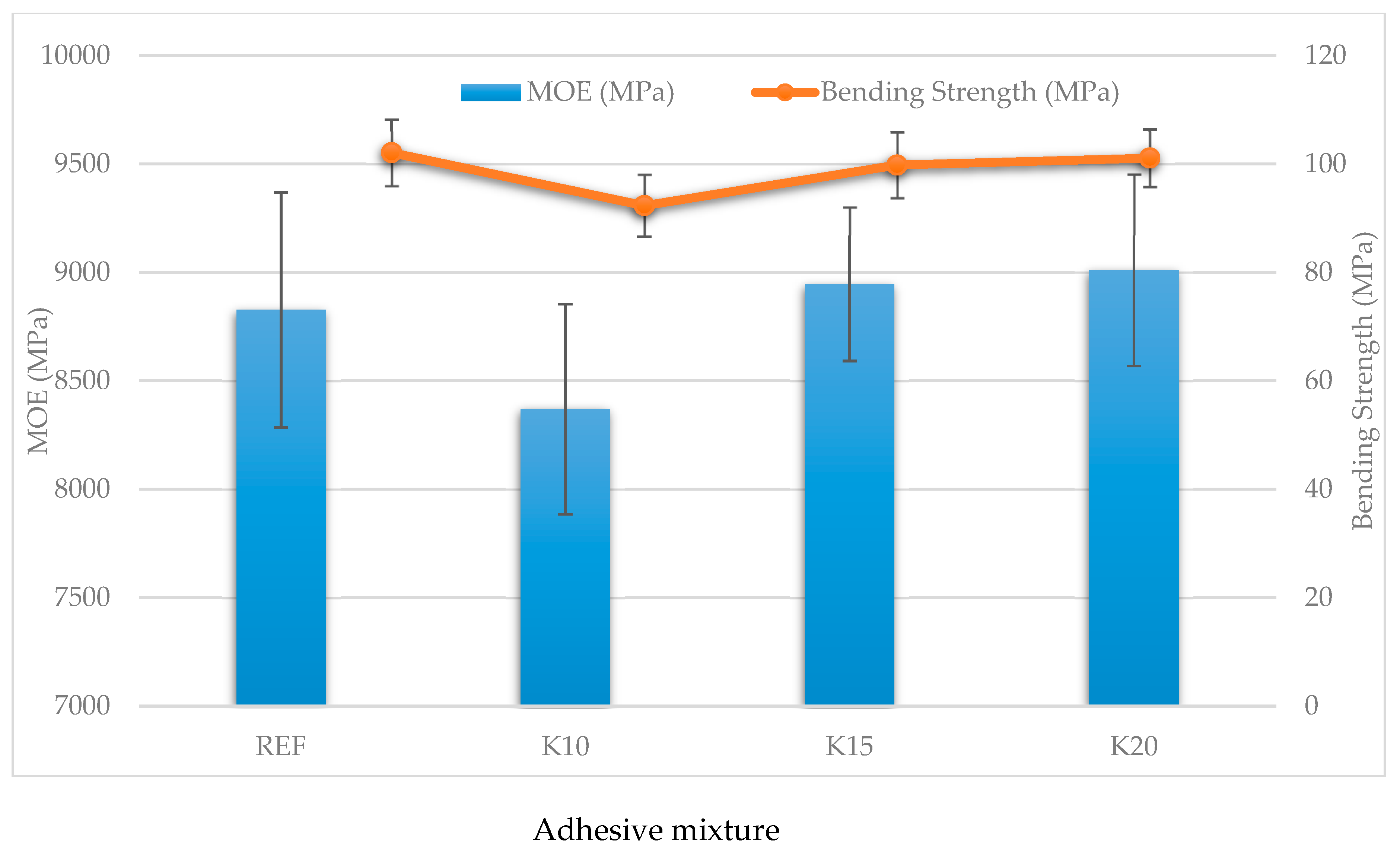
3.4.1. Bending Strength and Modulus of Elasticity
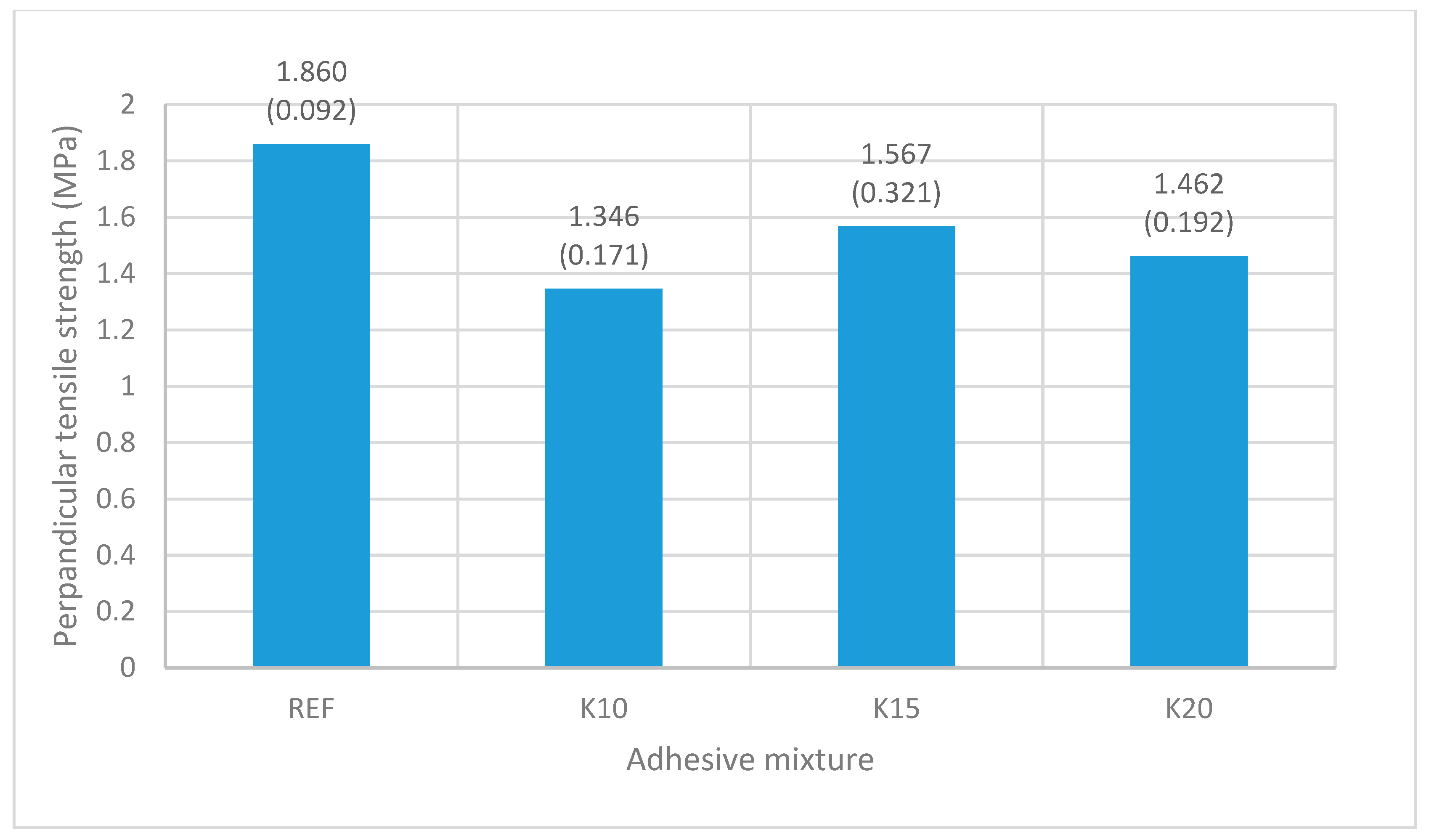
3.4.2. Perpendicular Tensile Strength
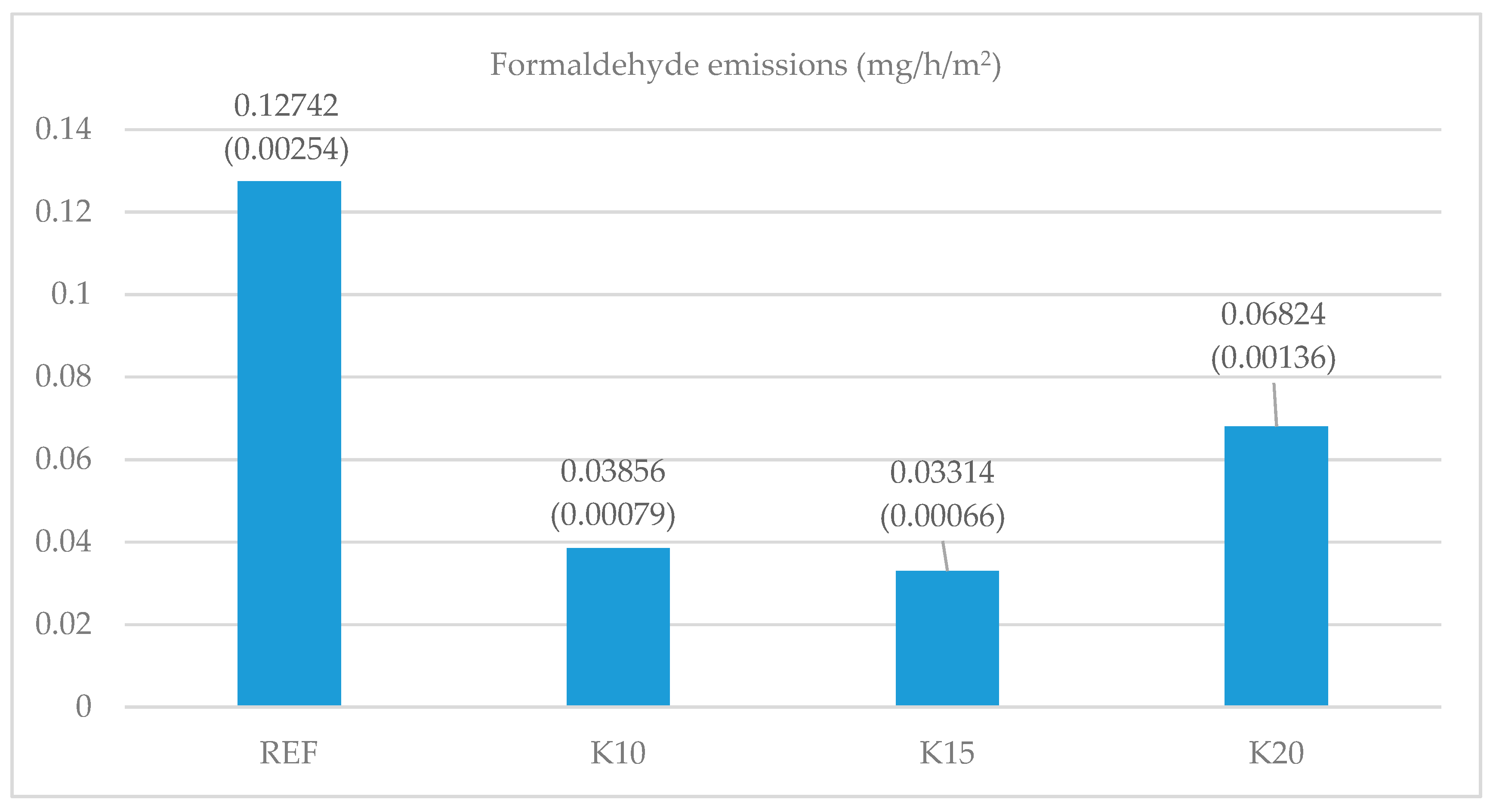
3.5. Free Formaldehyde Emissions
4. Conclusions
- The replacement of technical flour with beech bark (with an identical adhesive mixture, 20 g) results in a slight decrease in heat transfer during the pressing process. Subsequently, longer time is taken to reach the specified temperature in the central adhesive layer (due to the lower thermal conductivity of the bark).
- The strength of the bonded joints is significantly affected by the viscosity of adhesive composition. In terms of technological properties, the most suitable beech bark/adhesive ratio ranged from 0.10 to 0.15. Too high of a viscosity of the adhesive composition K20 makes it impossible to apply the adhesive mixture to the veneer surfaces by standard methods.
- Technical flour in the adhesive mixture (20 g) can be replaced with grinded beech bark (10–20 g) with no statistically significant change in the modulus of elasticity and bending strength of the plywood. In the case of a bark/adhesive ratio of 0.15 and 0.20, a slight increase in observed properties was observed.
- Microscopic details point out the realistic dimensions of beech bark-based filler proportionally dispersed in the adhesive mixture. They also show that the beech bark-based filler is sufficiently dispersed in the liquid adhesive composition and that there are no disproportionate clumps.
- The values of perpendicular tensile strength in all bark/adhesive ratios as the filler meet the requirements of the applicable standards.
- Utilization of the adhesive mixtures with the beech bark-based filler led to decrease in free formaldehyde release compared to the reference sample. The formaldehyde release decreased to about 75%, which can be considered to be a significant contribution in terms of the environment.
- The performance of the plywood panels is influenced by physical conditions such as pressure and press temperature, as well as by chemical conditions. These results provide ideas for further research into different pressing parameters.
- Utilization of waste products in wood processing results in another benefit of using beech bark as the filler. Bark is typically considered to be a waste, where it is used as a low-quality fuel or it is mulched.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Irle, M.; Barbu, M.C.; Réh, R.; Bergland, L.; Rowell, R.M. 2013: Wood Composites. In Handbook of Wood Chemistry and Wood Composites, 2nd ed.; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2013; pp. 321–411. ISBN 978-1-4398-5380-1. [Google Scholar]
- Mitterpach, J.; Hroncová, E.; Ladomerský, J.; Štefko, J. Quantification of Improvement in Environmental Quality for Old Residential Buildings Using Life Cycle Assessment. Sustainability 2016, 8, 1303. [Google Scholar] [CrossRef]
- Adhikari, B.B.; Appadu, P.; Kislitsin, V.; Chae, M.; Choi, P.; Bressler, D.C. Enhancing the Adhesive Strength of a Plywood Adhesive Developed from Hydrolyzed Specified Risk Materials. Polymers 2016, 8, 285. [Google Scholar] [CrossRef]
- Food and Agriculture Organization of the United Nations. 2014 Global Forest Products Facts and Figures. Available online: http://www.fao.org/forestry/statistics/80938/en/ (accessed on 7 March 2019).
- Transparency Market Research. Wood Adhesives and Binders Market is Anticipated to Reach USD 17.77 Billion by 2020. Available online: http://www.transparencymarketresearch.com/pressrelease/woodadhesives-binders-market.htm (accessed on 7 January 2019).
- Murata, K.; Watanabe, Y.; Nakano, T. Effect of Thermal Treatment of Veneer on Formaldehyde Emission of Poplar Plywood. Materials 2013, 6, 410–420. [Google Scholar] [CrossRef] [Green Version]
- Sellers, T., Jr. Wood adhesive innovations and applications in North America. J. For. Prod. 2001, 51, 12–22. [Google Scholar]
- Bekhta, P.; Sedliačik, J.; Saldan, R.; Novak, I. Effect of different hardeners for urea-foraldehyde resin on properties of birch plywood. Acta Facultatis Xylologiae 2016, 58, 65–72. [Google Scholar]
- Song, Y.H.; Seo, J.H.; Choi, Y.S.; Kim, D.H.; Choi, B.-H.; Cha, H.J. Mussel adhesive protein as an environmentally-friendly harmless wood furniture adhesive. Int. J. Adhes. Adhes. 2016, 70, 260–264. [Google Scholar] [CrossRef]
- Jin, S.; Li, K.; Li, J.; Chen, H. A Low-Cost, Formaldehyde-Free and High Flame Retardancy Wood Adhesive from Inorganic Adhesives: Properties and Performance. Polymers 2017, 9, 513. [Google Scholar] [CrossRef] [PubMed]
- Guidance on the Application of the CLP Criteria of Subsances and Mixtures. Available online: https://echa.europa.eu/documents/10162/13643/clp_criteria_v5_part1_caracal_en.pdf/a4ef5a99-5cec-0301-95b2-48b1f699c20f (accessed on 7 January 2019).
- Hodgson, A.T.; Beal, D.; Mcilvaine, J.E.R. Sources of formaldehyde, other aldehydes and terpenes in a new manufactured house. Indoor Air 2002, 12, 235–242. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.; Kim, H.J. comparision of standard methods and gas chromatography method in determinations of formaldehyde emission from MDF bonded with formaldehyde-based resins. Bioresour. Technol. 2005, 96, 1457–1464. [Google Scholar] [CrossRef] [PubMed]
- Roffael, E. Volatile organic compounds and formaldehyde in nature, wood and wood based panels. Holz Als Roh-Und Wekstoff 2006, 64, 144–149. [Google Scholar] [CrossRef]
- Sedliačik, J.; Matyasovsky, J.; Smidriakova, M.; Sedliacikova, M.; Jurkovic, P. Application of collagen colloid from chrome shavings for innovative polycondensation adhesives. J. Am. Leather Chem. Assoc. 2011, 106, 332–340. [Google Scholar]
- Zhang, J.; Song, F.; Tao, J.; Zhang, Z.; Shi, S.Q. Research Progress on Formaldehyde Emission of Wood-Based Panel. Int. J. Polym. Sci. 2018, 5. [Google Scholar] [CrossRef]
- Matyasovsky, J.; Sedliacik, J.; Matyasovsky, J.; Jurkovic, P.; Duchovic, P. Collagen and keratin colloid systems with a multifunctional effect for cosmetic and technical applications. J. Am. Leather Chem. Assoc. 2014, 109, 284–295. [Google Scholar]
- Barry, A.; Corneau, D. Effectiveness of barriers to minimize VOC emissions including formaldehyde. For. Prod. J. 2006, 56, 38–42. [Google Scholar]
- Pizzi, A. Advanced Wood Adhesives Technology; CRC Press: Boca Raton, FL, USA, 1994. [Google Scholar]
- Bekhta, P.; Ortynska, G.; Sedliačik, J. Properties of modified phenol-formaldehyde adhesive for plywood panels manufactured from high moisture content veneer. Drvna Industrija 2015, 65, 293–301. [Google Scholar] [CrossRef]
- Hojilla-Evangelista, M.P.; Bean, S.R. Evaluation of sorghum flour as extender in plywood adhesives for sprayline coaters or foam extrusion. Ind. Crops Prod. 2011, 34, 1168–1172. [Google Scholar] [CrossRef]
- Ong, H.R.; Prasad, D.M.R.; Khan, M.R.; Rao, D.S.; Jeyaratnam, N.; Raman, D.K. Effect of Jatropha Seed Oil Meal and Rubber Seed Oil Meal as Melamine Urea Formaldehyde Adhesive Extender on the Bonding Strength of Plywood. J. Appl. Sci. 2012, 12, 1148–1153. [Google Scholar] [CrossRef]
- Souza, A.M.; Nascimento, M.F.; Almeida, D.H.; Lopes Silva, D.A.; Almeida, T.H.; Christoforo, A.L.; Lahr, F.A.R. Wood-based composite made of wood waste and epoxy based ink-waste as adhesive: A cleaner production alternative. J. Clean. Prod. 2018, 193, 549–562. [Google Scholar] [CrossRef]
- Younesi-Kordkheili, H.; Pizzi, A. Acid Ionic Liquids as a New Hardener in Urea-Glyoxal Adhesive Resins. Polymers 2016, 8, 57. [Google Scholar] [CrossRef]
- Chen, N.; Zheng, P.; Zeng, Q.; Lin, Q.; Rao, J. Characterization and Performance of Soy-Based Adhesives Cured with Epoxy Resin. Polymers 2017, 9, 514. [Google Scholar] [CrossRef] [PubMed]
- Kojima, Y.; Isa, A.; Kobori, H.; Suzuki, S.; Ito, H.; Makise, R.; Okamoto, M. Evaluation of Binding Effect in Wood Flour Board Containing Ligno-Cellulose Nanofibers. Materials 2014, 7, 6853–6864. [Google Scholar] [CrossRef] [PubMed]
- Xi, X.; Pizzi, A.; Amirou, S. Melamine-Glyoxal-Glutaraldehyde Wood Panel Adhesives without Formaldehyde. Polymers 2018, 10, 22. [Google Scholar]
- Račko, V.; Čunderlík, I. Thickness and bark proportion of selected hardwood logs. Acta Facultatis Xylologiae Zvolen 2007, 49, 19–25. [Google Scholar]
- Gupta, G.K. Development of Bark-Based Environmental-Friendly Composite Panels. Master’s Thesis, Faculty of Forestry, University of Toronto, Toronto, ON, Canada, 2009. [Google Scholar]
- Feng, S.; Cheng, S.; Yuan, Z.; Leitch, M.; Xu, C. Valorization of bark for chemicals and materials: A review. Renew. Sustain. Energy Rev. 2013, 26, 560–578. [Google Scholar] [CrossRef]
- Ghahri, S.; Mohebby, B. Soybean as adhesive for wood composites: Applications and properties. In Soybean—The Basis of Yield, Bio-Mass and Productivity; InTech Publisher: London, UK, 2017. [Google Scholar]
- Pedieu, R.; Riedl, B.; Pichette, A. Properties of mixed particleboards based on white birch (Betula papyrifera) inner bark particles and reinforced with wood fibers. Eur. J. Wood Wood Prod. 2009, 67, 95–101. [Google Scholar] [CrossRef]
- Cetin, N.S.; Ozmen, N.; Narlioglu, N.; Cavus, V. Effect of bark flour on the mechanical properties of HDPE composites. J. Mater. Sci. 2014, 1, 23–32. [Google Scholar]
- Aydin, I.; Demirkir, C.; Colak, S.; Colakoglu, G. Utilization of bark flours as additive in plywood manufacturing. Eur. J. Wood Wood Prod. 2017, 75, 63–69. [Google Scholar] [CrossRef]
- Tudor, E.M.; Barbu, M.C.; Petutschnigg, A.; Réh, R. Added-value for wood bark as a coating layer for flooring tiles. J. Clean. Prod. 2018, 170, 1354–1360. [Google Scholar] [CrossRef]
- Janiszewska, D. Bark Liquefaction for use in Three-Layer Particleboard Bonding. Drewno 2018, 61, 119–127. [Google Scholar]
- Ružiak, I.; Igaz, R.; Krišťák, Ľ.; Réh, R.; Mitterpach, J.; Očkajová, A.; Kučerka, M. Influence of Urea-formaldehyde adhesive Modification with Beech Bark on Chosen Properties of Plywood. Bioresources 2017, 12, 3250–3264. [Google Scholar] [CrossRef]
- Igaz, R.; Ružiak, I.; Krišťák, Ľ.; Réh, R.; Iždinský, J.; Šiagiová, P. Optimization of pressing parameters of crosswise bonded timber formwork sheets. Acta Facultatis Xylologiae 2015, 57, 83–88. [Google Scholar]
- Wei, P.; Rao, X.; Yang, J.; Guo, Y.; Chen, H.; Zhang, Y.; Chen, S.; Deng, X.; Wang, Z. Hot pressing of wood-based composites: A review. For. Prod. J. 2016, 66, 419–427. [Google Scholar] [CrossRef]
- Wang, Z.; Zhao, S.; Kang, H.; Zhang, W.; Li, J.; Zhang, S.; Huang, A. Reduction of energy consumption of green plywood production by implementing high-efficiency thermal conductive bio-adhesive: Assesment from pilot-scaled application. J. Clean. Prod. 2019, 210, 1366–1375. [Google Scholar] [CrossRef]
- Demirkir, C.; Ozsahin, S.; Aydin, I.; Colakoglu, G. Optimization of some panel manufacturing parameters for the best bonding strenth of plywood. Int. J. Adhes. Adhes. 2013, 46, 14–20. [Google Scholar] [CrossRef]
- Bekhta, P.; Niemz, P.; Sedliačik, J. Effect of pre-pressing of veneer on the glueability and properties of veneer-based products. Eur. J. Wood Wood Prod. 2012, 70, 99–106. [Google Scholar] [CrossRef]
- EN 636:2012+A1:2015. Plywood—Specification. Available online: https://apawood-europe.org/official-guidelines/european-standards/individual-standards/en-636/ (accessed on 7 January 2019).
- ISO 13061-1:2014. Physical and Mechanical Properties of Wood. Test Methods for Small Clear Wood Specimens. Part 1: Determination of Moisture Content for Physical and Mechanical Tests. Available online: https://www.iso.org/standard/60063.html (accessed on 7 January 2019).
- EN 326-1:1994 (Confirmed 2014). Wood-Based Panels—Sampling and Cutting of Test Pieces and Inspection. Available online: https://apawood-europe.org/official-guidelines/european-standards/individual-standards/en-326-1/ (accessed on 7 January 2019).
- ASTM D1084—16. Standard Test Methods for Viscosity of Adhesives. Available online: https://www.astm.org/Standards/D1084.htm (accessed on 7 January 2019).
- EN 310: 1993 Wood-Based Panels: Determination of Modulus of Elasticity in Bending and of Bending Strength. Available online: https://apawood-europe.org/official-guidelines/european-standards/individual-standards/en-310/ (accessed on 7 January 2019).
- EN 319 Perpendicular Tensile Strength of Particleboards and Fiberboards. Available online: https://www.instron.us/en-us/testing-solutions/by-standard/others/bs-en-319 (accessed on 7 January 2019).
- EN 717-2:1995 Wood-based Panels—Determination of Formaldehyde Release—Formaldehyde Release by the Gas Analysis Method. Available online: https://apawood-europe.org/official-guidelines/european-standards/individual-standards/en-717-2/ (accessed on 7 January 2019).
- Krišťák, Ľ.; Igaz, R.; Ružiak, I. Applying the EDPS Method to the Research into Thermophysical Properties of Solid Wood of Coniferous Trees. Adv. Mater. Sci. Eng. 2019, 2019, 2303720. [Google Scholar] [CrossRef]
- Christjanson, P.; Siimer, K.; Pehk, T.; Lasn, I. Structural changes in urea-formaldehyde resins during storage. Holz als Roh-und Wekst 2002, 60, 379–384. [Google Scholar] [CrossRef]
- Cao, M.; Li, T.; Liang, J.; Du, G. The Influence of pH on the Melamine-Dimethylurea-Formaldehyde Co-Condenstations: A Quantitative 13C-NMR Study. Polymers 2017, 9, 109. [Google Scholar] [CrossRef]
- Pereira, P.; Pereira, J.; Paiva, N.D.; Ferra, J.M.; Martins, J.M.; Carvalho, L.H.; Magalhaes, F.D. Copolymerization of UF Resins with Dimethylurea for Improving Storage Stability without Impairing Adhesive Performance. Materials 2018, 11, 1032. [Google Scholar] [CrossRef] [PubMed]
- Yazaki, Y.; Collins, P.J. Wood adhesives based on tannin extract from barks of some pine and spruce species. Holz Als Roh-Und Wekstoff 1994, 52, 307–310. [Google Scholar] [CrossRef]
- Kim, M.G.; No, B.Y.; Lee, S.M.; Nieh, W.L. Examination of selected synthesis and room-temperature storage parameters for wood adhesive-type urea-formaldehyde resins by 13C-NMR spectroscopy. J. Appl. Polym. Sci. 2003, 89, 1896–1917. [Google Scholar] [CrossRef]
- Siimer, K.; Kaljuvee, T.; Christjanson, P.; Pehk, T. Changes in curing behaviour of aminoresins during storage. J. Therm. Anal. Calorim. 2005, 80, 123–130. [Google Scholar] [CrossRef]
- Blanchet, P.; Cloutier, A.; Riedl, B. Particleboard made from hammer milled black spruce bark residues. Wood Sci. Technol. 2000, 34, 11–19. [Google Scholar] [CrossRef]
- Elbadawi, M.; Osman, Z.; Paridah, T.; Nasroun, T.; Kantiner, W. Mechanical and physical properties of particleboards made from Ailanthus wood and UF resin fortified by Acacias tannins blend. J. Mater. Environ. Sci. 2015, 6, 1016–1021. [Google Scholar]
- Kim, S.; Lee, Y.K.; Kim, H.J.; Lee, H.H. Physico-mechanical properties of particleboards bonded with pine and wattle tannin-based adhesives. J. Adhes. Sci. Technol. 2003, 17, 1863–1875. [Google Scholar] [CrossRef]
- Muszynski, Z.; McNatt, J.D. Investigaions on the use of spruce bark in the manufacture of particleboard in Poland. For. Prod. J. 1994, 34, 28–35. [Google Scholar]
- Eberhardt, T.L.; Reed, K.G. Strategies for improving the performance of plywood adhesive mix fillers from southern yellow pine bark. For. Prod. J. 2007, 56, 64–68. [Google Scholar]
- Kim, J.S.; Eom, Y.G.; Kim, S.; Kim, H.J. Effects of natural-resource-based scavengers on the adhesion properties and formaldehyde emission of engineered flooring. J. Adhes. Sci. Technol. 2007, 21, 211–225. [Google Scholar] [CrossRef]
- Rhazi, N.; Oumam, M.; Sesbou, A.; Hannache, H.; Bouhtoury, F.C. Physico-mechanical properties of plywood bonded with ecological adhesives from Acacia mollissima tannins and lignosulfonates. Eur. Phys. J. Appl. Phys. 2017, 78, 34813. [Google Scholar] [CrossRef] [Green Version]
- Jahanshaei, S.; Tabarsa, T.; Asghari, J. Eco-friendly tannin-phenol formaldehyde resin for production wood composites. Pigm. Resin. Technol. 2012, 41, 296–301. [Google Scholar] [CrossRef]
- Hoong, Y.B.; Paridah, M.T.; Loh, Y.F.; Koh, M.P.; Luqman, C.A.; Zaidon, A. Acacia mangium tannin as formaldehyde scavenger for low molecular weight phenol-formaldehyde resin in bonding tropical plywood. J. Adhes. Sci. Technol. 2010, 24, 1653–1664. [Google Scholar] [CrossRef]
- Gangi, M.; Tabarsa, T.; Sepahvand, S.; Asghari, J. Reduction of formaldehyde emission from plywood. J. Adhes. Sci. Technol. 2013, 27, 1407–1417. [Google Scholar] [CrossRef]
- Nemli, G.; Colakoglu, G. Effects of Mimosa bark usage on some properties of particleboards. Turkish J. Agric. For. 2005, 29, 227–230. [Google Scholar]
- Pásztory, Z.; Mohcsiné, I.R.; Borcsok, Z. Investigation of thermal insulation panels made of black locust tree bark. Constr. Build. Mater. 2017, 147, 733–735. [Google Scholar] [CrossRef]
- Vetráková, M.; Hitka, M.; Potkány, M.; Lorincová, S.; Smerek, L. Corporate Sustainability in the Process of Employee Recruitment through Social Networks in Conditions of Slovak Small and Medium Enterprises. Sustainability 2018, 10, 1670. [Google Scholar] [CrossRef]
- Potkány, M.; Gejdoš, M.; Debnár, M. Sustainable innovation approach for wood quality evaluation in green business. Sustainability 2018, 10, 2984. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Adhesive Mixture | REF | K10 | K15 | K20 |
|---|---|---|---|---|
| Urea Formaldehyde (UF) Adhesive | 100 g | 100 g | 100 g | 100 g |
| Filler | 20 g technical flour | 10 g beech bark | 15 g beech bark | 20 g beech bark |
| NH4NO3 Hardener | 10 g | 10 g | 10 g | 10 g |
| Technical Flour λ (W·m−1·K−1) | Beech Bark λ (W·m−1·K−1) | ||
|---|---|---|---|
| Plane source (PS) method | Hot wire (HW) method | PS method | HW method |
| 0.131 (0.002) | 0.126 (0.002) | 0.105 (0.001) | 0.102 (0.001) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Réh, R.; Igaz, R.; Krišťák, Ľ.; Ružiak, I.; Gajtanska, M.; Božíková, M.; Kučerka, M. Functionality of Beech Bark in Adhesive Mixtures Used in Plywood and Its Effect on the Stability Associated with Material Systems. Materials 2019, 12, 1298. https://0-doi-org.brum.beds.ac.uk/10.3390/ma12081298
Réh R, Igaz R, Krišťák Ľ, Ružiak I, Gajtanska M, Božíková M, Kučerka M. Functionality of Beech Bark in Adhesive Mixtures Used in Plywood and Its Effect on the Stability Associated with Material Systems. Materials. 2019; 12(8):1298. https://0-doi-org.brum.beds.ac.uk/10.3390/ma12081298
Chicago/Turabian StyleRéh, Roman, Rastislav Igaz, Ľuboš Krišťák, Ivan Ružiak, Milada Gajtanska, Monika Božíková, and Martin Kučerka. 2019. "Functionality of Beech Bark in Adhesive Mixtures Used in Plywood and Its Effect on the Stability Associated with Material Systems" Materials 12, no. 8: 1298. https://0-doi-org.brum.beds.ac.uk/10.3390/ma12081298