1. Introduction
Since the Industrial Revolution in the 19th century, the exhaustion of resources has seemed to be an insoluble problem. With the rapid development of science and technology, the value of non-renewable resources has soared, and industrial waste has become a serious problem. In view of the above, the development of new resources and the reuse of wastes have become crucial issues for achieving sustainable developments in the 21st century. Circulating fluidized bed combustion technology (CFBC) has become one of the most widely applied combustion technologies in recent years [
1,
2]. Compared to conventional pulverized coal combustion technology, CFBC presents greater performance and lower pollutant emissions. Furthermore, it is suitable for a variety of fuels, and its application to petroleum coke with a sulfur content of less than 5% firmly follows the principle of waste recycling [
3]. However, the widespread use of CFBC has also led to an annual increase in the production of CFBC fly ash (CFA), which requires additional methods for reuse or disposal. Several research works have been conducted on the use of CFA in cement manufacturing, soil improvement, road basements, new building materials and building fillers [
1,
4]. In Taiwan, CFA has been applied to cement-based materials [
1,
2,
5,
6]. The substitutes in construction materials are often adopted to reduce the use of raw materials. However, by-products such as fly ash are usually accompanied as aggregates or cement substitutes due to industrial development [
7,
8].
Roller-compacted concrete (RCC) is a type of no-slump concrete which is easy to use and economical [
9,
10]. RCC is extremely suitable for regions in which rapid construction is required—especially in Taiwan, where rain and moisture often extend construction time. Compared to traditional ordinary concrete, RCC contains more coarse aggregates and less cement per unit volume, and the fresh RCC must be able to support the vibratory roller [
10,
11]. Previous research has determined that the application of fly ash, slag or pozzolan to RCC can enhance its engineering properties, such as its compressive strength and flexural strength [
7,
12,
13,
14]. With the application of RCC in dam construction, which began in the 1970s, RCC has gradually received increasing attention in other engineering applications. For example, its use on road pavements is known as roller-compacted concrete pavements (RCCP) and it is commonly used in timber storage warehouses, parking lots, storage areas, military roads and hydraulic structures [
15]. Research and development worldwide has matured RCCP techniques. In heavy traffic loads, the traditional concrete pavements have a short service life and require frequent maintenance. The rutting problems of asphalt concrete pavements are a focal problem. Therefore, engineers are paying increased attention to the development of RCCP, which has lower development costs and good durability [
15,
16].
Mineral admixtures are common materials for concrete, including fly ash, slag, and silica fume. They are mainly used as substitute binders to improve workability and durability [
4,
17]. They react chemically with calcium hydroxide at room temperature to form compounds with cement properties in the presence of moisture [
18]. Based on the calcium hydroxide produced by the hydration of cement and amorphous siliceous or aluminous materials, the chemical reaction is referred to as a Pozzolanic reaction or secondary hydration reaction. The results include C–S–H or C–A–S–H gel which enhances the mechanical properties and durability of the mixture and increases the compactness of the interior structure of the concrete. Fly ash is a common pozzolanic material in RCC. Due to the fine spherical shape of fly ash particles, the addition of fly ash to cementitious materials helps in the improvement of characteristics such as their workability and later strength. Cao et al. [
19] studied the replacement of cement with high-volume fly ash in RCC. The substitution ratio in the specimens was from 45% to 95% and the compression was performed at 50 g/cm
2 for 120 s. The results revealed that the specimens containing fly ash had 50% greater strength than specimens without fly ash at the age of 90 days. Atiş observed that the inclusion of high amounts of fly ash in RCC attained higher compressive and flexural strength properties compared to original Portland concrete and that it can serve as an alternative material for road pavement [
20]. Sun examined the fatigue strength of 100 × 100 × 400 mm
3 RCC specimens compacted at 50 g/cm
2 for 120 s [
21]. Fly ash replaced 0% to 45% of cement, and the results indicated that the addition of fly ash can increase the fatigue strength by 40% to 50%. Atiş [
20] indicated that non-standard high-CaO (61.9%) fly ash replacing 0% to 45% of cement can increase early compressive strength (3 days). At 28 days, the specimens containing 15% fly ash presented a higher compressive strength than specimens without fly ash. The specimens containing 30% fly ash required 91 days to develop greater compressive strength than specimens without fly ash.
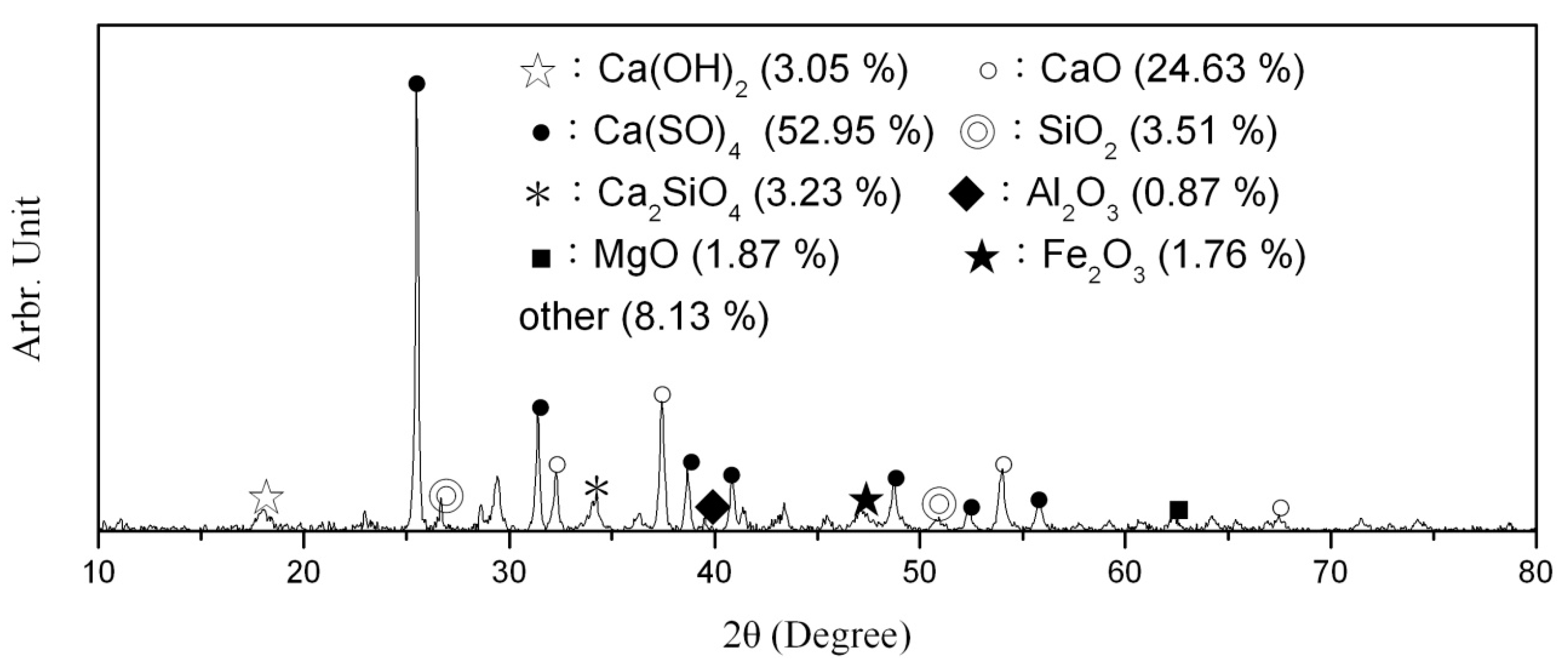
CFA is one of the by-products of the newly developing CFBC technology. Due to its high calcium sulfate (CaSO
4) content, it has a quick hydration reaction and then maintains good cementitious properties [
1]. Chi [
16] indicated that the use of CFA instead of fine aggregates favors the strength development of RCC. However, the maximum replacement is 15%. Increasing the pre-pressure reduces water absorption and the initial surface absorption and increases the compressive strength, splitting strength, and durability. Chi investigated only a pre-pressure ranging from 25 g/cm
2 to 75 g/cm
2. Depending on the weight percentage of fine aggregate substitutes, CFA has a positive influence on strength development. Furthermore, the sulfate resistance test revealed that dihydrated calcium sulfate is formed in the specimens, thereby increasing the compactness. The compressive strength of specimens prepared with a paste of 35% water and 65% CFA was tested by Conn and Sellakumar et al. [
22]. The results indicated that the specimens have good cementitious properties due to the high CaSO
4 content, and the authors pointed out that the strength of the CFA is derived from the reaction of CaO and CaSO
4. Bland et al. [
23] applied CFA to RCC; they also found that it can enhance strength development [
24]. Few studies have reported using CFA as a partial replacement of fine aggregates under various roller compaction pressures in RCC, and this seems to be a suitable solution for one kind of circular economy. Administering a suitable dosage for applications with RCC is also an important task. The objective of this study was to apply CFA to RCC, increase the weight percentage of fine aggregate substitutes to 30%, and adopt a pre-pressure ranging from 50 g/cm
2 to 150 g/cm
2. This study also aims to investigate the combined influence of various replacement amounts and pre-pressure on RCC engineering performance, including compressive strength, flexural strength, water absorption, setting time, unit weight, sulfate resistance, SEM observations, and XRD spectra. Therefore, the results can verify whether CFA is suitable for RCC as a partial replacement of fine aggregates.
4. Conclusions
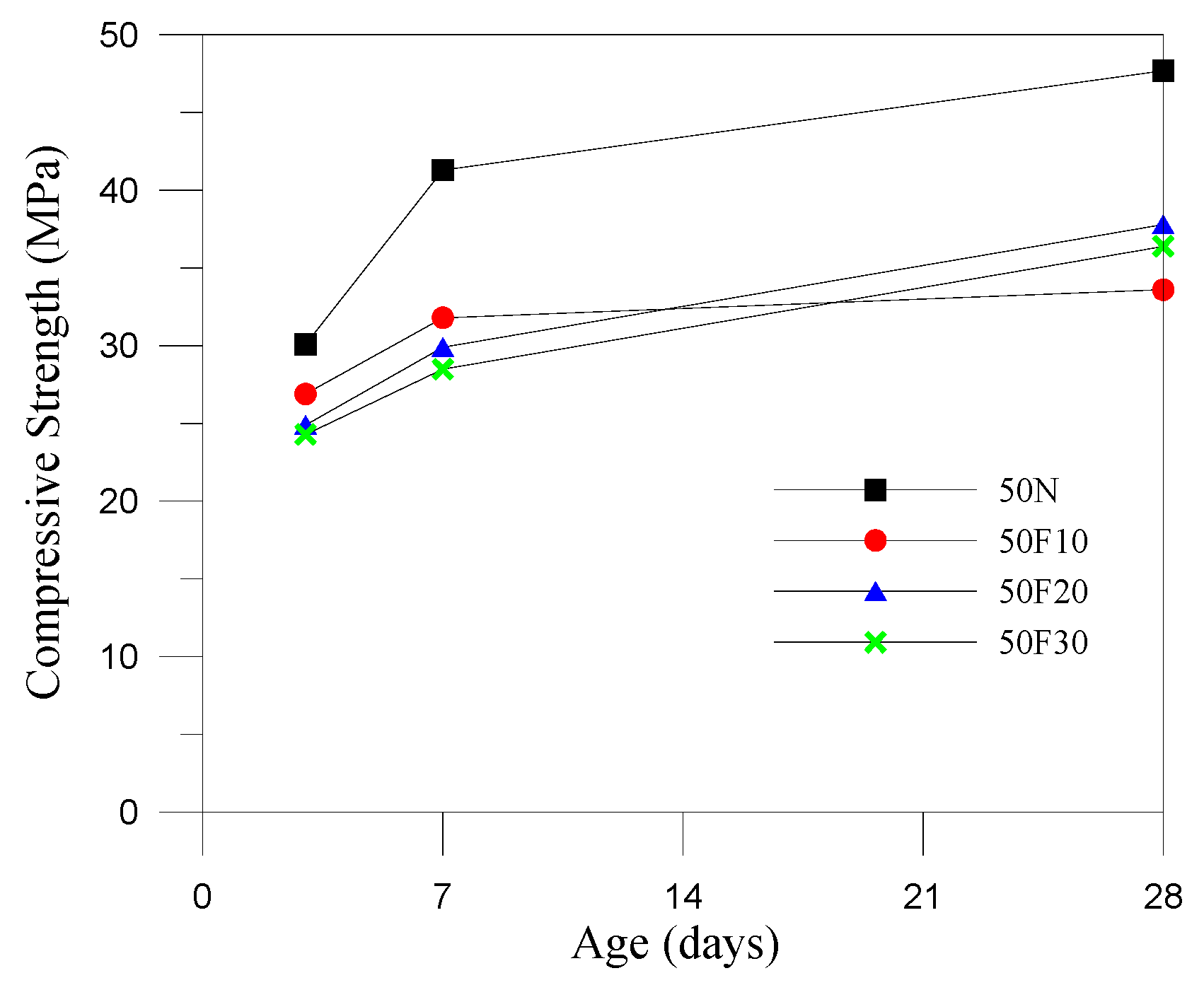
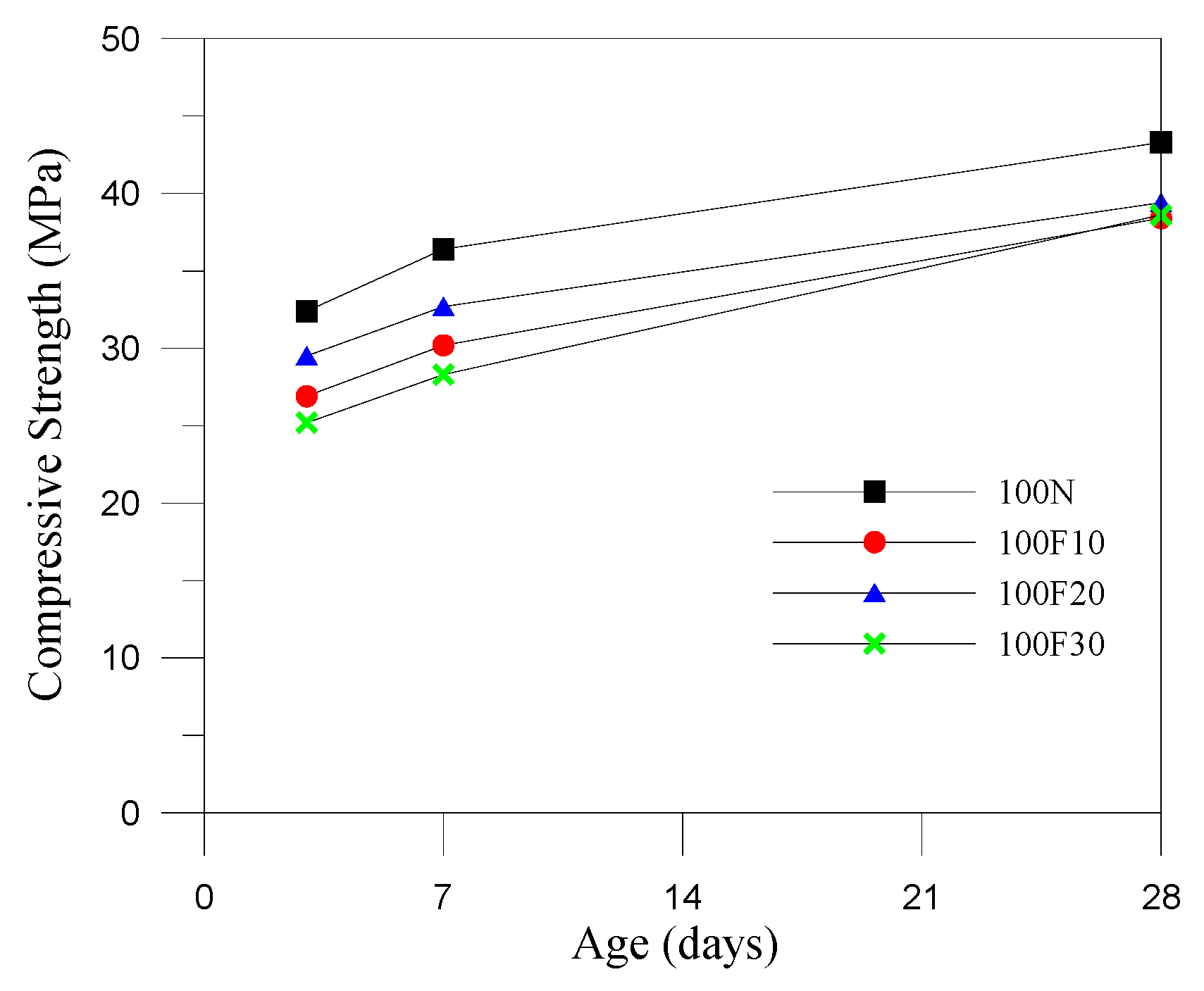
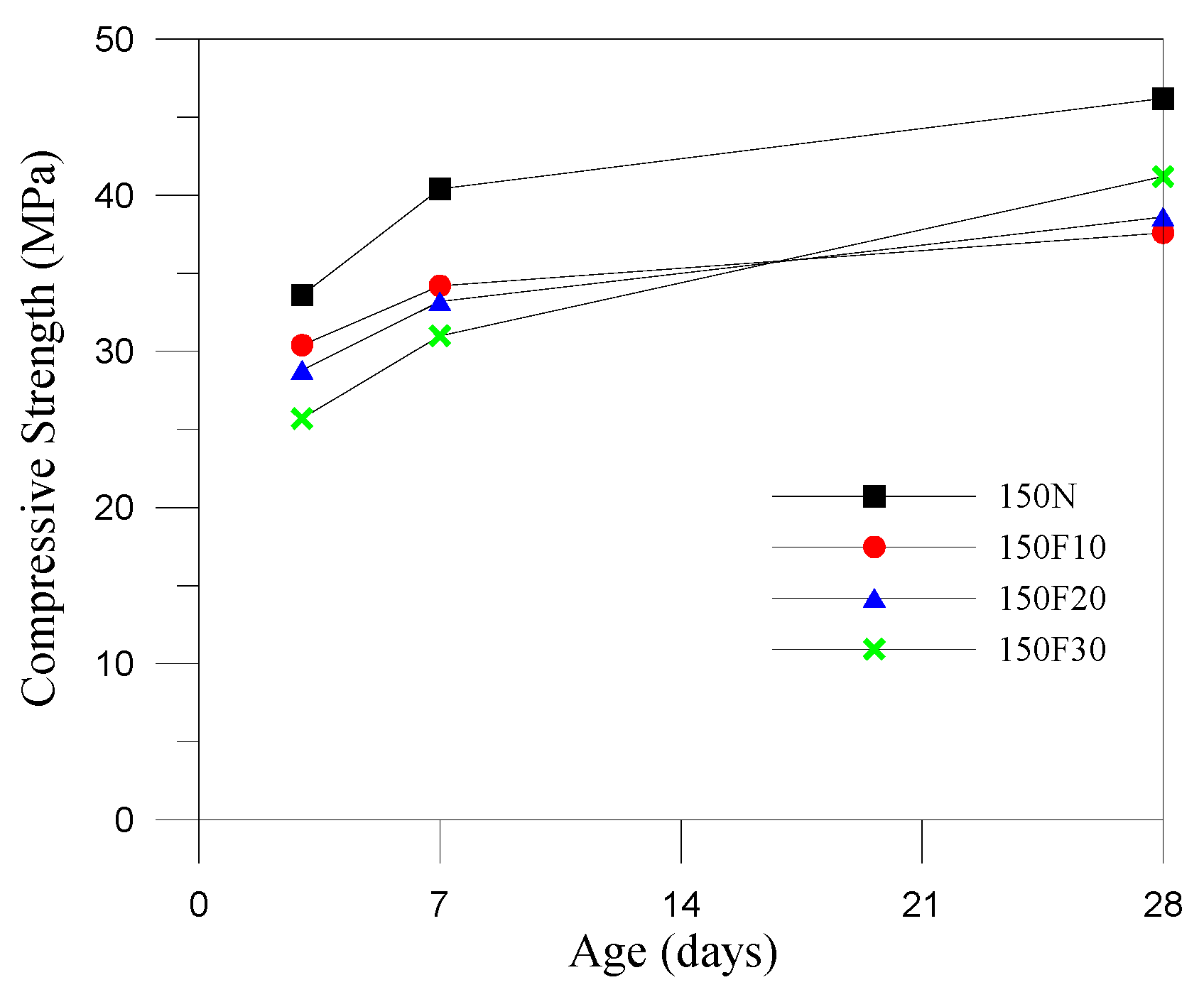
1. The inclusion of CFA as a substitute material for fine aggregates has a significant influence on the engineering properties of RCC. The compressive strength has no obvious improvement as a result of the increase of fine aggregates replaced by CFA due to the increase of water demand, but this significantly enhances later strength due to the additional hydration.
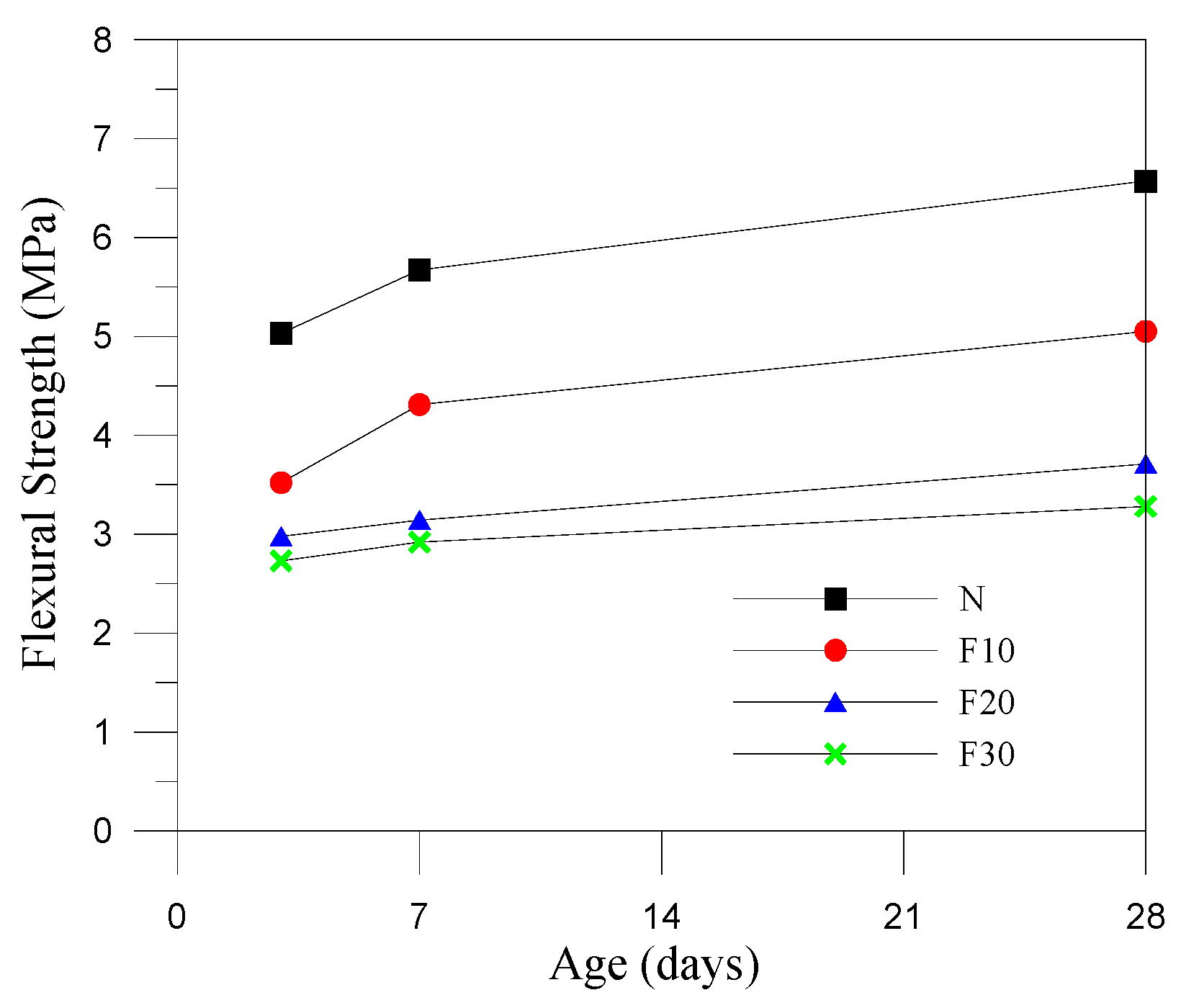
2. The results of the flexural strength test indicate that the strength at the age of 28 days can achieve the recommended range (3.49 MPa to 6.89 MPa). Flexural strength significantly decreased with an increase of fine aggregate replaced by CFA.
3. The inclusion of CFA can reduce the setting time, absorption and unit weight, and increase the sulfate resistance in RCC.
4. Pre-pressure is a key factor, and the increase in pre-pressure helped to reduce the absorption, flexural strength and setting time, as well as to increase the unit weight and compressive strength.
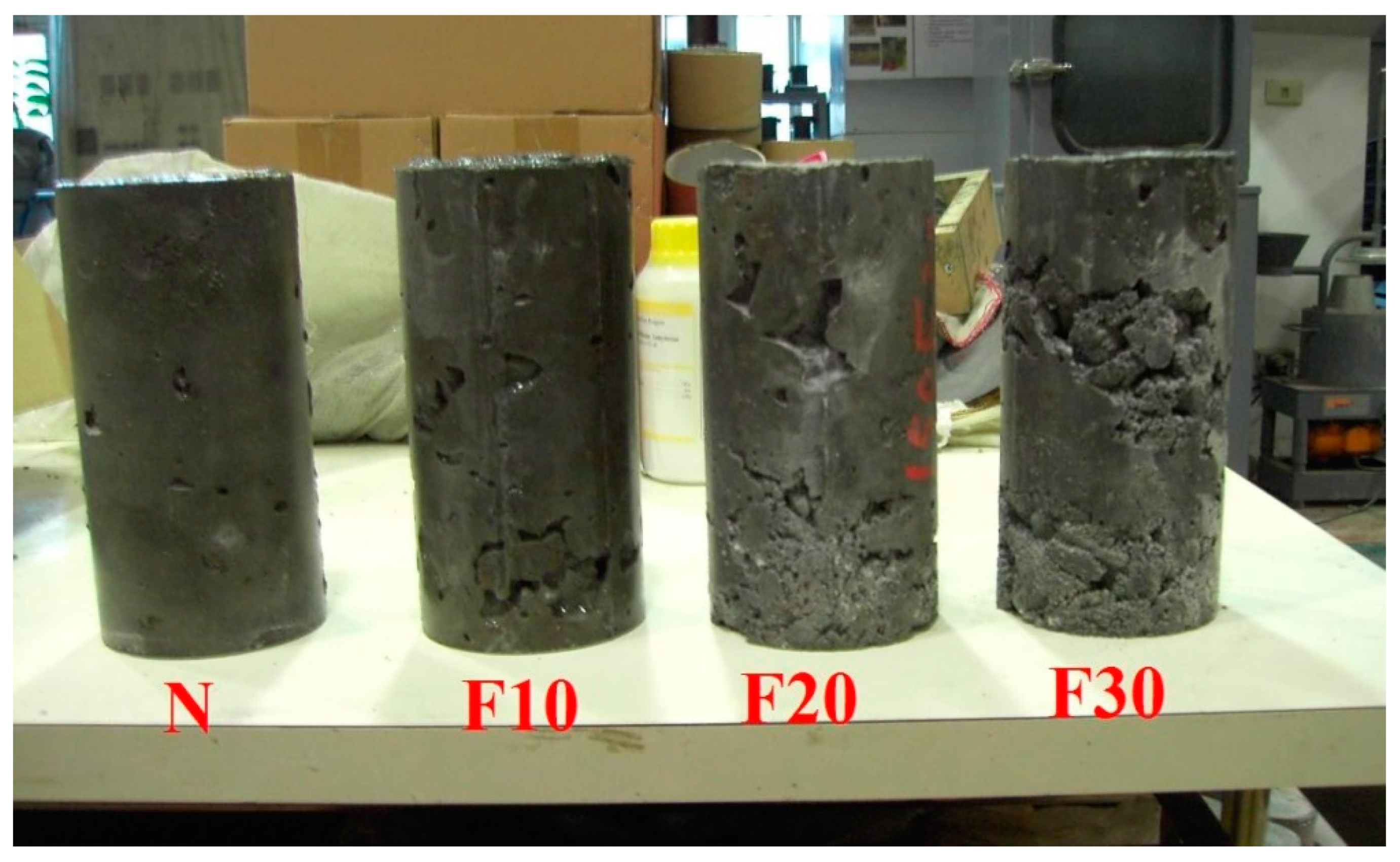
5. The sulfate resistance test results show that the increase of fine aggregates replaced by CFA enhanced the sulfate resistance of RCC. In contrast, the increase of the pre-pressure did not have significant effects. Furthermore, as the amount of CaSO4·2H2O in the specimens increased during the test, the compactness and compressive strength of the specimens also increased.
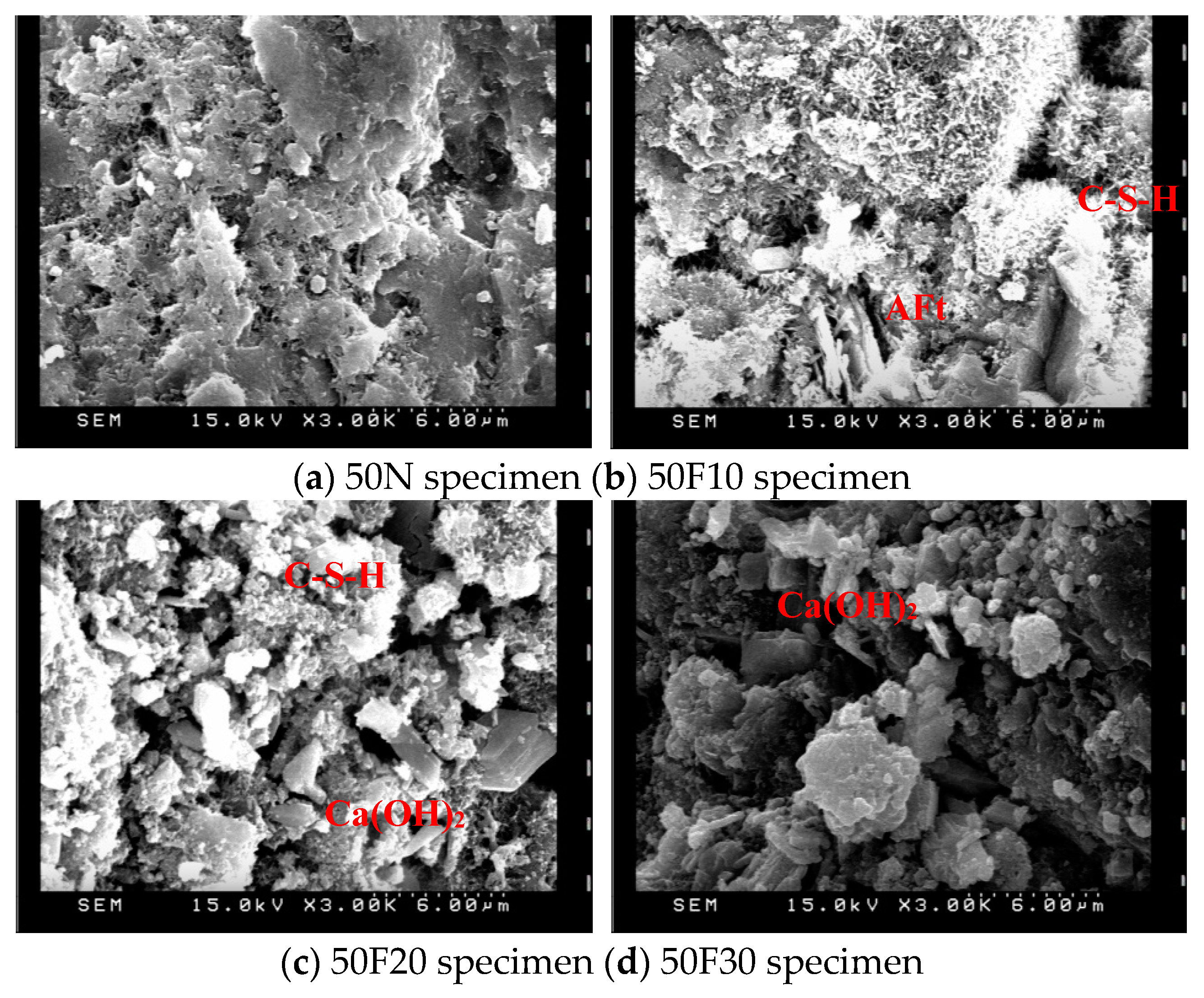
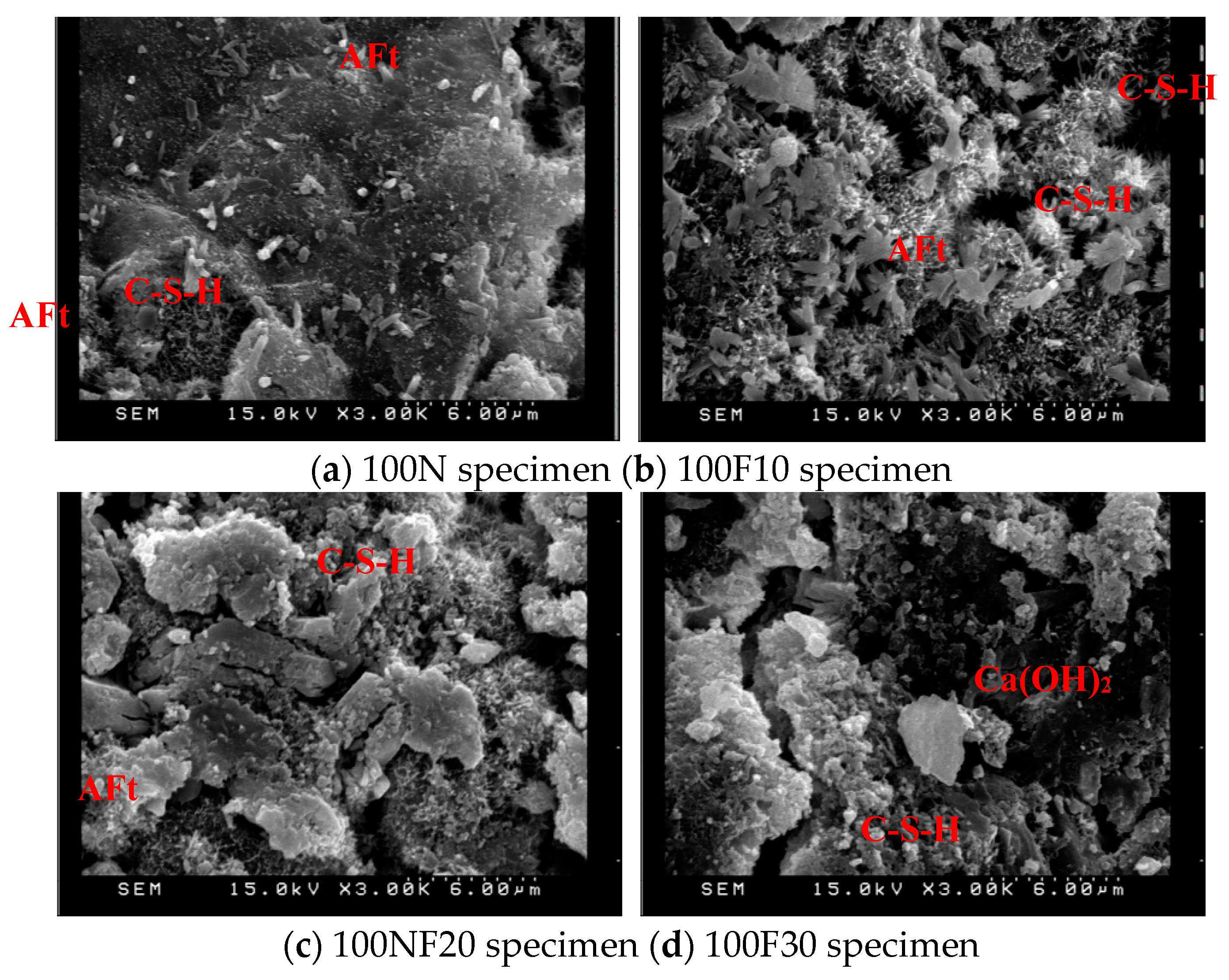
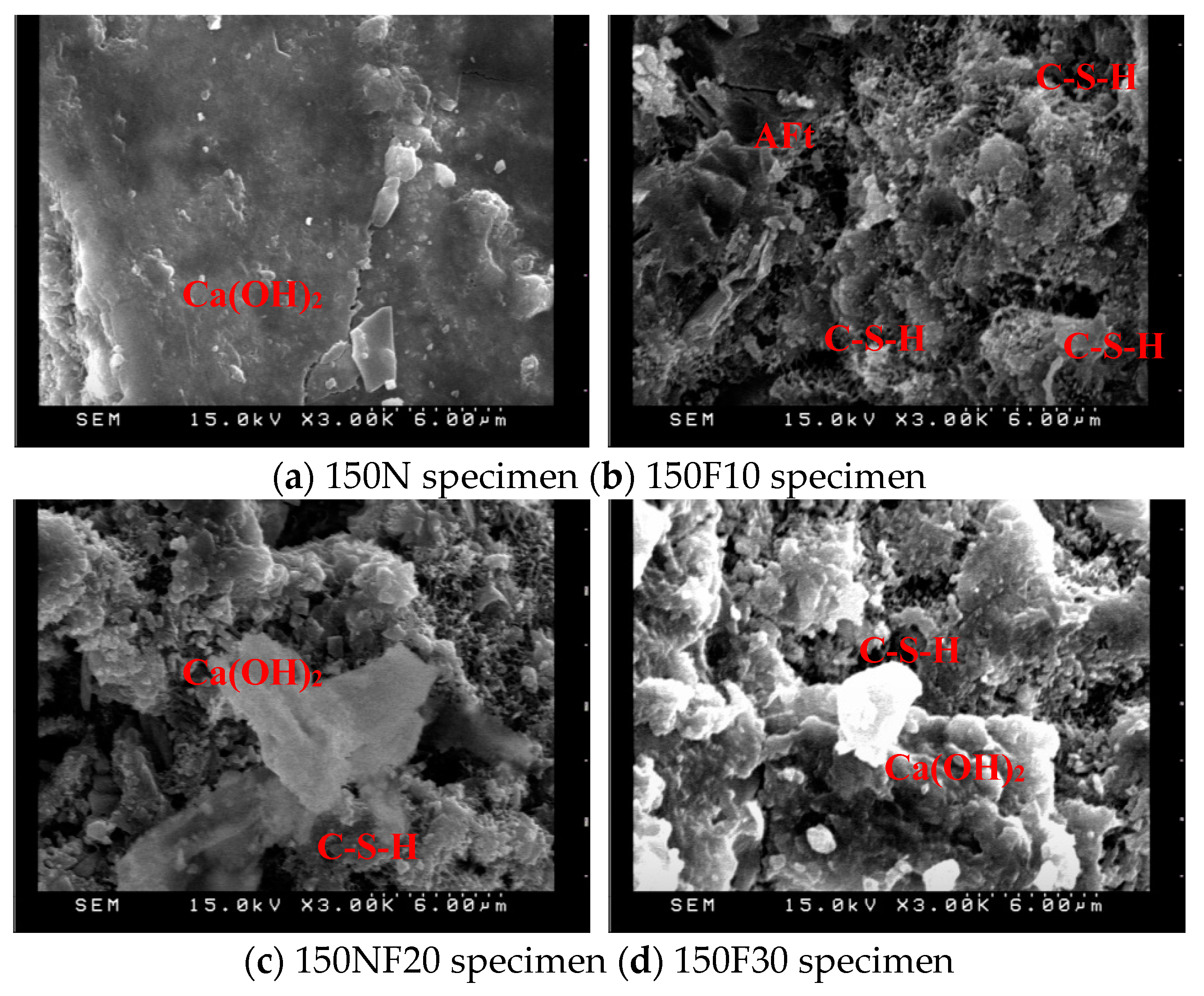
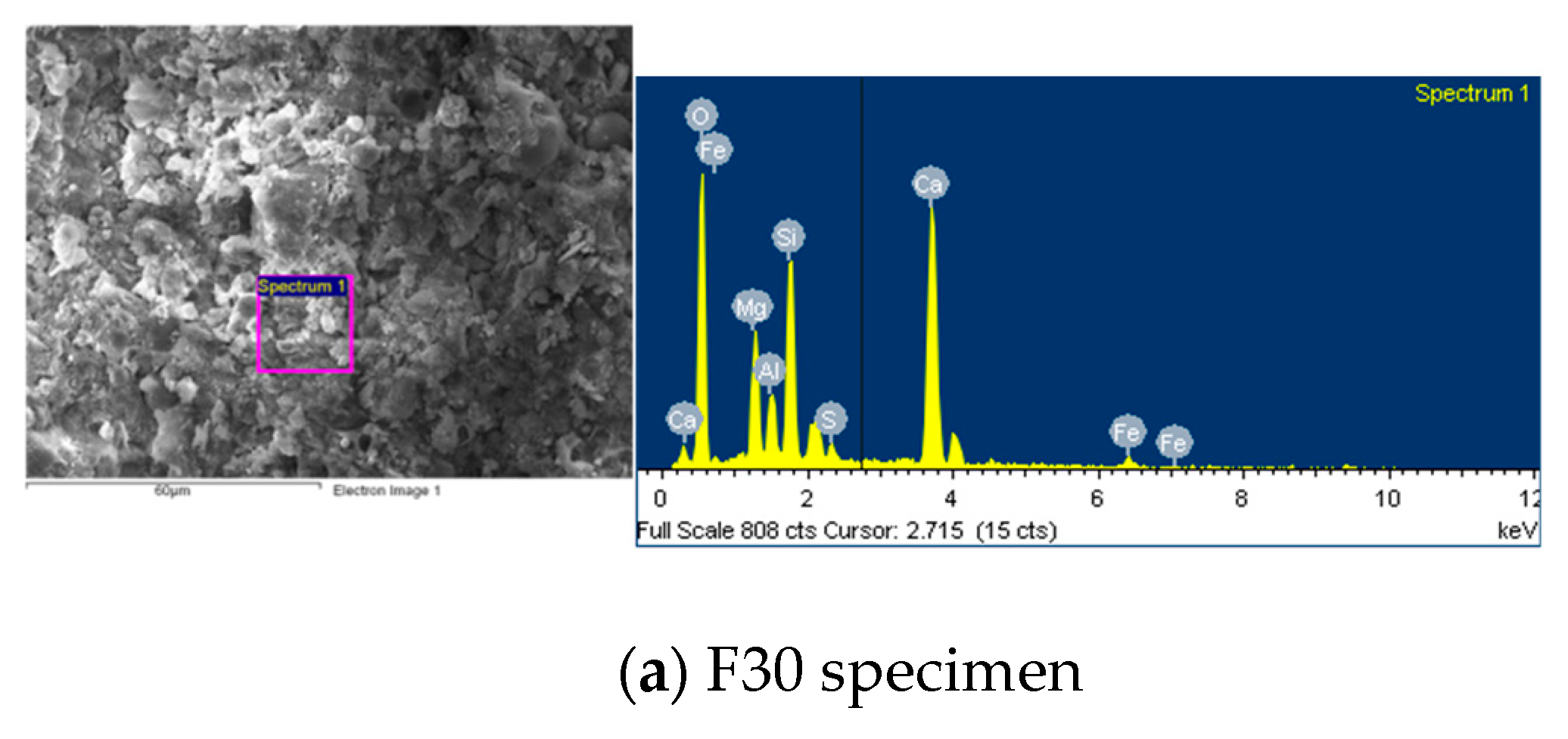
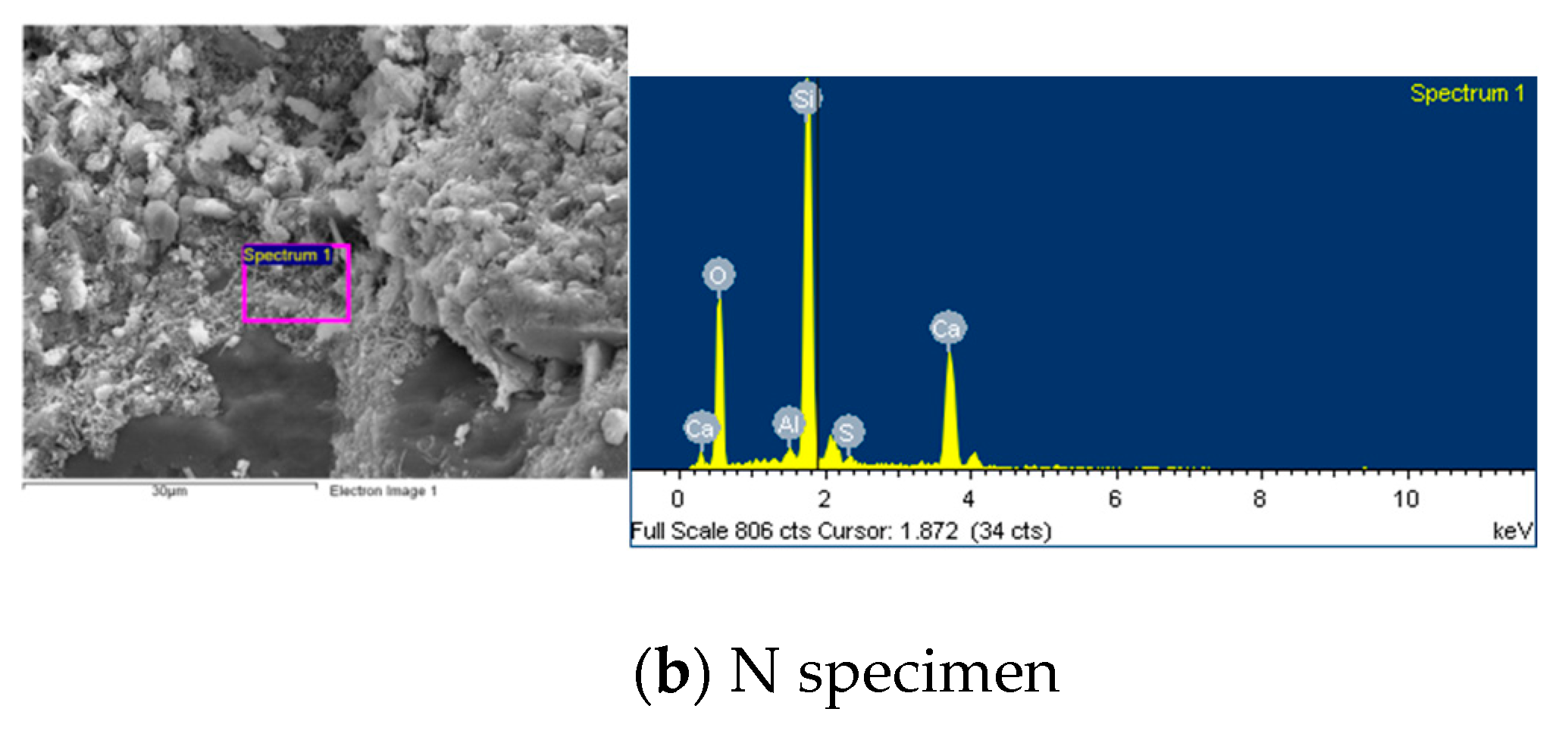
6. SEM observations showed that the increase of fine aggregates replaced by CFA improved the compactness and crystal morphology of the C–S–H gel in the specimens.
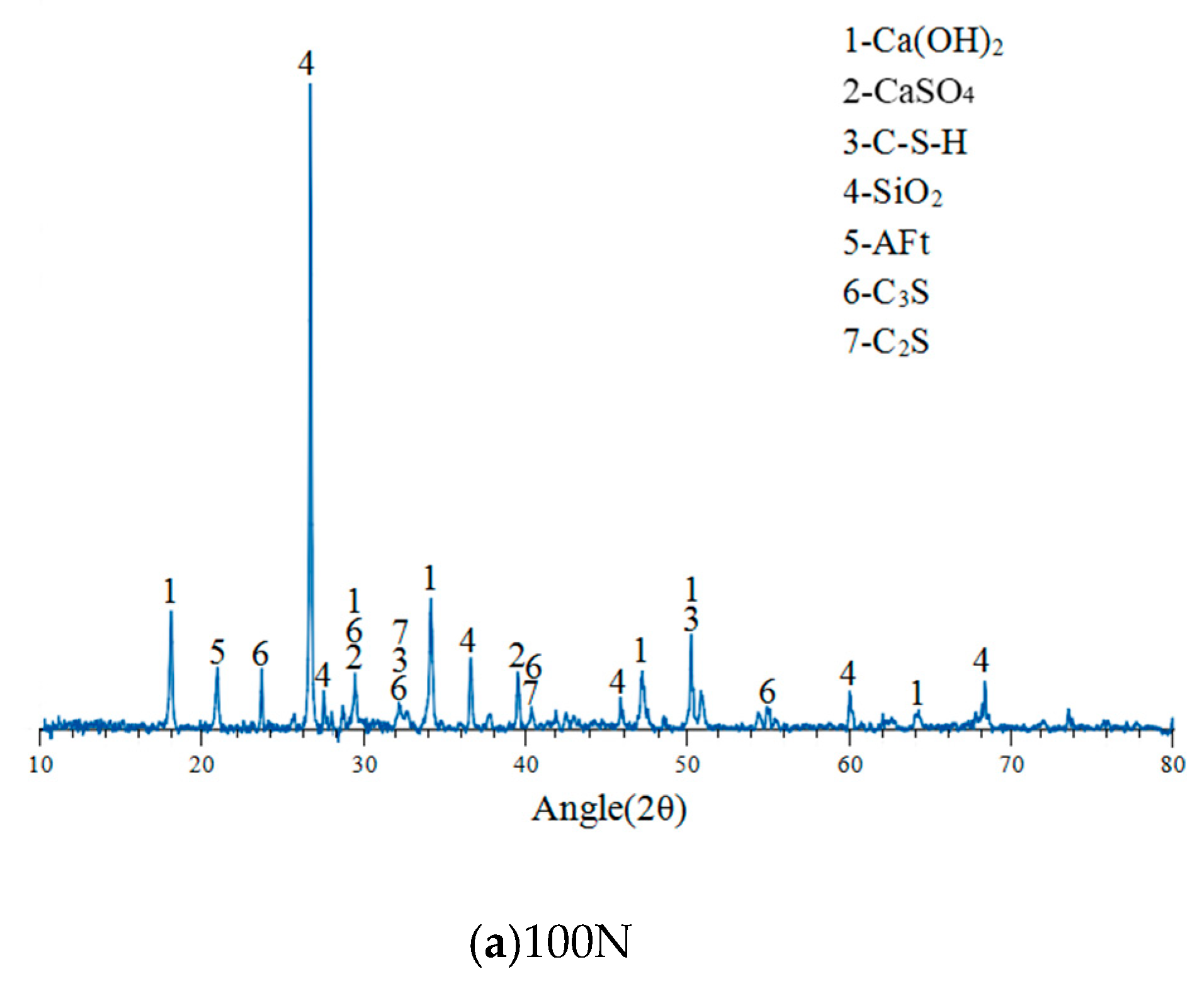
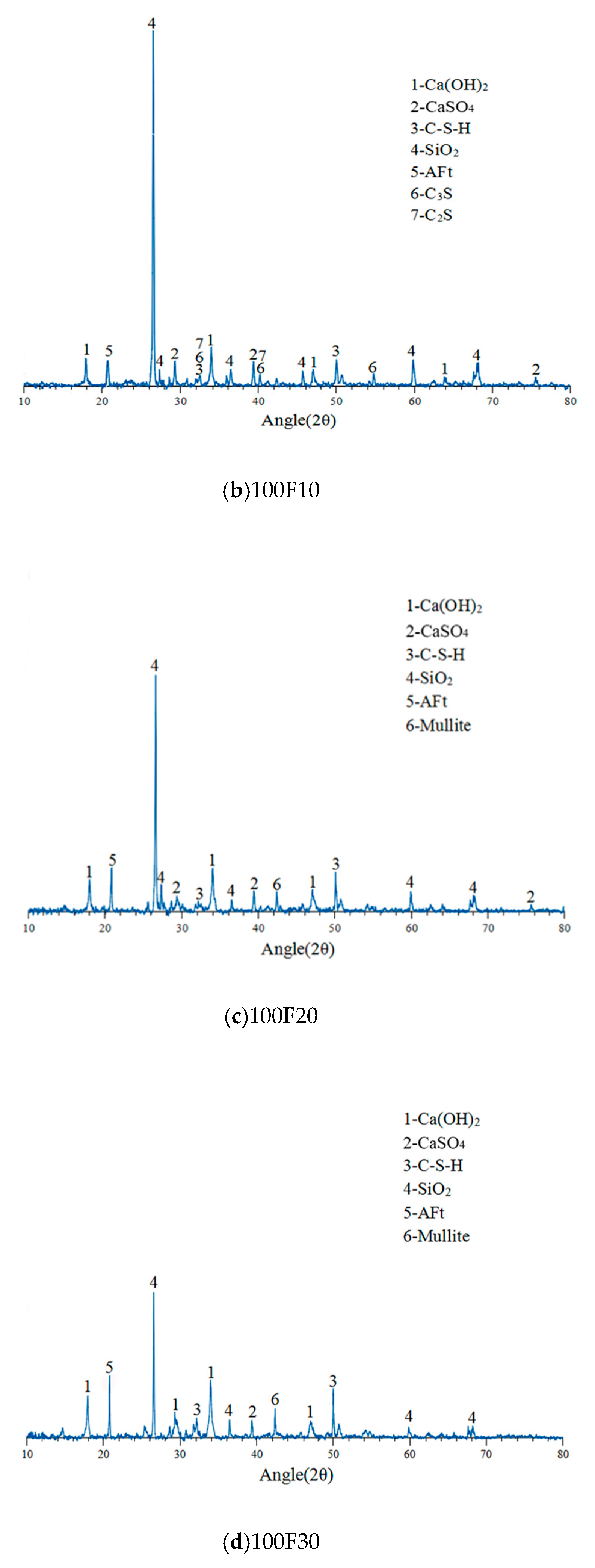
7. The XRD spectrum analysis indicated that the increase of fine aggregates replaced by CFA increased the content of Ca(OH)2 and decreased the content of CaSO4 in the specimens.
8. It is recommended to use an RCC containing 10% CFA as a replacement for fine aggregates under a roller compaction pressure of 100 g/cm2.

 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}