Study of the Simultaneous Utilization of Mechanical Water Foaming and Zeolites and Their Effects on the Properties of Warm Mix Asphalt Concrete


Abstract
:1. Introduction
2. Aims and Design of Experiment
2.1. Purpose and Scope of Research
- HMARef - reference Mix Produced as Hot Mix Asphalt Using the 35/50 Asphalt with 0.3% (by wt.) of Adhesion Promoter,
- WMARef - reference mix produced at lowered temperature with water foamed asphalt produced from 35/50 binder, with 0.6% (by wt.) of adhesion promoter,
- WMAnz,0.4%S - mix produced at lowered temperature with water foamed asphalt produced from 35/50 binder, with 0.6% (by wt.) of adhesion promoter, including natural zeolite in the amount of 0.4% of the mix weight, soaked to 20% moisture content,
- WMAnz,1.0%D - 35/50 binder, with 0.6% (by wt.) of adhesion promoter, including natural zeolite in the amount of 1.0% of the mix weight and 7.4% moisture content.
2.2. Evaluation of the Properties of Bituminous Binders
- -
- ERm—maximum expansion ratios
- -
- HL—half-life.
2.3. Evaluation Of The Properties of Foamed Warm Mix Asphalt with Zeolites
3. Materials
3.1. Natural Aggregates
3.2. Bitumen Binder and Surfactant
3.3. Zeolites
3.4. Asphalt Concrete Mix
- -
- reference hot-mix HMARef (road paving butimen: 35/50 + 0.3% WBE):
- bitumen temperature 35/50: 170 °C,
- temperature of produced mineral-bitumen mix: 160 °C–170 °C,
- specimen compaction temperature: 140 °C–145 °C,
- -
- reference warm-mix WMARef (road paving butimen: 35/50 + 0.6%WBE):
- bitumen temperature prior to foaming: 155 °C,
- temperature of produced mineral-bitumen mix: 120 °C–125 °C,
- specimen compaction temperature: ca. 100 °C.
- -
- warm mixes WMARef, WMAnz,0.4%S and WMAnz,1.0%D (road paving butimen: 35/50 + 0.6%WBE):
- bitumen temperature prior to foaming: 155 °C,
- temperature of produced mineral-bitumen mix: 120 °C–125 °C,
- specimen compaction temperature: ca. 100 °C.
4. Results and Discussions
4.1. Bituminous Binder Properties Prior to Foaming
4.2. Foamed Bitumen Binder Properties
- -
- 0: if ERm <12 or HL < 10 s,
- -
- 0 to 1: if 20 > ERm ≥ 12 or 16 s > HL ≥ 10 s,
- -
- 1: if ERm ≥ 20 s and HL ≥ 16 s.
- -
- 0: for ERm = HL (when ERm and HL are equal, i.e., they intersect),
- -
- 1: for ERm = 10∙HL,
- -
- −1: for 10∙ERm = HL.
4.3. AC 16 Mixes’ Compactability Test Results
4.4. Results of Volumetric and Mechanical Tests Performed on the AC 16 Mixtures
4.4.1. Air Void Content (Va), Indirect Tensile Strength (ITSs, ITSfreeze-thaw), Water and Frost Resistance (ITSR)
4.4.2. Statistical Analysis of the Test Results
5. Conclusions
- -
- the use of natural zeolites in the AC 16 asphalt concrete mix that was produced in the WMA technology with foamed bitumen caused a change in its volumetric and mechanical parameters when compared to the reference asphalt mixes (HMA and WMA) without zeolites;
- -
- the addition of natural zeolites has substantially affected the compactability of WMA mixtures measured in gyratory compactor: the tests demonstrated increased air void contents by as much 1.9 to 3.9% in comparison to the reference WMA mixture;
- -
- in the evaluation of the Marshall compacted samples, natural zeolite dosage into the asphalt concrete mix caused an increase in the air void content by ca. 2% in the case the WMAnz,0.4%S mixture containing water-soaked zeolite in the quantity of 0.4% and by ca. 3% for the WMAnz,1.0%D mixtures containing 1.0% of dry zeolite in relation to reference warm mix asphalt;
- -
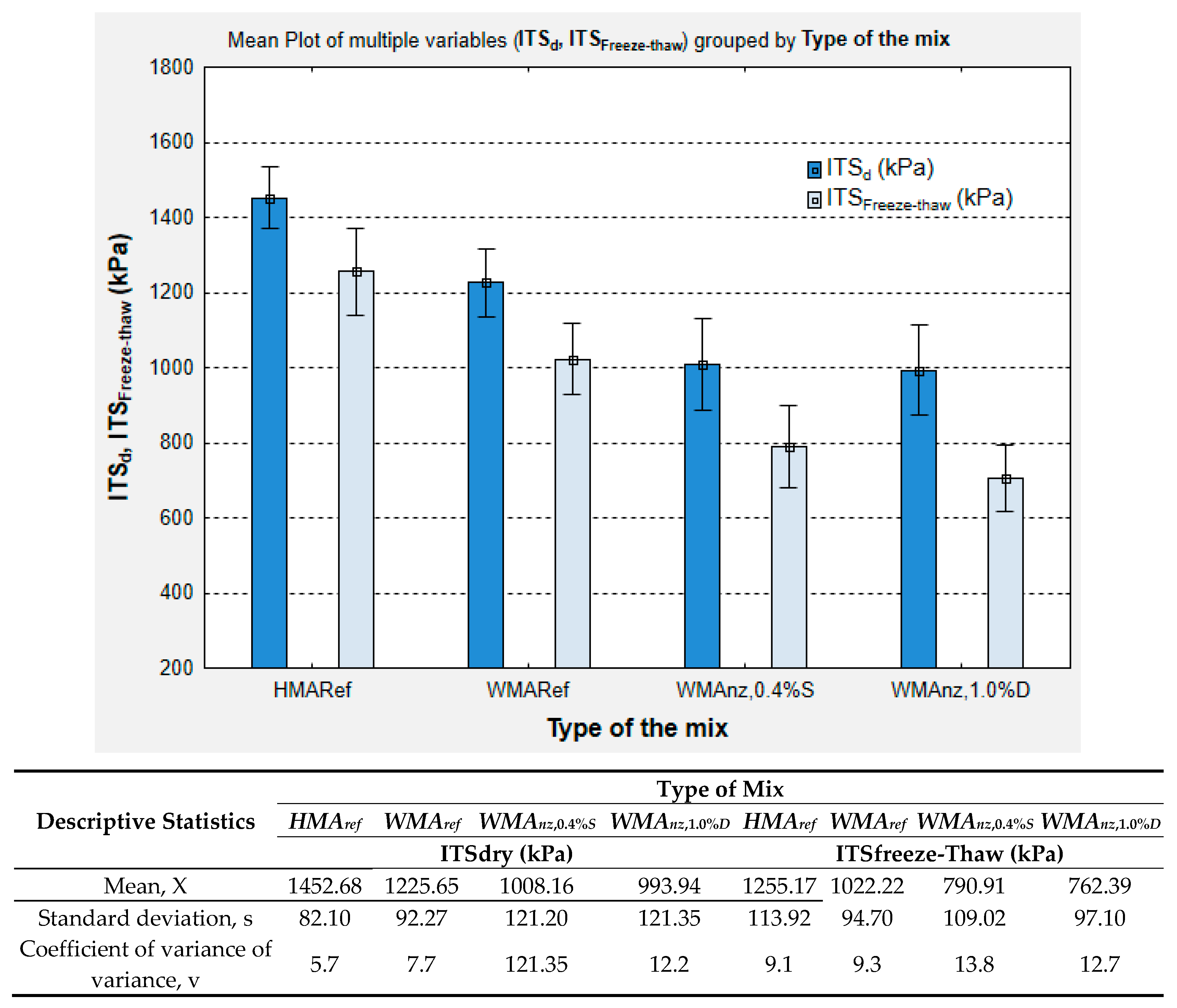
- the amount and mode of dosing of the natural zeolites (WMAnz,0.4%S, WMAnz,1.0%D) had no significant impact on the tested properties (Va, ITSdry, ITSfreeze-thaw, ITSR) of Marshall compacted samples of the AC 16 foamed warm mix asphalt concrete; the difference in the ITSdry between the WMAnz,0.4%S and WMAnz,1.0%D asphalt mixtures amounted to 14 kPa, and for ITSfreeze-thaw it amounted to 28.5 kPa, which was also a minor difference;
- -
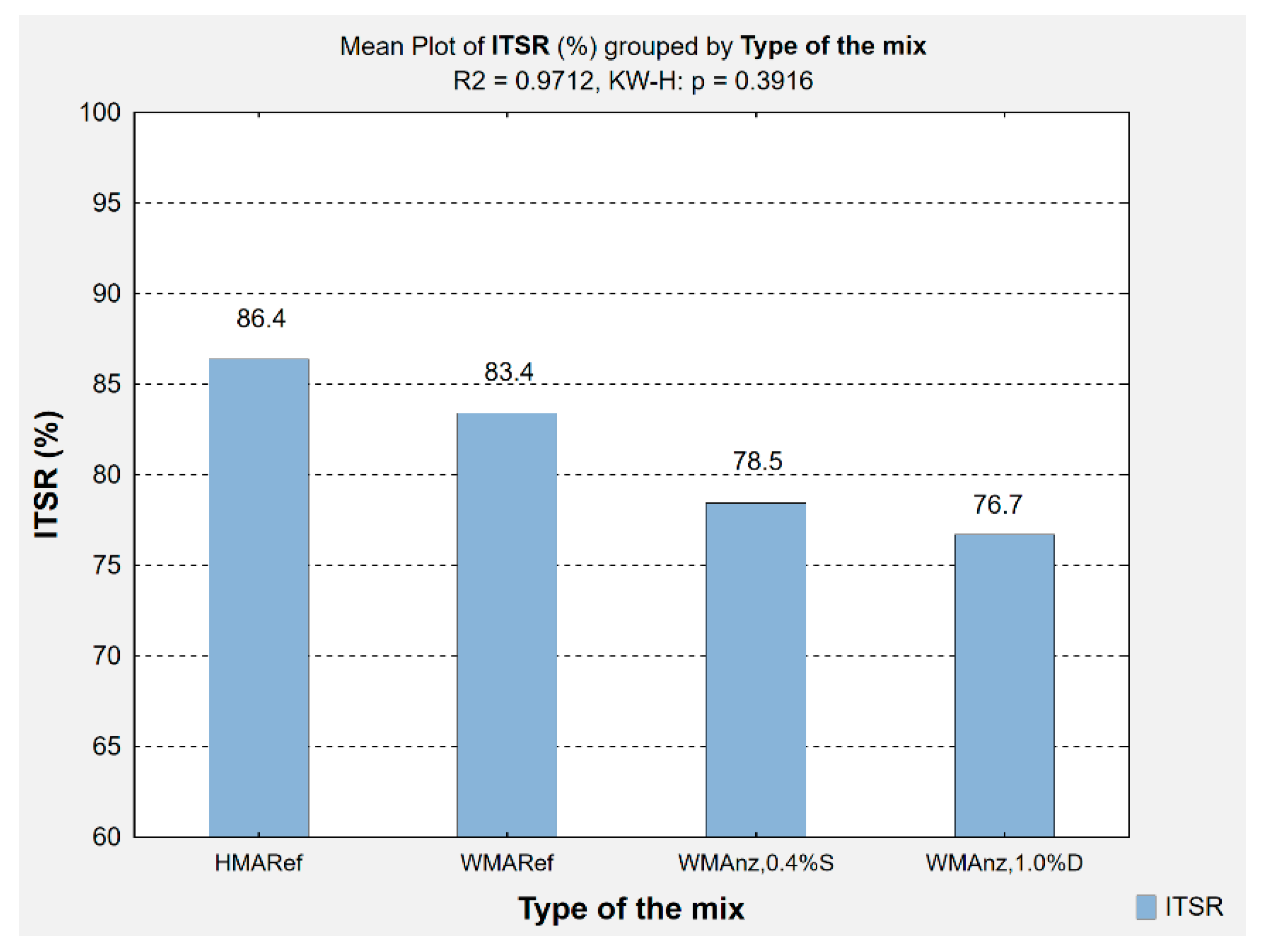
- the indirect tensile strengths of the samples that were produced from asphalt mixtures containing natural zeolites in comparison to the reference WMAref mix were reduced by approx. 220 kPa in dry state (ITSdry) and by approx. 250 kPa after a freeze-thaw cycle (ITSfreeze-thaw), as a result the warm mixtures containing zeolites exhibited increased susceptibility to water and frost (ITSR);
- -
- based on the test results, it was inferred that the decreased mechanical parameters (ITSd, ITSfreeze-thaw, ITSR) of the analysed WMA mixtures with foamed bitumen and zeolites were partially caused by the increased air void contents; and,
- -
- all of the WMA mix asphalts with foamed bitumen, including those containing zeolites achieved low susceptibility to water and frost (ITSR > 70%) fullfilling the requirements for the base courses in the selected CEN member states [4], whereas the reference asphalt mixes (HMAref and WMAref) have also met the requirements for the binding layers (ITSR > 80%).
Author Contributions
Funding
Acknowledgments

Conflicts of Interest
References
- Jenkins, K.J. Mix Design Considerations for Cold and Half-Warm Bituminous Mixes with Emphasis on Foamed Bitumen. Ph.D. Thesis, University of Stellenbosch, Stellenbosch, South Africa, 2000. [Google Scholar]
- Jenkins, K.J.; de Groot, J.L.A.; Van de Ven, M.F.C.; Molenaar, A.A.A. Half-warm foamed bitumen treatment, a new process. In Proceedings of the 7th Conference on Asphalt Pavements for Southern Africa, Livingstone, Zimbabwe, 30 August–2 September 1999. [Google Scholar]
- Jenkins, K.J.; Molenaar, A.A.; de Groot, J.L.A.; Van de Ven, M.F.C. Foamed Asphalt Produced Using Warmed Aggregates. J. Assoc. Asph. Paving Technol. 2002, 71, 444–478. [Google Scholar]
- Chomicz-Kowalska, A.; Gardziejczyk, W.; Iwański, M.M. Moisture resistance and compactibility of asphalt concrete producedin half-warm mix asphalt technology with foamed bitumen. Constr. Build. Mater. 2016, 108–118. [Google Scholar] [CrossRef] [Green Version]
- Chomicz-Kowalska, A.; Gardziejczyk, W.; Iwański, M.M. Analysis of IT-CY stiffness modulus of foamed bitumen asphalt concrete compacted at 95 °C. Procedia Eng. 2017, 172, 550–559. [Google Scholar] [CrossRef]
- Woszuk, A.; Panek, R.; Madej, J.; Zofka, A.; Franus, W. Mesoporous silica material MCM-41: Novel additive for warm mix asphalts. Constr. Build. Mater. 2018, 183, 270–274. [Google Scholar] [CrossRef]
- Iwański, M.M.; Chomicz-Kowalska, A.; Maciejewski, K. Impact of Additives on the Foamability of a Road Paving Bitumen. In IOP Conference Series: Materials Science and Engineering 603; IOP Publishing: Bristol, UK, 2019. [Google Scholar] [CrossRef]
- Prowell, B.; Hurley, G.; Frank, B. Warm-Mix Asphalt: Best Practices, 3rd ed.; National Asphalt Pavement Association: Greenbelt, MD, USA, 2012. [Google Scholar]
- Iwański, M.; Chomicz-Kowalska, A.; Maciejewski, K. Application of synthetic wax for improvement of foamed bitumen parameters. Constr. Build. Mater. 2015, 83, 62–69. [Google Scholar] [CrossRef] [Green Version]
- Iwanski, M.M.; Chomicz-Kowalska, A.; Maciejewski, K. Effect of Surface Active Agent (SAA) on 50/70 Bitumen Foaming Characteristics. Materials 2019, 12, 3514. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Larsen, O.R.; Moen, O.; Robertus, C.; Koenders, B.G. WAM foam asphalt production at lower operating temperatures as an environmental friendly alternative to HMA. In Proceedings of the 3rd Eurasphalt & Eurobitume Congress, Vienna, Austria, 12–14 May 2004; p. 137. [Google Scholar]
- Auerbach, S.M.; Carrada, K.A.; Dutta, P.K. Handbook of Zeolite Science and Technology; Marcel Dekker, Inc.: New York, NY, USA, 2003. [Google Scholar]
- Ciciszwili, G.W.; Andronikaszwili, T.G. Zeolity Naturalne [Natural Zeolites]; Wydawnictwo Naukowo-Techniczne: Warszawa, Ploland, 1990. [Google Scholar]
- Kasperkowiak, M. Materiały Mikro-i Mezoporowate Jako Napełniacze Aktywne. [Micro- and Mesoporous Materials as Active Fillers]. Ph.D. Thesis, Poznan University of Technology, Poznań, Poland, 2014. [Google Scholar]
- Lippmaa, E.; Mägi, M.; Samoson, A.; Tarmak, M.; Engelhardt, G. Investigation of the Structure of Zeolites by Solid-State High-Resolution Silicon-29 NMR Spectroscopy. J. Am. Chem. Soc. 1981, 103, 4992–4996. [Google Scholar] [CrossRef]
- Sassani, A. A Multi-Scale Approach to Characterization of Volcanic Natural Pozzolans. Master’s Thesis, Middle East Technical University, Ankara, Turkey, 2014. [Google Scholar]
- Sassani, A.; Turanli, L.; Emwas, A.H.; Meral, C. Mechanical performance, durability and aluminosilicate chain structure of high volume zeolitic natural pozzolan-portland cement based systems. In Proceedings of the ZEOLITE 2014—9th International Conference on the Occurrence, Properties, and Utilization of Natural Zeolites, Belgrade, Serbia, 8–13 June 2014; Institute for Technology of Nuclear and Other Mineral Raw Materials: Belgrade, Serbia, 2014. [Google Scholar]
- Feng, N.; Peng, G. Applications of natural zeolite to construction and building materials in China. Constr. Build. Mater. 2005, 579–584. [Google Scholar] [CrossRef]
- Uzal, B.; Turanli, L. Blended cements containing high volume of natural zeolites: Properties, hydration and paste microstructure. Cem. Concr. Compos. 2012, 34, 101–109. [Google Scholar] [CrossRef]
- Wdowin, M.; Wiatros-Motyka, M.; Panek, R.; Stevens Lee, A.; Franus, W.; Snape, C.E. Experimental study of mercury removal from exhaust gases. Fuel 2014, 128, 451–457. [Google Scholar] [CrossRef]
- Woszuk, A.; Franus, W. Properties of the Warm Mix Asphalt involving clinoptilolite and Na-P1 zeolite additive. Constr. Build. Mater. 2016, 114, 556–563. [Google Scholar] [CrossRef]
- Vogt, E.T.C.; Whiting, G.T.; Chowdhury, D.T.; Weckhuysen, B.M. Chapter Two—Zeolites and Zeotypes for Oil and Gas Conversion. In Advances in Catalysis; Elsevier: Amsterdam, The Netherlands, 2015; Volume 58, pp. 143–314. [Google Scholar] [CrossRef]
- Yusupov, T.S.; Shumskaya, L.G.; Kirillova, Y.A. State and perspectives of natural zeolite beneficiation. J. Min. Sci. 2000, 36, 299–304. [Google Scholar] [CrossRef]
- Sarbak, Z. Nieorganiczne Materiały Nanoporowate [Inorganic Nanoporous Materials]; Wydawnistwo UAM: Poznań, Poland, 2009. [Google Scholar]
- Barthel, W.; Marchand, J.-P.; Devivere, M. Warm asphalt mixes by adding a synthetic Zeolite. In Proceedings of the 3rd Eurasphalt & Eurobitume Congress, Vienna, Austria, 12–14 May 2004. [Google Scholar]
- Lai, B.; Barros, C.; Yin, H. Investigation of rheological behaviour of asphalt binder modified by the Advera additive. In Proceedings of the Poro-Mechanics IV: Fourth Biot Conference on Poromechanics, New York, NY, USA, 8–10 June 2009. [Google Scholar]
- Woszuk, A. Wpływ dodatku zeolitów na obniżenie temperatury produkcji i zagęszczania mieszanek mineralno-asfaltowych. [Influence of Zeolite Addition on the Decrease in Production and Compaction Temperatures of Bituminous Mixtures]. Ph.D. Thesis, Lublin University of Technology, Lublin, Poland, 2016. [Google Scholar]
- Technical recommendation IBDiM No. RT/2009-03-0012/1. In Adhesion Promoters Wetfix BE and Wetfix AP17 for Use in Traffic Engineering; Road and Bridge Research Institute: Warszawa, Poland, 2014.
- WETFIX BE. Thermally Stable Liquid Adhesion Promoter for Asphalt Binders; Minova Ekochem, S.A.: Siemianowice Śląskie, Poland, 2010. [Google Scholar]
- EN 1426:2015-08 Bitumen and Bituminous Binders—Determination of Needle Penetration; Polish Committee for Standardization: Warsaw, Poland, 2015.
- EN 1427:2015-08 Bitumen and Bituminous Binders—Determination of Softening Point—Ring and Ball Method; Polish Committee for Standardization: Warsaw, Poland, 2015.
- EN 12593:2015-08 Bitumen and Bituminous Binders—Determination of the Fraass Breaking Point; Polish Committee for Standardization: Warsaw, Poland, 2015.
- EN 12591:2009 Bitumen and Bituminous Binders—Specifications for Paving Grade; Polish Committee for Standardization: Warsaw, Poland, 2009.
- EN 14023:2010 Bitumen and Bituminous Binders—Specification Framework for Polymer Modified Bitumens; Polish Committee for Standardization: Warsaw, Poland, 2010.
- Muthen, K.M. Foamed Asphalt Mixes. Mix Design Procedure. Contract Report CR 98/077; SABITA Ltd. & CSIR Transportek (Council for Scientific and Industrial Research Transportek): Pretoria, South Africa, 1999. [Google Scholar]
- Technical Guideline TG2, Bitumen Stabilised Materials, A Guideline for the Design and Construction of Bitumen Emulsion and Foamed Bitumen Stabilised Materials, 2nd ed.; Asphalt Academy: Pretoria, South Africa, 2009.
- Asphalt Academy. The Design and Use of Foamed Bitumen Treated Materials. Interim Technical Guideline (TG2); Asphalt Academy: Pretoria, South Africa, 2002. [Google Scholar]
- Wirtgen Cold Recycling Technology. Manual, 1st ed.; Wirtgen GmbH: Windhagen, Germany, 2012.
- Wirtgen Group. Podręcznik Recyklingu na Zimno [Cold Recycling Technology Manual], 2nd ed.; Wirtgen GmbH: Windhagen, Germany, 2004. [Google Scholar]
- Chomicz-Kowalska, A. Laboratory testing of low temperature asphalt concrete produced in foamed bitumen technology with fiber reinforcement. Bull. Pol. Acad. Sci. Tech. Sci. 2017, 65, 779–790. [Google Scholar] [CrossRef] [Green Version]
- Chomicz-Kowalska, A.; Mrugała, J.; Maciejewski, K. Evaluation of foaming performance of bitumens modified with the addition of surface active agent. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; Volume 245, pp. 1–10. [Google Scholar] [CrossRef]
- EN 12594:2014-12 Bitumen and Bituminous Binders—Preparation of Test Samples.
- EN 13043:2013 Aggregates for Bituminous Mixtures and Surface Treatments for Roads, Airfields and Other Trafficked Areas.
- WT-2 2014—Part II. Asphalt Mixes. Technical Requirements. Appendix to Ordinance No. 47 of the General Director of National Roads and Highways. Available online: www.gddkia.gov.pl (accessed on 18 September 2019).
- Iwański, M.; Chomicz-Kowalska, A. Application of the foamed bitumen and bitumen emulsion to the road base mixes in the deep cold recycling technology. Balt. J. Road Bridge Eng. 2016, 11, 291–301. [Google Scholar] [CrossRef]
- Iwański, M.M. Synergia Wapna Hydratyzowanego i Asfaltu Spienionego w Zapewnieniu Trwałości Eksploatacyjnej Betonu Asfaltowego w Technologii na Półciepło [Synergic Effects of Utilization of Hydrated Lime and Foamed Bitumen in Providing Service Durability of Half-Warm Mix Asphalt Concrete]. Ph.D. Thesis, Faculty of Civil Engineering and Architecture, Kielce University of Technology, Kielce, Poland, 2019. [Google Scholar]
- EN 12697-5:2010 Bituminous Mixtures. Test Methods. Determination of the Maximum Density; Polish Committee for Standardization: Warsaw, Poland, 2010.
- EN 12697-6:2012 Bituminous Mixtures. Test Methods for Hot Mix Asphalt. Determination of Bulk Density of Bituminous Specimens; Polish Committee for Standardization: Warsaw, Poland, 2012.
- EN 12697-8:2005 Bituminous Mixtures. Test Methods. Determination of Void Characteristics of Bituminous Specimens; Polish Committee for Standardization: Warsaw, Poland, 2005.
- EN 12697-12:2008 Bituminous Mixtures. Test Methods. Determination of the Water Sensitivity of Bituminous Specimens; Polish Committee for Standardization: Warsaw, Poland, 2008.
- EN 12697-31 Bituminous Mixtures. Test Methods. Specimen Preparation by Gyratory Compactor; Polish Committee for Standardization: Warsaw, Poland, 2008.
- WT-1 2014. Kruszywa do Mieszanek Mineralno-Asfaltowych i Powierzchniowych Utrwaleń na Drogach Krajowych. Wymagania Techniczne [Aggregates for Asphalt Mixes and Surface Dressings on National Highways. Technical Requirements]. 2014. Available online: www.gddkia.gov.pl (accessed on 18 September 2019).
- EN 933-10 Tests for Geometrical Properties of Aggregates. Assessment of Fines. Grading of Filler Aggregates (Air Jet Sieving); Polish Committee for Standardization: Warsaw, Poland, 2009.
- EN 933-1 Tests for Geometrical Properties of Aggregates. Determination of Particle Size Distribution. Sieving Method; Polish Committee for Standardization: Warsaw, Poland, 2012.
- Iwański, M.; Chomicz-Kowalska, A.; Stępień, J.; Maciejewski, K.; Ramiączek, P.; Iwański, M.M. Zalecenia Dotyczące Projektowania, Wytwarzania i Wbudowywania Mieszanek Mineralno-Asfaltowych z Asfaltem Spienionym o Obniżonych Temperaturach Technologicznych [Technical Recommendations for Design, Production and Paving of Asphalt Mixes with Foamed Bitumen Characterized by Lowered Processing Temperatures]. RID-I/6 Report Recommendations, NCBiR, GDDKiA; Kielce University of Technology: Kielce, Poland, 2018. [Google Scholar]
- Radziszewski, P.; Piłat, J.; Król, K.; Kowalski, K.; Sarnowski, M.Ł. Weryfikacja Wymagań i Metody Oceny Właściwości Lepkosprężystych Krajowych Asfaltów i Asfaltów modyFikowanych. [Verification of Requirements and Methods for assessment of Viscoelastic Properties of Domestic Bitumens and Polymer Modified Bitumens]; Politechnika Warszawska: Warsaw, Poland, 2011. [Google Scholar]
- Chomicz-Kowalska, A. Statistical methods for evaluating associations between selected foamed bitumen parameters. In Proceedings of the 6th International Conference on Bituminous Mixtures and Pavements--ICONFBMP 2015, Thessaloniki, Greece, 10–12 June 2015; Chapter I: Bituminous binders, Unbound materials. pp. 3–12. [Google Scholar]
- Newcomb, D.E.; Arambula, E.; Yin, F.; Zhang, J.; Bhasin, A.; Li, W.; Zelalem, A. Properties of Foamed Asphalt for Warm Mix Asphalt Applications. NCHRP Report 807. TRB; AASHTO: Washington, DC, USA, 2015. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AC Constituents | Material Type | |
|---|---|---|
| Natural Aggregates | Filler aggregate (limestone) | |
| Fine natural aggregate 0/2 mm (limestone) | ||
| Continuously graded natural aggregate 0/4 mm (limestone) | ||
| Coarse aggregate 2/5 mm (quartzite) | ||
| Coarse aggregate 5/8 mm (quartzite) | ||
| Coarse aggregate 8/16 mm (limestone) | ||
| Bituminous Binder | Paving Bitumen 35/50 | Liquid (unfoamed) |
| Foamed (water injection) | ||
| Additives | Adhesion Promoter (Wetfix BE) | |
| Natural Zeolite | Saturated with water up to 20% (wt.) | |
| Dry (air-dried at room temp, RH = 60%) | ||
| Mix Type | Binder Content in the Mix | Foaming Water Content | Zeolite Water Content | Zeolite Content | Calculation of Total Added Moisture in the Mix | |
|---|---|---|---|---|---|---|
| HMARef | 4.5% | - | - | - | - | |
| WMARef | 4.5% | 3.0% | - | - | 4.5% × 3.0% = 0.135% | |
| WMAnz,0.4%S | 4.5% | 3.0% | 20% | 0.4% | 0.135% + 0.4% × 20% = 0.135% + 0.08% = | 0.215% |
| WMAnz,1.0%D | 4.5% | 3.0% | 7.4% | 1.0% | 0.135% + 1.0% × 7.4% = 0.135% + 0.074% = | 0.209% |
| Particle Size # (mm) | Component | |||||
|---|---|---|---|---|---|---|
| Filler | 0/2 mm | 0/4 mm | 2/5 mm | 5/8 mm | 8/16 mm | |
| 16 | 0 | 0 | 0 | 0 | 0 | 6.8 |
| 11.2 | 0 | 0 | 0 | 0 | 0 | 42.3 |
| 8 | 0 | 0 | 0 | 0 | 8.2 | 40.8 |
| 5.6 | 0 | 0 | 2.4 | 11.0 | 64.5 | 7.0 |
| 4 | 0 | 0.1 | 13.3 | 31.9 | 16.5 | 0.5 |
| 2 | 0 | 9.2 | 29.0 | 45.9 | 6.8 | 0.2 |
| 1 | 0 | 25.9 | 20.6 | 8.4 | 1.2 | 0 |
| 0.5 | 0 | 19.8 | 11.1 | 0.7 | 0.3 | 0 |
| 0.25 | 0.8 | 16.7 | 6.7 | 0.1 | 0.2 | 0 |
| 0.125 | 2.3 | 16.4 | 3.8 | 0.2 | 0.3 | 0.1 |
| 0.063 | 4.8 | 8.3 | 2.7 | 0.4 | 0.5 | 0.2 |
| <0.063 | 92.1 | 3.5 | 10.4 | 1.4 | 1.5 | 2.0 |
| Sum | 100 | 100 | 100 | 100 | 100 | 100 |
| Elem. | wt. % | at. % | k-Ratio | Z | A | F |
|---|---|---|---|---|---|---|
| O K | 41.18 | 56.15 | 0.1245 | 1.0310 | 0.2931 | 1.0005 |
| Na K | 0.07 | 0.06 | 0.0003 | 0.9649 | 0.4611 | 1.0059 |
| Mg K | 0.55 | 0.49 | 0.0034 | 0.9891 | 0.6209 | 1.0119 |
| Al. K | 7.68 | 6.21 | 0.0564 | 0.9600 | 0.7513 | 1.0183 |
| Si K | 42.02 | 32.64 | 0.3230 | 0.9880 | 0.7772 | 1.0010 |
| K K | 4.00 | 2.23 | 0.0333 | 0.9374 | 0.8848 | 1.0043 |
| Ca K | 2.92 | 1.59 | 0.0254 | 0.9596 | 0.9063 | 1.0007 |
| Fe K | 1.59 | 0.62 | 0.0137 | 0.8718 | 0.9928 | 1.0000 |
| Component | Percentage (wt. %) | |||||
|---|---|---|---|---|---|---|
| Asphalt Concrete Mixture Type | ||||||
| HMARef, WMARef | WMAnz,0.4%S | WMAnz,1.0%D | ||||
| mm | am | mm | am | mm | am | |
| Filler aggregate | 4 | 3.8 | 3.6 | 3.4 | 3 | 2.9 |
| Fine natural aggregate 0/2 mm | 15 | 14.3 | 15 | 14.3 | 15 | 14.3 |
| Continuously graded natural aggregate 0/4 mm | 15 | 14.3 | 15 | 14.3 | 15 | 14.3 |
| Coarse aggregate 2/5 mm | 12 | 11.5 | 12 | 11.5 | 12 | 11.5 |
| Coarse aggregate 5/8 mm | 12 | 11.5 | 12 | 11.5 | 12 | 11.5 |
| Coarse aggregate 8/16 mm | 42 | 40.1 | 42 | 40.1 | 42 | 40.1 |
| Zeolite | - | 0.4 | 0.4 | 1 | 0.9 | |
| Paving bitumen 35/50 | - | 4.5 (a),(b) | - | 4.5 (b) | - | 4.5 (b) |
| Total | 100 | 100 | 100 | 100 | 100 | |
| Feature | Asphalt Concrete Mixture Type | ||
|---|---|---|---|
| HMARef, WMARef | WMAnz,0.4%S | WMAnz,1.0%D | |
| Fraction > 2 mm (%) | 71.3 | 71.3 | 71.3 |
| Fraction from 0.063 mm to 2 mm (%) | 21.7 | 21.7 | 21.7 |
| Fraction < 0.063 mm mm (%) | 7.0 | 7.0 | 7.0 |
| Density ρa (Mg/m3) | 2.697 | 2.695 | 2.692 |
| Variable | WBE Percentage (%) | Descriptive Statistics | |||||
|---|---|---|---|---|---|---|---|
| Valid N | Mean | Min. | Max. | Std. Dev. | CV (%) | ||
| Penetration in 25 °C (Pen25) (0.1 mm) | 0.0 | 10 | 36.6 | 35.0 | 38.0 | 1.17 | 3.21 |
| 0.3 | 10 | 40.8 | 38.3 | 43.6 | 1.59 | 3.90 | |
| 0.6 | 10 | 41.5 | 40.3 | 43.2 | 0.95 | 2.30 | |
| 0.9 | 10 | 42.9 | 40.2 | 45.2 | 1.82 | 4.25 | |
| Softening point (TR&B) (°C) | 0.0 | 4 | 54.3 | 53.8 | 54.6 | 0.36 | 0.66 |
| 0.3 | 4 | 53.9 | 53.8 | 54.1 | 0.13 | 0.23 | |
| 0.6 | 4 | 53.7 | 53.6 | 53.8 | 0.08 | 0.15 | |
| 0.9 | 4 | 53.4 | 53.3 | 53.6 | 0.13 | 0.24 | |
| Fraass breaking point (TFraass) (°C) | 0.0 | 3 | −13.7 | −14.0 | −13.0 | 0.58 | 4.22 |
| 0.3 | 3 | −13.3 | −15.0 | −12.0 | 1.53 | 11.46 | |
| 0.6 | 3 | −12.7 | −13.0 | −12.0 | 0.58 | 4.56 | |
| 0.9 | 3 | −12.3 | −13.0 | −11.0 | 1.16 | 9.36 | |
| WBE Percentage (%) | PI | PR (°C) |
|---|---|---|
| 0.0 | −0.9 | 68.0 |
| 0.3 | −0.7 | 67.2 |
| 0.6 | −0.7 | 66.4 |
| 0.9 | −0.7 | 65.7 |
| Variable | Effect | SS | Df | MS | F | p-Value |
|---|---|---|---|---|---|---|
| Penetration in 25 °C Pen25 | Intercept | 52,141.68 | 1 | 52,141.68 | 23,150.84 | <0.001 |
| WBE percentage | 23.34 | 2 | 11.67 | 5.18 | 0.012466 | |
| Error | 60.81 | 27 | 2.25 | |||
| Softening point TR&B | Intercept | 34,582.80 | 1 | 34,582.80 | 2,706,480 | <0.001 |
| WBE percentage | 0.50 | 2 | 0.25 | 20 | 0.000522 | |
| Error | 0.12 | 9 | 0.01 | |||
| Fraass breaking point TFraass | Intercept | 1469.444 | 1 | 1469.444 | 1102.083 | <0.001 |
| WBE percentage | 1.556 | 2 | 0.778 | 0.583 | 0.586816 | |
| Error | 8.000 | 6 | 1.333 |
| FWC | Valid N | ERm (−) | HL (s) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Mean | Min. | Max. | Std. Dev. | CV (%) | Mean | Min. | Max. | Std. Dev. | CV (%) | ||
| 1.5% | 4 | 7.3 | 7.0 | 8.0 | 0.50 | 6.90 | 38.3 | 37.0 | 40.0 | 1.50 | 3.92 |
| 2.0% | 4 | 9.5 | 9.0 | 10.0 | 0.58 | 6.08 | 32.8 | 31.0 | 34.0 | 1.26 | 3.84 |
| 2.5% | 4 | 11.8 | 11.0 | 13.0 | 0.96 | 8.15 | 27.5 | 26.0 | 29.0 | 1.29 | 4.69 |
| 3.0% | 4 | 14.3 | 13.0 | 16.0 | 1.26 | 8.83 | 24.5 | 23.0 | 26.0 | 1.29 | 5.27 |
| 3.5% | 4 | 16.3 | 15.0 | 18.0 | 1.26 | 7.74 | 20.3 | 19.0 | 21.0 | 0.96 | 4.73 |
| Variable | Estimate | Std. Error | T Value | Pr(>|t|) |
|---|---|---|---|---|
| Intercept | −2.78393 | 1.82614 | −1.5245 | 0.13042 |
| WBE | 3.32847 | 2.89098 | 1.1513 | 0.25222 |
| FWC | 5.41563 | 0.70269 | 7.7069 | 0.00000 |
| WBE * FWC | −0.72934 | 1.11274 | −0.6554 | 0.51364 |
| Regression Summary: ERm (35/50 + WBE) Multiple R2: 0.8333, Adjusted R2: 0.8285 F-statistic: 173.3 on 3 and 104 DF, p-value: < 2.2 × 10−16 | ||||
| Variable | Estimate | Std. Error | T Value | Pr (>|t|) |
|---|---|---|---|---|
| Intercept | 31.7447 | 4.3541 | 7.2907 | 0.00000 |
| WBE | 22.1424 | 6.8931 | 3.2123 | 0.00175 |
| FWC | −5.8413 | 1.6755 | −3.4864 | 0.00071 |
| WBE*FWC | −3.8837 | 2.6531 | −1.4638 | 0.14626 |
| Regression Summary: HL (35/50 + WBE) Multiple R2: 0.7364, Adjusted R2: 0.7288 F-statistic: 96.86 on 3 and 104 DF, p-value: < 2.2 × 10−16 | ||||
| No. of Gyrations | Air Void Content Va (%) | |||
|---|---|---|---|---|
| HMAref | WMAref | WMAnz,0.4%S | WMAnz,1.0%D | |
| 10 | 16.23 | 16.71 | 18.77 | 20.06 |
| 20 | 13.69 | 14.22 | 16.26 | 17.56 |
| 40 | 11.02 | 11.58 | 13.55 | 14.72 |
| 80 | 8.44 | 8.85 | 10.99 | 12.04 |
| 128 | 6.76 | 7.16 | 9.33 | 10.36 |
| 200 | 5.33 | 5.67 | 7.88 | 8.74 |
| 320 | 4.09 | 4.41 | 6.54 | 7.35 |
| 512 | 3.12 | 3.48 | 5.40 | 5.99 |
| Dependent Variable | Effect | df | SS | MS | F | p-Value |
|---|---|---|---|---|---|---|
| Va | Intercept | 1 | 1328.256 | 1328.256 | 7246.132 | <0.001 |
| Type of mixture | 3 | 30.395 | 10.132 | 55.272 | <0.001 | |
| Error | 36 | 6.599 | 0.183 | − | − | |
| ITSdry | Intercept | 1 | 43,812,546 | 43,812,546 | 3923.329 | <0.001 |
| Type of mixture | 3 | 1,121,516 | 373,839 | 33.477 | <0.001 | |
| Error | 28 | 312,681 | 11,167 | − | − | |
| ITSfreeze-thaw | Intercept | 1 | 28,493,702 | 28,493,702 | 2730.283 | <0.001 |
| Type of mixture | 3 | 1,463,382 | 487,794 | 46.741 | <0.001 | |
| Error | 28 | 292,213 | 10,436 | − | − |
| Tukey HSD Test, Variable Va (%) Approximate Probabilities for Post Hoc Tests Error: Between MS = 0.18331; df = 36 | |||||
| Type of Mix | {1} 4,41 | {2} 5,61 | {3} 6,35 | {4} 6,68 | |
| HMAref | {1} | - | 0.000159 | 0.000159 | 0.000159 |
| WMAref | {2} | 0.000159 | - | 0.002522 | 0.000174 |
| WMAnz,0.4%S | {3} | 0.000159 | 0.002522 | - | 0.326804 |
| WMAnz,1.0%D | {4} | 0.000159 | 0.000174 | 0.326804 | - |
| Tukey HSD Test; Variable ITSdry (kPa) Approximate Probabilities for Post Hoc Tests Error: Between MS = 11167; df = 28 | |||||
| Type of Mix | {1} 1452.7 | {2} 1225.6 | {3} 1008.2 | {4} 993.94 | |
| HMAref | {1} | - | 0.001146 | 0.000164 | 0.000164 |
| WMAref | {2} | 0.001146 | - | 0.001767 | 0.000936 |
| WMAnz,0.4%S | {3} | 0.000164 | 0.001767 | - | 0.993100 |
| WMAnz,1.0%D | {4} | 0.000164 | 0.000936 | 0.993100 | - |
| Tukey HSD Test; Variable ITSfreeze-thaw (kPa) Approximate Probabilities for Post Hoc Tests Error: Between MS = 10436; df = 28 | |||||
| Type of Mix | {1} 1255.2 | {2} 1022.2 | {3} 790.90 | {4} 762.39 | |
| HMAref | {1} | - | 0.000640 | 0.000164 | 0.000164 |
| WMAref | {2} | 0.000640 | - | 0.000684 | 0.000168 |
| WMAnz,0.4%S | {3} | 0.000164 | 0.000684 | - | 0.364158 |
| WMAnz,1.0%D | {4} | 0.000164 | 0.000168 | 0.364158 | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chomicz-Kowalska, A.; Maciejewski, K.; Iwański, M.M. Study of the Simultaneous Utilization of Mechanical Water Foaming and Zeolites and Their Effects on the Properties of Warm Mix Asphalt Concrete. Materials 2020, 13, 357. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13020357
Chomicz-Kowalska A, Maciejewski K, Iwański MM. Study of the Simultaneous Utilization of Mechanical Water Foaming and Zeolites and Their Effects on the Properties of Warm Mix Asphalt Concrete. Materials. 2020; 13(2):357. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13020357
Chicago/Turabian StyleChomicz-Kowalska, Anna, Krzysztof Maciejewski, and Mateusz M. Iwański. 2020. "Study of the Simultaneous Utilization of Mechanical Water Foaming and Zeolites and Their Effects on the Properties of Warm Mix Asphalt Concrete" Materials 13, no. 2: 357. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13020357