Design and Characterization of Gypsum Mortars Dosed with Polyurethane Foam Waste PFW


 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
- Gypsum binder Type A1, as per EN 13279-1 [38], with a density of 816 kg/m3. The binder consisted of calcium sulphate in its different phases of hydration (calcium sulphate hemihydrate (CaSO4·0.5 H2O) and anhydrite (CaSO4)), obtained from partial dehydration of the calcium sulphate dihydrate (CaSO4·2H2O) phase;
- Gypsum binder Type B1, according to EN 13279-1 [38], with a density of 1035.8 kg/m3. The binder consisted of gypsum with a minimum of 50% calcium sulphate as the principal active component and a lime content (calcium hydroxide (Ca(OH)2)) below 5%;
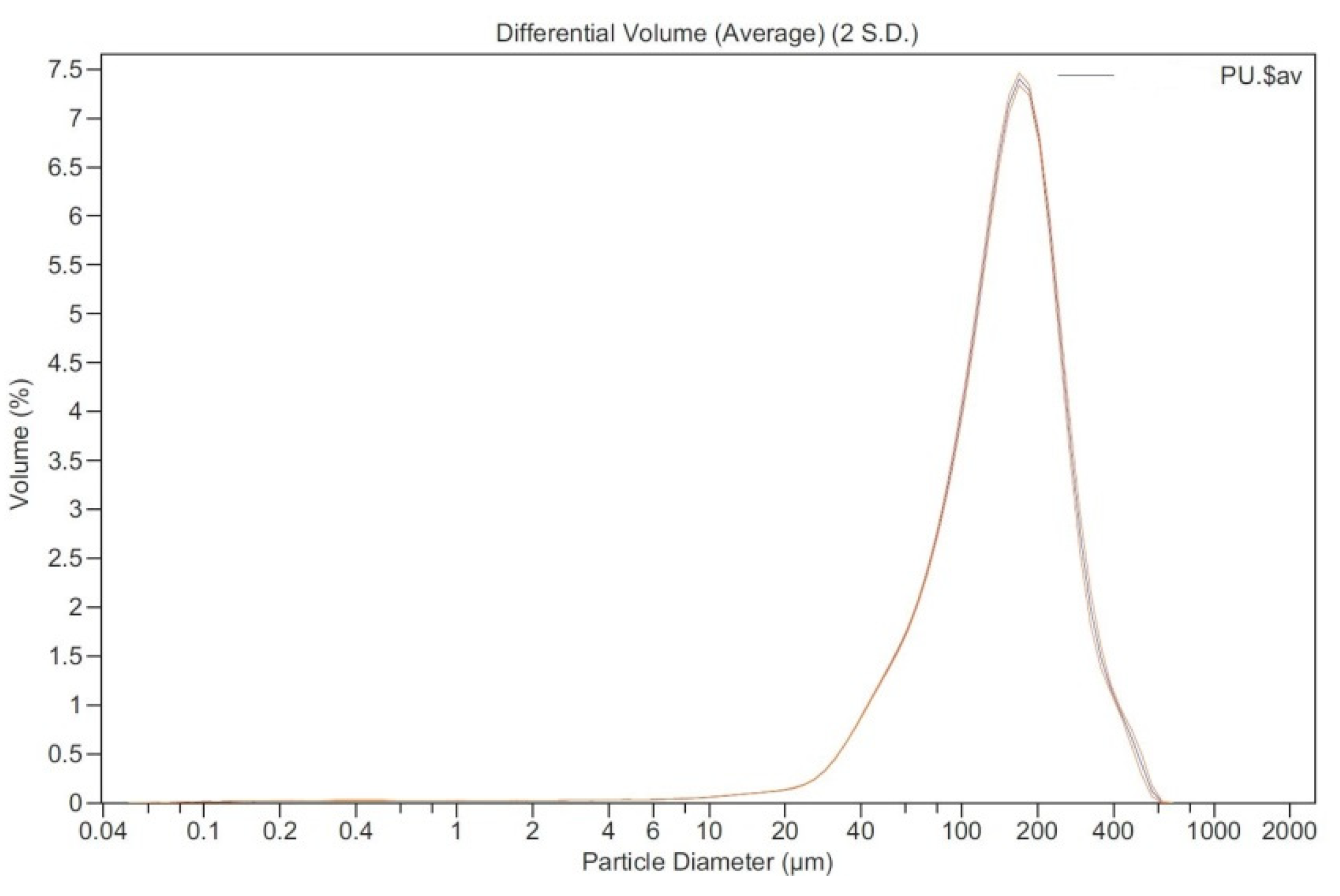
- Polyurethane Foam Waste (PFW), with a density of 90,687 kg/m3, was supplied by the firm Kingspan Prax, S.A. (Burgos, Spain). The waste product is from a factory cutting process, in which large-sized blocks of polyurethane are sawn to the sizes required by the manufacturer. This polyurethane dust is recovered directly from the sawing mill by a vacuum coupled to a sleeve filter where the waste accumulates. Distribution by grain sizes, represented in Figure 1, was studied using a Beckam Coulter LS.13.320 Particle-Size Analyzer.Figure 1. Particle size distribution of polyurethane foam waste (PFW).
![Materials 13 01497 g001]()

2.2. Mortar Mixtures
2.3. Mortar Characterization
2.3.1. Characterization in Fresh State
2.3.2. Characterization in Hardened State
3. Results and Discussion
3.1. Characterization in the Fresh State
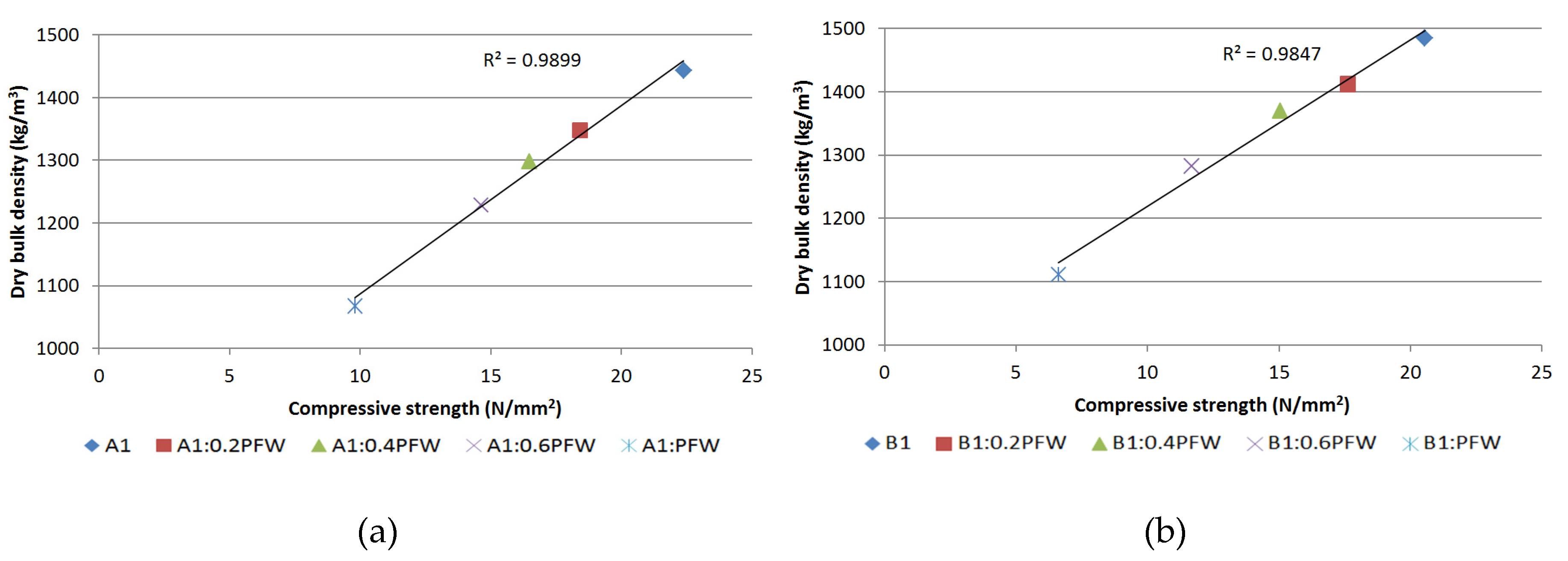
3.2. Characterization in Hardened State
4. Conclusions
- -
- The incorporation of PFW significantly reduced the density of the gypsum mortars, both in the fresh and in the hardened state, increasing the water/gypsum ratio in the mixtures, due to the hygroscopic nature of PFW;
- -
- The gypsum mortars reduced their mechanical strength under both flexural and compressive as larger quantities of PFW were incorporated. Nevertheless, in all cases, the gypsum mortar designs with PFW showed good mechanical properties for use as a construction material;
- -
- With regard to their adherence, the incorporation of PFW in the mixtures also reduced adherence to the ceramic substrate, but not significatively, yielding acceptable values for a rendering material;
- -
- Despite the fact that PFW is a soft and a flexible material, the Shore C surface hardness was maintained at acceptable values in all the mixtures, in comparison with the reference mortars, A1 and B1, where it was lower whenever larger dosages of PFW were incorporated;
- -
- The mortars dosed with PFW presented higher water vapor diffusion levels. In addition, the greater the amount of added foam waste, the greater the water absorption by capillarity.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Corsi, A.; Pagani, R.N.; Kovaleski, J.L.; da Silva, V. Technology transfer for sustainable development: Social impacts depicted and some other answers to a few questions. J. Clean Prod. 2020, 118522. [Google Scholar] [CrossRef]
- Grubert, E. Relational values in environmental assessment: The social context of environmental impact. Curr. Opin. Environ. Sustain. 2018, 35, 100–107. [Google Scholar] [CrossRef]
- Tsai, D.H.A. The effects of dynamic industrial transition on sustainable development. Struct. Chang. Econ. Dyn. 2018, 44, 46–54. [Google Scholar] [CrossRef]
- Scheel, C. Beyond sustainability. Transforming industrial zero-valued residues into increasing economic returns. J. Clean. Prod. 2016, 131, 376–386. [Google Scholar] [CrossRef]
- Gall, M.; Wiener, M.; de Oliveira, C.C.; Lang, R.W.; Hansen, E.G. Building a circular plastics economy with informal waste pickers: Recyclate quality, business model, and societal impacts. Resour. Conserv. Recycl. 2020, 156, 104685. [Google Scholar] [CrossRef]
- Ferronato, N.; Rada, E.C.; Gorrity, M.A.; Cioca, L.I.; Ragazzi, M.; Torretta, V. Introduction of the circular economy within developing regions: A comparative analysis of advantages and opportunities for waste valorization. J. Environ. Manag. 2019, 230, 366–378. [Google Scholar] [CrossRef]
- Abdel-Shafy, H.I.; Mansour, M.S. Solid waste issue: Sources, composition, disposal, recycling, and valorization. Egypt. J. Pet. 2018, 27, 1275–1290. [Google Scholar] [CrossRef]
- Maina, S.; Kachrimanidou, V.; Koutinas, A. A roadmap towards a circular and sustainable bioeconomy through waste valorization. Curr. Opin. Green Sustain. Chem. 2017, 8, 18–23. [Google Scholar] [CrossRef]
- Priyadarshini, P.; Abhilash, P.C. Circular Economy Practices within Energy and Waste Management Sectors of India: A Meta-Analysis. Bioresour. Technol. 2020, 304, 123018. [Google Scholar] [CrossRef]
- Directive (UE) 2018/851 of the European Parliament and of the Council of 30 May 2018, Amending Directive 2008/98/EC on Waste. Off. J. European Union 2018, 150, 109–140. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32018L0851&from=ES (accessed on 3 March 2020).
- Gross, R.A.; Kalra, B. Biodegradable polymers for the environment. Science 2002, 2–297, 803–807. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lucas, N.; Bienaime, C.; Belloy, C.; Queneudec, M.; Silvestre, F.; Nava-Saucedo, J.E. Polymer biodegradation: Mechanisms and estimation techniques. Chemosphere 2008, 73, 429–442. [Google Scholar] [CrossRef] [PubMed]
- Vasile, C. Environmentally Degradable Materials Based on Multicomponent Polymeric Systems, 1st ed.; CRC Press, Taylor and Francis: Boca Raton, FL, USA, 2009. [Google Scholar]
- Zia, K.M.; Bhatti, H.N.; Bhatti, I.A. Methods for polyurethane and polyurethane composites, recycling and recovery: A review. React. Funct. Polym. 2007, 67, 675–692. [Google Scholar] [CrossRef]
- Heisler, P.; Gick, S.D.; Franke, J. The way to a simple and environment-friendly production design of complex foam parts–innovative solutions for the polyurethane manufacturing industry. Procedia Manuf. 2018, 17, 579–586. [Google Scholar] [CrossRef]
- Simón, D.; Borreguero, A.M.; De Lucas, A.; Rodríguez, J.F. Recycling of polyurethanes from laboratory to industry, a journey towards the sustainability. Waste Manag. 2018, 76, 147–171. [Google Scholar] [CrossRef] [PubMed]
- Yang, W.; Dong, Q.; Liu, S.; Xie, H.; Liu, L.; Li, J. Recycling and disposal methods for polyurethane foam wastes. Procedia Environ. Sci. 2012, 16, 167–175. [Google Scholar] [CrossRef]
- European Union. Program Horizont 2020. PolyUrethane Recycling towards a Smart Circular Economy—Proyecto PUReSmart. Available online: https://cordis.europa.eu/project/id/814543/es (accessed on 3 March 2020).
- European Union. Program LIFE. REcovery of POLYurethane for reUSE in Eco-Efficient Materials—Proyecto LIFE16 ENV7ES7000254. Available online: https://life-repolyuse.com/ (accessed on 3 March 2020).
- Gobierno de España. Centro para el Desarrollo Tecnológico Industrial (CDTI) Proyecto REPUR; European Union—European Regional Development Fund, Ministerio de Ciencia e Innovación: Madrid, España.
- Gobierno de España. Plan Estatal de Investigación Científica y Técnica y de Innovación 2017–2020 Proyectos I+D+i RETOS Colaboración. Proyecto Foam2Foam; Ministerio de Ciencia e Innovación: Madrid, España.
- Gobierno de España. Convocatoria Innpacto 2012–2016. Proyecto RECALZA; Ministerio de Economía y Competitividad: Madrid, España. Available online: https://www.ctcr.es/es/proyectos/2300-recalza-suelas (accessed on 5 March 2020).
- Junco, C.; Gadea, J.; Rodríguez, A.; Gutiérrez-González, S.; Calderón, V. Durability of lightweight masonry mortars made with white recycled polyurethane foam. Cem. Concr. Compos. 2012, 34, 1174–1179. [Google Scholar] [CrossRef]
- Gadea, J.; Rodríguez, A.; Campos, P.L.; Garabito, J.; Calderón, V. Lightweight mortar made with recycled polyurethane foam. Cem. Concr. Compos. 2010, 32, 672–677. [Google Scholar] [CrossRef]
- Foti, D.; Lerna, M.; Vacca, V. Experimental characterization of traditional mortars and polyurethane foams in masonry wall. Adv. Mater. Sci. Eng. 2018, 2018, 8640351. [Google Scholar] [CrossRef] [Green Version]
- Ben-Fraj, A.; Kismi, M.; Mounanga, P. Valorization of coarse rigid polyurethane foam waste in lightweight aggregate concrete. Constr. Build. Mater. 2010, 24, 1069–1077. [Google Scholar] [CrossRef] [Green Version]
- Corinaldesi, V.; Donnini, J.; Nardinocchi, A. Lightweight plasters containing plastic waste for sustainable and energy-efficient building. Constr. Build. Mater. 2015, 94, 337–345. [Google Scholar] [CrossRef]
- Mounanga, P.; Gbongbon, W.; Poullain, P.; Turcry, P. Proportioning and characterization of lightweight concrete mixtures made with rigid polyurethane foam wastes. Cem. Concr. Compos. 2008, 30, 806–814. [Google Scholar] [CrossRef] [Green Version]
- Calderón, V.; Gutiérrez-González, S.; Gadea, J.; Rodríguez, Á.; Junco, C. Construction applications of polyurethane foam wastes. In Recycling of Polyurethane Foams; William Andrew Publishing: Norwich, NY, USA, 2018; pp. 115–125. [Google Scholar] [CrossRef]
- Saleh, S.; Yunus, N.Z.M.; Ahmad, K.; Ali, N. Improving the strength of weak soil using polyurethane grouts: A review. Constr. Build. Mater. 2019, 202, 738–752. [Google Scholar] [CrossRef]
- Borda, J.; Rácz, A.; Zsuga, M. Recycled polyurethane elastomers: A universal adhesive. J. Adhes. Sci. Technol. 2002, 16, 1225–1234. [Google Scholar] [CrossRef]
- Bergamonti, L.; Taurino, R.; Cattani, L.; Ferretti, D.; Bondioli, F. Lightweight hybrid organic-inorganic geopolymers obtained using polyurethane waste. Constr. Build. Mater. 2018, 185, 285–292. [Google Scholar] [CrossRef]
- Alameda, L.; Calderón, V.; Junco, C.; Rodríguez, A.; Gadea, J.; Gutiérrez-González, S. Characterization of gypsum plasterboard with polyurethane foam waste reinforced with polypropylene fibers. Mater. Constr. 2016, 66, 100. [Google Scholar] [CrossRef] [Green Version]
- Gutiérrez-González, S.; Gadea, J.; Rodríguez, A.; Junco, C.; Calderón, V. Lightweight plasters materials with enhanced thermal properties made with polyurethane foam wastes. Constr. Build. Mater. 2012, 28, 653–658. [Google Scholar] [CrossRef]
- Alameda, L.; Calderón, V.; Gadea, J.; Gutiérrez-González, S. Recycling of gypsum plasterboard lightened with polyurethane waste. An. Edif. 2015, 1, 33–39. [Google Scholar] [CrossRef] [Green Version]
- Gómez-Rojo, R.; Alameda, L.; Rodríguez, Á.; Calderón, V.; Gutiérrez-González, S. Characterization of polyurethane foam waste for reuse in eco-efficient building materials. Polymer 2019, 11, 359. [Google Scholar] [CrossRef] [Green Version]
- EN 13279-2:2014. Gypsum Binders and Gypsum Plasters—Part 2: Test Methods; European Committee for Standardization: Brussels, Belgium, 2014. [Google Scholar]
- EN 13279-1:2009. Gypsum Binders and Gypsum Plasters—Part 1: Definitions and Requirements; European Committee for Standardization: Brussels, Belgium, 2009. [Google Scholar]
- UNE 102042:2014. Yesos y Escayolas de Construcción. Otros Métodos de Ensayo; Asociación Española de Normalización y Certificación: Madrid, Spain, 2014. [Google Scholar]
- EN 1015-19:1999. Methods of Test for Mortar for Masonry—Part 19: Determination of Water Vapour Permeability of Hardened Rendering and Plastering Mortars; European Committee for Standardization: Brussels, Belgium, 1999. [Google Scholar]
- EN 1015-18:2003. Methods of Test for Mortar for Masonry—Part 18: Determination of Water Absorption Coefficient Due to Capillary Action of Hardened Mortar; European Committee for Standardization: Brussels, Belgium, 2003. [Google Scholar]
- Albrecht, W. Las propiedades de los yesos de moldeo y enlucido y sus ensayos. Mater. Constr. 1965, 15, 26–36. [Google Scholar] [CrossRef]
- Santamaría-Vicario, I.; Rodríguez-Saiz, Á.; García-Cuadrado, J.; Junco-Petrement, C.; Gutiérrez-González, S. The influence of porosity on the behaviour in humid environments of mortars made with steelmaking slags and additives. Dyna Ing. Ind. 2017, 92, 220–225. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A-1 | B-1 | |
|---|---|---|
| Granulometry | 0–2 mm | 0–2 mm |
| Purity index | >92.0% | — |
| Content in CaSO4 | >87.0% | >76.0% |
| Bending strength | >1.5 N/mm2 | >2.0 N/mm2 |
| Compressive strength | >3.5 N/mm2 | >3.0 N/mm2 |
| Water/Gypsum ratio | 0.66 | 0.40 |
| Onset of setting | >15 min | >20 min |
| P (mg) | N (%) | C (%) | H (%) | S (%) | |
|---|---|---|---|---|---|
| PFW | 1.170 | 7.46 | 53.94 | 4.74 | 0.0 |
| Sample | Volume | Weigh (g) | |||||
|---|---|---|---|---|---|---|---|
| A1 | B1 | PFW | A1 | B1 | PFW | Water | |
| A1 | 1 | — | — | 1000 | — | — | 410.00 |
| A1:0.2PFW | 1 | — | 0.2 | 1000 | — | 22.23 | 454.89 |
| A1:0.4PFW | 1 | — | 0.4 | 1000 | — | 44.45 | 480.45 |
| A1:0.6PFW | 1 | — | 0.6 | 1000 | — | 66.68 | 533.34 |
| A1:PFW | 1 | — | 1 | 1000 | — | 111.14 | 677.80 |
| B1 | — | 1 | — | — | 1000 | — | 400.00 |
| B1:0.2PFW | — | 1 | 0.2 | — | 1000 | 17.51 | 432.44 |
| B1:0.4PFW | — | 1 | 0.4 | — | 1000 | 35.02 | 455.41 |
| B1:0.6PFW | — | 1 | 0.6 | — | 1000 | 52.53 | 510.48 |
| B1:PFW | — | 1 | 1 | — | 1000 | 87.55 | 636.22 |
| Sample | w/b | Density (kg/m3) | Onset of Setting Time (min:sec) | Onset of Setting Time EN 13279-2:2014 (min) |
|---|---|---|---|---|
| A1 | 0.410 | 1744 | 10:40 | 11 |
| A1:0.2PFW | 0.445 | 1719 | 09:33 | 10 |
| A1:0.4PFW | 0.460 | 1623 | 10:50 | 11 |
| A1:0.6PFW | 0.500 | 1615 | 12:10 | 12 |
| A1:PFW | 0.610 | 1510 | 12:25 | 12 |
| B1 | 0.400 | 1823 | 06:00 | 6 |
| B1:0.2PFW | 0.425 | 1771 | 07:00 | 7 |
| B1:0.4PFW | 0.440 | 1745 | 06:30 | 7 |
| B1:0.6PFW | 0.485 | 1667 | 07:30 | 8 |
| B1:PFW | 0.585 | 1536 | 09:45 | 10 |
| Sample | Dry Bulk Density (kg/m3) | Flexural Strength (N/mm2) | Compressive Strength (N/mm2) | Adherence Strength (N/mm2) | Shore Hardness (Shore C) |
|---|---|---|---|---|---|
| A1 | 1443 | 8.48 | 22.38 | 1.08 | 93 |
| A1:0.2PFW | 1348 | 6.80 | 18.42 | 0.82 | 92 |
| A1:0.4PFW | 1299 | 5.82 | 16.47 | 0.72 | 92 |
| A1:0.6PFW | 1229 | 4.68 | 14.62 | 0.68 | 90 |
| A1:PFW | 1068 | 3.86 | 9.80 | 0.66 | 81 |
| B1 | 1485 | 7.70 | 20.54 | 1.05 | 95 |
| B1:0.2PFW | 1413 | 6.09 | 17.62 | 0.79 | 93 |
| B1:0.4PFW | 1371 | 5.59 | 15.04 | 0.59 | 92 |
| B1:0.6PFW | 1283 | 4.26 | 11.67 | 0.51 | 91 |
| B1:PFW | 1112 | 2.63 | 6.61 | 0.46 | 79 |
| Sample | Water Vapour Permeability | Water Absorption Due to Capillary Action | Total Water Absorption (%) | ||
|---|---|---|---|---|---|
| (kg/m·s·Pa) | µ | Coefficient (kg/m2·min0.5) | Height (mm)* | ||
| A1 | 3.7975 × 10−11 | 5 | 2.73 | 37 | 20.86 |
| A1:0.2PFW | 3.4754 × 10−11 | 5 | 2.79 | 44 | 23.11 |
| A1:0.4PFW | 4.3428 × 10−11 | 5 | 3.07 | 48 | 25.62 |
| A1:0.6PFW | 4.8993 × 10−11 | 4 | 3.33 | 49 | 29.34 |
| A1:PFW | 6.7349 × 10−11 | 3 | 3.80 | 56 | 38.99 |
| B1 | 2.8367 × 10−11 | 7 | 2.61 | 24 | 15.00 |
| B1:0.2PFW | 2.8570 × 10−11 | 7 | 2.64 | 28 | 16.58 |
| B1:0.4PFW | 2.7536 × 10−11 | 7 | 2.71 | 29 | 18.79 |
| B1:0.6PFW | 3.3085 × 10−11 | 6 | 3.09 | 34 | 23.53 |
| B1:PFW | 6.3198 × 10−11 | 3 | 3.89 | 43 | 32.38 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Santamaría Vicario, I.; Alameda Cuenca-Romero, L.; Gutiérrez González, S.; Calderón Carpintero, V.; Rodríguez Saiz, Á. Design and Characterization of Gypsum Mortars Dosed with Polyurethane Foam Waste PFW. Materials 2020, 13, 1497. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13071497
Santamaría Vicario I, Alameda Cuenca-Romero L, Gutiérrez González S, Calderón Carpintero V, Rodríguez Saiz Á. Design and Characterization of Gypsum Mortars Dosed with Polyurethane Foam Waste PFW. Materials. 2020; 13(7):1497. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13071497
Chicago/Turabian StyleSantamaría Vicario, Isabel, Lourdes Alameda Cuenca-Romero, Sara Gutiérrez González, Verónica Calderón Carpintero, and Ángel Rodríguez Saiz. 2020. "Design and Characterization of Gypsum Mortars Dosed with Polyurethane Foam Waste PFW" Materials 13, no. 7: 1497. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13071497