1. Introduction
Shafts guarantee functionality in many technical applications like engines, powertrains or generators. These components are subtracted to multiple, in particular torsional loads in repeating cyclic sequences under operation conditions. The loads can thereby vary throughout lifetime with regard to the amplitude in dependence on the application. In the case of shafts, very high amplitudes can occur during especially starting of the loading phase. To guarantee the functionality and safety of these shafts, material tests under cyclic torsional load paths are necessary. The investigation of the material behavior under these operation conditions is of high relevance and prevails important information for the component design. As a matter of the design process, the material selection is of major significance. This is particular true, because the selected manufacturing technology, like forming for shafts, determines the material properties significantly as a matter of stress state during processing. The hardening degree, residual stress state or, in particular, the degree of forming-induced damage are the results of the selected process parameters. As for shafts, the technology of forming, viz. cold forward rod extrusion, gives broad possibilities to control the material properties globally and locally. This prevails the possibility of an operation load adapted component and material design. This is particularly true, due to the market share of cold rod extrusion of 21.5% on massive forming production, going ahead with 430 million produced parts in 2017 [
1]. Thus, the understanding of interdependencies of material properties and operation behavior is of major importance. The importance thereby arises from the possibility to select the process parameter under consideration of the criteria of design and functionality, lifetime and operation load adaption. The present study addresses the characterization of the influence of forming parameter selection induced initial damage on the fatigue performance under cyclic torsional load paths in the regime of low cycle fatigue (LCF), viz. for high load amplitudes. The microscale dimension of initial damage is a main challenge, wherefore existing macroscale fatigue testing methods are evaluated on their usage potential.
Pre-deformation induced by load sequences either under operation or processing conditions, is known to influence the material properties and thereby the fatigue performance significantly [
2]. This has in particular been shown for materials processed via the forming technology of forward rod extrusion for cyclic uniaxial operation conditions already in the 1985 [
2]. Excluding forming-induced hardening and residual stresses on basis of simulation and experimental investigations [
3], Tekkaya et al. have identified forming-induced initial damage in manifestation as pores as one of the determinants of material properties only recently [
4]. The selection of the process parameters of the should opening angle 2
α and the extrusion ratio
εex was shown to determine the stress state during forming and thereby the degree of forming-induced damage as a function of triaxiality [
3,
5] points for cold forming bulk processes out that the cracking of non-metallic inclusions, like manganese sulfides (MnS), under states of high positive triaxiality induces local stress concentrations, which result in interface decohesion of the metallic matrix and the particular inclusion, especially at the tip of the inclusion. The latter can also occur without cracking of the inclusions [
5] and is the second nucleation mechanism of initial damage. Once nucleated, the initial damage can go through the phases of growth and coalescence up to the occurrence of Chevron cracks [
6].
The size (compare [
7,
8]), localization and orientation of pores in general are well known features that influence the behavior of casted [
9] as well as forged [
9] or additive manufactured [
10] materials and induce anisotropic material behavior under cyclic loads. The main focus of the studies performed is on uniaxial testing conditions, whereby torsional load paths were investigated less common and mainly in recent years. Reference [
9] showed for AZ31B MG alloy the increase of fatigue life time up to failure with reduction of porosity. Reference [
10] pronounced the fatigue life determining effect surface defects for additive manufactured Ti-6Al-4V alloy and related the crack propagation direction to the weakest plane according to the build direction, additionally highlighting the reduced shear ductility. Moreover, the relevance of small crack growth was discussed in connection with initial surface pores [
11].
Focusing on the mechanism, Endo et al. have shown, for the heat-treated steel C35 with banded and not-bended ferrite-pearlite microstructure that a macroscopic shear mode failure went ahead with a continuous Mode I small fatigue crack growth under torsional load paths [
12]. Endo et al. found that the final failure was induced by crack branching on the surface, whereby the crack propagated firstly in the ferrite phase under pure torsional Mode II conditions and secondly under Mode I conditions in a mixed structure of ferrite and pearlite grains up to fracture. It was concluded that a threshold level for Mode I crack growth existed that was to overcome. The contribution of internal defects with microscale sizes and non-metallic inclusions was not addressed. Studies with similar findings for comparable microstructures were performed by Pokluda et al. for long fatigue shear mode cracks [
13,
14] focused on the crack branching phenomena, finding that a decrease in shear stress results in a decrease in longitudinal crack length.
The correlation of fatigue performance and defects has been addressed by multiple authors like Murakami [
15,
16] or Beretta [
17]. The limitation of these studies was the consideration of cracks sized at least
lmin = 40 µm, whereby different sources of crack or pore initiation like the manufacturing process, resulting in complex and heterogeneous crack geometries, pre-deformation or idents have been investigated. The limitation of fatigue performance was pre-dominantly traced back to crack growth threshold relations. Murakami et al. have shown that defects determine the fatigue performance of materials by the threshold condition for small crack nucleation at the tip of the defects [
15]. Later studies conducted on specimen containing holes of
dini = 40 µm and being pre-cracked up to an initial crack length of minimum
lmin = 200 µm under cyclic tension-compression load paths, showed the correlation of the torsional fatigue limit and the threshold for non-propagating branched cracks [
16]. The effect of artificially induced cracks at a length scale of more than 40 µm on the crack growth threshold under torsional loading paths was addressed by Beretta et al. for SAE 5135 gear steel, finding that the value of stress concentration parameter significantly influences the crack propagation mode [
17]. Studies addressing the influence of defects on length scales down to
lmin = 5 µm are to the best knowledge of the editor not available.
From this background, the need arises to address fatigue performance under torsional loadings in dependence on defects of a microscale length far below the sizes investigated in recent studies. The current study addresses this need while characterizing the fatigue performance for a forward-reverse torsional loading path firstly on a macroscale (
Section 3.1). A constant rotation amplitude was selected in order to address the lower regime of low cycle fatigue (LCF). Additional intermittent tests were performed in combination with meso- and microscopic analyses for correlation and identification of the influence of forming-induced initial damage (
Section 3.2). Therefore, the analyses focused predominantly on crack growth mechanisms and interactions on the free surface, and to a minor degree on microstructural phenomena. In the end, a first attempt was undertaken to address the basic requirements for further investigations.
4. Discussion
The results of the mechanical testing under cyclic forward-reverse torsional load paths obtained, indicate a complex contribution of initial damage on the cyclic performance.
It is concluded from the mechanism detected on the surface on the mechanism in the volume accompanied by the preparation of cross section. The latter has even under the most precise care while preparing some influence on the results obtained. As [
21] pointed out, non-destructive methods of state characterization are firstly not available due to the micro scale dimension of the initial damage and secondly due to the density of the investigated steel. Frequently used devices like µ-computer tomography (µ-CT) are limited with regard to both. References [
19] and [
21] discussed and highlighted the advantages of the cross-section preparation.
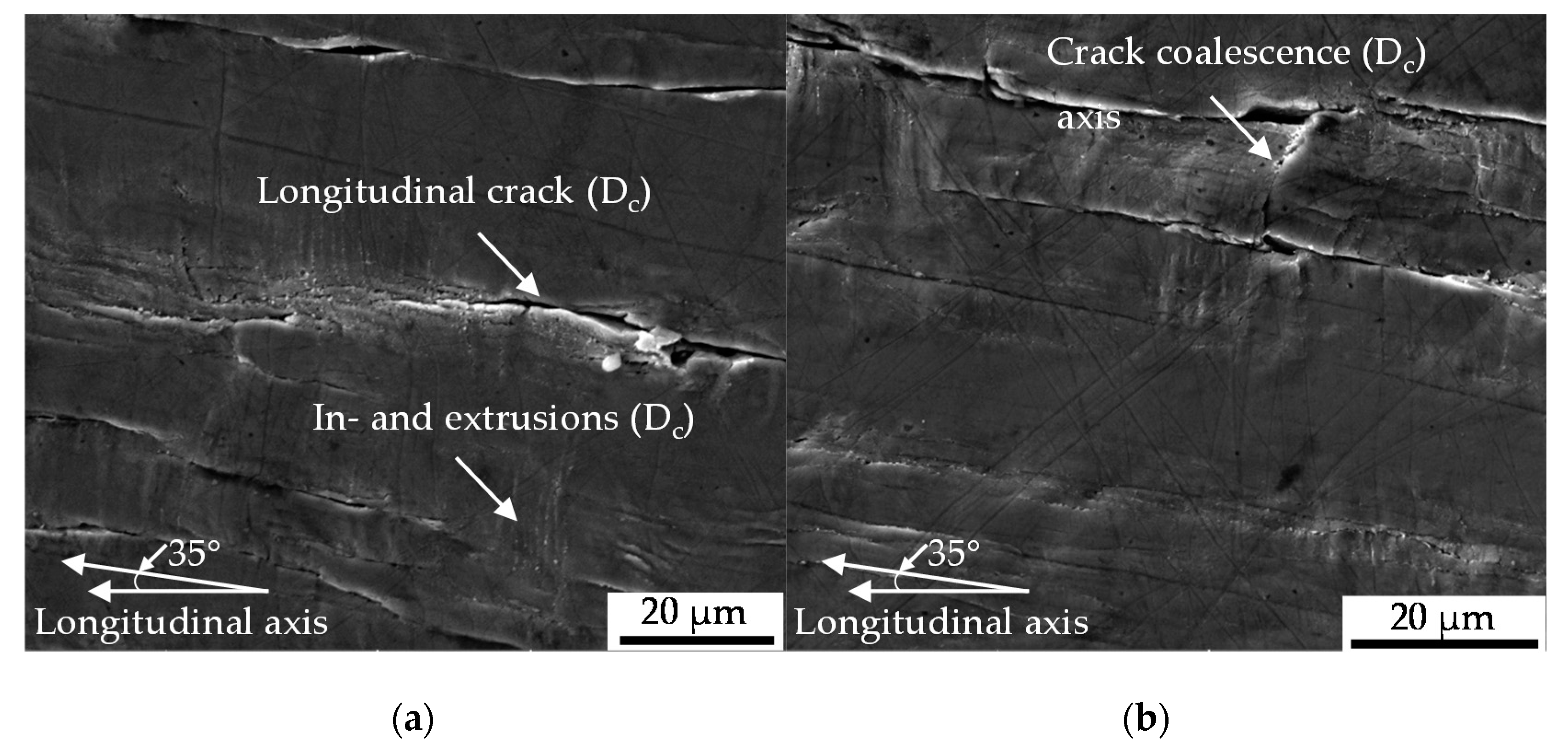
The nucleation and growth of the non-propagating longitudinal cracks on the surface of the specimen (
Figure 7 and
Figure 8) is in well agreement with the findings of [
12]. Endo et al. highlighted in particular the nucleation of Mode II cracks in areas with broad partition of ferrite grains like the area where the grains are orientated in longitudinal direction due to rolling or extrusion [
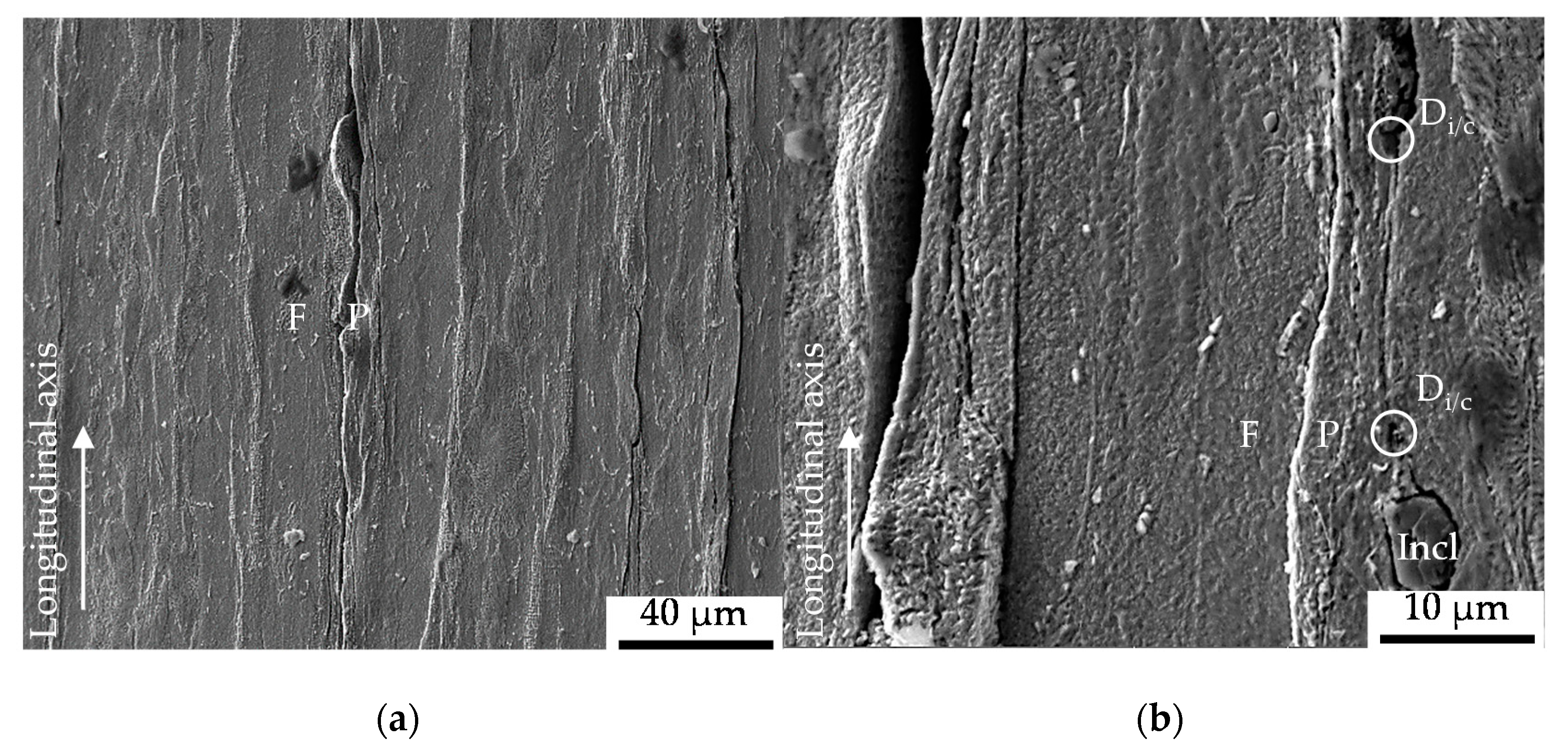
12]. The crack path analysis conducted in this study varied in the sense that a contribution of initial damage localized in the interface of ferrite and pearlite grains (
Figure 5a) or merely pearlite grains (
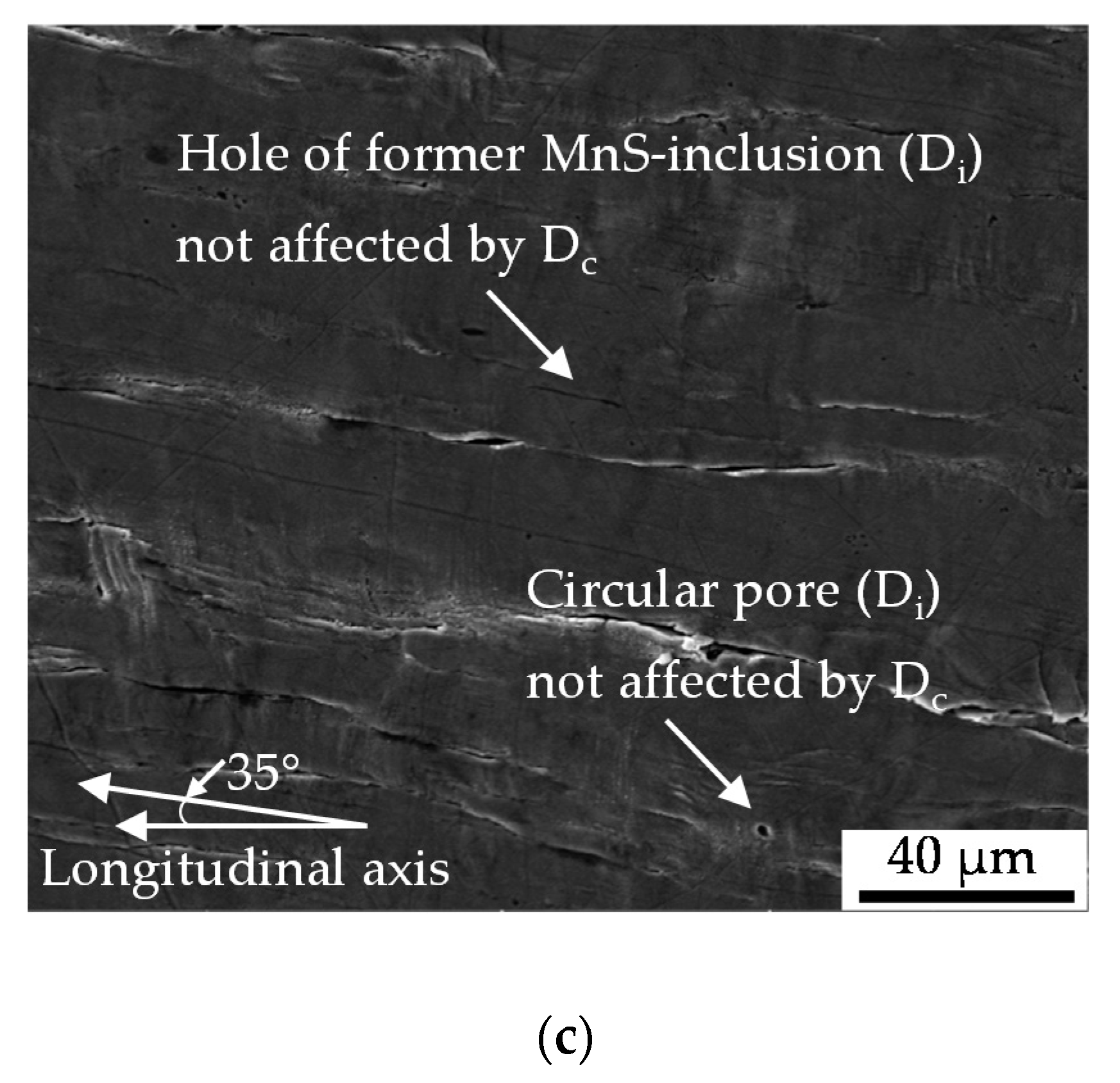
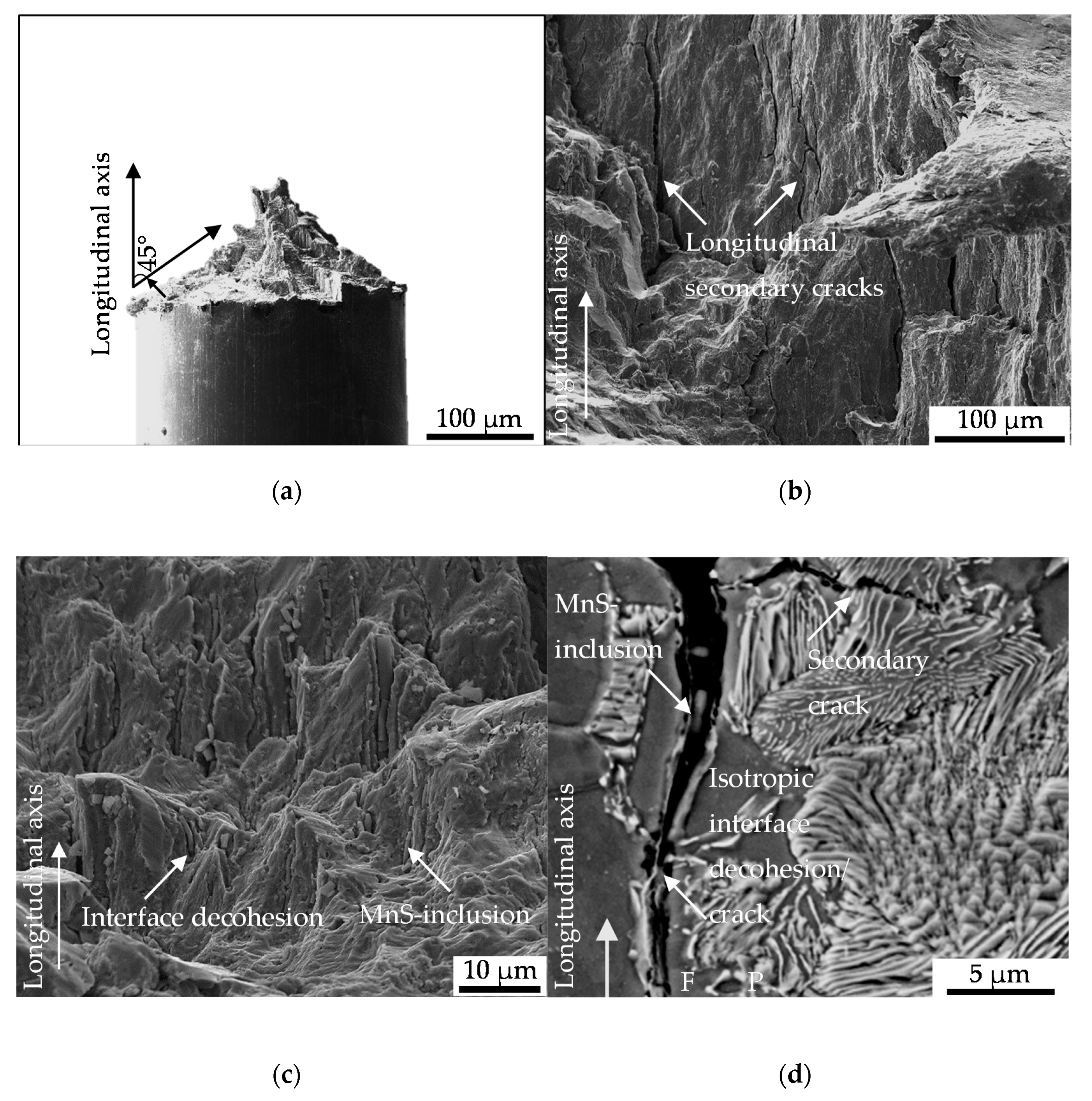
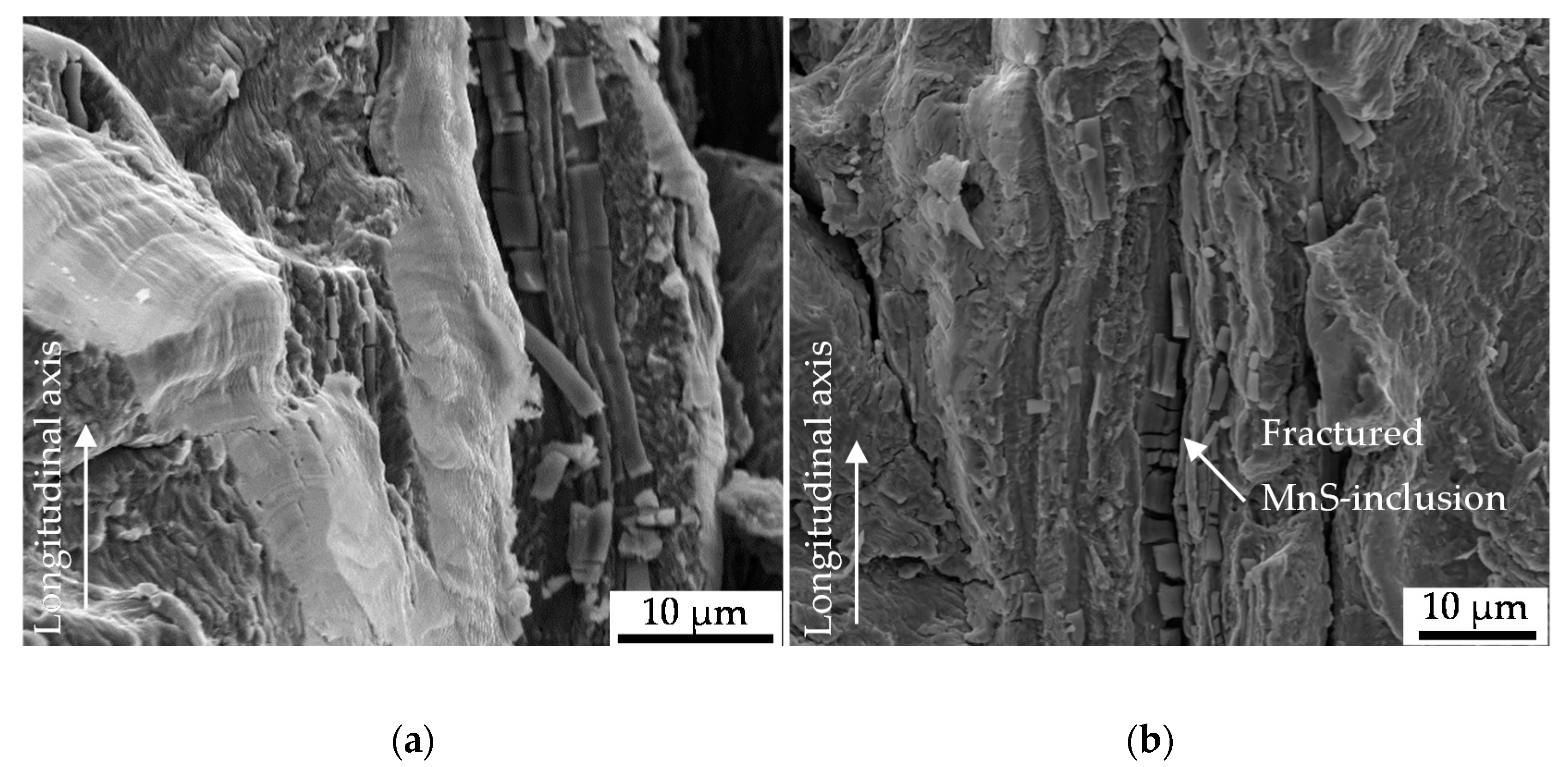
Figure 5b) on the nucleation and growth of macrocracks in longitudinal direction was indicated. This was particularly due to the shown involvement of inclusions within the phase of longitudinal crack growth. Because these cracks were found to be non-propagating cracks in the end, a significant contribution of initial damage might be without significance. This surely implies the very first phase of crack nucleation on the surface, but under the assumption of comparable mechanism determining the crack growth mechanisms in the volume also the following phases up to final failure. The contribution of MnS inclusion cracking in the volume on the evolution of cyclic damage, viz. the degradation of the material, as is depicted in
Figure 9b,c, in combination with the preferred localization of initial damage close to this inclusions, might be seen as an indication of mode of action. Against this background, the absence of secondary cracks in radial direction in the material volume is an argument in the sense that the contribution of initial damage is describable with the acceleration of isotropic crack growth in longitudinal direction. The fractographic morphology and especially the absence of striations (
Figure 9b) the role of plasticity reduced mechanisms, but indicate no influence of initial damage. The influence of MnS inclusions in the sense of reducing ductility, is in agreement with the findings of [
22] and [
23]. The mechanism of cracking need to be questioned due to the findings of [
24]. Kage et al. indicated for tension-compression and bending fatigue that loads applied in the longitudinal direction of the specimen promote fatigue crack nucleation from slip bands and grain boundaries, whereas cracks were found to nucleate at inclusions under loading in direction of the specimen thickness [
24]. Transferred to the torsional testing procedure applied during this study which went ahead with a superposition of axial loads due to the compensated length change due to twisting, the influence of initial damage might be further reduced. The overlay with the influence of MnS inclusions might be significant. In particular, due to the high amplitudes going ahead with the investigated regime of Low cycle fatigue (LCF) and the torsional loading perpendicular to the extrusive flattened MnS inclusions as described by Temmel et al. [
25]. The relatively high hardness of the extruded material investigated, might pronounce the role of the MnS inclusions additionally according to [
26]. Due to the fact that the hardness was found to be comparable for the material states E.530 and E.590 (see
Section 2.3.1), the influence of the MnS inclusions is comparable. The high contribution of these onto cyclic failure might overcompensate the differences in initial damage between the two material states investigated.
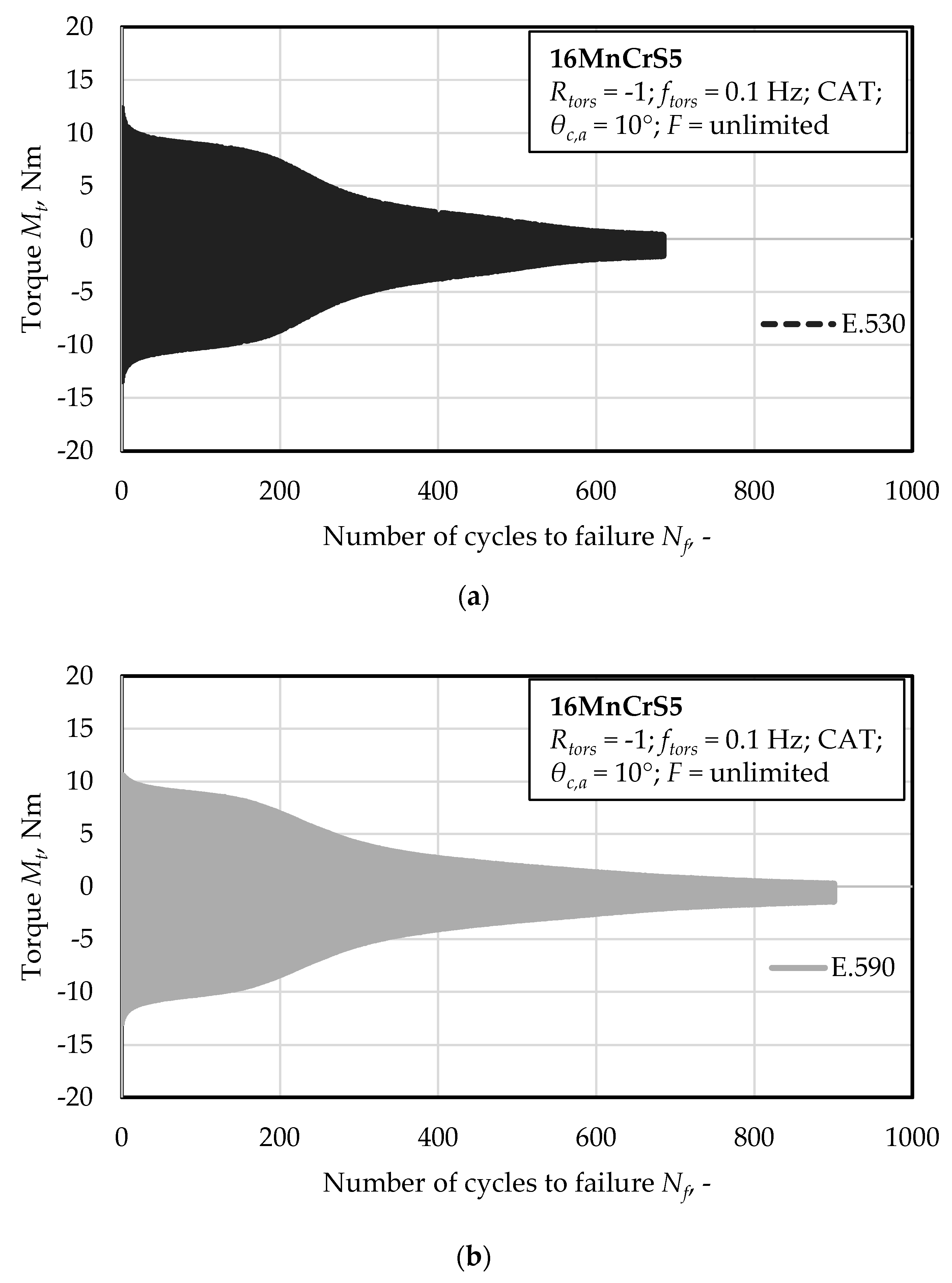
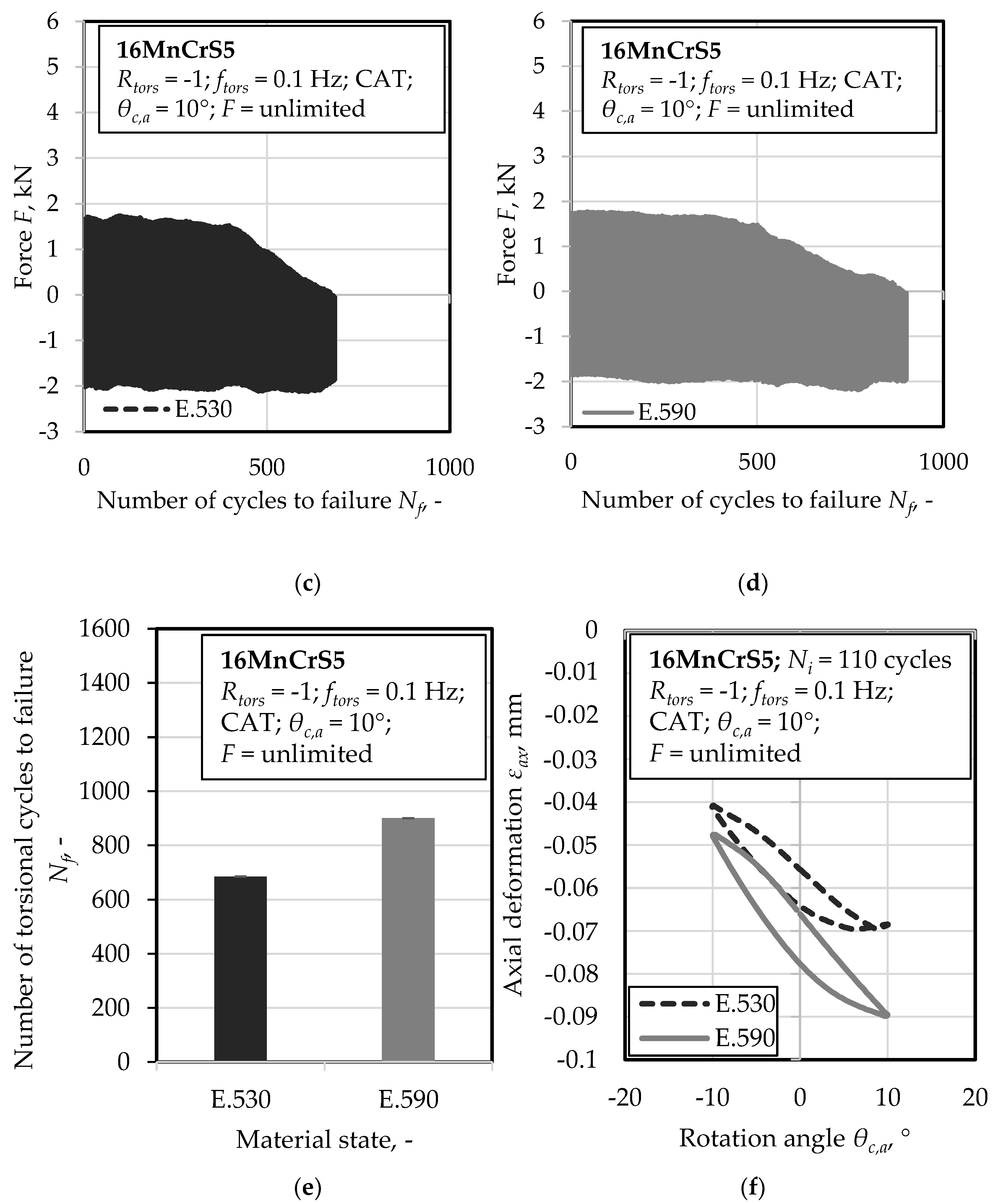
The crack coalescence in the pearlite phase shown in (
Figure 5b) might be taken in consideration for the explanation of the elongated phase of decreasing maximum torque level of the material state E.590 compared to E.530 (
Figure 4). The increased partition of initial damage, viz. pores and cracks, in the material state E.590 might evoke an increased degree of local stresses and thereby hardening due to non-propagating, blocked micro-cracks in the pearlite phase. The role of micro-mechanical fields on the crack propagation as discussed in [
27] must additionally be taken into consideration [
27]. This additional resistance to crack growth might contribute to the elongation of the material degradation in the sense of increased number of cycles for reducing the torque state in the material up to failure (
Figure 4a,b). Since the pearlite phase is scientifically proved to be hard and to contribute to the cyclic failure only after the ferrite phase, no contradiction arises and is supported by the findings of
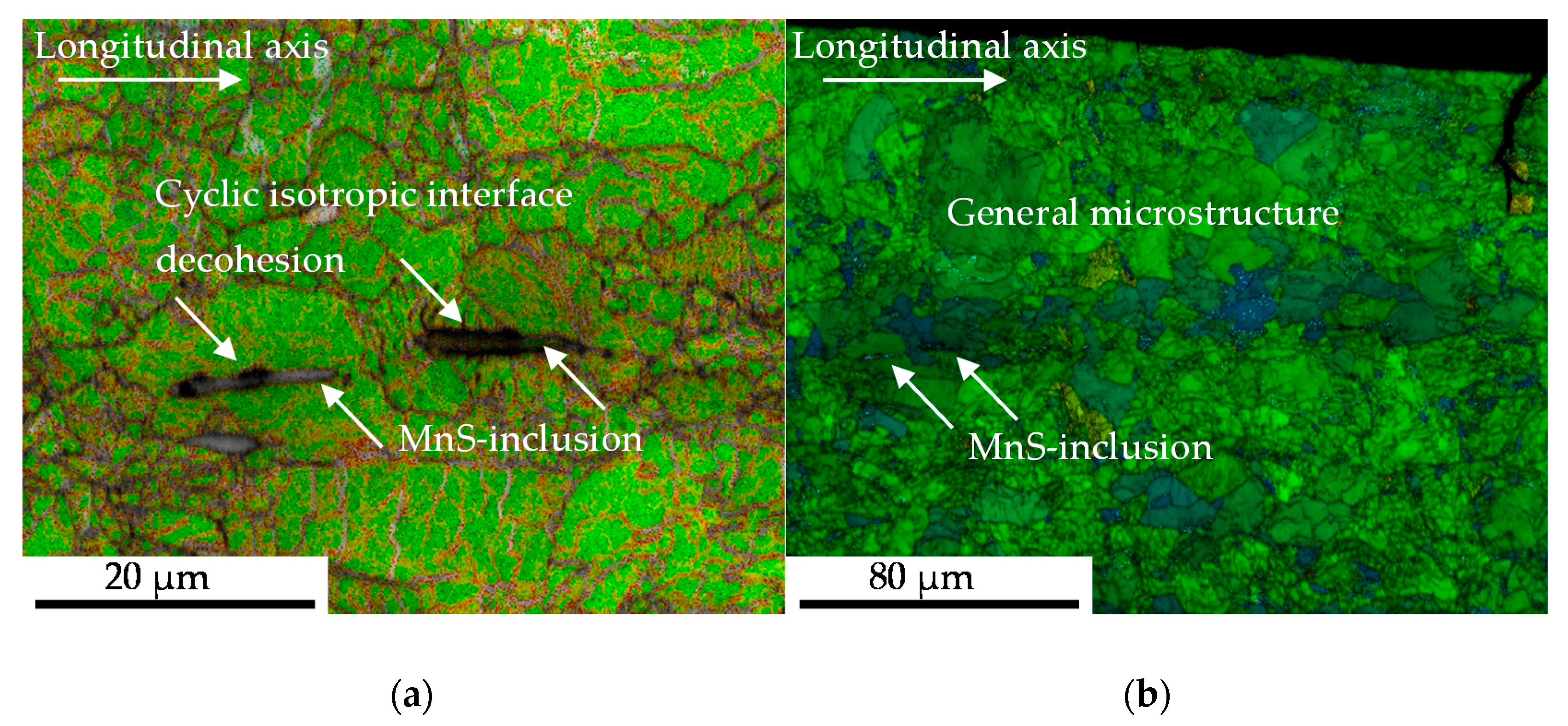
Figure 11. The in
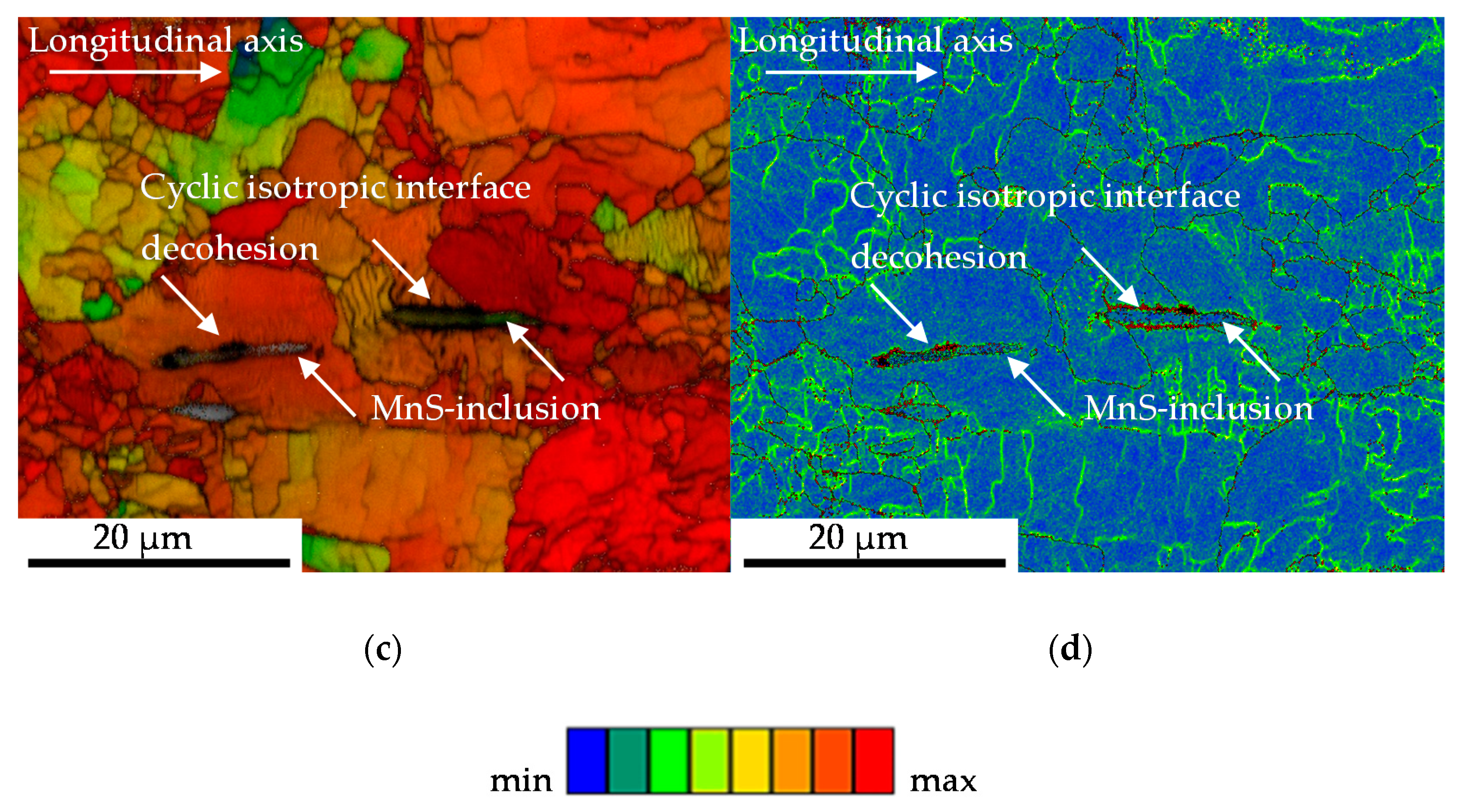
Figure 11 shown interface decohesion of metallic-matrix and inclusion in radial direction indicates no enhanced contribution to material failure, despite the surrounding microstructure indicates more forming induced damage. The shown misorientations might not support that theory, which agrees with the findings of Gruenewald et al., who recently highlighted that is not suitable for detecting the crack growth resistance for stage-II fatigue cracks for cubic face centered. materials [
28]. The detected not increased density of geometrical necessary dislocations (GND,
Figure 11) might be not contractionary, due to the fact that the partition and contribution of statistical stored dislocations (SSD) might be enhanced due to the location of the MnS inclusions in the grains. Taking into consideration that the SSDs cannot be detected using EBSD, further investigations with the electron channeling contrast imaging (ECCI) method are necessary for confirmation of that theory.
The finding of longitudinal cracks nucleating and growing in the ferrite phase is in agreement with the findings of Endo et al. for ferrite-pearlite steel in a rolled condition [
12], whereby the findings are extended by the role of initial surface damage on the nucleation and growth of the longitudinal cracks. The for the material state E.590 increased evoking tensile forces (
Figure 4c,d) might be correlated with the increased pore partition and thereby, the reduced load bearing capacity in longitudinal direction. The role of the increased compression forces and the increased axial deformation might be discussed equivalently and furthermore, support the theory of initial damage induced increased crack propagation resistance. The reduced load bearing capacity of the material state E.530 in the first cycles cannot be explained basing on the results obtained during this study. There might also be some softening of the extruded material occurring, like discussed by [
29] for torsional low cycle fatigue loads due to redistribution of plastic strains and strain transfer between ferritic and austenitic phases [
29] occurring and interfering. The for the first cycles shown high plastic deformation indicated by the broad axial deformation/rotation hysteresis that was found to decrease with increasing number of cycles might indicate softening processes under the high loads in the first cycles and torsional hardening in the following cycles. Additional research is necessary with regard to this phenomenon.
The visualized cyclic torsional deformation mechanism indicates a dependency of the initial damage with the process of damage evolution. Therefore, the dependence of the influence on the phase orientation of the initial damage became obvious.
Further research activities should focus on the effect of cycling softening due to the fact that the investigations were carried out for on extruded and thereby hardened material that tends to undergo cyclic softening. In addition to this, the effect of hardening in the surrounding of initial damage and residual stresses must be addressed in order to solve the remaining questions and uncertainties. That might include in situ tests of primary small crack growth mechanism under relevant crack opening mode conditions, supported by successive characterization of the material state. A stress relief potential for MnS inclusions implying less cracking due to the stress concentration at the initial damage and non-propagating microcracks instead of the inclusions should be considered. Investigations are necessary to address the scientific question, whether there are interdependencies of crack branching and initial damage.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}