Blended Cement Mixed with Basic Oxygen Steelmaking Slag (BOF) as an Alternative Green Building Material

Abstract
:1. Introduction
2. Components, Production, and Experimental Testing of BOF-Enhanced Cement
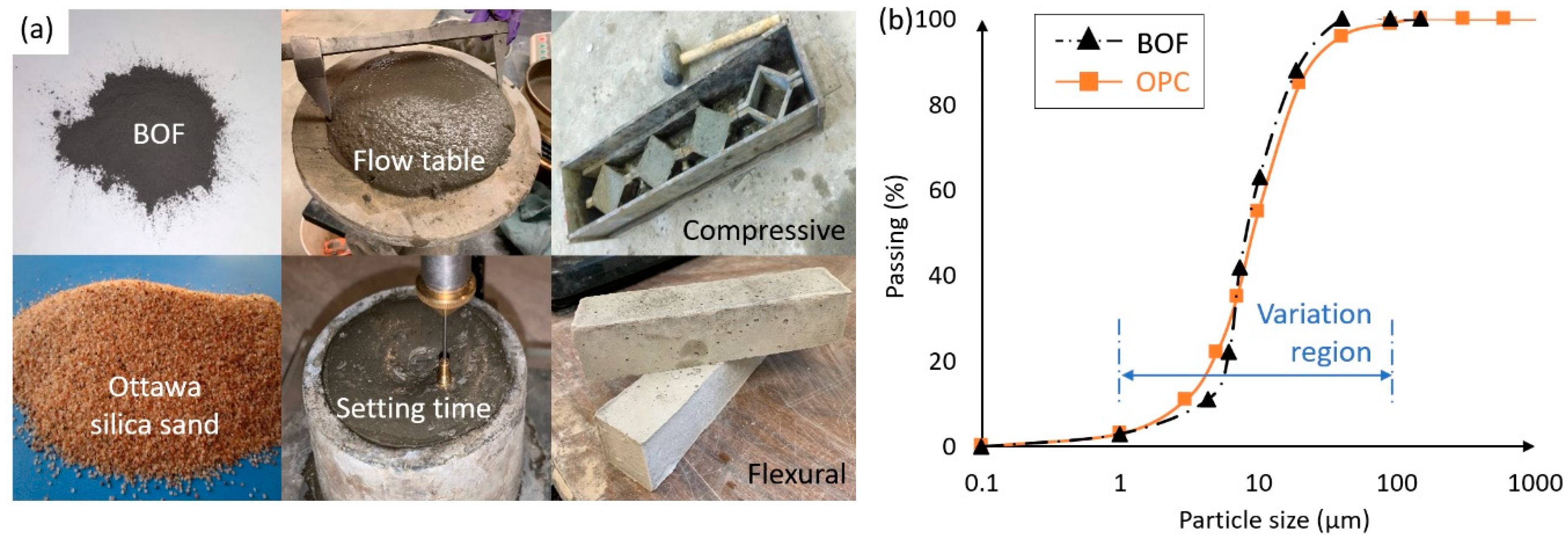
2.1. Components of BOF-Enhanced Cement Mortar
2.2. Production of BOF-Enhanced Cement Mortar
- (1)
- Supplementary cementing materials were mixed with the OPC for 3 min at the low speed the using classic™ quart tilt-head stand mixer to ensure the pervasion of moisture over the whole particles;
- (2)
- Water was added to the mixed OPC, and the W/C ratio was adjusted to produce a fresh mix flow of 110 ± 5% per ASTM C1437 [47];
- (3)
- Ottawa silica sand was slowly added to the mixed materials to meet the sand-to-cement ratio of 2.75, and mixed for 30 s. The mixed cement samples were kept for 90 s and then stirred at the medium speed for 60 s.
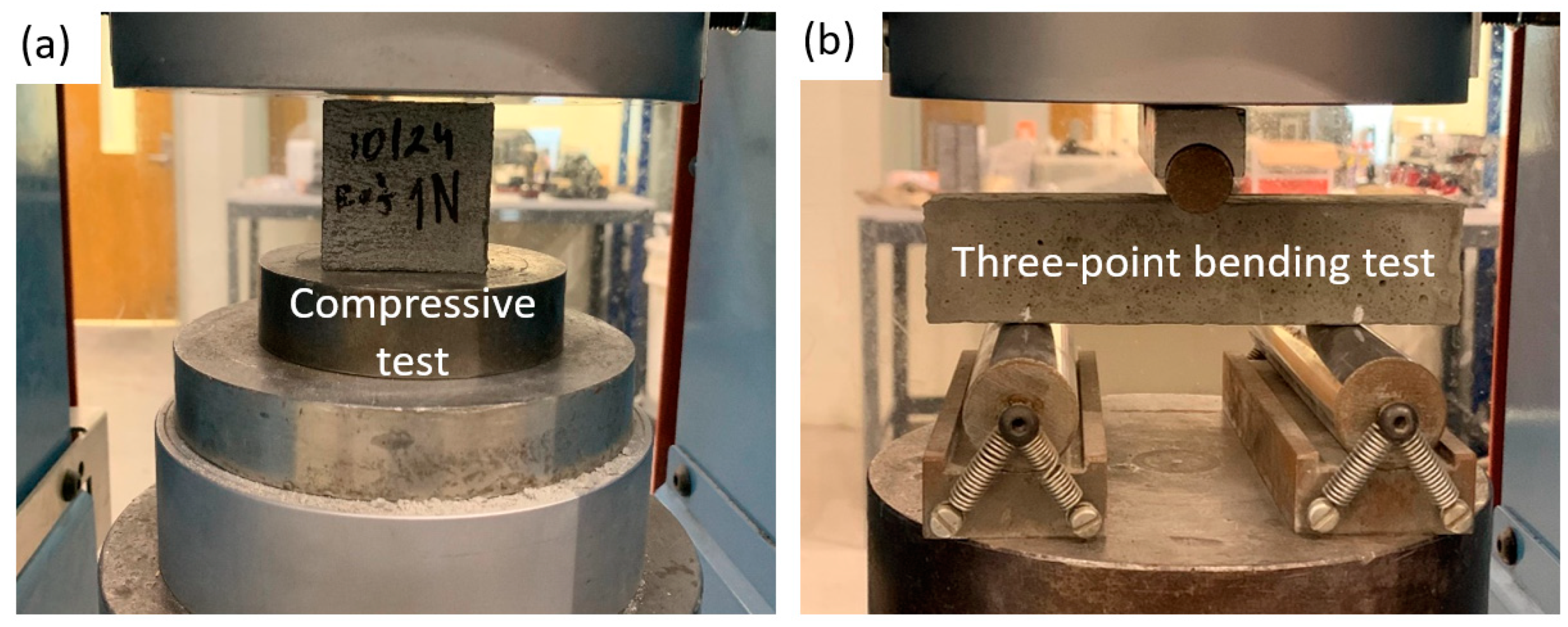
2.3. Experimental Procedures
2.4. Mechanical Results and Discussion
3. Numerical Simulations for the OPC
3.1. Numerical Modeling
3.2. Comparison between the Experimental and Numerical Results and Disucssion
4. Discussion and Future Work
- Carbon footprint and cost: Replacing Portland cement with BOF helps in lowering the total carbon footprint associated with the production of the OPC (about 800 kg per ton) [66]. A recent statistical study in 2019 showed that one ton of OPC cost about US$ 123 [67]; therefore, replacing OPC with industrial waste material (BOF) will result in reducing the total cost.
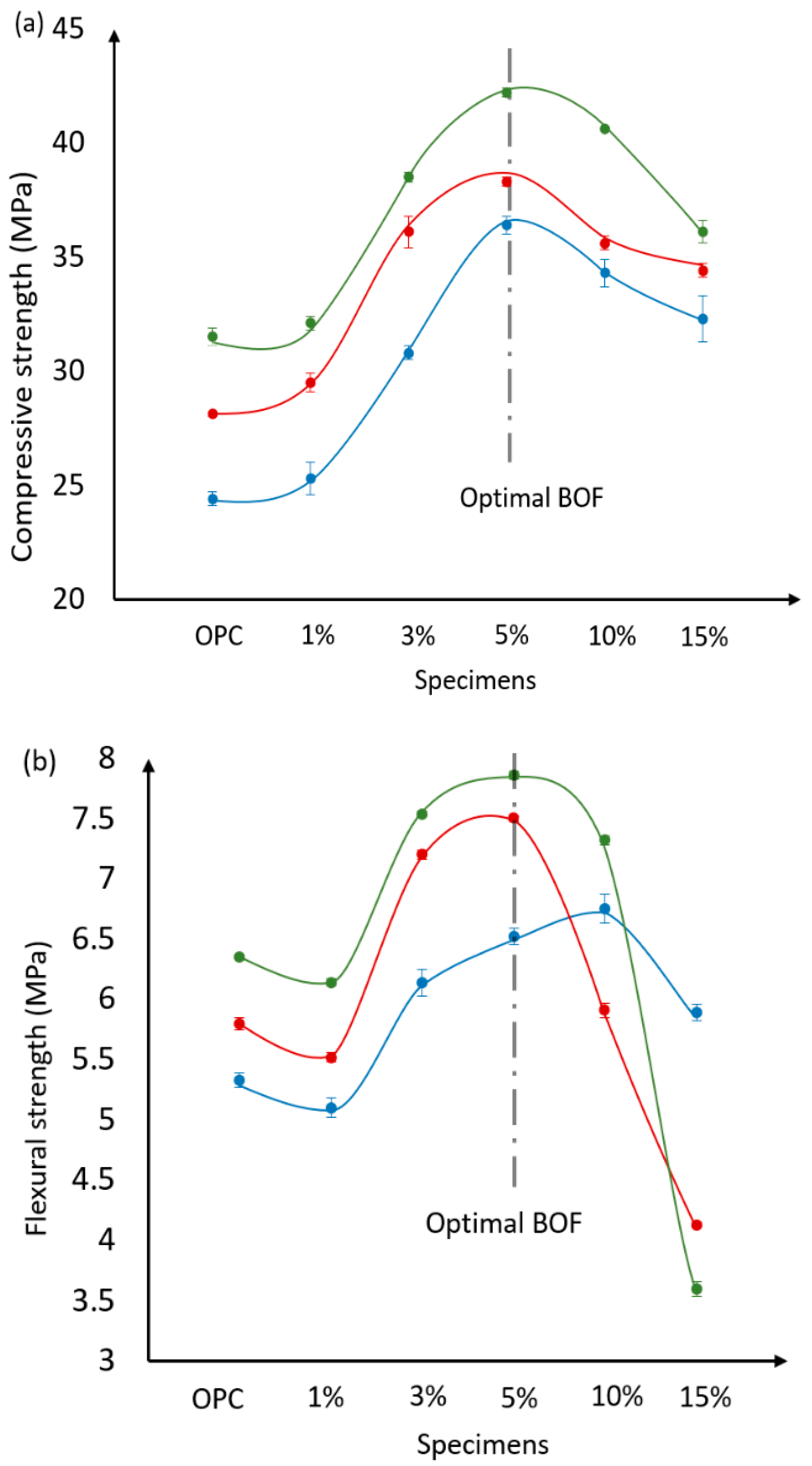
- Mechanical performance and stiffening: The conducted experiments indicated that an optimum dosage of 5% BOF will result in better mechanical performance in terms of compressive and flexural strengths. Adding BOF will extend both initial and final setting times, which opens doors for new applications that require longer time of setting for the concrete.
5. Conclusions
- Adding a relatively small amount of BOF (< 15% of cement weight) had positive effects in terms of compressive strength for both early and late ages; however, 5% BOF was found to be the optimal dosage to accelerate the strength development. The influence of the BOF on the flexural strength showed different trend, in which 10 and 5% of BOF was reported to have highest effects on strength development at early and late ages, respectively.
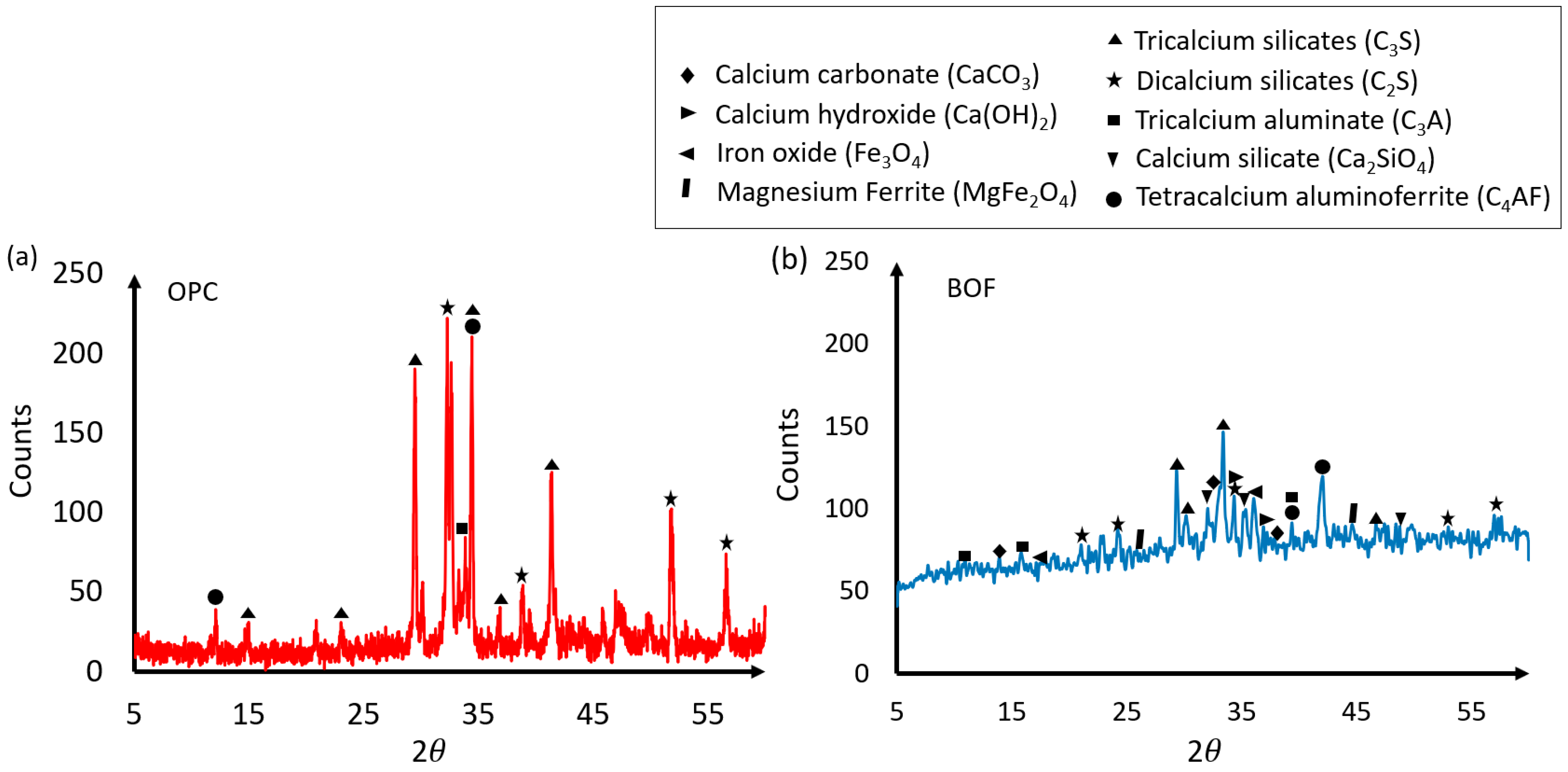
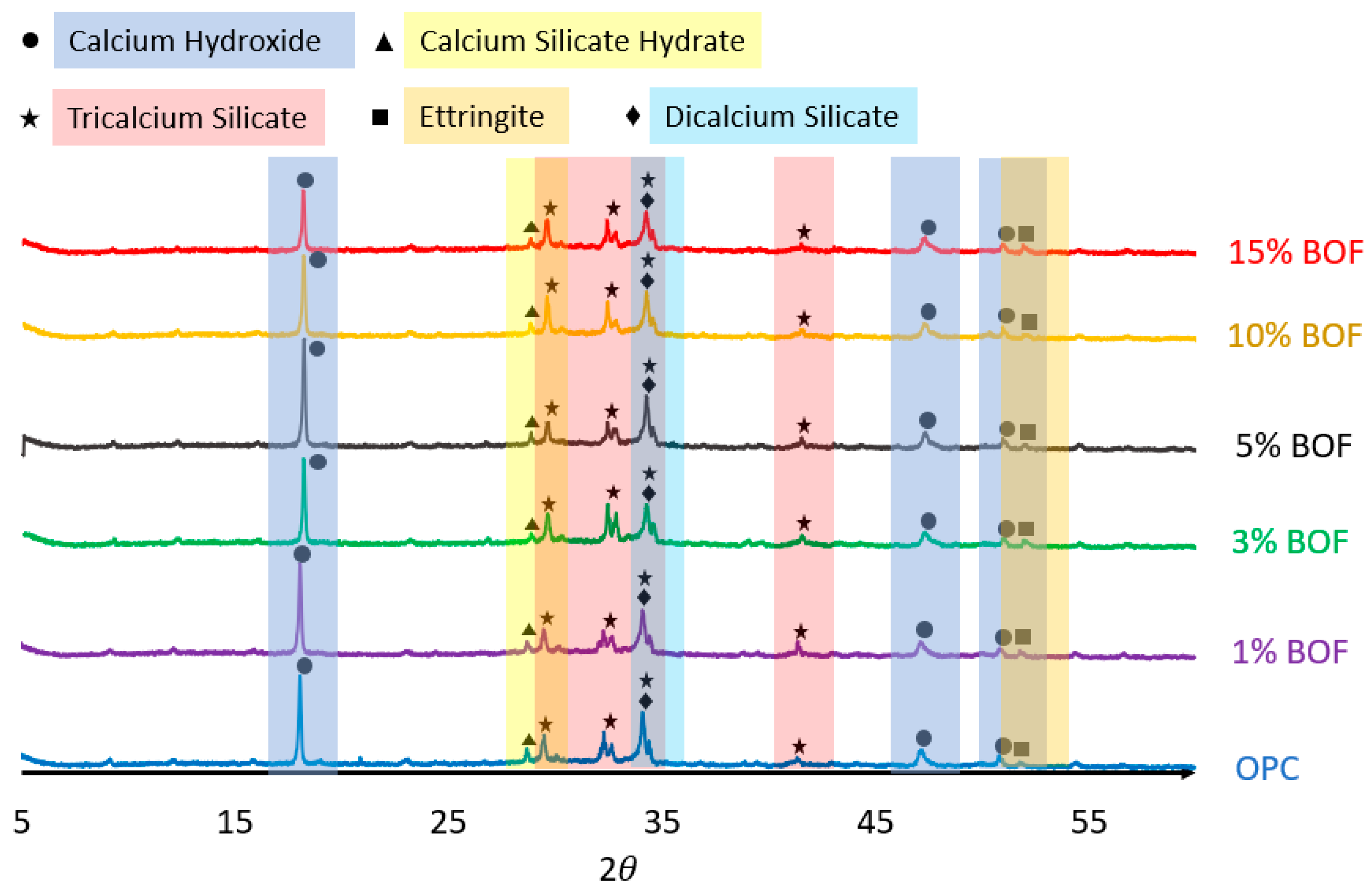
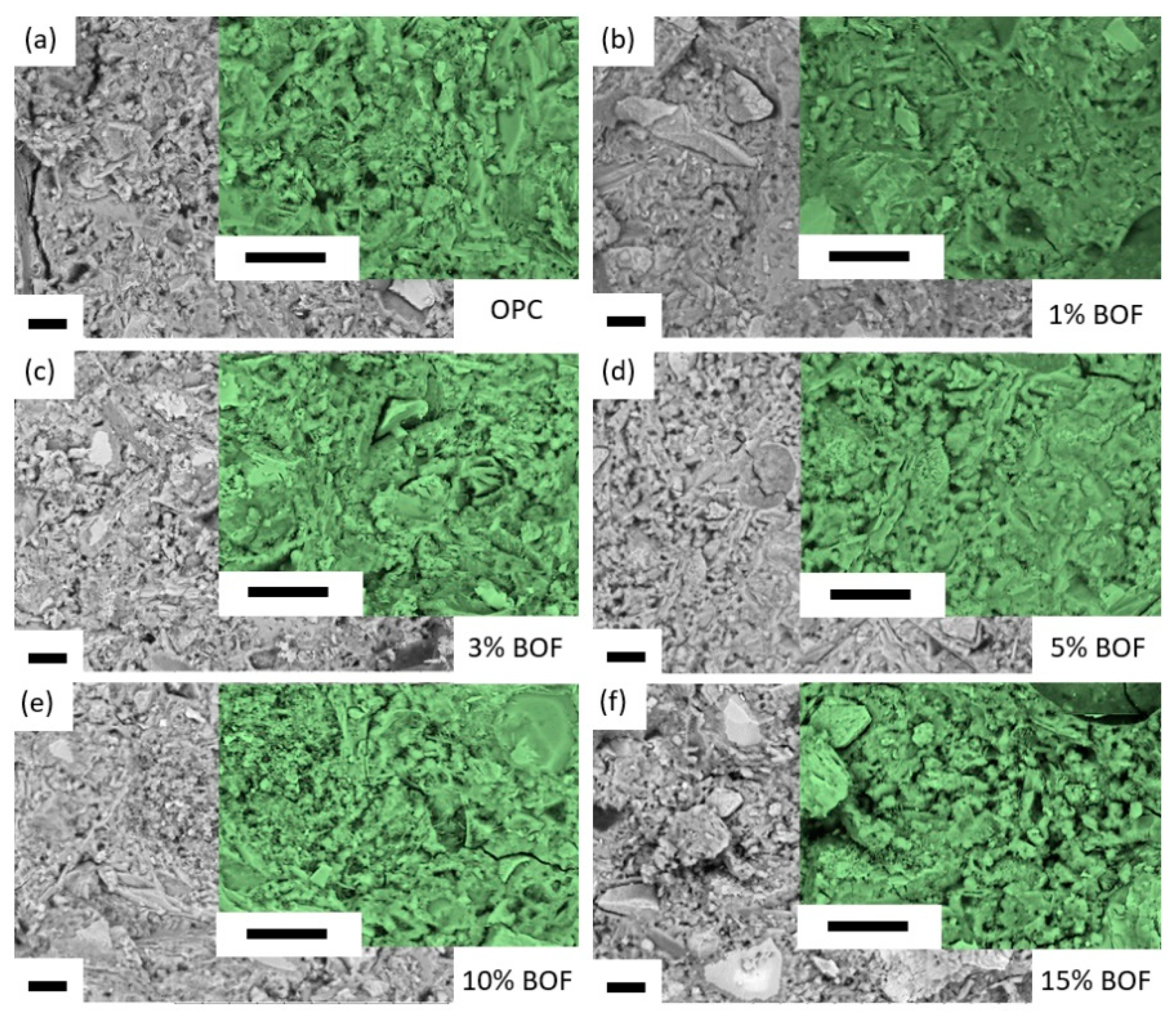
- The crystallinity of the Portland cement did not experience notable changes when a relatively small amount of BOF was added. Some consumption of the tricalcium silicates was observed, which could due to the conversion of the tricalcium silicates to calcium silicate hydrates. Enhanced cement pastes with 3% and 5% BOF experienced less microcracking when subjected to vacuum drying comparing with the ordinary Portland cement.
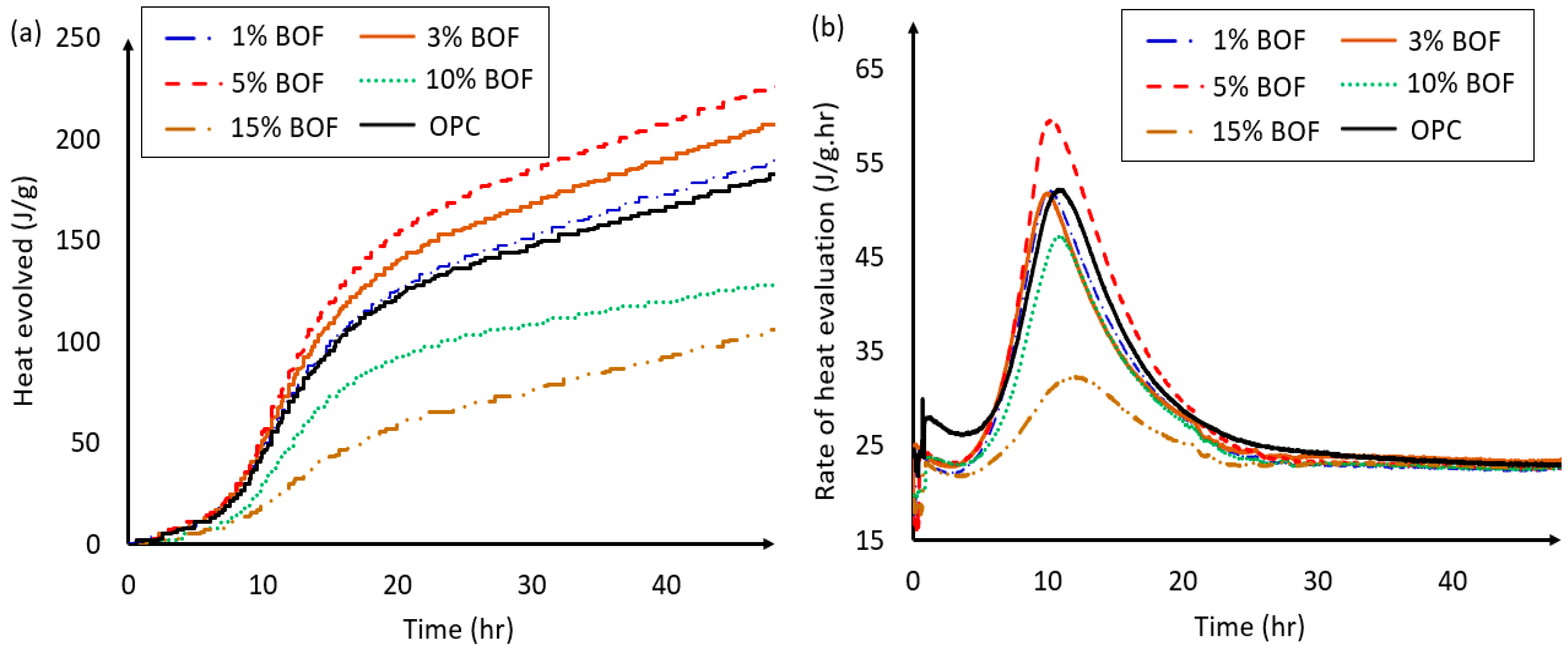
- Introducing 5% of BOF positively affected the hydration kinetics of the Portland cement pastes. However, initial and final setting times were observed to be longer when BOF was used.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Monteiro, P. Concrete: Microstructure, Properties, and Materials; McGraw-Hill Publishing: New York, NY, USA, 2006. [Google Scholar]
- Bernal, S.A.; Nicolas, R.S.; Myers, R.J.; De Gutiérrez, R.M.; Puertas, F.; Van Deventer, J.S.J.; Provis, J.L. MgO content of slag controls phase evolution and structural changes induced by accelerated carbonation in alkali-activated binders. Cem. Concr. Res. 2014, 57, 33–43. [Google Scholar] [CrossRef] [Green Version]
- Chaturvedi, S.; Ochsendorf, J. Global Environmental Impacts due to Cement and Steel. Struct. Eng. Int. 2004, 14, 198–200. [Google Scholar] [CrossRef]
- Naik, T.R. Sustainability of Cement and Concrete Industries. In Proceedings of the Achieving Sustainability in Construction, Scotland, UK, 5–6 July 2005; Thomas Telford Ltd.: London, UK, 2005; pp. 141–150. [Google Scholar]
- Bhattacharjee, B. Sustainability of concrete construction in Indian context. Indian Concr. J. 2010, 84, 45–51. [Google Scholar]
- Davidovits, J. Geopolymer, Green Chemistry and Sustainable Development Solutions. In Proceedings of the World Congress Geopolymer 2005, Saint-Quentin, France, 29 June–1 July 2005. [Google Scholar]
- Bots, P.; Benning, L.G.; Blanco, J.D.R.; Roncal-Herrero, T.; Shaw, S. Mechanistic Insights into the Crystallization of Amorphous Calcium Carbonate (ACC). Cryst. Growth Des. 2012, 12, 3806–3814. [Google Scholar] [CrossRef]
- Roy, M.; Alavi, A.H.; Barri, K.; Zhu, R.; Ray, I.; Alavi, A.H. High-performance fiber reinforced concrete as a repairing material to normal concrete structures: Experiments, numerical simulations and a machine learning-based prediction model. Constr. Build. Mater. 2019, 223, 1167–1181. [Google Scholar] [CrossRef]
- Owaid, H.M.; Hamid, R.B.; Taha, M.R. A review of sustainable supplementary cementitious materials as an alternative to all-Portland cement mortar and concrete. Aust. J. Basic Appl. Sci. 2012, 6, 287–303. [Google Scholar]
- Heidrich, C.; Sanjayan, J.G.; Berndt, M.L.; Foster, S.; Sagoe-Crentsil, K. Pathways and barriers for acceptance and usage of geopolymer concrete in mainstream construction. In Proceedings of the 2015 World of Coal Ash (WOCA), Nashville, TN, USA, 5–7 May 2015; pp. 4–8. [Google Scholar]
- Schmücker, M.; MacKenzie, K.J.D. Microstructure of sodium polysialate siloxo geopolymer. Ceram. Int. 2005, 31, 433–437. [Google Scholar] [CrossRef]
- Coelho, L.B.; Kossman, S.; Mejias, A.; Noirfalise, X.; Montagne, A.; Van Gorp, A.; Poorteman, M.; Olivier, M.-G. Mechanical and corrosion characterization of industrially treated 316L stainless steel surfaces. Surf. Coatings Technol. 2020, 382, 125175. [Google Scholar] [CrossRef]
- Dhoble, Y.N.; Ahmed, S. Review on the innovative uses of steel slag for waste minimization. J. Mater. Cycles Waste Manag. 2018, 20, 1373–1382. [Google Scholar] [CrossRef]
- Huaiwei, Z.; Xin, H. An overview for the utilization of wastes from stainless steel industries. Resour. Conserv. Recycl. 2011, 55, 745–754. [Google Scholar] [CrossRef]
- National Minerals Information Center. Iron and Steel Slag Statistics and Information. Available online: https://www.usgs.gov/centers/nmic/iron-and-steel-slag-statistics-and-information?qt-science_support_page_related_con=0#qt-science_support_page_related_con (accessed on 10 February 2020).
- Xiao, L.; Feng, D. Comprehensive Utilization of Steel Slag. Iron Steel (China) 1990, 25, 66–69. Available online: http://en.cnki.com.cn/Article_en/CJFDTotal-GANT199003014.htm (accessed on 10 February 2020).
- Burlov, Y.A.; Burlov, I.Y.; Krivoborodov, Y.R. Synthesis of special cements using different waste. In Proceedings of the Materials of the XIII International Congress on the Chemistry of Cement, Madrid, Spain, 3–8 July 2011; pp. 138–141. [Google Scholar]
- Oluwasola, E.A.; Hainin, M.R.; Aziz, M.A. Characteristics and Utilization of Steel Slag in Road Construction. J. Teknol. 2014, 70, 117–123. [Google Scholar] [CrossRef] [Green Version]
- Jiao, P.; Soleimani, S.; Xu, Q.; Cai, L.; Wang, Y. Effect of curing conditions on mode-II debonding between FRP and concrete: A prediction model. Comput. Concrete 2017, 20, 635–643. [Google Scholar]
- Asi, I.M.; Qasrawi, H.; Shalabi, F.I. Use of steel slag aggregate in asphalt concrete mixes. Can. J. Civ. Eng. 2007, 34, 902–911. [Google Scholar] [CrossRef]
- Ahmedzade, P.; Sengoz, B. Evaluation of steel slag coarse aggregate in hot mix asphalt concrete. J. Hazard. Mater. 2009, 165, 300–305. [Google Scholar] [CrossRef]
- Shen, W.; Zhou, M.; Ma, W.; Hu, J.; Cai, Z. Investigation on the application of steel slag–fly ash–phosphogypsum solidified material as road base material. J. Hazard. Mater. 2009, 164, 99–104. [Google Scholar] [CrossRef]
- Liu, S.; Li, L. Influence of fineness on the cementitious properties of steel slag. J. Therm. Anal. Calorim. 2014, 117, 629–634. [Google Scholar] [CrossRef]
- Lin, K.-L.; Lin, D.-F.; Wang, W.-J.; Chang, C.-C.; Lee, T.-C. Pozzolanic reaction of a mortar made with cement and slag vitrified from a MSWI ash-mix and LED sludge. Constr. Build. Mater. 2014, 64, 277–287. [Google Scholar] [CrossRef]
- Wang, Q.; Yan, P.; Yang, J.; Zhang, B. Influence of steel slag on mechanical properties and durability of concrete. Constr. Build. Mater. 2013, 47, 1414–1420. [Google Scholar] [CrossRef]
- Tsakiridis, P.; Papadimitriou, G.; Tsivilis, S.; Koroneos, C. Utilization of steel slag for Portland cement clinker production. J. Hazard. Mater. 2008, 152, 805–811. [Google Scholar] [CrossRef]
- Monshi, A.; Asgarani, M.K. Producing Portland cement from iron and steel slags and limestone. Cem. Concr. Res. 1999, 29, 1373–1377. [Google Scholar] [CrossRef]
- Liu, S.; Wang, Z.; Li, X. Long-term properties of concrete containing ground granulated blast furnace slag and steel slag. Mag. Concr. Res. 2014, 66, 1095–1103. [Google Scholar] [CrossRef]
- Liu, J.; Yan, K.; Liu, J.; Guo, N. Evaluation of the characteristics of Trinidad Lake Asphalt and Styrene–Butadiene–Rubber compound modified binder. Constr. Build. Mater. 2019, 202, 614–621. [Google Scholar] [CrossRef]
- MirzaHosseini, M.; Jiao, P.; Barri, K.; Riding, K.A.; Alavi, A.H. New machine learning prediction models for compressive strength of concrete modified with glass cullet. Eng. Comput. 2019, 36, 876–898. [Google Scholar] [CrossRef]
- Lu, T.-H.; Chen, Y.-L.; Shih, P.-H.; Chang, J.-E. Use of basic oxygen furnace slag fines in the production of cementitious mortars and the effects on mortar expansion. Constr. Build. Mater. 2018, 167, 768–774. [Google Scholar] [CrossRef]
- Da, Y.; He, T.; Wang, M.; Shi, C.; Xu, R.; Yang, R. The effect of spent petroleum catalyst powders on the multiple properties in blended cement. Constr. Build. Mater. 2020, 231, 117203. [Google Scholar] [CrossRef]
- Memon, S.A.; Khan, M.K. Ash blended cement composites: Eco-friendly and sustainable option for utilization of corncob ash. J. Clean. Prod. 2018, 175, 442–455. [Google Scholar] [CrossRef]
- Younes, M.; Abdel-Rahman, H.; Khattab, M.M. Utilization of rice husk ash and waste glass in the production of ternary blended cement mortar composites. J. Build. Eng. 2018, 20, 42–50. [Google Scholar] [CrossRef]
- Liu, B.; Shi, J.; Liang, H.; Jiang, J.; Yang, Y.; He, Z. Synergistic enhancement of mechanical property of the high replacement low-calcium ultrafine fly ash blended cement paste by multiple chemical activators. J. Build. Eng. 2020, 101520. [Google Scholar] [CrossRef]
- Isaacs, M.; Hayes, M.; Rawlinson, S.; Angus, M.; Qaisar, A.; Christie, S.; Edmondson, S.; Read, D. Processing and product characteristics of a blended cement grout incorporating polycarboxylate ether superplasticizer. Adv. Cem. Res. 2018, 30, 148–158. [Google Scholar] [CrossRef]
- Zhang, T.; Yu, Q.; Wei, J.; Li, J.; Zhang, P. Preparation of high performance blended cements and reclamation of iron concentrate from basic oxygen furnace steel slag. Resour. Conserv. Recycl. 2011, 56, 48–55. [Google Scholar] [CrossRef]
- Carvalho, S.; Vernilli, F.; Almeida, B.; Demarco, M.; Silva, S. The recycling effect of BOF slag in the portland cement properties. Resour. Conserv. Recycl. 2017, 127, 216–220. [Google Scholar] [CrossRef]
- Carvalho, S.; Vernilli, F.; Almeida, B.; Oliveira, M.; Silva, S. Reducing environmental impacts: The use of basic oxygen furnace slag in portland cement. J. Clean. Prod. 2018, 172, 385–390. [Google Scholar] [CrossRef]
- ASTM. C595—Standard Specification For Blended Hydraulic Cements; Annual Book of ASTM Standards; ASTM American Society for Testing and Materials: West Conshohochen, PA, USA, 2015. [Google Scholar]
- Konkanov, M.; Salem, T.; Jiao, P.; Niyazbekova, R.; Lajnef, N. Environment-Friendly, Self-Sensing Concrete Blended with Byproduct Wastes. Sensors 2020, 20, 1925. [Google Scholar] [CrossRef] [PubMed]
- Grubeša, I.N.; Barisic, I.; Fucic, A.; Bansode, S.S. Characteristics and Uses of Steel Slag in Building Construction; Woodhead Publishing: Cambridge, UK, 2016. [Google Scholar]
- ASTM. Standard Practice For Mechanical Mixing Of Hydraulic Cement Pastes And Mortars Of Plastic Consistency; ASTM C305-06; ASTM: West Conshohocken, PA, USA, 2006. [Google Scholar]
- ASTM. Standard Test Methods For Time Of Setting Of Hydraulic Cement By Vicat Needle; ASTM: West Conshohocken, PA, USA, 2008. [Google Scholar]
- ASTM. Standard Test Methods For Time Of Setting Of Hydraulic Cement By Vicat Needle, C191-04b; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM. Standard Test Method For Normal Consistency Of Hydraulic Cement; ASTM: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM. C1437: Standard Test Method For Flow Of Hydraulic Cement Mortar; ASTM: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Sheen, Y.-N.; Wang, H.-Y.; Sun, T.-H. A study of engineering properties of cement mortar with stainless steel oxidizing slag and reducing slag resource materials. Constr. Build. Mater. 2013, 40, 239–245. [Google Scholar] [CrossRef]
- ASTM. Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (using 2-in. or [50-mm] Cube Specimens); ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM. Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars; ASTM: West Conshohocken, PA, USA, 2008. [Google Scholar]
- Shi, Y.; Chen, H.; Wang, J.; Feng, Q. Preliminary investigation on the pozzolanic activity of superfine steel slag. Constr. Build. Mater. 2015, 82, 227–234. [Google Scholar] [CrossRef]
- Schuldyakov, K.; Kramar, L.; Trofimov, B. The Properties of Slag Cement and its Influence on the Structure of the Hardened Cement Paste. Procedia Eng. 2016, 150, 1433–1439. [Google Scholar] [CrossRef] [Green Version]
- Lizarazo-Marriaga, J.; Claisse, P.; Ganjian, E. Effect of Steel Slag and Portland Cement in the Rate of Hydration and Strength of Blast Furnace Slag Pastes. J. Mater. Civ. Eng. 2011, 23, 153–160. [Google Scholar] [CrossRef]
- Wang, Q.; Yan, P.; Han, S. The influence of steel slag on the hydration of cement during the hydration process of complex binder. Sci. China Ser. E Technol. Sci. 2011, 54, 388–394. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, R.; Bandopadhyay, A.; Alex, T.; Kumar, B.R.; Das, S.; Mehrotra, S. Mechanical activation of granulated blast furnace slag and its effect on the properties and structure of portland slag cement. Cem. Concr. Compos. 2008, 30, 679–685. [Google Scholar] [CrossRef]
- Liu, S.; Wang, H.; Wei, J. The Role of Various Powders during the Hydration Process of Cement-Based Materials. Adv. Mater. Sci. Eng. 2017, 2017, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Saleh, H.M.; El-Saied, F.A.; Salaheldin, T.A.; Hezo, A.A. Macro- and nanomaterials for improvement of mechanical and physical properties of cement kiln dust-based composite materials. J. Clean. Prod. 2018, 204, 532–541. [Google Scholar] [CrossRef]
- Chi, L.; Wang, Z.; Lu, S.; Zhao, D.; Yao, Y. Development of mathematical models for predicting the compressive strength and hydration process using the EIS impedance of cementitious materials. Constr. Build. Mater. 2019, 208, 659–668. [Google Scholar] [CrossRef]
- Klemczak, B.; Batog, M. Heat of hydration of low-clinker cements. J. Therm. Anal. Calorim. 2015, 123, 1351–1360. [Google Scholar] [CrossRef] [Green Version]
- Saito, T.; Uchida, T.; Lee, Y.S.; Otsuki, N. The Influence of Curing Temperature on Hydrated Products of Blast Furnace Slag Cement and Its Porosity at the Early Stage of Hydration. J. Soc. Mater. Sci. Jpn. 2009, 58, 715–720. [Google Scholar] [CrossRef] [Green Version]
- Sheen, Y.-N.; Le, D.-H.; Sun, T.-H. Greener self-compacting concrete using stainless steel reducing slag. Constr. Build. Mater. 2015, 82, 341–350. [Google Scholar] [CrossRef]
- Kriskova, L.; Pontikes, Y.; Cizer, Ö.; Mertens, G.; Veulemans, W.; Geysen, D.; Jones, P.T.; Vandewalle, L.; Van Balen, K.; Blanpain, B. Effect of mechanical activation on the hydraulic properties of stainless steel slags. Cem. Concr. Res. 2012, 42, 778–788. [Google Scholar] [CrossRef]
- Dave, N.; Misra, A.K.; Srivastava, A.; Kaushik, S. Setting time and standard consistency of quaternary binders: The influence of cementitious material addition and mixing. Int. J. Sustain. Built Environ. 2017, 6, 30–36. [Google Scholar] [CrossRef] [Green Version]
- Michial, S.; Andrzej, W. Calibration of the CDP model parameters in Abaqus. In Proceedings of the 2015 World Congress on Advanced Structures and Engineering Mechanics, Incheon, Korea, 25–29 August 2015. [Google Scholar]
- He, Z.; Li, Y. The Influence of Mayenite Employed as a Functional Component on Hydration Properties of Ordinary Portland Cement. Materials 2018, 11, 1958. [Google Scholar] [CrossRef] [Green Version]
- Kobayashi, K.; Suzuki, K.; Uno, Y. Carbonation of concrete structures and decomposition of CSH. Cem. Concr. Res. 1994, 24, 55–61. [Google Scholar] [CrossRef]
- Cement Prices in the United States from 2007 to 2019 (in U.S. dollars per metric ton)*. Available online: https://0-www-statista-com.brum.beds.ac.uk/statistics/219339/us-prices-of-cement (accessed on 3 May 2020).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Contents | SiO2 | CaO | Al2O3 | Fe2O3 | MgO | MnO | SO3 | TiO2 | P2O5 | LOI |
|---|---|---|---|---|---|---|---|---|---|---|
| OPC | 19.94 | 64.20 | 4.86 | 3.15 | 2.71 | 2.83 | 1.67 | – | – | 2.5 |
| BOF | 12.03 | 46.17 | 1.53 | 21.66 | 4.53 | 5.10 | 0.77 | 0.58 | 2.52 | 2.3 |
| Specimens | W/C | Compressive (MPa) | Flexural (MPa) | ||||
|---|---|---|---|---|---|---|---|
| 3 days | 7 days | 28 days | 3 days | 7 days | 28 days | ||
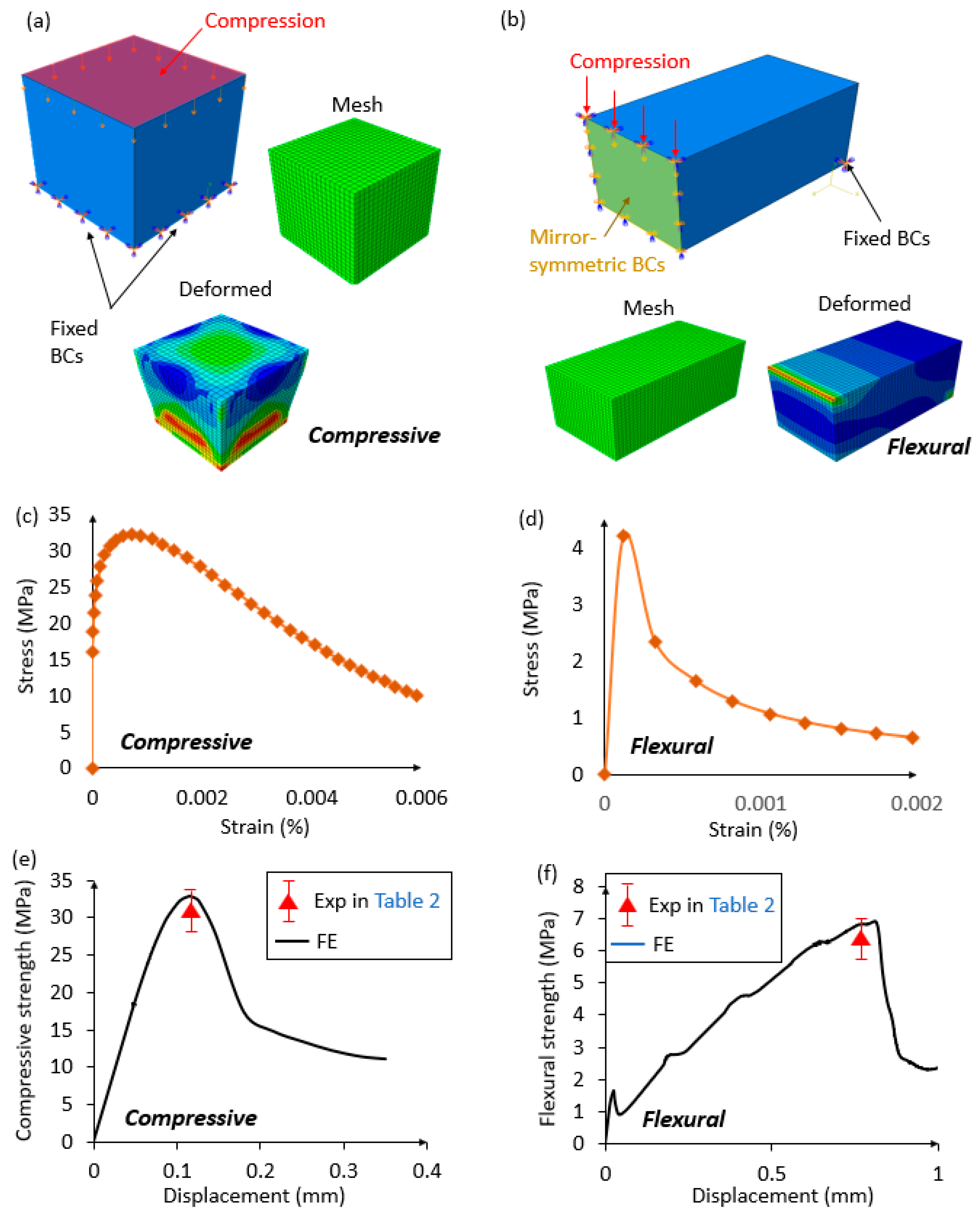
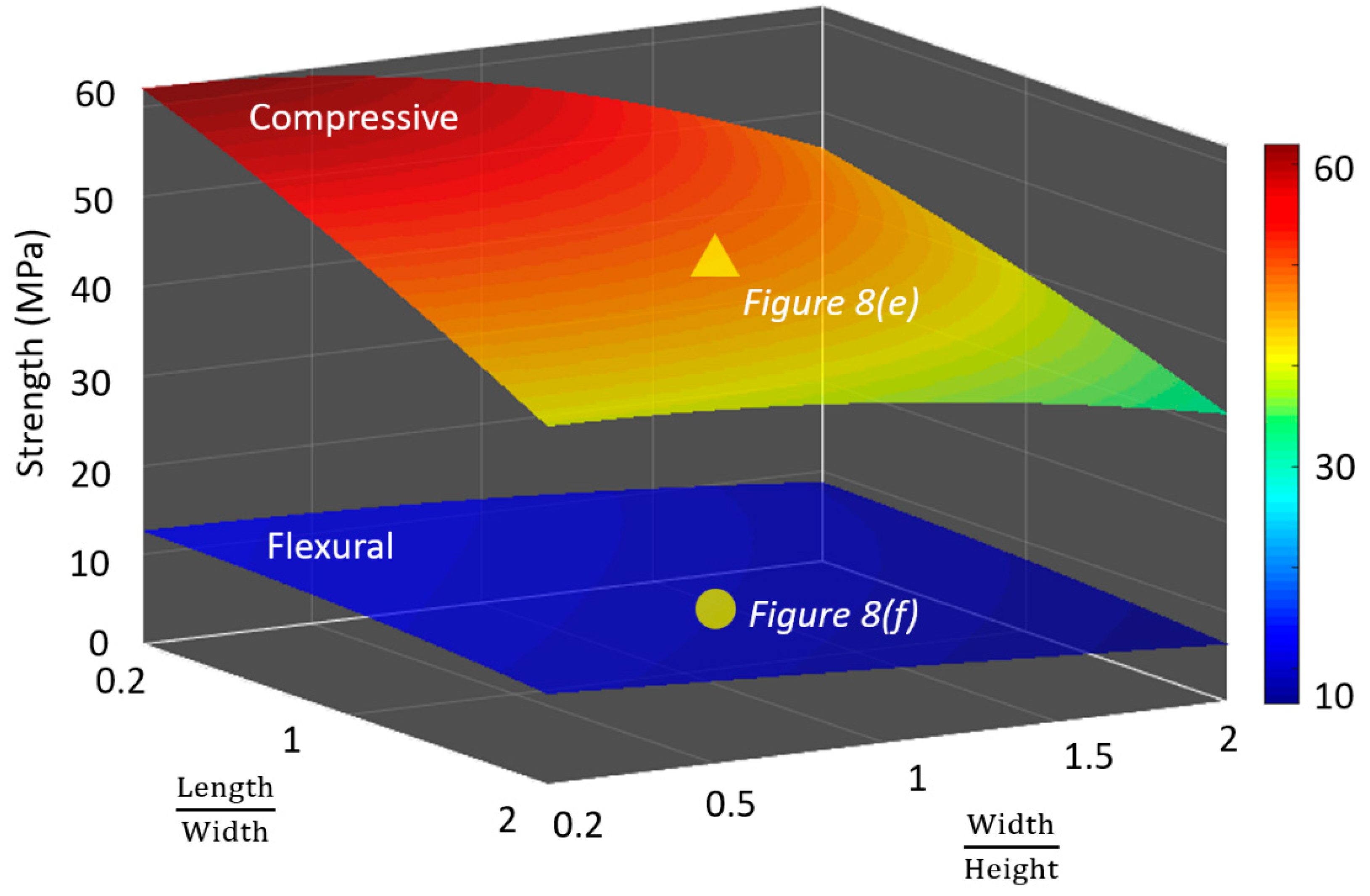
| Ordinary Portland Cement (OPC) | 0.26 | 24.4 ± 0.3 | 28.1 ± 0.1 | 31.5 ± 0.4 (Figure 8e) | 5.33 ± 0.06 | 5.80 ± 0.05 | 6.35 ± 0.02 (Figure 8f) |
| 1% BOF | 0.26 | 25.3 ± 0.7 | 29.5 ± 0.4 | 32.1 ± 0.3 | 5.10 ± 0.08 | 5.52 ± 0.04 | 6.14 ± 0.03 |
| 3% BOF | 0.26 | 30.8 ± 0.3 | 36.1 ± 0.7 | 38.5 ± 0.2 | 6.14 ± 0.11 | 7.20 ± 0.04 | 7.54 ± 0.02 |
| 5% BOF | 0.27 | 36.4 ± 0.4 | 38.3 ± 0.2 | 42.2 ± 0.2 | 6.52 ± 0.07 | 7.50 ± 0.02 | 7.86 ± 0.03 |
| 10% BOF | 0.28 | 34.3 ± 0.6 | 35.6 ± 0.3 | 40.6 ± 0.1 | 6.75 ± 0.12 | 5.91 ± 0.06 | 7.32 ± 0.04 |
| 15% BOF | 0.28 | 32.3 ± 0.3 | 34.4 ± 0.3 | 36.1 ± 0.5 | 5.89 ± 0.07 | 4.13 ± 0.02 | 3.60 ± 0.06 |
| Specimens | Initial | Final |
|---|---|---|
| Ordinary Portland cement (OPC) | 150 | 255 |
| BOF-enhanced cement (1% BOF) | 152 | 257 |
| 3% BOF | 212 | 380 |
| 5% BOF | 277 | 500 |
| 10% BOF | 342 | 620 |
| 15% BOF | 407 | 741 |
| Geometric Property | Compressive (mm) | Length L | 40 |
| Width b | 40 | ||
| Height h | 40 | ||
| Flexural (mm) | Length L | 160 | |
| Width b | 40 | ||
| Height h | 40 | ||
| Material Property | Density | ρ (kg/m3) | 2300 |
| Young’s modulus Poisson’s ratio | E (GPa) | 18.889 | |
| v | 0.18 | ||
| Concrete damaged plasticity (CDP) model [64] | Dilation angle (°) | 35 | |
| Eccentricity | 0.1 | ||
| 1.16 | |||
| 0.667 | |||
| Viscosity parameter | 0.007985 | ||
| Mesh | Compressive Flexural | 2 | |
| Loading | Compressive | Type | Displacement-control |
| Displacement (mm) | 0.4 | ||
| Loading time (s) | 50 | ||
| Flexural | Type | Displacement-control | |
| Displacement (mm) | 1.0 | ||
| Loading time (s) | 50 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jexembayeva, A.; Salem, T.; Jiao, P.; Hou, B.; Niyazbekova, R. Blended Cement Mixed with Basic Oxygen Steelmaking Slag (BOF) as an Alternative Green Building Material. Materials 2020, 13, 3062. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13143062
Jexembayeva A, Salem T, Jiao P, Hou B, Niyazbekova R. Blended Cement Mixed with Basic Oxygen Steelmaking Slag (BOF) as an Alternative Green Building Material. Materials. 2020; 13(14):3062. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13143062
Chicago/Turabian StyleJexembayeva, Assel, Talal Salem, Pengcheng Jiao, Bozhi Hou, and Rimma Niyazbekova. 2020. "Blended Cement Mixed with Basic Oxygen Steelmaking Slag (BOF) as an Alternative Green Building Material" Materials 13, no. 14: 3062. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13143062