Tailoring the Surface Morphology and the Crystallinity State of Cu- and Zn-Substituted Hydroxyapatites on Ti and Mg-Based Alloys

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
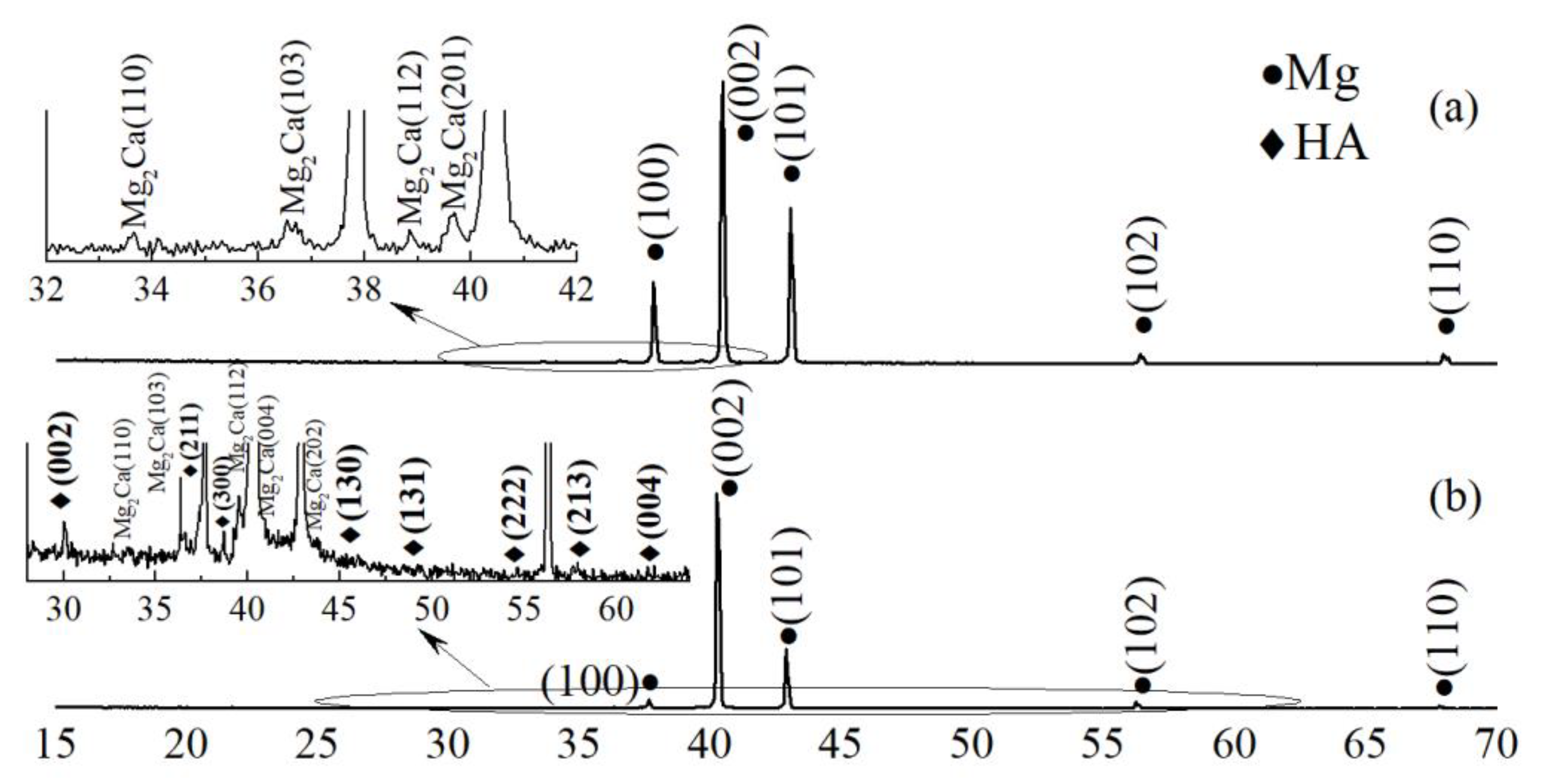
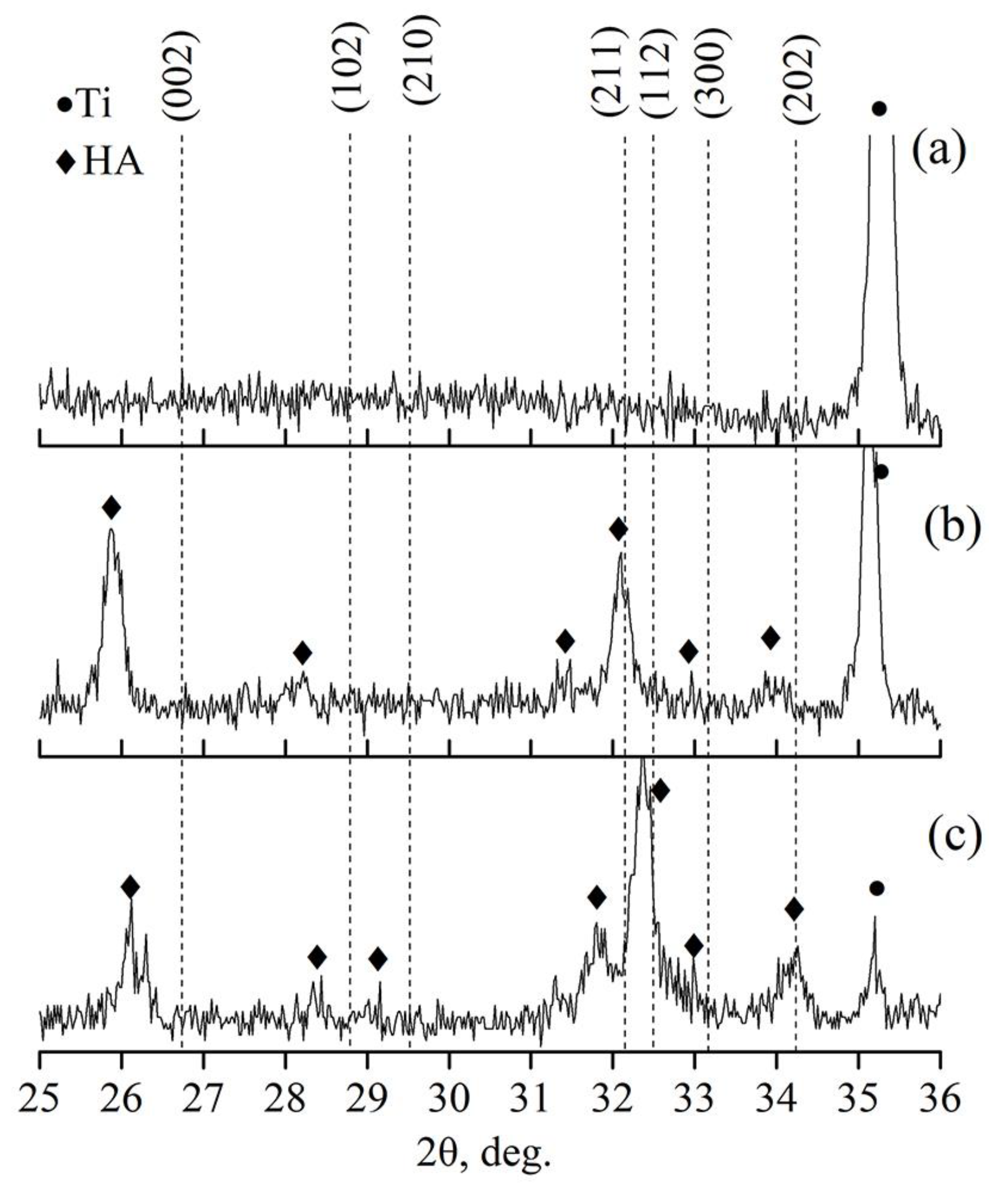
3.1. The Influence of P-Deposition Heat Treatment on the Structure of Cu-HA Deposited on Mg–Ca and Ti Substrates
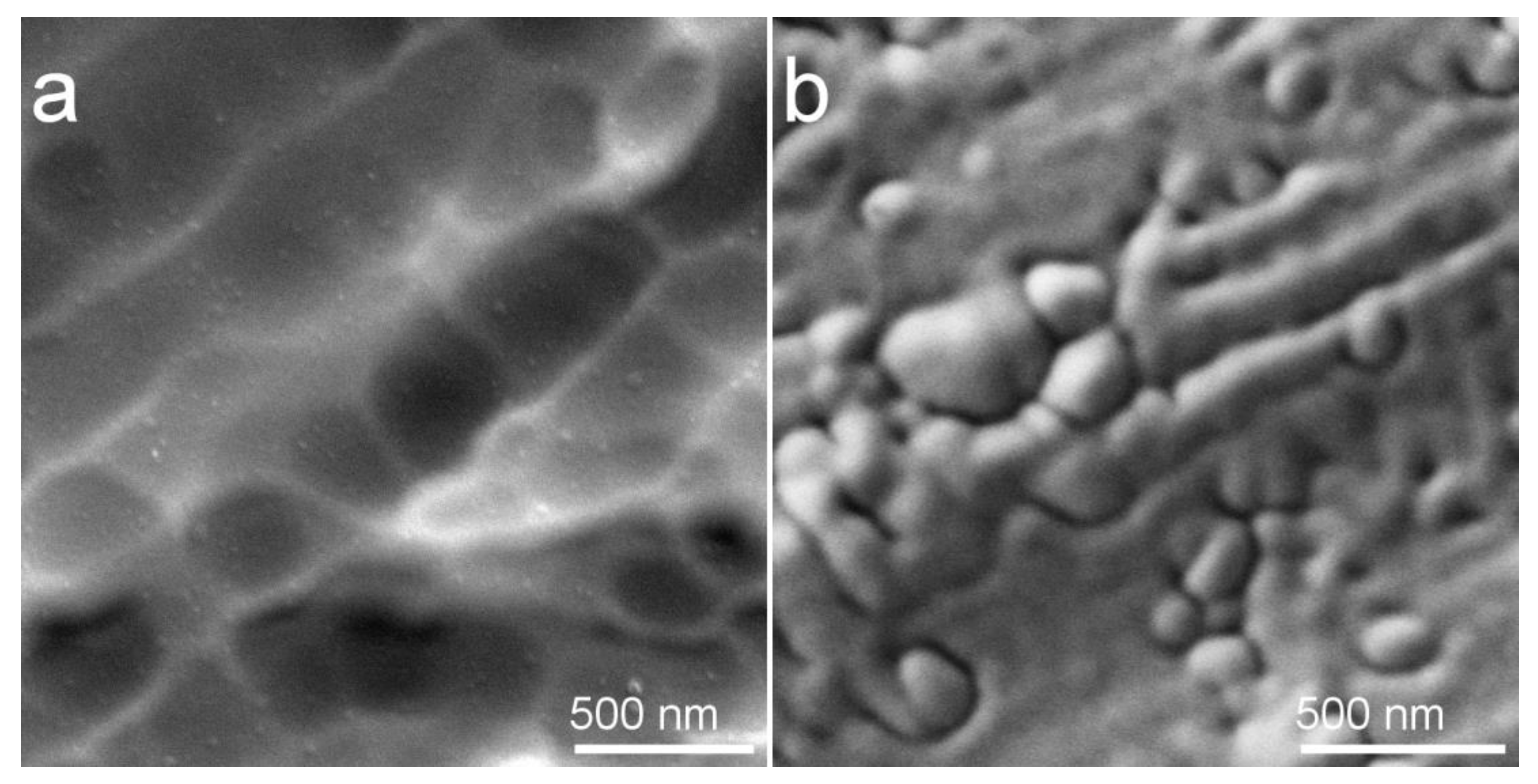
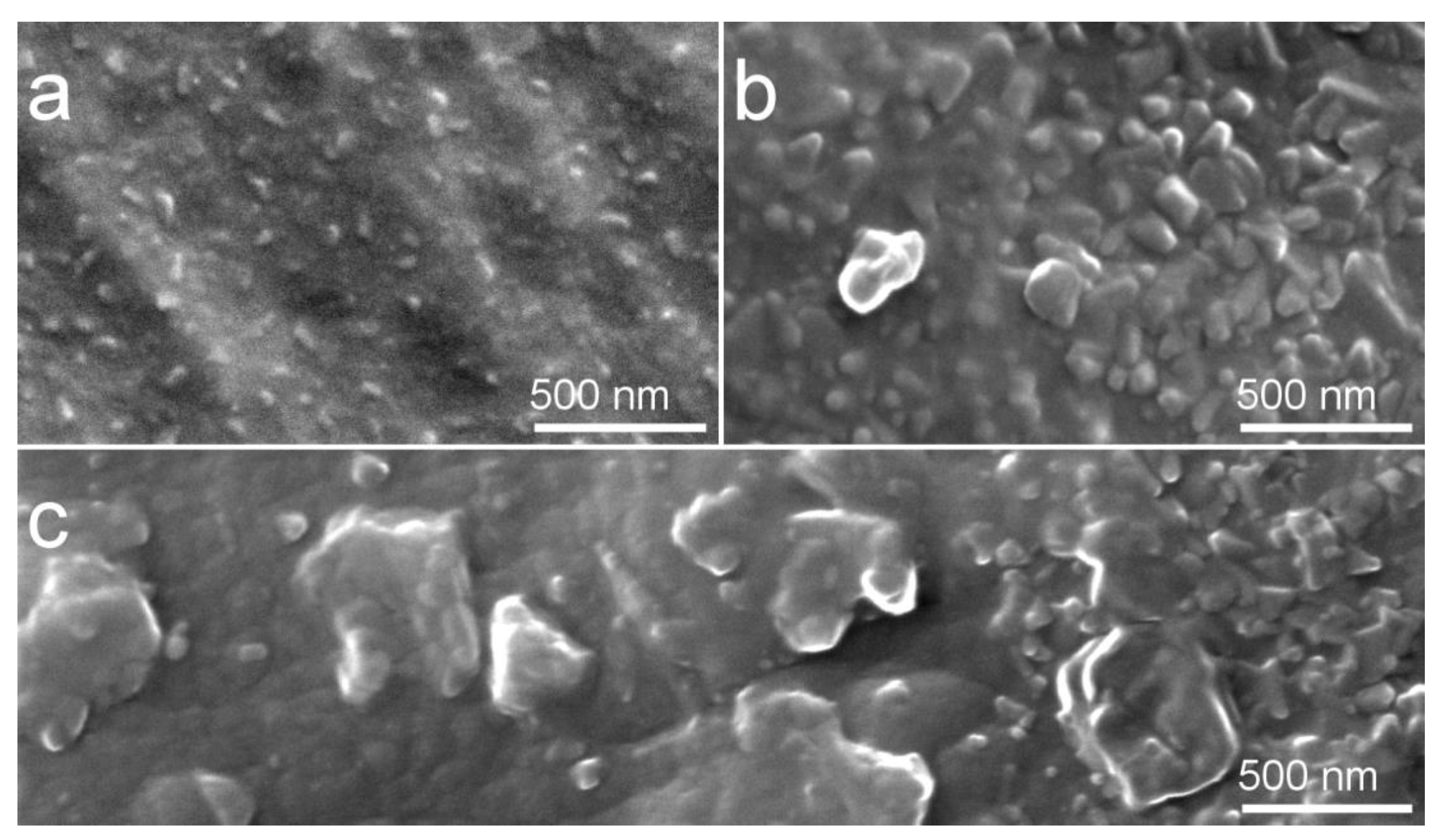
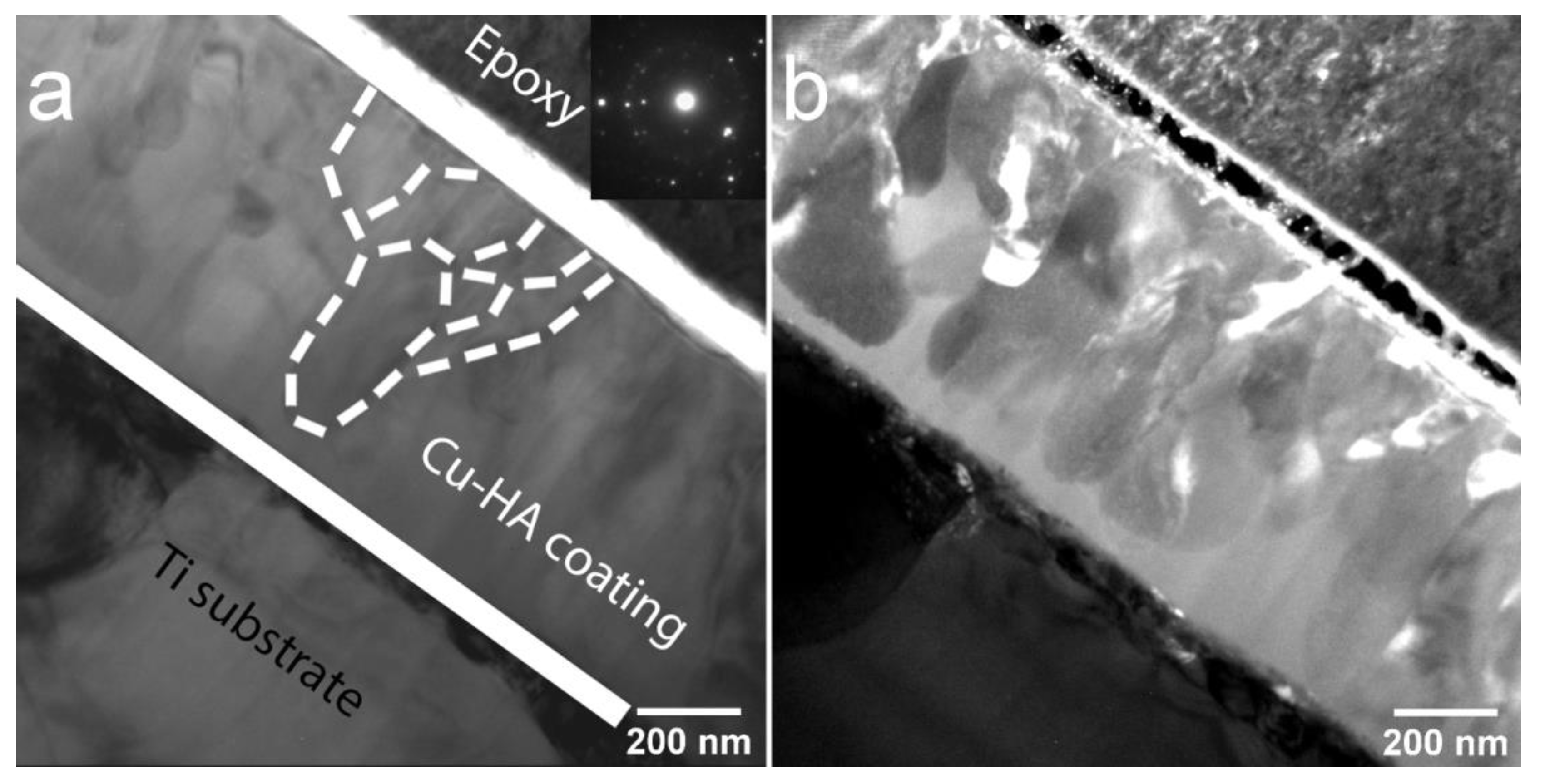
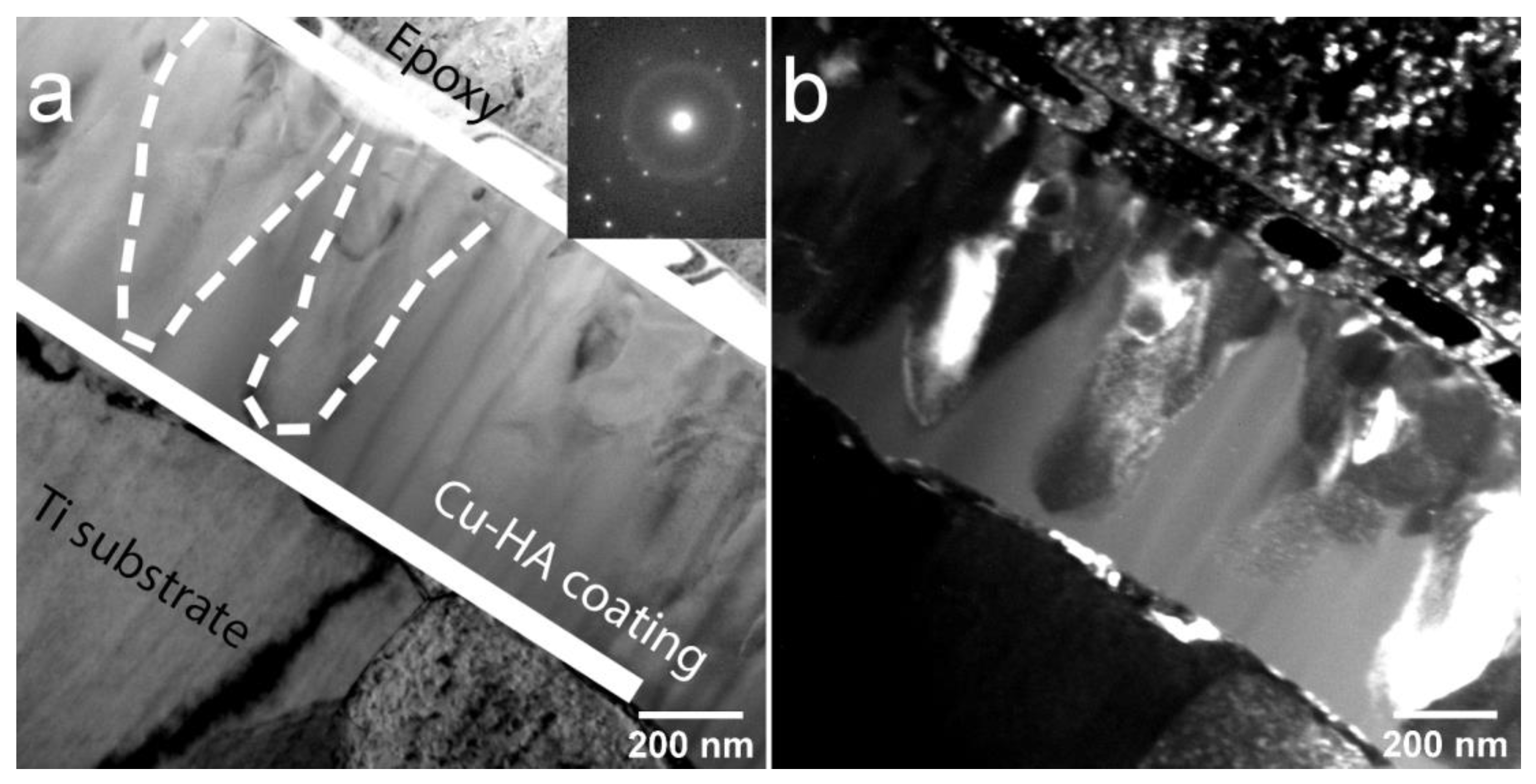
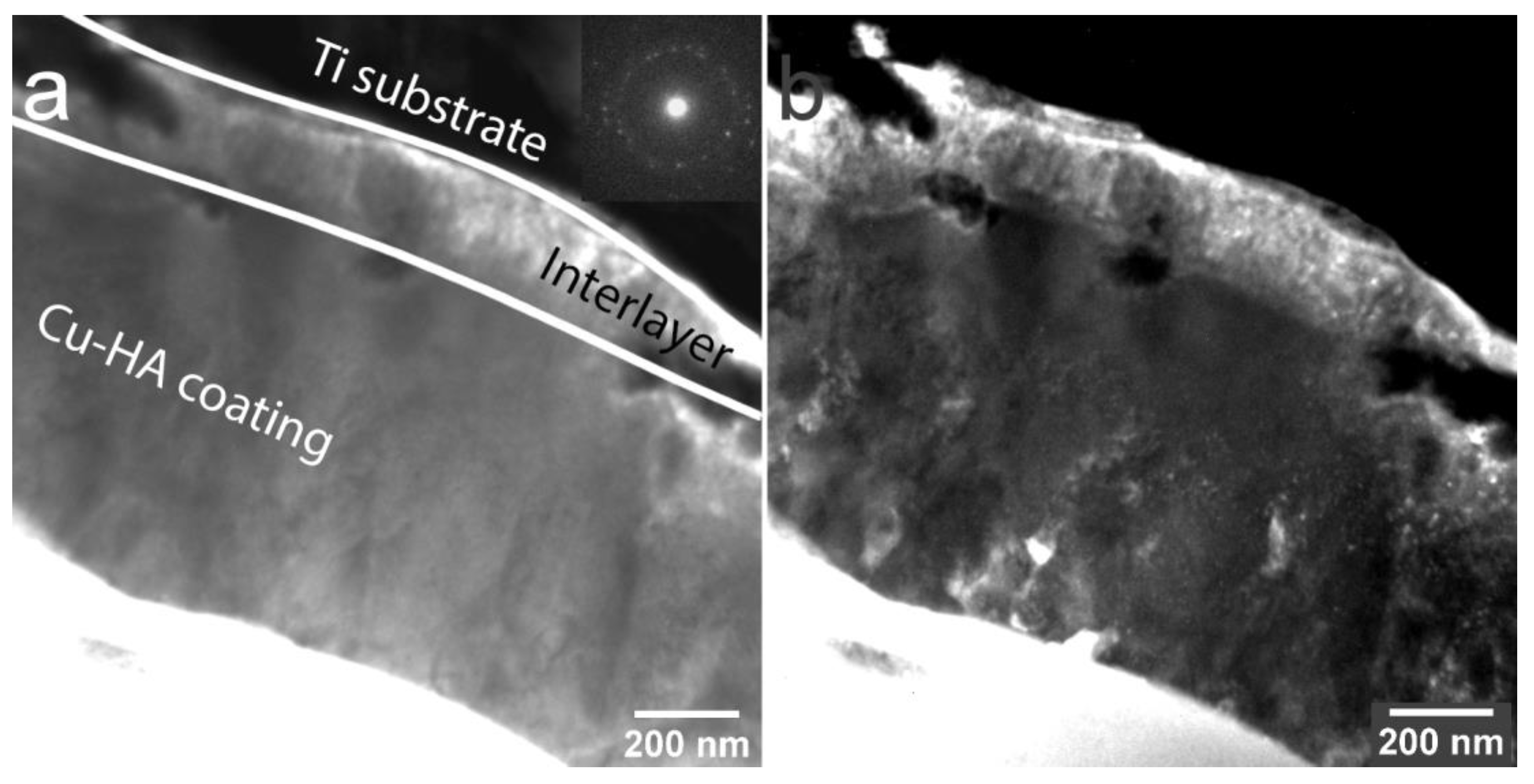
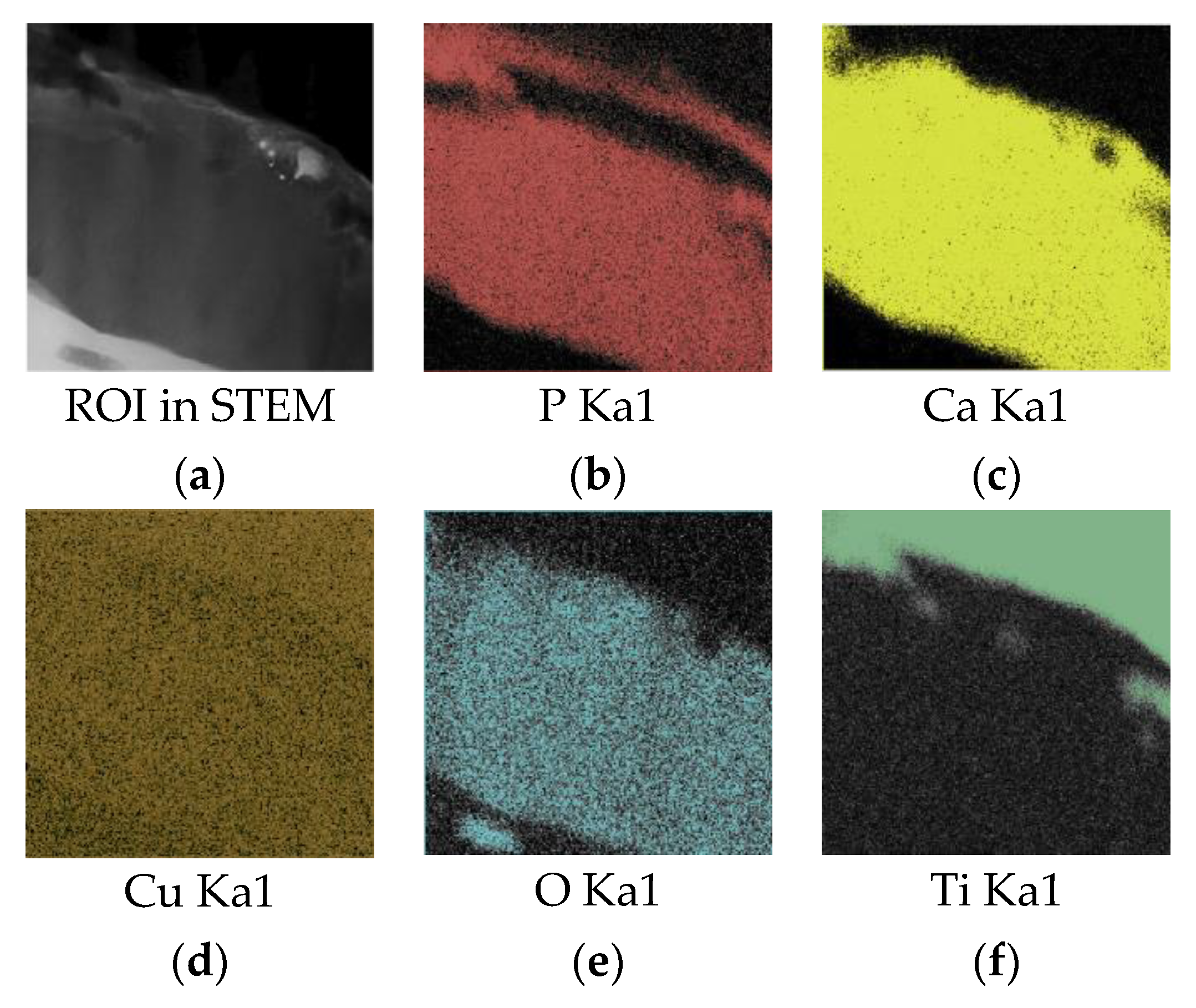
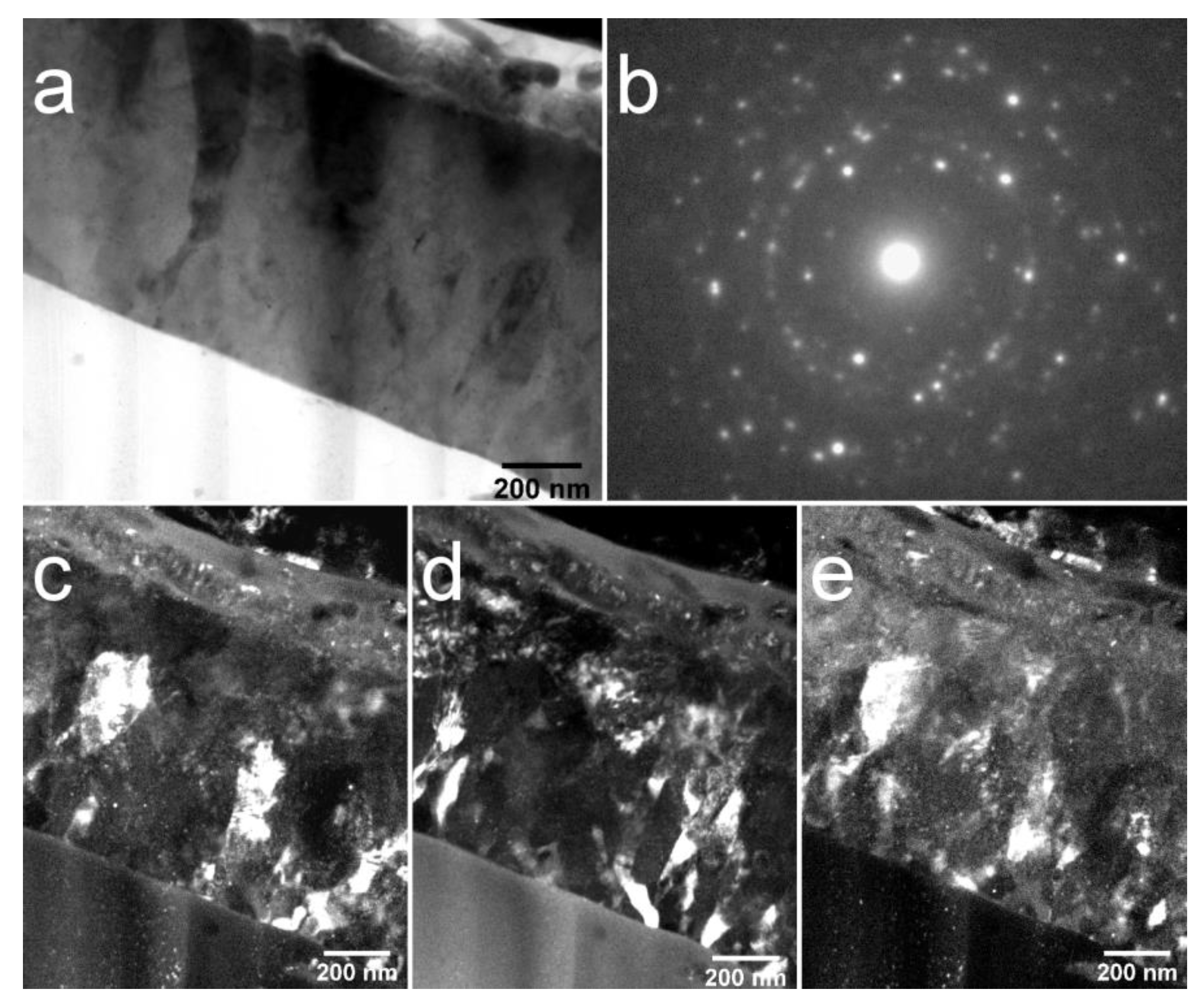
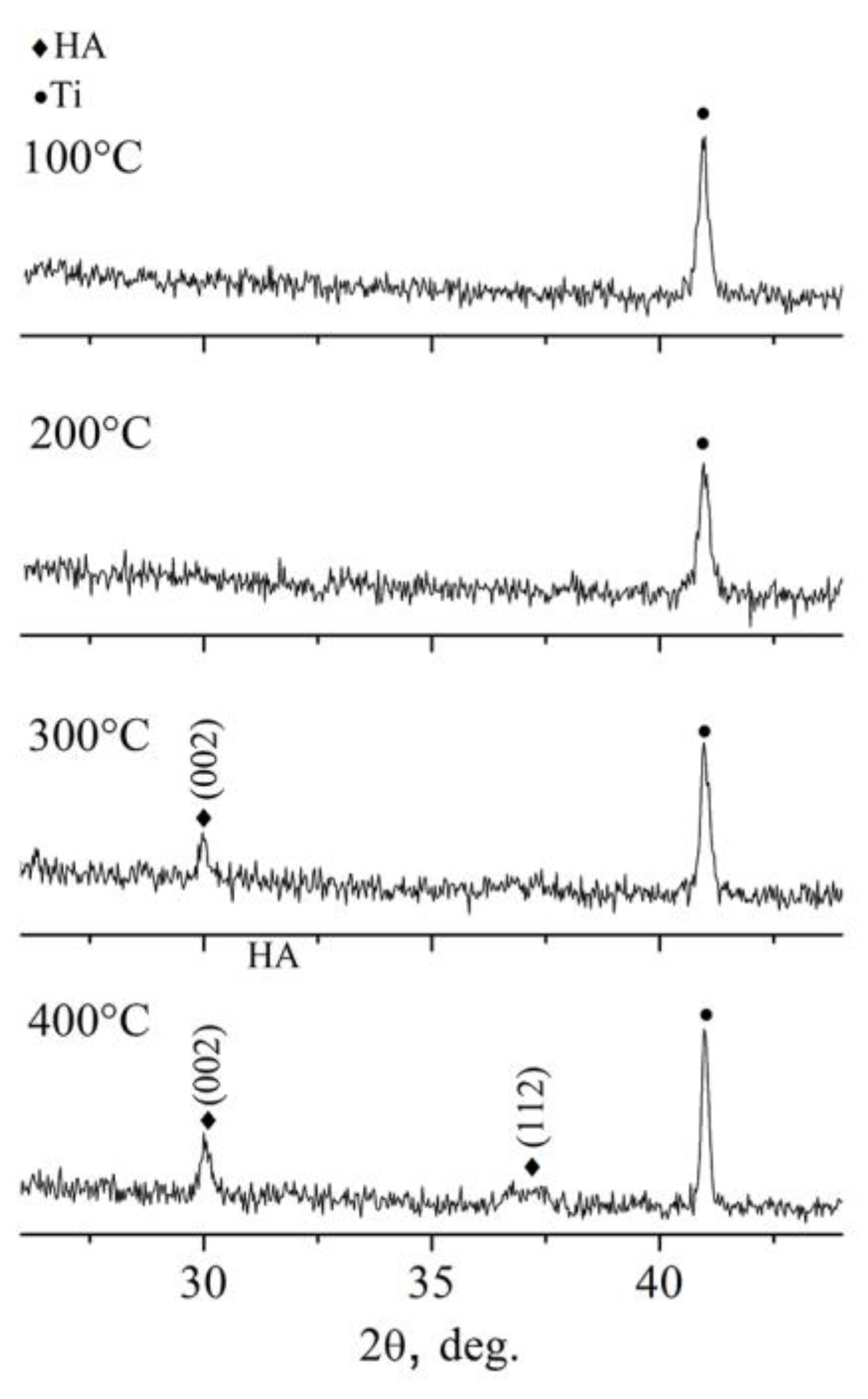
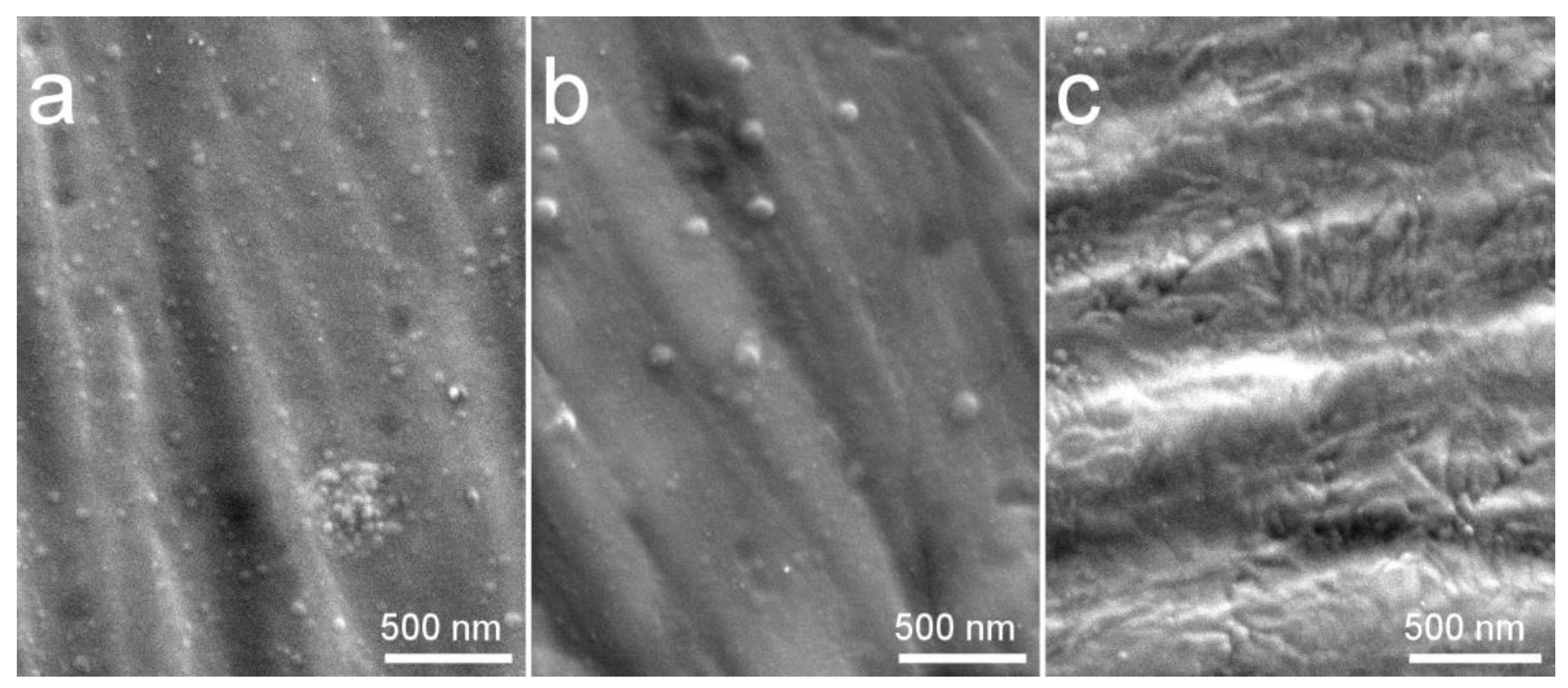
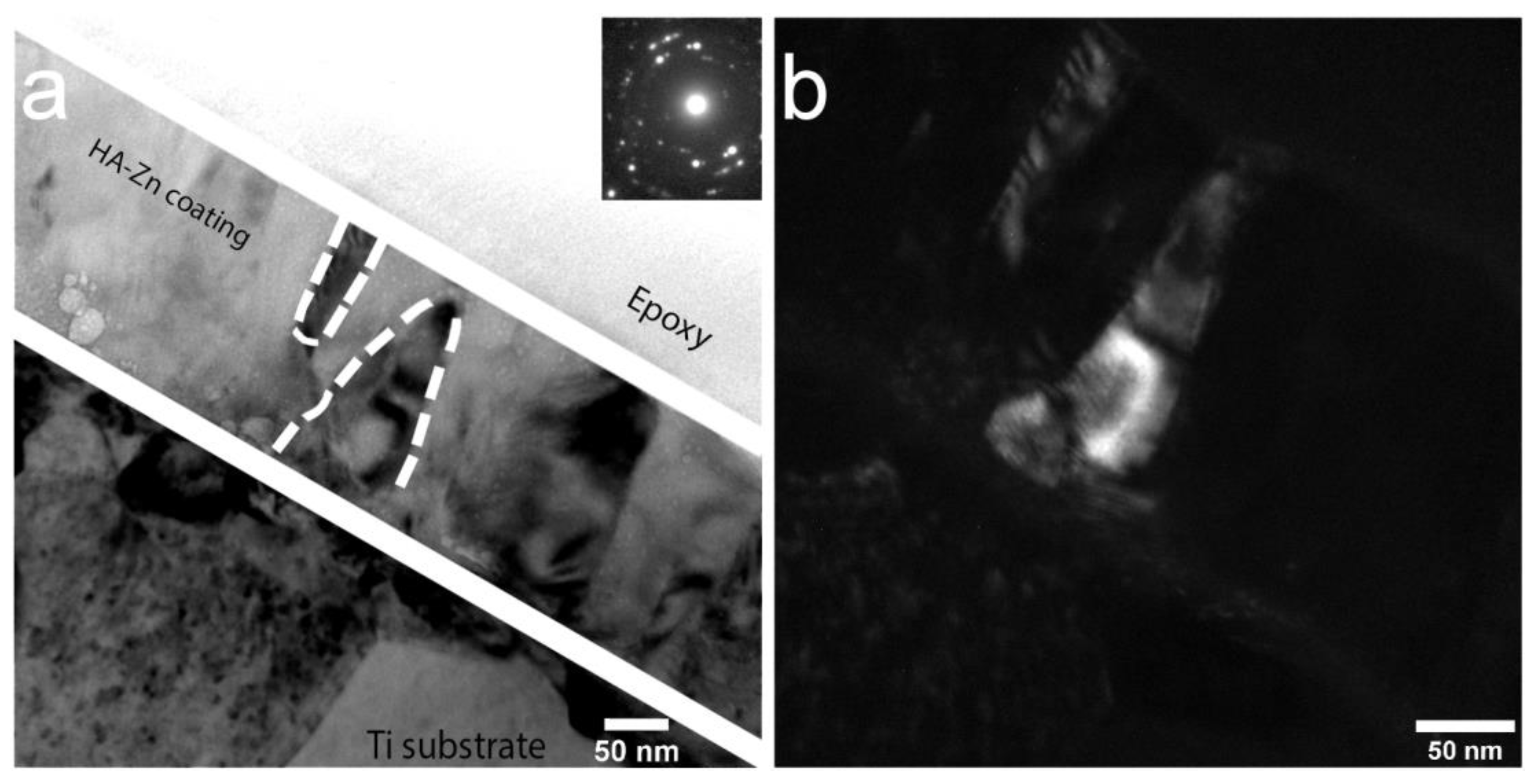
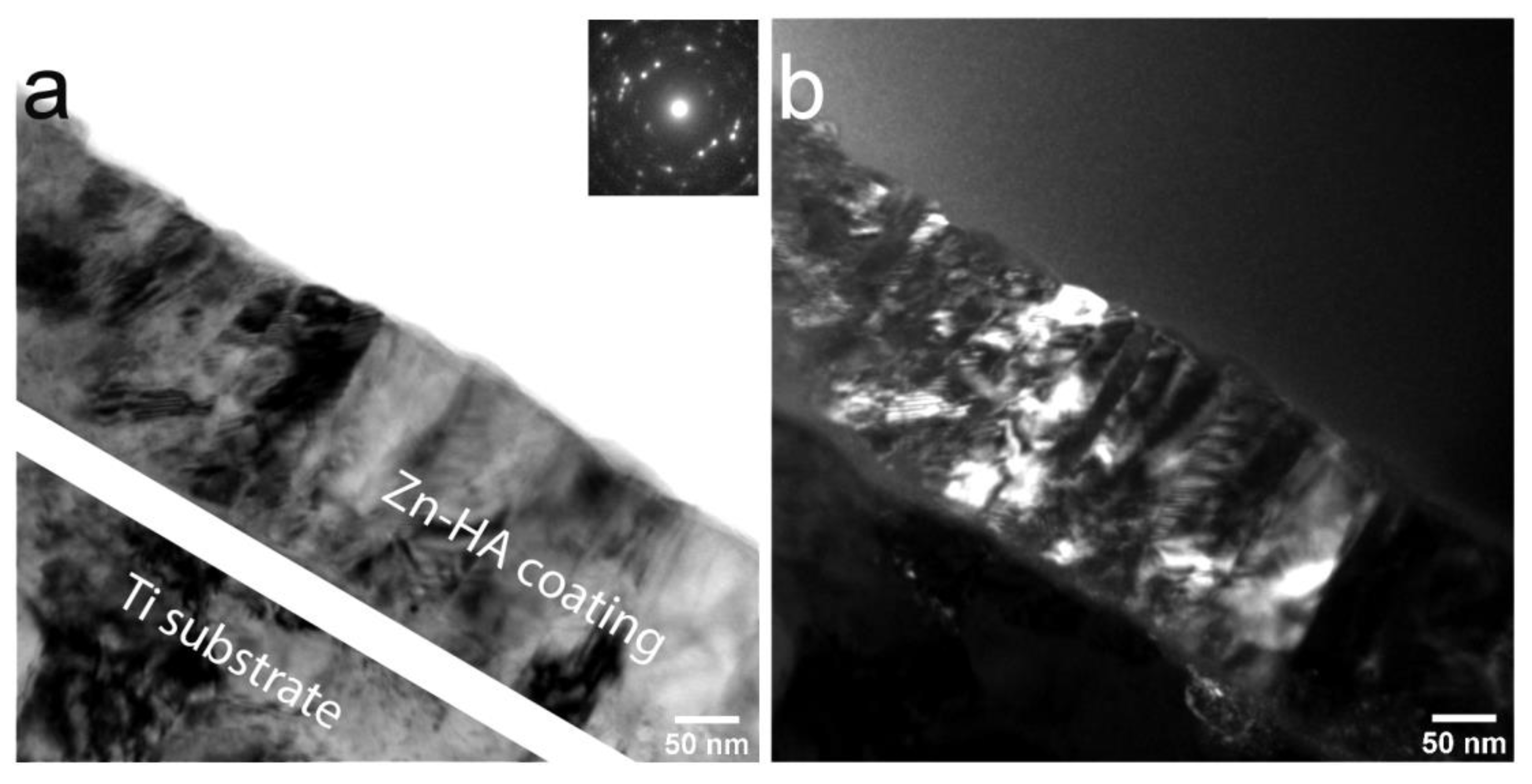
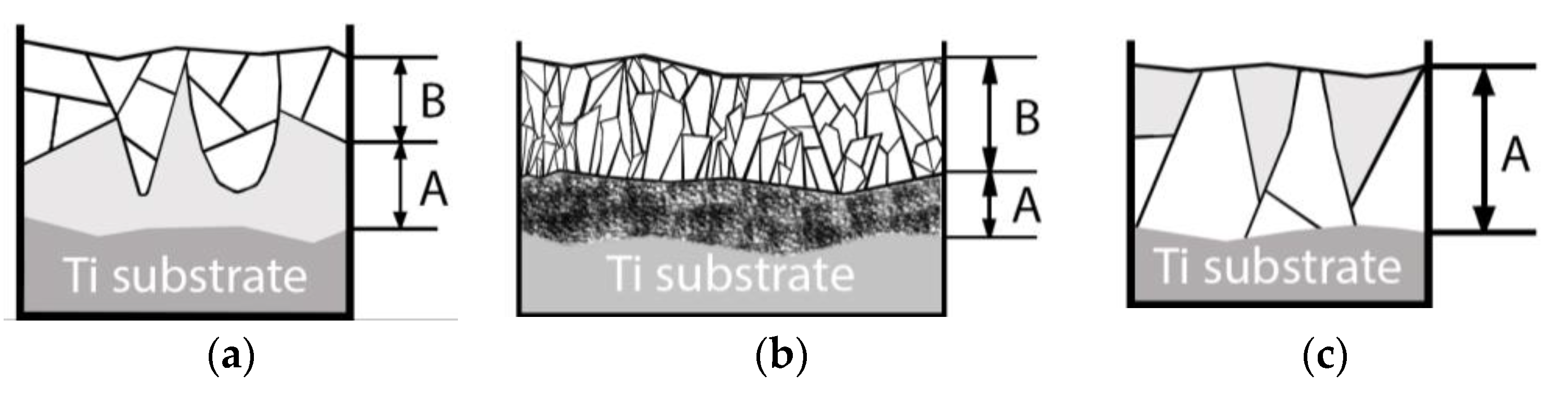
3.2. The Influence of Deposition at Increased Substrate Temperatures on Crystallization and Surface Morphology of Zn Containing CaP on Ti Substrate
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Festas, A.; Ramos, A.; Davim, J. Medical devices biomaterials—A review. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2020, 234, 218–228. [Google Scholar] [CrossRef]
- Florea, D.A.; Albuleț, D.; Grumezescu, A.M.; Andronescu, E. Surface modification—A step forward to overcome the current challenges in orthopedic industry and to obtain an improved osseointegration and antimicrobial properties. Mater. Chem. Phys. 2020, 243, 122579. [Google Scholar] [CrossRef]
- Huang, H.-H.; Shiau, D.-K.; Chen, C.-S.; Chang, J.-H.; Wang, S.; Pan, H.; Wu, M.-F. Nitrogen plasma immersion ion implantation treatment to enhance corrosion resistance, bone cell growth, and antibacterial adhesion of Ti-6Al-4V alloy in dental applications. Surf. Coat. Technol. 2019, 365, 179–188. [Google Scholar] [CrossRef]
- Rau, J.V.; Antoniac, I.; Filipescu, M.; Cotrut, C.; Fosca, M.; Nistor, L.C.; Birjega, R.; Dinescu, M. Hydroxyapatite coatings on Mg–Ca alloy prepared by Pulsed Laser Deposition: Properties and corrosion resistance in Simulated Body Fluid. Ceram. Int. 2018, 44, 16678–16687. [Google Scholar] [CrossRef]
- Rau, J.V.; Antoniac, I.; Fosca, M.; De Bonis, A.; Blajan, A.I.; Cotrut, C.; Graziani, V.; Curcio, M.; Cricenti, A.; Niculescu, M.; et al. Glass-ceramic coated Mg–Ca alloys for biomedical implant applications. Mater. Sci. Eng. C 2016, 64, 362–369. [Google Scholar] [CrossRef] [PubMed]
- Khlusov, I.A.; Mitrichenko, D.V.; Prosolov, A.B.; Nikolaeva, O.O.; Slepchenko, G.B.; Sharkeev, Y.P. Short review of the biomedical properties and application of magnesium alloys for bone tissue bioengineering. Bull. Sib. Med. 2019. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Peng, W.; Zhu, L.; Tan, L.; Etim, I.P.; Wang, X.; Yang, K. Effect of copper content on the corrosion behaviors and antibacterial properties of binary Mg–Cu alloys. Mater. Technol. 2018, 33, 145–152. [Google Scholar] [CrossRef]
- Zheng, Y. Magnesium Alloys as Degradable Biomaterials; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Erdmann, N.; Angrisani, N.; Reifenrath, J.; Lucas, A.; Thorey, F.; Bormann, D.; Meyer-Lindenberg, A. Biomechanical testing and degradation analysis of MgCa0.8 alloy screws: A comparative in vivo study in rabbits. Acta Biomater. 2011, 79, 270–279. [Google Scholar] [CrossRef]
- Santos-Coquillat, A.; Esteban-Lucia, M.; Martinez-Campos, E.; Mohedano, M.; Arrabal, R.; Blawert, C.; Zheludkevich, M.L.; Matykina, E. PEO coatings design for Mg–Ca alloy for cardiovascular stent and bone regeneration applications. Mater. Sci. Eng. C 2019, 105, 110026. [Google Scholar] [CrossRef]
- Arcos, D.; Vallet-Regí, M. Substituted hydroxyapatite coatings of bone implants. J. Mater. Chem. B 2020, 8, 1781–1800. [Google Scholar] [CrossRef]
- Sikder, P.; Bhaduri, S.B. Antibacterial Hydroxyapatite: An Effective Approach to Cure Infections in Orthopedics. In Racing for the Surface; Springer: Berlin, Germany, 2020. [Google Scholar]
- Ghosh, R.; Swart, O.; Westgate, S.; Miller, B.L.; Yates, M.Z. Antibacterial Copper-Hydroxyapatite Composite Coatings via Electrochemical Synthesis. Langmuir 2019, 35, 5957–5966. [Google Scholar] [CrossRef] [PubMed]
- Šupová, M. Substituted hydroxyapatites for biomedical applications: A review. Ceram. Int. 2015, 41, 9203–9231. [Google Scholar] [CrossRef]
- Graziani, G.; Bianchi, M.; Sassoni, E.; Russo, A.; Marcacci, M. Ion-substituted calcium phosphate coatings deposited by plasma-assisted techniques: A review. Mater. Sci. Eng. C 2017, 74, 219–229. [Google Scholar] [CrossRef] [PubMed]
- Graziani, G.; Boi, M.; Bianchi, M. A Review on Ionic Substitutions in Hydroxyapatite Thin Films: Towards Complete Biomimetism. Coatings 2018, 8, 269. [Google Scholar] [CrossRef] [Green Version]
- Rau, J.V.; Wu, V.M.; Graziani, V.; Fadeeva, I.V.; Fomin, A.S.; Fosca, M.; Uskoković, V. The Bone Building Blues: Self-hardening copper-doped calcium phosphate cement and its in vitro assessment against mammalian cells and bacteria. Mater. Sci. Eng. C 2017, 79, 270–279. [Google Scholar] [CrossRef]
- Graziani, V.; Fosca, M.; Egorov, A.A.; Zobkov, Y.V.; Fedotov, A.Y.; Baranchikov, A.E.; Ortenzi, M.; Caminiti, R.; Komlev, V.S.; Rau, J.V. Zinc-releasing calcium phosphate cements for bone substitute materials. Ceram. Int. 2016, 42, 17310–17316. [Google Scholar] [CrossRef]
- Sobolev, A.; Valkov, A.; Kossenko, A.; Wolicki, I.; Zinigrad, M.; Borodianskiy, K. Bioactive Coating on Ti Alloy with High Osseointegration and Antibacterial Ag Nanoparticles. ACS Appl. Mater. Interfaces 2019, 11, 39534–39544. [Google Scholar] [CrossRef]
- Xie, C.M.; Lu, X.; Wang, K.F.; Meng, F.Z.; Jiang, O.; Zhang, H.P.; Zhi, W.; Fang, L.M. Silver nanoparticles and growth factors incorporated hydroxyapatite coatings on metallic implant surfaces for enhancement of osteoinductivity and antibacterial properties. ACS Appl. Mater. Interfaces 2014, 6, 8580–8589. [Google Scholar] [CrossRef]
- Ghiasi, B.; Sefidbakht, Y.; Mozaffari-Jovin, S.; Gharehcheloo, B.; Mehrarya, M.; Khodadadi, A.; Rezaei, M.; Ranaei Siadat, S.O.; Uskoković, V. Hydroxyapatite as a biomaterial – a gift that keeps on giving. Drug Dev. Ind. Pharm. 2020, 46, 1035–1062. [Google Scholar] [CrossRef]
- Prosolov, K.A.; Belyavskaya, O.A.; Bolat-ool, A.A.; Khlusov, I.A.; Nikolaeva, O.A.; Prosolov, A.B.; Mitrichenko, D.V.; Komkov, A.R.; Sharkeev, Y.P. Antibacterial potential of Zn- and Cu-substituted hydroxyapatite-based coatings deposited by RF-magnetron sputtering. J. Phys. Conf. Ser. 2019, 1393, 012118. [Google Scholar] [CrossRef]
- Roy, M.; Bandyopadhyay, A.; Bose, S. Nanoscale hydroxyapatite coatings on Ti: Simultaneous enhancement of mechanical and biological properties. Biomater. Sci. Process. Prop. Appl. 2011, 228, 147–158. [Google Scholar]
- Sedelnikova, M.B.; Sharkeev, Y.P.; Tolkacheva, T.V.; Khimich, M.A.; Bakina, O.V.; Fomenko, A.N.; Kazakbaeva, A.A.; Fadeeva, I.V.; Egorkin, V.S.; Gnedenkov, S.V.; et al. Comparative Study of the Structure, Properties, and Corrosion Behavior of Sr-Containing Biocoatings on Mg0.8Ca. Materials (Basel). 2020, 13, 1942. [Google Scholar] [CrossRef] [PubMed]
- Mardali, M.; SalimiJazi, H.R.; Karimzadeh, F.; Luthringer, B.; Blawert, C.; Labbaf, S. Comparative study on microstructure and corrosion behavior of nanostructured hydroxyapatite coatings deposited by high velocity oxygen fuel and flame spraying on AZ61 magnesium based substrates. Appl. Surf. Sci. 2019, 465, 614–624. [Google Scholar] [CrossRef]
- Ke, D.; Vu, A.A.; Bandyopadhyay, A.; Bose, S. Compositionally graded doped hydroxyapatite coating on titanium using laser and plasma spray deposition for bone implants. Acta Biomater. 2019, 84, 414–423. [Google Scholar] [CrossRef]
- Sedelnikova, M.; Komarova, E.; Sharkeev, Y.; Tolkacheva, T.; Sheikin, V.; Egorkin, V.; Mashtalyar, D.; Kazakbaeva, A.; Schmidt, J. Characterization of the Micro-Arc Coatings Containing β-Tricalcium Phosphate Particles on Mg-0.8Ca Alloy. Metals (Basel). 2018, 8, 238. [Google Scholar] [CrossRef] [Green Version]
- Chioibasu, D.; Duta, L.; Popescu-pelin, G.; Popa, N.; Milodin, N.; Orobeti (Iosub), S.; Balescu, L.M.; Galca, A.C.; Popa, A.C.; Oktar, F.N.; et al. Animal origin bioactive hydroxyapatite thin films synthesized by rf-magnetron sputtering on 3d printed cranial implants. Metals (Basel). 2019, 9, 1332. [Google Scholar] [CrossRef] [Green Version]
- Fedotkin, A.Y.; Bolbasov, E.N.; Kozelskaya, A.I.; Dubinenko, G.; Shesterikov, E.V.; Ashrafov, A.; Tverdokhlebov, S.I. Calcium phosphate coating deposition by radio frequency magnetron sputtering in the various inert gases: The pilot study. Mater. Chem. Phys. 2019, 235, 121735. [Google Scholar] [CrossRef]
- Vladescu, A.; Surmenev, R.; Surmeneva, M.; Braic, M.; Ivanova, A.; Grubova, I.; Cotrut, C.M. Radio Frequency Magnetron Sputter Deposition as a Tool for Surface Modification of Medical Implants. In Modern Technologies for Creating the Thin-film Systems and Coatings; Nikitenkov, N., Ed.; InTech: Rijeka, Rijeka, 2017. [Google Scholar]
- Orlovskii, V.P.; Komlev, V.S.; Barinov, S.M. Hydroxyapatite and hydroxyapatite-based ceramics. Inorg. Mater. 2002, 38, 973–984. [Google Scholar] [CrossRef]
- Surmenev, R.A. A review of plasma-assisted methods for calcium phosphate-based coatings fabrication. Surf. Coat. Technol. 2012, 206, 2035–2056. [Google Scholar] [CrossRef]
- Surmeneva, M.A.; Mukhametkaliyev, T.M.; Khakbaz, H.; Surmenev, R.A.; Bobby Kannan, M. Ultrathin film coating of hydroxyapatite (HA) on a magnesium–calcium alloy using RF magnetron sputtering for bioimplant applications. Mater. Lett. 2015, 152, 280–282. [Google Scholar] [CrossRef]
- Surmeneva, M.A.; Ivanova, A.A.; Tian, Q.; Pittman, R.; Jiang, W.; Lin, J.; Liu, H.H.; Surmenev, R.A. Bone marrow derived mesenchymal stem cell response to the RF magnetron sputter deposited hydroxyapatite coating on AZ91 magnesium alloy. Mater. Chem. Phys. 2019, 221, 89–98. [Google Scholar] [CrossRef]
- Leó, B.; Jansen, J.A. Thin Calcium Phosphate Coatings for Medical Implants; Springer: New York, NY, USA, 2009; ISBN 9780387777184. [Google Scholar]
- Alexander, F.; Christian, U.; Stefan, T.; Christoph, V.; Reinhard, G.; Georg, W. Long-term effects of magnetron-sputtered calcium phosphate coating on osseointegration of dental implants in non-human primates. Clin. Oral Implants Res. 2009, 20, 183–188. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Xiao, Y.; Chen, W.; Wang, Y.; Wang, B.; Wang, G.; Xu, X.; Tang, R. Calcium phosphate nanoparticles primarily induce cell necrosis through lysosomal rupture: the origination of material cytotoxicity. J. Mater. Chem. B 2014, 2, 3480. [Google Scholar] [CrossRef] [PubMed]
- Kharkov, M.M.; Kaziev, A.V.; Danilyuk, D.V.; Kukushkina, M.S.; Chernyh, N.A.; Tumarkin, A.V.; Kolodko, D.V. Effects of Ar ion irradiation in an ICP discharge on the titanium surface topology. Appl. Surf. Sci. 2020, 527, 146902. [Google Scholar] [CrossRef]
- Alvarez, R.; Muñoz-Piña, S.; González, M.U.; Izquierdo-Barba, I.; Fernández-Martínez, I.; Rico, V.; Arcos, D.; García-Valenzuela, A.; Palmero, A.; Vallet-Regi, M.; et al. Antibacterial nanostructured Ti coatings by magnetron sputtering: From laboratory scales to industrial reactors. Nanomaterials 2019, 9, 1217. [Google Scholar] [CrossRef] [Green Version]
- Prosolov, K.A.; Khimich, M.A.; Rau, J.V.; Lychagin, D.V.; Sharkeev, Y.P. Influence of oblique angle deposition on Cu-substituted hydroxyapatite nano-roughness and morphology. Surf. Coat. Technol. 2020, 394, 125883. [Google Scholar] [CrossRef]
- Bolat-ool, A.A.; Prosolov, K.A.; Khimich, M.A.; Chebodaeva, V.V.; Uvarkin, P.V.; Tolmachev, A.I.; Belyavskaya, O.A.; Sharkeev, Y.P. Calcium phosphate targets for RF magnetron sputtering of biocoatings. In AIP Conference Proceedings; AIP Publishing LLC.: Melville, NY, USA, 2019. [Google Scholar]
- He, J.; Zhou, F.; Chang, G.; Lavernia, E.J. Influence of mechanical milling on microstructure of 49Fe-49Co-2V soft magnetic alloy. J. Mater. Sci. 2001, 36, 2955–2964. [Google Scholar] [CrossRef]
- Tõnsuaadu, K.; Gross, K.A.; Pluduma, L.; Veiderma, M. A review on the thermal stability of calcium apatites. J. Therm. Anal. Calorim. 2012, 110, 647–659. [Google Scholar] [CrossRef]
- Yang, Y.; Kim, K.H.; Ong, J.L. A review on calcium phosphate coatings produced using a sputtering process—An alternative to plasma spraying. Biomaterials 2005, 26, 327–337. [Google Scholar] [CrossRef]
- Van Dijk, K.; Schaeken, H.G.; Wolke, J.G.C.; Jansen, J.A. Influence of annealing temperature on RF magnetron sputtered calcium phosphate coatings. Biomaterials 1996, 17, 405–410. [Google Scholar] [CrossRef]
- AZOM Titanium Alloys—Physical. Available online: https://www.azom.com/article.aspx?ArticleID=1341#:~:text=The thermal conductivity of all,value quoted in Table 1. (accessed on 8 September 2020).
- Babushkin, O.; Lindbäck, T.; Holmgren, A.; Li, J.; Hermansson, L. Thermal expansion of hot isostatically pressed hydroxyapatite. J. Mater. Chem. 1994, 4, 413–415. [Google Scholar] [CrossRef]
- Oddone, V.; Boerner, B.; Reich, S. Composites of aluminum alloy and magnesium alloy with graphite showing low thermal expansion and high specific thermal conductivity. Sci. Technol. Adv. Mater. 2017, 18, 180–186. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Panjan, P.; Drnovšek, A.; Gselman, P.; Čekada, M.; Panjan, M. Review of Growth Defects in Thin Films Prepared by PVD Techniques. Coatings 2020, 10, 447. [Google Scholar] [CrossRef]
- López, E.O.; Mello, A.; Sendão, H.; Costa, L.T.; Rossi, A.L.; Ospina, R.O.; Borghi, F.F.; Silva Filho, J.G.; Rossi, A.M. Growth of Crystalline Hydroxyapatite Thin Films at Room Temperature by Tuning the Energy of the RF-Magnetron Sputtering Plasma. ACS Appl. Mater. Interfaces 2013, 5, 9435–9445. [Google Scholar] [CrossRef]
- Heiss, A.; Pipich, V.; Jahnen-Dechent, W.; Schwahn, D. Fetuin-A Is a Mineral Carrier Protein: Small Angle Neutron Scattering Provides New Insight on Fetuin-A Controlled Calcification Inhibition. Biophys. J. 2010, 99, 3986–3995. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Agrawal, C.M.; Kim, K.-H.; Martin, H.; Schulz, K.; Bumgardner, J.D.; Ong, J.L. Characterization and Dissolution Behavior of Sputtered Calcium Phosphate Coatings After Different Postdeposition Heat Treatment Temperatures. J. Oral Implantol. 2003, 29, 270–277. [Google Scholar] [CrossRef] [Green Version]
- Kobayashi, S.; Okano, H.; Nakai, K.; Aono, H.; Kuwano, N. Crystallization of rf-magnetron sputtered amorphous calcium phosphate. Phosphorus Res. Bull. 2004, 17, 246–253. [Google Scholar] [CrossRef] [Green Version]
- Koblischka-Veneva, A.; Koblischka, M.R.; Schmauch, J.; Hannig, M. Human dental enamel: A natural nanotechnology masterpiece investigated by TEM and t-EBSD. Nano Res. 2018, 11, 3911–3921. [Google Scholar] [CrossRef]
- Prosolov, K.A.; Belyavskaya, O.A.; Rau, J.V.; Prymak, O.; Epple, M.; Sharkeev, Y.P. Deposition of polycrystalline zinc substituted hydroxyapatite coatings with a columnar structure by RF magnetron sputtering: Role of in-situ substrate heating. J. Phys. Conf. Ser. 2018, 1115, 032077. [Google Scholar] [CrossRef]
- Mahieu, S.; Ghekiere, P.; Depla, D.; De Gryse, R. Biaxial alignment in sputter deposited thin films. Thin Solid Film. 2006, 515, 1229–1249. [Google Scholar] [CrossRef] [Green Version]
- Abadias, G.; Leroy, W.P.; Mahieu, S.; Depla, D. Influence of particle and energy flux on stress and texture development in magnetron sputtered TiN films. J. Phys. D. Appl. Phys. 2013, 46, 055301. [Google Scholar] [CrossRef]
- Ivanova, A.A.; Surmeneva, M.A.; Surmenev, R.A.; Depla, D. Structural evolution and growth mechanisms of RF-magnetron sputter-deposited hydroxyapatite thin films on the basis of unified principles. Appl. Surf. Sci. 2017, 425, 497–506. [Google Scholar] [CrossRef]
- Sih, S.S.; Barlow, J.W. Measurement and prediction of the thermal conductivity of powders at high temperatures. In Solid Free form Fabrication Symposium; The University of Texas in Austin: Austin, TX, USA, 1994. [Google Scholar]
- AZoM Titanium Alloys—Ti6Al4V Grade 5. AZO Mater. 2002.
- Pan, H.; Pan, F.; Yang, R.; Peng, J.; Zhao, C.; She, J.; Gao, Z.; Tang, A. Thermal and electrical conductivity of binary magnesium alloys. J. Mater. Sci. 2014, 49, 3107–3124. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | a (nm) | c (nm) | Δd/d | Average Crystallite Size (CSR) (nm) |
|---|---|---|---|---|
| Cu-HA coating on Mg0.8Ca after 450 °С HT for 3 h | 0.9444 | 0.6947 | 2.9 × 10−3 | 37 ± 15 |
| Cu-HA coating on Ti after 450 °С HT for 3 h | 0.9547 | 0.686 | 3.1 × 10−3 | 47 ± 17 |
| Cu-HA coating on Ti after 700 °С HT for 3 h | 0.9534 | 0.6783 | 3.3 × 10−3 | 13 ± 9 |
| Cu-HA target | 0.9386 | 0.6895 | - | - |
| Data according to ICDD | 0.9422 | 0.6881 | - | - |
| Region of Detection | Elemental Composition (at.%) | Ca/P (at.%) Ratio | |
|---|---|---|---|
| Ca | P | ||
| Crystalline | 16.98 ± 3.84 | 10.11 ± 1.11 | 1.69 |
| Interlayer | 13.69 ± 0.45 | 0.74 ± 0.1 | 18.5 |
| Ti sublayer | 0.5 ± 0.1 | 1.67 ± 0.05 | 0.3 |
| Mean value gathered from multiple regions of Cu-HA coating | 14.91 ± 2.37 | 7.48 ± 0.86 | 2.0 |
| Target Material | Substrate Material | Temperatur (°C) | Surface Morphology | Structure | Crystallite Size (nm) | Concentration (at.%) | Ca/P (at.%) Ratio | |
|---|---|---|---|---|---|---|---|---|
| Ca | P | |||||||
| Cu-HA | Ti | <100 | Dense and void-free with dome-like surface features of 10–60 nm size | Amorphous state | - | 17.23 ± 1.75 | 9.74 ± 0.72 | 1.77 |
| Mg0.8Ca | ||||||||
| Ti | 450 | Dense and void-free with sharp crystallites | Crystalline state, V-shaped growth in the ACP matrix | 45–100 | 16.57± 1.32 | 8.94± 0.85 | 1.85 | |
| Mg0.8Ca | ||||||||
| Ti | 700 | Occasional micro-cracking, the surface is comprised of sharp crystallites of nm | Crystalline state with dendritic type of structure and formation of the interlayer | 20–130 | 14.91 ± 2.37 | 7.48 ± 0.86 | 2.0 | |
| Zn-HA | Ti | 100 | Dense and void-free, dome-like features of 15–80 nm | Amorphous state | - | - | - | - |
| Ti | 200 | Dense and void-free, dome-like features | Amorphous state | - | - | - | - | |
| Ti | 300 | Dense and void-free, dome-like features with agglomerates of 35–140 nm | Start of the crystalline growth | - | - | - | - | |
| Ti | 400 | Dense and void-free, surface grains are changed to an elongated elliptical shape | Crystalline state, Λ-shaped growth in ACP matrix | 30–90 | 12.97 ± 1.76 | 8.71 ± 0.91 | 1.5 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Prosolov, K.A.; Lastovka, V.V.; Belyavskaya, O.A.; Lychagin, D.V.; Schmidt, J.; Sharkeev, Y.P. Tailoring the Surface Morphology and the Crystallinity State of Cu- and Zn-Substituted Hydroxyapatites on Ti and Mg-Based Alloys. Materials 2020, 13, 4449. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13194449
Prosolov KA, Lastovka VV, Belyavskaya OA, Lychagin DV, Schmidt J, Sharkeev YP. Tailoring the Surface Morphology and the Crystallinity State of Cu- and Zn-Substituted Hydroxyapatites on Ti and Mg-Based Alloys. Materials. 2020; 13(19):4449. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13194449
Chicago/Turabian StyleProsolov, Konstantin A., Vladimir V. Lastovka, Olga A. Belyavskaya, Dmitry V. Lychagin, Juergen Schmidt, and Yurii P. Sharkeev. 2020. "Tailoring the Surface Morphology and the Crystallinity State of Cu- and Zn-Substituted Hydroxyapatites on Ti and Mg-Based Alloys" Materials 13, no. 19: 4449. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13194449