Achieving the Minimum Roughness of Laser Milled Micro-Impressions on Ti 6Al 4V, Inconel 718, and Duralumin

 ,
,  , , and
, , and
Abstract
:1. Introduction
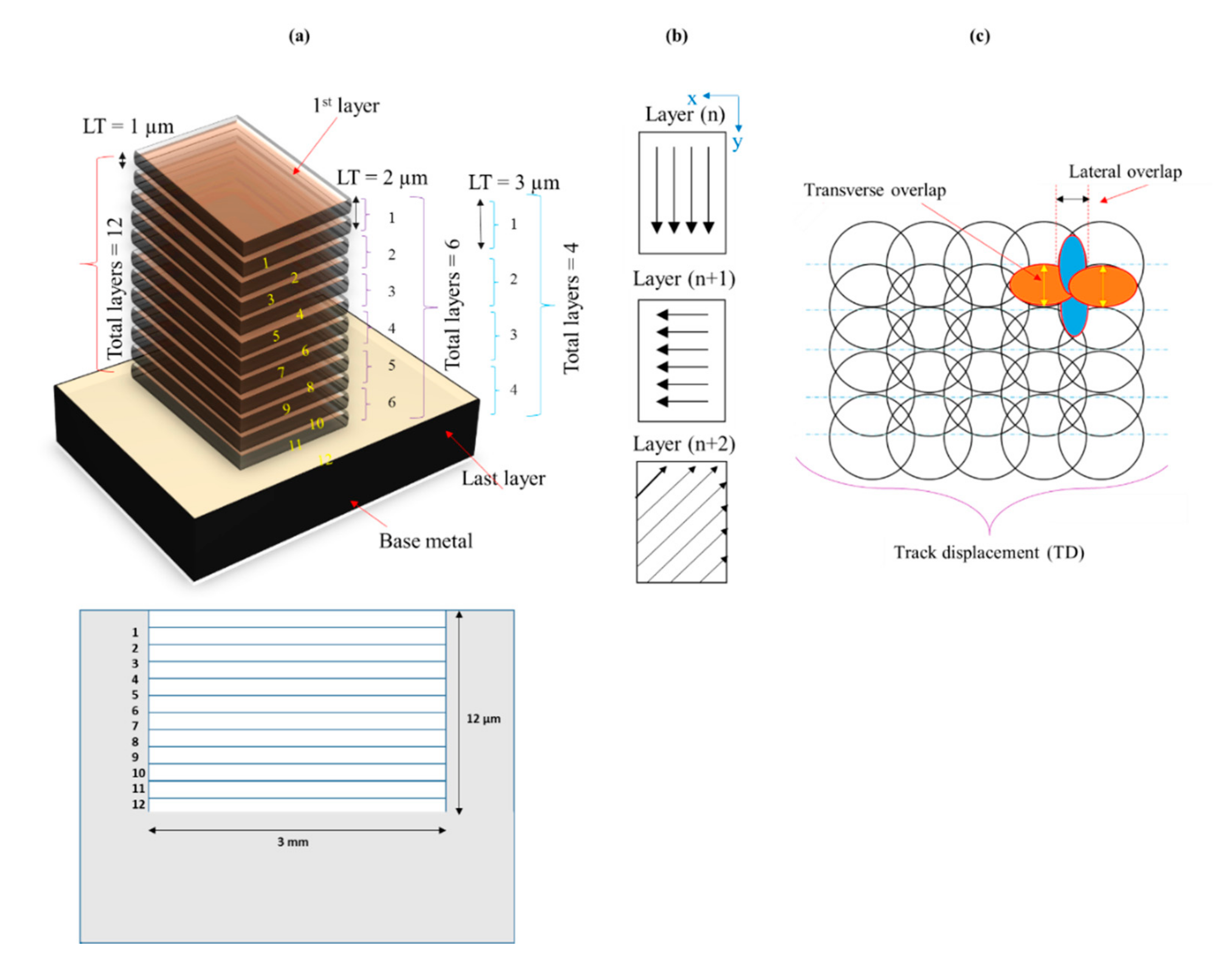
2. Materials and Methods
3. Results and Discussion
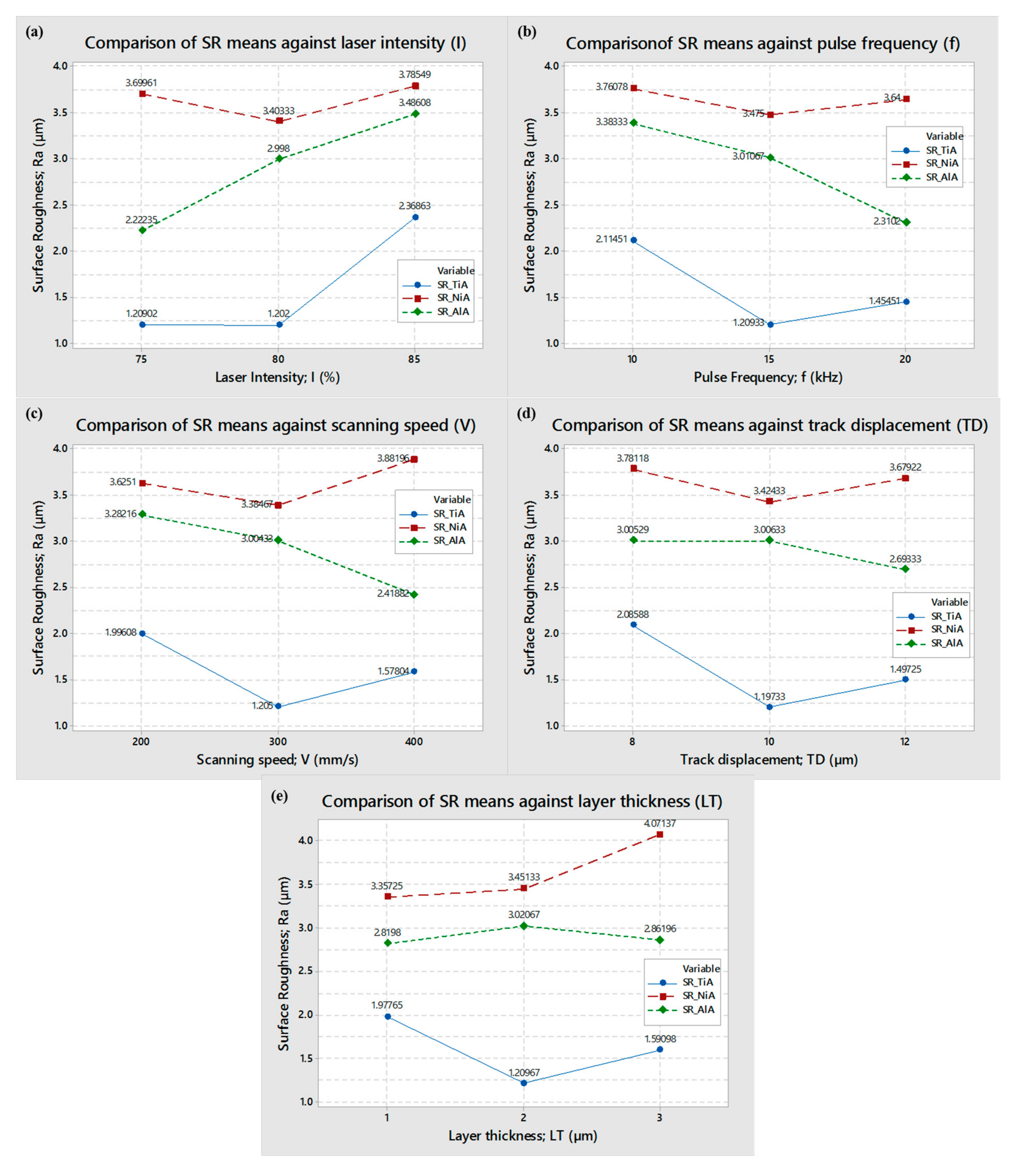
3.1. Parametric Effects on Surface Roughness
3.2. Statistical Modeling and Validation
3.3. Optimality Search and Validation
4. Conclusions
- i.
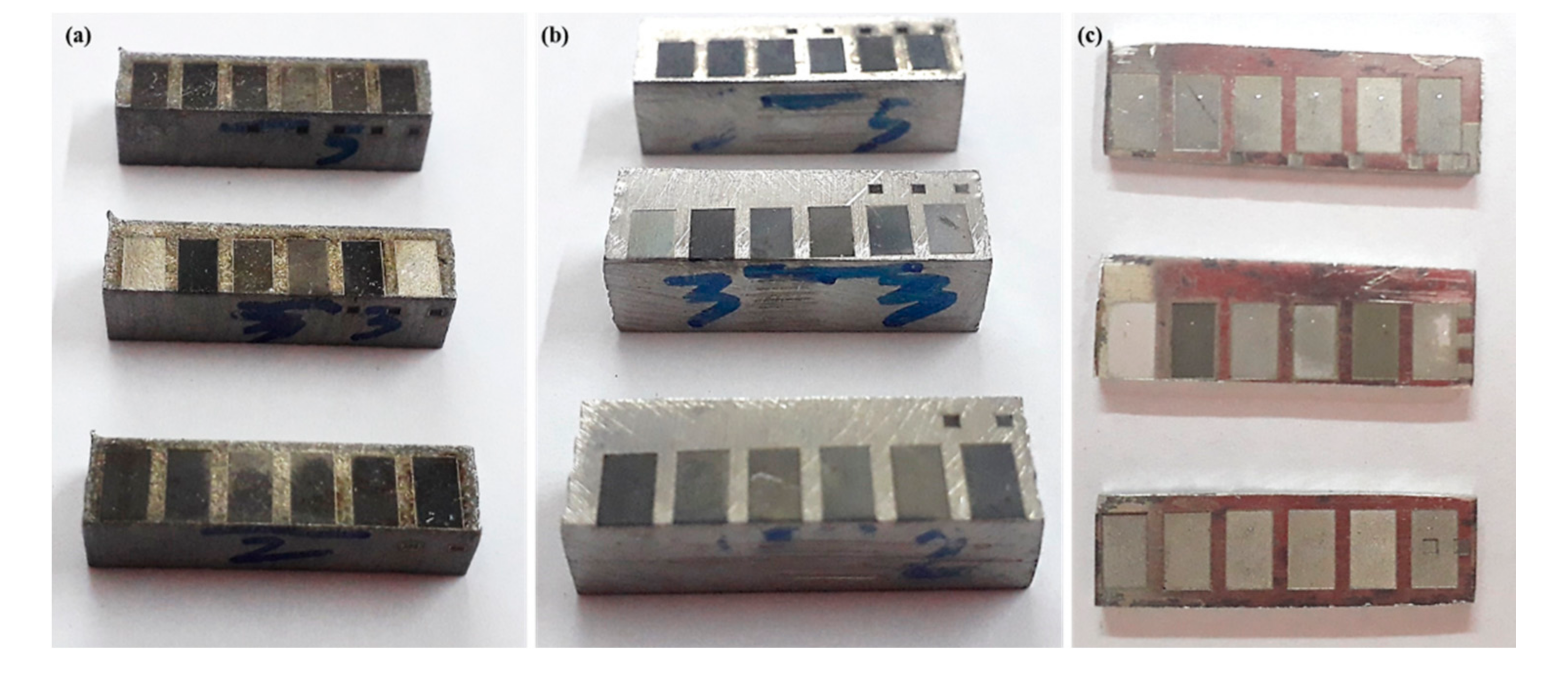
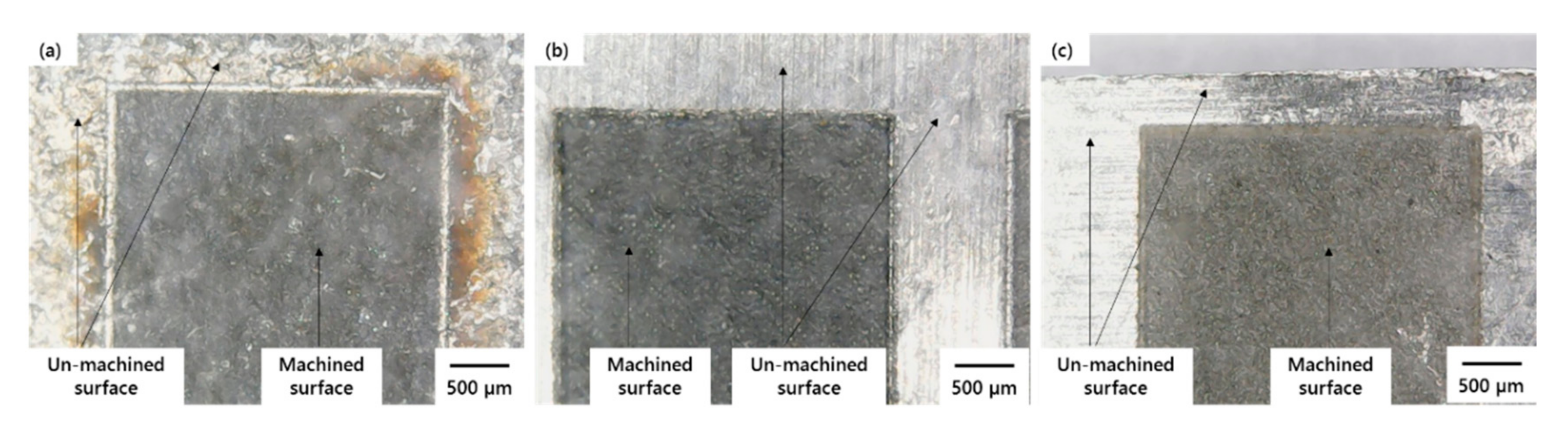
- Micro-impressions on titanium, nickel, and aluminum alloys can be produced through laser milling. However, under the non-optimized laser parameters, the milled surfaces experience excessive oxidation and result in dark impressions with a high degree of surface roughness.
- ii.
- Among the laser parameters, the behavior of each laser parameter, with respect to three substrate materials, is almost similar in nature but differs in its strength. Each substrate gets affected differently under laser parameters. Aluminum alloy is found to be more sensitive compared with the other two alloys (TiA and NiA).
- iii.
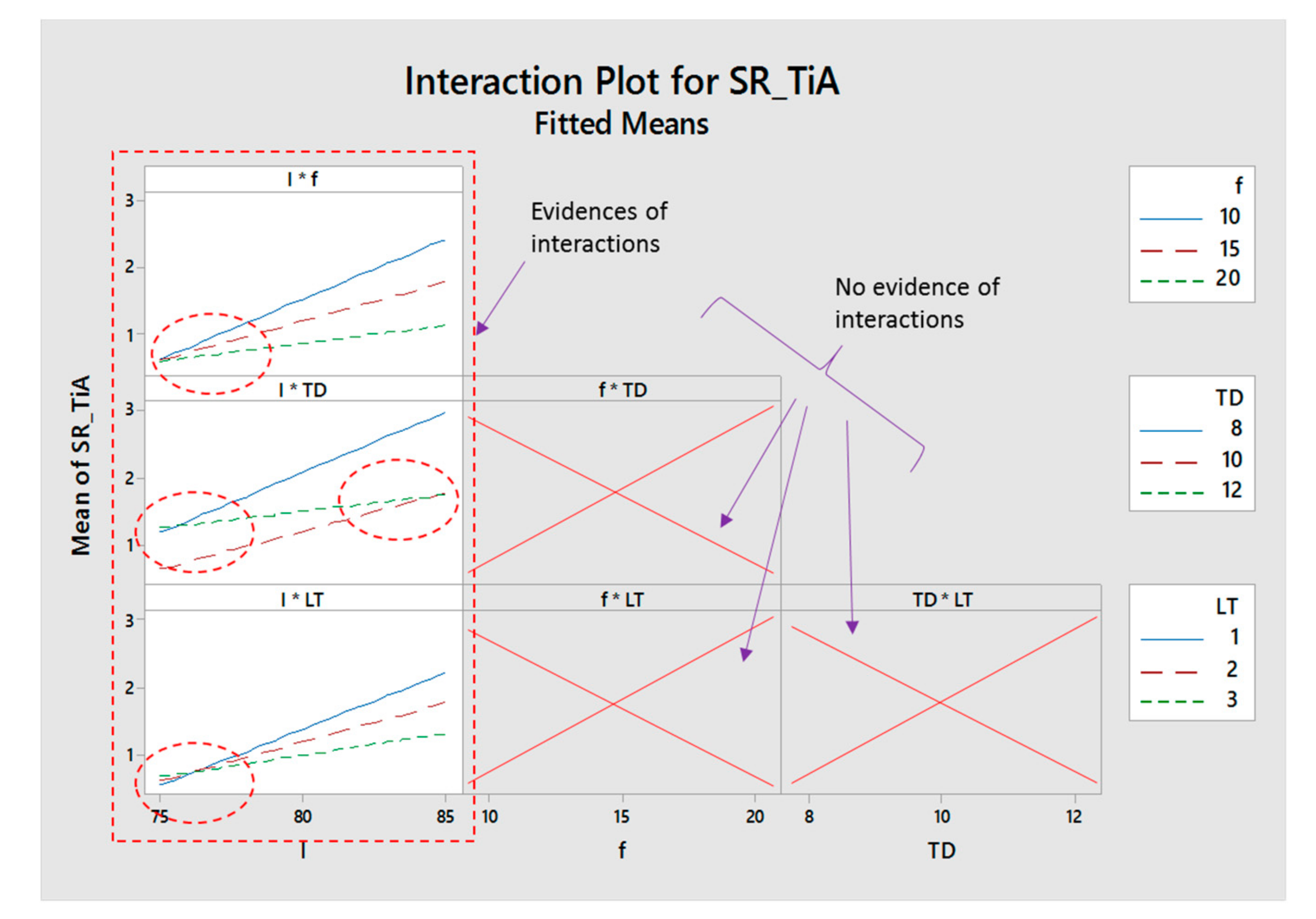
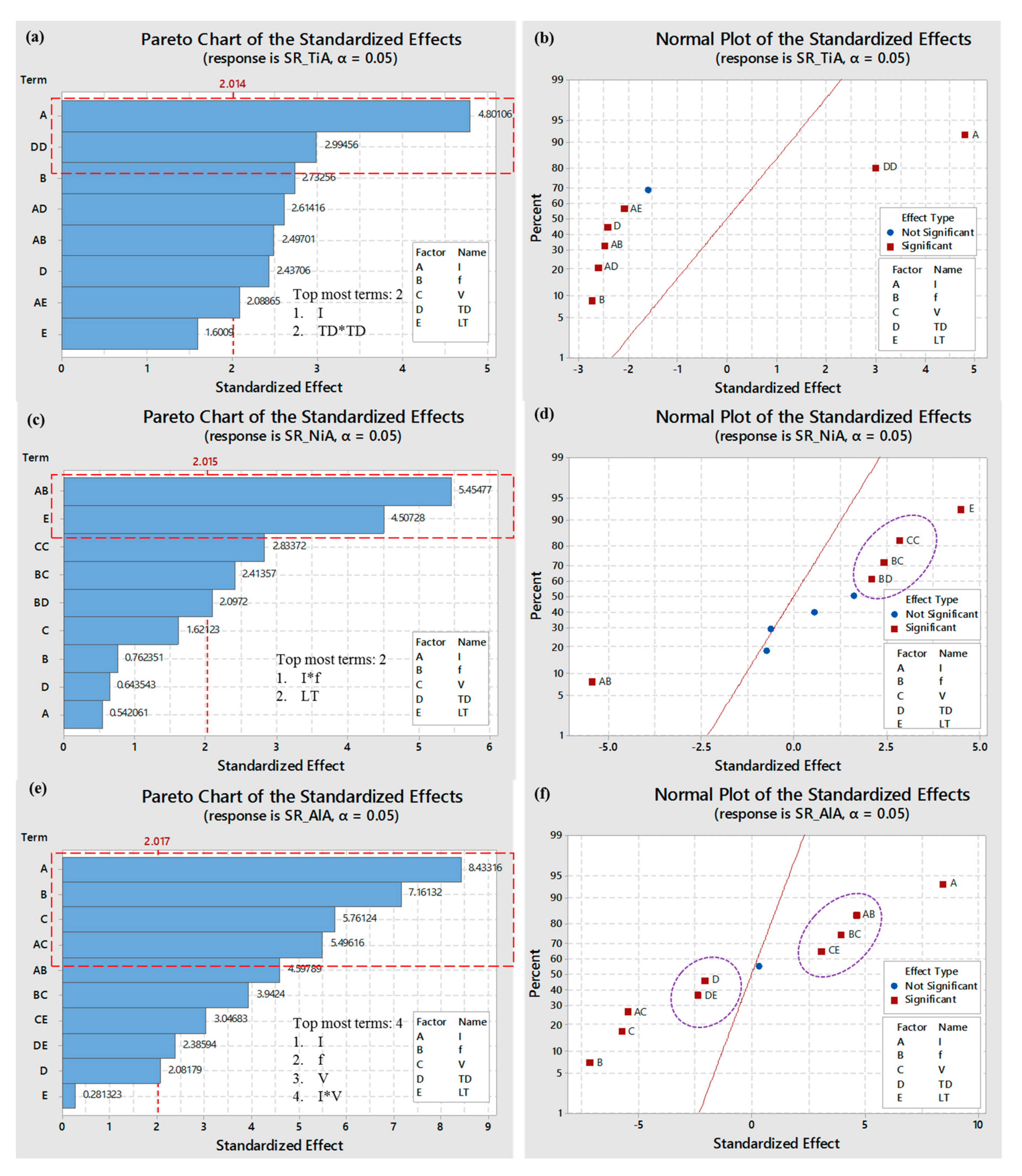
- In case of titanium alloy, seven terms (I, TD2, I*f, I*TD, I*LT) are found to be significantly affecting the roughness of milled surfaces (refer to Table 5). The most significant terms include lamp current intensity (I) and track displacement in its quadratic nature (TD2).
- iv.
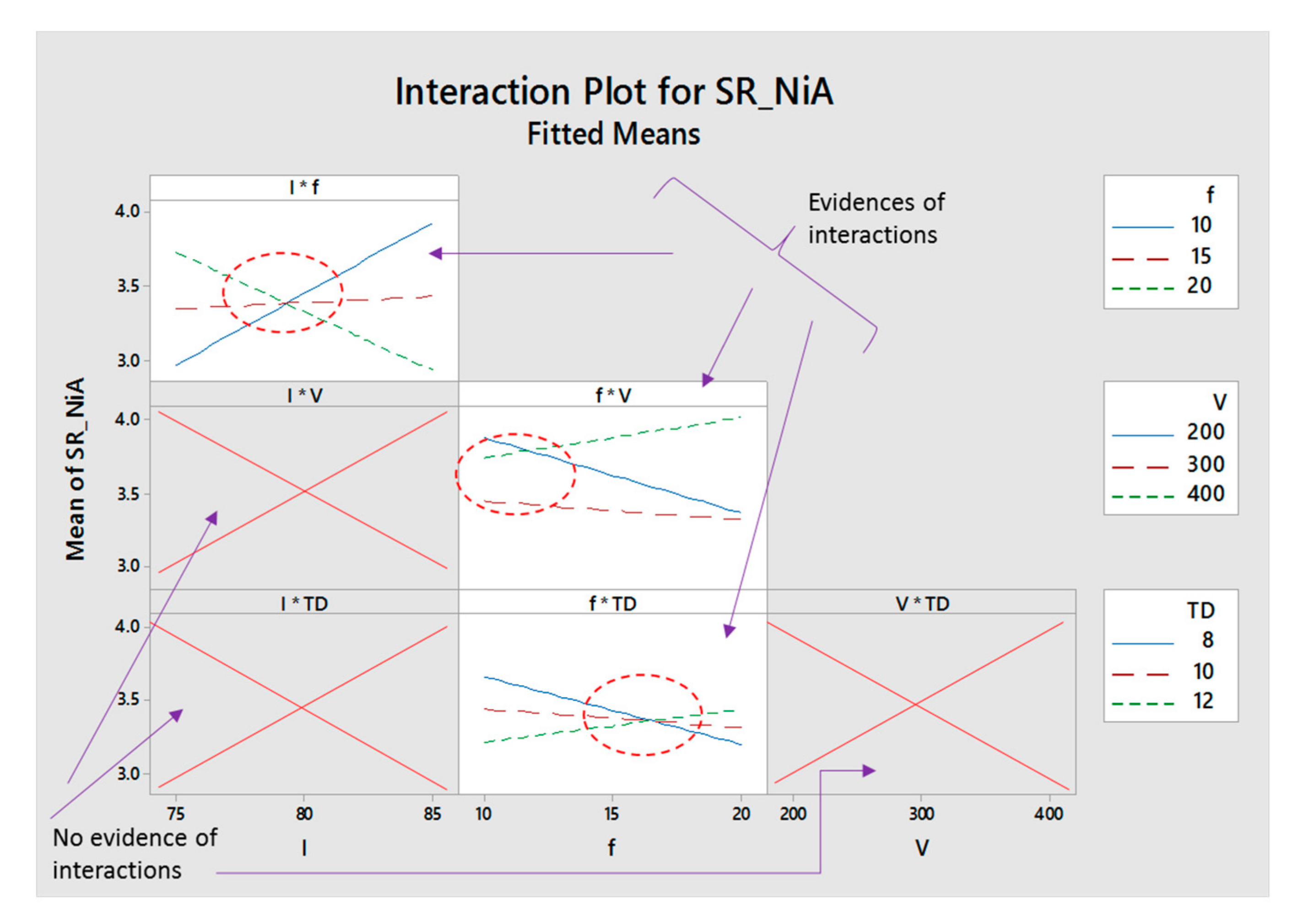
- In the case of nickel alloy, only five terms (LT, V2, I*f, f*V, and f*TD) significantly affect the milling performance. The term LT corresponding to layer thickness has the largest positive effect.
- v.
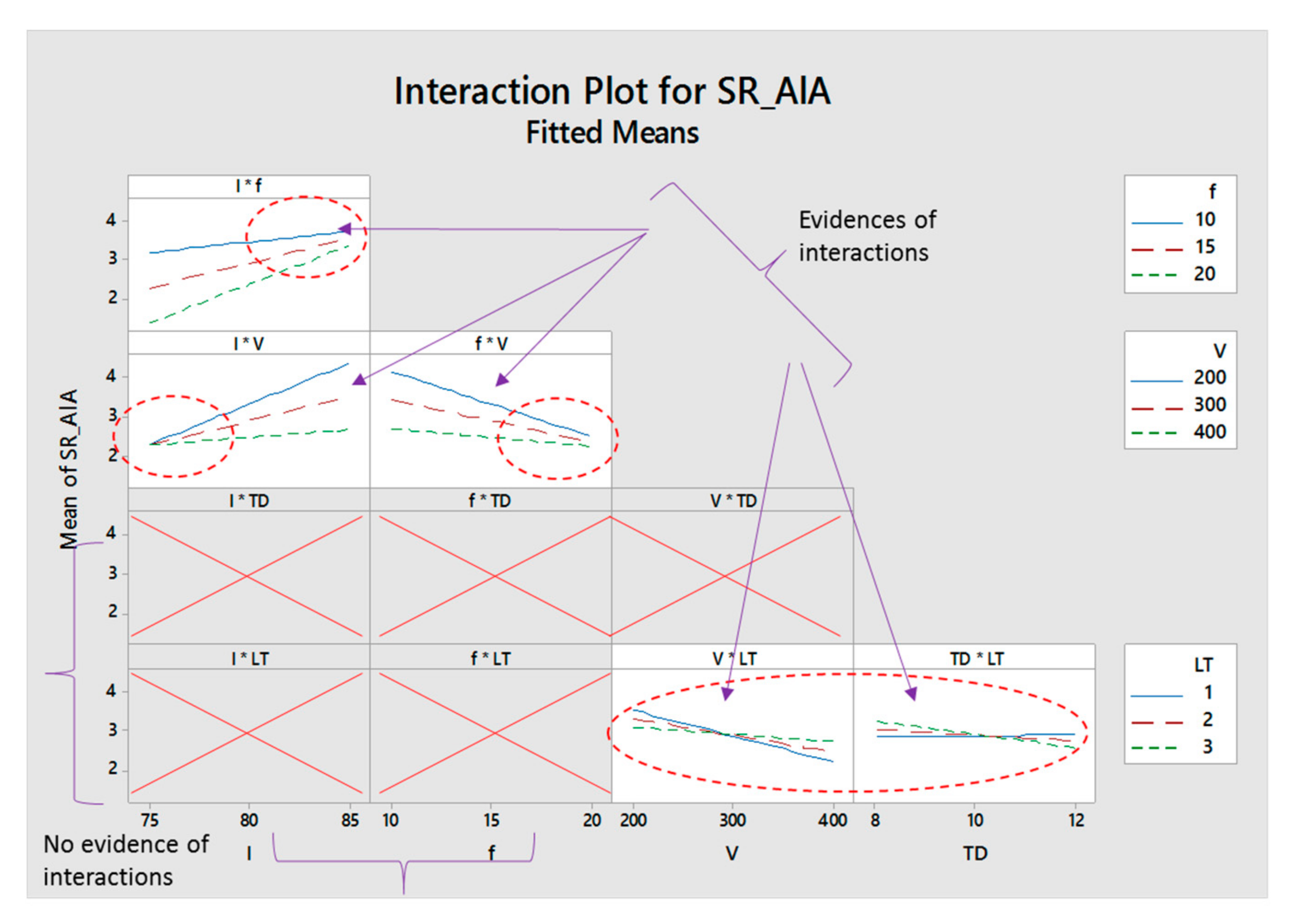
- Aluminum alloy is relatively sensitive to the laser parameters and nine terms (I, f, V, TD, I*f, I*V, f*V, V*LT, and TD*LT) significantly affect the surface roughness of the micro-impressions. However, among these nine terms, the roughness is largely affected by the laser lamp current intensity (I).
- vi.
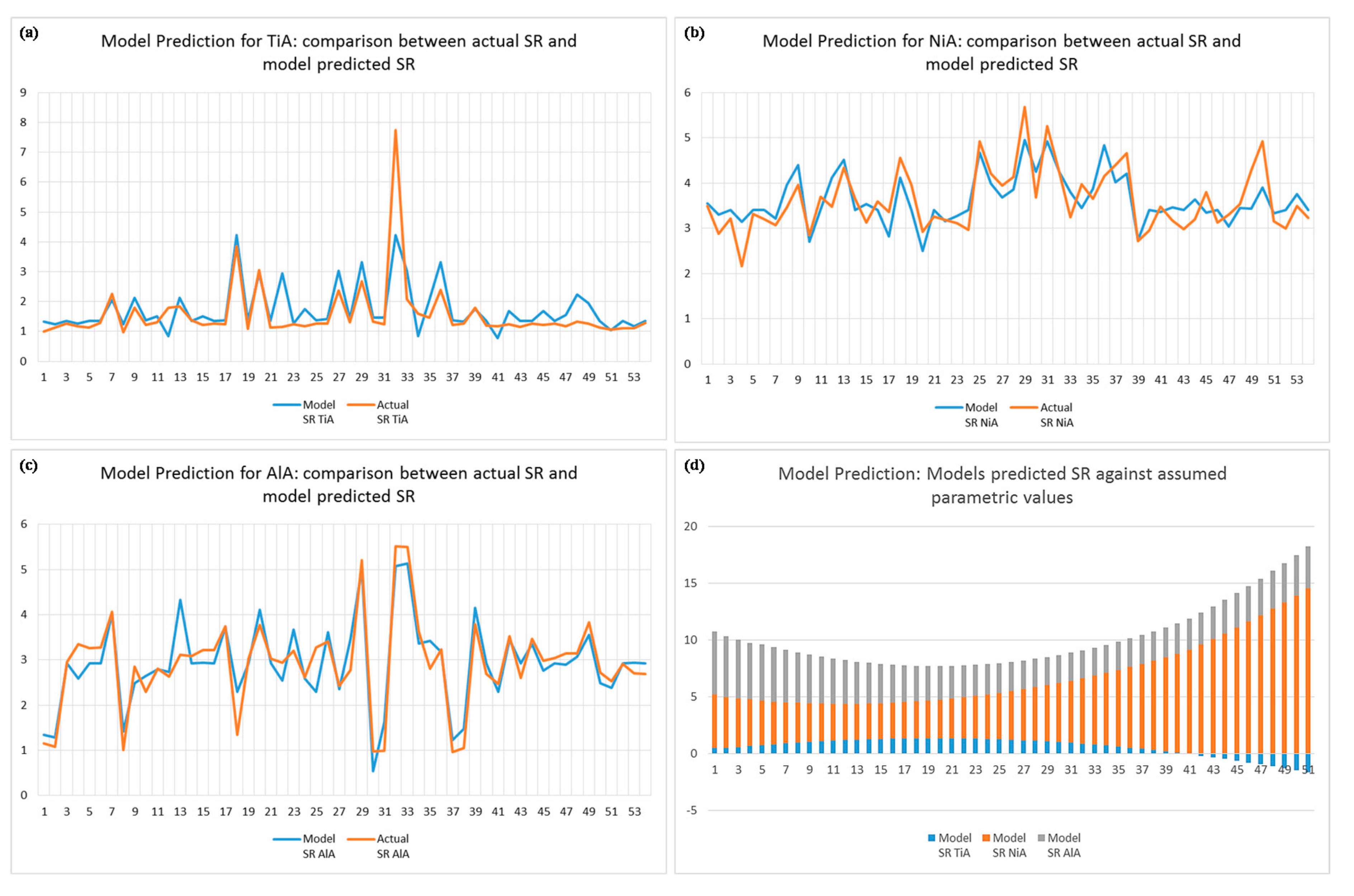
- Statistical models are validated and can be effectively used to predict the roughness prior to produce micro- cavities. Since several engineering applications (e.g., biomedical implants) need to have surfaces with a desired level of roughness, the models can also be used to identify the suitable level of laser parameters to achieve a desired level of surface roughness.
- vii.
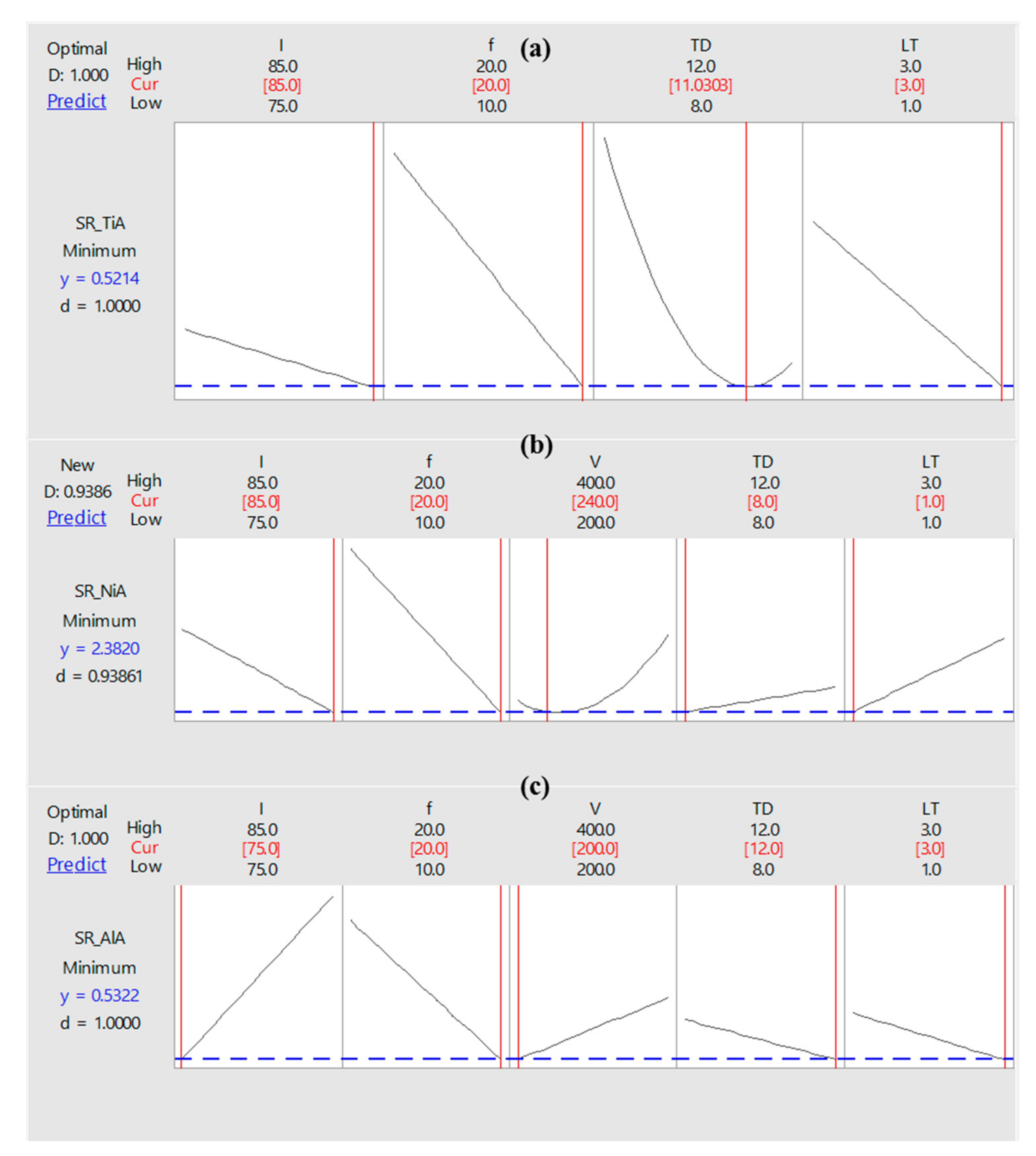
- Optimized parameters to produce micro-cavities with minimum surface roughness include (refer to Table 8, solution 1):
- For titanium alloy: Current intensity (I) at 85%, pulse frequency (f) at 20 kHz, laser scan speed (V) at 250 mm/s, track displacement (TD) at 11 µm, and layer thickness (LT) at 3 µm,
- For nickel alloy: Current intensity (I) at 85%, pulse frequency (f) at 20 kHz, laser scan speed (V) at 256.5 mm/s, track displacement (TD) at 8 µm, and layer thickness (LT) at 1 µm,
- For aluminum alloy: Current intensity (I) at 75%, pulse frequency (f) at 20 kHz, laser scan speed (V) at 200 mm/s, track displacement (TD) at 12 µm, and layer thickness (LT) at 3 µm,
- viii.
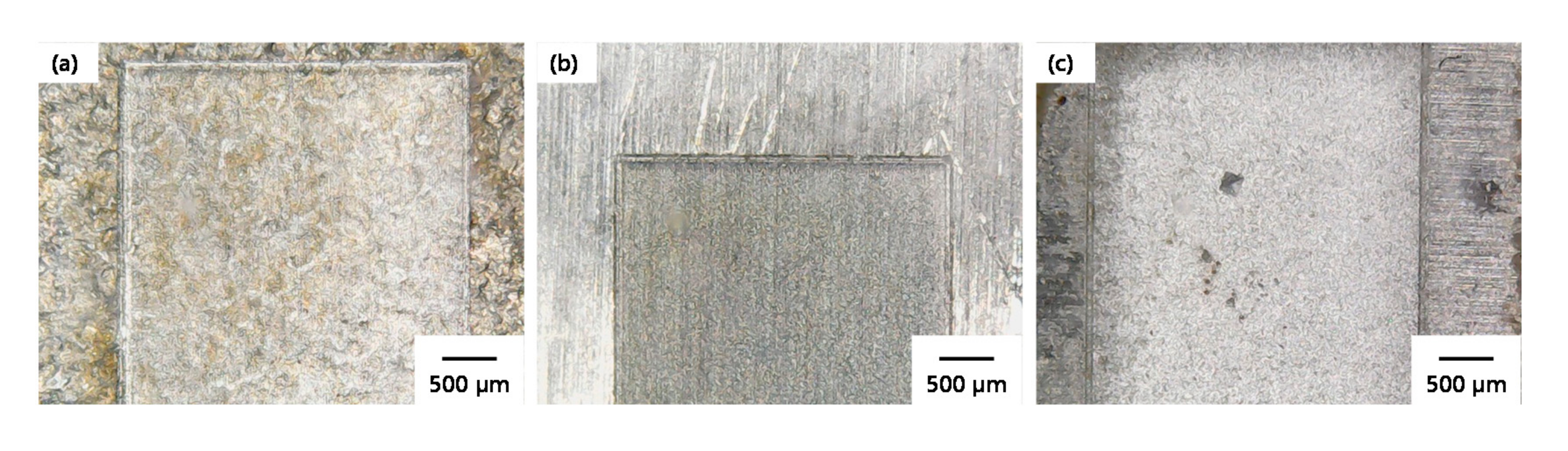
- Micro-impressions produced under the optimized set of laser parameters have surface roughness of 0.56 µm, 2.46 µm, and 0.54 µm, on titanium alloy, nickel alloy, and aluminum alloy, respectively. The milled impressions on each of the three alloys have bright surface appearance, if optimized parameters are used for milling.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lupi, S.; Galinetto, P.; Albini, B.; Di Ronza, E.; Rizzo, S.; Baena, R.R.Y. Micro-Raman Spectroscopy of Dental Implants Subjected to Different Surface Treatments. Appl. Sci. 2020, 10, 2417. [Google Scholar] [CrossRef] [Green Version]
- Nalli, F.; Bottini, L.; Boschetto, A.; Cortese, L.; Veniali, F. Effect of Industrial Heat Treatment and Barrel Finishing on the Mechanical Performance of Ti6Al4V Processed by Selective Laser Melting. Appl. Sci. 2020, 10, 2280. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Liu, Z.; Hou, X.; Zhao, J. Influences of Cutting Speed and Material Mechanical Properties on Chip Deformation and Fracture during High-Speed Cutting of Inconel 718. Materials 2018, 11, 461. [Google Scholar] [CrossRef] [Green Version]
- Fan, Z.; Feng, H.; Zhechao, F.; Hongwei, F. Study on Selective Laser Melting and Heat Treatment of Ti-6Al-4V alloy. Results Phys. 2018, 10, 660–664. [Google Scholar] [CrossRef]
- Moiduddin, K.; Mian, S.H.; Umer, U.; Ahmed, N.; Alkhalefah, H.; Ameen, W. Reconstruction of Complex Zygomatic Bone Defects Using Mirroring Coupled with EBM Fabrication of Titanium Implant. Metals 2019, 9, 1250. [Google Scholar] [CrossRef] [Green Version]
- Sidambe, A. Three dimensional Surface Topography Characterization of the Electron Beam Melted Ti6Al4V. Met. Powder Rep. 2017, 72, 200–205. [Google Scholar] [CrossRef]
- Anwar, S.; Ahmed, N.; Abdo, B.M.; Pervaiz, S.; Chowdhury, M.A.K.; AlAhmari, A.M. Electron Beam Melting of Gamma Titanium Aluminide and Investigating the Effect of EBM Layer Orientation on Milling Performance. Int. J. Adv. Manuf. Technol. 2018, 96, 3093–3107. [Google Scholar] [CrossRef]
- Klocke, F.; Stegen, A.; Fritsch, R. On High-Speed Turning of a Third-Generation Gamma Titanium Aluminide. Int. J. Adv. Manuf. Technol. 2008, 65, 155–163. [Google Scholar] [CrossRef]
- Uddin, M. On the Influence and Optimisation of Cutting Parameters in Finishing of Metallic Femoral Heads of Hip Implants. Int. J. Adv. Manuf. Technol. 2014, 73, 1523–1532. [Google Scholar] [CrossRef]
- Abbas, A.T.; Sharma, N.; Anwar, S.; Hashmi, F.H.; Jamil, M.; Hegab, H. Towards Optimization of Surface Roughness and Productivity Aspects during High-Speed Machining of Ti–6Al–4V. Materials 2019, 12, 3749. [Google Scholar] [CrossRef] [Green Version]
- Machno, M.; Bogucki, R.; Szkoda, M.; Bizon, W. Impact of the Deionized Water on Making High Aspect Ratio Holes in the Inconel 718 Alloy with the Use of Electrical Discharge Drilling. Materials 2020, 13, 1476. [Google Scholar] [CrossRef] [Green Version]
- Haddag, B.; Atlati, S.; Nouari, M.; Moufki, A. Dry Machining Aeronautical Aluminum Alloy AA2024-T351: Analysis of Cutting Forces, Chip Segmentation and Built-Up Edge Formation. Metals 2016, 6, 197. [Google Scholar] [CrossRef] [Green Version]
- Rawangwong, S.; Chatthong, J.; Boonchouytan, W.; Homkhiew, C.; Cheewawuttipong, W.; Burapa, R. Influence of Cutting Parameters in Face Milling Semi-Solid AA 2024 Using a Carbide Tool Affecting the Surface Roughness and Tool Wear. Walailak J. Sci. Technol. 2017, 14, 441–449. [Google Scholar] [CrossRef]
- Batista, M.; Del Sol, I.; Vidal, S.R.F.; Salguero, J. Experimental Parametric Model for Adhesion Wear Measurements in the Dry Turning of an AA2024 Alloy. Materials 2018, 11, 1598. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dubey, A.; Yadava, V. Optimization of Kerf Quality during Pulsed Laser Cutting of Aluminium Alloy Sheet. J. Mater. Process. Technol. 2008, 204, 412–418. [Google Scholar] [CrossRef]
- Kim, T.-W.; Lee, C.-M. Determination of the Machining Parameters of Nickel-Based Alloys by High-Power Diode Laser. Int. J. Precis. Eng. Manuf. 2015, 16, 309–314. [Google Scholar] [CrossRef]
- Kim, E.J.; Lee, C.-M. A Study on the Optimal Machining Parameters of the Induction Assisted Milling with Inconel 718. Materials 2019, 12, 233. [Google Scholar] [CrossRef] [Green Version]
- Lee, Y.-H.; Lee, C.-M. A Study on Optimal Machining Conditions and Energy Efficiency in Plasma Assisted Machining of Ti-6Al-4V. Materials 2019, 12, 2590. [Google Scholar] [CrossRef] [Green Version]
- Nam, J.; Lee, S.W. Machinability of Titanium Alloy (Ti-6Al-4V) in Environmentally-Friendly Micro-Drilling Process with Nanofluid Minimum Quantity Lubrication Using Nanodiamond Particles. Int. J. Precis. Eng. Manuf. Technol. 2018, 5, 29–35. [Google Scholar] [CrossRef]
- Ahmed, N.; Anwar, S.; Ishfaq, K.; Rafaqat, M.; Saleh, M.; Ahmad, S. The Potentiality of Sinking EDM for Micro-Impressions on Ti-6al-4v: Keeping the Geometrical Errors (Axial and Radial) and Other Machining Measures (Tool Erosion and Work Roughness) at Minimum. Sci. Rep. 2019, 9, 1–18. [Google Scholar] [CrossRef] [Green Version]
- Lei, J.; Wu, X.; Wang, Z.; Xu, B.; Zhu, L.; Wu, W. Electrical Discharge Machining of Micro Grooves Using Laminated Disc Electrodes Made of Cu and Sn Foils. J. Mater. Process. Technol. 2019, 271, 455–462. [Google Scholar] [CrossRef]
- Rahul, N.; Abhishek, K.; Datta, S.; Biswal, B.B.; Mahapatra, S. Machining Performance Optimization for Electro-Discharge Machining of Inconel 601, 625, 718 and 825: An Integrated Optimization Route Combining Satisfaction Function, Fuzzy Inference System and Taguchi Approach. J. Braz. Soc. Mech. Sci. Eng. 2016, 39, 3499–3527. [Google Scholar] [CrossRef]
- Misal, N.D.; Sadaiah, M. Investigation on Surface Roughness of Inconel 718 in Photochemical Machining. Adv. Mat. Sci. Eng. 2017, 2017. [Google Scholar] [CrossRef] [Green Version]
- Machno, M. Impact of Process Parameters on the Quality of Deep Holes Drilled in Inconel 718 Using EDD. Materials 2019, 12, 2298. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kumar, A.; Singh, H.; Kumar, V. Study the Parametric Effect of Abrasive Water Jet Machining on Surface Roughness of Inconel 718 Using Rsm-Bbd Techniques. Mater. Manuf. Process. 2017, 33, 1483–1490. [Google Scholar] [CrossRef]
- Sivaprakasam, P.; Hariharan, P.; Gowri, S. Modeling and Analysis of Micro-Wedm Process of Titanium Alloy (Ti–6Al–4V) Using Response Surface Approach. Eng. Sci. Technol. Int. J. 2014, 17, 227–235. [Google Scholar] [CrossRef] [Green Version]
- Huang, C.H.; Yang, A.B.; Hsu, C.-Y. The Optimization of Micro Edm Milling of Ti–6Al–4V Using a Grey Taguchi Method and Its Improvement by Electrode Coating. Int. J. Adv. Manuf. Technol. 2018, 96, 3851–3859. [Google Scholar] [CrossRef]
- Zeng, Z.; Wang, Y.; Wang, Z.; Shan, D.; He, X. A Study of Micro-EDM and Micro-ECM Combined Milling for 3D Metallic Micro-Structures. Precis. Eng. 2012, 36, 500–509. [Google Scholar] [CrossRef]
- Büttner, H.; Hajri, M.; Roth, R.; Wegener, K. High Aspect Ratio Microstructuring of Copper Surfaces by Means of Ultrashort Pulse Laser Ablation. Procedia CIRP 2018, 68, 190–195. [Google Scholar] [CrossRef]
- Sanchez-Urbano, F.; Paz-Gomez, G.; Rodriguez-Alabanda, O.; Romero-Carrillo, P.; Cabrerizo-Vílchez, M.; Rodriguez-Valverde, M.A.; Guerrero-Vaca, G. Non-Stick Coatings in Aluminium Molds for the Production of Polyurethane Foam. Coatings 2018, 8, 301. [Google Scholar] [CrossRef] [Green Version]
- Lee, W.H.; Özel, T. An Experimental Method for Laser Micro-Machining of Spherical and Elliptical 3-D Objects. Int. J. Nanomanuf. 2009, 3, 264. [Google Scholar] [CrossRef]
- Paula, K.T.; Mercante, L.A.; Schneider, R.; Correa, D.S.; Mendonca, C.R. Micropatterning MoS2/Polyamide Electrospun Nanofibrous Membranes Using Femtosecond Laser Pulses. Photonics 2019, 6, 3. [Google Scholar] [CrossRef] [Green Version]
- Ahuir-Torres, J.; Arenas, M.; Perrie, W.; De Damborenea, J. Influence of Laser Parameters in Surface Texturing of Ti6Al4V and AA2024-T3 Alloys. Opt. Lasers Eng. 2018, 103, 100–109. [Google Scholar] [CrossRef]
- Ahuir-Torres, J.; Arenas, M.; Perrie, W.; Dearden, G.; De Damborenea, J. Surface Texturing of Aluminium Alloy AA2024-T3 by Picosecond Laser: Effect on Wettability and Corrosion Properties. Surf. Coat. Technol. 2017, 321, 279–291. [Google Scholar] [CrossRef]
- Schille, J.; Schneider, L.; Loeschner, U.; Ebert, R.; Scully, P.J.; Goddard, N.; Steiger, B.; Exner, H. Micro Processing of Metals Using a High Repetition Rate Femtosecond Laser: From Laser Process Parameter Study to Machining Examples. Int. Congr. Appl. Lasers Electro-Opt. 2011, 773–782. [Google Scholar] [CrossRef]
- Dhaker, K.L.; Pandey, A.K. Particle Swarm Optimisation of Hole Quality Characteristics in Laser Trepan Drilling of Inconel 718. Def. Sci. J. 2019, 69, 37–45. [Google Scholar] [CrossRef]
- Williams, E.; Brousseau, E.; Rees, A. Nanosecond Yb Fibre Laser Milling of Aluminium: Effect of Process Parameters on the Achievable Surface Finish and Machining Efficiency. Int. J. Adv. Manuf. Technol. 2014, 74, 769–780. [Google Scholar] [CrossRef]
- Kuar, A.; Dhara, S.; Mitra, S. Multi-Response Optimisation of Nd: YAG Laser Micro-Machining of Die Steel Using Response Surface Methodology. Int. J. Manuf. Technol. Manag. 2010, 21, 17. [Google Scholar] [CrossRef]
- Sharma, A.; Yadava, V. Simultaneous Optimisation of Average Kerf Taper and Surface Roughness During Pulsed Nd: YAG Laser Cutting of Thin Al-Alloy Sheet for Straight Profile. Int. J. Manuf. Technol. Manag. 2013, 27, 112. [Google Scholar] [CrossRef]
- Hossain, A.; Hossain, A.; Nukman, Y.; Hassan, M.A.; Harizam, M.Z.; Sifullah, A.M.; Parandoush, P. A Fuzzy Logic Based Prediction Model for Kerf Width in Laser Beam Machining. Mater. Manuf. Process. 2015, 31, 679–684. [Google Scholar] [CrossRef]
- Kumar, J.; Khamba, J.S. Modeling the Material Removal Rate in Ultrasonic Machining of Titanium Using Dimensional Analysis. Int. J. Adv. Manuf. Technol. 2009, 48, 103–119. [Google Scholar] [CrossRef]
- Yu, Z.; Yang, G.; Zhang, W.; Hu, J. Investigating the Effect of Picosecond Laser Texturing on Microstructure and Biofunctionalization of Titanium Alloy. J. Mater. Process. Technol. 2018, 255, 129–136. [Google Scholar] [CrossRef]
- Ghosal, A.; Manna, A. Response Surface Method Based Optimization of Ytterbium Fiber Laser Parameter During Machining of Al/Al2O3-MMC. Opt. Laser Technol. 2013, 46, 67–76. [Google Scholar] [CrossRef]
- Wee, L.M.; Lim, G.C.; Zheng, H.Y. Dimensional Analyses and Surface Quality of Pulsed UV Laser Micro-Machining of STAVAX Stainless Steel Mold Inserts. Int. J. Adv. Manuf. Technol. 2011, 57, 1011–1027. [Google Scholar] [CrossRef]
- Mukherjee, R.; Goswami, D.; Chakraborty, S. Parametric Optimization of Nd:YAG Laser Beam Machining Process Using Artificial Bee Colony Algorithm. J. Ind. Eng. 2013, 2013, 1–15. [Google Scholar] [CrossRef]
- Pazokian, H. Theoretical and Experimental Investigations of the Influence of Overlap Between the Laser Beam Tracks on Channel Profile and Morphology in Pulsed Laser Machining of Polymers. Optik 2018, 171, 431–436. [Google Scholar] [CrossRef]
- Hussain, M.; Gupta, P.; Kumar, P.; Das, A.K. Selective Laser Melting of Single Track on Ti–6Al–4V Powder: Experimentation and Finite Element Analysis. Arab. J. Sci. Eng. 2019, 45, 1173–1180. [Google Scholar] [CrossRef]
- Balbaa, M.; Mekhiel, S.; Elbestawi, M.A.; McIsaac, J. On Selective Laser Melting of Inconel 718: Densification, Surface Roughness, and Residual Stresses. Mater. Des. 2020, 193, 108818. [Google Scholar] [CrossRef]
- Gharbi, O.; Jiang, D.; Feenstra, D.R.; Kairy, S.K.; Wu, Y.; Hutchinson, C.; Birbilis, N. On the Corrosion of Additively Manufactured Aluminium Alloy AA2024 Prepared by Selective Laser Melting. Corros. Sci. 2018, 143, 93–106. [Google Scholar] [CrossRef]
- Mustafa, H.; Mezera, M.; Matthews, D.; Römer, G. Effect of Surface Roughness on the Ultrashort Pulsed Laser Ablation Fluence Threshold of Zinc and Steel. Appl. Surf. Sci. 2019, 488, 10–21. [Google Scholar] [CrossRef] [Green Version]
- Rudenko, A.; Mauclair, C.; Garrelie, F.; Stoian, R.; Colombier, J. Light Absorption by Surface Nanoholes and Nanobumps. Appl. Surf. Sci. 2019, 470, 228–233. [Google Scholar] [CrossRef] [Green Version]
- Naeem, M. Laser Processing of Reflective Materials. Laser Tech. J. 2013, 10, 18–20. [Google Scholar] [CrossRef]
- Miyamoto, I.; Knorovsky, G.A. 14—Laser Microwelding. In Microjoining and Nanojoining; Zhou, Y., Ed.; Woodhead Publishing Series in Welding and Other Joining Technologies; Woodhead Publishing: Cambridge, UK, 2008; pp. 345–417. ISBN 978-1-84569-179-0. [Google Scholar]
- Tian, Y.H.; Wang, C.Q. 12—Laser Soldering. In Microjoining and Nanojoining; Zhou, Y., Ed.; Woodhead Publishing Series in Welding and Other Joining Technologies; Woodhead Publishing: Cambridge, UK, 2008; pp. 299–326. ISBN 978-1-84569-179-0. [Google Scholar]
- Yang, J.; Sun, S.; Brandt, M.; Yan, W. Experimental Investigation and 3d Finite Element Prediction of the Heat Affected Zone During Laser Assisted Machining of Ti6Al4V Alloy. J. Mater. Process. Technol. 2010, 210, 2215–2222. [Google Scholar] [CrossRef]
- Perry, T.L.; Werschmoeller, D.; Li, X.; Pfefferkorn, F.E.; Duffie, N.A. Pulsed Laser Polishing of Micro-Milled Ti6Al4V Samples. J. Manuf. Process. 2009, 11, 74–81. [Google Scholar] [CrossRef]
- Ding, H.; Shen, N.; Shin, Y.C. Thermal and Mechanical Modeling Analysis of Laser-Assisted Micro-Milling of Difficult-to-Machine Alloys. J. Mater. Process. Technol. 2012, 212, 601–613. [Google Scholar] [CrossRef]
- Akhtar, S.; Kardas, O.O.; Keles, O.; Yilbas, B.S. Laser Cutting of Rectangular Geometry into Aluminum Alloy: Effect of Cut Sizes on Thermal Stress Field. Opt. Lasers Eng. 2014, 61, 57–66. [Google Scholar] [CrossRef]
- Seshadri, R.; Naveen, I.; Srinivasan, S.; Viswasubrahmanyam, M.; Vijaysekar, K.; Kumar, M.P. Finite Element Simulation of the Orthogonal Machining Process with Al 2024 T351 Aerospace Alloy. Procedia Eng. 2013, 64, 1454–1463. [Google Scholar] [CrossRef] [Green Version]
- Wu, C.S.; Zhang, Z.; Shi, L.; Chen, M. Visualization and Simulation of Plastic Material Flow in Friction Stir Welding of 2024 Aluminium Alloy Plates. Trans. Nonferrous Met. Soc. China 2012, 22, 1445–1451. [Google Scholar] [CrossRef]
- Sainte-Catherine, C.; Jeandin, M.; Kechemair, D.; Ricaud, J.-P.; Sabatier, L. Study of Dynamic Absorptivity at 10.6 µm (CO2) and 1.06 µm (Nd-Yag) Wavelengths as A Function of Temperature. J. Phys. Colloq. 1991, 1, C7. [Google Scholar] [CrossRef] [Green Version]
- Keller, B.P.; Nelson, S.E.; Walton, K.L.; Ghosh, T.K.; Tompson, R.V.; Loyalka, S.K. Total Hemispherical Emissivity of Inconel 718. Nucl. Eng. Des. 2015, 287, 11–18. [Google Scholar] [CrossRef] [Green Version]
- Kamnis, S.; Gu, S.; Zeoli, N. Mathematical modelling of Inconel 718 particles in HVOF thermal spraying. Surf. Coat. Technol. 2008, 202, 2715–2724. [Google Scholar] [CrossRef]
- Wen, C.-D.; Mudawar, I. Emissivity Characteristics of Roughened Aluminum Alloy Surfaces and Assessment of Multispectral Radiation Thermometry (MRT) Emissivity Models. Int. J. Heat Mass Transf. 2004, 47, 3591–3605. [Google Scholar] [CrossRef]
- Greene, G.; Finfrock, C.; Irvine, T. Total Hemispherical Emissivity of Oxidized Inconel 718 in the Temperature Range 300–1000 °C. Exp. Therm. Fluid Sci. 2000, 22, 145–153. [Google Scholar] [CrossRef]
- Susnik, J.; Sturm, R.; Grum, J. Influence of Laser Surface Remelting on Al-Si Alloy Properties. Strojniski Vestnik—J. Mech. Eng. 2012, 58, 614–620. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, L.; Deng, J.; Meng, R.; Zou, X.; Wu, F. Fabrication of Micro-Scale Textured Grooves on Green ZrO2 Ceramics by Pulsed Laser Ablation. Ceram. Int. 2017, 43, 6519–6531. [Google Scholar] [CrossRef]
- Li, D.; Chen, X.; Guo, C.; Tao, J.; Tian, C.; Deng, Y.; Zhang, W. Micro Surface Texturing of Alumina Ceramic with Nanosecond Laser. Procedia Eng. 2017, 174, 370–376. [Google Scholar] [CrossRef]
- Vincent, C.; Monteil, G.; Barriere, T.; Gelin, J.G. Comparison of the characterization of laser striation on lamellar cast iron with various techniques. In 4M 2006—Second International Conference on Multi-Material Micro Manufacture; Elsevier: Amsterdam, The Netherlands, 2006; pp. 153–156. [Google Scholar]
- Abdo, B.M.A.; Mian, S.H.; El-Tamimi, A.; Alkhalefah, H.; Moiduddin, K. Micromachining of Biolox Forte Ceramic Utilizing Combined Laser/Ultrasonic Processes. Materials 2020, 13, 3505. [Google Scholar] [CrossRef]
- Mohammed, M.K.; Umer, U.; AbdulHameed, O.; Alkhalefah, H. Effects of Laser Fluence and Pulse Overlap on Machining of Microchannels in Alumina Ceramics Using an Nd:YAG Laser. Appl. Sci. 2019, 9, 3962. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Ti-6Al-4V [55,56,57] | AA 2024 [58,59,60] | Inconel 718 [61,62,63] | |||
|---|---|---|---|---|---|---|
| Condition | Value | Condition | Value | Condition | Value | |
| Melting Temperature °C | - | 1604–1660 | - | 520 | - | 1260–1335 |
| Thermal Conductivity W/m°C | K = 0.0156.T + 7 | T ≤ Tm: K = 32.74 | 20< T <300: K = 0.247.T + 114.4 | 164–220 [58] 121.8–176.4 [60] | 23–1200 °C | 10.6–29.6 |
| Emissivity | 132–760 °C >760–1100 °C | 0.22–0.3 0.7–0.98 | 600–800 K | 0.1–0.3 [64] | 100-200 °C 650–1300 K | 0.24–0.33 [65] 0.2–0.7 [62] |
| Absorptivity @ 1.064 µm Wavelength | 500–1400 °C 928 °C | 0.28–0.41 [55] 0.38 [57] | - | 0.07 [66] | 300–1700 K | 0.1–0.55 [61] |
| Variable | Unit | Levels | Response | Unit | ||
|---|---|---|---|---|---|---|
| Lamp current intensity (I) | A (%) | 75 | 80 | 85 | Surface roughness (SR_TiA) | Ra (µm) |
| Pulse frequency (f) | kHz | 10 | 15 | 20 | Surface roughness (SR_NiA) | Ra (µm) |
| Scanning speed (V) | mm/s | 200 | 300 | 400 | Surface roughness (SR_AlA) | Ra (µm) |
| Track displacement (TD) | µm | 8 | 10 | 12 | ||
| Layer thickness (LT) | µm | 1 | 2 | 3 | ||
| Run # | Parameters | Responses | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| I (%) | f (kHz) | V (mm/s) | TD (µm) | LT (µm/scan) | SR_TiA (µm) | SR_NiA (µm) | SR_AlA (µm) | ||||||||||
| Ra1 | Ra2 | Ra3 | Avg. Ra | Ra1 | Ra2 | Ra3 | Avg. Ra | Ra1 | Ra2 | Ra3 | Avg. Ra | ||||||
| 1 | 75 | 20 | 200 | 12 | 1 | 1.06 | 0.98 | 0.96 | 1.00 | 3.5 | 3.48 | 3.5 | 3.49 | 1.06 | 1.2 | 1.2 | 1.15 |
| 2 | 75 | 20 | 200 | 8 | 1 | 1.12 | 1.16 | 1.12 | 1.13 | 3.1 | 2.92 | 2.62 | 2.88 | 1.14 | 0.98 | 1.12 | 1.08 |
| 3 | 80 | 15 | 300 | 10 | 2 | 1.26 | 1.38 | 1.18 | 1.27 | 3.74 | 3.46 | 2.44 | 3.21 | 2.92 | 2.86 | 3.08 | 2.95 |
| 4 | 75 | 10 | 400 | 8 | 1 | 1.14 | 1.2 | 1.18 | 1.17 | 2.16 | 2.12 | 2.22 | 2.17 | 3.08 | 3.36 | 3.6 | 3.35 |
| 5 | 80 | 15 | 300 | 10 | 2 | 1.14 | 1.1 | 1.18 | 1.14 | 3.6 | 3.66 | 2.7 | 3.32 | 3.26 | 3.2 | 3.3 | 3.25 |
| 6 | 80 | 15 | 300 | 10 | 2 | 1.24 | 1.3 | 1.3 | 1.28 | 3.1 | 3.12 | 3.4 | 3.21 | 3.42 | 3.18 | 3.22 | 3.27 |
| 7 | 85 | 20 | 200 | 8 | 3 | 2.38 | 2.22 | 2.18 | 2.26 | 3.08 | 3.16 | 2.98 | 3.07 | 3.9 | 4.08 | 4.2 | 4.06 |
| - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 21 | 80 | 15 | 300 | 10 | 2 | 1.08 | 1.16 | 1.14 | 1.13 | 2.92 | 3.44 | 3.42 | 3.26 | 2.74 | 3.16 | 3.2 | 3.03 |
| 22 | 85 | 20 | 400 | 8 | 1 | 1.26 | 1.1 | 1.08 | 1.15 | 3.26 | 3.28 | 3.02 | 3.19 | 3 | 2.94 | 2.88 | 2.94 |
| 23 | 75 | 10 | 200 | 8 | 1 | 1.26 | 1.22 | 1.22 | 1.23 | 3.22 | 3.06 | 3.06 | 3.11 | 3.38 | 3.24 | 3 | 3.21 |
| 24 | 85 | 20 | 400 | 12 | 1 | 1.14 | 1.2 | 1.2 | 1.18 | 2.82 | 3 | 3.1 | 2.97 | 2.6 | 2.72 | 2.54 | 2.62 |
| 25 | 75 | 20 | 400 | 8 | 3 | 1.18 | 1.28 | 1.3 | 1.25 | 4.76 | 4.92 | 5.1 | 4.93 | 3.5 | 3.14 | 3.18 | 3.27 |
| 26 | 75 | 10 | 200 | 8 | 3 | 1.24 | 1.24 | 1.3 | 1.26 | 4.28 | 4.22 | 4.1 | 4.20 | 3.54 | 3.34 | 3.32 | 3.40 |
| 27 | 85 | 10 | 400 | 12 | 1 | 2.38 | 2.36 | 2.36 | 2.37 | 3.98 | 3.94 | 3.92 | 3.95 | 2.78 | 2.16 | 2.34 | 2.43 |
| - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 41 | 75 | 15 | 300 | 10 | 2 | 1.1 | 1.22 | 1.22 | 1.18 | 3.52 | 3.44 | 3.48 | 3.48 | 2.42 | 2.56 | 2.44 | 2.47 |
| 42 | 80 | 10 | 300 | 10 | 2 | 1.26 | 1.2 | 1.26 | 1.24 | 3.18 | 3.12 | 3.2 | 3.17 | 3.68 | 3.48 | 3.4 | 3.52 |
| 43 | 80 | 15 | 300 | 10 | 2 | 1.14 | 1.18 | 1.16 | 1.16 | 3.04 | 3.04 | 2.86 | 2.98 | 2.58 | 2.6 | 2.62 | 2.60 |
| 44 | 80 | 15 | 200 | 10 | 2 | 1.2 | 1.34 | 1.26 | 1.27 | 3.32 | 3.18 | 3.1 | 3.20 | 3.36 | 3.48 | 3.54 | 3.46 |
| 45 | 80 | 15 | 300 | 12 | 2 | 1.28 | 1.18 | 1.2 | 1.22 | 4.08 | 3.38 | 3.94 | 3.80 | 3.02 | 2.92 | 3.02 | 2.99 |
| 46 | 80 | 15 | 300 | 10 | 2 | 1.22 | 1.26 | 1.28 | 1.25 | 2.94 | 3.18 | 3.26 | 3.13 | 3.04 | 3.04 | 3.04 | 3.04 |
| 47 | 80 | 15 | 300 | 10 | 1 | 1.18 | 1.2 | 1.16 | 1.18 | 3.32 | 3.32 | 3.26 | 3.30 | 3.16 | 3.14 | 3.12 | 3.14 |
| 48 | 80 | 15 | 300 | 8 | 2 | 1.36 | 1.26 | 1.34 | 1.32 | 3.46 | 3.6 | 3.54 | 3.53 | 3.14 | 3.18 | 3.12 | 3.15 |
| Variable | Mean | SE Mean | StDev | Minimum | Maximum | Skewness | Kurtosis |
|---|---|---|---|---|---|---|---|
| SR_TiA | 1.57 | 0.13 | 1.01 | 0.96 | 7.75 | 4.70 | 26.44 |
| SR_NiA | 3.61 | 0.09 | 0.68 | 2.16 | 5.67 | 0.88 | 0.83 |
| SR_AlA | 2.90 | 0.14 | 1.01 | 0.96 | 5.51 | 0.04 | 1.2 |
| Substrate Material | ANOVA Summary | Pareto and Normal Effects Summary | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Significant Terms | Total Significant Terms | Most Significant Terms | Largest Effects | Moderate Effects | |||||
| Linear Terms | Square Terms | Interaction Terms | Largest +ve Effect | Largest −ve Effect | Moderate +ve Effect | Moderate −ve Effect | |||
| TiA | 3 terms
| 1 term
| 3 terms
| 7 terms | 2 terms
| 1 term
| 4 terms
| 1 term
| 1 term
|
| NiA | 1 term
| 1 term
| 3 terms
| 5 terms | 2 terms
| 1 term
| 1 term
| 3 terms
| 0 terms |
| AlA | 4 terms
| 0 terms | 5 terms
| 9 terms | 4 terms
| 1 term
| 3 terms
| 3 terms
| 2 terms
|
| Response | Goal | Target | Upper | Weight | Importance |
|---|---|---|---|---|---|
| SR_TiA | Minimum | 0.96 | 7.75 | 1 | 1 |
| SR_NiA | Minimum | 2.16 | 5.67 | 1 | 1 |
| SR_AlA | Minimum | 0.96 | 5.51 | 1 | 1 |
| Variable | Optimal Settings | Optimization Results | |||||
|---|---|---|---|---|---|---|---|
| TiA | NiA | AlA | Response | Fit | SE Fit | 95% CI | |
| I | 85.0 | 85.0 | 75.0 | SR_TiA | 0.521 | 0.312 | (0.106, 1.149) |
| f | 20.0 | 20.0 | 20.0 | SR_NiA | 2.373 | 0.219 | (1.931, 2.815) |
| V | 300.0 | 240.0 | 200.0 | SR_AlA | 0.532 | 0.248 | (0.032, 1.032) |
| TD | 11.03 | 8.0 | 12.0 | ||||
| LT | 3.0 | 1.0 | 3.0 | ||||
| Response | Solution | I (%) | f (kHz) | V (mm/s) | TD (µm) | LT (µm) | SR Fit (µm) | Composite Desirability |
|---|---|---|---|---|---|---|---|---|
| SR_TiA | 1 | 85.0 | 20.0 | 250 | 11.03 | 3.00 | 0.52 | 1.000 |
| 2 | 80.0 | 15.0 | 250 | 10.51 | 3.00 | 0.96 | 0.999 | |
| 3 | 75.0 | 20.0 | 250 | 11.69 | 1.00 | 0.98 | 0.997 | |
| SR_NiA | 1 | 85.0 | 20.0 | 256.5 | 8.0 | 1.00 | 2.37 | 0.941 |
| 2 | 85.0 | 20.0 | 233.5 | 8.0 | 1.00 | 2.39 | 0.935 | |
| 3 | 85.0 | 20.0 | 245.2 | 8.14 | 1.02 | 2.39 | 0.935 | |
| SR_AlA | 1 | 75.0 | 20.0 | 200.0 | 12.0 | 3.00 | 0.53 | 1.000 |
| 2 | 75.0 | 20.0 | 200.0 | 9.44 | 3.00 | 0.96 | 1.000 | |
| 3 | 75.0 | 20.0 | 200.0 | 8.00 | 1.00 | 1.27 | 0.932 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, N.; Rehman, A.U.; Ishfaq, K.; Naveed, R.; Moiduddin, K.; Umer, U.; E Ragab, A.; Al-Zabidi, A. Achieving the Minimum Roughness of Laser Milled Micro-Impressions on Ti 6Al 4V, Inconel 718, and Duralumin. Materials 2020, 13, 4523. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13204523
Ahmed N, Rehman AU, Ishfaq K, Naveed R, Moiduddin K, Umer U, E Ragab A, Al-Zabidi A. Achieving the Minimum Roughness of Laser Milled Micro-Impressions on Ti 6Al 4V, Inconel 718, and Duralumin. Materials. 2020; 13(20):4523. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13204523
Chicago/Turabian StyleAhmed, Naveed, Ateekh Ur Rehman, Kashif Ishfaq, Rakhshanda Naveed, Khaja Moiduddin, Usama Umer, Adham E Ragab, and Ayoub Al-Zabidi. 2020. "Achieving the Minimum Roughness of Laser Milled Micro-Impressions on Ti 6Al 4V, Inconel 718, and Duralumin" Materials 13, no. 20: 4523. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13204523