Effects of Austenitization Temperature and Pre-Deformation on CCT Diagrams of 23MnNiCrMo5-3 Steel

 , , , , ,
, , , , ,
Abstract
:1. Introduction
2. Experimental Material and Methods
3. Results and Discussion
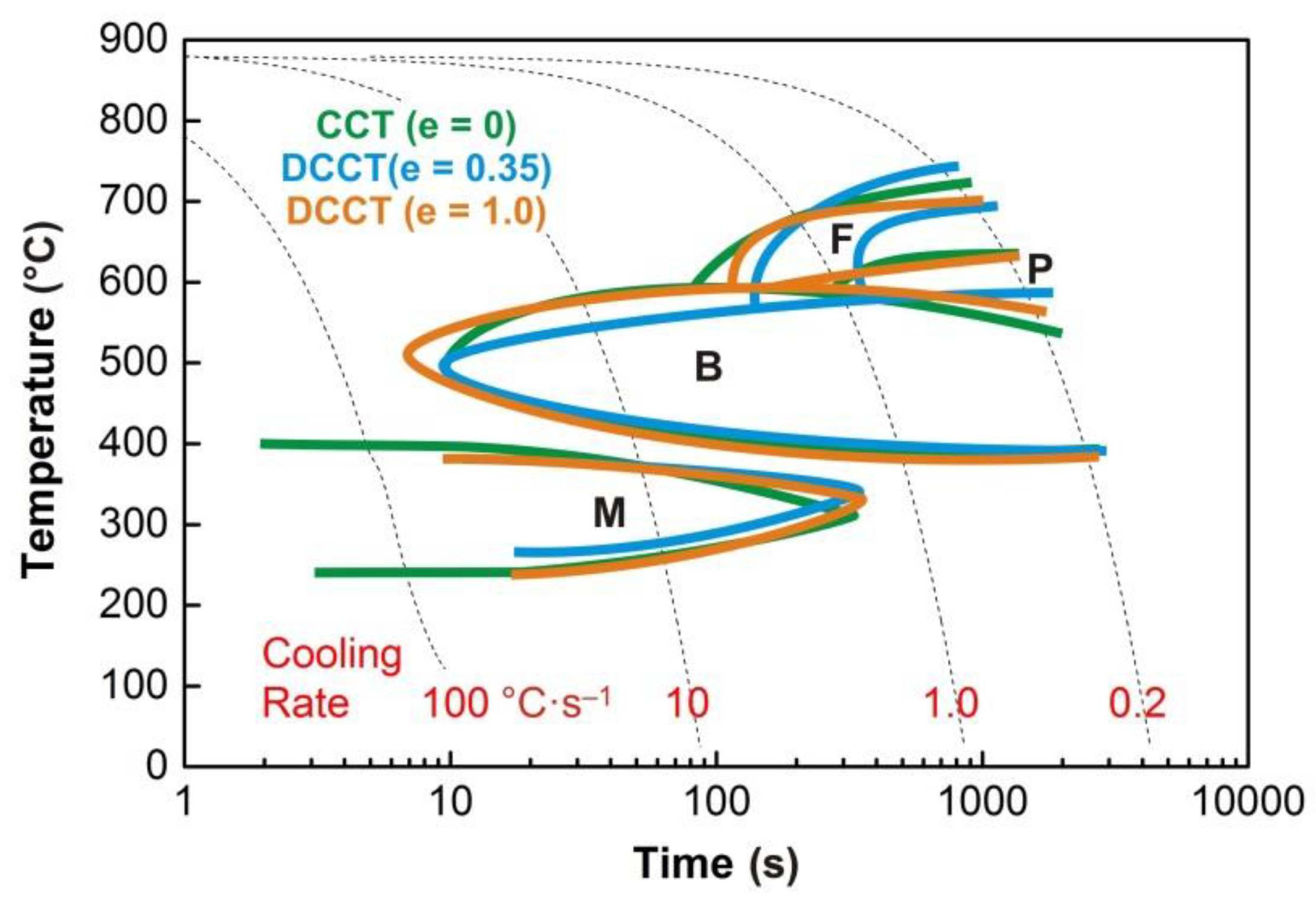
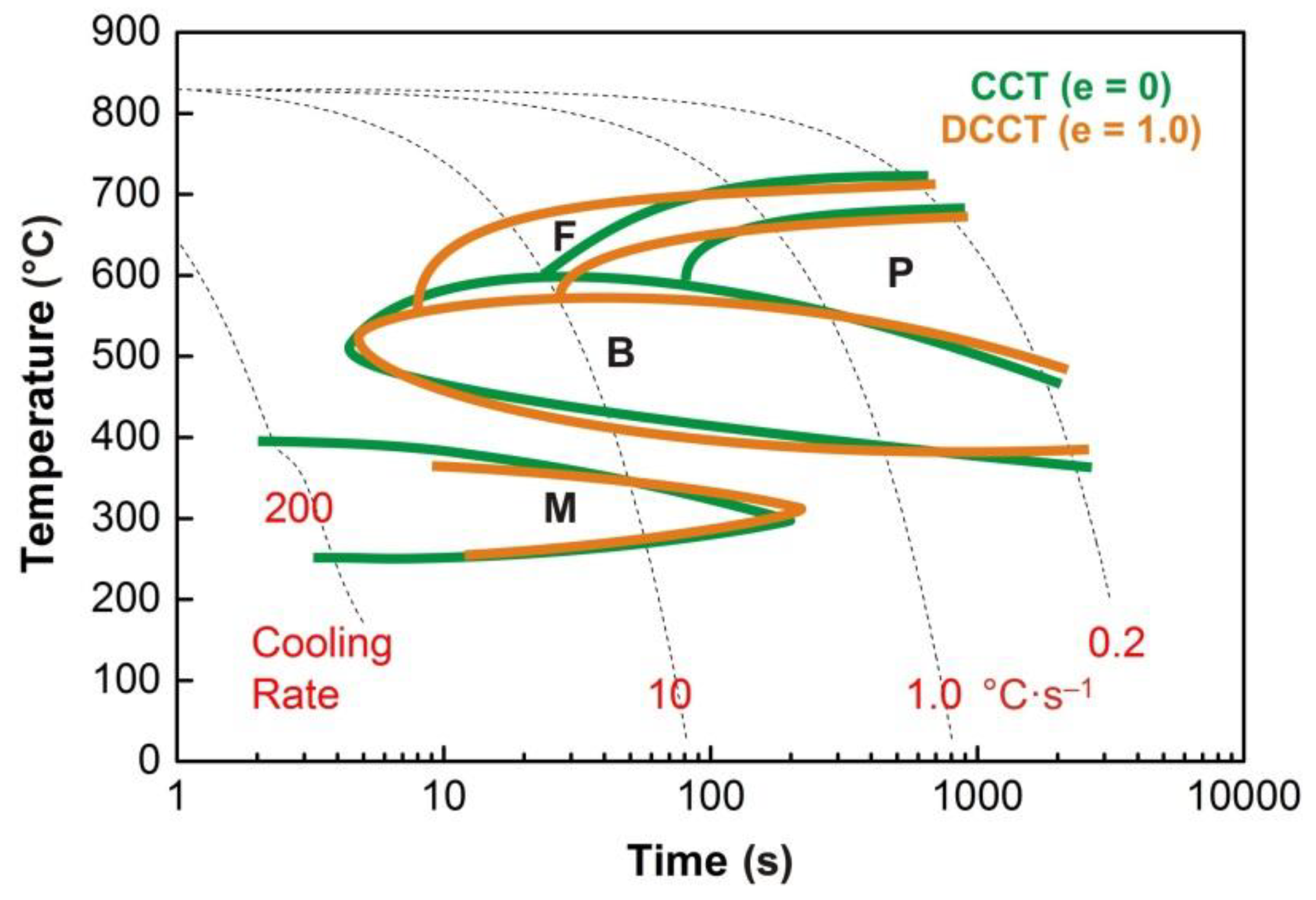
3.1. CCT and DCCT Diagrams
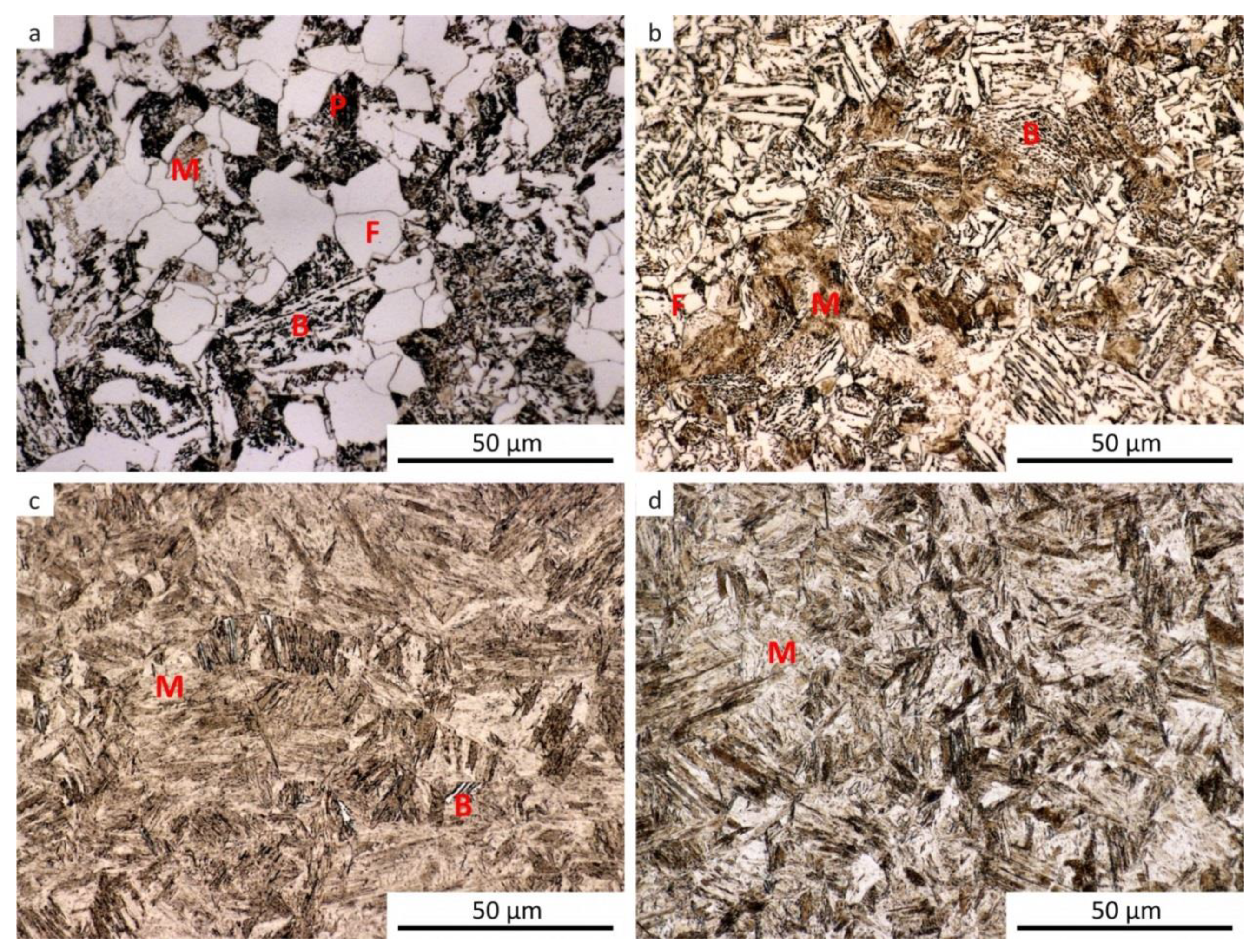
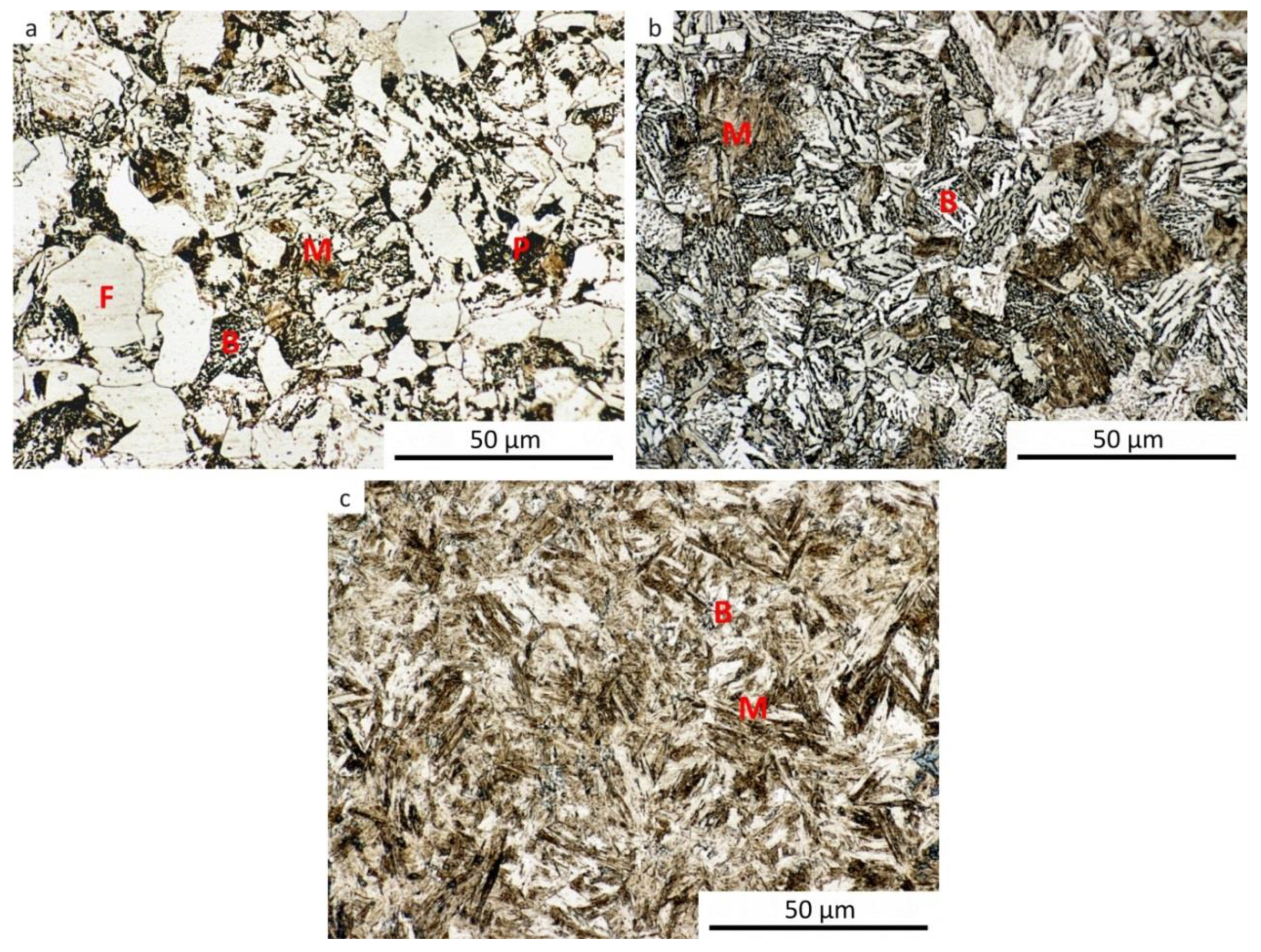
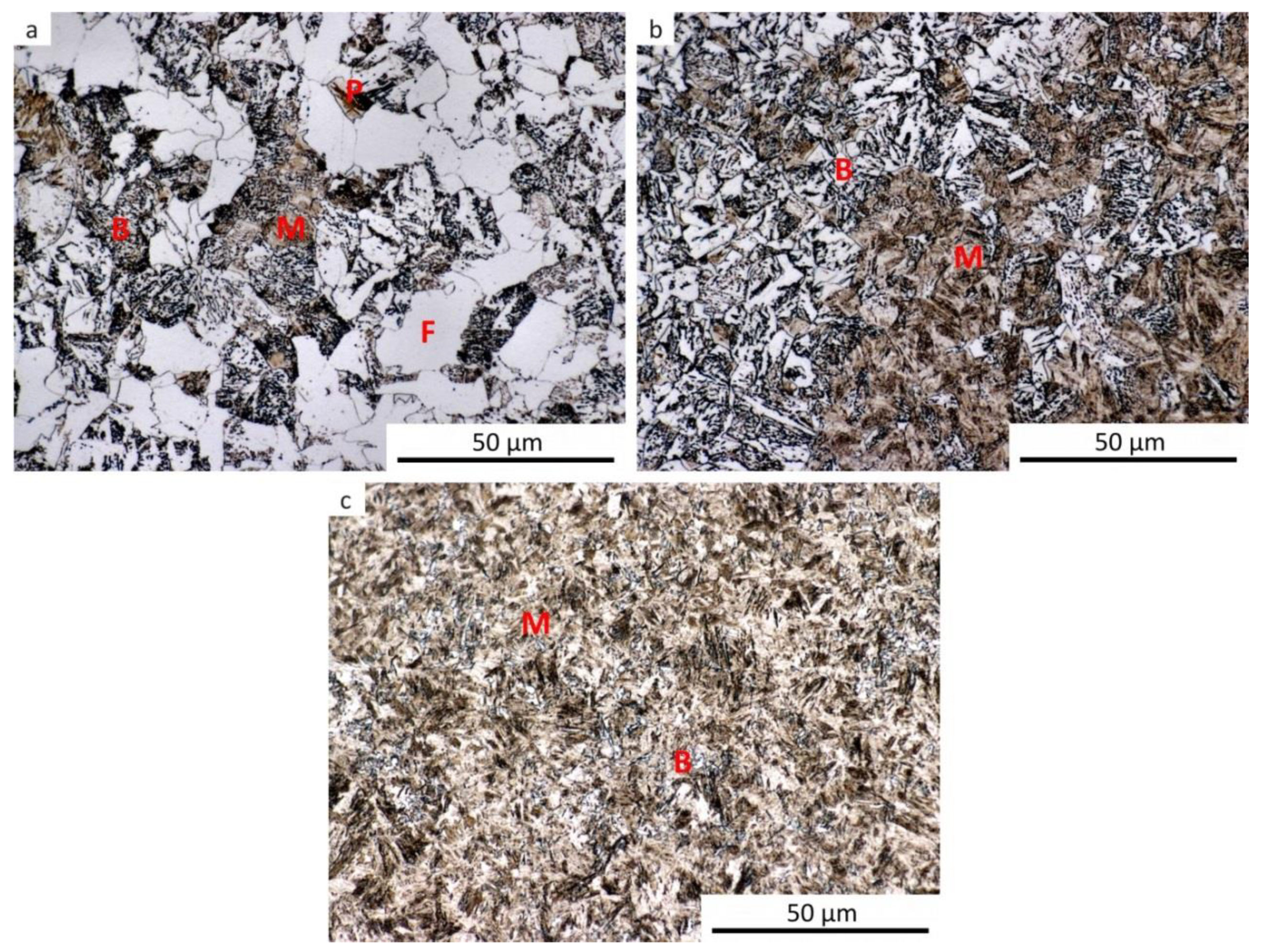
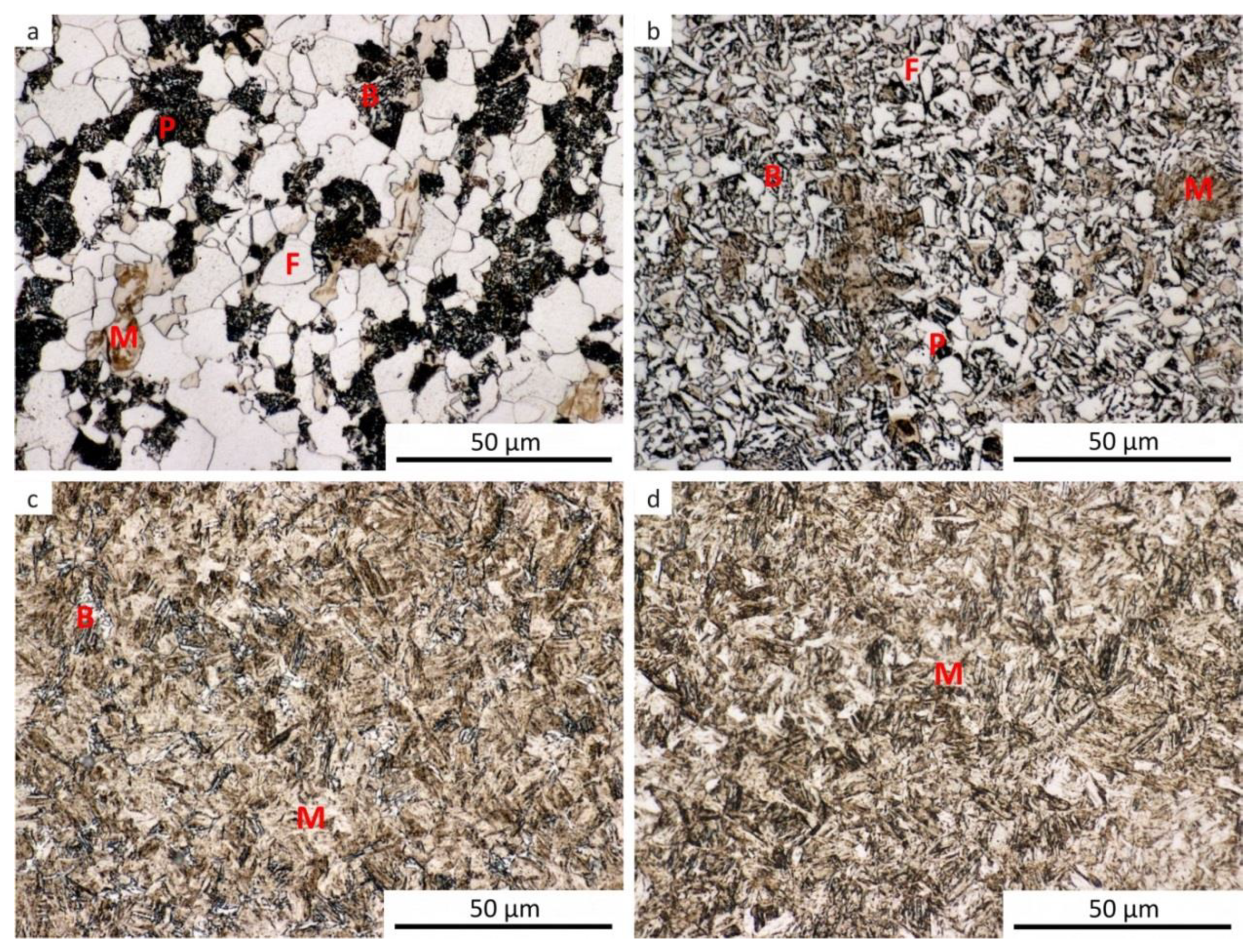
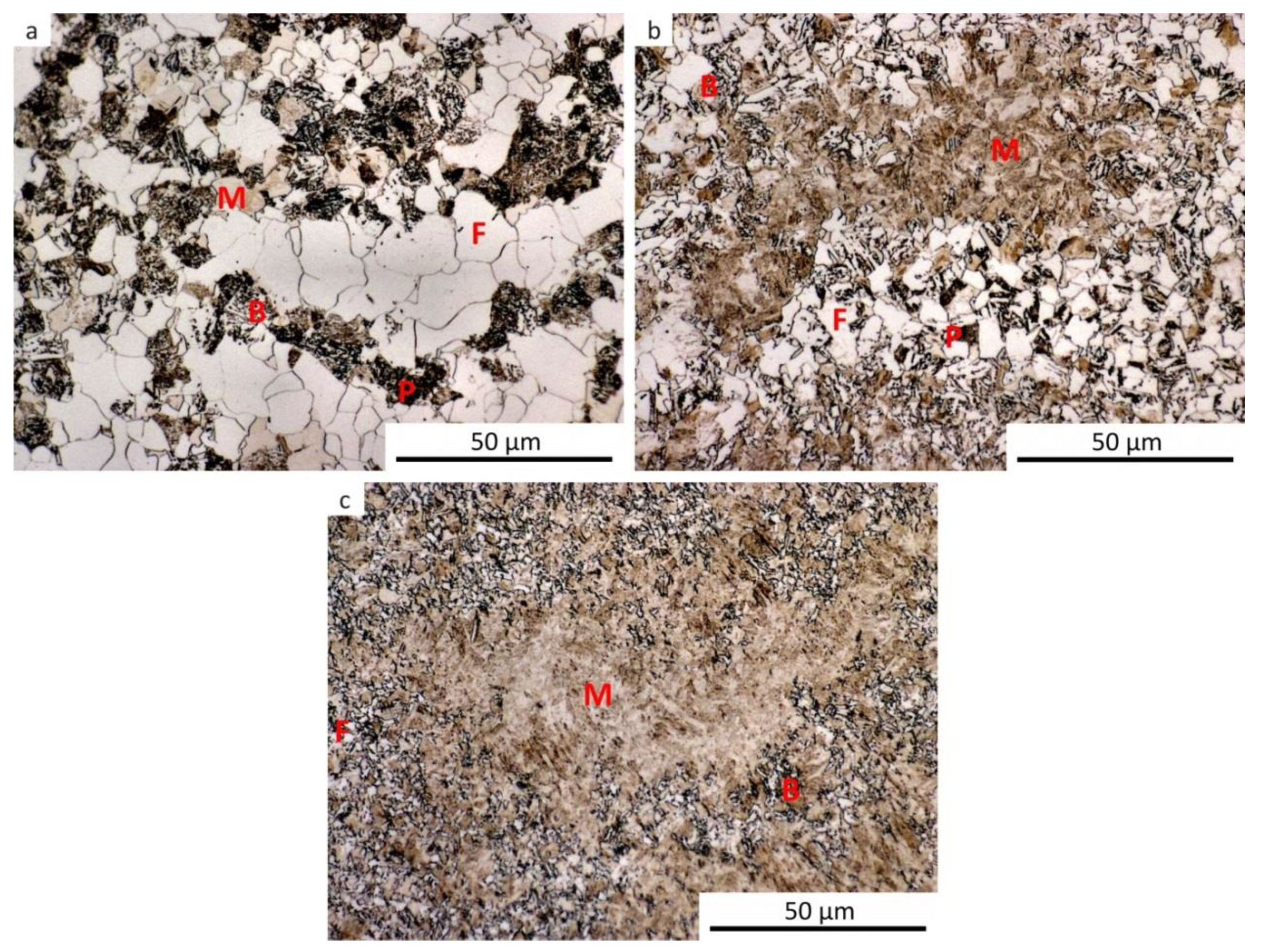
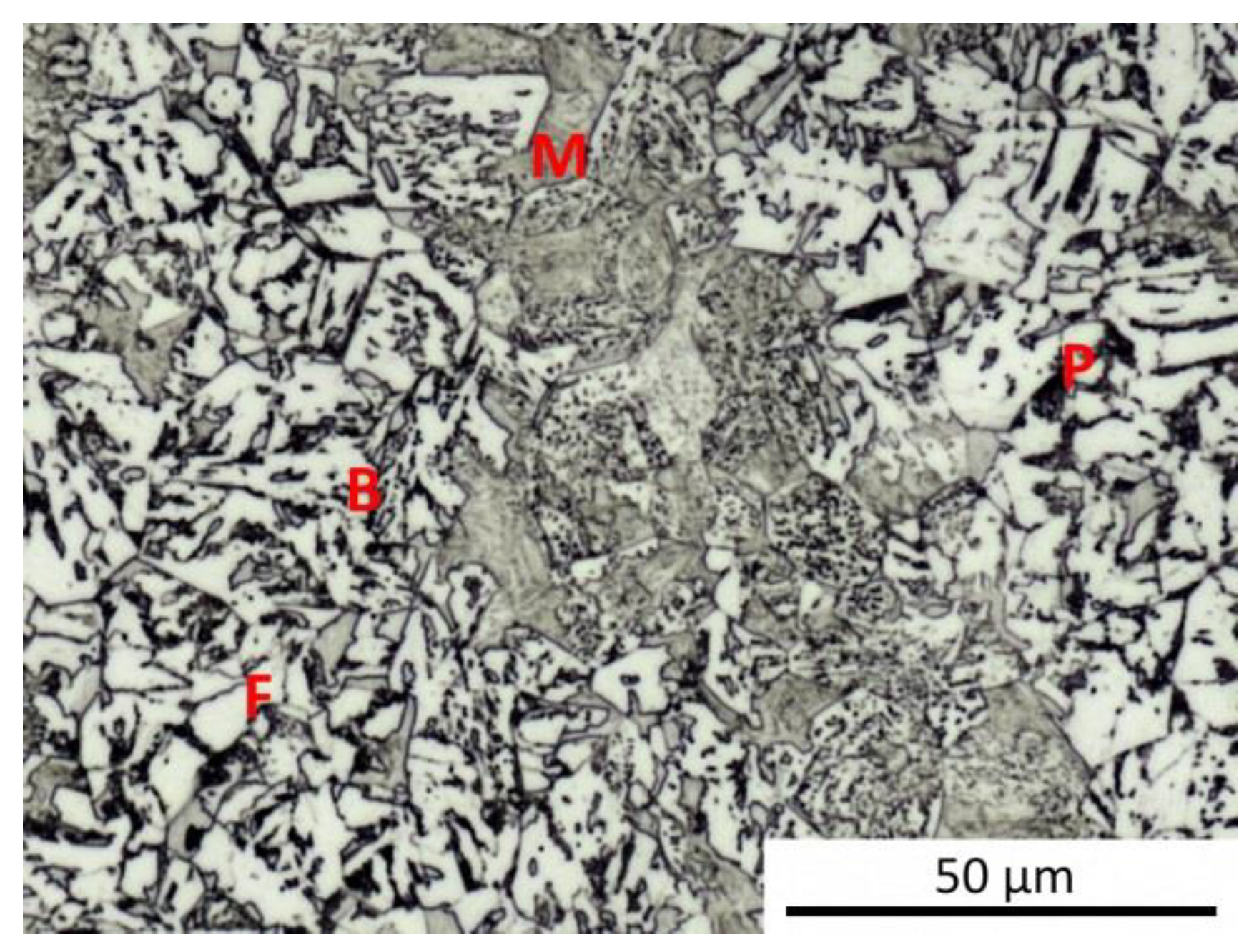
3.2. Phase Composition of Samples after Dilatometry
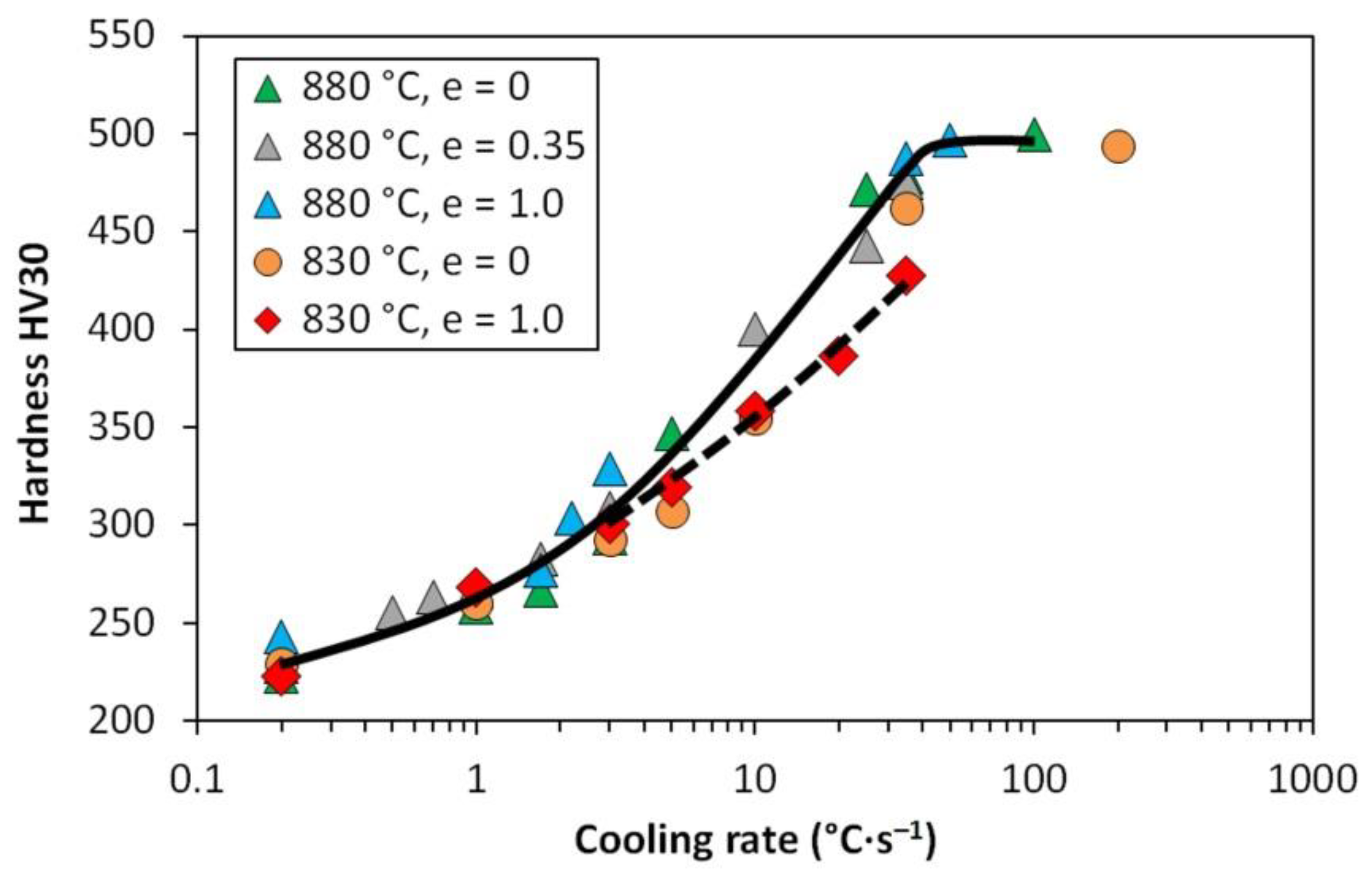
3.3. Hardness Influenced by the Cooling Rate
3.4. Comparison of the Results
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Opiela, M.; Zalecki, W.; Grajcar, A. Influence of plastic deformation on CCT-diagrams of new-developed microalloyed steel. J. Achiev. Mater. Manuf. Eng. 2012, 51, 78–89. [Google Scholar]
- Mun, D.J.; Shin, E.J.; Choi, Y.W.; Lee, S.J.; Koo, Y.M. Effects of cooling rate, austenitizing temperature and austenite deformation on the transformation behavior of high-strength boron steel. Mater. Sci. Eng. A 2012, 545, 214–224. [Google Scholar] [CrossRef]
- Kawulok, R.; Schindler, I.; Sojka, J.; Kawulok, P.; Opěla, P.; Pindor, L.; Grycz, E.; Rusz, S.; Ševčák, V. Effect of strain on transformation diagrams of 100Cr6 steel. Crystals 2020, 10, 326. [Google Scholar] [CrossRef]
- Rusz, S.; Schindler, I.; Kawulok, P.; Kawulok, R.; Opěla, P.; Kliber, J.; Solowski, Z. Phase transformation and cooling curves of the mild steel influenced by previous hot rolling. Metalurgija 2016, 55, 655–658. [Google Scholar]
- Kawulok, P.; Schindler, I.; Mizera, J.; Kawulok, R.; Rusz, S.; Opěla, P.; Olszar, M.; Čmiel, K.M. The influence of a cooling rate on the evolution of microstructure and hardness of the steel 27MnCrB5. Arch. Metall. Mater. 2018, 63, 907–914. [Google Scholar] [CrossRef]
- Timoshenkov, A.; Warczok, P.; Albu, M.; Klarner, J.; Kozeschnik, E.; Gruber, G.; Sommitsch, C. Influence of deformation on phase transformation and precipitation of steels for oil country tubular goods. Steel Res. Int. 2014, 85, 954–967. [Google Scholar] [CrossRef]
- Schindler, I.; Kawulok, R.; Seillier, Y.; Kawulok, P.; Opěla, P.; Rusz, S.; Vodarek, V.; Turoň, R. Continuous cooling transformation diagrams of HSLA steel for seamless tubes production. J. Min. Metall. Sect. B-Metall. 2019, 55, 413–426. [Google Scholar] [CrossRef] [Green Version]
- Yogo, Y.; Kurato, N.; Iwata, N. Investigation of hardness change for spot welded tailored blank in hot stamping using CCT and deformation-CCT diagrams. Metall. Mater. Trans. A 2018, 49, 2293–2301. [Google Scholar] [CrossRef]
- Chen, Z.; Nash, P.; Zhang, Y. Correlation of cooling rate, microstructure and hardness of S34MnV steel. Metall. Mater. Trans. B 2019, 50, 1718–1728. [Google Scholar] [CrossRef]
- Kawulok, R.; Kawulok, P.; Schindler, I.; Opěla, P.; Rusz, S.; Ševčák, V.; Solowski, Z. Study of the effect of deformation on transformation diagrams of two low-alloy manganese-chromium steels. Arch. Metall. Mater. 2018, 63, 1735–1741. [Google Scholar] [CrossRef]
- Grajcar, A.; Kuziak, R.; Zalecki, W. Designing of cooling conditions for Si-Al microalloyed TRIP steel on the basis of DCCT diagrams. J. Achiev. Mater. Manuf. Eng. 2011, 45, 115–124. [Google Scholar]
- Liu, S.K.; Yang, L.; Zhu, D.G.; Zhang, J. The influence of the alloying elements upon the transformation kinetics and morphologies of ferrite plates in alloy steels. Metall. Mater. Trans. A 1994, 25, 1991–2000. [Google Scholar] [CrossRef]
- Calvo, J.; Jung, I.H.; Elwazri, A.M.; Bai, D.; Yue, S. Influence of the chemical composition on transformation behaviour of low carbon microalloyed steels. J. Mater. Sci. Eng. A 2009, 520, 90–96. [Google Scholar] [CrossRef]
- Xie, H.J.; Wu, X.C.; Min, Y.A. Influence of Chemical Composition on Phase Transformation Temperature and Thermal Expansion Coefficient of Hot Work Die Steel. J. Iron Steel Res. Int. 2008, 15, 56–61. [Google Scholar] [CrossRef]
- Javaheri, V.; Khodaie, N.; Kaijalainen, A.; Porter, D. Effect of niobium and phase transformation temperature on the microstructure and texture of a novel 0.40% C thermomechanically processed steel. Mater. Charact. 2018, 142, 295–308. [Google Scholar] [CrossRef]
- Cota, A.B.; Lacerda, C.A.M.; Oliveira, F.L.G.; Machado, F.A.; da Silva Araújo, F.G. Effect of the austenitizing temperature on the kinetics of ferritic grain growth under continuous cooling of a Nb microalloyed steel. Scr. Mater. 2004, 51, 721–725. [Google Scholar] [CrossRef] [Green Version]
- Białobrzeska, B.; Konat, Ł.; Jasiński, R. The Influence of Austenite Grain Size on the Mechanical Properties of Low-Alloy Steel with Boron. Metals 2017, 7, 26. [Google Scholar] [CrossRef] [Green Version]
- Khlestov, V.M.; Konopleva, E.V.; McQueen, H.J. Effects of deformation and heating temperature on the austenite transformation to pearlite in high alloy tool steels. Mater. Sci. Technol. 2002, 18, 54–60. [Google Scholar] [CrossRef]
- Feng, Y.; Zhang, D.; Zhang, M.; Li, J.; Ning, J. Effects of initial austenite grain size on microstructure evolution of medium carbon steel. In Proceedings of the 2016 International Conference on Materials Science, Resource and Environmental Engineering, Xi’an, China, 10–11 December 2016. [Google Scholar] [CrossRef] [Green Version]
- Andersson, M.; VanHumbeeck, J.; Ågren, J. Effect of Recrystallization and Grain Size on the Martensitic Transformation in Fe-31%Mn-5%Si Alloy. Mater. Trans. 1996, 37, 1363–1370. [Google Scholar] [CrossRef] [Green Version]
- Aranda, M.M.; Kim, B.; Rementeria, R.; Capdevila, C.; García de Andres, C. Effect of prior austenite grain size on pearlite transformation in a hypo-eutectoid Fe-C-Mn steel. Metall. Mater. Trans. A 2014, 45, 1778–1786. [Google Scholar] [CrossRef] [Green Version]
- Nürnberger, F.; Grydin, O.; Schaper, M.; Bach, F.W.; Koczurkiewicz, B.; Milenin, A. Microstructure transformations in tempering steels during continuous cooling from hot forging temperatures. Steel Res. Int. 2010, 81, 224–233. [Google Scholar] [CrossRef]
- Karmakar, A.; Mandal, M.; Mandal, A.; Basiruddin, M.S.; Mukherjee, S.; Chakrabarti, D. Effect of starting microstructure on the grain refinement in cold-rolled low-carbon steel during annealing at two different heating rates. Metall. Mater. Trans. A 2016, 47, 268–281. [Google Scholar] [CrossRef]
- Han, J.; Silva, A.K.; Ponge, D.; Raabe, D.; Lee, S.M.; Lee, Y.K.; Hwang, B. The effects of prior austenite grain boundaries and microstructural morphology on the impact toughness of intercritically annealed medium Mn steel. Acta Mater. 2017, 122, 199–206. [Google Scholar] [CrossRef]
- Choo, W.Y.; Um, K.K.; Lee, J.S.; Seo, D.H.; Choi, J.K. Enhancement of fine formation by strain induced dynamic transformation and mechanical properties of fine grained steel. In Proceedings of the International Symposium on Ultrafine Grained Steels, Fukuoka, Japan, 20–22 September 2001; Iron and Steel Institute of Japan: Tokyo, Japan, 2001; pp. 2–9. [Google Scholar]
- Beladi, H.; Kelly, G.L.; Shokouhi, A.; Hodgson, P.D. The evolution of ultrafine ferrite formation through dynamic strain-induced transformation. Mater. Sci. Eng. A 2004, 371, 343–352. [Google Scholar] [CrossRef]
- Ghosh, C.; Aranas, C.J.; Jonas, J.J. Dynamic transformation of deformed austenite at temperatures above the Ae3. Prog. Mater. Sci. 2016, 82, 151–233. [Google Scholar] [CrossRef] [Green Version]
- Park, N.; Zhao, L.; Shibata, A.; Tsuji, N. Dynamic Ferrite Transformation Behaviors in 6Ni-0.1C Steel. JOM 2014, 66, 765–773. [Google Scholar] [CrossRef]
- Capdevila, C.; Caballero, F.G.; García-Mateo, C.; de Andres, C.G. The role of inclusions and austenite grain size on intragranular nucleation of ferrite in medium carbon microalloyed steels. Mater. Trans. 2004, 45, 2678–2685. [Google Scholar] [CrossRef] [Green Version]
- Kawulok, R.; Schindler, I.; Mizera, J.; Kawulok, P.; Rusz, S.; Opěla, P.; Podolinský, P.; Čmiel, K.M. Transformation diagrams of selected steel grades with consideration of deformation effect. Arch. Metall. Mater. 2018, 63, 55–60. [Google Scholar] [CrossRef]
- Zheng, C.; Raabe, D.; Li, D. Prediction of post-dynamic austenite-to-ferrite transformation and reverse transformation in a low-carbon steel by cellular automaton modeling. Acta Mater. 2012, 60, 4768–4779. [Google Scholar] [CrossRef]
- Wang, C.; Wang, X.; Kang, J.; Yuan, G.; Wang, G. Effect of Austenitization Conditions on the Transformation Behavior of Low Carbon Steel Containing Ti–Ca Oxide Particles. Materials 2017, 12, 1070. [Google Scholar] [CrossRef] [Green Version]
- Karmakar, A.; Ghosh, M.; Chakrabarti, D. Cold-rolling and inter-critical annealing of low-carbon steel: Effect of initial microstructure and heating-rate. Mater. Sci. Eng. A 2013, 564, 389–399. [Google Scholar] [CrossRef]
- Zhao, H.; Wynne, B.P.; Palmiere, E.J. Effect of austenite grain size on the bainitic ferrite morphology and grain refinement of a pipeline steel after continuous cooling. Mater. Charact. 2017, 123, 128–136. [Google Scholar] [CrossRef]
- Tsukatani, I.; Hashimoto, S.; Inoue, T. Effects of silicon and manganese addition on mechanical properties of high-strength hot-rolled sheet steel containing retained austenite. ISIJ Int. 1991, 31, 992–1000. [Google Scholar] [CrossRef]
- Adamczyk, J.; Grajcar, A. Structure and mechanical properties of DP-type and TRIP-type sheets obtained after the thermomechanical processing. J. Mater. Process. Technol. 2005, 162–163, 267–274. [Google Scholar] [CrossRef]
- Grajcar, A.; Morawiec, M.; Zalecki, W. Austenite Decomposition and Precipitation Behavior of Plastically Deformed Low-Si Microalloyed Steel. Metals 2018, 8, 1028. [Google Scholar] [CrossRef] [Green Version]
- Kawulok, R.; Schindler, I.; Kawulok, P.; Rusz, S.; Opěla, P.; Solowski, Z.; Čmiel, K.M. Effect of deformation on the CCT diagram of steel 32CrB4. Metalurgija 2015, 54, 473–476. [Google Scholar]
- Yin, S.B.; Sun, X.J.; Liu, Q.Y.; Zhang, Z.B. Influence of Deformation on Transformation of Low-Carbon and High Nb-Containing Steel during Continuous Cooling. J. Iron Steel Res. Int. 2010, 17, 43–47. [Google Scholar] [CrossRef]
- Domański, T.; Piekarska, W.; Kubiak, M.; Saternus, Z. Determination of the final microstructure during processing carbon steel hardening. Procedia Eng. 2016, 136, 77–81. [Google Scholar] [CrossRef] [Green Version]
- Kawulok, R.; Schindler, I.; Kawulok, P.; Rusz, S.; Opela, P.; Kliber, J.; Solowski, Z.; Čmiel, K.M.; Podolinsky, P.; Mališ, M.; et al. Transformation kinetics of selected steel grades after plastic deformation. Metalurgija 2016, 55, 357–360. [Google Scholar]
- Cai, M.H.; Ding, H.; Lee, Y.K. Dynamic strain-induced ferrite transformation during hot compression of low carbon Si-Mn steels. Mater. Trans. 2011, 52, 1722–1727. [Google Scholar] [CrossRef] [Green Version]
- Mohamadizadeh, A.; Zarei-Hanzaki, A.; Heshmati-Manesh, S.; Imandoust, A. The effect of strain induced ferrite transformation on the microstructural evolutions and mechanical properties of a TRIP-assisted steel. Mater. Sci. Eng. A 2014, 607, 621–629. [Google Scholar] [CrossRef]
- Du, L.X.; Yi, H.L.; Ding, H.; Liu, X.H.; Wang, G.D. Effects of Deformation on Bainite Transformation During Continuous Cooling of Low Carbon Steels. J. Iron Steel Res. Int. 2006, 13, 37–39. [Google Scholar] [CrossRef]
- Grajcar, A.; Zalecki, W.; Skrzypczyk, P.; Kilarski, A.; Kowalski, A.; Kołodziej, S. Dilatometric study of phase transformations in advanced high-strength bainitic steel. J. Therm. Anal. Calorim. 2014, 118, 739–748. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Yao, K.F.; Liu, Z. Quantitative research on effects of stresses and strains on bainitic transformation kinetics and transformation plasticity. Mater. Sci. Technol. 2000, 16, 643–647. [Google Scholar] [CrossRef]
- Xu, Y.; Xu, G.; Mao, X.; Zhao, G.; Bao, S. Method to evaluate the kinetics of bainite transformation in low-temperature nanobainitic steel using thermal dilatation curve analysis. Metals 2017, 7, 330. [Google Scholar] [CrossRef] [Green Version]
- Kawata, H.; Fujiwara, K.; Takahashi, M. Effect of carbon content on bainite transformation start temperature in low carbon Fe–9Ni–C alloys. ISIJ Int. 2017, 57, 1866–1873. [Google Scholar] [CrossRef] [Green Version]
- He, B.B.; Xu, W.; Huang, M.X. Increase of martensite start temperature after small deformation of austenite. Mater. Sci. Eng. A 2014, 609, 141–146. [Google Scholar] [CrossRef]
- Nikravesh, M.; Nadeiri, M.; Akbari, G. Influence of Hot Plastic Deformation and Cooling Rate on Martensite and Bainite Start Temperatures in 22MnB5 steel. Mater. Sci. Eng. A 2012, 540, 24–29. [Google Scholar] [CrossRef]
- Wang, H.Z.; Yang, P.; Mao, W.M.; Lu, F.Y. Effect of hot deformation of austenite on martensitic transformation in high manganese steel. J. Alloys Compd. 2013, 558, 26–33. [Google Scholar] [CrossRef]
- Kruglova, A.A.; Orlov, V.V.; Khlusova, E.I. Effect of hot plastic deformation in the austenite interval on structure formation in low-alloyed low-carbon steels. Met. Sci. Heat Treat. 2007, 49, 556–560. [Google Scholar] [CrossRef]
- Ryan, N.D.; McQueen, H.J. Flow Stress, Flow stress, dynamic restoration, strain hardening and ductility in hot working of 316 steel. J. Mater. Process. Technol. 1990, 21, 177–199. [Google Scholar] [CrossRef]
- Poliak, E.I.; Jonas, J.J. A one-parameter approach to determining the critical conditions for the initiation of dynamic recrystallization. Acta Mater. 1996, 44, 127–136. [Google Scholar] [CrossRef]
- Pilehva, F.; Zarei-Hanzaki, A.; Fatemi-Varzaneh, S.M.; Khalesian, A.R. Hot Deformation and Dynamic Recrystallization of Ti-6Al-7Nb Biomedical Alloy in Single-Phase β Region. J. Mater. Eng. Perform. 2015, 24, 1799–1808. [Google Scholar] [CrossRef]
- Luo, R.; Zheng, Q.; Zhu, J.J.; Guo, S.; Li, D.S.; Xu, G.F.; Cheng, X.N. Dynamic recrystallization behavior of Fe–20Cr–30Ni–0.6Nb–2Al–Mo alloy. Rare Met. 2019, 38, 181–188. [Google Scholar] [CrossRef]
- Schindler, I.; Opěla, P.; Kawulok, P.; Sojka, J.; Konečná, K.; Rusz, S.; Kawulok, R.; Sauer, M.; Turoňová, P. Hot deformation behaviour of Mn–Cr–Mo low-alloy steel in various phase regions. Metals 2020, 10, 1225. [Google Scholar] [CrossRef]
- Adamczyk, J.; Opiela, M. Influence of the thermo-mechanical treatment parameters on the inhomogeneity of the austenite structure and mechanical properties of the Cr-Mo steel with Nb, Ti, and B microadditions. J. Mater. Process. Technol. 2004, 157, 456–461. [Google Scholar] [CrossRef]
- Ali, M.; Nyo, T.; Kaijalainen, A.; Hannula, J.; Porter, D.; Kömi, J. Influence of chromium content on the microstructure and mechanical properties of thermomechanically hot-rolled low-carbon bainitic steels containing niobium. Appl. Sci. 2020, 10, 344. [Google Scholar] [CrossRef] [Green Version]
- Sun, W.P.; Hawbolt, E.B. Comparison between static and metadynamic recrystallization an application to the hot rolling of steels. ISIJ Int. 1997, 37, 1000–1009. [Google Scholar] [CrossRef]
- Zahiri, S.H.; Hodgson, P.D. The static, dynamic and metadynamic recrystallisation of a medium carbon steel. Mater. Sci. Technol. 2004, 20, 458–464. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Zheng, L.; Ye, B.; Tong, Z. Metadynamic and static recrystallization softening behavior of a bainite steel. Met. Mater. Int. 2018, 24, 60–66. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of Strain Rate Upon Plastic Flow of Steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Sellars, C.M.; Whiteman, J.A. Recrystallization and grain growth in hot rolling. Met. Sci. 1979, 13, 187–194. [Google Scholar] [CrossRef]
- Najafizadeh, A.; Jonas, J.J. Predicting the Critical Stress for Initiation of Dynamic Recrystallization. ISIJ Int. 2006, 46, 1679–1684. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.G.; Zhang, L.G.; Qi, R.S.; Chen, L.; Jin, M.; Guo, B.F. Prediction of Critical Conditions for Dynamic Recrystallization in 316LN Austenitic Steel. J. Iron Steel Res. Int. 2016, 23, 238–243. [Google Scholar] [CrossRef]
- Ma, Z.; Hu, F.; Wang, Z.; Fu, K.; Wei, Z.; Wang, J.; Li, W. Constitutive Equation and Hot Processing Map of Mg-16Al Magnesium Alloy Bars. Materials 2020, 13, 3107. [Google Scholar] [CrossRef] [PubMed]
- Vajinder, S.; Mondal, C.; Sarkar, R.; Bhattacharjee, P.P.; Ghosal, P. Dynamic recrystallization of a β(B2)-stabilized γ-TiAl based Ti–45Al–8Nb–2Cr-0.2B alloy: The contributions of constituent phases and Zener-Hollomon parameter modulated recrystallization mechanisms. J. Alloys Compd. 2020, 828, 154386. [Google Scholar] [CrossRef]
- Kumar, S.; Karmakar, A.; Nath, S.K. Comparative Assessment on the Hot Deformation Behaviour of 9Cr–1Mo Steel with 1Cr–1Mo Steel. Met. Mater. Int. 2020, 26, 1–16. [Google Scholar] [CrossRef]
- Varela-Castro, G.; Cabrera, J.M.; Prado, J.M. Critical strain for dynamic recrystallisation. The particular case of steels. Metals 2020, 10, 135. [Google Scholar] [CrossRef] [Green Version]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Ni | Cr | Mo | Al | N |
|---|---|---|---|---|---|---|---|---|---|
| 0.23 | 1.17 | 0.16 | 0.015 | 0.006 | 0.79 | 0.44 | 0.22 | 0.034 | 0.0056 |
| Cooling | Austenitization Temperature/True Strain | ||||
|---|---|---|---|---|---|
| Rate | TA = 880 °C | TA = 830 °C | |||
| (°C·s−1) | e = 0 | e = 0.35 | e = 1.0 | e = 0 | e = 1.0 |
| 0.2 | F + P + B | F + P + B | F + B + P | F + P + B | F + B + P |
| 0.5 | – | B + F + (P) | – | – | – |
| 0.7 | – | B + F + (P) | – | – | – |
| 1.0 | F + B + (P) | – | F + B + (P) | F + B + (P) | F + B + (P) |
| 1.7 | B + M + (F) | B + M + [F] | B + M + (F) + [P] | – | – |
| 2.2 | – | – | B + M + [F] | – | – |
| 3.0 | B + M + [F] | B + M | B + M | B + M + F + [P] | B + M + F + (P) |
| 5.0 | M + B | – | – | B + M + [F] | M + B + F + [P] |
| 10 | – | M + B | – | B + M + [F] | M + B + (F) |
| 20 | – | – | – | – | M + B + [F] |
| 25 | M + (B) | M + (B) | – | – | – |
| 35 | M + (B) | M + (B) | M + (B) | M + (B) | M + (B) + [F] |
| 50 | – | – | M + [B] | – | – |
| 100 | M | – | – | – | – |
| 200 | – | – | – | M | – |
| Cooling | Austenitization Temperature/True Strain | ||||
|---|---|---|---|---|---|
| Rate | TA = 880 °C | TA = 830 °C | |||
| (°C·s−1) | e = 0 | e = 0.35 | e = 1.0 | e = 0 | e = 1.0 |
| 0.2 | 223 | 228 | 243 | 229 | 223 |
| 0.5 | – | 255 | – | – | – |
| 0.7 | – | 263 | – | – | – |
| 1.0 | 258 | – | 266 | 260 | 268 |
| 1.7 | 267 | 283 | 277 | – | – |
| 2.2 | – | – | 303 | – | – |
| 3.0 | 294 | 309 | 328 | 293 | 300 |
| 5.0 | 347 | – | – | 308 | 319 |
| 10 | – | 400 | – | 355 | 358 |
| 20 | – | – | – | – | 387 |
| 25 | 472 | 443 | – | – | – |
| 35 | 478 | 475 | 487 | 462 | 428 |
| 50 | – | – | 497 | – | – |
| 100 | 500 | – | – | – | – |
| 200 | – | – | – | 494 | – |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schindler, I.; Kawulok, R.; Opěla, P.; Kawulok, P.; Rusz, S.; Sojka, J.; Sauer, M.; Navrátil, H.; Pindor, L. Effects of Austenitization Temperature and Pre-Deformation on CCT Diagrams of 23MnNiCrMo5-3 Steel. Materials 2020, 13, 5116. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13225116
Schindler I, Kawulok R, Opěla P, Kawulok P, Rusz S, Sojka J, Sauer M, Navrátil H, Pindor L. Effects of Austenitization Temperature and Pre-Deformation on CCT Diagrams of 23MnNiCrMo5-3 Steel. Materials. 2020; 13(22):5116. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13225116
Chicago/Turabian StyleSchindler, Ivo, Rostislav Kawulok, Petr Opěla, Petr Kawulok, Stanislav Rusz, Jaroslav Sojka, Michal Sauer, Horymír Navrátil, and Lukáš Pindor. 2020. "Effects of Austenitization Temperature and Pre-Deformation on CCT Diagrams of 23MnNiCrMo5-3 Steel" Materials 13, no. 22: 5116. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13225116