Influence of Design Parameters on Fresh Properties of Self-Compacting Concrete with Recycled Aggregate—A Review

 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Material Properties of SCC Ingredients
3. Mix Design
- Family IA, W/C ratio as a varying parameter and its influence on the ingredients. Family IB, W/C ratio as a constant parameter;
- Family II, W/P ratio has varying parameters and has an influence on the ingredients;
- Family III, the influence of superplasticizer dosage on the ingredients.
- For family IA mix, an increase in W/C ratio shows a decrease in the percentage of cement content in terms of unit weight;
- For the family IA mix, an increase in the W/C ratio causes an increase in the SCM content of the mixes;
- For the family IB mix, an increase in the W/C ratio is inconsistent with cement and SCM content;
- For a family I mix, the filler content varies concerning the W/C ratio but the sequence shows that a greater amount of filler material results in a higher water content of mixes;
- For the family, I mix, increase in the percentage of aggregate in mixes results in an increase in water required to achieve the same workability of the mix
- With an increase in W/P ratio, powder content of mix is decreased;
- With an increase in the W/P ratio, the proportion of fine aggregate content is decreased and coarse aggregate content is increased;
- With an increase in the W/P ratio, the proportion of replacement of fine aggregate by RFA is decreased;
- Water and SP content in the mix has an indirect relationship with the total powder content of the mix.
- An increase in the replacement of aggregate by RA results in an increase in SP to achieve the same consistency and is observed in mixed designs in the literature;
- Increases in SP result in an increase in SCM content of the mixture;
- Increase in SP results in an increase in the filler quantity of the mix;
- An increase in SP content increases the total aggregate content of the mixture.
4. Influence of Design Parameters on Fresh Concrete Properties
4.1. Effect of the Water to Cement Ratio on Fresh Concrete Properties
4.2. Effect of Water to Powder Ratio on Fresh Concrete Properties
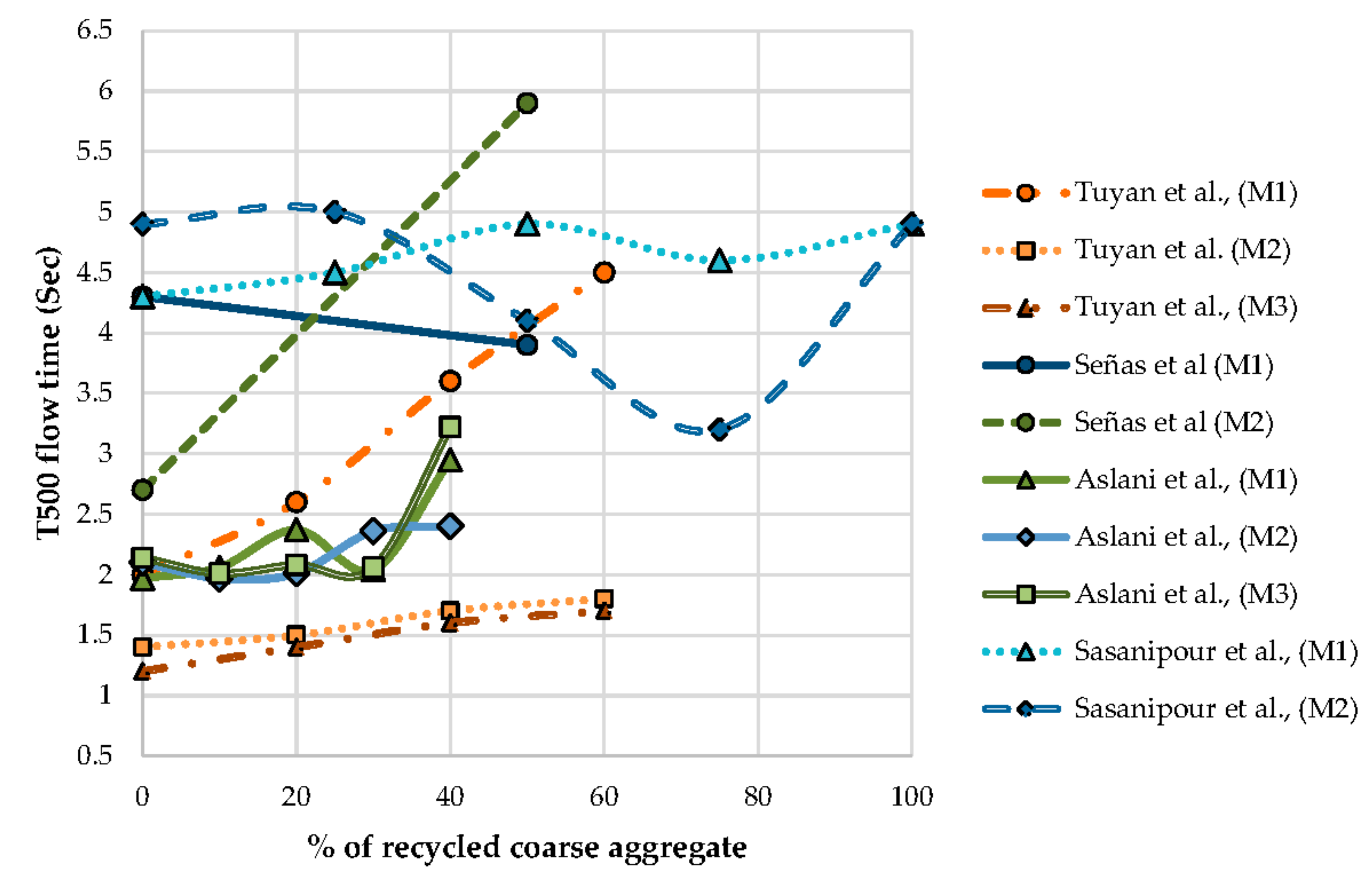
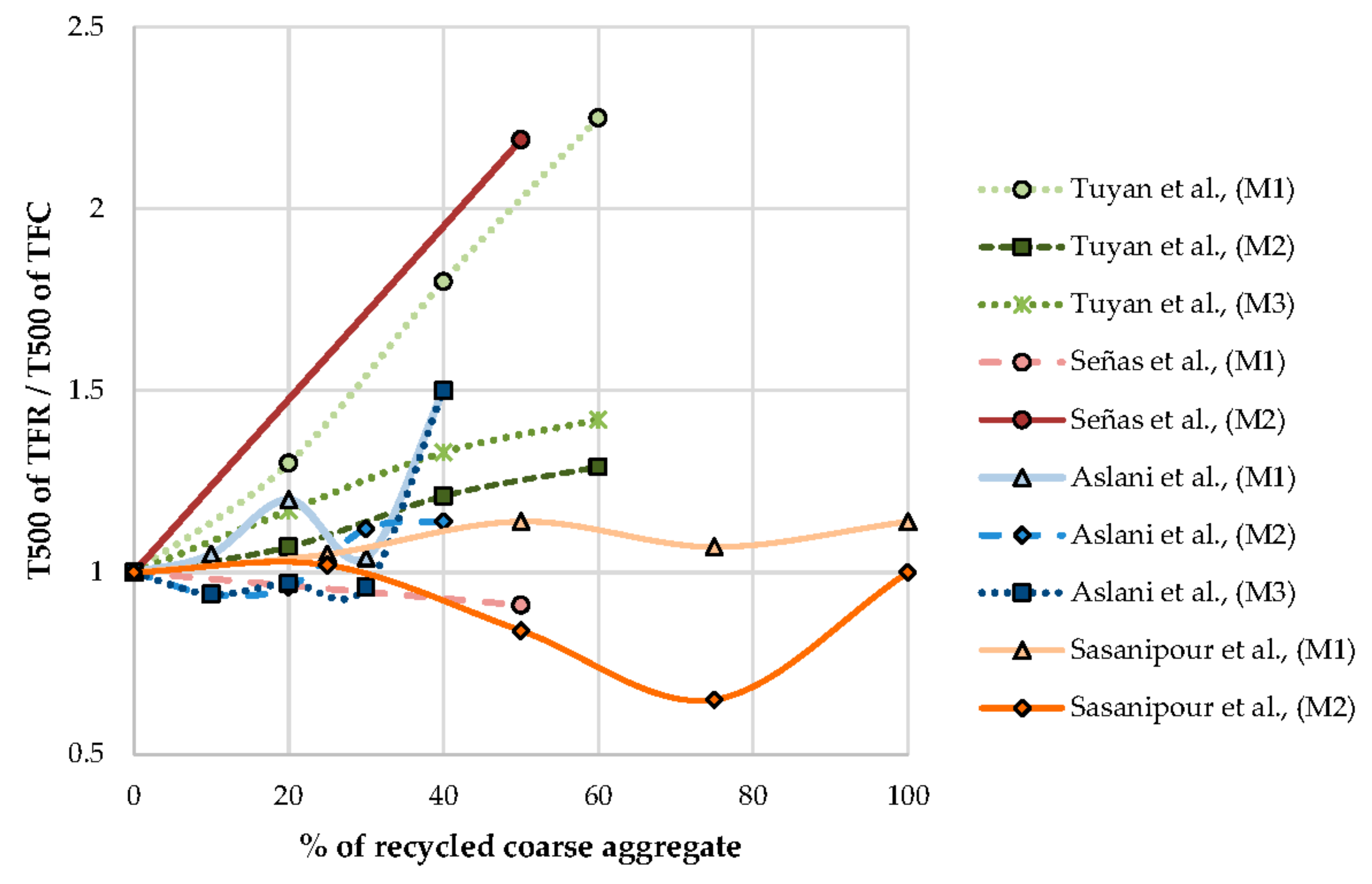
- An increase in the W/P ratio results in T500 flow time to decrease because the flowability of the mix is better when the suspension of solid materials in liquid media increases;
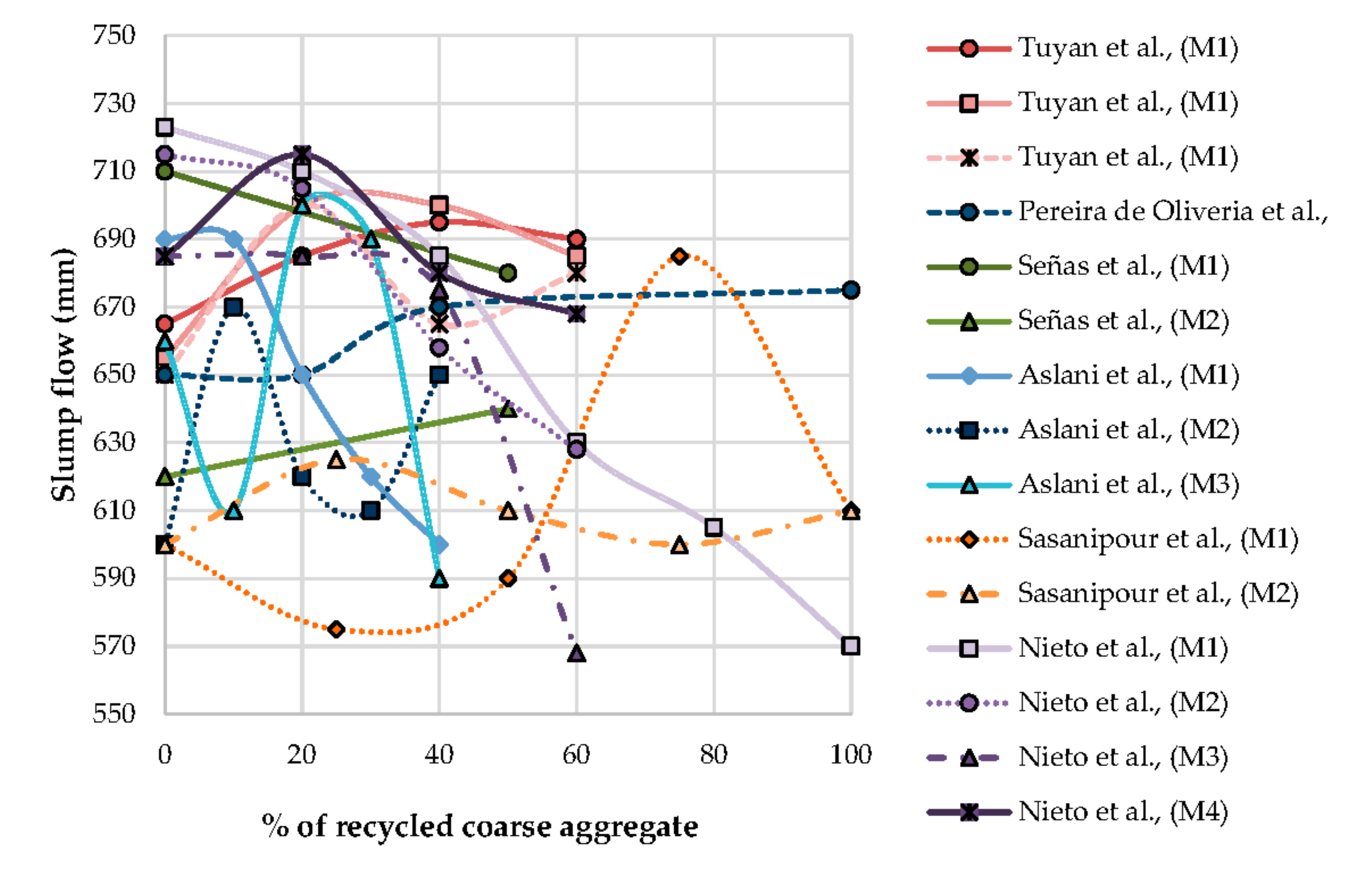
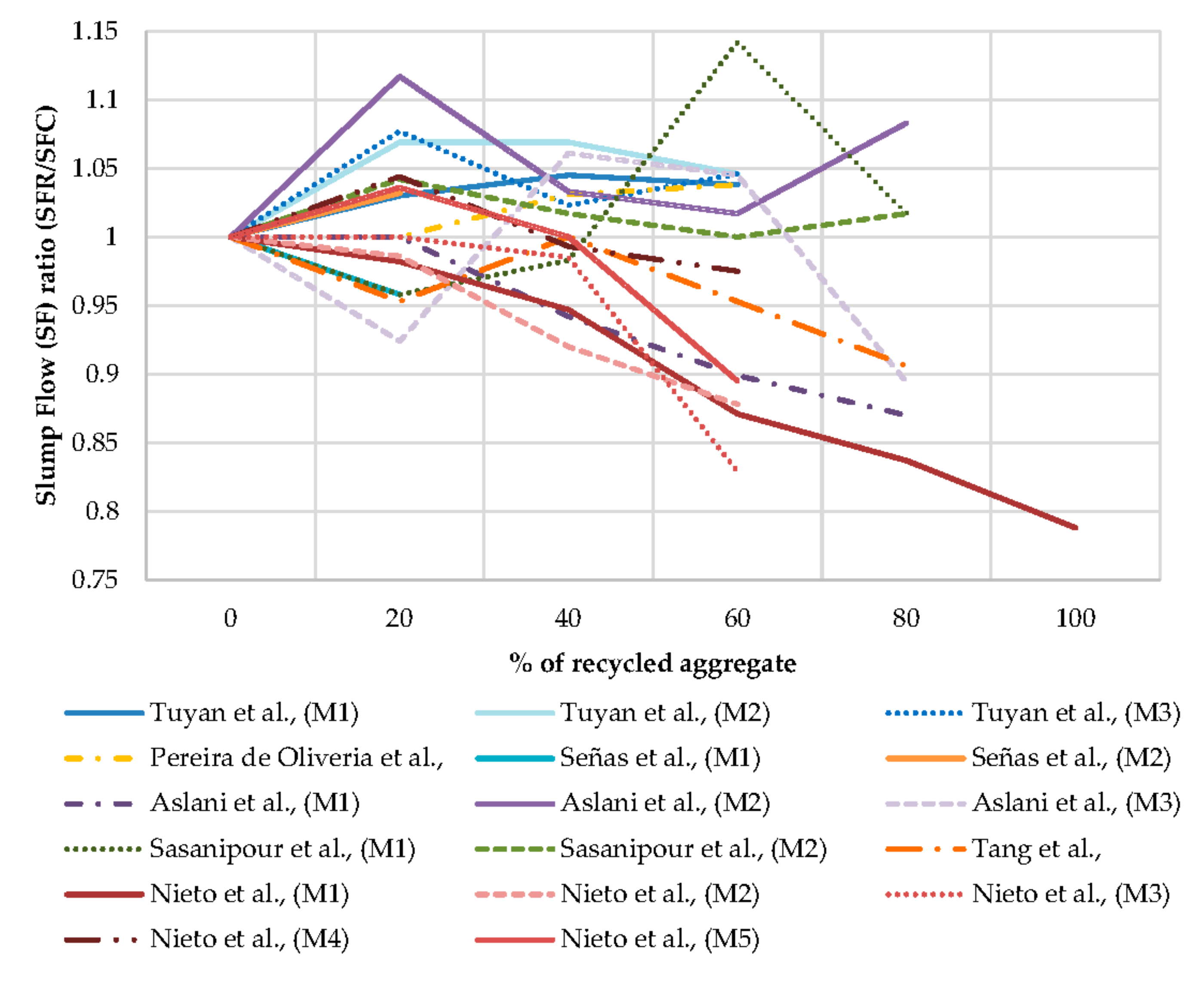
- Slump flow increases with an increase in W/P ratio;
- SCC flow regarding obstruction (J-ring) increases with an increase in W/P ratio;
- L-Box ratio has no relationship concerning W/P ratio;
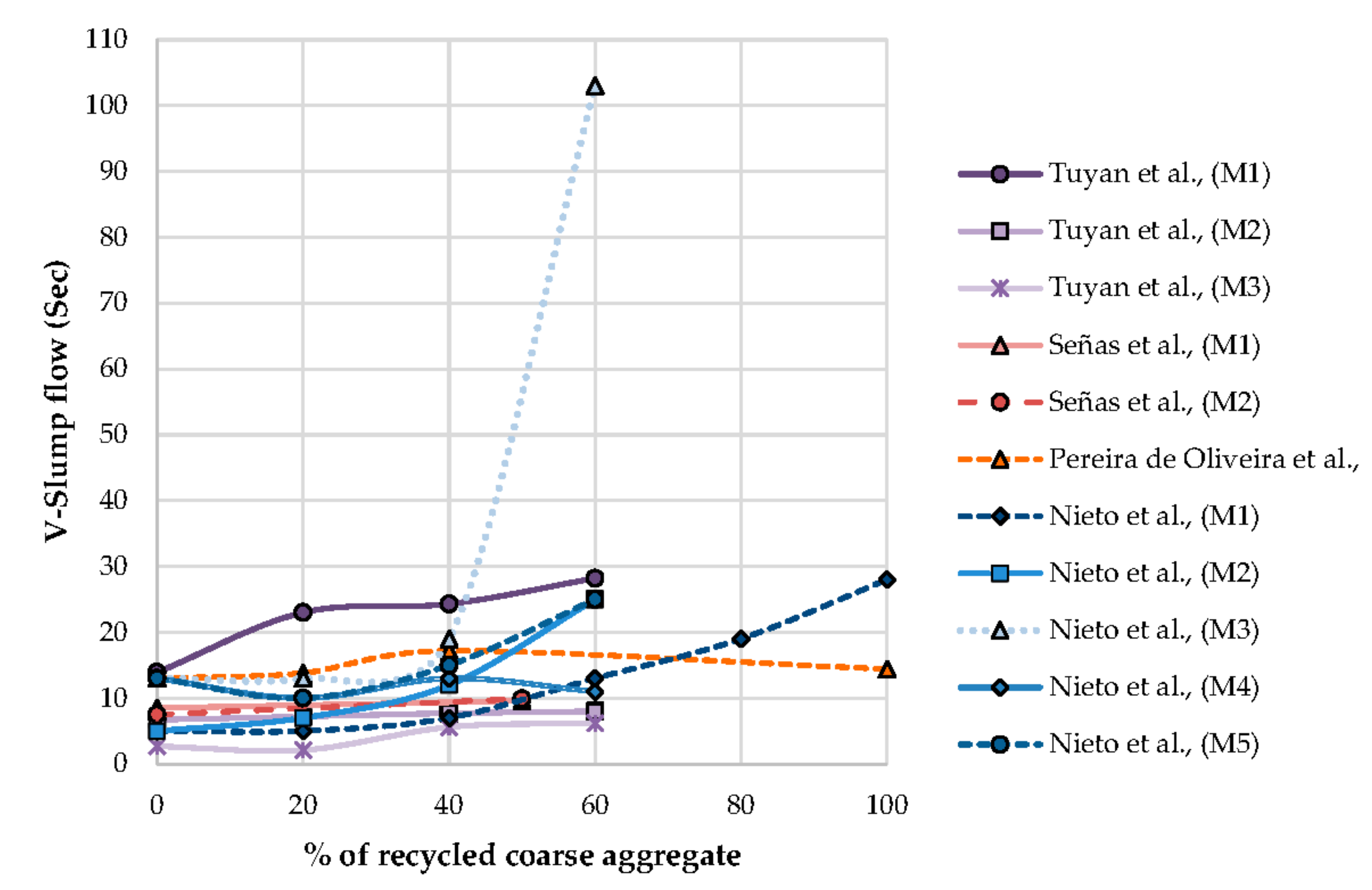
- V-funnel initially decreases and then increases to W/P ratio.
4.3. Effect of the Percentage of Superplasticizer on Fresh Concrete Properties
- An increase in the percentage of SP increases in T500 flow time;
- No constant relationship between slump flow and percentage of SP;
- An increase in the percentage of SP increases J-ring flow;
- An increase in the percentage of SP up to 1%, increases bypassing ability, i.e., L-box ratio;
- An increase in the percentage of SP increases segregation resistance.
5. Conclusions
- For the family, I mix,An increase in the water to cement (W/C) ratio shows a decrease in the percentage of cement content in terms of unit weight.An increase in the W/C ratio causes an increase in the supplementary cementitious material (SCM) content of the mixes.An increase in the percentage of aggregate in mixes results in the increase in water required to achieve the same workability of the mix.
- For family II mix,Increase in water to powder (W/P) ratio, powder content of mix is decreased;Increase in W/P ratio, the proportion of fine aggregate content is decreased and coarse aggregate content is increased;Increase in W/P ratio, the proportion of replacement of fine aggregate by RFA is decreased.
- For family III mix,An increase in the replacement of aggregate by RA increases SP to achieve the same consistency;Increases in SP increase the SCM content of the mixture;An increase in SP increases the filler quantity of the mix.
- An increase in the W/P ratio results in T500 flow time to decrease because the flowability of the mix is better when the suspension of solid materials in liquid media increases. Slump flow increases with an increase in the W/P ratio. SCC flow about obstruction (J-ring) increases with an increase in the W/P ratio. L-Box ratio has no relationship concerning the W/P ratio. V-funnel initially decreases and then increases to the W/P ratio.
- An increase in the percentage of SP increases in T500 flow time. There is no constant relationship between slump flow and percentage of SP. An increase in the percentage of SP increases J-ring flow. An increase in the percentage of SP up to 1%, increases by passing ability, i.e., L-box ratio. An increase in the percentage of SP increases segregation resistance.
Author Contributions
Funding
Conflicts of Interest
References
- Eurostat. Recycling Rate of Waste Excluding Major Mineral Wastes. Available online: https://ec.europa.eu/eurostat/tgm/refreshTableAction.do?tab=table&plugin=1&pcode=ten00106&language=en (accessed on 24 April 2019).
- Eusrostat. Generation of Waste by Economic Activity. Available online: https://ec.europa.eu/eurostat/tgm/table.do?tab=table&tableSelection=1&labeling=labels&footnotes=yes&layout=time,geo,cat&language=en&pcode=sdg_12_50&plugin=1 (accessed on 3 February 2020).
- Anefa. Informe de Situación Económica Sectorial; Madrid, Spain, 2018. Available online: https://www.aridos.org/wp-content/uploads/2018/10/Informe-sectorial-Asamblea-General-ANEFA-2018.pdf (accessed on 10 February 2020).
- Padmini, A.K.; Ramamurthy, K.; Mathews, M.S. Influence of Parent Concrete on the Properties of Recycled Aggregate Concrete. Constr. Build. Mater. 2009, 23, 829–836. [Google Scholar] [CrossRef]
- Fischer, C.; Werge, M. EU as a Recycling Society Present Recycling Levels of Municipal Waste and Construction & Demolition Waste in the Europe; European Environmental Agency (EEA), European Topic Centre on Susatainable Consumption and Production: Copenhagen, Denmark, 2009. [Google Scholar]
- Salesa, Á.; Pérez-Benedicto, J.Á.; Esteban, L.M.; Vicente-Vas, R.; Orna-Carmona, M. Physico-Mechanical Properties of Multi-Recycled Self-Compacting Concrete Prepared with Precast Concrete Rejects. Constr. Build. Mater. 2017, 153, 364–373. [Google Scholar] [CrossRef]
- Sandanayake, M.; Zhang, G.; Setunge, S. Estimation of Environmental Emissions and Impacts of Building Construction—A Decision Making Tool for Contractors. J. Build. Eng. 2019, 21, 173–185. [Google Scholar] [CrossRef]
- Esquinas, A.R.; Ledesma, E.F.; Otero, R.; Jiménez, J.R.; Fernández, J.M. Mechanical Behaviour of Self-Compacting Concrete Made with Non-Conforming Fly Ash from Coal-Fired Power Plants. Constr. Build. Mater. 2018, 182, 385–398. [Google Scholar] [CrossRef]
- Guo, H.; Shi, C.; Guan, X.; Zhu, J.; Ding, Y.; Ling, T.C.; Zhang, H.; Wang, Y. Durability of Recycled Aggregate Concrete—A Review. Cem. Concr. Compos. 2018, 89, 251–259. [Google Scholar] [CrossRef]
- Bostanci, S.C.; Limbachiya, M.; Kew, H. Use of Recycled Aggregates for Low Carbon and Cost Effective Concrete Construction. J. Clean. Prod. 2018, 189, 176–196. [Google Scholar] [CrossRef] [Green Version]
- Gao, M.; Beig, G.; Song, S.; Zhang, H.; Hu, J.; Ying, Q.; Liang, F.; Liu, Y.; Wang, H.; Lu, X.; et al. The Impact of Power Generation Emissions on Ambient PM 2.5 Pollution and Human Health in China and India. Environ. Int. 2018, 121, 250–259. [Google Scholar] [CrossRef]
- Braga, A.M.; Silvestre, J.D.; de Brito, J. Compared Environmental and Economic Impact from Cradle to Gate of Concrete with Natural and Recycled Coarse Aggregates. J. Clean. Prod. 2017, 162, 529–543. [Google Scholar] [CrossRef]
- Jagadesh, P.; Ramachandramurthy, A.; Murugesan, R. Evaluation of Mechanical Properties of Sugar Cane Bagasse Ash Concrete. Constr. Build. Mater. 2018, 176, 608–617. [Google Scholar] [CrossRef]
- Tuyan, M.; Mardani-aghabaglou, A.; Ramyar, K. Freeze—Thaw Resistance, Mechanical and Transport Properties of Self-Consolidating Concrete Incorporating Coarse Recycled Concrete Aggregate. Mater. Des. 2014, 53, 983–991. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoğlu, M. Properties of Self-Compacting Portland Pozzolana and Limestone Blended Cement Concretes Containing Different Replacement Levels of Slag. Mater. Struct. Constr. 2011, 44, 1399–1410. [Google Scholar] [CrossRef]
- Tabsh, S.W.; Abdelfatah, A.S. Influence of Recycled Concrete Aggregates on Strength Properties of Concrete. Constr. Build. Mater. 2009, 23, 1163–1167. [Google Scholar] [CrossRef]
- Evangelista, L.; de Brito, J. Mechanical Behaviour of Concrete Made with Fine Recycled Concrete Aggregates. Cem. Concr. Compos. 2007, 29, 397–401. [Google Scholar] [CrossRef]
- Ghanbari, M.; Monir Abbasi, A.; Ravanshadnia, M. Economic and Environmental Evaluation and Optimal Ratio of Natural and Recycled Aggregate Production. Adv. Mater. Sci. Eng. 2017, 2017. [Google Scholar] [CrossRef] [Green Version]
- Juan-Valdés, A.; Rodríguez-Robles, D.; García-González, J.; Guerra-Romero, M.I.; Morán-del Pozo, J.M. Mechanical and Microstructural Characterization of Non-Structural Precast Concrete Made with Recycled Mixed Ceramic Aggregates from Construction and Demolition Wastes. J. Clean. Prod. 2018, 180, 482–493. [Google Scholar] [CrossRef]
- Pacheco, J.; de Brito, J.; Chastre, C.; Evangelista, L. Experimental Investigation on the Variability of the Main Mechanical Properties of Concrete Produced with Coarse Recycled Concrete Aggregates. Constr. Build. Mater. 2019, 201, 110–120. [Google Scholar] [CrossRef]
- Mas, B.; Cladera, A.; del Olmo, T.; Pitarch, F. Influence of the Amount of Mixed Recycled Aggregates on the Properties of Concrete for Non-Structural Use. Constr. Build. Mater. 2012, 27, 612–622. [Google Scholar] [CrossRef]
- Etxeberria, M.; Vázquez, E.; Marí, A.; Barra, M. Influence of Amount of Recycled Coarse Aggregates and Production Process on Properties of Recycled Aggregate Concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoglu, M.; Algın, Z.; Yazıcı, H. Effect of Surface Treatment Methods on the Properties of Self-Compacting Concrete with Recycled Aggregates. Constr. Build. Mater. 2014, 64, 172–183. [Google Scholar] [CrossRef]
- Herbudiman, B.; Saptaji, A.M. Self-Compacting Concrete with Recycled Traditional Roof Tile Powder. Procedia Eng. 2013, 54, 805–816. [Google Scholar] [CrossRef] [Green Version]
- González-Taboada, I.; González-Fonteboa, B.; Eiras-López, J.; Rojo-López, G. Tools for the Study of Self-Compacting Recycled Concrete Fresh Behaviour: Workability and Rheology. J. Clean. Prod. 2017, 156, 1–18. [Google Scholar] [CrossRef]
- Esquinas, A.R.; Ramos, C.; Jiménez, J.R.; Fernández, J.M.; de Brito, J. Mechanical Behaviour of Self-Compacting Concrete Made with Recovery Filler from Hot-Mix Asphalt Plants. Constr. Build. Mater. 2017, 131, 114–128. [Google Scholar] [CrossRef]
- Carro-López, D.; González-Fonteboa, B.; Martínez-Abella, F.; González-Taboada, I.; De Brito, J.; Varela-Puga, F. Proportioning, Microstructure and Fresh Properties of Self-Compacting Concrete with Recycled Sand. In Procedia Engineering; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; Volume 171, pp. 645–657. [Google Scholar] [CrossRef]
- Silva, P.; de Brito, J. Experimental Study of the Mechanical Properties and Shrinkage of Self-Compacting Concrete with Binary and Ternary Mixes of Fly Ash and Limestone Filler. Eur. J. Environ. Civ. Eng. 2017, 21, 430–453. [Google Scholar] [CrossRef]
- Santos, S.A.; da Silva, P.R.; de Brito, J. Mechanical Performance Evaluation of Self-Compacting Concrete with Fine and Coarse Recycled Aggregates from the Precast Industry. Materials 2017, 10, 904. [Google Scholar] [CrossRef] [Green Version]
- Carro-López, D.; González-Fonteboa, B.; Martínez-Abella, F.; González-Taboada, I.; de Brito, J.; Varela-Puga, F. Proportioning, Fresh-State Properties and Rheology of Self-Compacting Concrete with Fine Recycled Aggregates. Hormigón y Acero 2018, 69, 213–221. [Google Scholar] [CrossRef]
- Ghalehnovi, M.; Roshan, N.; Hakak, E.; Shamsabadi, E.A.; de Brito, J. Effect of Red Mud (Bauxite Residue) as Cement Replacement on the Properties of Self-Compacting Concrete Incorporating Various Fillers. J. Clean. Prod. 2019, 240, 118213. [Google Scholar] [CrossRef]
- Pereira-de-Oliveira, L.A.; Nepomuceno, M.C.S.; Castro-Gomes, J.P.; Vila, M.F.C. Permeability Properties of Self-Compacting Concrete with Coarse Recycled Aggregates. Constr. Build. Mater. 2014, 51, 113–120. [Google Scholar] [CrossRef]
- Safiuddin, M.; Salam, M.A.; Jumaat, M.Z. Effects of Recycled Concrete Aggregate on the Fresh Properties of Self-Consolidating Concrete. Arch. Civ. Mech. Eng. 2011, 11, 1023–1041. [Google Scholar] [CrossRef] [Green Version]
- Kebaïli, O.; Mouret, M.; Arabi, N.; Cassagnabere, F. Adverse Effect of the Mass Substitution of Natural Aggregates by Air-Dried Recycled Concrete Aggregates on the Self-Compacting Ability of Concrete: Evidence and Analysis through an Example. J. Clean. Prod. 2015, 87, 752–761. [Google Scholar] [CrossRef]
- Khaleel, O.R.; Abdul Razak, H. Mix Design Method for Self Compacting Metakaolin Concrete with Different Properties of Coarse Aggregate. Mater. Des. 2014, 53, 691–700. [Google Scholar] [CrossRef] [Green Version]
- Santos, S.; da Silva, P.R.; de Brito, J. Self-Compacting Concrete with Recycled Aggregates—A Literature Review. J. Build. Eng. 2019, 22, 349–371. [Google Scholar] [CrossRef]
- Martínez-García, R.; Guerra-Romero, I.M.; Morán-del Pozo, J.M.; de Brito, J.; Juan-Valdés, A. Recycling Aggregates for Self-Compacting Concrete Production: A Feasible Option. Materials 2020, 13, 868. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rodríguez-Robles, D.; García-González, J.; Juan-Valdés, A.; Morán-del Pozo, J.; Guerra-Romero, M. Quality Assessment of Mixed and Ceramic Recycled Aggregates from Construction and Demolition Wastes in the Concrete Manufacture According to the Spanish Standard. Materials 2014, 7, 5843–5857. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- García-González, J.; Barroqueiro, T.; Evangelista, L.; de Brito, J.; De Belie, N.; Morán-del Pozo, J.; Juan-Valdés, A. Fracture Energy of Coarse Recycled Aggregate Concrete Using the Wedge Splitting Test Method: Influence of Water-Reducing Admixtures. Mater. Struct. Constr. 2017, 50, 1–15. [Google Scholar] [CrossRef]
- UNE-EN 12620:2009. Áridos Para Hormigón; Aenor: Madrid, España, 2009. [Google Scholar]
- UNE-EN 933-3:2012. Ensayos Para Determinar Las Propiedades Geométricas de Los Áridos. Parte 3: Determinación de La Forma de Las Partículas. Índice de Lajas; Aenor: Madrid, España, 2012. [Google Scholar]
- Okamura, H.; Ouchit, M. Self-Compacting High Performance Concrete Development of Self-Compacting Concrete; SAGE Publications Sage: Los Angeles, CA, USA, 1998; Volume 998. [Google Scholar]
- Ouchi, M.; Hibino, M.; Okamura, H. Effect of Superplasticizer on Self-Compactability of Fresh Concrete. Transp. Res. Rec. J. Transp. Res. Board 1997, 1574, 37–40. [Google Scholar] [CrossRef]
- Mehta, P.K.; Monteiro, P.J.M. Concrete. Microstucture, Properties and Materials; McGraw-Hill: New York, NY, USA, 2006. [Google Scholar]
- Ouldkhaoua, Y.; Benabed, B.; Abousnina, R.; Kadri, E.H.; Khatib, J. Effect of Using Metakaolin as Supplementary Cementitious Material and Recycled CRT Funnel Glass as Fine Aggregate on the Durability of Green Self-Compacting Concrete. Constr. Build. Mater. 2020, 235, 117802. [Google Scholar] [CrossRef]
- Okamura, H.; Ouchi, M. Self-Compacting Concrete. J. Adv. Concr. Tech. 2003, 1, 5–15. [Google Scholar] [CrossRef]
- Pereira-de Oliveira, L.A.; Nepomuceno, M.; Rangel, M. An Eco-Friendly Self-Compacting Concrete with Recycled Coarse Aggregates. Inf. la Construcción 2013, 65, 31–41. [Google Scholar] [CrossRef] [Green Version]
- Tertre Torán, J.I.; Moreno Burriel, A. Hormigón Con Árido Reciclado; Cemex: Madrid, Spain, 2010. [Google Scholar]
- Señas, L.; Priano, C.; Marfil, S. Influence of Recycled Aggregates on Properties of Self-Consolidating Concretes. Constr. Build. Mater. 2016, 113, 498–505. [Google Scholar] [CrossRef] [Green Version]
- González Taboada, I.; González Fonteboa, B.; Martínez Abella, F.; Rojo López, G. Influencia de Las Variaciones En Los Materiales Sobre La Reología de Hormigones Autocompactantes Reciclados. In V Congreso Iberoamericano de Hormigón Autocompactante y Hormigones Especiales; Editorial Universitat Politecnica de València: Valencia, Spain, 2018. [Google Scholar] [CrossRef] [Green Version]
- Guerrero Vilches, I.M.; Rodriguez Jeronimo, G.; Rodriguez Montero, J. Valorización Como Árido Reciclado Mixto de Un Residuo de Construcción y Demolición En La Confección de Hormigones Autocompactantes Durables En Terrenos Con Yesos. In V Congreso Iberoamericano de Hormigón Autocompactante y Hormigones Especiales; Editorial Universitat Politecnica de València: Valencia, Spain, 2018. [Google Scholar] [CrossRef] [Green Version]
- García-González, J.; Rodríguez-Robles, D.; Juan-Valdés, A.; Morán-del Pozo, J.; Guerra-Romero, M. Pre-Saturation Technique of the Recycled Aggregates: Solution to the Water Absorption Drawback in the Recycled Concrete Manufacture. Materials 2014, 7, 6224–6236. [Google Scholar] [CrossRef] [Green Version]
- Nagataki, S.; Gokce, A.; Saeki, T. Effects of Recycled Aggregate Characteristics on Performance Parameters of Recycled Aggregate Concrete. Spec. Publ. 2000, 192, 53–72. [Google Scholar] [CrossRef]
- Rashwan, M.S.; Abourizk, S. The Properties of Recycled Concrete. Concr. Int. 1997, 19, 56–60. [Google Scholar]
- Tam, V.W.Y.; Gao, X.F.; Tam, C.M. Microstructural Analysis of Recycled Aggregate Concrete Produced from Two-Stage Mixing Approach. Cem. Concr. Res. 2005, 35, 1195–1203. [Google Scholar] [CrossRef] [Green Version]
- Sasanipour, H.; Aslani, F. Durability Properties Evaluation of Self-Compacting Concrete Prepared with Waste Fine and Coarse Recycled Concrete Aggregates. Constr. Build. Mater. 2020, 236, 117540. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Effect of the Quality of Parent Concrete on the Properties of High Performance Recycled Aggregate Concrete. Constr. Build. Mater. 2015, 77, 501–508. [Google Scholar] [CrossRef]
- Akbarnezhad, A.; Ong, K.C.G.; Tam, C.T.; Zhang, M.H. Effects of the Parent Concrete Properties and Crushing Procedure on the Properties of Coarse Recycled Concrete Aggregates. J. Mater. Civ. Eng. 2013, 25, 1795–1802. [Google Scholar] [CrossRef]
- Limbachiya, M.C.; Leelawat, T.; Dhir, R.K. Use of Recycled Concrete Aggregate in High-Strength Concrete. Mater. Struct. Constr. 2000, 33, 574–580. [Google Scholar] [CrossRef]
- Beltrán, M.G.; Barbudo, A.; Agrela, F.; Galvín, A.P.; Jiménez, J.R. Effect of Cement Addition on the Properties of Recycled Concretes to Reach Control Concretes Strengths. J. Clean. Prod. 2014, 79, 124–133. [Google Scholar] [CrossRef]
- Butler, L.; West, J.S.; Tighe, S.L. Effect of Recycled Concrete Coarse Aggregate from Multiple Sources on the Hardened Properties of Concrete with Equivalent Compressive Strength. Constr. Build. Mater. 2013, 47, 1292–1301. [Google Scholar] [CrossRef]
- Topçu, I.B.; Şengel, S. Properties of Concretes Produced with Waste Concrete Aggregate. Cem. Concr. Res. 2004, 34, 1307–1312. [Google Scholar] [CrossRef]
- Vázquez, E. (Ed.) Progress of Recycling in the Built Environment; Final Report of the RILEM Technical Committee 217-PRE; Springer: Dordrecht, The Netherlands, 2013. [Google Scholar] [CrossRef]
- Yu, X.-X.; Li, R.-Y.; Xiang, D.; Gen, L.; Song, Z. Effect of Mechanical Force Grinding on the Properties of Recycled Powder. Available online: http://en.cnki.com.cn/Article_en/CJFDTOTAL-RGJT201704020.htm (accessed on 21 August 2020).
- Lu, J.X.; Zhan, B.J.; Duan, Z.H.; Poon, C.S. Using Glass Powder to Improve the Durability of Architectural Mortar Prepared with Glass Aggregates. Mater. Des. 2017, 135, 102–111. [Google Scholar] [CrossRef]
- Singh, A.; Arora, S.; Sharma, V.; Bhardwaj, B. Workability Retention and Strength Development of Self-Compacting Recycled Aggregate Concrete Using Ultrafine Recycled Powders and Silica Fume. J. Hazard. Toxic Radioact. Waste 2019, 23, 04019016. [Google Scholar] [CrossRef]
- Duan, Z.; Singh, A.; Xiao, J.; Hou, S. Combined Use of Recycled Powder and Recycled Coarse Aggregate Derived from Construction and Demolition Waste in Self-Compacting Concrete. Constr. Build. Mater. 2020, 254, 119323. [Google Scholar] [CrossRef]
- Tang, W.C.; Ryan, P.C.; Cui, H.Z.; Liao, W. Properties of Self-Compacting Concrete with Recycled Coarse Aggregate. Adv. Mater. Sci. Eng. 2016, 2016. [Google Scholar] [CrossRef] [Green Version]
- Djelloul, O.K.; Menadi, B.; Wardeh, G.; Kenai, S. Performance of Self-Compacting Concrete Made with Coarse and Fine Recycled Concrete Aggregates and Ground Granulated Blast-Furnace Slag. Adv. Concr. Constr. 2018, 6, 103–121. [Google Scholar] [CrossRef]
- Aslani, F.; Ma, G.; Wan, D.L.Y.; Muselin, G. Development of High-Performance Self-Compacting Concrete Using Waste Recycled Concrete Aggregates and Rubber Granules. J. Clean. Prod. 2018, 182, 553–566. [Google Scholar] [CrossRef]
- Nieto, D.; Dapena, E.; Alaejos, P.; Olmedo, J.; Pérez, D. Properties of Self-Compacting Concrete Prepared with Coarse Recycled Concrete Aggregates and Different Water:Cement Ratios. J. Mater. Civ. Eng. 2019, 31, 04018376. [Google Scholar] [CrossRef]
- Dapena, E.; Alaejos, P.; Lobet, A.; Pérez, D. Effect of Recycled Sand Content on Characteristics of Mortars and Concretes. J. Mater. Civ. Eng. 2011, 23, 414–422. [Google Scholar] [CrossRef]
- Gupta, P.K.; Rajhans, P.; Panda, S.K.; Nayak, S.; Das, S.K. Mix Design Method for Self-Compacting Recycled Aggregate Concrete and Its Microstructural Investigation by Considering Adhered Mortar in Aggregate. J. Mater. Civ. Eng. 2020, 32, 04019371. [Google Scholar] [CrossRef]
- Abed, M.; Nemes, R.; Lublóy, É. Performance of Self-Compacting High-Performance Concrete Produced with Waste Materials after Exposure to Elevated Temperature. J. Mater. Civ. Eng. 2020, 32, 05019004. [Google Scholar] [CrossRef]
- Xavier, B.C.; Verzegnassi, E.; Bortolozo, A.D.; Alves, S.M.; Cecche Lintz, R.C.; Andreia Gachet, L.; Osório, W.R. Fresh and Hardened States of Distinctive Self-Compacting Concrete with Marble- and Phyllite-Powder Aggregate Contents. J. Mater. Civ. Eng. 2020, 32, 04020065. [Google Scholar] [CrossRef]
- Rajhans, P.; Gupta, P.K.; Ranjan, R.K.; Panda, S.K.; Nayak, S. EMV Mix Design Method for Preparing Sustainable Self Compacting Recycled Aggregate Concrete Subjected to Chloride Environment. Constr. Build. Mater. 2019, 199, 705–716. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Enhancing the Durability Properties of Concrete Prepared with Coarse Recycled Aggregate. Constr. Build. Mater. 2012, 35, 69–76. [Google Scholar] [CrossRef]
- Lovato, P.S.; Possan, E.; Molin, D.C.C.D.; Masuero, Â.B.; Ribeiro, J.L.D. Modeling of Mechanical Properties and Durability of Recycled Aggregate Concretes. Constr. Build. Mater. 2012, 26, 437–447. [Google Scholar] [CrossRef]
- Poon, C.S.; Kou, S.C.; Lam, L. Influence of Recycled Aggregate on Slump and Bleeding of Fresh Concrete. Mater. Struct. 2007, 40, 981–988. [Google Scholar] [CrossRef]
- Zhang, H.; Zhao, Y.; Meng, T.; Shah, S.P. Surface Treatment on Recycled Coarse Aggregates with Nanomaterials. J. Mater. Civ. Eng. 2016, 28, 04015094. [Google Scholar] [CrossRef]
- Cui, H.Z.; Shi, X.; Memon, S.A.; Xing, F.; Tang, W. Experimental Study on the Influence of Water Absorption of Recycled Coarse Aggregates on Properties of the Resulting Concretes. J. Mater. Civ. Eng. 2015, 27, 04014138. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Properties of Concrete Prepared with PVA-Impregnated Recycled Concrete Aggregates. Cem. Concr. Compos. 2010, 32, 649–654. [Google Scholar] [CrossRef]
- Ismail, S.; Ramli, M. Engineering Properties of Treated Recycled Concrete Aggregate (RCA) for Structural Applications. Constr. Build. Mater. 2013, 44, 464–476. [Google Scholar] [CrossRef]
- Bui, N.K.; Satomi, T.; Takahashi, H. Mechanical Properties of Concrete Containing 100% Treated Coarse Recycled Concrete Aggregate. Constr. Build. Mater. 2018, 163, 496–507. [Google Scholar] [CrossRef]
- Qiu, J.; Tng, D.Q.S.; Yang, E.H. Surface Treatment of Recycled Concrete Aggregates through Microbial Carbonate Precipitation. Constr. Build. Mater. 2014, 57, 144–150. [Google Scholar] [CrossRef]
- Zhu, Y.G.; Kou, S.C.; Poon, C.S.; Dai, J.G.; Li, Q.Y. Influence of Silane-Based Water Repellent on the Durability Properties of Recycled Aggregate Concrete. Cem. Concr. Compos. 2013, 35, 32–38. [Google Scholar] [CrossRef]
- Spaeth, V.; Djerbi Tegguer, A. Improvement of Recycled Concrete Aggregate Properties by Polymer Treatments. Int. J. Sustain. Built Environ. 2013, 2, 143–152. [Google Scholar] [CrossRef] [Green Version]
- Kong, D.; Lei, T.; Zheng, J.; Ma, C.; Jiang, J.; Jiang, J. Effect and Mechanism of Surface-Coating Pozzalanics Materials around Aggregate on Properties and ITZ Microstructure of Recycled Aggregate Concrete. Constr. Build. Mater. 2010, 24, 701–708. [Google Scholar] [CrossRef]
- Xiao, J.; Li, J.; Zhang, C. Mechanical Properties of Recycled Aggregate Concrete under Uniaxial Loading. Cem. Concr. Res. 2005, 35, 1187–1194. [Google Scholar] [CrossRef]
- Katz, A. Properties of Concrete Made with Recycled Aggregate from Partially Hydrated Old Concrete. Cem. Concr. Res. 2003, 33, 703–711. [Google Scholar] [CrossRef]
- Bandi, S.M.; Patel, Y.J.; Vyas, V.H. Study on Fresh and Hardened Properties of Self Compacted Concrete Using Recycled Concrete Aggregate. Int. J. Innov. Res. Sci. Eng. Technol. 2007, 3297. [Google Scholar] [CrossRef]
- EFNARC. Specification and Guidelines for Self-Compacting Concrete; EFNARC: Norfolk, UK, 2002; Volume 44, p. 32. ISBN 0-9539733-4-4. [Google Scholar]
- Moriconi, G.; Corinaldesi, V. Self-Compacting Concrete: A Great Opportunity for Recycling Materials. In Proceedings of the International RILEM Conference on the Use of Recycled Materials in Building and Structures, Barcelona, Spain, 8–11 November 2004. [Google Scholar]
- Grdic, Z.J.; Toplicic-Curcic, G.A.; Despotovic, I.M.; Ristic, N.S. Properties of Self-Compacting Concrete Prepared with Coarse Recycled Concrete Aggregate. Constr. Build. Mater. 2010, 24, 1129–1133. [Google Scholar] [CrossRef]
- Collepardi, M.; Collepardi, S.; Troli, R. Properties of SCC and Flowing Concrete. 2006. Available online: http://www.encosrl.it/OLDSITE/pubblicazioni-scientifiche/pdf/scc/19.pdf (accessed on 10 February 2020).
- Lee, G.; Ling, T.C.; Wong, Y.L.; Poon, C.S. Effects of Crushed Glass Cullet Sizes, Casting Methods and Pozzolanic Materials on ASR of Concrete Blocks. Constr. Build. Mater. 2011, 25, 2611–2618. [Google Scholar] [CrossRef]
- Hui, Z.; Sun, W. Study of Properties of Mortar Containing Cathode Ray Tubes (CRT) Glass as Replacement for River Sand Fine Aggregate. Constr. Build. Mater. 2011, 25, 4059–4064. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredients | Specific Gravity | Fineness Modulus | Blaine’s Surface Area (kg/cm2) | Water Absorption (%) | Bulk Density (kg/m3) | References |
|---|---|---|---|---|---|---|
| Cement | 3.108 | 3495.5 | Tuyan et al., 2014 [14], Pereira-de-Oliveria et al., 2014 [32], Señas et al., 2016 [49], Duan et al., 2020 [67], Tang et al., 2016 [68], Djelloul et al., 2018 [69], Sasanipour et al., 2019 [56], Aslani et al., 2018 [70], Ouldkhaoua et al., 2020 [45], Nieto et al., 2019 [71], Gupta et al., 2020 [73], Singh et al., 2019 [66], Abed et al., 2020 [74], Xavier et al., 2020 [75], Dapena et al., 2011 [72], Rajhans et al., 2011 [76] | |||
| Fine aggregate | 2.651 | 2.76 | 1.35 | 1632.5 | ||
| Coarse aggregate | 2.646 | 6.05 | 1.24 | 1440.25 |
| Source | Types | AS 1 (mm) | FM 2 (mm) | CF 3 (%) | SG 4 | W 5 (%) | BD 6 (kg/m3) | References |
|---|---|---|---|---|---|---|---|---|
| Waste laboratory made concrete | RCA | - | - | - | 2.48 | 4.80 | 1410 | Tuyan et al., 2014 [14] |
| Construction and demolition waste | RCA | 9.5 | 5.78 | - | - | 4.10 | 1509 | Pererira-de-Olivera et al., 2014 [32] |
| RCA | 19 | 6.92 | - | - | 4.05 | 1485 | ||
| Construction work | RCA | 12.5 | 3.77 | - | - | - | - | Señas et al., 2016 [49] |
| Waste infrastructure component | RCA | 12 | 2.59 | - | - | 6.53 | 1220 | Duan et al., 2020 [67] |
| Construction and demolition waste facility | RCA | 10 | - | - | - | 7.75 | 1450 | Tang et al., 2016 [68] |
| Waste from laboratory concrete | RFA | - | 3.8 | - | 2.27 | 8.87 | 1258 | Djelloul., 2018 [69] |
| RCA | 9.5 | - | - | 2.39 | 7.39 | 1172 | ||
| RCA | 12.5 | - | - | 2.4 | 3.21 | 1154 | ||
| Residential and sanitary buildings | RCA | - | - | - | 2.36 | 5.4 | - | Sasanipour et al., 2019 [56] |
| RFA | - | 3.67 | 2.23 | 14.8 | - | |||
| Demolition waste | RCA | - | - | - | - | 5.60 | 1612 | Abed et al., 2020 [74] |
| Concrete, bricks, asphalt, glass, others, aggregates | RCA | 16 | - | - | - | 6.61 | 1584 | Nieto et al., 2019 [71] |
| Demolished building | RCA | - | - | - | 2.54 | 2.33 | 1220 | Gupta et al., 2020 [73] |
| Cathode ray tube funnel glass | RFA | - | 2.16 | - | 2.75 | - | - | Ouldkhaoua et al., 2020 [45] |
| Ingredients (Kg/m3) | Average Values | Standard Deviation | References |
|---|---|---|---|
| Cement | 386.31 | 83.64 | Tuyan et al., 2014 [14], Pereira-de-Oliveria et al. [32], 2014, Señas et al., 2016 [49], Duan et al., 2020 [67], Tang et al., 2016 [68], Djelloul et al., 2018 [69], Sasanipour et al., 2019 [56], Aslani et al., 2018 [70], Ouldkhaoua et al., 2020 [45], Nieto et al., 2019 [71], Gupta et al., 2020 [73], Singh et al., 2019 [66], Abed et al., 2020 [74], Xavier et al., 2020 [75], Dapena et al., 2011 [72], Rajhans et al., 2011 [76] |
| SCM | 191.4 | 80.84 | |
| Filler | 166.5 | 182.37 | |
| Fine aggregate | 823.95 | 214.93 | |
| Coarse Aggregate | 749.26 | 113.77 | |
| Water | 194.07 | 23.52 | |
| SP | 3.62 | 1.67 | |
| Unit weight | 2335.61 | 46.12 |
| RCA Content (%) | FRA Content (%) | Cement (kg/m3) | W/C 1 | % SP 2 | Other Waste | Unit Weight (kg/m3) | W/B 3 | W/P 4 | References |
|---|---|---|---|---|---|---|---|---|---|
| 0 | - | 315 | 0.62 | 1.55 | Fly ash | 2294 | 0.42 | 0.32 | Tuyan et al., 2014 [14] |
| 0 | - | 315 | 0.69 | 1.04 | 2260 | 0.48 | 0.36 | ||
| 0 | - | 315 | 0.76 | 0.69 | 2224 | 0.53 | 0.40 | ||
| 20 | - | 315 | 0.62 | 1.74 | 2295 | 0.42 | 0.32 | ||
| 20 | - | 315 | 0.69 | 1.07 | 2260 | 0.48 | 0.36 | ||
| 20 | - | 315 | 0.76 | 0.76 | 2224 | 0.53 | 0.40 | ||
| 40 | - | 315 | 0.62 | 1.18 | 2295 | 0.42 | 0.32 | ||
| 40 | - | 315 | 0.69 | 1.11 | 2260 | 0.48 | 0.36 | ||
| 40 | - | 315 | 0.76 | 0.85 | 2225 | 0.53 | 0.40 | ||
| 60 | - | 315 | 0.62 | 1.96 | 2295 | 0.42 | 0.32 | ||
| 60 | - | 315 | 0.69 | 1.17 | 2260 | 0.48 | 0.36 | ||
| 60 | - | 315 | 0.76 | 0.95 | 2225 | 0.53 | 0.40 | ||
| 0 | - | 284.9 | 0.57 | 1.19 | - | 2358.5 | 0.25 | 0.129 | Pereira-de-Oliveria et al., 2014 [32] |
| 20 | - | 284.9 | 0.57 | 1.68 | 2349.8 | 0.25 | 0.130 | ||
| 40 | - | 284.9 | 0.56 | 1.61 | 2335.3 | 0.25 | 0.128 | ||
| 100 | - | 284.9 | 0.56 | 2.1 | 2282.2 | 0.25 | 0.130 | ||
| 0 | 0 | 332 | 0.4 | 1.25 | 2400 | 0.4 | 0.5 | Señas et al., 2016 [49] | |
| 50 | 0 | 332 | 0.4 | 1.50 | 2359 | 0.4 | 0.5 | ||
| 50 | 20 | 332 | 0.4 | 1.75 | 2341 | 0.4 | 0.5 | ||
| 0 | 0 | 332 | 0.4 | 0.87 | 2398 | 0.4 | 0.5 | ||
| 50 | 0 | 332 | 0.4 | 1.62 | 2359 | 0.4 | 0.5 | ||
| 50 | 20 | 332 | 0.4 | 1.87 | 2342 | 0.4 | 0.5 | ||
| 0 | 0 | 430.5 | 0.57 | 0.355 | Fly ash Silica fume | 2301.9 | 0.4 | 0.4 | Duan et al., 2020 [67] |
| 0 | 10 | 430.5 | 0.57 | 0.355 | 2301.9 | 0.44 | 0.4 | ||
| 25 | 10 | 430.5 | 0.57 | 0.355 | 2301.9 | 0.44 | 0.4 | ||
| 50 | 10 | 430.5 | 0.57 | 0.355 | 2301.9 | 0.44 | 0.4 | ||
| 100 | 10 | 430.5 | 0.57 | 0.355 | 2301.9 | 0.44 | 0.4 | ||
| 0 | 20 | 430.5 | 0.57 | 0.355 | 2301.9 | 0.50 | 0.4 | ||
| 25 | 20 | 430.5 | 0.57 | 0.355 | 2301.9 | 0.50 | 0.4 | ||
| 50 | 20 | 430.5 | 0.57 | 0.355 | 2301.9 | 0.50 | 0.4 | ||
| 100 | 20 | 430.5 | 0.57 | 0.355 | 2301.9 | 0.50 | 0.4 |
| RCA Content (%) | FRA Content (%) | Cement (kg/m3) | W/C 1 | % SP 2 | Other Waste | Unit Weight (kg/m3) | W/B 3 | W/P 4 | References |
|---|---|---|---|---|---|---|---|---|---|
| 0 | - | 445 | 0.49 | 1.011 | Fly ash Silica fume | 2329.5 | 0.35 | 0.35 | Tang et al., 2020 [68] |
| 25 | - | 445 | 0.49 | 1.011 | 2316.5 | 0.35 | 0.35 | ||
| 50 | - | 445 | 0.49 | 1.011 | 2304.5 | 0.35 | 0.35 | ||
| 75 | - | 445 | 0.49 | 1.011 | 2292.5 | 0.35 | 0.35 | ||
| 100 | - | 445 | 0.49 | 1.011 | 2279.5 | 0.35 | 0.35 | ||
| 0 | 0 | 507 | 0.37 | 1.5 | GGBFS | 2352 | 0.37 | 0.38 | Djelloul et al., 2018 [69] |
| 25 | 25 | 507 | 0.37 | 1.5 | 2307 | 0.37 | 0.38 | ||
| 50 | 50 | 507 | 0.37 | 1.5 | 2261 | 0.37 | 0.38 | ||
| 75 | 75 | 507 | 0.37 | 1.5 | 2265 | 0.37 | 0.38 | ||
| 100 | 100 | 507 | 0.37 | 1.5 | 2170 | 0.37 | 0.38 | ||
| 0 | 0 | 434 | 0.37 | 1.5 | 2353 | 0.37 | 0.38 | ||
| 25 | 25 | 434 | 0.37 | 1.5 | 2307 | 0.37 | 0.38 | ||
| 50 | 50 | 434 | 0.37 | 1.5 | 2261 | 0.37 | 0.38 | ||
| 75 | 75 | 434 | 0.37 | 1.5 | 2265 | 0.37 | 0.38 | ||
| 100 | 100 | 434 | 0.37 | 1.5 | 2170 | 0.37 | 0.38 | ||
| 0 | 0 | 359 | 0.37 | 1.5 | 2353 | 0.37 | 0.38 | ||
| 25 | 25 | 359 | 0.37 | 1.5 | 2307 | 0.37 | 0.38 | ||
| 50 | 50 | 359 | 0.37 | 1.5 | 2261 | 0.37 | 0.38 | ||
| 75 | 75 | 359 | 0.37 | 1.5 | 2265 | 0.37 | 0.38 | ||
| 100 | 100 | 359 | 0.37 | 1.5 | 2170 | 0.37 | 0.38 | ||
| 0 | 0 | 420 | 0.4 | 0.9 | Silica fume | 2322 | 0.4 | 0.28 | Sasanipour et al., 2019 [56] |
| 0 | 0 | 386.4 | 0.4 | 1 | 2322 | 0.4 | 0.28 | ||
| 25 | 0 | 420 | 0.4 | 1.06 | 2317 | 0.4 | 0.28 | ||
| 50 | 0 | 420 | 0.4 | 1.09 | 2294 | 0.4 | 0.28 | ||
| 75 | 0 | 420 | 0.4 | 1.05 | 2287 | 0.4 | 0.28 | ||
| 100 | 0 | 420 | 0.4 | 1 | 2274 | 0.4 | 0.28 | ||
| 25 | 0 | 386.4 | 0.4 | 1 | 2317 | 0.4 | 0.28 | ||
| 50 | 0 | 386.4 | 0.4 | 1.09 | 2299 | 0.4 | 0.28 | ||
| 75 | 0 | 386.4 | 0.4 | 1 | 2287 | 0.4 | 0.28 | ||
| 100 | 0 | 386.4 | 0.4 | 1 | 2274 | 0.4 | 0.28 | ||
| 0 | 25 | 420 | 0.4 | 0.92 | 2287 | 0.4 | 0.28 | ||
| 0 | 25 | 420 | 0.4 | 0.9 | 2320 | 0.4 | 0.28 |
| RCA Content (%) | FRA Content (%) | Cement (kg/m3) | W/C 1 | % SP 2 | Other Waste | Unit Weight (kg/m3) | W/B 3 | W/P 4 | References |
|---|---|---|---|---|---|---|---|---|---|
| 0 | 0 | 180 | 1.125 | 1.667 | Fly ash GGBFS Silica fume Crumbled rubber Scoria | 2332 | 0.45 | 0.25 | Aslani et al., 2018 [70] |
| 10 | 10 | 180 | 1.125 | 1.222 | 2316 | 0.45 | 0.26 | ||
| 20 | 20 | 180 | 1.125 | 1.333 | 2301 | 0.45 | 0.27 | ||
| 30 | 30 | 180 | 1.125 | 1.444 | 2286 | 0.45 | 0.29 | ||
| 40 | 40 | 180 | 1.125 | 1.556 | 2270 | 0.45 | 0.30 | ||
| 0 | 0 | 180 | 1.125 | 1.333 | 2245 | 0.45 | 0.25 | ||
| 0 | 10 | 180 | 1.125 | 1.472 | 2238 | 0.45 | 0.26 | ||
| 0 | 20 | 180 | 1.125 | 1.556 | 2231 | 0.45 | 0.27 | ||
| 0 | 30 | 180 | 1.125 | 1.667 | 2223 | 0.45 | 0.29 | ||
| 0 | 40 | 180 | 1.125 | 1.778 | 2215 | 0.45 | 0.30 | ||
| 0 | 0 | 180 | 1.125 | 1.111 | 2168 | 0.45 | 0.25 | ||
| 0 | 10 | 180 | 1.125 | 1.222 | 2160 | 0.45 | 0.26 | ||
| 0 | 20 | 180 | 1.125 | 1.333 | 2152 | 0.45 | 0.27 | ||
| 0 | 30 | 180 | 1.125 | 1.444 | 2144 | 0.45 | 0.29 | ||
| 0 | 40 | 180 | 1.125 | 1.556 | 2136 | 0.45 | 0.30 | ||
| 0 | 0 | 446 | 0.4 | 0.8 | MK | 2380 | 0.4 | 0.4 | Ouldkhaoua et al., 2020 [45] |
| 0 | 0 | 446 | 0.42 | 0.85 | CRTG | 2380 | 0.4 | 0.4 | |
| 0 | 10 | 446 | 0.42 | 0.85 | 2380 | 0.4 | 0.4 | ||
| 0 | 20 | 446 | 0.42 | 0.85 | 2380 | 0.4 | 0.4 | ||
| 0 | 30 | 446 | 0.42 | 0.83 | 2380 | 0.4 | 0.4 | ||
| 0 | 40 | 446 | 0.42 | 0.83 | 2380 | 0.4 | 0.4 | ||
| 0 | 50 | 446 | 0.42 | 0.8 | 2380 | 0.4 | 0.4 | ||
| 0 | 0 | 422 | 0.44 | 1.1 | 2380 | 0.4 | 0.41 | ||
| 0 | 10 | 422 | 0.44 | 1.1 | 2380 | 0.4 | 0.41 | ||
| 0 | 20 | 422 | 0.44 | 1.1 | 2380 | 0.4 | 0.41 | ||
| 0 | 30 | 422 | 0.44 | 1.05 | 2380 | 0.4 | 0.41 | ||
| 0 | 40 | 422 | 0.44 | 1 | 2380 | 0.4 | 0.41 | ||
| 0 | 50 | 422 | 0.44 | 0.95 | 2380 | 0.4 | 0.41 | ||
| 0 | 0 | 399 | 0.47 | 1.2 | 2380 | 0.4 | 0.41 | ||
| 0 | 10 | 399 | 0.47 | 1.2 | 2380 | 0.4 | 0.41 | ||
| 0 | 20 | 399 | 0.47 | 1.2 | 2380 | 0.4 | 0.41 | ||
| 0 | 30 | 399 | 0.47 | 1.15 | 2380 | 0.4 | 0.41 | ||
| 0 | 40 | 399 | 0.47 | 1.15 | 2380 | 0.4 | 0.41 | ||
| 0 | 50 | 399 | 0.47 | 1.1 | 2380 | 0.4 | 0.41 | ||
| 0 | - | 367 | 0.55 | 1.5 | - | 2354 | 0.55 | 0.42 | Nieto et al., 2019 [71] |
| 20 | - | 367 | 0.55 | 1.5 | 2349 | 0.55 | 0.42 | ||
| 40 | - | 367 | 0.55 | 1.5 | 2344 | 0.55 | 0.42 | ||
| 60 | - | 367 | 0.55 | 1.5 | 2339 | 0.55 | 0.42 | ||
| 80 | - | 367 | 0.55 | 1.5 | 2334 | 0.55 | 0.42 | ||
| 100 | - | 367 | 0.55 | 1.5 | 2329 | 0.55 | 0.42 | ||
| 0 | - | 386 | 0.5 | 1.5 | 2371 | 0.5 | 0.38 | ||
| 20 | - | 386 | 0.5 | 1.5 | 2366 | 0.5 | 0.38 | ||
| 40 | - | 386 | 0.5 | 1.5 | 2361 | 0.5 | 0.38 | ||
| 60 | - | 386 | 0.5 | 1.5 | 2356 | 0.5 | 0.38 | ||
| 0 | - | 408 | 0.45 | 1.5 | 2390 | 0.45 | 0.35 | ||
| 20 | - | 408 | 0.45 | 1.5 | 2385 | 0.45 | 0.35 | ||
| 40 | - | 408 | 0.45 | 1.5 | 2380 | 0.45 | 0.35 | ||
| 60 | - | 408 | 0.45 | 1.5 | 2375 | 0.45 | 0.35 | ||
| 0 | - | 408 | 0.45 | 1.5 | 2390 | 0.45 | 0.35 | ||
| 20 | - | 408 | 0.45 | 1.5 | 2391 | 0.45 | 0.36 | ||
| 40 | - | 408 | 0.45 | 1.5 | 2391 | 0.45 | 0.37 | ||
| 60 | - | 408 | 0.45 | 1.5 | 2392 | 0.45 | 0.38 | ||
| 0 | - | 408 | 0.45 | 1.5 | 2390 | 0.45 | 0.35 | ||
| 20 | - | 408 | 0.45 | 1.5 | 2391 | 0.45 | 0.36 | ||
| 40 | - | 408 | 0.45 | 1.5 | 2391 | 0.45 | 0.37 | ||
| 60 | - | 408 | 0.45 | 1.5 | 2392 | 0.45 | 0.38 | ||
| 0 | 0 | 380 | 0.5 | 0.7 | - | 2290 | 0.5 | 0.5 | Dapena et al., 2011 [72] |
| 20 | 0 | 380 | 0.5 | 0.7 | 2330 | 0.5 | 0.5 | ||
| 20 | 5 | 380 | 0.5 | 0.7 | 2263 | 0.5 | 0.5 | ||
| 20 | 10 | 380 | 0.5 | 0.7 | 2263 | 0.5 | 0.5 | ||
| 50 | 0 | 380 | 0.5 | 0.7 | 2224 | 0.5 | 0.5 | ||
| 50 | 5 | 380 | 0.5 | 0.7 | 2224 | 0.5 | 0.5 | ||
| 50 | 10 | 380 | 0.5 | 0.7 | 2224 | 0.5 | 0.5 | ||
| 100 | 0 | 380 | 0.5 | 0.7 | 2161 | 0.5 | 0.5 | ||
| 100 | 5 | 380 | 0.5 | 0.7 | 2161 | 0.5 | 0.5 | ||
| 100 | 10 | 380 | 0.5 | 0.7 | 2161 | 0.5 | 0.5 |
| Fª | W/C | C (%) | SCM (%) | Filler (%) | FA (%) | CA (%) | RFA (%) | RCA (%) | SP (%) | W (%) | References |
|---|---|---|---|---|---|---|---|---|---|---|---|
| IA | 0.42 | 18.67 | 0.79 | - | 34.27–19.04 | 34.32 | 3.81–19.03 | - | 0.17 | 7.87 | Ouldkhaoua et al., 2020 [45] |
| 0.44 | 17.71 | 1.57 | - | 34.32–19.10 | 34.50 | 3.81–19.07 | - | 0.18–0.21 | 7.88 | Ouldkhaoua et al., 2020 [45] | |
| 0.45 | 17.18–17.11 | - | 5.18–5.16 | 40.0–39.83 | 24.42–12.21 | - | 17.68–0 | 0.26 | 7.75–7.71 | Nieto et al., 2019 [71] | |
| 0.47 | 16.76 | 2.35 | - | 34.38–19.07 | 3.82–19.10 | - | 0.21–0.23 | 7.89 | Ouldkhaoua et al., 2020 [45] | ||
| 0.50 | 16.38–16.31 | - | 4.92–4.90 | 40.32–40.15 | 24.51–12.31 | - | 17.83–0 | 0.25 | 8.19–8.16 | Nieto et al., 2019 [71] | |
| 0.55 | 15.76–15.62 | - | 4.72–4.68 | 40.79–40.44 | 24.69–0 | - | 30.06–0 | 0.24 | 8.67–8.60 | Nieto et al., 2019 [71] | |
| 0.62 | 13.73 | 5.85 | 7.06 | 32.17 | 25.9712.98 | - | 19.47–6.49 | 0.27–0.24 | 8.45 | Tuyan et al., 2014 [14] | |
| 0.69 | 13.93 | 5.97 | 6.95 | 31.55 | 24.56 12.74 | - | 19.12–6.37 | 0.16–0.15 | 9.56 | Tuyan et al., 2014 [14] | |
| 0.76 | 14.16 | 6.07 | 6.79 | 30.92 | 24.94–12.49 | - | 18.70–6.25 | 0.13–0.11 | 10.71 | Tuyan et al., 2014 [14] | |
| IB | 0.4 | 13.89–14.18 | - | 3.54 | 45.15–36.17 | 15.89–16.01 | 8.33 | 14.11–14.22 | 0.21–0.26 | 7.09–7.04 | Señas et al., 2016 [49] |
| 0.49 | 19.21–19.52 | 7.99–8.12 | - | 35.18–35.75 | 0–21.37 | 0–26.33 | 0.20–0.19 | 9.50–9.65 | Tang et al., 2016 [68] | ||
| 0.56 | 12.20–12.48 | 15.85–16.22 | 25.59–26.19 | 5.70–5.84 | 20.76 | 12.82–31.90 | 0.20–0.26 | 6.88–7.12 | Pereira-de-Oliveria et al., 2014 [32] | ||
| 0.57 | 12.12 | 15.75 | 25.43 | 5.67 | 27.50 | 6.37 | 0.19–0.26 | 6.94 | Pereira-de-Oliveria et al., 2014 [32] | ||
| 0.57 | 18.70 | 2.67–5.34 | 2.6–5.34 | 28.67 | 16.94–25.41 | - | 8.47–33.89 | 0.07 | 28.67 | Duan et al., 2020 [67] |
| Fª | W/C | C (%) | SCM (%) | Filler (%) | FA (%) | CA (%) | RFA (%) | RCA (%) | SP (%) | W (%) | References |
|---|---|---|---|---|---|---|---|---|---|---|---|
| II | 0.28 | 18.12–16.99 | 9.04–7.42 | - | 45.39–44.54 | 23.00–5.75 | 9.75–9.62 | 21.02–5.16 | 0.20–0.16 | 7.38–7.25 | Sasanipour et al., 2019 [56] |
| 0.32 | 13.73 | 5.85 | 7.06 | 32.17 | 25.97–12.98 | - | 19.47–6.49 | 0.27–0.24 | 8.45 | Tuyan et al., 2014 [14] | |
| 0.35 | 17.18–17.11 | - | 5.18–5.16 | 40.00–39.83 | 24.42–12.21 | - | 17.68–0 | 0.26 | 7.75–7.71 | Nieto et al., 2019 [71] | |
| 0.35 | 19.21–19.52 | 7.99–8.12 | - | 35.18–35.75 | 0–21.37 | 0–26.33 | 0.20–0.19 | 9.50–9.65 | Tang et al., 2016 [68] | ||
| 0.36 | 13.93 | 5.97 | 6.95 | 31.55 | 24.56–12.74 | - | 19.12–6.37 | 0.16–0.15 | 9.56 | Tuyan et al., 2014 [14] | |
| 0.38 | 16.38–16.31 | - | 4.92–4.90 | 40.32–40.15 | 24.51–12.31 | - | 17.83–0 | 0.25 | 8.19–8.16 | Nieto et al., 2019 [71] | |
| 0.38 | 18.81–16.54 | 6.82–3.16 | - | 29.58–0 | 23.90–0 | 37.56–8.83 | 29.82–11.17 | 0.33–0.35 | 8.89–8.36 | Djelloul et al., 2018 [69] | |
| 0.40 | 18.70 | 2.67–5.34 | 2.67–5.34 | 28.67 | 16.94–25.41 | - | 8.47–33.89 | 0.07 | 28.67 | Duan et al., 2020 [67] | |
| 0.40 | 14.16 | 6.07 | 6.79 | 30.92 | 24.94–12.49 | - | 18.70–6.25 | 0.13–0.11 | 10.71 | Tuyan et al., 2014 [14] | |
| 0.41 | 18.67–16.76 | 2.35–0.79 | - | 34.38–19.04 | 34.50–34.32 | 19.10–3.81 | - | 0.23–0.17 | 7.89–7.87 | Ouldkhaoua et al., 2020 [45] | |
| 0.42 | 15.76–15.62 | - | 4.72–4.68 | 40.79–40.44 | 24.69–0 | - | 30.06–0 | 0.24 | 8.67–8.60 | Nieto et al., 2019 [71] | |
| 0.50 | 13.89–14.18 | - | 3.54 | 45.15–36.17 | 15.89–16.01 | 8.33 | 14.11–14.22 | 0.21–0.26 | 7.09–7.04 | Señas et al., 2016 [49] | |
| 0.50 | 16.79–16.30 | - | - | 32.89–31.94 | 33.44–32.48 | 0.83–0.42 | 8.12–7.52 | 0.12–0.11 | 8.39–8.15 | Dapena et al., 2011 [72] |
| Fª | SP (%) | C (%) | SCM (%) | Filler (%) | FA (%) | CA (%) | RFA (%) | RCA (%) | W (%) | References |
|---|---|---|---|---|---|---|---|---|---|---|
| III | 0.35 | 18.70 | 2.67–5.34 | 2.67–5.34 | 28.67 | 16.94–25.41 | - | 8.47–33.89 | 28.67 | Duan et al., 2020 [67] |
| 0.8–1.2 | 18.67–16.76 | 2.35–0.79 | - | 34.38–19.04 | 34.50–34.32 | 19.10–3.81 | - | 7.89–7.87 | Ouldkhaoua et al., 2020 [45] | |
| 0.9–1.09 | 18.12–16.99 | 9.04–7.42 | - | 45.39–44.54 | 23.00–5.75 | 9.75–9.62 | 21.02–5.16 | 7.38–7.25 | Sasanipour et al., 2019 [56] | |
| 0.95–0.76 | 14.16 | 6.07 | 6.79 | 30.92 | 24.94–12.49 | - | 18.70–6.25 | 10.71 | Tuyan et al., 2014 [14] | |
| 1.011 | 19.21–19.52 | 7.99–8.12 | - | 35.18–35.75 | 0–21.37 | 0–26.33 | 9.50–9.65 | Tang et al., 2016 [68] | ||
| 1.18–1.08 | 13.93 | 5.97 | 6.95 | 31.55 | 24.56–12.74 | - | 19.12–6.37 | 9.56 | Tuyan et al., 2014 [14] | |
| 1.5 | 15.76–15.62 | - | 4.72–4.68 | 40.79–40.44 | 24.69–0 | - | 30.06–0 | 8.67–8.60 | Nieto et al., 2019 [71] | |
| 1.5 | 16.38–16.31 | - | 4.92–4.90 | 40.32–40.15 | 24.51–12.31 | - | 17.83–0 | 8.19–8.16 | Nieto et al., 2019 [71] | |
| 1.5 | 17.18–17.11 | - | 5.18–5.16 | 40.00–39.83 | 24.42–12.21 | - | 17.68–0 | 7.75–7.71 | Nieto et al., 2019 [71] | |
| 1.5 | 18.81–16.54 | 6.82–3.16 | - | 29.58–0 | 23.90–0 | 37.56–8.83 | 29.82–11.17 | 8.89–8.36 | Djelloul et al., 2018 [69] | |
| 1.5–1.88 | 13.89–14.18 | - | 3.54 | 45.15–36.17 | 15.89–16.01 | 8.33 | 14.11–14.22 | 7.09–7.04 | Señas et al., 2016 [49] | |
| 1.97–1.75 | 13.73 | 5.85 | 7.06 | 32.17 | 25.97–12.98 | - | 19.47–6.49 | 8.45 | Tuyan et al., 2014 [14] | |
| 2.11–1.19 | 12.48–12.12 | 16.22–15.75 | 26.18–25.43 | 5.83–5.67 | 27.50–0 | - | 31.89–6.37 | 7.12–6.95 | Pereira-de-Oliveria et al., 2014 [32] | |
| 2.66 | 16.79–16.30 | - | - | 32.89–31.94 | 33.44–32.48 | 0.83–0.42 | 8.12–7.52 | 8.39–8.15 | Dapena et al., 2011 [72] |
| Fª | W/C | T500SF (s) | SF (mm) | T500 J-Ring (s) | dmax J-Ring (mm) | L-Box H2/H1 | V-f (s) | Sieve Seggreg. (%) | References |
|---|---|---|---|---|---|---|---|---|---|
| IA | 0.42 | - | - | - | - | 0.87–0.97 (PA1) | 6.1–8.6 (VF1–VF2) | 0–15 (SR2) | [45] |
| 0.44 | - | - | - | - | 0.84–0.95 (PA1) | 6.2–9 (VF1–VF2) | 6–14 (SR2) | [45] | |
| 0.45 | 2–6 (VS1–VS2) | 568–715 (SF1) | 10–248 | 578–675 | - | 5–103 (VF1–VF2) | - | [71] | |
| 0.47 | - | - | - | - | 0.81–0.91 (PA1) | 9.2–10 (VF2) | 5–13 (SR2) | [45] | |
| 0.50 | 2–5 (VS1–VS2) | 628–715 (SF2) | 2–41 | 445–683 | - | 5–25 (VF1–VF2) | - | [71] | |
| 0.55 | 1–5 (VS1–VS2) | 570–723 (SF1–SF2) | 2–40 | 590–720 | - | 5–28 (VF1–VF2) | - | [71] | |
| 0.62 | 2–4.6 (VS1–VS2) | 665–690 (SF2) | - | - | 0.89–0.95 (PA1) | 13.9–28.2 (VF2) | - | [14] | |
| 0.69 | 1.4–1.8 (VS1) | 655–700 (SF2) | - | - | 0.81–0.90 (PA1) | 6.7–8.2 (VF1–VF2) | - | [14] | |
| 0.76 | 1.2–1.7 (VS1) | 650–700 (SF2) | - | - | 0.60–0.7 | 2.7–6.2 (VF1) | - | [14] | |
| IB | 0.4 | 2.7–10.5 (VS2) | 610–710 (SF1–SF2) | 6.1–13.8 | 570–670 | - | 7.5–14 (VF1-VF2) | - | [49] |
| 0.49 | 2.9–4.3 (VS2) | 700–720 (SF2) | - | - | 0.80–0.89 (PA1) | - | 5.20–9.90 (SR2) | [68] | |
| 0.56 | - | 670 (SF2) | - | - | - | 17.2 (VF2) | - | [32] | |
| 0.57 | 1.8–3.4 (VS1–VS2) | 660–750 (SF2) | - | - | 0.78–0.92 (PA1) | 4.1–6.1 (VF1) | - | [67] | |
| 0.57 | - | 650–675 (SF2) | - | - | - | 13–14.4 (VF2) | - | [32] |
| Fª | W/P | T500 SF(s) | SF (mm) | T500 J-Ring (s) | dmax J-Ring (mm) | L-Box H2/H1 | V-f (s) | Sieve Segregation (%) | References |
|---|---|---|---|---|---|---|---|---|---|
| II | 0.28 | 3.1–7.1 (VS2) | 570–670 (SF1–SF2) | 4–11 | 545–656 | 0.87–0.97 (PA1) | - | - | [56] |
| 0.32 | 2–4.5 (VS2) | 665–695 (SF2) | - | - | 0.84–0.95 (PA1) | 2.3–28.2 (VF1–VF2) | - | [68] | |
| 0.35 | 2–15 (VS2) | 560–685 (SF1–SF2) | 5–8 | 643–675 | - | 7–25 (VF1–VF2) | [71] | ||
| 0.35 | 2.9–4.3 (VS2) | 700–720 (SF2) | - | - | 0.81–0.91 (PA1) | - | 5.20–9.90 (SR2) | [68] | |
| 0.36 | 1.4–1.8 (VS1) | 655–700 (SF1–SF2) | - | - | - | 2.7–8 (VF1) | - | [68] | |
| 0.38 | 1–6 (VS1–VS2) | 613–715 (SF1–SF2) | 2–41 | 365–683 | - | 5–25 (VF1–VF2) | - | [71] | |
| 0.38 | 2.9–4.9 (VS2) | 713–792 (SF2–SF3) | - | - | 0.89–0.95 (PA1) | 6.16–23.20 (VF1–VF2) | 5.10–16.50 (SR1–SR2) | [69] | |
| 0.40 | 1.8–3.4 (VS1–VS2) | 640–750 (SF1–SF2) | - | - | 0.81–0.90 (PA1) | 4.1–6.1 (VF1) | - | [67] | |
| 0.40 | 1.2–1.7 (VS1) | 650–700 (SF1–SF2) | - | - | 0.60–0.7 | 2.7–7.2 (VF1) | - | [67] | |
| 0.41 | - | - | - | - | - | 6.5–9 (VF1–VF2) | 6–14 (SR2) | [45] | |
| 0.42 | 1–6 (VS1–VS2) | 570–723 (SF1–SF2) | 2–40 | 475–720 | 0.80–0.89 (PA1) | 5–28 (VF1–VF2) | - | [71] | |
| 0.50 | 2.7–10.5 (VS2) | 610–710 (SF1–SF2) | 6.1–13.8 | 570–670 | - | 7.5–14 (VF1–VF2) | - | [49] |
| Fª | SP (%) | T500 SF(s) | SF (mm) | T500 J-Ring (s) | dmax J-Ring (mm) | L-Box H2/H1 | V-f (s) | Sieve Seggreg. (%) | References |
|---|---|---|---|---|---|---|---|---|---|
| III | 0.35 | 1.8–3.4 (VS1–VS2) | 640–750 (SF1–SF2) | - | - | 0.78–0.925 | 4.1–6.1 (VF1) | - | [67] |
| 0.8–1.2 | - | - | - | - | 0.87–0.99 (PA1) | 6.1–8.6 (VF1–VF2) | 7–15 (SR2) | [45] | |
| - | - | - | - | 0.84–0.95 (PA1) | 6.2–9 (VF1–VF2) | 6–14 (SR2) | [45] | ||
| - | - | - | - | 0.81–0.91 (PA1) | 9.2–10 (VF2) | 5–13 (SR2) | [45] | ||
| 0.9–1.09 | 3.1–7.1 (VS2) | 570–685 (SF1–SF2) | 4–11 | 545–656 | - | - | - | [56] | |
| 0.9–0.76 | 1.2–1.7 (VS1) | 650–700 (SF1–SF2) | - | - | 0.60–0.70 (PA1) | 2.7–6.2 (VF1) | - | [68] | |
| 1.01 | 2.9–4.3 (VS2) | 700–720 (SF2) | - | - | 0.80–0.89 (PA1) | - | 5.20–9.90 (SR2) | [68] | |
| 1.18–1.08 | 1.4–1.8 (VS1) | 665–700 (SF2) | - | - | 0.89–0.90 (PA1) | 7.2–13.9 (VF1–VF2) | - | [68] | |
| 1.5 | 1–6 (VS1–VS2) | 570–723 (SF1–SF2) | 2–40 | 475–720 | - | 5–28 (VF1–VF2) | - | [71] | |
| 1.5 | 1–5 (VS1–VS2) | 628–715 (SF1–SF2) | 2–41 | 445–683 | - | 5–25 (VF1–VF2) | - | [71] | |
| 1.5 | 2–15 (VS2) | 568–685 (SF1–SF2) | 5–8 | 353–675 | - | 13–103 (VF2) | - | [71] | |
| 1.5 | 2.9–4.9 (VS2) | 713–792 (SF2) | - | - | 0.75–1 (PA1) | 6.16–23.20 (VF1–VF2) | 5.10–16.50 (SR1–SR2) | [69] | |
| 1.55–1.88 | 2.7–10.5 (VS2) | 610–710 (SF1–SF2) | 6.1–13.8 | 570–660 | - | 8.5–14 (VF2) | - | [49] | |
| 1.97–1.75 | 2.6–4.5 (VS2) | 685–695 (SF2) | - | - | 0.95–0.95 (PA1) | 23–28.2 (VF2) | - | [68] | |
| 2.11–1.19 | - | 650–675 (SF1–SF2) | - | - | - | 13–14.4 (VF2) | - | [32] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martínez-García, R.; Jagadesh, P.; Fraile-Fernández, F.J.; Morán-del Pozo, J.M.; Juan-Valdés, A. Influence of Design Parameters on Fresh Properties of Self-Compacting Concrete with Recycled Aggregate—A Review. Materials 2020, 13, 5749. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13245749
Martínez-García R, Jagadesh P, Fraile-Fernández FJ, Morán-del Pozo JM, Juan-Valdés A. Influence of Design Parameters on Fresh Properties of Self-Compacting Concrete with Recycled Aggregate—A Review. Materials. 2020; 13(24):5749. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13245749
Chicago/Turabian StyleMartínez-García, Rebeca, P. Jagadesh, Fernando J. Fraile-Fernández, Julia M. Morán-del Pozo, and Andrés Juan-Valdés. 2020. "Influence of Design Parameters on Fresh Properties of Self-Compacting Concrete with Recycled Aggregate—A Review" Materials 13, no. 24: 5749. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13245749