
Development of a Laser Powder Bed Fusion Process Tailored for the Additive Manufacturing of High-Quality Components Made of the Commercial Magnesium Alloy WE43

 , and
, and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Magnesium Alloys
2.2. Casting of the WE43 Samples
2.3. PBF-LB of WE43
2.4. Mechanical Testing
2.5. Microstructural Analysis
2.6. X-ray Characterization
3. Results
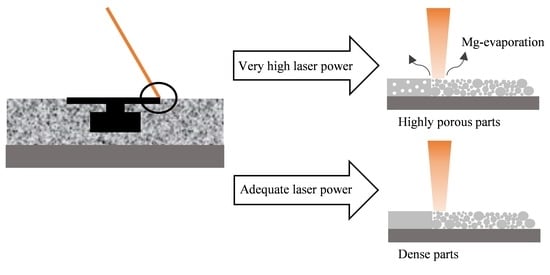
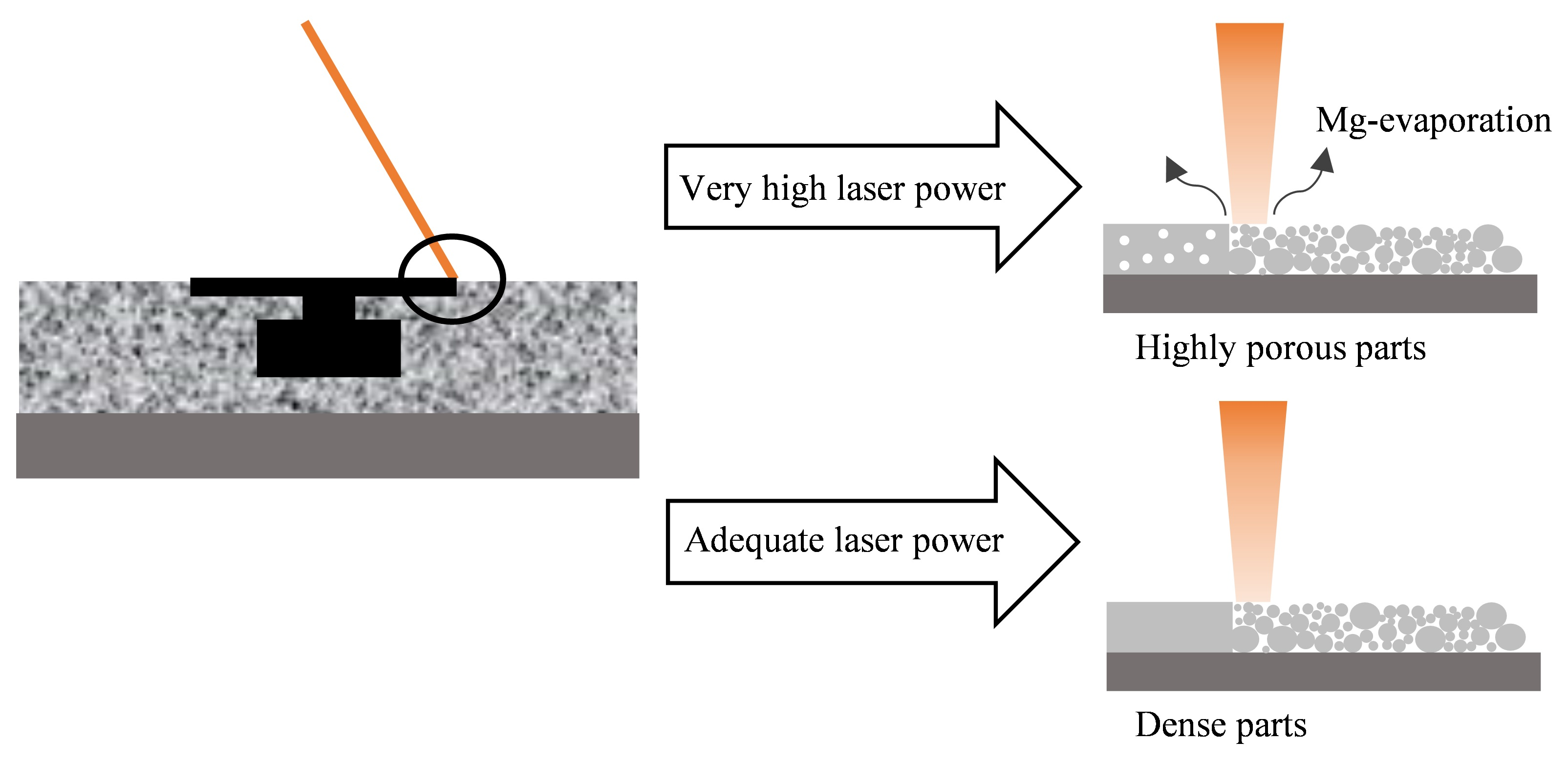
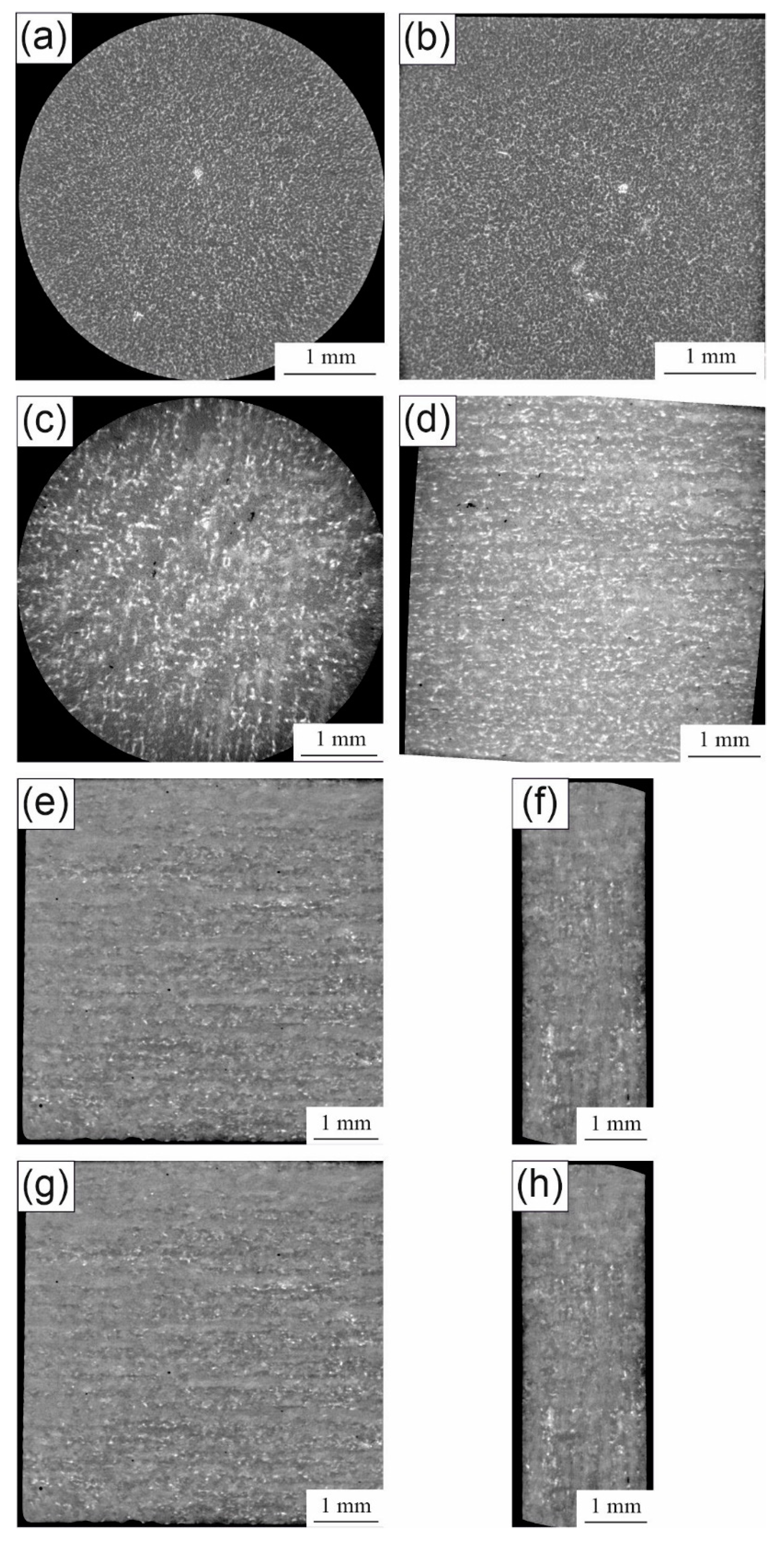
3.1. Process Development
3.2. Tomographic Analysis
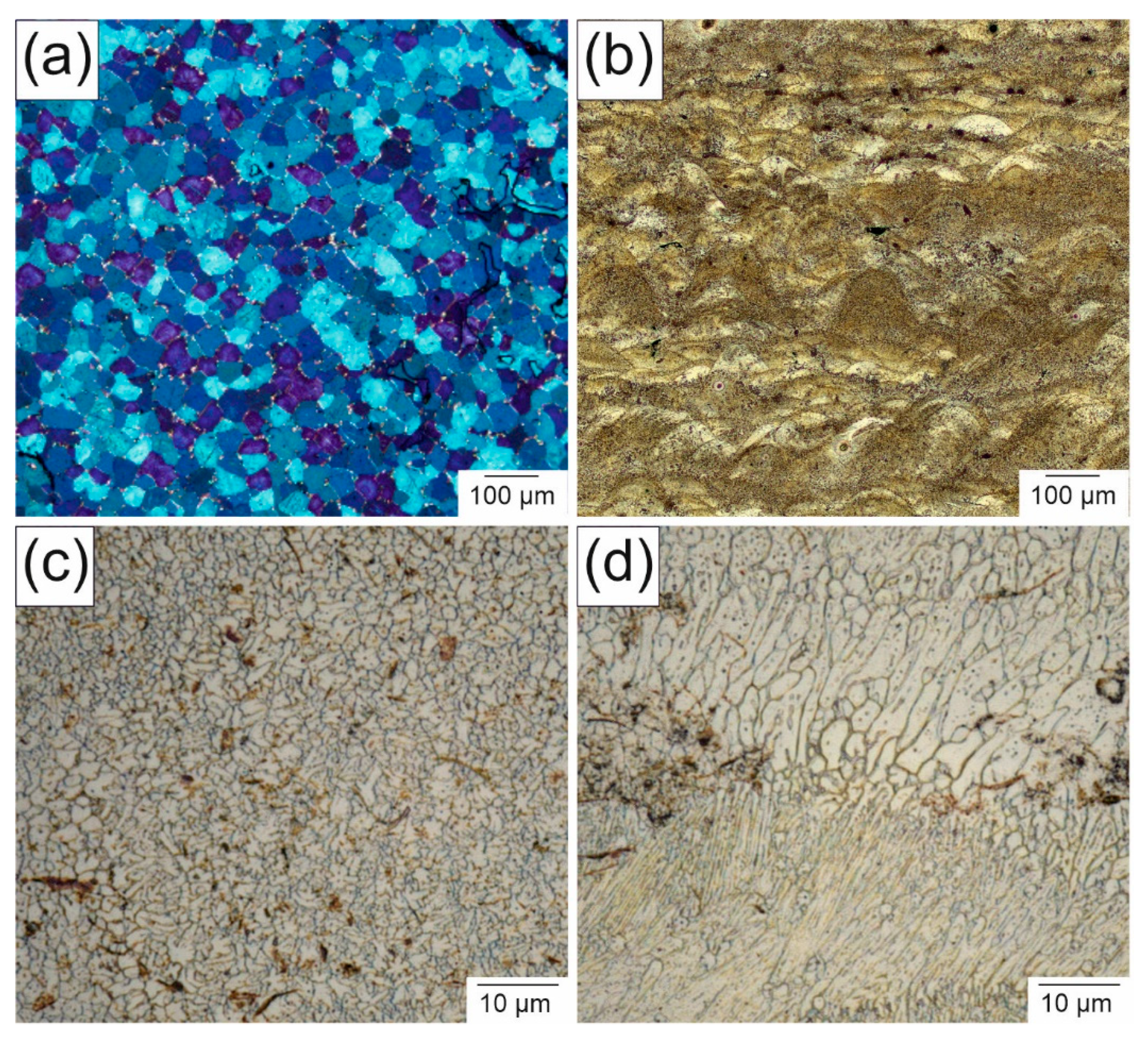
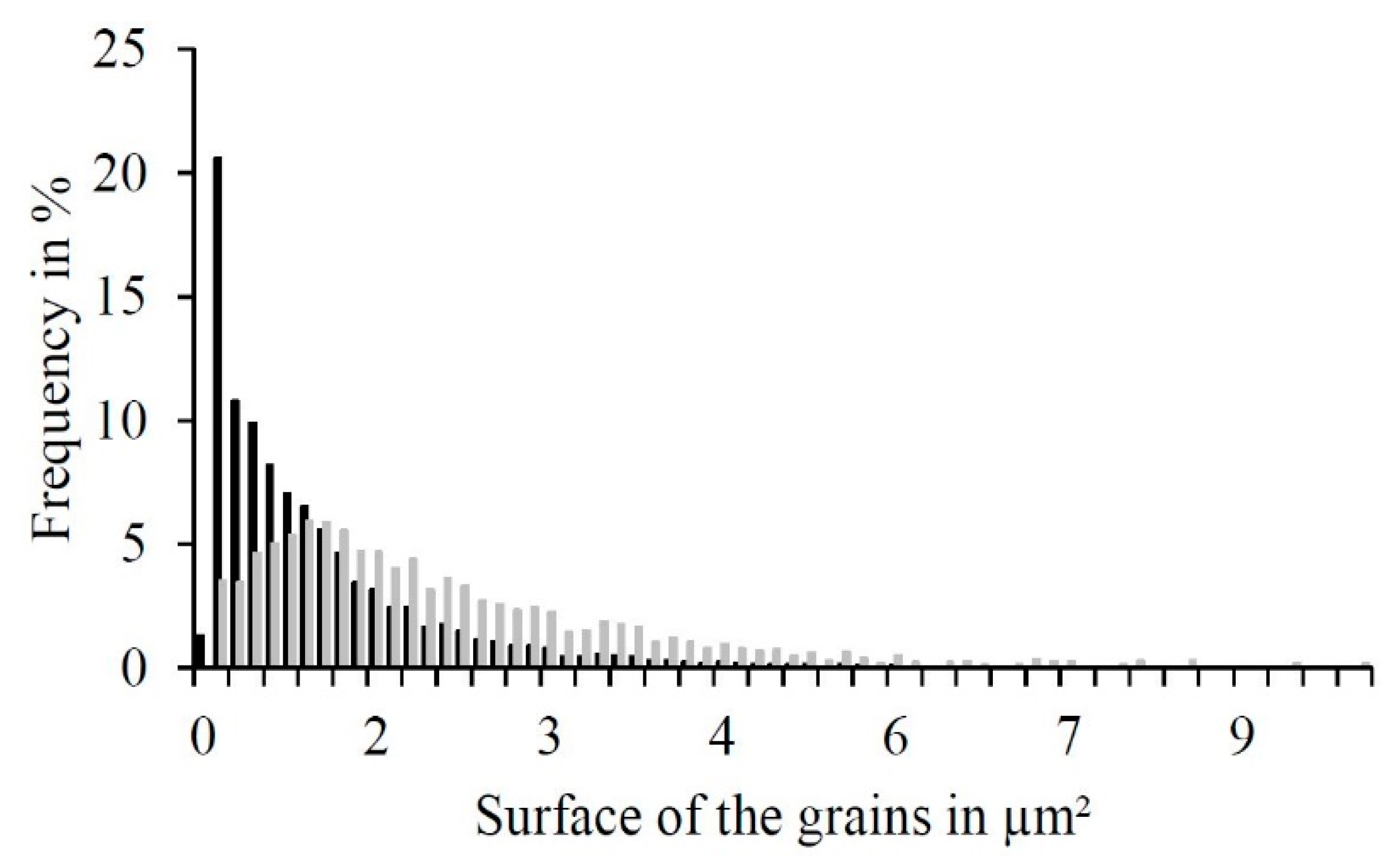
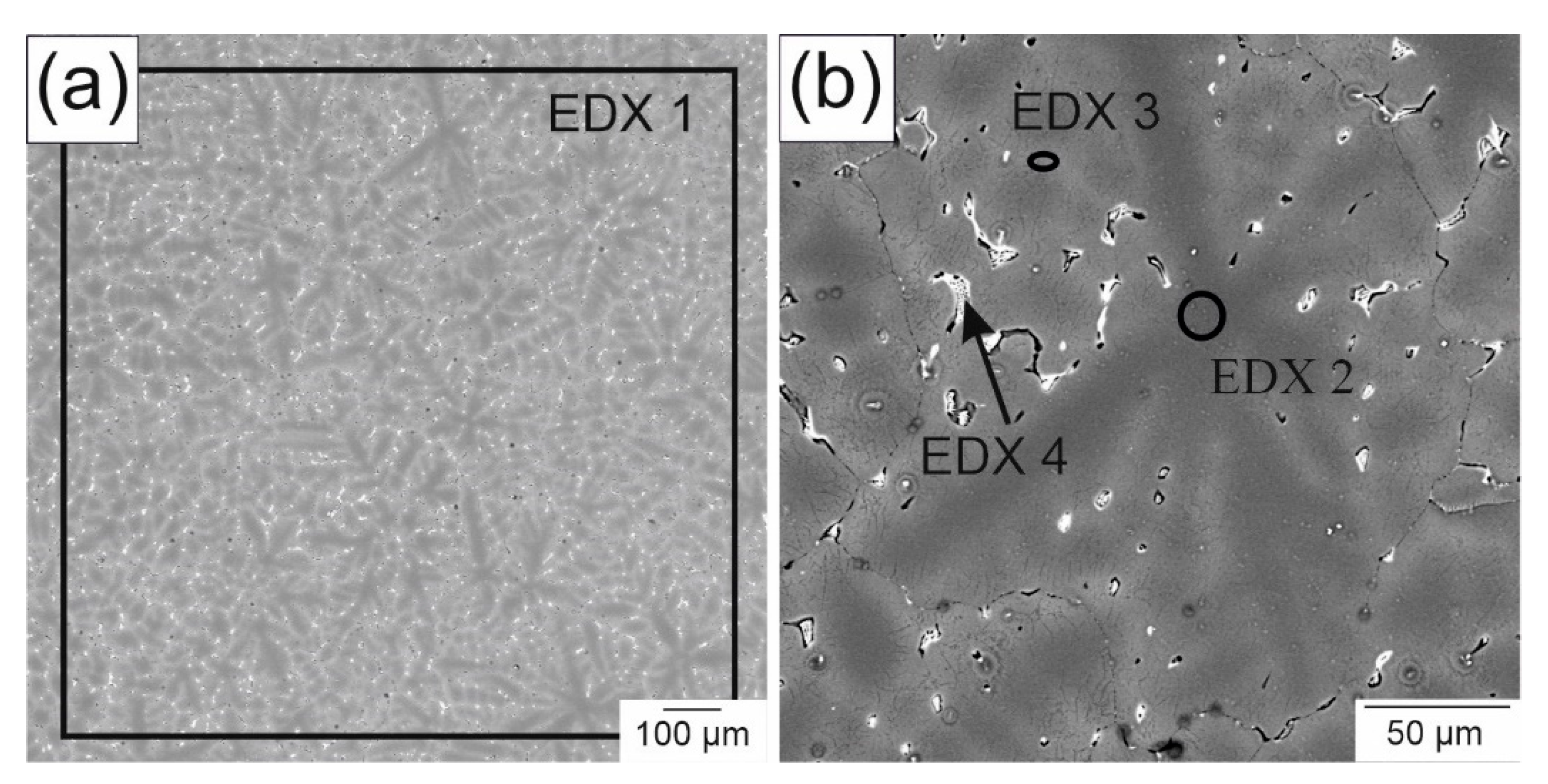
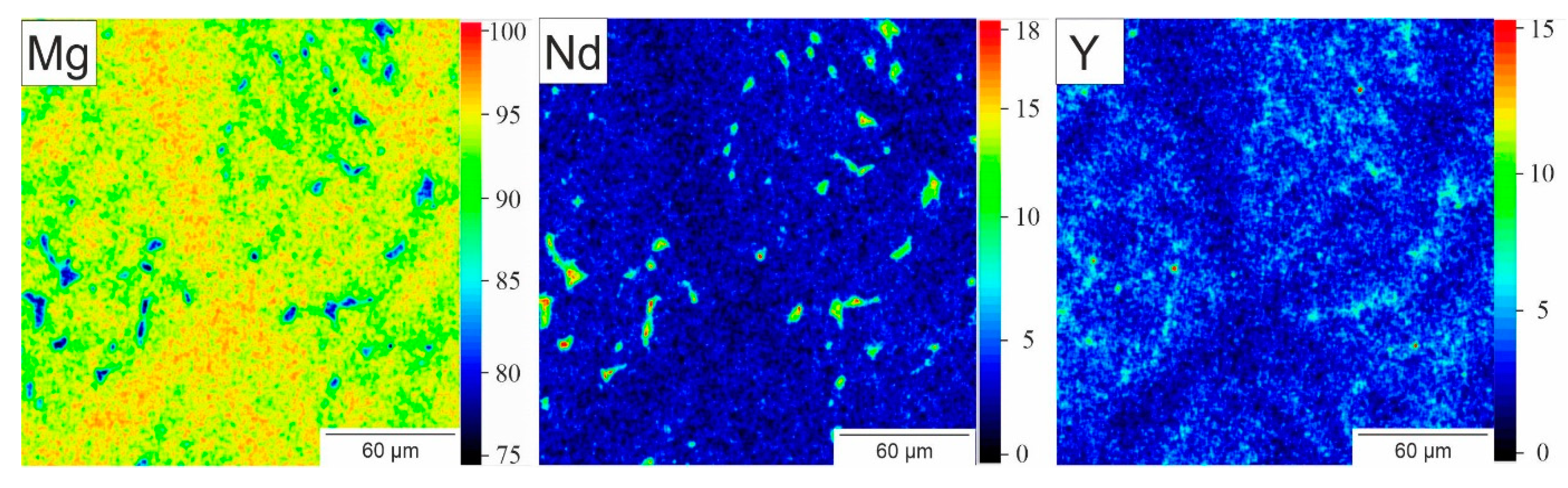
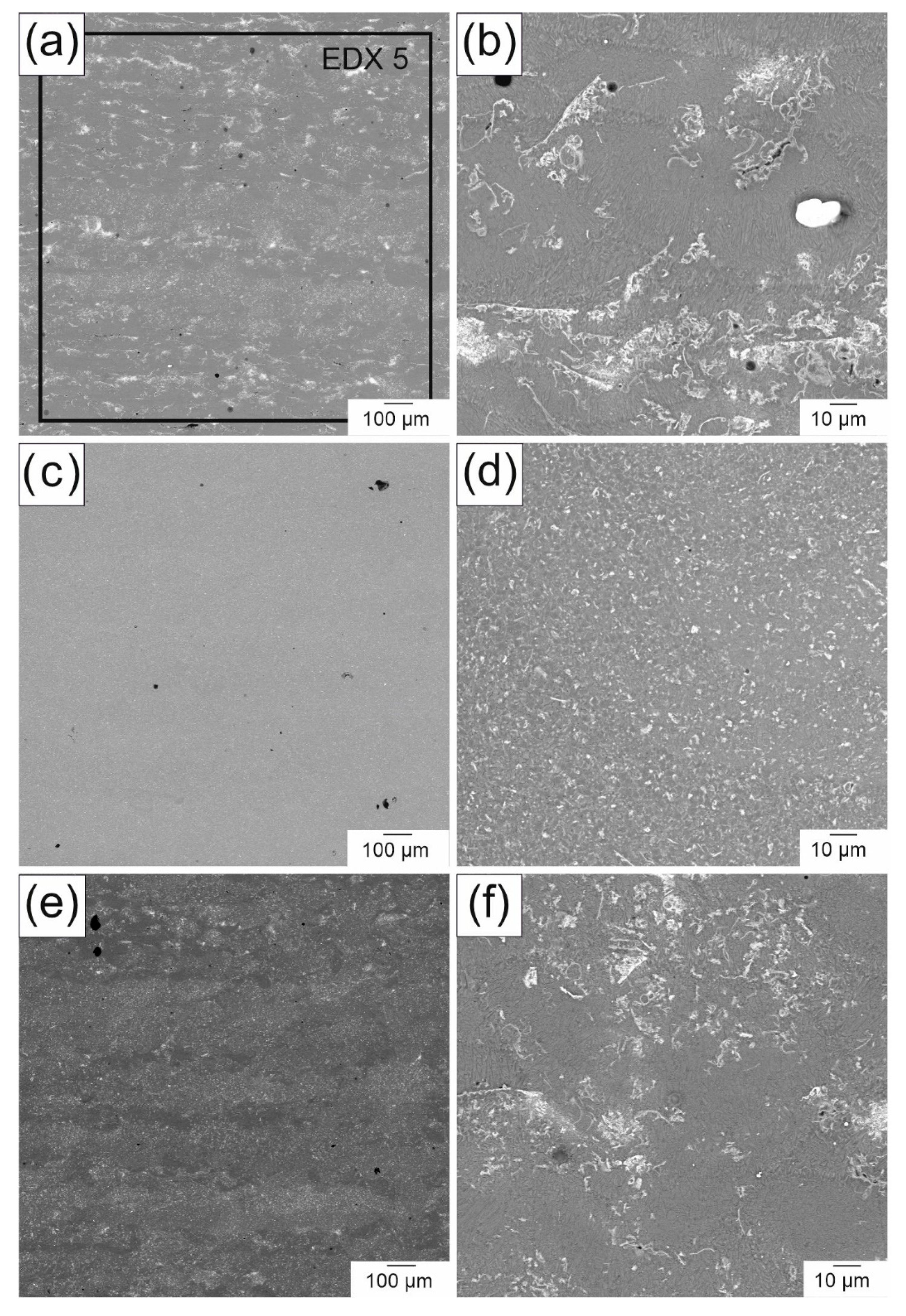
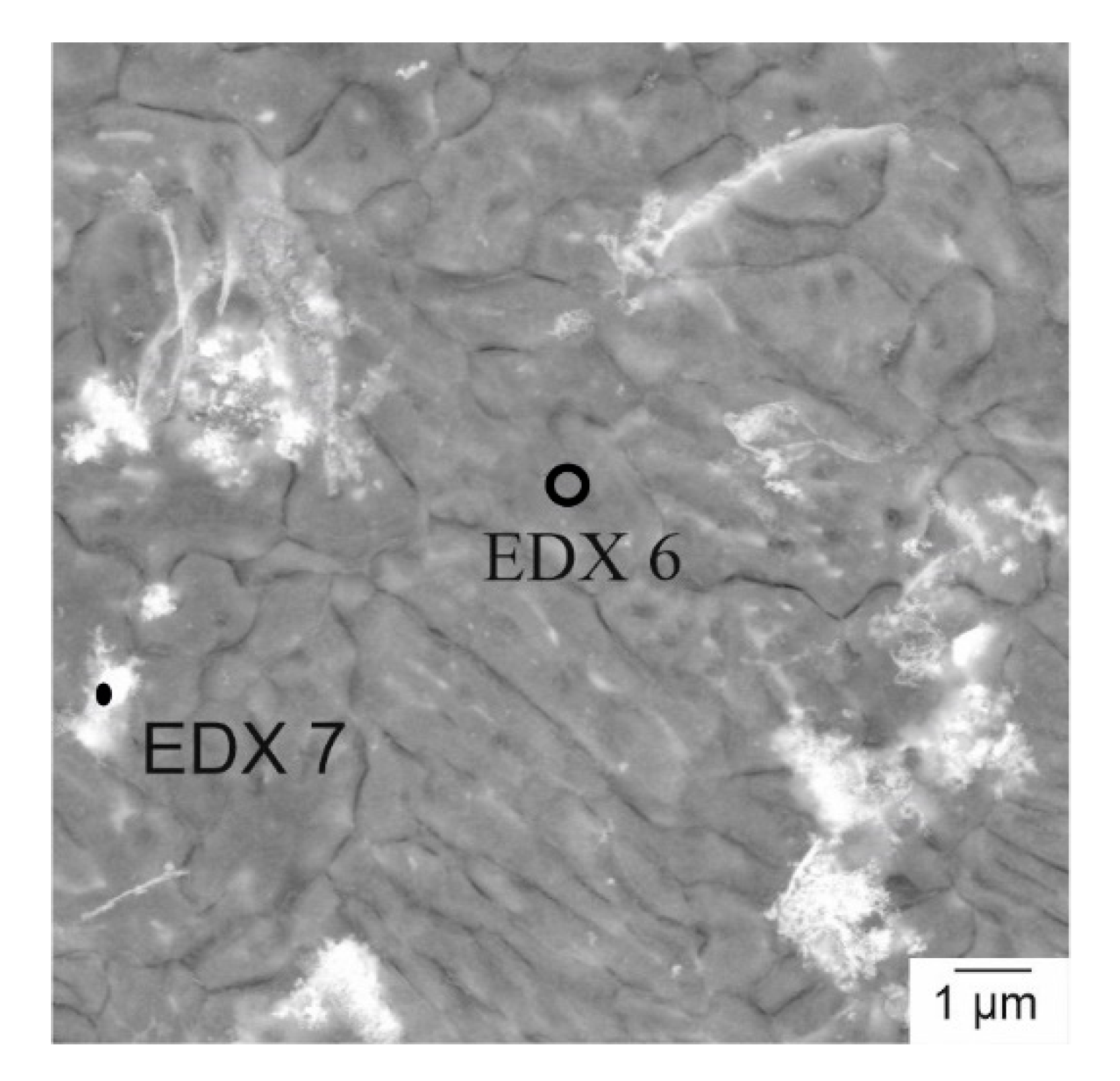
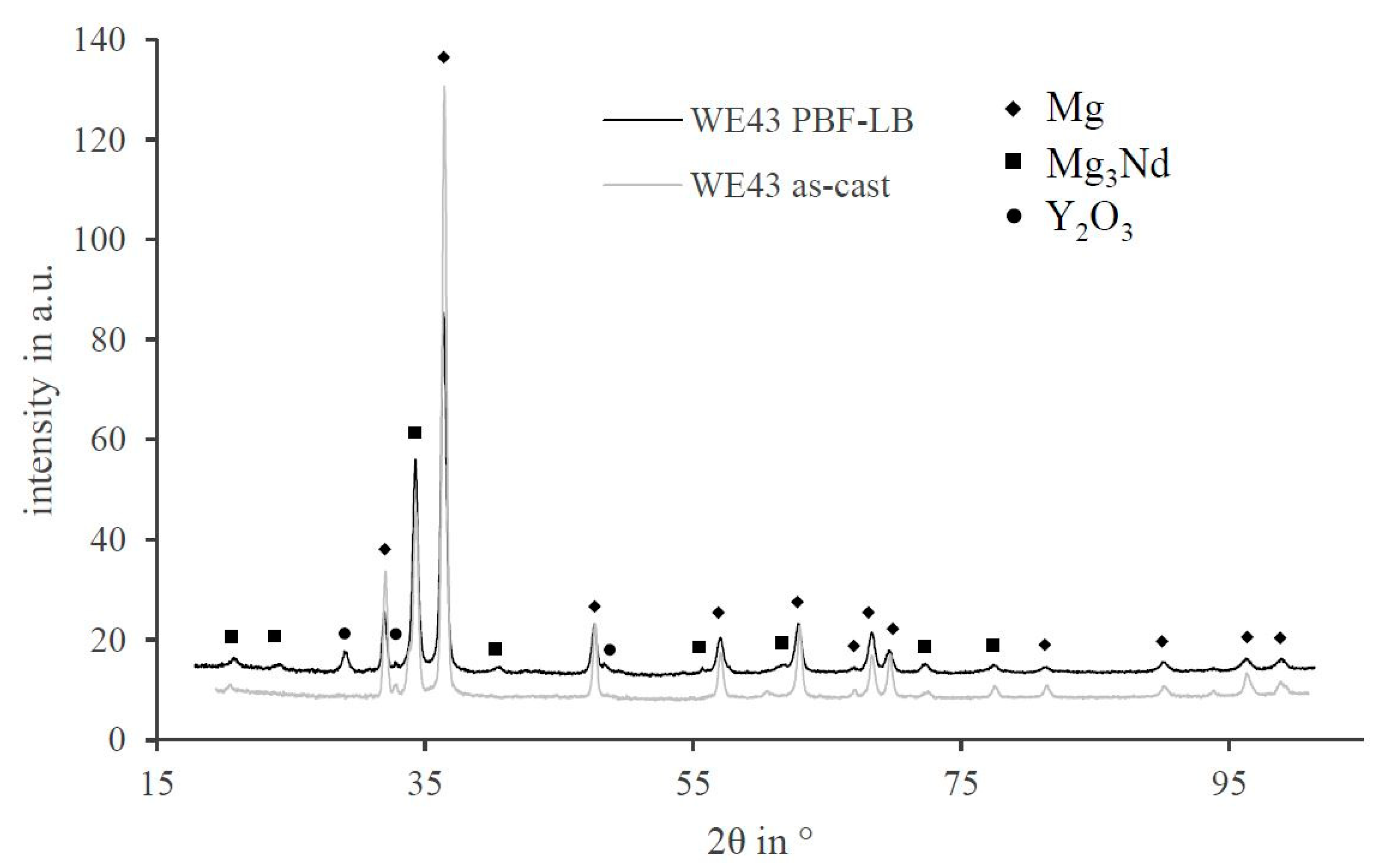
3.3. Microstrucure and Phase Analysis
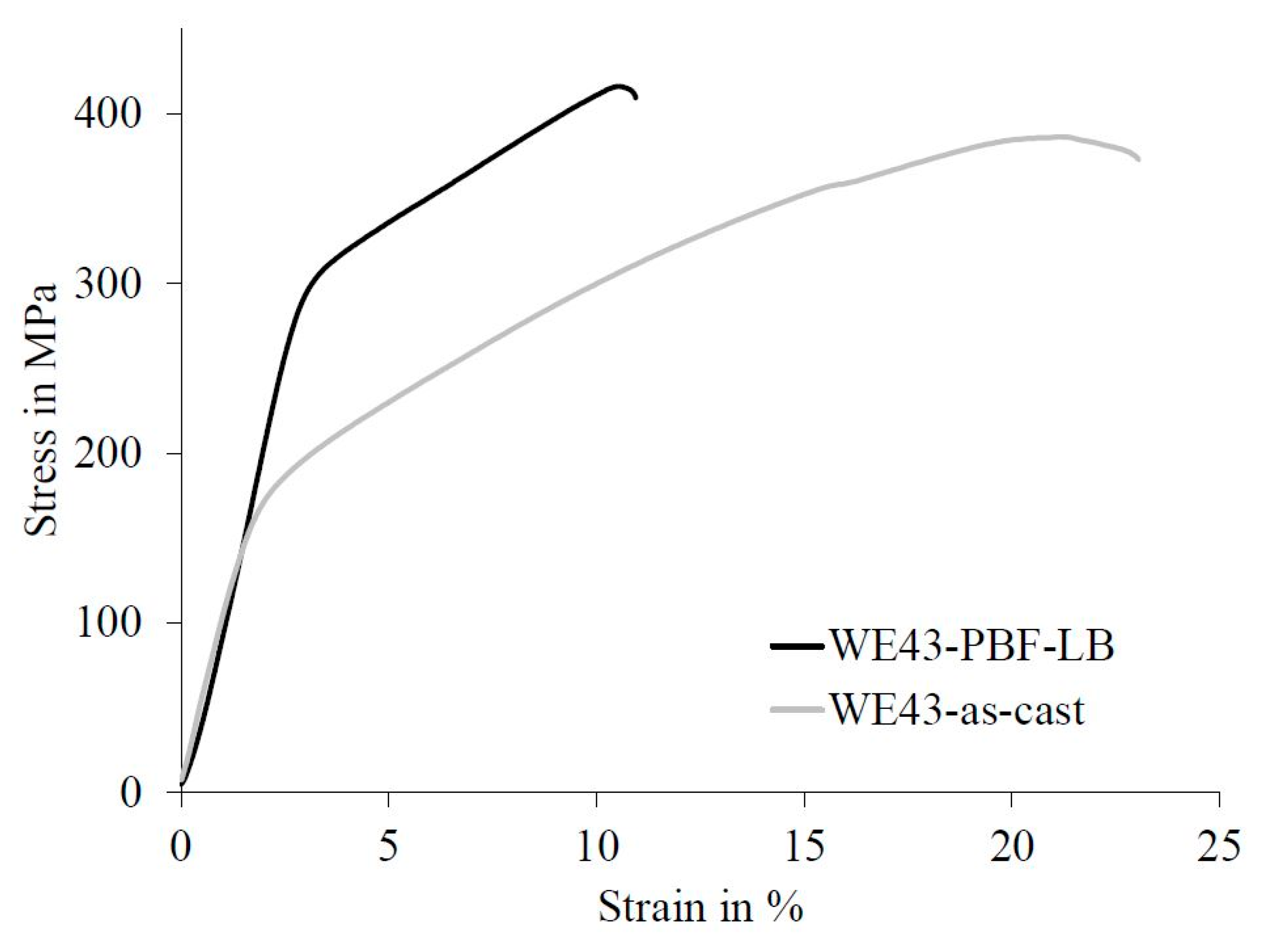
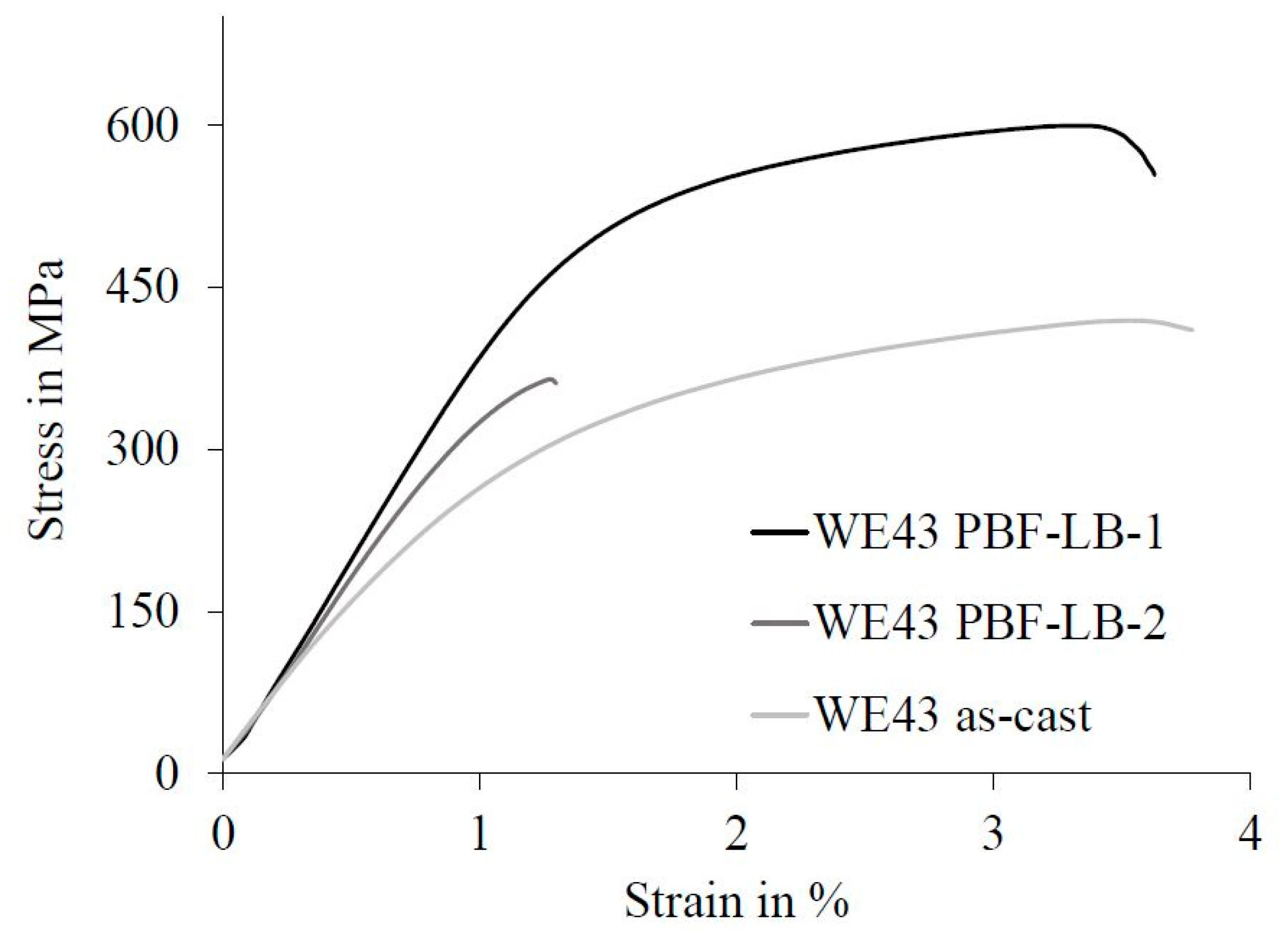
3.4. Mechanical Properties
4. Discussion
5. Conclusions
- With a process development targeted for maximum relative density, the process can be stabilized to generate large parts while ensuring a high density.
- The microstructure consists of a bimodal grain size distribution with smaller spherical grains and larger elongated grains. Using the laser parameters, the microstructure could be adapted to directly adjust the properties of the generated part. Compared to the as-cast state, the grain size is one to two orders of magnitude lower, which explains the high strength even for WE43.
- Still the porosity of the PBF-LB parts is higher than in the as-cast parts, which reduces the strength. Thus, there is still a great potential in the PBF-LB process. In further investigations, additional adjustments, such as those to the laser parameter or the atmosphere, have to be made to stabilize the process for Mg. Furthermore, an alloy adapted to the process could enhance the process capabilities.
- The PBF-LB parts mainly consist of Mg, Mg3Nd and Y2O3. The objective of reducing MgO to Mg by the rare-earth elements could be achieved. Due to the fast cooling rate, no Mg3Nd precipitates could be formed. With additional heat treatments, precipitates of these intermetallic phases could be realized and additionally change the components’ properties.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Roland Berger. Wohlers Associates, VDW, Additive Manufacturing 2013. 2013. Available online: www.rolandberger.com (accessed on 22 October 2019).
- DIN Deutsches Institut für Normung e.V. ASTM International, Additive Fertigung: Grundlagen—Terminologie 01.040.25; 25.030; DIN-Norm: Berlin, Germany, 2018. [Google Scholar]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Salmi, A.; Calignano, F.; Galati, M.; Atzeni, E. An integrated design methodology for components produced by laser powder bed fusion (L-PBF) process. Virtual Phys. Prototyp. 2018, 13, 191–202. [Google Scholar] [CrossRef]
- Ahmadi, S.M.; Yavari, S.A.; Wauthle, R.; Pouran, B.; Schrooten, J.; Weinans, H.; Zadpoor, A.A. Additively Manufactured Open-Cell Porous Biomaterials Made from Six Different Space-Filling Unit Cells: The Mechanical and Morphological Properties. Materials 2015, 8, 1871–1896. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, C.; Luo, A.A.; Peng, L.; Stone, D.S.; Chang, Y.A. Thermodynamic modeling and experimental investigation of the magnesium–neodymium–zinc alloys. Intermetallics 2011, 19, 1720–1726. [Google Scholar] [CrossRef]
- Trosch, T.; Strößner, J.; Völkl, R.; Glatzel, U. Microstructure and mechanical properties of selective laser melted Inconel 718 compared to forging and casting. Mater. Lett. 2016, 164, 428–431. [Google Scholar] [CrossRef]
- Kelly, C.N.; Francovich, J.; Julmi, S.; Safranski, D.; Guldberg, R.E.; Maier, H.J.; Gall, K. Fatigue behavior of As-built selective laser melted titanium scaffolds with sheet-based gyroid microarchitecture for bone tissue engineering. Acta Biomater. 2019, 94, 610–626. [Google Scholar] [CrossRef]
- Richard, H.A.; Schramm, B.; Zipsner, T. Additive Fertigung von Bauteilen und Strukturen: Neue Erkenntnisse und, Morgan Kaufmann; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Haynes, W.M. CRC Handbook of Chemistry and Physics, 95th ed.; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Gieseke, M. Entwicklung des Selektiven Laserstrahlschmelzens von Magnesium und Magnesiumlegierungen zur Herstellung von Individuellen und Bioresorbierbaren Implantaten, 1st ed.; TEWISS: Garbsen, Germany, 2015. [Google Scholar]
- Jiang, D.; Mukherjee, A.K. Spark Plasma Sintering of an Infrared-Transparent Y 2 O 3 -MgO Nanocomposite. J. Am. Ceram. Soc. 2010, 93, 769–773. [Google Scholar] [CrossRef]
- Ng, C.C.; Savalani, M.; Man, H.C. Fabrication of magnesium using selective laser melting technique. Rapid Prototyp. J. 2011, 17, 479–490. [Google Scholar] [CrossRef]
- Gieseke, M.; Kiesow, T.; Nölke, C.; Kaierle, S.; Palmer, T. Rapid.Tech—Trade Fair and User’s Conference for Rapid Technology; Messe Erfurt: Erfurt, Germany, 2015. [Google Scholar]
- Wessarges, Y.; Gieseke, M.; Kiesow, T.; Kaierle, S.; Overmeyer, L. (Eds.) Selective Laser Melting of Magnesium Alloys for Biomedical Applications; DAAAM: Nuremberg, Germany, 2016. [Google Scholar]
- Jauer, L.; Meiners, W.; Vervoort, S.; Gayer, C.; Zumdick, N.A.; Zander, D. (Eds.) Selective Laser Melting of Magnesium Alloys; GE Global Research: Nishkana, NY, USA, 2016. [Google Scholar]
- Tandon, R.; Madan, D. Emerging Applications Using Magnesium Alloy Powders: A Feasibility Study. In Magnesium Technology 2014; Alderman, M., Manuel, M.V., Hort, N., Neelameggham, N.R., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 21–25. [Google Scholar]
- Wei, L.Y.; Dunlop, G.L.; Westengen, H. Age hardening and precipitation in a cast magnesium-rare-earth alloy. J. Mater. Sci. 1996, 31, 387–397. [Google Scholar] [CrossRef]
- Xiang, C.; Gupta, N.; Coelho, P.; Cho, K. Effect of microstructure on tensile and compressive behavior of WE43 alloy in as cast and heat treated conditions. Mater. Sci. Eng. A 2018, 710, 74–85. [Google Scholar] [CrossRef]
- Reikher, A.; Barkhudarov, M.R. Casting: An Analytical Approach; Springer: London, UK; Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Villars, P. Inorganic Solid Phases. 2016. Available online: https://materials.springer.com (accessed on 19 March 2019).
- Wei, K.; Gao, M.; Wang, Z.; Zeng, X. Effect of energy input on formability, microstructure and mechanical properties of selective laser melted AZ91D magnesium alloy. Mater. Sci. Eng. A 2014, 611, 212–222. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2015. [Google Scholar]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; van Humbeeck, J.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Zumdick, N.A.; Jauer, L.; Kersting, L.C.; Kutz, T.N.; Schleifenbaum, J.H.; Zander, D. Additive manufactured WE43 magnesium: A comparative study of the microstructure and mechanical properties with those of powder extruded and as-cast WE43. Mater. Charact. 2019, 147, 384–397. [Google Scholar] [CrossRef]
- Dahle, A.K.; Lee, Y.C.; Nave, M.D.; Schaffer, P.L.; StJohn, D.H. Development of the as-cast microstructure in magnesium–aluminium alloys. J. Light Met. 2001, 1, 61–72. [Google Scholar] [CrossRef]
- Eifler, R. Einfluss der Rekristallisation auf die Mikrostrukturentwicklung der Magnesiumlegierung ZNdK100. Ph.D. Thesis, Leibniz Universität Hannover, Hannover, Germany, 2018. [Google Scholar]
- Seitz, J.-M.; Collier, K.; Wulf, E.; Bormann, D.; Angrisani, N.; Meyer-Lindenberg, A.; Bach, F.-W. The Effect of Different Sterilization Methods on the Mechanical Strength of Magnesium Based Implant Materials. Adv. Eng. Mater. 2011, 13, 1146–1151. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Step | Process Parameters for Screening Experiment | |||||
|---|---|---|---|---|---|---|
| Laser Power in W | Scanning Speed in mm/s | Hatch Distance in µm | Layer Height in µm | Hatch Pattern | Build Plate Temperature in °C | |
| −1 | 20 | 100 | 10 | 20 | Lines | 40 |
| 0 | 60 | 800 | 80 | - | - | - |
| 1 | 100 | 1500 | 150 | 75 | Chess | 200 |
| Option | Process Parameters | |||||||
|---|---|---|---|---|---|---|---|---|
| Laser Power in W | Scanning Speed in mm/s | Hatch Distance in µm | Layer Height in µm | Hatch Pattern | Build Plate Temperature in °C | Energy Input in J/mm3 | Relative Density in % | |
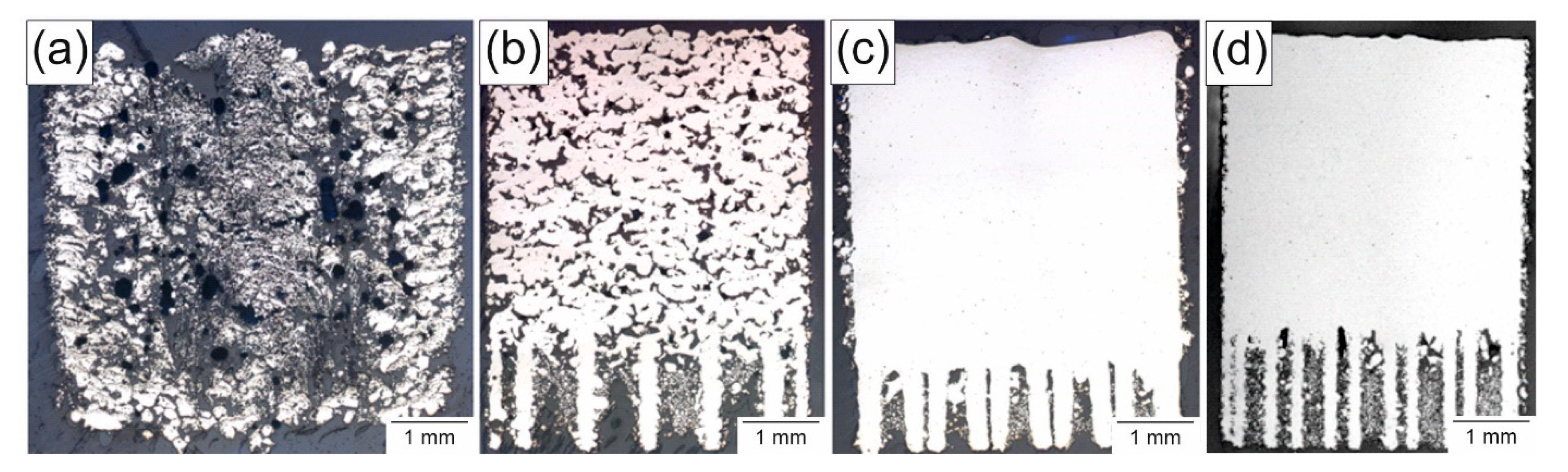
| a | 20 | 100 | 10 | 20 | Lines | 200 | 1000 | 42.2 |
| b | 60 | 800 | 80 | 75 | Lines | 200 | 12.5 | 80.0 |
| c | 100 | 800 | 10 | 75 | Chess | 200 | 625 | 99.9 |
| d | 80 | 450 | 45 | 20 | Chess | 40 | 197.5 | 99.9 |
| Element | Composition in wt.% | ||||
|---|---|---|---|---|---|
| EDX 1 | EDX 2 | EDX 3 | EDX 4 | Spark Spectrometer | |
| Mg | 89.7 | 97.8 | 94.9 | 84.0 | 94 |
| Y | 7.9 | 1.0 | 3.0 | 4.7 | 3.9 |
| Nd | 2.4 | 1.2 | 2.1 | 11.3 | 2.1 |
| Element | Composition in wt.% | |||
|---|---|---|---|---|
| EDX 5 | EDX 6 | EDX 7 | WE43 Powder | |
| Mg | 89.4 | 91.5 | 73.0 | 91.6 |
| Y | 6.2 | 4.4 | 22.1 | 4.6 |
| Nd | 4.4 | 4.1 | 4.9 | 3.8 |
| Load Type | Characteristic Value | WE43 as-Cast | WE43 PBF-LB | |
|---|---|---|---|---|
| Compressive load | Yield strength in MPa | 146 ± 7 | 297 ± 8 | |
| Compressive strength in MPa | 383 ± 37 | 424 ± 41 | ||
| Elongation in % | 20 ± 2 | 11 ± 2 | ||
| Bending load | Yield strength in MPa | 271 ± 35 | 499 ± 10 | 359 ± 18 |
| Bending strength in MPa | 430 ± 30 | 601 ± 31 | 375 ± 24 | |
| Tensile load | Yield strength in MPa | 142 ± 2 | - | - |
| Tensile strength in MPa | 184 ± 22 | - | - | |
| Elongation in % | 2.3 ± 2 | - | - | |
| Hardness | Vickers hardness in HV10 | 69.0 | 94.1 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Julmi, S.; Abel, A.; Gerdes, N.; Hoff, C.; Hermsdorf, J.; Overmeyer, L.; Klose, C.; Maier, H.J. Development of a Laser Powder Bed Fusion Process Tailored for the Additive Manufacturing of High-Quality Components Made of the Commercial Magnesium Alloy WE43. Materials 2021, 14, 887. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14040887
Julmi S, Abel A, Gerdes N, Hoff C, Hermsdorf J, Overmeyer L, Klose C, Maier HJ. Development of a Laser Powder Bed Fusion Process Tailored for the Additive Manufacturing of High-Quality Components Made of the Commercial Magnesium Alloy WE43. Materials. 2021; 14(4):887. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14040887
Chicago/Turabian StyleJulmi, Stefan, Arvid Abel, Niklas Gerdes, Christian Hoff, Jörg Hermsdorf, Ludger Overmeyer, Christian Klose, and Hans Jürgen Maier. 2021. "Development of a Laser Powder Bed Fusion Process Tailored for the Additive Manufacturing of High-Quality Components Made of the Commercial Magnesium Alloy WE43" Materials 14, no. 4: 887. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14040887