
Overview of HSS Steel Grades Development and Study of Reheating Condition Effects on Austenite Grain Size Changes


1
Department of Plastic Deformation and Simulation Processes, Faculty of Materials, Metallurgy and Recycling, Institute of Materials and Quality Engineering, Technical University of Kosice, Vysokoskolska 4, 04200 Kosice, Slovakia
2
Asian Innovation Hub, P.O. Box c6, 04023 Kosice, Slovakia
*
Author to whom correspondence should be addressed.
Materials 2021, 14(8), 1988; https://0-doi-org.brum.beds.ac.uk/10.3390/ma14081988
Submission received: 8 March 2021
/
Revised: 9 April 2021
/
Accepted: 11 April 2021
/
Published: 15 April 2021
(This article belongs to the Special Issue The Progress of Advance High-Strength Steels (AHSS))
Abstract
:This review paper concerns the development of the chemical compositions and controlled processes of rolling and cooling steels to increase their mechanical properties and reduce weight and production costs. The paper analyzes the basic differences among high-strength steel (HSS), advanced high-strength steel (AHSS) and ultra-high-strength steel (UHSS) depending on differences in their final microstructural components, chemical composition, alloying elements and strengthening contributions to determine strength and mechanical properties. HSS is characterized by a final single-phase structure with reduced perlite content, while AHSS has a final structure of two-phase to multiphase. UHSS is characterized by a single-phase or multiphase structure. The yield strength of the steels have the following value intervals: HSS, 180–550 MPa; AHSS, 260–900 MPa; UHSS, 600–960 MPa. In addition to strength properties, the ductility of these steel grades is also an important parameter. AHSS steel has the best ductility, followed by HSS and UHSS. Within the HSS steel group, high-strength low-alloy (HSLA) steel represents a special subgroup characterized by the use of microalloying elements for special strength and plastic properties. An important parameter determining the strength properties of these steels is the grain-size diameter of the final structure, which depends on the processing conditions of the previous austenitic structure. The influence of reheating temperatures (TReh) and the holding time at the reheating temperature (tReh) of C–Mn–Nb–V HSLA steel was investigated in detail. Mathematical equations describing changes in the diameter of austenite grain size (dγ), depending on reheating temperature and holding time, were derived by the authors. The coordinates of the point where normal grain growth turned abnormal was determined. These coordinates for testing steel are the reheating conditions TReh = 1060 °C, tReh = 1800 s at the diameter of austenite grain size dγ = 100 μm.
1. Introduction
The development of microalloying high-strength steel (HSS) to create high-strength, low-alloy steel (HSLA) began after World War II when market requirements were defined by the price of the steel plates and strips used in shipbuilding, oil-and-gas transportation and other industries. Metallurgical companies had to respond to the reduced ability of the market to purchase steel plates and strips by reducing prices through lower production costs. One way to reduce costs was to shorten the production cycle by leaving out the normalization annealing operation, which also required modifications to the chemical composition of steels. To compensate for the increase in mechanical properties, the aim was to produce lighter steel by reducing its thickness.
In the 50th years of the last century in Europe were performed the steel rolling experiments at a single-phase austenite region with the controlled-finished rolling temperatures that were lower than for conventional rolling. The last pass was carried out nearly above the Ar3 line [1]. This technology is often called thermomechanical treatment (TMT), sometimes as rolling at a controlled temperature [2], but both terms have been replaced by controlled rolling (CR). CR is characterized by the fact that the last passes are carried out at low-finishing rolling temperatures, which results in lower production costs by removing normalization annealing and increases mechanical properties and toughness through reducing the thickness of the rolled plates and strips. The advantage obtained by controlling the austenite structure is the formation of strongly deformed pancake grains from CR. These have to be maintained by rapidly cooling the deformed austenite immediately after the last rolling pass in order to provide a controlled phase transformation to the ferrite. Rapid cooling has to prevent the growth of ferrite grains and achieve a fine-grained final structure [3]. The cooling strategy that controls the passage through the phase transformation regions is termed controlled cooling (CC).
Serious research into the physical–metallurgical properties of steel began in the 60 years of the last century in the U.K. at the University of Sheffield and the British Iron and Steel Association (BISRA) [4]. The aim of the research was to improve strength properties, ductility, impact toughness and weldability of steels by controlling of the following parameters:
- –
- physical-metallurgical parameters: diameter of austenite and ferrite grain size, recrystallization, precipitation and phase transformations
- –
- processing parameters: reheating temperatures, rolling temperatures and plastic deformations in the spontaneous recrystallization region of austenite, rolling temperatures and plastic deformations in the non-recrystallization austenite region, including the finished rolling temperatures, cooling rate from the finished rolling temperatures and optimization of chemical composition through alloying elements [5].
Research related to the search for a suitable chemical composition was very important for the following reasons:
- (i).
- It had to achieve good weldability by reducing the value of the carbon equivalent (i.e., reduction of carbon content). Manganese replaced carbon for interstitial strengthening [6] because it has a six-times lower influence on the carbon equivalent than carbon [7,8,9]. The result of the research was a chemical composition of C–Mn mild steel with the content of basic elements C ≈0.2 wt.%, Mn ≈1.5 wt.%. This type of steel grade was later referred to as St52 (S355) which was the basis for the development of microalloyed steels containing Nb, V, Ti,
- (ii).
- It had to improve strength and ductility. The author [1] stated that the low-cost alloying element niobium (Nb) with a content of 0.005–0.03% wt.% was used for the first time in 1958 as a microalloying element and had an effect on the formation of Nb carbides and nitrides. Vanadium (V) with a content of 0.08–0.1% wt.% was used before the commercial application of Nb. Both elements are aimed at improving the strength and plastic properties resulting from the precipitating and grain-refining effects. The titanium (Ti) content of 0.1 wt.% has an important effect on grain-size refining [10,11].
The influence of Nb on structure formation, mechanical properties and weldability has been widely discussed such as by authors [12,13,14,15,16,17,18,19,20]. Studies showed that Nb has a strong influence on the formation of austenite and ferrite structures. The austenite structure is affected by Nb depending on temperature as follows:
- –
- reheating temperature: The level has an effect on the volume of undissolved precipitates, which retard the grain growth of austenite via their pinning effect to the grain boundary motion;
- –
- middle temperature austenite region: This retards structure recovery and the dynamic recrystallization of austenite,
- –
- low-temperature austenite region: The formation of deformation-induced precipitates and precipitates correspond to the thermodynamic conditions. These precipitates are responsible for retarding the recrystallization processes and forming the pancake structure, which is characterized by a high level of ferrite nucleation that affects the resulting diameter of the ferrite grains, and transformation temperature: The effect of precipitation strengthening resulting from precipitation at the phase interface and precipitation itself in ferrite.
The maximal strengthening effect on the yield strength resulting from the grain-size refinement of ferrite was observed with a Nb content of 0.04 wt.% and was stronger as a precipitation strengthening effect [14,21,22]. If the Nb content is more than 0.04 wt.%, then the deformation ability of the weld seam decreases with an increase in the portion of the precipitates in the weld [17,23].
The authors [12,14,21,24,25,26,27] studied the influence of V on steel properties. V content of 0.1–0.2 wt.% is considered to be effective for increasing strength. A stronger strengthening effect on the yield strength was observed from the precipitation increment and a lower increment from the grain-size refinement.
The authors [12,14,25,28,29,30,31] studied the influence of Ti on steel properties. The strengthening effect on the yield strength resulting from grain-size refinement is considered to be effective if the Ti content is 0.8 wt.%. The strengthening effect on the yield strength caused by precipitation is effective when the Titanium content is higher than 0.8 wt.%.
The effect of the microalloying elements can be summarized as follows:
- effect on grain size refinement: Nb > Ti > V,
- effect on precipitation strengthening: V > Nb > Ti,
- regarding steelmaking technology, it is necessary to provide deep desulphurization and deoxidation of the melt because the activity of microalloying elements (Ti, V, Nb) defined by standard free enthalpy (∆GT0) to sulfur and oxygen are strong. The following inequalities apply to liquid steel: TiS > VC > NbC > TiC > VN > NbO > NbN > TiN.
In connection to the optimization of chemical composition, the technologies of CR and CC (controlled cooling from finished rolling temperature) for heavy plates and wide strips were working out. CR–CC is a method that differs from conventional rolling by controlling the structure.
- (a)
- high-temperature austenite:
- –
- control of austenite grain growth by reheating temperature and holding time at this temperature,
- –
- control of the thermo-deformation regime in order to refine the diameter of the austenitic grain size by repeating the cycle" plastic deformation–recrystallization". This technique called "Recrystallization Controlled Rolling" (RCR),
- (b)
- low-temperature austenite:
- –
- control of thermo-deformation regime to form elongated deformed (pancake) austenitic grains with the possibility of continual deformation into the two-phase region of austenite–ferrite,
- (c)
- phase transformation from austenite:
- –
- controlled cooling from finished rolling temperature, i.e., a strategy of controlled transition through the area of phase transformations to obtain the required final structural composition.
A special type of CR is ferritic rolling (FR). FR is starting as RCR of austenite. With temperature decreasing RCR process immediately passes into the rolling of ferrite, followed by the final CC process [32].
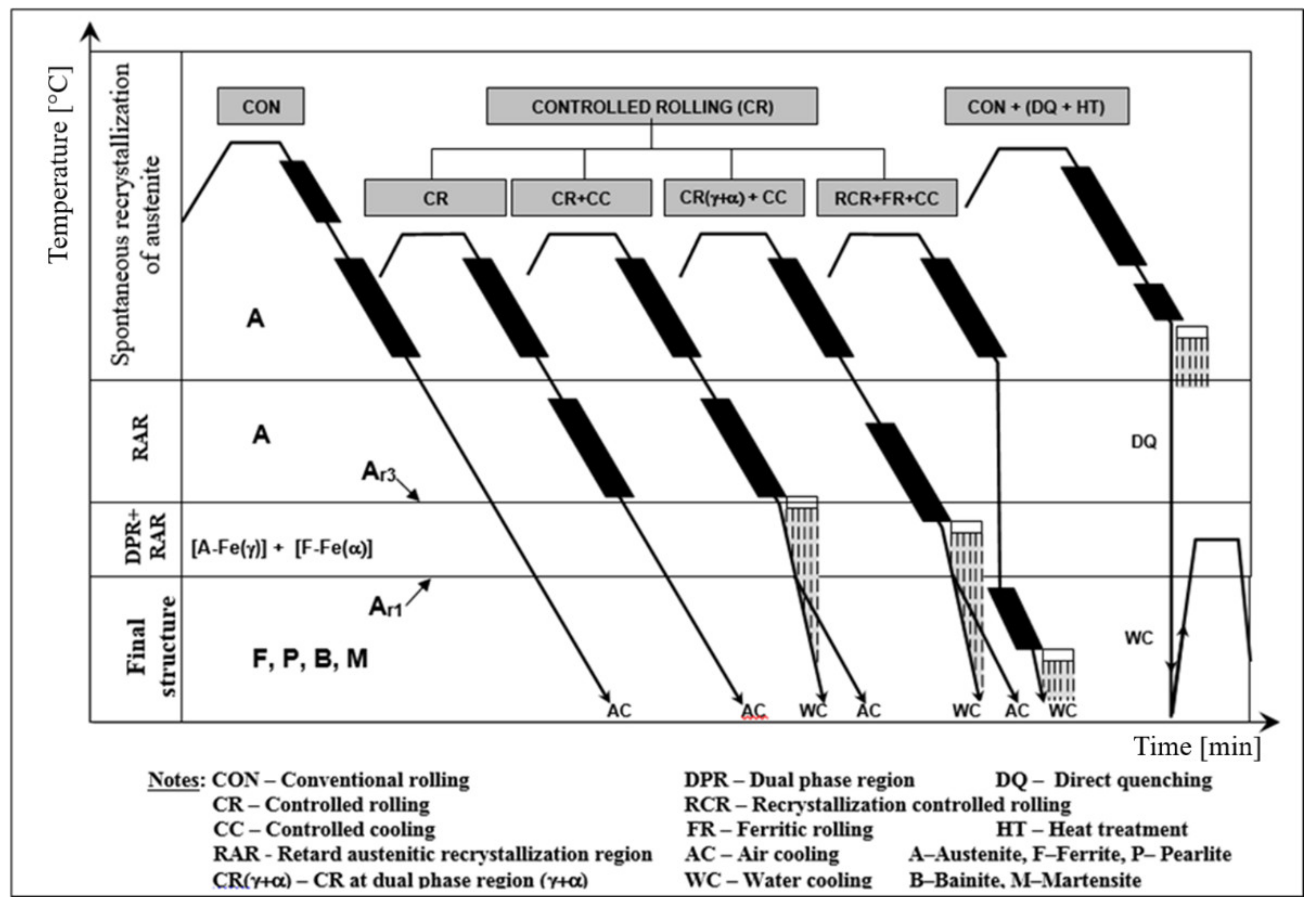
CR–CC technologies can substitute heat treatment processes to some extent. The scheme of CR–CC processes, in comparison with conventional hot-plastic deformation and heat treatment, are shown in Figure 1.
The processes of the CR and CC of steel is still the subject of extensive study and analysis at scientific conferences and in journals and books [32,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51,52,53,54,55,56,57]. Significant refining of the coarse grain (CG) structures of the polycrystalline materials can be achieved by the following procedures:
- –
- thermoplastic deformation and cooling named as CR–CC (conventional methods of grain size refinement) with the diameter of the final grain size at the level of microns d ≥ 1 μm
- –
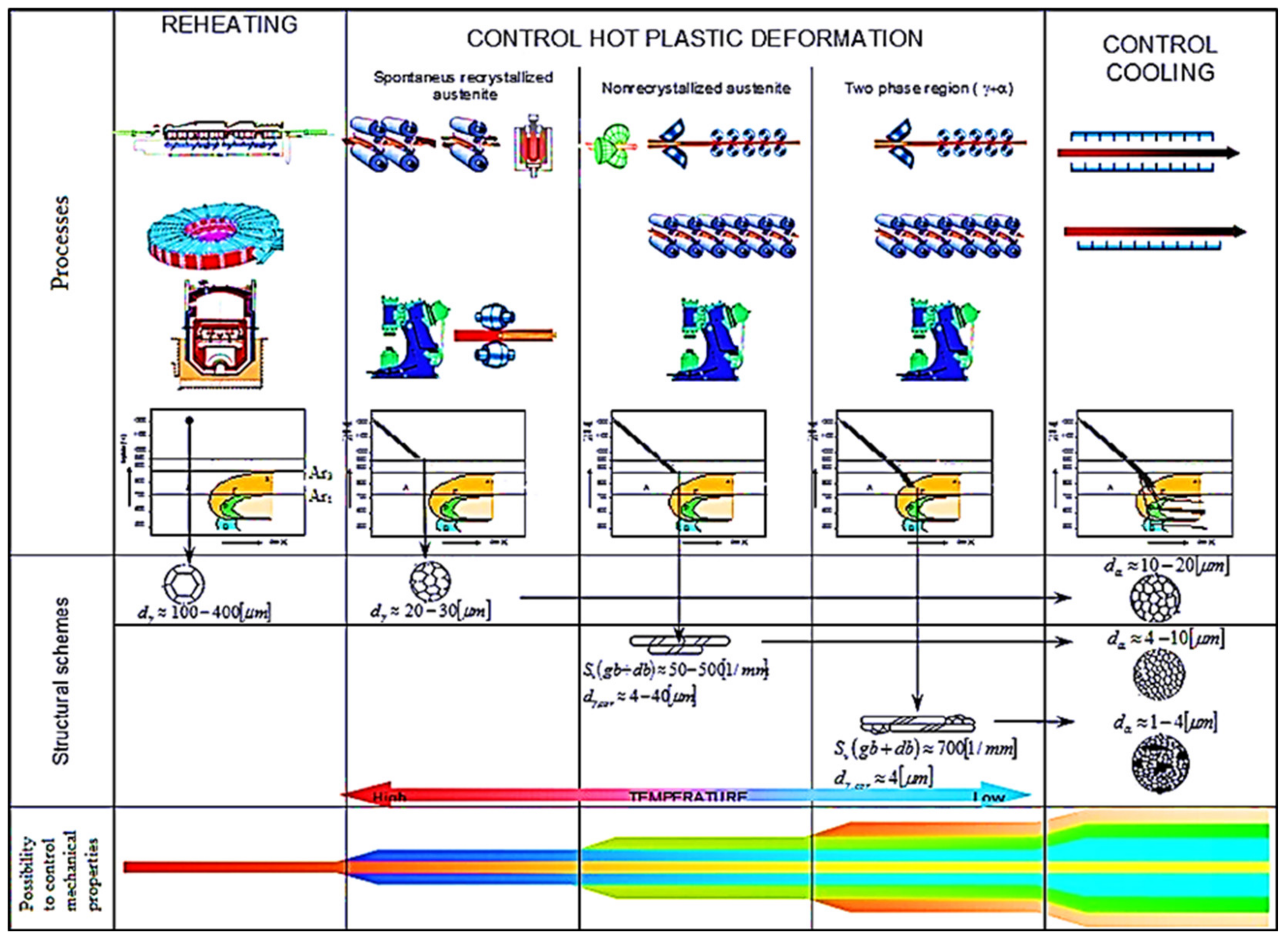
The influence of thermoplastic deformations carried out in the monophase region of austenite and the dual-phase region (γ+α), followed by the transformation of austenite on the final structures obtained by the RCR, CR and CC processes, is schematically given in Figure 2, which shows the following:
- (i).
- direct phase transformation of austenite from reheating temperature produces very coarse-grained ferrite; the grain size depends on reheating condition.
- (ii).
- plastic deformation conditions realized in
- –
- monophase austenite region at deformation temperatures.
- –
- –
- non-recrystallization austenite region—CR [56,63] (narrowly raised Ar3 temperature) formed deformation-elongated austenitic grains with an effective ferritic nucleation surface calculated from grain boundaries and deformation bands Sv(gb+db) ≈ 25–500 1/mm [56]. This corresponds to the corrected diameter grains of austenite dγ, cor ≈ 4–70 μm) transformed to polycrystalline ferrite with diameter dα ≈ 2–10 μm.
- (iii).
- dual-phase (γ+α) region—CR [55,63] (non-recrystallized austenite–deformed ferrite) bellow Ar3 temperatures with Sv(gb+db) ≈1000 1/mm, corresponding to dγ, cor ≈ 2 μm with subsequent transformation to ferrite (non-recrystallized austenite, to polycrystalline ferrite–deformed ferrite, to ferrite subgrains) with diameter dα ≈ 1–2 μm.
Figure 2.
The scheme of structural formation by plastic deformations and phase transformations.

The described process methods of CR and CC for grain refinement are effective in the range of coarse-grain structures. Previous discussed methods leading to the refinement of structures below the limit value of <1 μm are ineffective.
The steels that have excellent structural, toughness, fatigue, plastic and strength properties can be named progressive steels which are including HSS and AHSS [62,63,64,65,66,67,68].
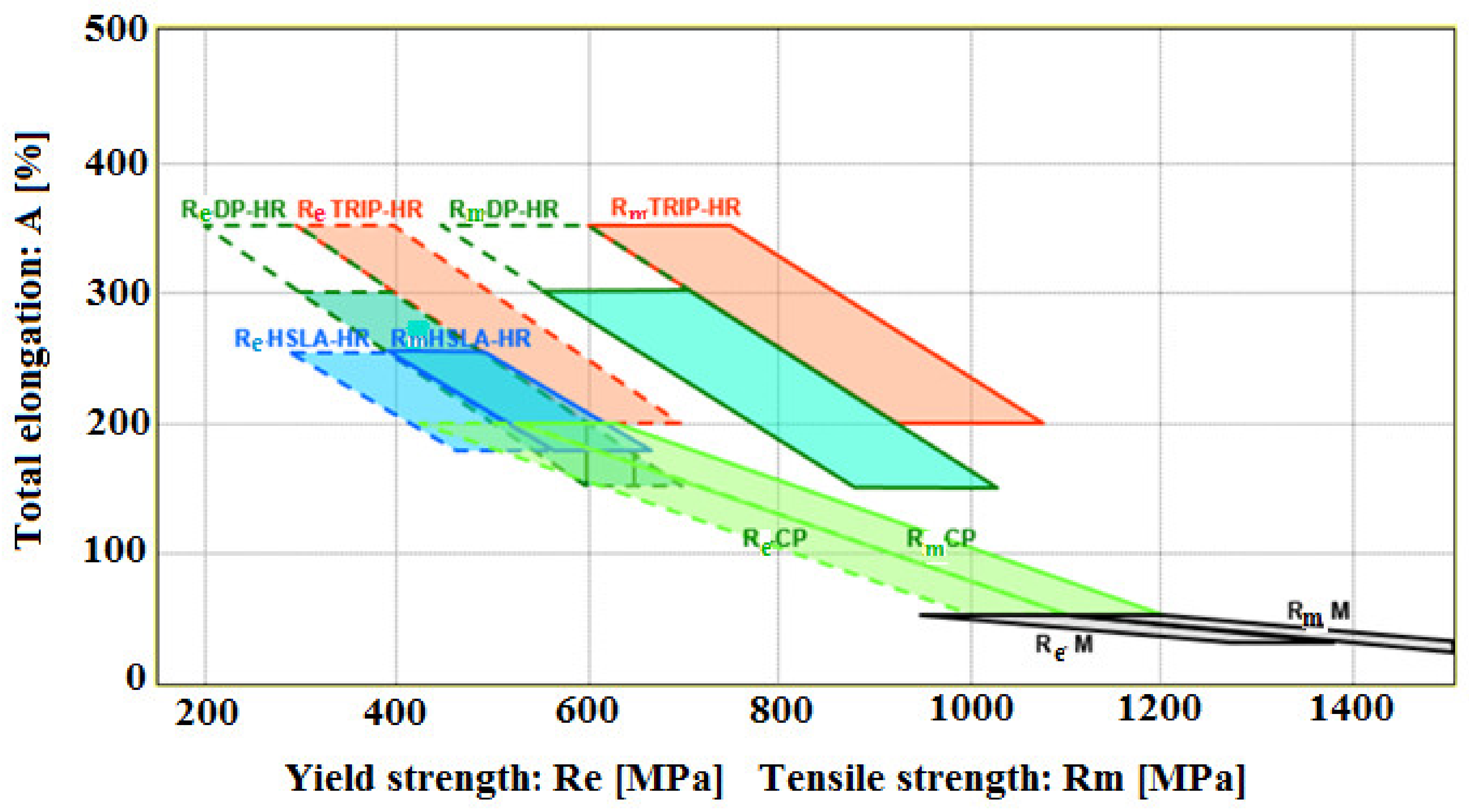
The main difference between these steels is microstructure features. While HSS steels are characterized as single-phase ferritic steels with perlite reduced content, AHSS steels can be referred as more phase or multiphase steels containing more than just ferrite and perlite phases. AHSS steels may contain a mutual combination of two or more phases, formed by ferrite, bainite, martensite and residual austenite. The grain size refinement, solid solution strengthening and precipitation strengthening are acting as strengthening contributions for HSS. On the other hand, for AHSS these are the previous contributions supplemented by the strengthening contribution from the phase transformation effect. A special group of HSS are steels named high strength low alloyed steels (HSLA) with carbon content 0.04–0.25 wt.% and manganese 0.7–2.0 wt.%. The typical carbon content for steels applied to bending and welding is below 0.12 wt%. The base of these steels is grade St52 (S355) arranged on the chemical conception of C-Mn and yield strength up to 355 MPa. HSLA steels contained alloying elements such as chromium, molybdenum, nickel, copper, aluminum and first of all microalloying elements, as niobium, vanadium, titanium and zirconium [64,65]. According to authors [65], HSLA steel with a polycrystalline ferritic structure allows for reaching the yield strength close to 550 MPa, while the mixed ferritic-bainitic or bainitic structure shifts the yield strength to the level up to 700 MPa. Authors [62,66] stated that by combining controlled rolling carried out in the region of spontaneous recrystallization of austenite, which continuously runs to the two-phase phase region (γ–α), followed by rapid water cooling, it is possible to achieve a yield strength around 850MPa with a final two-phase ferrite–martensite structure. The AHSS group consists of the following steel grades: Dual Phase (DP) steel, Transformation Induced Plasticity (TRIP) steel, Complex (CP) steel, Martensitic (M) steel, Ferritic- Bainitic (FB) steel, Twinning Induced Plasticity (TWIP) steel [67,68,69,70,71,72]. The basic difference between HSLA and AHSS steel grades in terms of application is the source of ductility expressed by the ratio yield strength/tensile strength, as shown in Figure 3.
The dependencies show, that HSLA, CP and M steel grades are characterized by the narrow interrelationship of the yield strength and tensile strength parameters, while the DP and TRIP steel grades have these parameters largely separated. Therefore, HSLA, CP, M grades are more focused on strength and are suitable for structural components such as suspension systems, reinforcement, frames, longitudinal beams or chassis components. On the other hand, DP and TRIP steels have an excellent combination of strength and ductility and good energy-absorption capacity because of which they are suitable for use in structural parts and reinforcement [73,74,75,76,77,78].
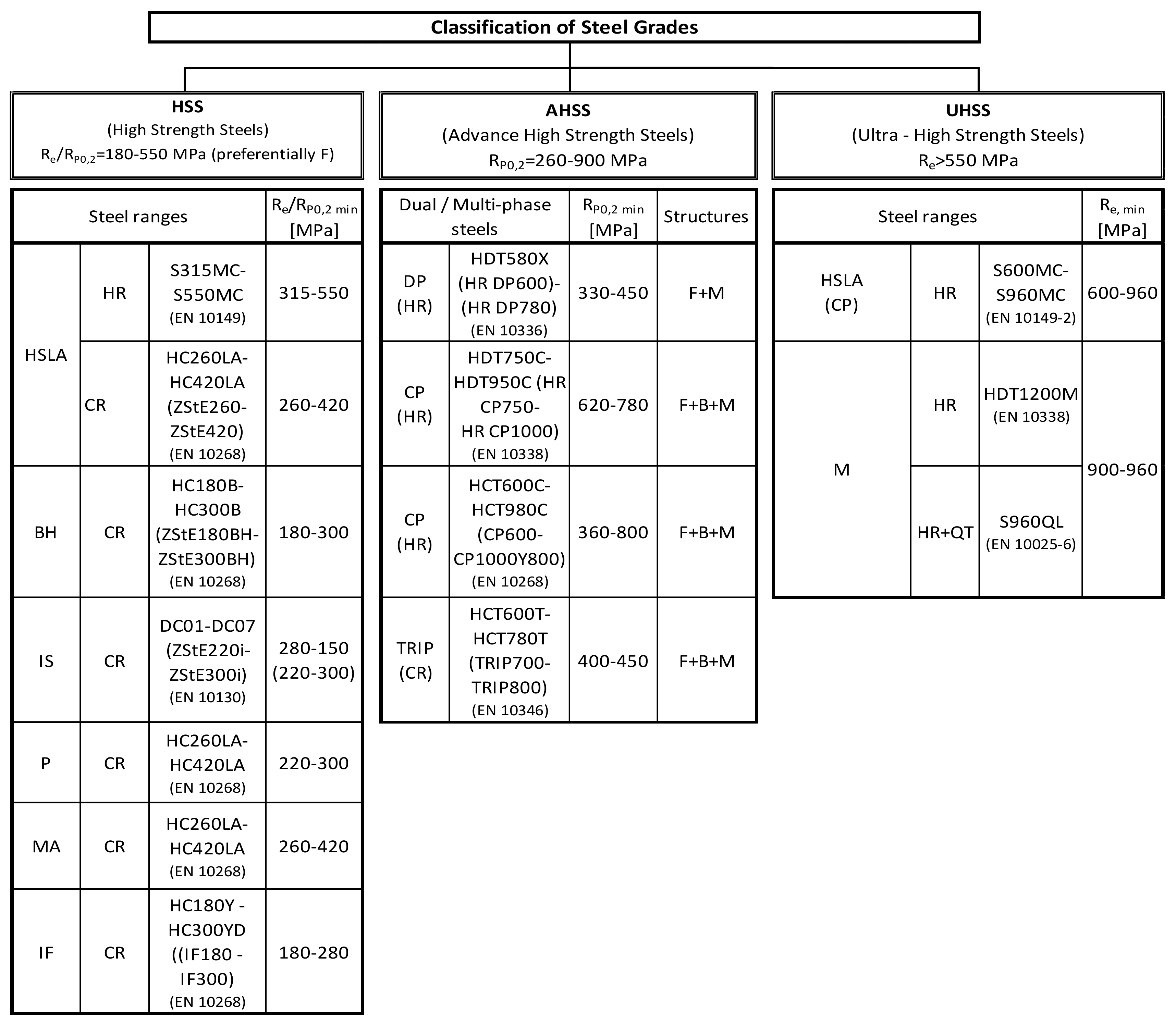
Characterization of steel grades according to yield strength for categories HSS, AHSS and UHSS are given in Figure 4. Within the group of HSS steels, HSLA steel represents a special subgroup characterized by microalloying elements such as Nb, V, Ti and Zr, which give it special strength and plastic properties.
As already mentioned, the base strengthening mechanisms of HSS and AHSS are grain refinement, solid solution strengthening, precipitation and transformation strengthening.
Grain refinement considered to be the most effective strengthening mechanism for the yield strength. The final diameter of the grain size strongly depends on the processing conditions of austenite, such as reheating, grain refinement during hot plastic deformation and phase transformations during material cooling.
Grain-growth of austenite depends on reheating conditions.
Austenite grain growth is a process by which either the mean grain size or second-phase particles increases. This process affects the change of mechanical and some other physical material properties. The grain growth of a coarse-grain (CG) polycrystalline materials is realized through the migration mechanism and coalescence of grain boundaries. The dominant driving force of grain growth is the decrease in grain boundary free energy. The increase in the average size of the grains is accompanied by a reduction in the total grain boundary energy per unit volume. Grain boundary migration cannot involve the nucleation of new grains but only the growth of existing ones. The grain growth of polycrystalline materials, then, depends on grain boundary migration. The driving force has tended to minimize grain boundaries and transform the initial polycrystalline state to monocrystalline. Opposing grain growth is the limited mobility of grain boundaries, which supports the development of a monocrystalline state [79,80]. The grain growth process can be divided into two types: normal grain growth and abnormal grain growth, also called secondary recrystallization. Microstructural changes during normal grain growth have a range of grain size and shape that are relatively uniform [79]. During abnormal grain growth, a few large grains grow by consuming smaller grains, causing a bimodal grain-size distribution.
Theories for normal grain growth in traditional CG polycrystalline materials the authors summarized as follows [81,82,83,84]:
- –
- during grain growth in polycrystalline materials, there is a relatively narrow range of grain sizes and shapes;
- –
- during grain growth, after sufficient time, the distribution of grain sizes becomes scaled to the mean grain size and remains self-similar;
- –
- final grain-size distribution resulting from grain growth is generally insensitive to the initial distribution; and
- –
- during grain growth, the mean grain size (radius) increases with time.
Taking into account the isothermal process, the following relation describes the kinetics of normal grain growth by means of a parabolic relationship given by Burke and Turnbull [85]:
where: K = K0·exp(−Qgg/(R·T)); Qgg is the activation energy of grain growth; R is the universal gas constant; T is the reheating temperature; K0 is a constant; n is the grain growth exponent (very often n = 2); r is the mean radius of grain size at time t; r0 is the mean radius of grain size in the initial state; and t is the time of grain growth.
In real metal materials the retarding effect of second-phase particles (e.g., oxides, carbides or nitrides) on the mobility of grain boundaries (low and high angle) is very often observed; therefore, second-phase particles have a strong pinning effect on boundaries. This effect in the literature is known as Zener drag. The influence of second-phase particles on grain growth has been studied by many authors [84,85,86,87,88]. Their pinning effect depends on volume fraction, size, interface, distribution and the thermal stability of particles.
Microstructural changes during abnormal grain growth lead to the extensive growth of a few grains. Some grains can grow to several millimeters in diameter. The literature describes several factors influencing abnormal grain growth. The authors [89,90,91,92] describe abnormal grain growth is resulting from large pre-existing grains. Authors [93] assume that abnormal grain growth is achieved if the majority of grains are two to three times larger than the average size. Authors [94] studied the grain boundaries and triple junctions in a polycrystal and pointed out that the grain boundaries are high energy areas. The energy of a large number of atoms at the grain boundaries is large relative to the energy of atoms in the bulk of the grains. If the total excess energy of some part of the polycrystal relative to the energy of the grain boundaries and triple junctions exceeds the equilibrium level of energy, local abnormal grain growth can begin [95].
The mathematical description of austenitic grain growth over the entire range of reheating temperatures has been described by the authors [96] with a general equation of the form:
where: n is the grain growth exponent (for steel n = 2.5); dγ is the mean diameter of austenite grain size at time tReh; dγ,0 is the mean diameter of austenite grain size in the initial state; tReh is the holding time on reheating temperature for grain growth; and TReh is the reheating temperature of grain growth.
The grain growth exponent for several metal materials was published by authors [97] as given in Table 1.
Another mathematical formula describing normal and abnormal grain growth may have the general form [98]:
where: a1, a2, a3 are regression coefficients depending on the reheating conditions; TReh (°C) is the isothermal reheating temperature; and tReh (s) is the holding time at TReh.
The strengthening contribution resulting from the ferrite grain-size refinement can be primarily controlled very effectively by external processing factors, such as the reheating temperature and holding time at this temperature, which have a significant effect on changes to the diameter of austenite grain size. Controlling the diameter of the austenitic grains during reheating has an impact on the final diameter of ferrite grain size and will be discussed in the following sections.
2. Materials and Methods
Table 2 gives the local chemical analysis of several studied steel grades that are the result of long-term research by the author’s team together with major Slovak and foreign metallurgical companies that produce heavy plates, sheets, pipes and forgings for the automotive, machinery and energy industries [32,62,63,99]. Steel grade 38MnSiVS35 was used toproduce crankshafts for truck engines. The steel grade C–2.3Si characterized as a non-grain-oriented isotropic electric steel (NGOS) intended for the production of rotating electrical machines was investigated too. The electromotors produced from this steel grade can be used as driving units of electromobiles. The steel grades marked S380MC, S460MC and X70 are processed by CR–CC technology. While grades S380MC, S460MC are used as structural steel in various industries (e.g., machinery and automotive), X70 is tubular grade according to the API 5L standard.
Changes in the diameter of austenitic grains sizes depends on the reheating temperatures (TReh), and the holding times at these temperatures (tReh) were studied. The samples were reheated under the following experimental conditions: TReh ∈ <900;1250> (°C) with the step ∆TReh = 50 (°C) and tReh ∈ <600;3600> (s) with the step ΔtReh = 600 (s). Light optical microscopy was used to evaluate the microstructures. The diameter of the austenite grain size was evaluated by the Jeffries planimetric round method. Mathematical analysis and numerical statistical methods were used to describe the experimental data in the form of equations.
3. Results and Discussion
3.1. Physical-Metallurgical Substance of Grain Growth Depending on Reheating Conditions
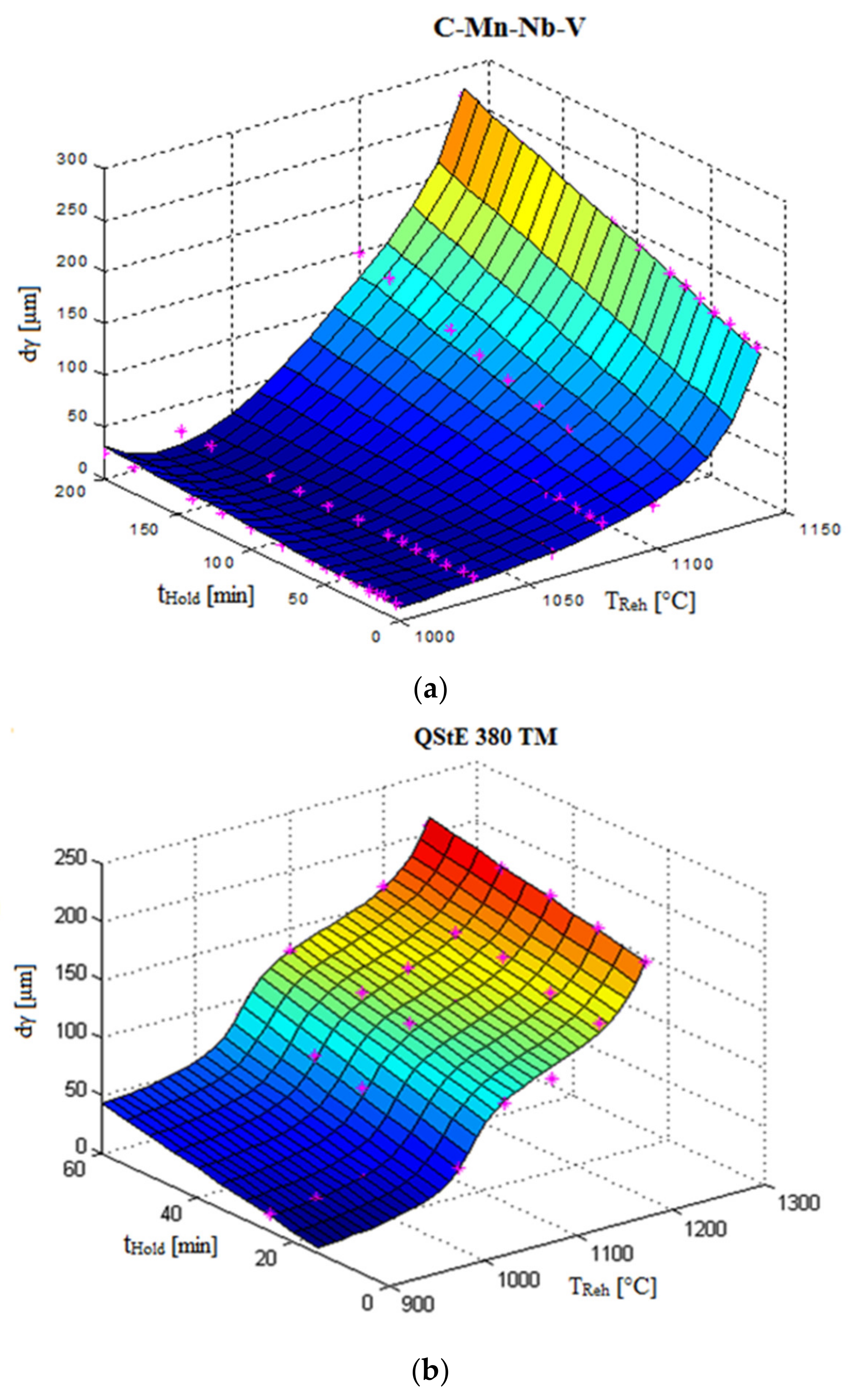
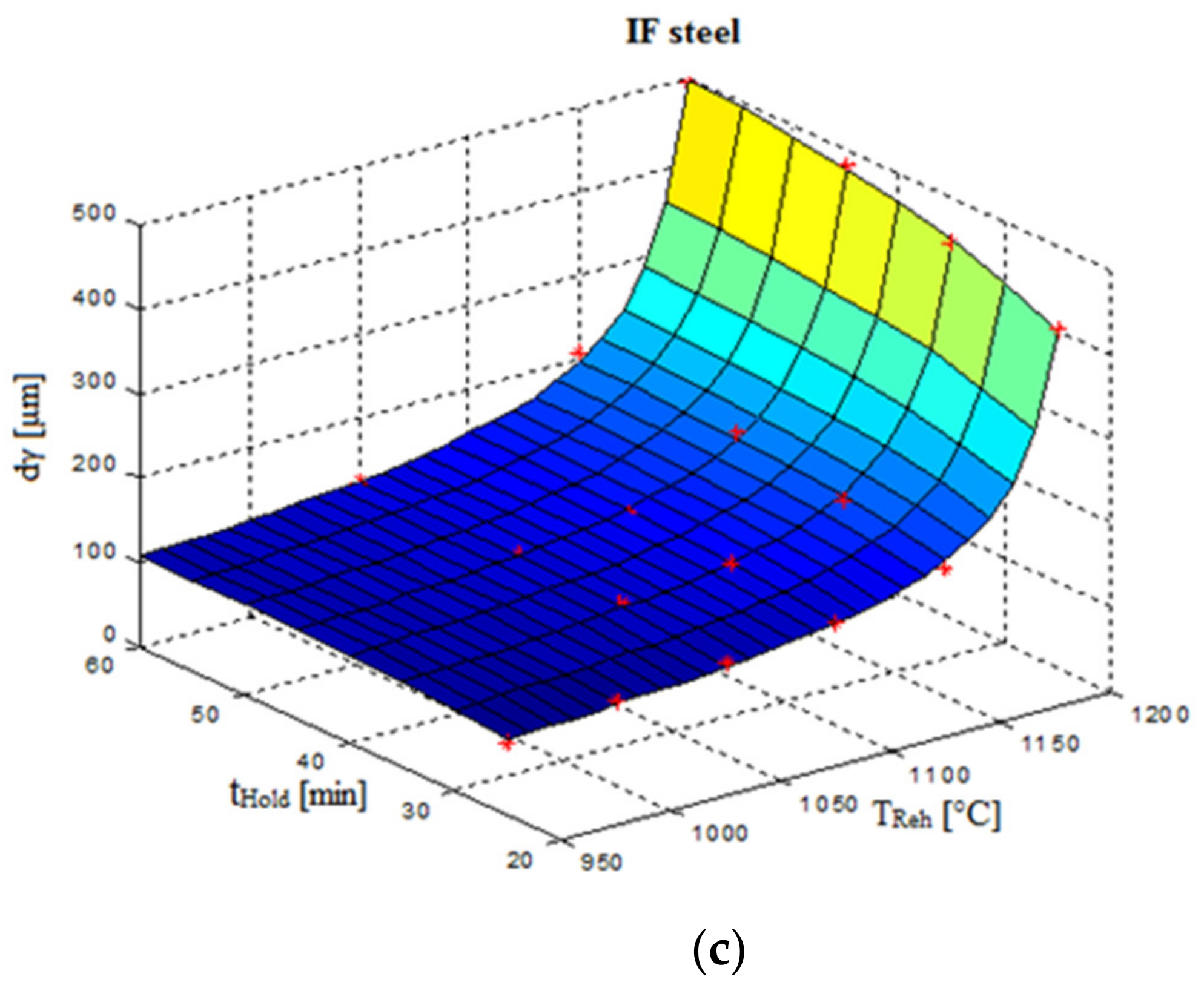
Reheating conditions (temperature and holding time at temperature) are important parameters for the structure formation before the plastic deformation processes. The influence of the reheating temperature and holding time on the changes of austenite grain size diameter for several types of steel grades was investigated. The results describing the dependence dγ = f(TReh; tReh) are given in Figure 5.
Calculation of the dissolution temperature of precipitates as a function of thermodynamic constants and chemical composition is described by the following formula:
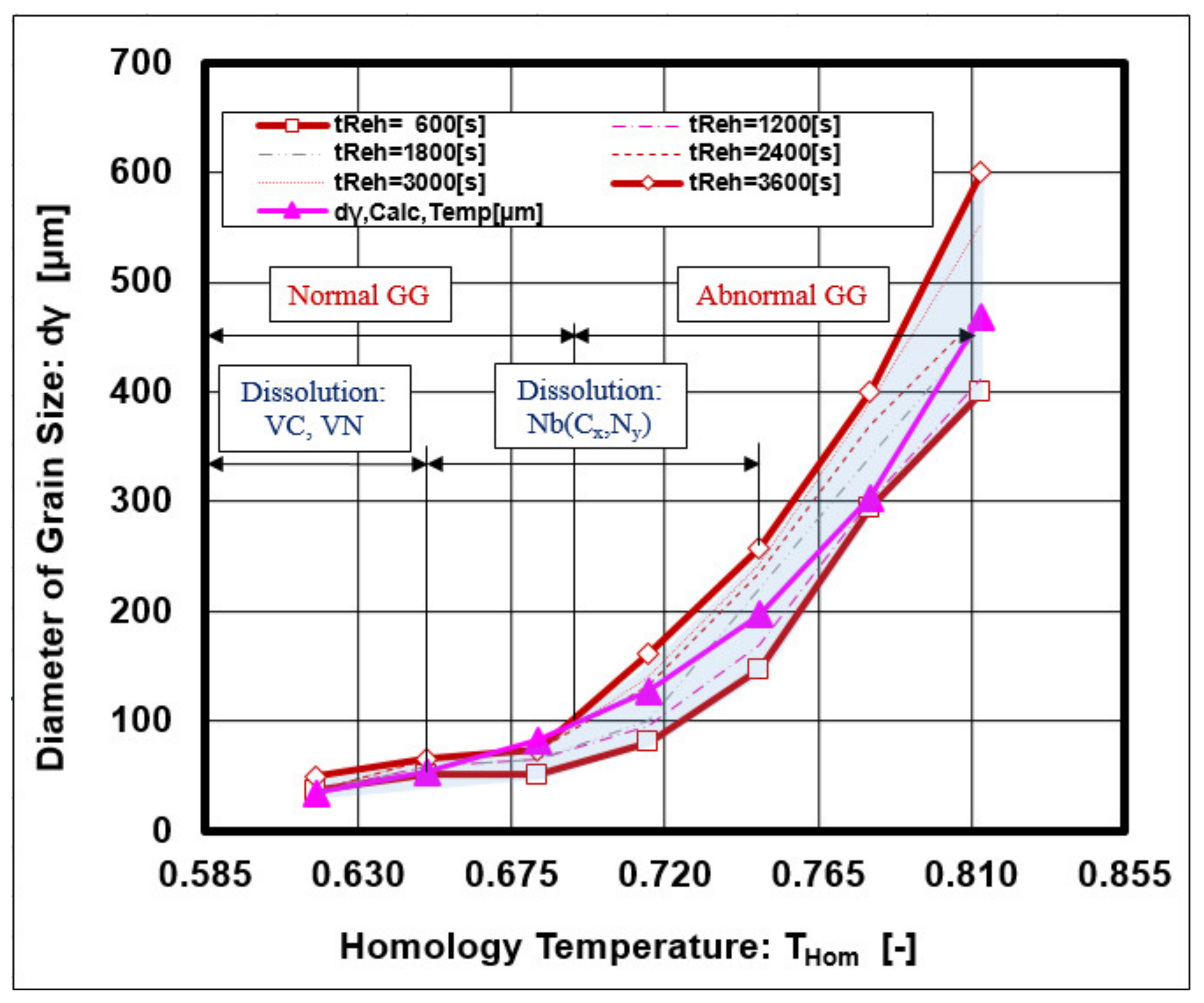
where: Me (wt. %) is the precipitate metal component; C (wt.%) is the carbon content; N (wt. %) is the nitrogen content; A, B (-) are the thermodynamic constants; and T (°C) is the dissolution temperature of the precipitate. A detailed description of the solubility of precipitates is discussed in [98]. Graphical interpretation of the effect of reheating temperature and holding time on the solubility of precipitates and changes in austenite grain size diameters is shown in Figure 6.
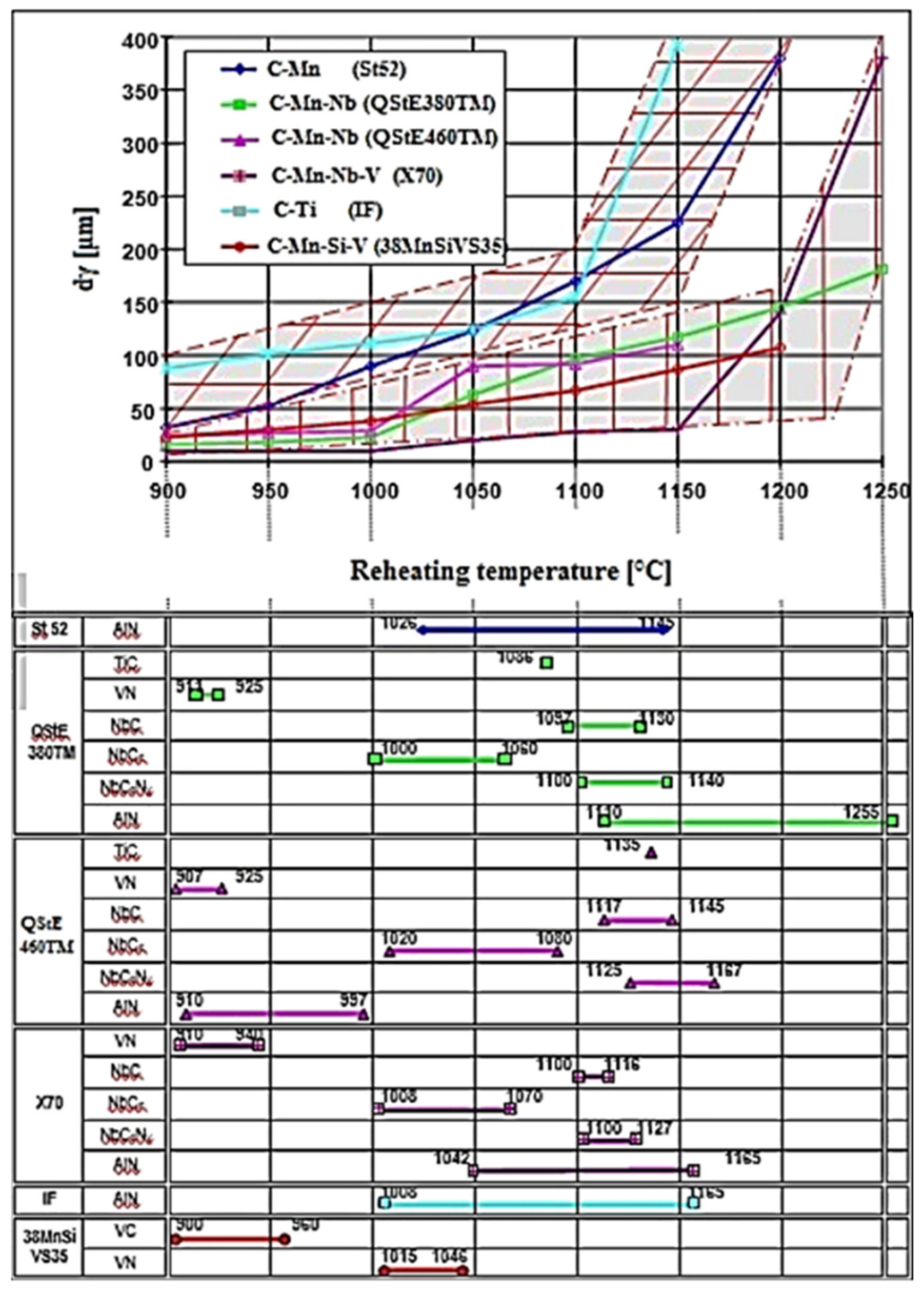
Figure 6 shows that the strongest braking effect on austenitic grain growth was the result of Nb precipitates. The change in grain size is closely related to the coarsening or dissolution of the carbonitrides [98]. Steel grades without Nb showed higher values for austenite grain-size diameter, and the start of abnormal grain growth shifted to lower temperatures compared to those of Nb-bearing steels. Figure 7 shows a graphical, two-parametric dependence dγ = f(TReh; tReh) for HSLA steel (C–Mn–Nb–V).
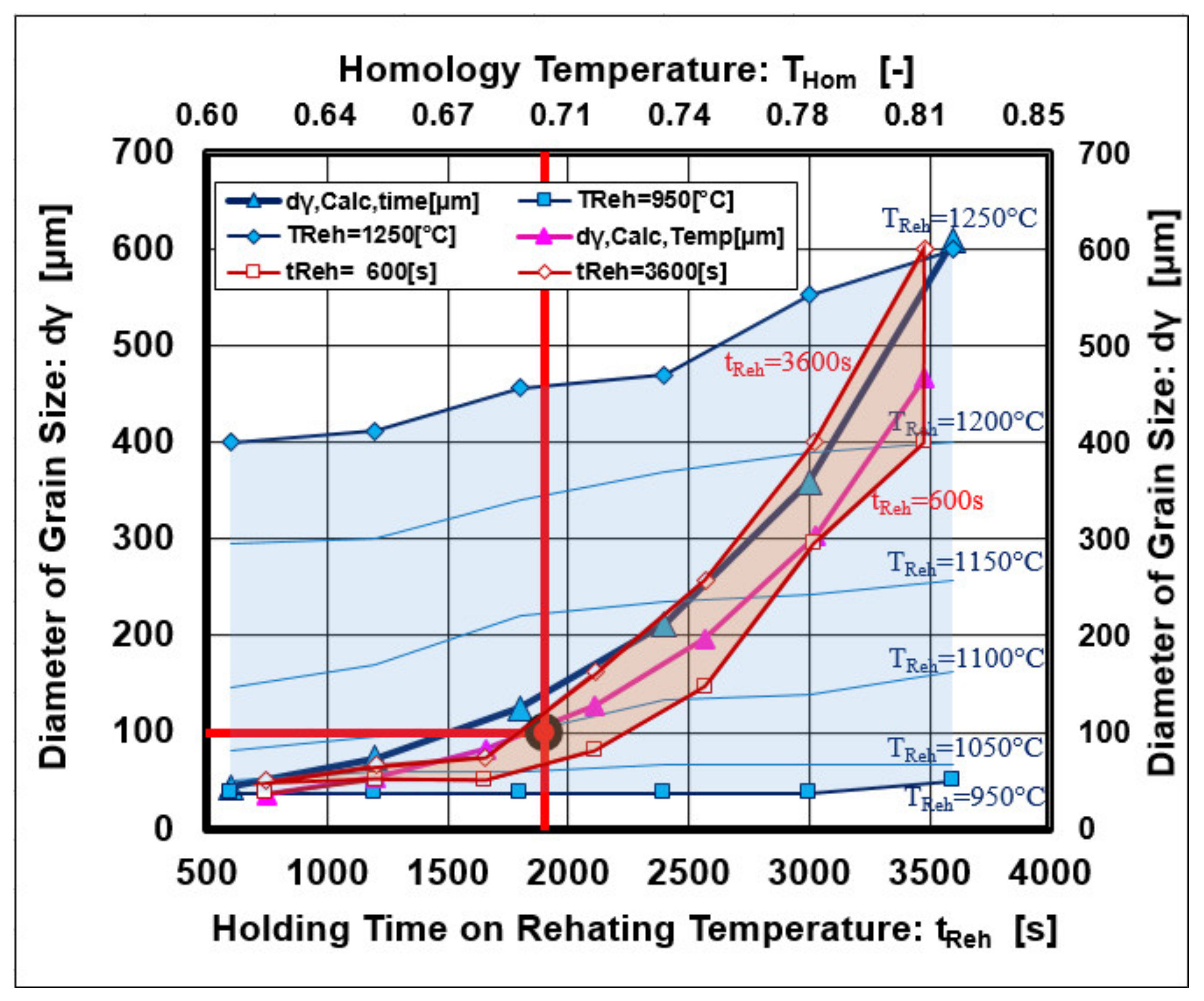
The graphical dependence given in Figure 8 shows that the VC and VN precipitates dissolved first at a temperature of 1000 °C, followed by the dissolution of complex precipitates Nb (Cx, Ny), which dissolved at 1150 °C. The reheating temperature showed a dominant effect on austenite grain growth, and a minor effect was observed from the holding time on temperature.
From graphical dependences, the breaking point from normal to abnormal austenite grain growth was observed for a grain diameter dγ = 100 μm, which lies in the coordinate axes TReh = 1060 °C; tReh = 1800 s.
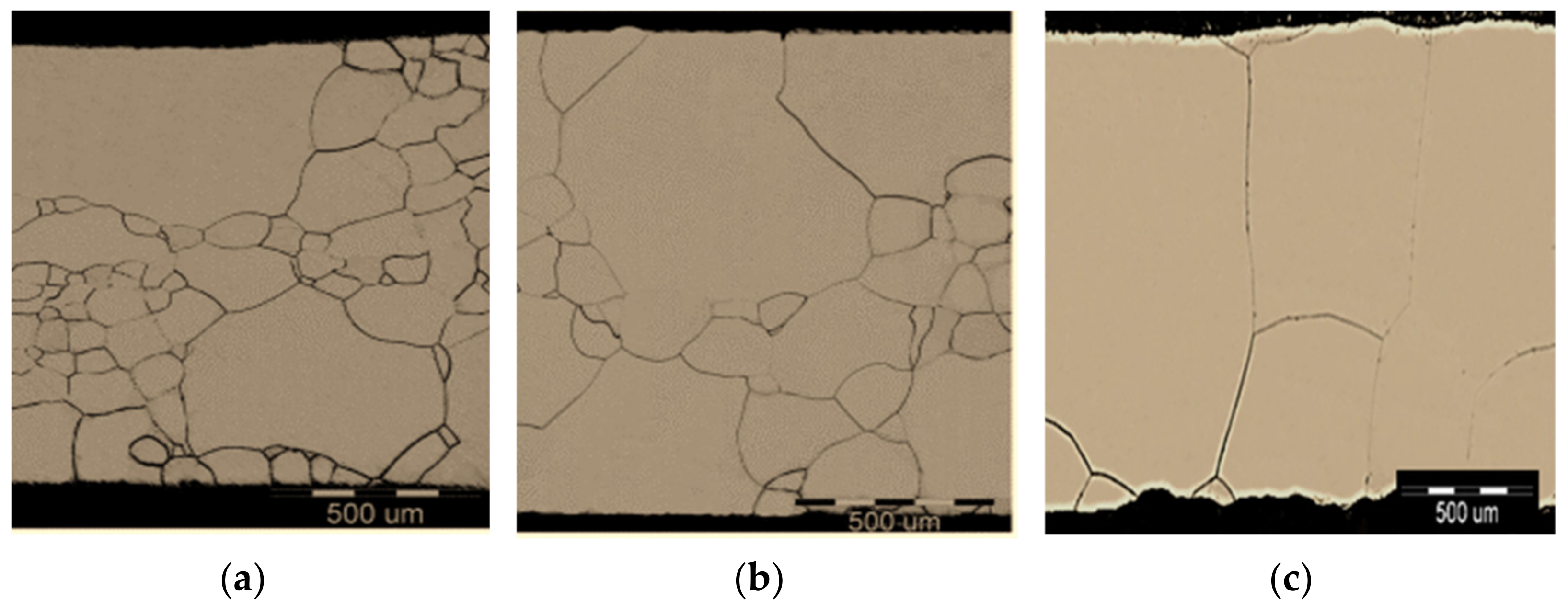
The influence of reheating conditions on the development of microstructural changes was investigated by metallographic analysis. The different stages of abnormal grains growth with the possibility of the growth of several grains up to a millimeter are shown in Figure 9.
The study of grain growth confirmed that several grains can grow to abnormal dimensions depending on the reheating temperature and the holding time at that temperature. The rise in thermal conditions leads to an increase in the energy of the atoms at the grain boundaries and the triple junctions along with a subsequent dissipation of thermal energy into the local migration of the grain boundaries until an equilibrium energy state is reached and grain growth stops.
In the next part, the analysis focuses in detail on C–Mn–Nb–V steel as it represents a complex microalloyed grade with a wide spectrum of industrial uses.
3.2. Mathematical Description of Austenite Grain Growth
For C–Mn–Nb–V steel, general formula (3) [96] was modified to the following form:
where: A is the 14732.6 (μm), the constant including the initial diameter of grain size; B = 5.895.1018 (1/s), a constant; t (s) is the holding time on reheating temperature for grain growth; T (K) is the reheating temperature; dγ (μm)is the mean diameter of austenite grain size at time t; n = 2.658 (-), a grain growth exponent; Q = 433 (kJ/mol), the activation energy; and R = 8.314.10−3 (kJ/(K.mol)), the universal gas constant.
Also, general formula (4) of the authors [98] that describes the development of the austenite grain size being dependent on the reheating condition for HSLA C–Mn–Nb–V steel has the real form:
Another formula describing the development of the austenite grain size depends on the reheating condition for HSLA C–Mn–Nb–V steel was derived to the form:
where k = 7452 (s) is a constant.
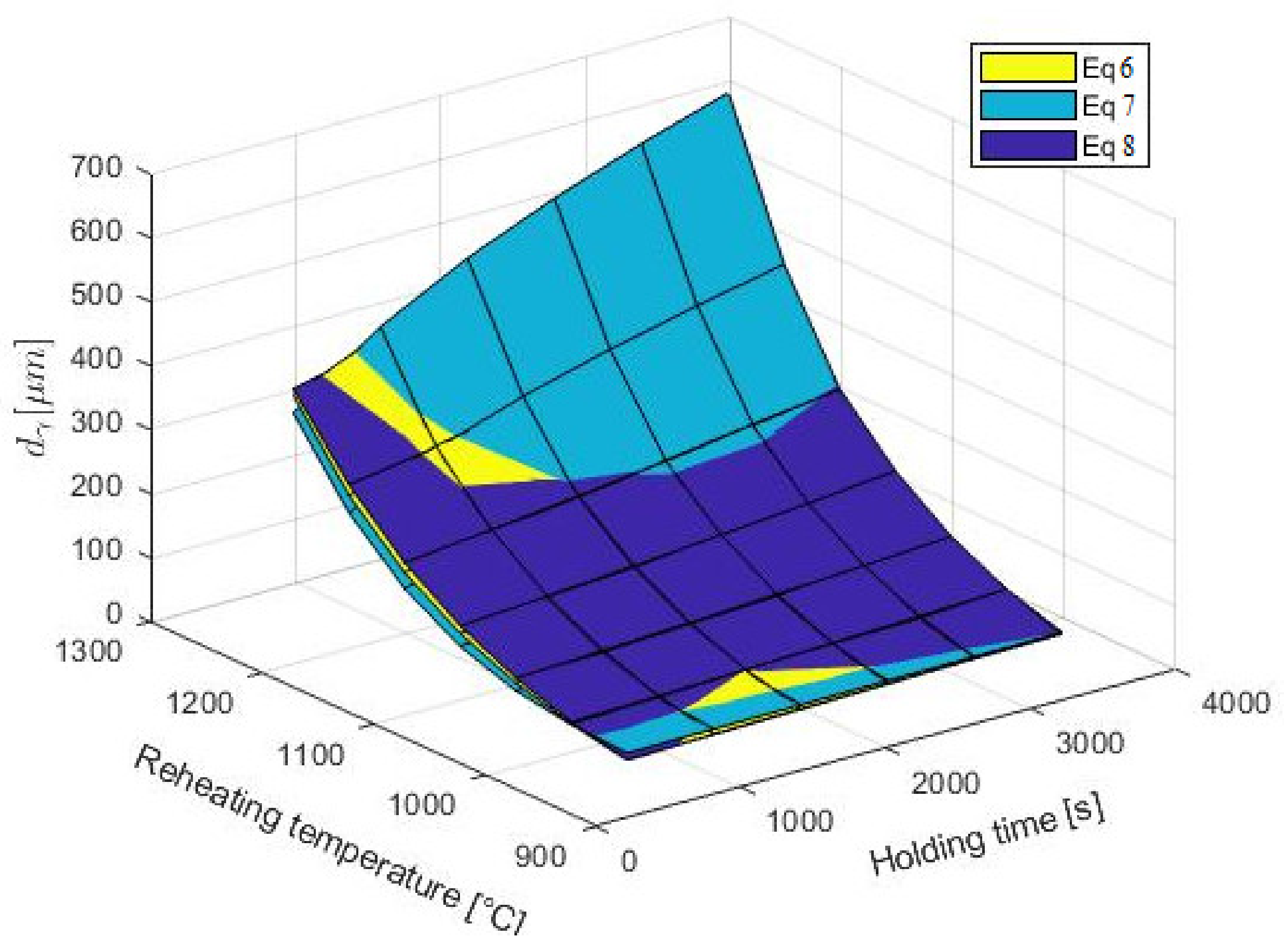
A graphical interpretation of Equations (6)–(8) is shown in Figure 10.
The best correlation with the measured data was described by Equation (6), but Equations (7) and (8) also show a suitable correlation.
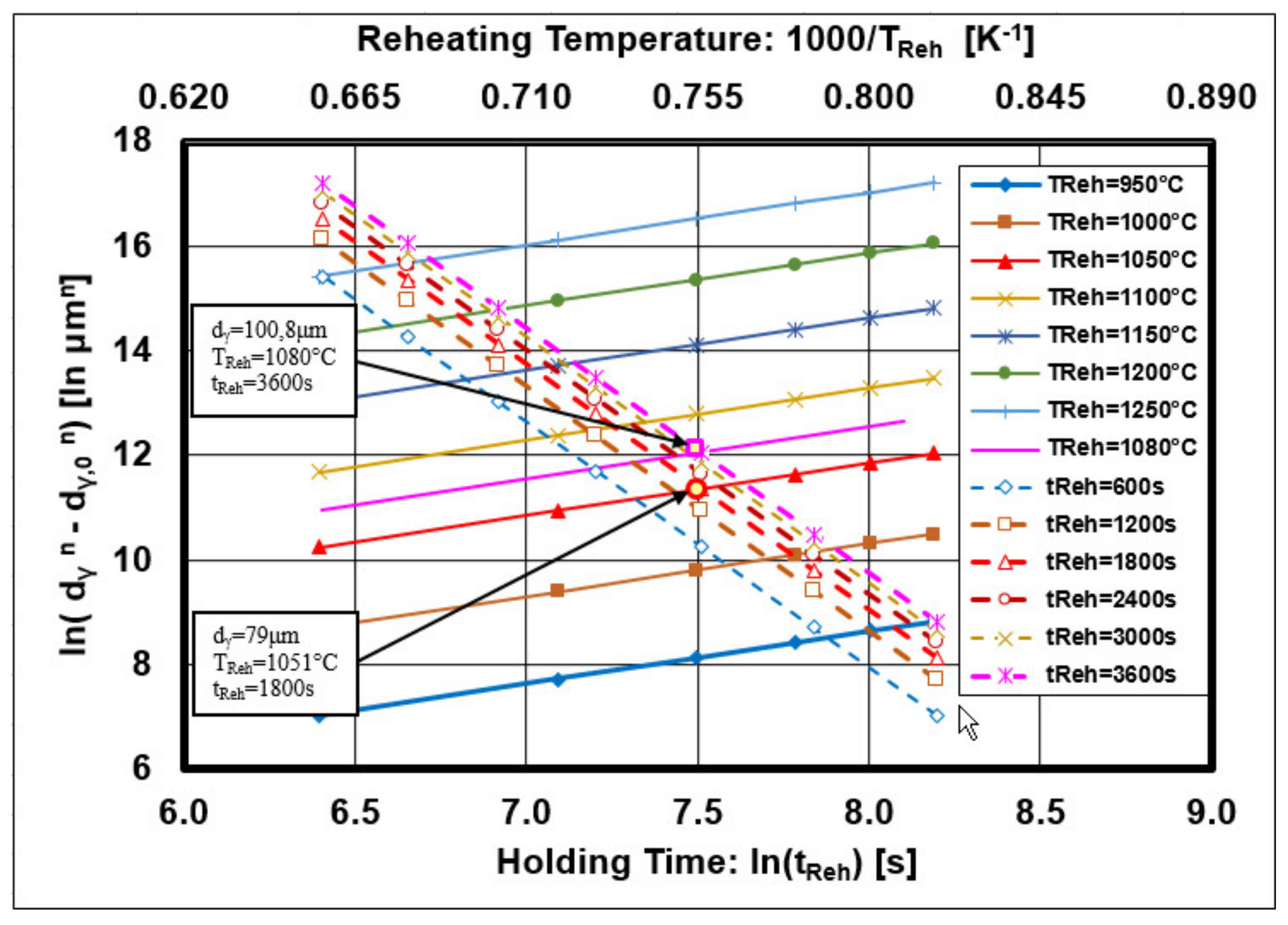
Equation (3) can be modified to the following form:
or:
Equation (9) describes the function dependence ln (dγn − dγ,0n = f(1/TReh) and Equation (10) the function dependence ln (dγn − dγ,0n) = f(ln(tReh)). These equations have a linear form with the graphical interpretation shown in Figure 11.
The intersection of the line describing the dependence ln (dγn − dγ,0n) = f(ln(tReh)) for the constant temperature TReh = 1050 °C with the line ln (dγn − dγ,0n) = f(1/TReh) for the constant tReh = 1800 s is at a point corresponding to the diameter of grain size ln (dγn − dγ,0n) = 11.5 μm2.6 (i.e., dγ = 79 μm).
The intersection of the line describing the dependence ln (dγn − dγ,0n) = f(ln(tReh)) for the constant temperature TReh = 1080 °C with the line ln (dγn − dγ,0n) = f(1/TReh)) for the constant tReh = 3600 s is at a point corresponding to the diameter of grain size ln (dγn − dγ,0n) = 12.2 μm2.6 (i.e., dγ = 100.8 μm). The analysis shows that the first slight increase in grain size diameter was in the interval dγ ∈ <79;100> (μm) under conditions TReh ∈ <1050;1080> (°C) and tReh ∈ <1800;3600> (s). This first grain growth can be termed the pre-growth before the abnormal grain growth.
3.3. Overview of the Present Results
An overview of the development of chemical compositions and controlled process of rolling and cooling of steels to increase the mechanical properties and reduce the weight of hot rolled heavy plates and strips was presented. The steel-making process must respect that microalloying elements such as Nb, V and Ti have a strong affinity to oxygen and sulfur and therefore the melt must be desulfurized and deoxidized before alloying. The strongest strengthening effect to the yield strength for grain-size refinement and precipitation comes from Nb followed by Ti and V. Hot-rolling processes with control of thermo-deformation modes is called controlled rolling, and passage temperature controls through the phase transformations regions is termed as controlled cooling.
The yield-strength values of the discussed steels lay in the following intervals: YSHSS = 180–550 MPa; YSAHSS = 260–900 MPa; and YSUHSS = 600–960 MPa. In addition to the strength properties, the ductility of these steels grades is also an important parameter. AHSS-grade steels have the best ductility, followed by HSS and UHSS.
Future tasks for AHSS and UHSS grade steels will lead to applications where the dominant characteristic will be low weight and high strength not only for flat products but also for components with complex shapes and geometrical dimensions made by precision forging [100,101]. It will also be important to produce the details of complicated shapes, which cannot be made by precision forging, or by chip machining. The way to eliminate these discrepancies is powder metallurgy [102,103,104], which allows for the production of complicated products having a high level of strength and acceptable plastic properties. These new materials have the potential in powder metallurgy components used in the automotive industry (e.g., gear sets, connecting rods, and bearing caps, which require high surface hardness as well as good core toughness) and in machinery and energy [99,105]. On the other hand, today’s automotive industry is focusing on alternative fuels like hydrogen, where high-strength steel working at low temperatures is required to produce pressure vessels [106,107].
Historically, iron was a material that the Hittites processed as far back as 1200 years BC [108]. The modern processing of steel production dates to 1856 when Henry Bessemer patented a method of mass producing steel from molten pig iron [109]. Even though steel has evolved over 165 years, variations in the physical-metallurgical treatment of steel, with an emphasis on modifications to chemical compositions and subsequent processing of the solid phase, still allows for the creation of new steel properties for a wide range of applications. We suppose that developments in steel properties will be strongly determined by customer requirements that lead to the manufacturing of tailor-made material designs. These requirements must be met by intense physical-metallurgical research and precise identification methods as well as by modern software that describes changes in the internal structure of the material at the atomic level: molecular dynamics simulations that mimic elementary atomistic path-dependent processes by solving the equations of motion of all particles. Furthermore, software at the meso-dimensional level must be able to define the steel’s final properties, not only its structural and mechanical character but also its exact geometrical dimensions and shapes [110]. Nowadays, structure refinement is an attractive way to increase the strength properties of steels using the laser-powder bed fusion process [111,112,113,114].
4. Conclusions
Mathematical equations describing how the diameter of austenite grain size depends on reheating conditions were derived.
The rise in thermal conditions led to an increase in the energy of the atoms at the grain boundaries and the triple junctions with the subsequent dissipation of thermal energy into the local migration of the grain boundaries until an equilibrium energy state was reached until grain growth stopped.
The reheating temperature played an important role in changes to the austenite grain size. The research of the steel grade C–Mn–Nb–V showed that the abnormal grain growth of austenite strongly depends on the reheating conditions, which determine the solubility of the precipitate’s microalloying elements VC, VN, Nb (CxNy), thus reducing their braking effect on grain boundary migration. The breakpoint at which normal grain growth passes to abnormal growth was observed for the following conditions: diameter of grain size dγ = 100 μm and reheating conditions TReh = 1060 °C and tReh = 1800 s.
Author Contributions
Writing—original draft preparation, T.K.; writing—review and editing, J.B. and R.B.; investigation, T.K., J.B. and R.B.; supervision, T.K.; methodology, T.K.; validation, J.B.; formal analysis, R.B.; funding acquisition, T.K.; T.K. critically reviewed the manuscript and approved its final submitted version. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by VEGA, grant number 1/0599/18.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data sharing is not applicable to this article.
Acknowledgments
The authors are grateful to Rudolf Pernis for consultations and for helping to solve some equations.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Vanderbeck, R.W. European Methods of Rolling at Controlled Temperatures. Weld. J. 1958, 37, 114s–116s. [Google Scholar]
- Meyer, L.; de Boer, H. HSLA plate metallurgy: Alloying, normalizing, controlled rolling. JOM 1977, 29, 17–23. [Google Scholar] [CrossRef]
- Morgan, E.R.; Dancy, T.E.; Korchynsky, M. Improved Steels through Hot–Strip Mill Controlled Cooling. JOM 1965, 17, 829–832. [Google Scholar] [CrossRef]
- Duckworth, W.; Baird, J. Mild Steels. J. Iron Steel Inst. 1969, 207, 854–871. [Google Scholar]
- Irvine, K.J.; Pickering, F.B. Low-Carbon Steels with Ferrite-Pearlite Structures. J. Iron Steel Inst. 1963, 201, 944–960. [Google Scholar]
- Ito, Y.; Bessyo, K. Weld Cracking Formula of High Strength Steels. Tetsu Hagane 1972, 58, 1812–1821. [Google Scholar] [CrossRef] [Green Version]
- Yukawa, M. Development of Structural High-Strength Steel and Low-Temperature Steel in Japan. J. Iron Steel Inst. 1968, 206, 11–16. [Google Scholar]
- Le Bon, A. Controlled Rolling of Sheet Products. Rev. Met. 1979, 76, 149–156. [Google Scholar] [CrossRef]
- Nutting, J. Physical Metallurgy of Alloy Steels. J. Iron Steel Inst. 1969, 207, 872–893. [Google Scholar]
- Morrison, W.B. Microalloy Steels—The Beginning. Mater. Sci. Technol. 2009, 25, 1066–1073. [Google Scholar] [CrossRef]
- Megusar, J.; Lavernia, E.; Domalavage, P.; Harling, O.K.; Grant, N.J. Structures and properties of rapidly solidified 9Cr-lMo steel. J. Nucl. Mater. 1984, 122, 789–793. [Google Scholar] [CrossRef]
- Irvine, K.J.; Pickering, F.B.; Gladman, T. Grain Refined C-Mn Steels. J. Iron Steel Inst. 1967, 205, 161–180. [Google Scholar]
- Chaturvedi, M.C.; Honeycombe, R.W.K.; Warrington, D.H. Dislocation Precipitation of Niobium Carbide in Iron-Manganese Austenites. J. Iron Steel Inst. 1968, 206, 1236–1244. [Google Scholar]
- Heisterkamp, F.; Meyer, L. Mechanical Properties of Pearlite Reduced Steels. Thyssen Forsch. 1971, 3, 44–65. [Google Scholar]
- Lauprecht, W.; Imgrund, H.; Coldren, P. High-Strength Structural Steels with a Structure of Low-Carbon Bainite Subjected to Thermomechanical Treatment. Met. Sci. Heat Treat. 1975, 17, 1005–1011. [Google Scholar] [CrossRef]
- Golovanenko, S.A.; Matrosov, J.I. High-Strength Steels for Trunk Gas Lines. Met. Sci. Heat Treat. 1977, 19, 857–866. [Google Scholar] [CrossRef]
- Yamaguchi, T.; Osuka, T.; Taira, T.; Iwasaki, N. Effect of Processing Conditions on the Mechanical Properties of Controlled-Rolled Plate for Large-Diameter Line Pipe. In Microalloying 75, Proceedings of the International Symposium on High Strength, Low-Alloy Steels, Washington DC, USA, 1–3 October 1975; Union Carbide Corp: New York, NY, USA, 1977; pp. 415–419. [Google Scholar]
- Matrosov, Y.I. Mechanisms of the Effect of Vanadium, Niobium, and Titanium Doping on the Structure and Properties of Low-Pearlite Steels. Met. Sci. Heat Treat. 1984, 26, 798–807. [Google Scholar] [CrossRef]
- DeArdo, A.J. Niobium in modern steels. Int. Mater. Rev. 2003, 48, 371–402. [Google Scholar] [CrossRef]
- Garcia, C.I. High Strength Low Alloyed (HSLA) Steels. In Automotive Steels: Design, Metallurgy, Processing and Applications; Radhakanta, R., Shiv Brat, S., Eds.; Woodhead Publishing: Chennai, India, 2017; pp. 145–167. [Google Scholar] [CrossRef]
- Strassburger, C.; Meyer, L. Way of Further Developing the Unalloyed Structural Steels. Thyssen Forsch. 1971, 3, 2–7. [Google Scholar]
- Meyer, L.; Buhle, H.E.; Heisterkamp, F. Metallurgical and Technological Basis for the Development and Production of Pearlite Reduced Structural Steels. Thyssen Forsch. 1971, 3, 8–11. [Google Scholar]
- Lauprecht, W.; Imgrund, H.; Coldren, P. Transformation Controlled Weldable High-Strength Low-Alloy Steels with Low-Carbon Bainitic Microstructure. Stahl Eisen 1973, 93, 1041–1051. [Google Scholar]
- Meyer, L.; Buhler, H.E.; Heisterkamp, F.; Jackel, G.; Ryder, P.L. Metallkundliche Untersuchungen zur Wirkungsweise von Titan in unlegierten Baustählen. Arch. Eisenhuttenwes. 1972, 43, 823–832. [Google Scholar] [CrossRef]
- Meyer, L.; Heisterkamp, F.; Mueschenborn, W. Columbium, Titanium and Vanadium in Normalized, Thermo-Mechanically Treated and Cold-Rolled Steels. In Microalloying 75, Proceedings of the International Symposium on High Strength, Low-Alloy Steels, Washington, DC, USA, 1–3 October 1975; Union Carbide Corp: New York, NY, USA, 1975; Volume 1, pp. 130–144. [Google Scholar]
- Korchynsky, M. New Steels for New Mills. Scand. J. Met. 1999, 28, 40–45. [Google Scholar]
- Amin, R.K.; Korchynsky, M.; Pickering, F.B. Effect of Rolling Variables on Precipitation Strengthening in High-Strength Low-Alloy Steels Containing Vanadium and Nitrogen. Met. Technol. 1981, 8, 250–262. [Google Scholar] [CrossRef]
- Meyer, L.; Heisterkamp, F.; Janke, D. Effect of Low Ti Content on Mechanical Properties of Wire Hot Strip Made from Weldable Structural Steel. Thyssen Forsch. 1970, 2, 86–90. [Google Scholar]
- Meyer, L.; Arncken, G.; Heisterkamp, F.; Pretnar, B.; Schrape, U.; Stich, G. High-strength Hot Strip with Good Cold Formability Made from Ti Alloyed Pearlite Reduced Steel. Thyssen Forsch. 1976, 8, 21–25. [Google Scholar]
- Wang, S.C. The Effect of Titanium and Nitrogen Contents on the Microstructure and Mechanical Properties of Plain Carbon Steels. Mater. Sci. Eng. A 1991, 145, 87–94. [Google Scholar] [CrossRef]
- Ahmadi, E.; Suzuki, R.O.; Kaneko, T.; Kikuchi, T.A. Sustainable Approach for Producing Ti and TiS2 from TiC. Met. Mater. Trans. B 2021, 52, 77–87. [Google Scholar] [CrossRef]
- Kvackaj, M.; Kral, M.; Kvackaj, T.; Bidulska, J.; Bacso, J.; Nemethova, L. Influence of Coiling Conditions on IF Steel Properties. Hut. Wiad. Hut. 2009, 76, 613–616. [Google Scholar]
- Yeo, R.B.G.; Melville, A.G.; Repas, P.E.; Gray, J.M. Properties and Control of Hot-Rolled Steels. JOM 1968, 20, 33–43. [Google Scholar] [CrossRef]
- Baker, T.N. Microalloyed Steels. Ironmak. Steelmak. 2016, 43, 264–307. [Google Scholar] [CrossRef] [Green Version]
- Villalobos, J.; Del-Pozo, A.; Campillo, B.; Mayen, J.; Serna, S. Microalloyed Steels through History until 2018: Review of Chemical Composition, Processing and Hydrogen Service. Metals 2018, 8, 351. [Google Scholar] [CrossRef] [Green Version]
- Le Bon, A.B.; de Saint-Martin, L.N. Using Laboratory Simulations to Improve Rolling Schedules and Equipment. In Microalloying 75, Proceedings of the International Symposium on High Strength, Low-Alloy Steels, Washington DC, USA, 1–3 October 1975; Union Carbide Corp: New York, NY, USA; pp. 90–99.
- Civallero, M.A.; Parrini, C.; Pizzimenti, N. Production of Large Diameter High Strength Low-Alloy Pipe in Italy. In Microalloying 75: Proceedings of the International Symposium on High Strength, Low-Alloy Steels, Washington DC, USA, 1–3 October 1975; Union Carbide Corp: New York, NY, USA; pp. 451–469.
- Yamamoto, S.; Ouchi, C.; Osuka, T. The Effect of Microalloying Elements on the Recovery and Recrystallization in Deformed Austenite. In Proceedings of the International Symposium on Thermomechanical Processing of Microalloyed Austenite, Pittsburgh, PA, USA, 17–19 August 1981; TMS-AIME: Pittsburgh, PA, USA, 1981; pp. 613–639. [Google Scholar]
- Pickering, F.B. The Spectrum of Microalloyed High Strength Low Alloy Steels. In Proceedings of the HSLA Steels: Technology and Applications, Philadelphia, PA, USA, 3–6 October 1984; ASM: Metals Park, OH, USA, 1984; pp. 1–31. [Google Scholar]
- Kimura, T.; Ohmori, A.; Kawabata, F.; Amano, K. Ferrite Grain Refinement Through Intra-Granular Ferrite Transformation on VN Precipitation in TMCP of HSLA Steel. In Proceedings of the International Symposium THERMEC 97, Wollongong, Australia, 7–11 July 1997; TMS: Pittsburgh, PA, USA, 1997; pp. 645–651. [Google Scholar]
- DeArdo, A.J. Microalloyed Steel: Past, Present and Future. In Proceedings of the International Symposium on HSLA Steels 2015, Microalloying 2015 and Offshore Engineering Steels 2015, Hanghou, China, 11–13 November 2015; pp. 17–32. [Google Scholar]
- Bhattacharya, D. Modern Niobium Microalloyed Steels for the Automotive Industry. In Proceedings of the International Symposium on HSLA Steels 2015, Microalloying 2015 and Offshore Engineering Steels 2015, Hanghou, China, 11–13 November 2015; pp. 71–83. [Google Scholar] [CrossRef]
- Zhang, X.; Yang, C.; Shang, C. New Development of HSLA Steels in China. In Proceedings of the International Symposium on HSLA Steels 2015, Microalloying 2015 and Offshore Engineering Steels 2015, Hanghou, China, 11–13 November 2015; pp. 1–15. [Google Scholar] [CrossRef]
- Tamura, I.; Sekine, H.; Tanaka, T.; Ouchi, C. Thermomechanical Processing of HSLA Steels; Butterworth-Heinemann: Oxford, UK, 1988. [Google Scholar] [CrossRef]
- Tanaka, T. Controlled Rolling of Steel Plate and Strip. Int. Met. Rev. 1981, 26, 185–212. [Google Scholar] [CrossRef]
- Kovac, F.; Siwecki, T.; Hutchinson, W.; Zajac, S. Finishing Conditions Appropriate for Recrystallization-Controlled Rolling of Ti-V-N-Steel. Met. Mater. Trans. A 1992, 23, 373–375. [Google Scholar] [CrossRef]
- Gladman, T. The Physical Metallurgy of Microalloyed Steels, 1st ed.; Institute of Materials: London, UK, 1997. [Google Scholar]
- Litvinenko, D.A.; Matrosov, J.I. Influence of Controlled Rolling on the Properties Steels. Stal 1974, 10, 931–936. [Google Scholar]
- Le Bon, A.; Rofes-Vernis, J.; Rossard, C. Recrystallization and Precipitation During Hot Working of Nb-Bearing HSLA Steel. Met. Sci. 1975, 9, 36–40. [Google Scholar] [CrossRef]
- Roberts, W. The evolution of microstructure during controlled rolling of microalloyed steels. Scand. J. Met. 1980, 9, 13–20. [Google Scholar]
- Akben, M.G.; Weiss, I.; Jonas, J.J. Dynamic Precipitation and Solute Hardening in V Microalloyed Steel and Two Nb Steels Containing High Levels of Mn. Acta Met. 1981, 29, 111–121. [Google Scholar] [CrossRef]
- Kvackaj, T.; Mamuzic, I. Mathematic description of austenite dynamic recrystallization in C-Mn base low carbon steel. Metalurgija 1995, 34, 139–143. [Google Scholar]
- Kvačkaj, T.; Voronov, A.N. Controlled Rolling of Microalloyed Steel. Stal 1990, 74–76. [Google Scholar]
- Voronov, A.N.; Kvačkaj, T.; Žadan, V.T.; Pavluš, M. Modelling of Austenite Transformation During Steel Cooling. Metally 1991, 2, 81–89. [Google Scholar]
- Kvačkaj, T. Mathematical Description of the Influence of the Nature of Austenite Before Recrystallization on Transformation Kinetics. Metalurgija 1994, 33, 87–91. [Google Scholar]
- Kvačkaj, T.; Mamuzič, I. A Quantitative Characterization of Austenite Microstructure after Deformation in Nonrecrystallization Region and its Influence on Ferrite Microstructure after Transformation. ISIJ Int. 1998, 38, 1270–1276. [Google Scholar] [CrossRef] [Green Version]
- Kvačkaj, T.; Zrník, J.; Vrchovinský, V.; Wangyao, P. Controlled Rolling of Hastelloy-N. High Temp. Mater. Process. 2002, 21, 351–359. [Google Scholar] [CrossRef]
- Kvackaj, T.; Kočiško, R.; Tiža, J.; Bidulská, J.; Kovácová, A.; Bidulský, R.; Bacsó, J.; Vlado, M. Application of workability test to SPD processing. Arch. Met. Mater. 2013, 58, 407–412. [Google Scholar] [CrossRef] [Green Version]
- Kvackaj, T.; Pokorny, I.; Vrchovinsky, V.; Vlado, M. Properties of ARMCO-Fe after ECAP Processes. J. Met. Mater. Min. 2004, 14, 21–25. [Google Scholar]
- Čížek, J.; Janeček, M.; Krajňák, T.; Stráská, J.; Hruška, P.; Gubicza, J.; Kim, H.S. Structural characterization of ultrafine-grained interstitial-free steel prepared by severe plastic deformation. Acta Mater. 2016, 105, 258–272. [Google Scholar] [CrossRef]
- Máthis, K.; Krajňák, T.; Kužel, R.; Gubicza, J. Structure and mechanical behaviour of interstitial-free steel processed by equal-channel angular pressing. J. Alloys Compd. 2011, 509, 3522–3525. [Google Scholar] [CrossRef]
- Kvackaj, T. Thermo-deformation Regime at the First Phase of Controlled Rolling. Hutník 1985, 35, 50–53. [Google Scholar]
- Sas, J.; Kvačkaj, T.; Milkovič, O.; Zemko, M. Influence of Hot Plastic Deformation in and (γ+α) Area on the Structure and Mechanical Properties of HSLA Steel. Materials 2016, 9, 971. [Google Scholar] [CrossRef] [Green Version]
- Kvackaj, T.; Hala, K.; Cerveny, E.; Jurca, M. Contribution to Technology of Heavy Plate Production from Microalloyed Steel with Nb+Ti. Hutnik 1982, 32, 21–25. [Google Scholar]
- Haensch, W.; Klinkenberg, C. Low Carbon Niobium Alloyed High Strength Steel for Automotive Hot Strip. Ironmak. Steelmak. 2005, 32, 342–346. [Google Scholar] [CrossRef]
- Mohrbacher, H. Reverse Metallurgical Engineering Towards Sustainable Manufacturing of Vehicles Using Nb and Mo Alloyed High Performance Steels. Adv. Manuf. 2013, 1, 28–41. [Google Scholar] [CrossRef] [Green Version]
- Kvačkaj, T. The review of steel and steel products flat-rolled production. Metalurgija 2000, 39, 185–189. [Google Scholar]
- Kvackaj, T. Research of Steel Materials for Ultralight Steel Autobody. Acta Metall. Slovaca 2005, 11, 389–403. [Google Scholar]
- Le, H.; Nguyen, C.-S.; Bui, A. Experimental processing of ultra-low carbon steel using vacuum treatment. Acta Metall. Slovaca 2018, 24, 4–12. [Google Scholar] [CrossRef] [Green Version]
- Bublíková, D.; Jirková, H.; Rubešová, K.; Peković, M.; Volkmannová, J.; Graf, M. Effects of cooling rate on the volume fraction of retained austenite in forgings from high-strength Mn-Si steels. Acta Metall. Slovaca 2019, 25, 93–100. [Google Scholar] [CrossRef]
- Jirková, H.; Opatová, K.; Jeníček, Š.; Vrtáček, J.; Kučerová, L.; Kurka, P. Use of multi-phase trip steel for press-hardening technology. Acta Metall. Slovaca 2019, 25, 101–106. [Google Scholar] [CrossRef] [Green Version]
- Krbata, M.; Eckert, M.; Majerik, J.; Barenyi, I. Wear Behavior of High Strength Tool Steel 90MnCrV8 in Contact with Si3N4. Metals 2020, 10, 756. [Google Scholar] [CrossRef]
- ASM Handbook Committee. Properties and Selection: Irons, Steels, and High-Performance Alloys. In High-Strength Structural and High-Strength Low-Alloy Steels; ASM International: Materials Park, OH, USA, 1990; Volume 1. [Google Scholar] [CrossRef]
- Nemethova, L.; Kvackaj, T.; Fujda, M.; Misicko, R.; Tiza, J.; Kvackaj, M. Austenite Grain Size Change of Nb-V Steel in Dependence on Controlled Rolling Conditions. Acta Metall. Slovaca 2010, 16, 102–108. [Google Scholar]
- Hung, L.T.; Dinh, V.T.; Phuong, D.T.; Kien, L.T. Effect of springback in DP980 advanced high strength steel on product precision in bending process. Acta Metall. Slovaca 2019, 25, 150–157. [Google Scholar] [CrossRef]
- Arcelor Mittal Home Page. Available online: https://automotive.arcelormittal.com/home (accessed on 12 February 2021).
- Tata Steel Europe Home Page. Available online: https://www.tatasteeleurope.com (accessed on 12 February 2021).
- Efremenko, V.; Kussa, R.; Petryshynets, I.; Shimizu, K.; Kromka, F.; Zurnadzhy, V.; Gavrilova, V. Element partitioning in low-carbon Si2Mn2CrMoVNb trip-assisted steel in intercritical temperature range. Acta Met. Slovaca 2020, 26, 93–100. [Google Scholar] [CrossRef]
- Atkinson, H.V. Overview no. 65: Theories of normal grain growth in pure single phase systems. Acta Met. 1988, 36, 469–491. [Google Scholar] [CrossRef]
- Thompson, C.V. Grain Growth and Evolution of other Cellular Structures. Solid State Phys. 2001, 55, 269–314. [Google Scholar] [CrossRef]
- Koch, C.C.; Ovidko, I.A.; Seal, S.; Veprek, S. Structural Nanocrystalline Materials: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2007. [Google Scholar] [CrossRef] [Green Version]
- Novikov, V.Y. Computer Simulation of Normal Grain Growth. Acta Met. 1978, 26, 1739–1744. [Google Scholar] [CrossRef]
- Kurtz, S.K.; Carpay, F.M.A. Microstructure and Normal Grain Growth in Metals and Ceramics. Part I. Theory. J. Appl. Phys. 1980, 51, 5725. [Google Scholar] [CrossRef]
- Gusak, A.M.; Tu, K.N. Theory of Normal Grain Growth in Normalized Size Space. Acta Mater. 2003, 51, 3895–3904. [Google Scholar] [CrossRef]
- Burke, J.E.; Turnbull, D. Recrystallization and Grain Growth. Progr. Met. Phys. 1952, 3, 220–244. [Google Scholar] [CrossRef]
- Rollett, A.D.; Brahme, A.P.; Roberts, C.G. An Overview of Accomplishments and Challenges in Recrystallization and Grain Growth. Mater. Sci. Forum 2007, 558–559, 33–42. [Google Scholar] [CrossRef]
- Kobayashi, S.; Zaefferer, S. Microstructure Control Using Recrystallization in Particle-Containing Fe3Al Alloys. Mater. Sci. Forum 2007, 558–559, 235–240. [Google Scholar] [CrossRef]
- Rofman, O.V.; Bate, P.S. Dynamic Grain and Particle Growth in a Non-Superplastic Al-4Cu Alloy. Mater. Sci. Forum 2007, 558–559, 797–802. [Google Scholar] [CrossRef]
- Kinoshita, T.; Ohno, M. Phase-Field Simulation of Abnormal Grain Growth During Carburization in Nb-Added Steel. Comput. Mater. Sci. 2020, 177, 109558. [Google Scholar] [CrossRef]
- Pogorzhelskyj, V.J.; Matrosov, Y.J.; Nasibov, A.G. Controlled Rolling of Microalloyed Steel. In Microalloying 75, Proceedings of an Int. Symposium on High Strength, Low- Alloy Steels, Washington DC, USA, 1–3 October 1975; Korchynsky, M., Ed.; Union Carbide Corp: New York, NY, USA; pp. 100–106.
- Rios, P. Abnormal Grain Growth Development from Uniform Grain Size Distributions Due to a Mobility Advantage. Scr. Mater. 1998, 38, 1359–1364. [Google Scholar] [CrossRef]
- Rios, P.R. Abnormal Grain Growth Development from Uniform Grain Size Distributions in the Presence of Stable Particles. Scr. Mater. 1998, 39, 1725–1730. [Google Scholar] [CrossRef]
- Harase, J.; Shimizu, R. Texture Evolution by Grain Growth in the Presence of MnS and AIN Precipitates in Fe-3% Si Alloy. Acta Met. Mater. 1990, 38, 1395–1403. [Google Scholar] [CrossRef]
- Wörner, C.H.; Romero, S.; Hazzledine, P.M. Extension of Gladman’s Model for Abnormal Grain Growth. J. Mater. Res. 1991, 6, 1773–1778. [Google Scholar] [CrossRef]
- Fortes, M.A.; Deus, A.M. Effects of Triple Grain Junctions on Equilibrium Boundary Angles and Grain Growth Kinetics. Mater. Sci. Forum 2004, 455–456, 648–652. [Google Scholar] [CrossRef]
- Sellars, C.M.; Whiteman, J.A. Recrystallization and Grain Growth in Hot Rolling. Met. Sci. 1979, 13, 187–194. [Google Scholar] [CrossRef]
- Anderson, M.P.; Srolovitz, D.J.; Grest, G.A.; Sahni, P.S. Computer Simulation of Grain Growth—I. Kinetics. Acta Met. 1984, 32, 783–791. [Google Scholar] [CrossRef]
- Kvackaj, T.; Nemethova, L.; Misicko, R.; Pokorny, I.; Molnarova, M. Influence of Reheating Conditions on Austenite Grain Growth. High Temp. Mater. Process. 2011, 30, 535–538. [Google Scholar] [CrossRef]
- Kvačkaj, T.; Bacsó, J.; Bidulská, J.; Lupták, M.; Pokorný, I.; Kvačkaj, M.; Vlado, M. Influence of cryo and classic rolling conditions on processing parameters of C-Si steel. Acta Metall. Slovaca 2010, 16, 268–276. [Google Scholar]
- Napoli, G.; Fabrizi, G.; Rufini, R.; Mengaroni, S.; Di Schino, A. Effect of quenching and tempering process on a medium c steel with low chromium and molybenum addition for forged components. Acta Metall. Slovaca 2018, 24, 112–118. [Google Scholar] [CrossRef] [Green Version]
- Bublíková, D.; Jeníček, Š.; Peković, M.; Jirková, H. New treatment route for closed-die forgings of steels with 2.5% manganese. Acta Metall. Slovaca 2018, 24, 119–125. [Google Scholar] [CrossRef] [Green Version]
- García-Aguirre, K.-A.; Felguera-Jiménez, J.-L.; Herranz, G.; Calvo-Muñoz, J.; Benito-Páramo, J.-A.; Cabrera-Marrero, J.-M. Metal injection moulding (MIM) as an alternative fabrication process for the production of TWIP steel. Powder Met. 2019, 62, 205–211. [Google Scholar] [CrossRef]
- Benito, J.A.; García, K.; Herranz Sánchez-Cosgalla, G.; Calvo, J.; Cabrera, J.M. Development of sintered steels with TWIP effect. In Proceedings of the Euro PM 2017: International Powder Metallurgy Congress and Exhibition 2017, Euro PM 2017, Milano Congressi (MiCo), Milan, Italy, 1–4 October 2017; EPMA: Shrewsbury, UK, 2017; p. 140833. [Google Scholar]
- Vicenzi, B.; Boz, K.; Aboussouan, L. Powder metallurgy in aerospace—Fundamentals of PM processes and examples of applications. Acta Met. Slovaca 2020, 26, 144–160. [Google Scholar] [CrossRef]
- Jeon, J.; Nam, S.; Kang, S.; Shin, J.; Choi, H. Mechanical behavior of ultrafine-grained high-Mn steels containing nanoscale oxides produced by powder technology. Mater. Des. 2016, 92, 73–78. [Google Scholar] [CrossRef]
- Kvackaj, T.; Rozsypalova, A.; Kocisko, R.; Bidulska, J.; Petrousek, P.; Vlado, M.; Simcak, D. Influence of Processing Conditions on Properties of AISI 316LN Steel Grade. J. Mater. Eng. Perform. 2020, 29, 1509–1514. [Google Scholar] [CrossRef]
- Petrousek, P.; Kvackaj, T.; Kocisko, R.; Bidulska, J.; Luptak, M.; Manfredi, D.; Grande, M.A.; Bidulsky, R. Influence of Cryorolling on Properties of L-PBF 316L Stainless Steel Tested at 298K and 77K. Acta Metall. Slovaca 2019, 25, 283–290. [Google Scholar] [CrossRef] [Green Version]
- Souckova-Siegolová, J. Treatment and usage of iron in the Hittite empire in the 2nd millennium BC. Mediterr. Archaeol. 2001, 14, 189–193. [Google Scholar]
- Wertime, T.A. The Coming of the Age of Steel; University of Chicago Press: Chicago, OH, USA, 1962. [Google Scholar]
- Zhang, Y.; Li, X.; Liu, Y.; Liu, C.; Dong, J.; Yu, L.; Li, H. Study of the Kinetics of Austenite Grain Growth by Dynamic Ti-rich and Nb-rich Carbonitride Dissolution in HSLA Steel: In-situ Observation and Modeling. Mater. Charact. 2020, 169, 110612. [Google Scholar] [CrossRef]
- Bidulsky, R.; Bidulska, J.; Gobber, F.S.; Kvackaj, T.; Petrousek, P.; Actis-Grande, M.; Weiss, K.P.; Manfredi, D. Case Study of the Tensile Fracture Investigation of Additive Manufactured Austenitic Stainless Steels Treated at Cryogenic Conditions. Materials 2020, 13, 3328. [Google Scholar] [CrossRef] [PubMed]
- Ridolfi, M.R.; Folgarait, P.; Di Schino, A. Modelling of laser powder bed fusion process for different type materials. Acta Metall. Slovaca 2020, 26, 7–10. [Google Scholar] [CrossRef]
- Di Schino, A.; Fogarait, P.; Corapi, D.; Di Pietro, O.; Zitelli, C. Austenitic stainless steels manufacturing by laser powder bed fusion technique. Acta Metall. Slovaca 2020, 26, 24–26. [Google Scholar] [CrossRef]
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Biamino, S.; Lombmbardi, M.; Atzeni, E.; Salmi, A.; Minetola, P.; Iuliano, L.; Fino, P. Overview on Additive Manufacturing Technologies. Proc. IEEE 2017, 105, 593–612. [Google Scholar] [CrossRef]
Figure 1.
The scheme of temperature depending on plastic deformations processes.

Figure 3.
Scheme describing elongation depends on the strength properties for hot-rolled (HR) steel grades (HSLA, DP, TRIP, CP, M) (future development is indicated by chain lines).
Figure 3.
Scheme describing elongation depends on the strength properties for hot-rolled (HR) steel grades (HSLA, DP, TRIP, CP, M) (future development is indicated by chain lines).

Figure 4.
Classification of steel grades. Notes: BH—bake hardening, IS—isotropic, P—rephosphorized, MA—microalloyed, IF—interstitial, DP—dual phase, CP—complex phase, TRIP—transformation induction plasticity, M—martensitic, HR—hot rolled, CR—cold rolled, QT—quenched and tempered, F—ferrite, B—bainite, RA—residual austenite.
Figure 4.
Classification of steel grades. Notes: BH—bake hardening, IS—isotropic, P—rephosphorized, MA—microalloyed, IF—interstitial, DP—dual phase, CP—complex phase, TRIP—transformation induction plasticity, M—martensitic, HR—hot rolled, CR—cold rolled, QT—quenched and tempered, F—ferrite, B—bainite, RA—residual austenite.

Figure 5.
Graphical dependencies of austenite grain size diameter on temperature and time for several steel grades (a) C–Mn–Nb–V HSLA steel; (b) QStE 380 TM HSLA steel and (c) IF steel.
Figure 5.
Graphical dependencies of austenite grain size diameter on temperature and time for several steel grades (a) C–Mn–Nb–V HSLA steel; (b) QStE 380 TM HSLA steel and (c) IF steel.


Figure 6.
Austenite grain growth in depending on reheating conditions and solubility of precipitates.
Figure 6.
Austenite grain growth in depending on reheating conditions and solubility of precipitates.

Figure 7.
Isothermal austenite grain growth depends on reheating conditions.

Figure 8.
Isothermal austenite grain growth depends on the solubility of precipitates.

Figure 9.
The stages of abnormal grain growth (steel grade: C–2.3Si) (a) TReh = 1050 °C, tReh = 1200 s, (b) TReh = 1100 °C; tReh = 1200 s, (c) TReh = 1100 °C; tReh = 2400 s.
Figure 9.
The stages of abnormal grain growth (steel grade: C–2.3Si) (a) TReh = 1050 °C, tReh = 1200 s, (b) TReh = 1100 °C; tReh = 1200 s, (c) TReh = 1100 °C; tReh = 2400 s.

Figure 10.
Geometrical interpretation of Equations (6)–(8).

Figure 11.
Graphical interpretation of Equations (9) and (10).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Grain growth exponent for isothermal grain growth in high purity metals.
| Metal | Al | Fe | Pb | Sn |
|---|---|---|---|---|
| Exponent “n” | 4 | 2.5 | 2.4–2.5 | 2.0–2.3 |
Table 2.
The chemical composition of the studied HSLA and HSS steel grades (wt.%).
| Steel Grades | C | Mn | Si | Al | P | S | Nb | V | Ti | |
|---|---|---|---|---|---|---|---|---|---|---|
| HSLA | QStE380TM (S380MC) | 0.080 | 0.800 | 0.030 | 0.040 | 0.011 | 0.008 | 0.020 | 0.050 | 0.020 |
| QStE460TM (S460MC) | 0.090 | 1.120 | 0.020 | 0.050 | 0.013 | 0.009 | 0.040 | 0.030 | 0.070 | |
| X70 (C–Mn–Nb–V) | 0.090 | 1.600 | 0.200 | 0.040 | 0.013 | 0.007 | 0.040 | 0.060 | 0.008 | |
| 38MnSiVS35 | 0.340 | 1.200 | 0.350 | - | 0.034 | 0.035 | - | 0.120 | 0.050 | |
| HSS | St52 (S355) | 0.200 | 1.500 | 0.500 | - | 0.020 | 0.020 | - | - | - |
| IF | 0.030 | 0.170 | 0.020 | 0.040 | 0.010 | 0.007 | - | - | 0.070 | |
| C–2.3Si | 0.015 | 0.250 | 2.300 | 0.464 | 0.018 | 0.004 | - | - | - | |
Notes: IF—Interstitial free steel (EN10268), C–2.3Si—NGOES, 38MnSiVS35 (EN 10267).
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kvackaj, T.; Bidulská, J.; Bidulský, R. Overview of HSS Steel Grades Development and Study of Reheating Condition Effects on Austenite Grain Size Changes. Materials 2021, 14, 1988. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14081988
AMA Style
Kvackaj T, Bidulská J, Bidulský R. Overview of HSS Steel Grades Development and Study of Reheating Condition Effects on Austenite Grain Size Changes. Materials. 2021; 14(8):1988. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14081988
Chicago/Turabian StyleKvackaj, Tibor, Jana Bidulská, and Róbert Bidulský. 2021. "Overview of HSS Steel Grades Development and Study of Reheating Condition Effects on Austenite Grain Size Changes" Materials 14, no. 8: 1988. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14081988
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.