
Surface Finishing of Additive Manufactured Ti-6Al-4V Alloy: A Comparison between Abrasive Fluidized Bed and Laser Finishing

 ,
,  , and
, and
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Material and Additive Manufacturing
2.2. Laser Processing
2.3. Fluidized Bed Processing
2.4. Characterization
2.5. Life Cycle Analysis
- Material: raw material, support material, chemical agents, etc.;
- Energy: compressed air, electricity.
3. Results and discussion
3.1. Characterization
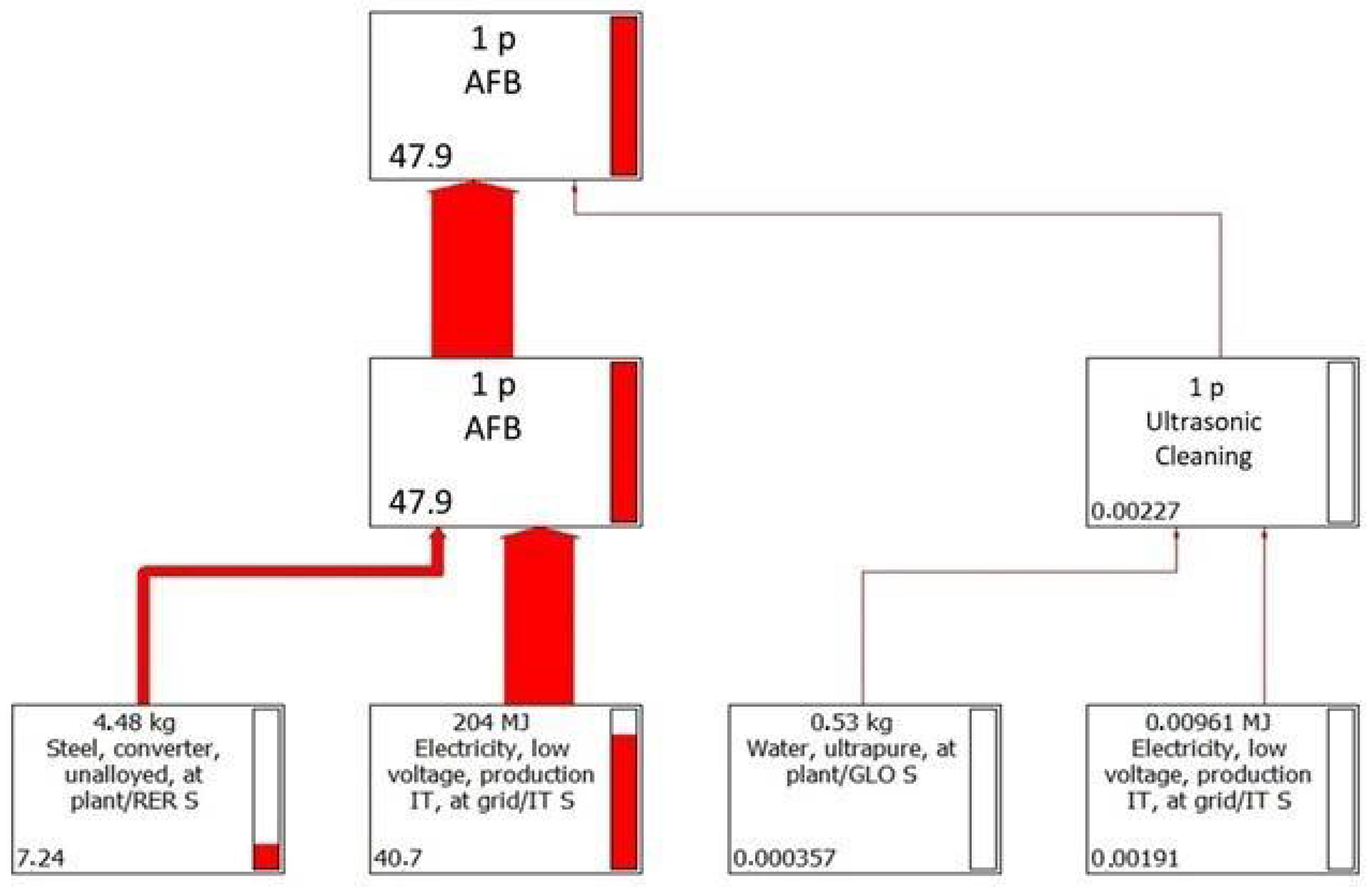
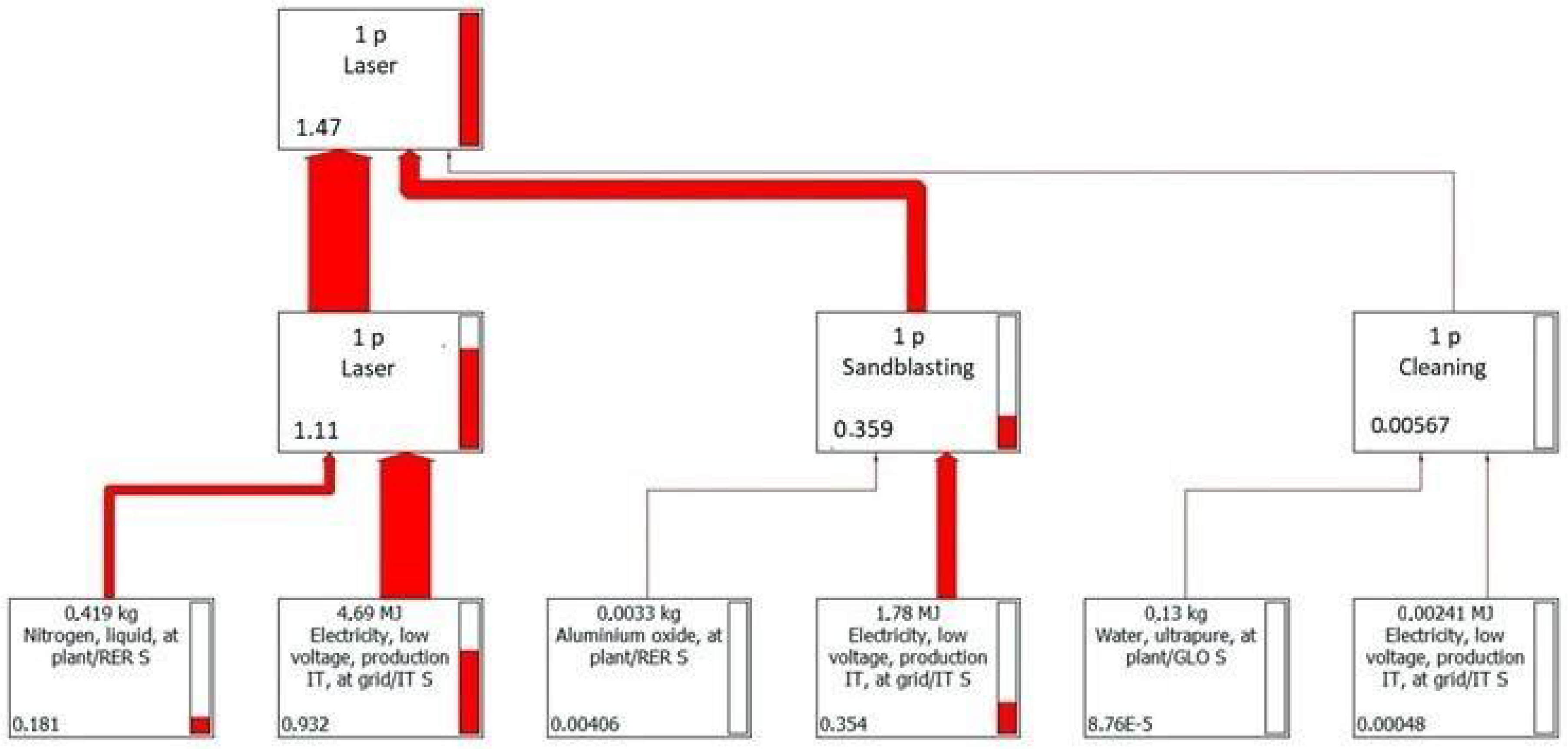
3.2. Life Cycle Analysis
4. Conclusions
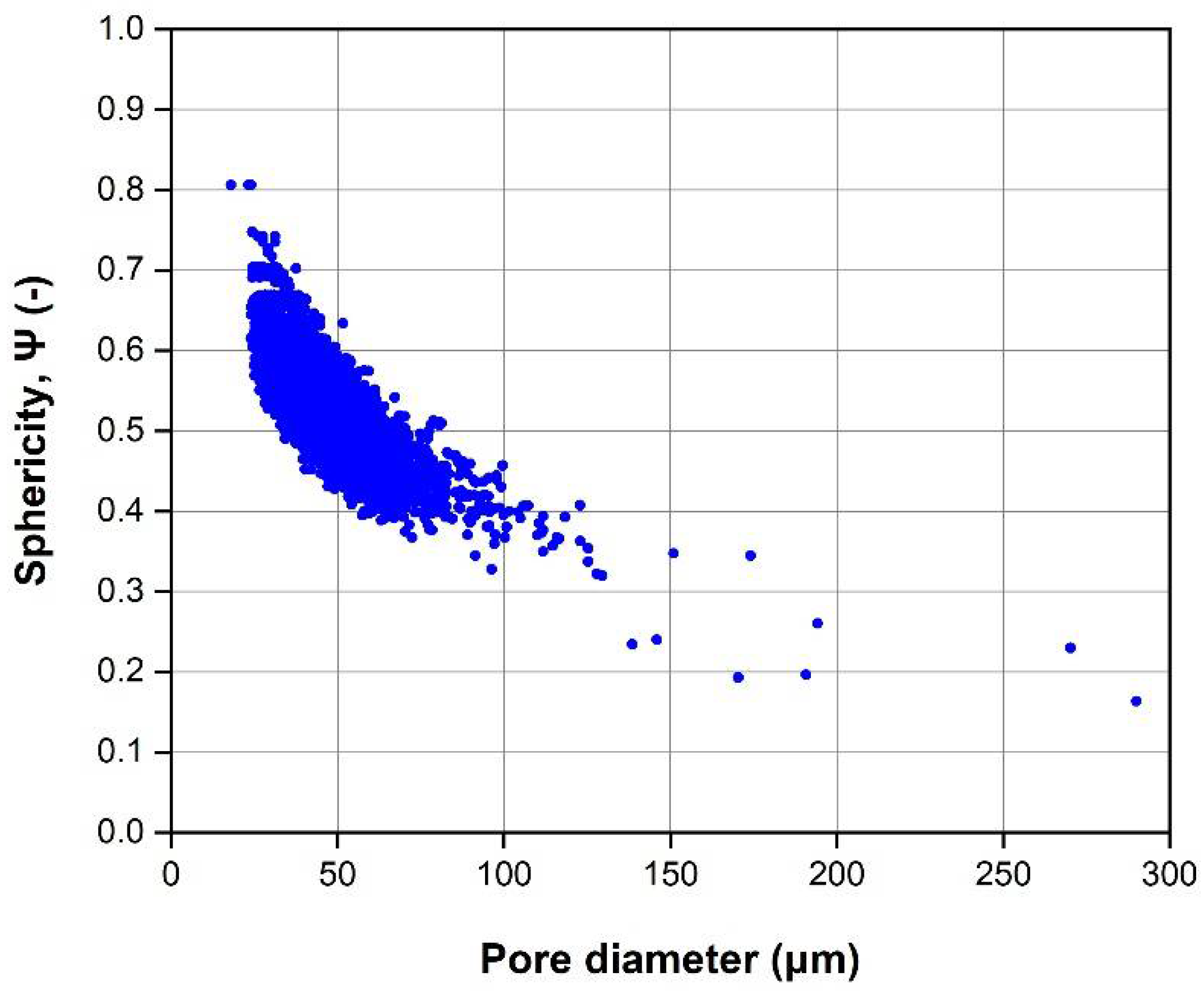
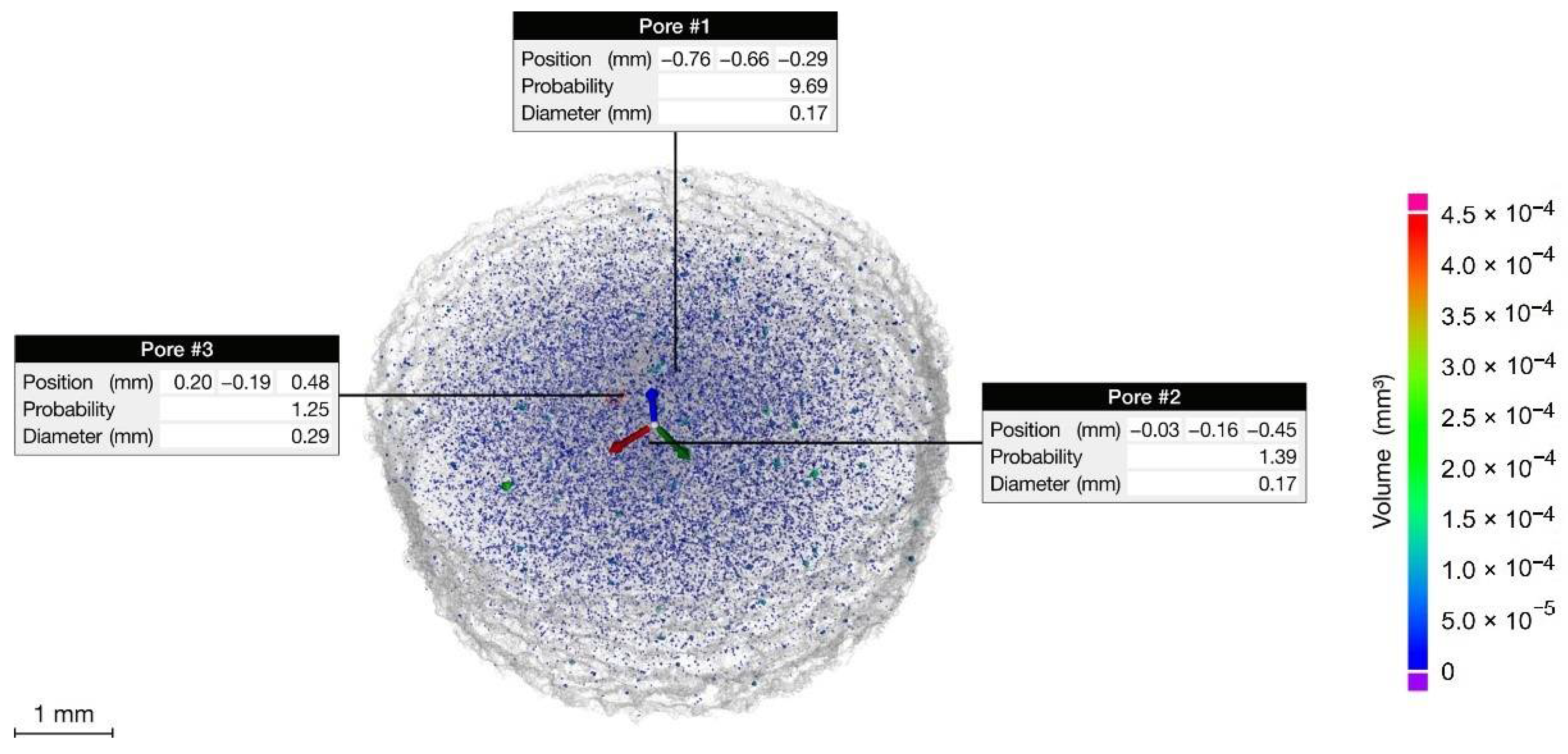
- The porosity of the EBM parts is 0.27%. Most of the pores are uniformly distributed spherical/ellipsoidal pores generated by the gas released during the EBM process. Few irregular large pores are originated by the lack of fusion that may occur because of the uncontrolled variables of the EBM process.
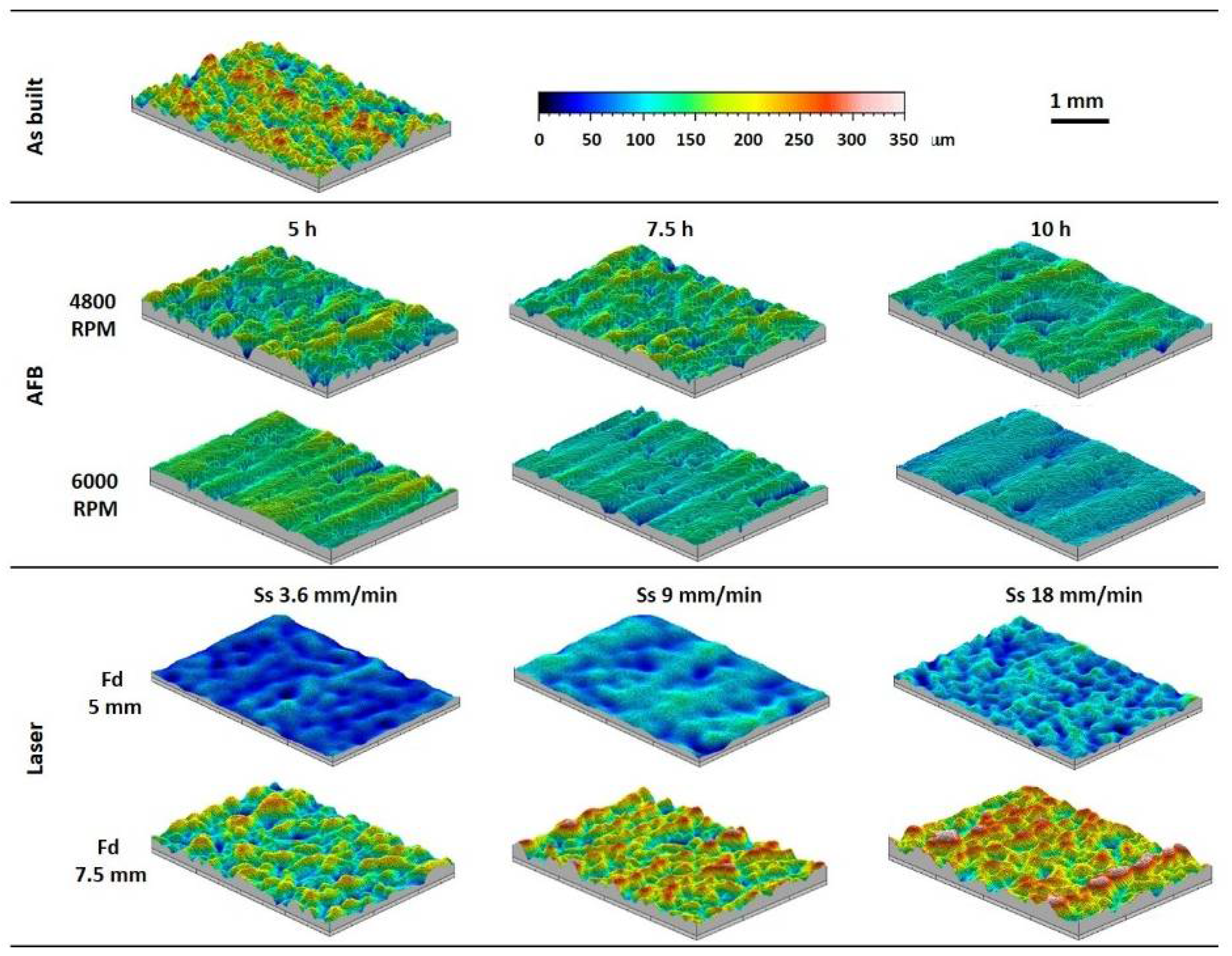
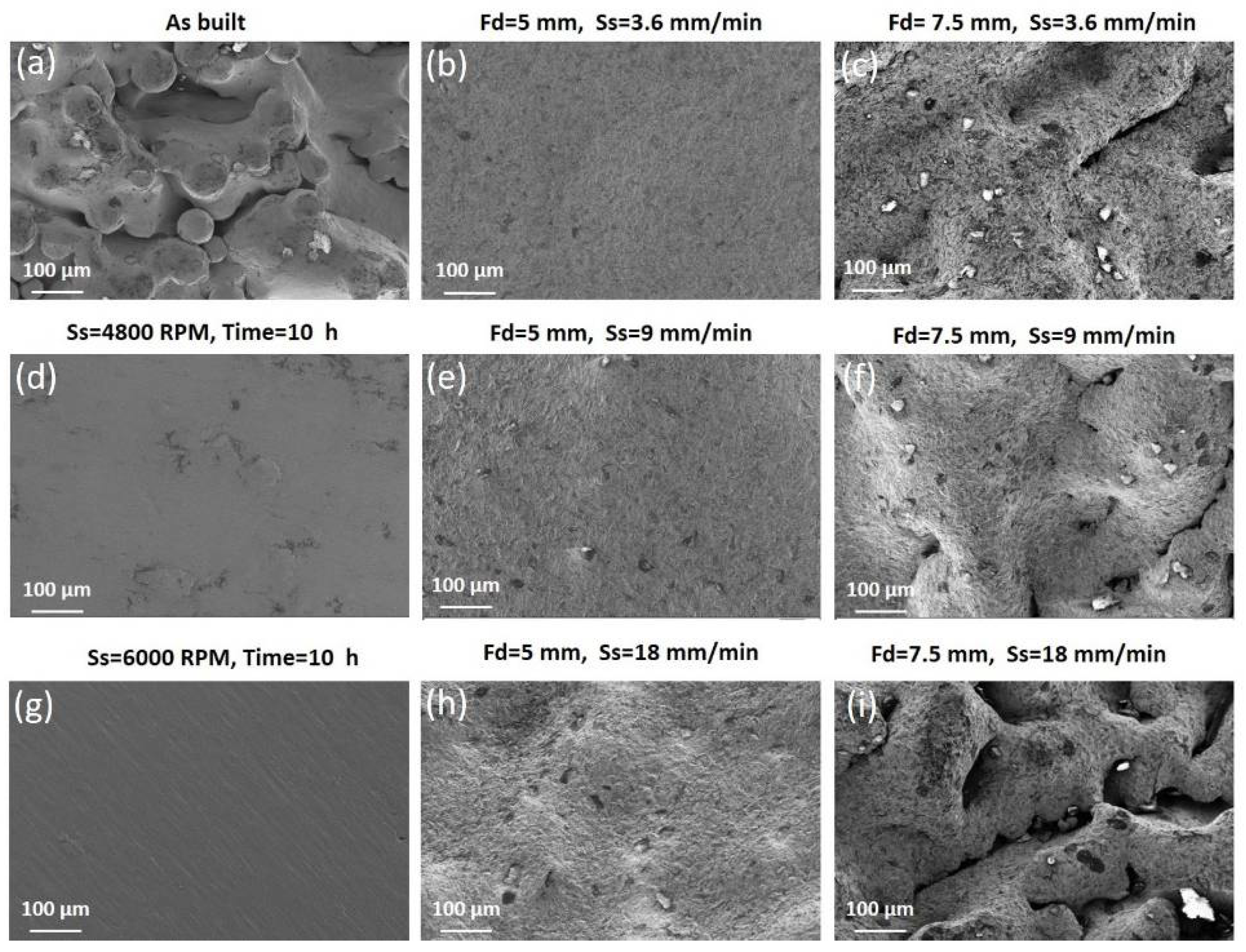
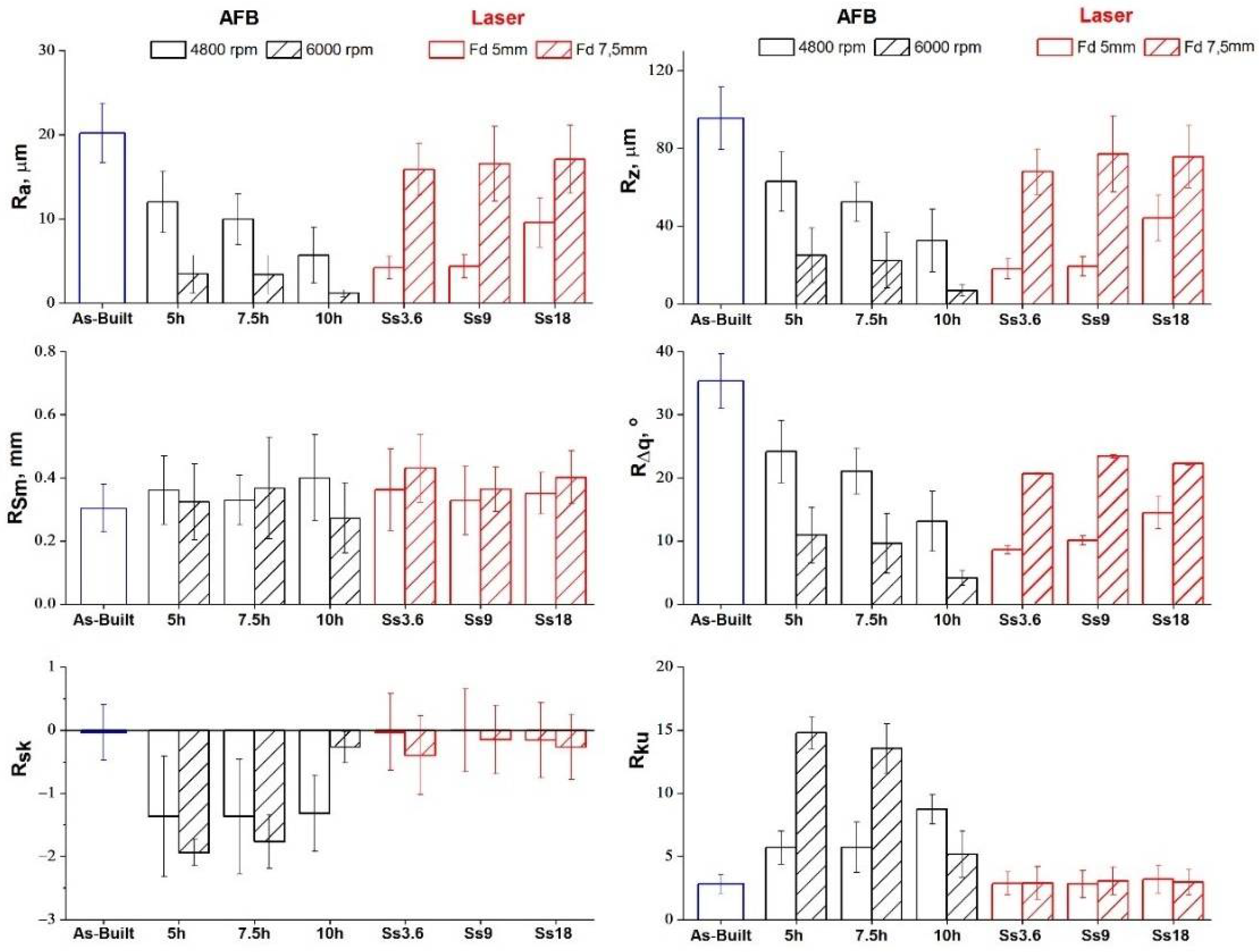
- Both the finishing processes determine the removal of the typical semi-molten powder agglomerates. In AFB, a smoother morphology is obtained at the higher sample rotational speed of 6000 RPM and surface roughness increases with time. In LF, a smoother morphology is obtained for Fd = 5 mm at the lower speed.
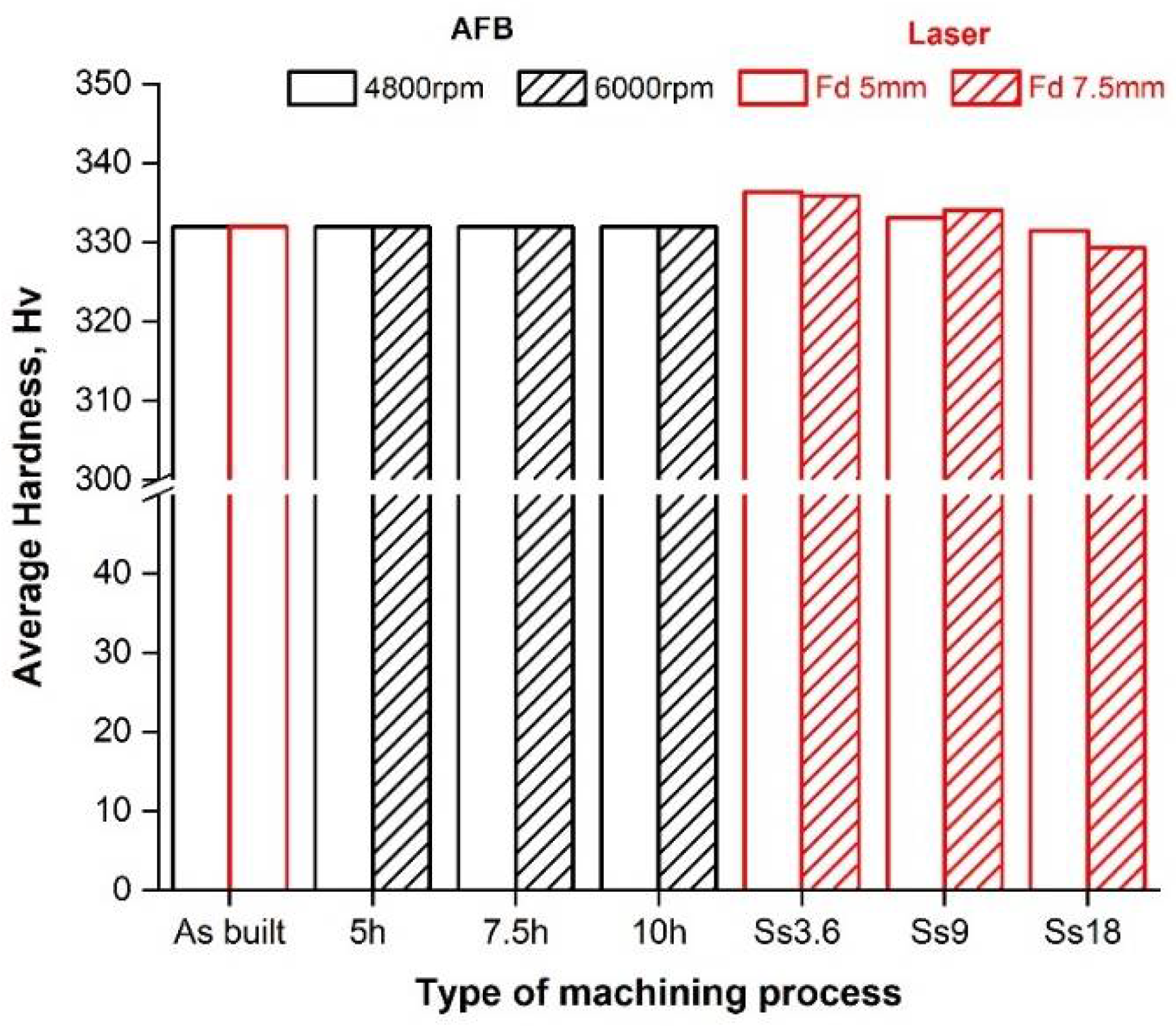
- The average microhardness is not affected by the process conditions of AFB (about 330 HV for all samples, including the as-built one). As regards the LF, the microhardness increases with decreasing levels of the scan speed.
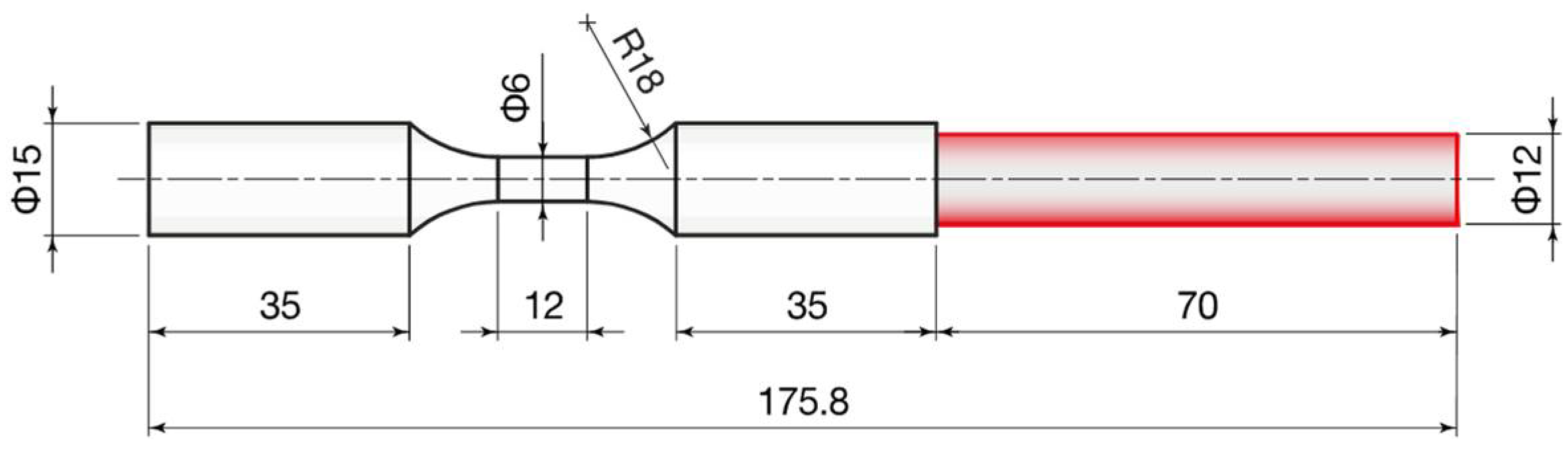
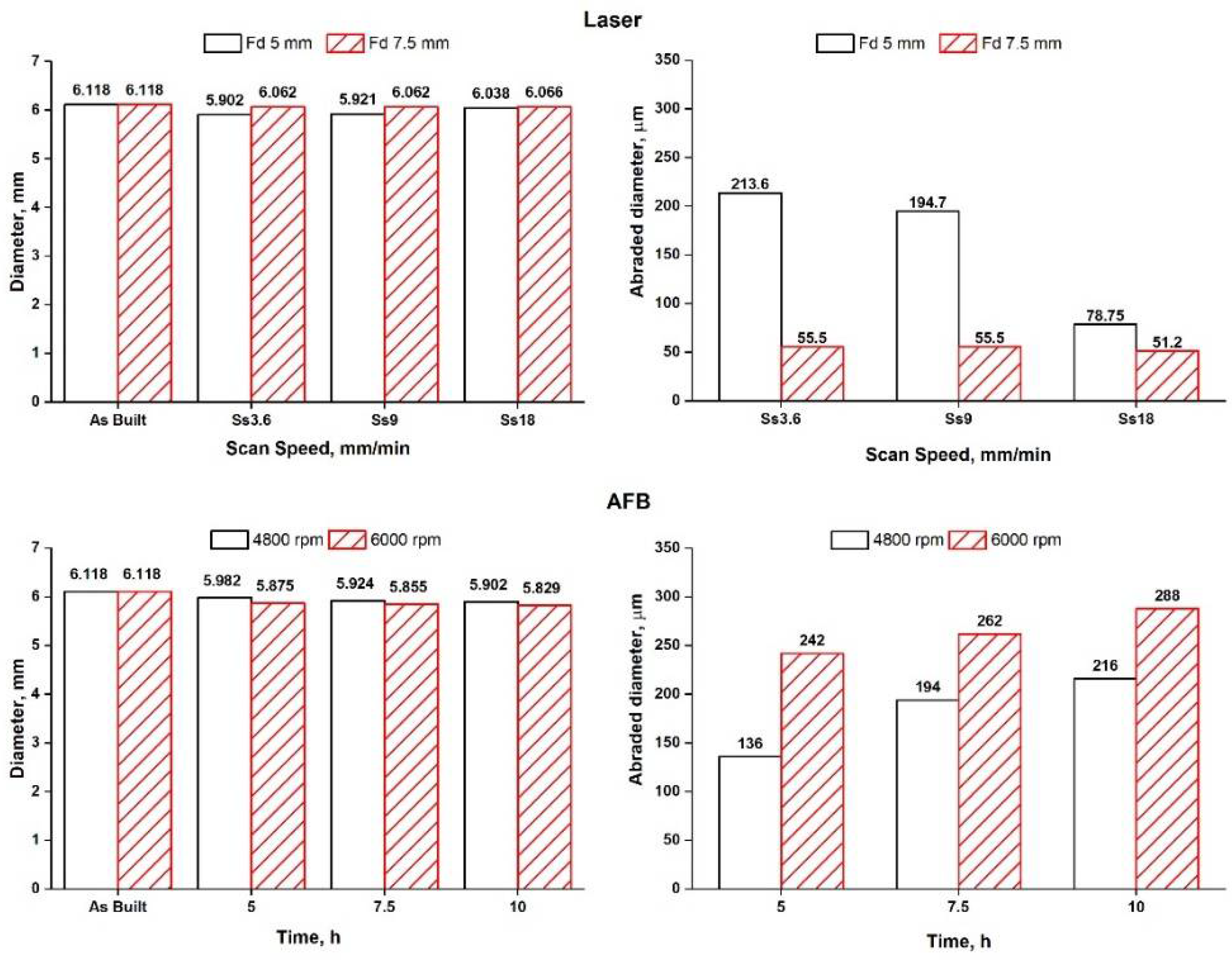
- The fatigue life is affected by the finishing processes. AFB treatment leads to an increase in the fatigue life when the lower speed is set (257,793 cycles). While the LF improves fatigue performances when Fd = 5 mm and Ss = 3.6 mm/min are set (961,523 cycles).
- LF has a very low environmental impact (1.474) compared to ABF (47.920) in terms of IPCC GWP 100° metrics. In LF, sandblasting is a significant contribution, but the most influent contribution is given by the electricity used. The use of the abrasive powder can be neglected, just as with the ultrasonic bath.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Levy, G.N.; Schindel, R.; Kruth, J.P. Rapid Manufacturing and Rapid Tooling with Layer Manufacturing (LM) Technologies, State of the Art and Future Perspectives. CIRP Ann. Manuf. Technol. 2003, 52, 589–609. [Google Scholar] [CrossRef]
- Tagliaferri, V.; Trovalusci, F.; Guarino, S.; Venettacci, S. Environmental and Economic Analysis of FDM, SLS and MJF Additive Manufacturing Technologies. Materials 2019, 12, 4161. [Google Scholar] [CrossRef] [Green Version]
- Qian, M.; Bourell, D.L. Additive Manufacturing of Titanium Alloys. JOM 2017, 69, 2677–2678. [Google Scholar] [CrossRef] [Green Version]
- Froes, F.H. Additive Manufacturing of Titanium Components: An Up-Date. Met. Powder Rep. 2018, 73, 329–337. [Google Scholar] [CrossRef]
- Wycisk, E.; Solbach, A.; Siddique, S.; Herzog, D.; Walther, F.; Emmelmann, C. Effects of Defects in Laser Additive Manufactured Ti-6Al-4V on Fatigue Properties. Phys. Proced. 2014, 56, 371–378. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.C.; Liu, Y.; Li, S.; Hao, Y. Additive Manufacturing of Titanium Alloys by Electron Beam Melting: A Review. Adv. Eng. Mater. 2018, 20, 1–16. [Google Scholar] [CrossRef]
- Koike, M.; Greer, P.; Owen, K.; Lilly, G.; Murr, L.E.; Gaytan, S.M.; Martinez, E.; Okabe, T. Evaluation of Titanium Alloys Fabricated Using Rapid Prototyping Technologies-Electron Beam Melting and Laser Beam Melting. Materials 2011, 4, 1776. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ceylan, A.; Martinez, E.; Martinez, J.L.; Hernandez, D.H.; Machado, B.I.; Ramirez, D.A.; Medina, F.; Collins, S.; et al. Characterization of Titanium Aluminide Alloy Components Fabricated by Additive Manufacturing Using Electron Beam Melting. Acta Mater. 2010, 58, 1887–1894. [Google Scholar] [CrossRef]
- Seifi, M.; Salem, A.; Satko, D.; Shaffer, J.; Lewandowski, J.J. Defect Distribution and Microstructure Heterogeneity Effects on Fracture Resistance and Fatigue Behavior of EBM Ti-6Al-4V. Int. J. Fatigue 2017, 94, 263–287. [Google Scholar] [CrossRef]
- Seifi, M.; Dahar, M.; Aman, R.; Harrysson, O.; Beuth, J.; Lewandowski, J.J. Evaluation of Orientation Dependence of Fracture Toughness and Fatigue Crack Propagation Behavior of As-Deposited ARCAM EBM Ti-6Al-4V. JOM 2015, 67, 597–607. [Google Scholar] [CrossRef]
- Gorelik, M. Additive Manufacturing in the Context of Structural Integrity. Int. J. Fatigue 2017, 94, 168–177. [Google Scholar] [CrossRef]
- Tan, X.; Kok, Y.; Tan, Y.J.; Vastola, G.; Pei, Q.X.; Zhang, G.; Zhang, Y.W.; Tor, S.B.; Leong, K.F.; Chua, C.K. An Experimental and Simulation Study on Build Thickness Dependent Microstructure for Electron Beam Melted Ti-6Al-4V. J. Alloys Compd. 2015, 646, 303–309. [Google Scholar] [CrossRef]
- Chern, A.H.; Nandwana, P.; Yuan, T.; Kirka, M.M.; Dehoff, R.R.; Liaw, P.K.; Duty, C.E. A Review on the Fatigue Behavior of Ti-6Al-4V Fabricated by Electron Beam Melting Additive Manufacturing. Int. J. Fatigue 2019, 119, 173–184. [Google Scholar] [CrossRef]
- Beretta, S.; Romano, S. A Comparison of Fatigue Strength Sensitivity to Defects for Materials Manufactured by AM or Traditional Processes. Int. J. Fatigue 2017, 94, 178–191. [Google Scholar] [CrossRef]
- Fatemi, A.; Molaei, R.; Sharifimehr, S.; Phan, N.; Shamsaei, N. Multiaxial Fatigue Behavior of Wrought and Additive Manufactured Ti-6Al-4V Including Surface Finish Effect. Int. J. Fatigue 2017, 100, 347–366. [Google Scholar] [CrossRef]
- Schijve, J. Fatigue of Structures and Materials in the 20th Century and the State of the Art. Int. J. Fatigue 2003, 25, 679–702. [Google Scholar] [CrossRef]
- Vastola, G.; Zhang, G.; Pei, Q.X.; Zhang, Y.W. Modeling and Control of Remelting in High-Energy Beam Additive Manufacturing. Addit. Manuf. 2015, 7, 57–63. [Google Scholar] [CrossRef]
- Hrabe, N.; Quinn, T. Effects of Processing on Microstructure and Mechanical Properties of a Titanium Alloy (Ti-6Al-4V) Fabricated Using Electron Beam Melting (EBM), Part 1: Distance from Build Plate and Part Size. Mater. Sci. Eng. A 2013, 573, 264–270. [Google Scholar] [CrossRef]
- Hrabe, N.; Quinn, T. Effects of Processing on Microstructure and Mechanical Properties of a Titanium Alloy (Ti-6Al-4V) Fabricated Using Electron Beam Melting (EBM), Part 2: Energy Input, Orientation, and Location. Mater. Sci. Eng. A 2013, 573, 271–277. [Google Scholar] [CrossRef]
- Małecka, J.; Rozumek, D. Metallographic and Mechanical Research of the O-Ti2AlNb Alloy. Materials 2020, 13, 3006. [Google Scholar] [CrossRef]
- Chan, K.S. Characterization and Analysis of Surface Notches on Ti-Alloy Plates Fabricated by Additive Manufacturing Techniques. Surf. Topogr. Metrol. Prop. 2015, 3, 44006. [Google Scholar] [CrossRef]
- Bagehorn, S.; Wehr, J.; Maier, H.J. Application of Mechanical Surface Finishing Processes for Roughness Reduction and Fatigue Improvement of Additively Manufactured Ti-6Al-4V Parts. Int. J. Fatigue 2017, 102, 135–142. [Google Scholar] [CrossRef]
- Ahmed, N.; Abdo, B.M.; Darwish, S.; Moiduddin, K.; Pervaiz, S.; Alahmari, A.M.; Naveed, M. Electron Beam Melting of Titanium Alloy and Surface Finish Improvement through Rotary Ultrasonic Machining. Int. J. Adv. Manuf. Technol. 2017, 92, 3349–3361. [Google Scholar] [CrossRef]
- Yang, G.; Wang, B.; Tawfiq, K.; Wei, H.; Zhou, S.; Chen, G. Electropolishing of Surfaces: Theory and Applications. Surf. Eng. 2017, 33, 149–166. [Google Scholar] [CrossRef]
- Piotrowski, O.; Madore, C.; Landolt, D. Electropolishing of Titanium and Titanium Alloys in Perchlorate-Free Electrolytes. Plat. Surf. Finish. 1998, 85, 115–119. [Google Scholar]
- Ukar, E.; Lamikiz, A.; Martínez, S.; Tabernero, I.; Lacalle, L.N.L.D. Roughness Prediction on Laser Polished Surfaces. J. Mater. Process. Technol. 2012, 212, 1305–1313. [Google Scholar] [CrossRef]
- Barletta, M. Progress in Abrasive Fluidized Bed Machining. J. Mater. Process. Technol. 2009, 209, 6087–6102. [Google Scholar] [CrossRef]
- Genna, S.; Rubino, G. Laser Finishing of Ti6Al4V Additive Manufactured Parts by Electron Beam Melting. Appl. Sci. 2020, 10, 183. [Google Scholar] [CrossRef] [Green Version]
- Atzeni, E.; Rubino, G.; Salmi, A.; Trovalusci, F. Abrasive Fluidized Bed Finishing to Improve the Fatigue Behaviour of Ti6Al4V Parts Fabricated by Electron Beam Melting. Int. J. Adv. Manuf. Technol. 2020, 110, 557–567. [Google Scholar] [CrossRef]
- Nicoletto, G.; Konečná, R.; Frkáň, M.; Riva, E. Surface Roughness and Directional Fatigue Behavior of As-Built EBM and DMLS Ti6Al4V. Int. J. Fatigue 2018, 116, 140–148. [Google Scholar] [CrossRef]
- du Plessis, A.; Sperling, P.; Beerlink, A.; Tshabalala, L.; Hoosain, S.; Mathe, N.; le Roux, S.G. Standard Method for MicroCT-Based Additive Manufacturing Quality Control 1: Porosity Analysis. MethodsX 2018, 5, 1102–1110. [Google Scholar] [CrossRef] [PubMed]
- Atzeni, E.; Catalano, A.R.; Priarone, P.C.; Salmi, A. The Technology, Economy, and Environmental Sustainability of Isotropic Superfinishing Applied to Electron-Beam Melted Ti-6Al-4V Components. Int. J. Adv. Manuf. Technol. 2021, 1–17. [Google Scholar] [CrossRef]
- Paris, H.; Mokhtarian, H.; Coatanéa, E.; Museau, M.; Ituarte, I.F. Comparative Environmental Impacts of Additive and Subtractive Manufacturing Technologies. CIRP Ann. Manuf. Technol. 2016, 65, 29–32. [Google Scholar] [CrossRef]
- Pirozzi, C.; Franchitti, S.; Borrelli, R.; Diodati, G.; Vattasso, G. Experimental Study on the Porosity of Electron Beam Melting-Manufactured Ti6Al4V. J. Mater. Eng. Perform. 2019, 28, 2649–2660. [Google Scholar] [CrossRef]
- Varney, T.C.; Quammen, R.N.; Telesz, N.; Balk, T.J.; Wessman, A.; Rottmann, P.F. Effects of Pore Geometry on the Fatigue Properties of Electron Beam Melted Titanium-6Al-4V. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2021, 52, 1836–1849. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic | Value | Unit |
|---|---|---|
| maximum build size | 200 × 200 × 380 | mm3 |
| beam power | 3000 | W |
| cathode | Tungsten filament | - |
| minimum beam diameter | 250 | µm |
| maximum beam translation speed | 800 | m/s |
| vacuum base pressure | 5 × 10−4 | mbar |
| build atmosphere (partial pressure of He) | 2 × 10−3 | mbar |
| He consumption | 1 | l/h |
| CAD interface standard | Standard triangulation language | - |
| Cumulative Energy Demand (CED) | Value | Unit |
|---|---|---|
| powder production | 69.1 | MJ |
| EBM | 52.2 | MJ |
| Mass Flow | Value | Unit |
| mass part | 0.098 | kg |
| mass losses, EBM | 0.010 | kg |
| mass losses, atomization | 0.003 | kg |
| AFB Finishing Input/Output | Consumption | Unit |
|---|---|---|
| AFB treatment, abrasive material | 4.48 | kg |
| electricity (blower, spindle) | 56.8 | kWh |
| water (ultrasonic bath) | 0.53 | l |
| electricity (ultrasonic cleaning system) | 2.67 | Wh |
| Laser Finishing Input/Output | Consumption | Unit |
| gas (nitrogen) | 0.419 | kg |
| electricity (laser, handling motors) | 1.302 | kWh |
| corundum | 3.33 × 10−3 | kg |
| electricity (sandblasting compressor) | 0.495 | kWh |
| water (ultrasonic bath) | 0.13 | L |
| electricity (ultrasonic cleaning system) | 0.67 | Wh |
| AFB Finishing IPCC GWP 100° | Value | Unit |
|---|---|---|
| AFB treatment | 47.918 | kg CO2 eq |
| ultrasonic bath | 0.002 | kg CO2 eq |
| total | 47.920 | kg CO2 eq |
| Laser Finishing IPCC GWP 100° | Value | Unit |
| laser treatment | 1.114 | kg CO2 eq |
| sandblasting | 0.359 | kg CO2 eq |
| ultrasonic bath | 0.001 | kg CO2 eq |
| total | 1.474 | kgCO2 eq |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Atzeni, E.; Genna, S.; Menna, E.; Rubino, G.; Salmi, A.; Trovalusci, F. Surface Finishing of Additive Manufactured Ti-6Al-4V Alloy: A Comparison between Abrasive Fluidized Bed and Laser Finishing. Materials 2021, 14, 5366. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14185366
Atzeni E, Genna S, Menna E, Rubino G, Salmi A, Trovalusci F. Surface Finishing of Additive Manufactured Ti-6Al-4V Alloy: A Comparison between Abrasive Fluidized Bed and Laser Finishing. Materials. 2021; 14(18):5366. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14185366
Chicago/Turabian StyleAtzeni, Eleonora, Silvio Genna, Erica Menna, Gianluca Rubino, Alessandro Salmi, and Federica Trovalusci. 2021. "Surface Finishing of Additive Manufactured Ti-6Al-4V Alloy: A Comparison between Abrasive Fluidized Bed and Laser Finishing" Materials 14, no. 18: 5366. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14185366