
Microstructure and Soil Wear Resistance of D517 Coating Deposited by Electric Spark Deposition

Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Preparation
2.2. Microstructure Characterization and Hardness Test
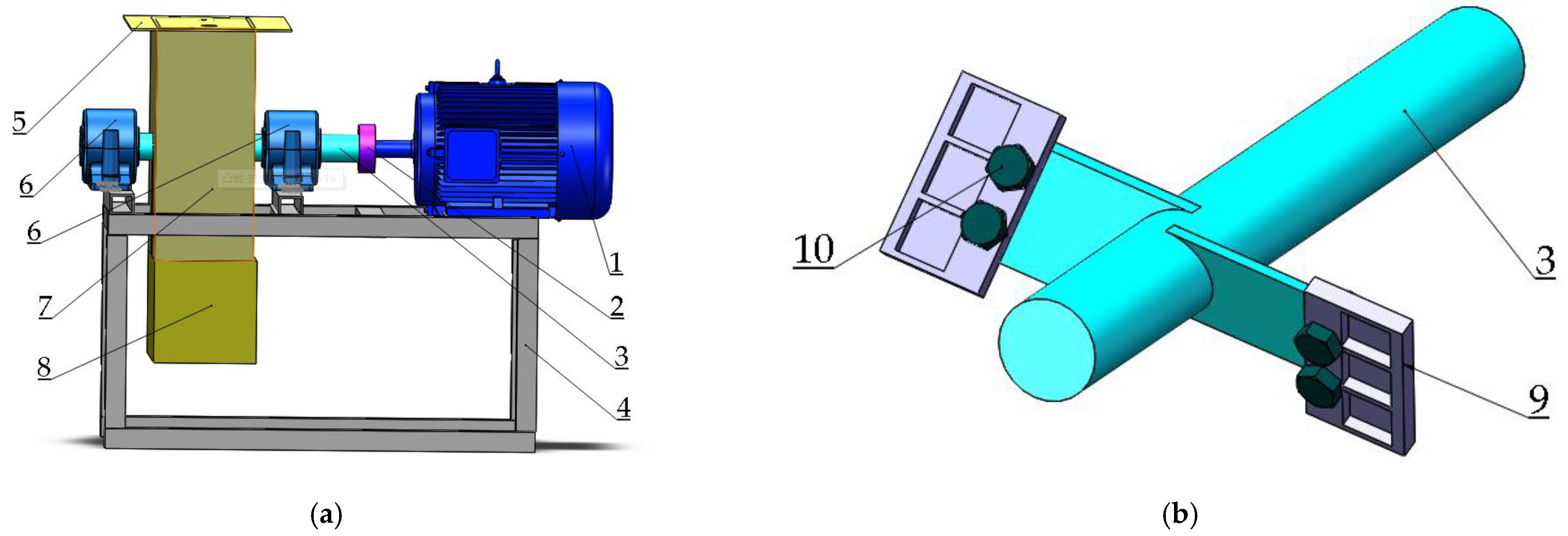
2.3. The Friction Test and Accelerated Wear Simulation Test
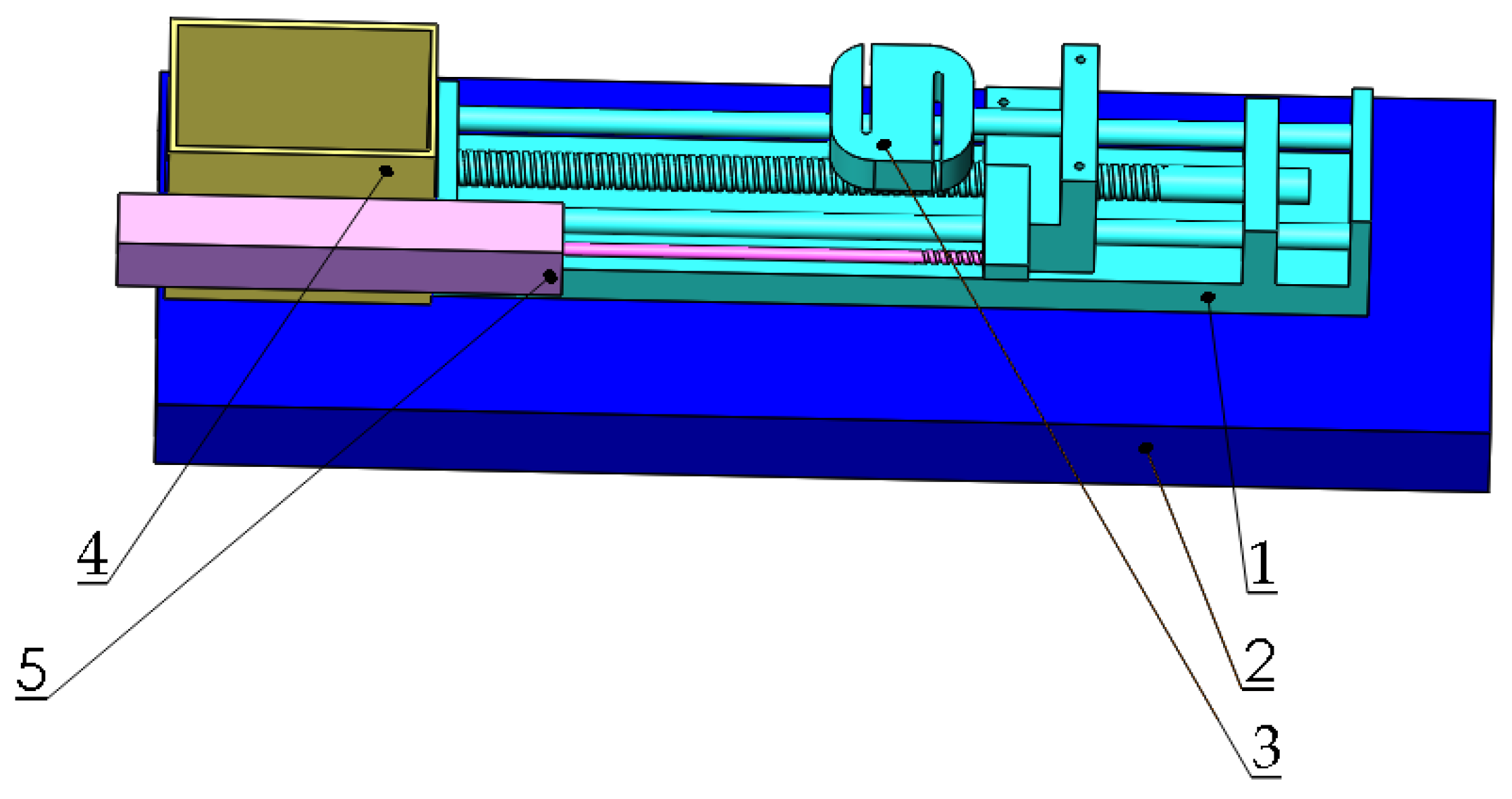
2.4. Soil Adhesion Test
3. Results and Discussion
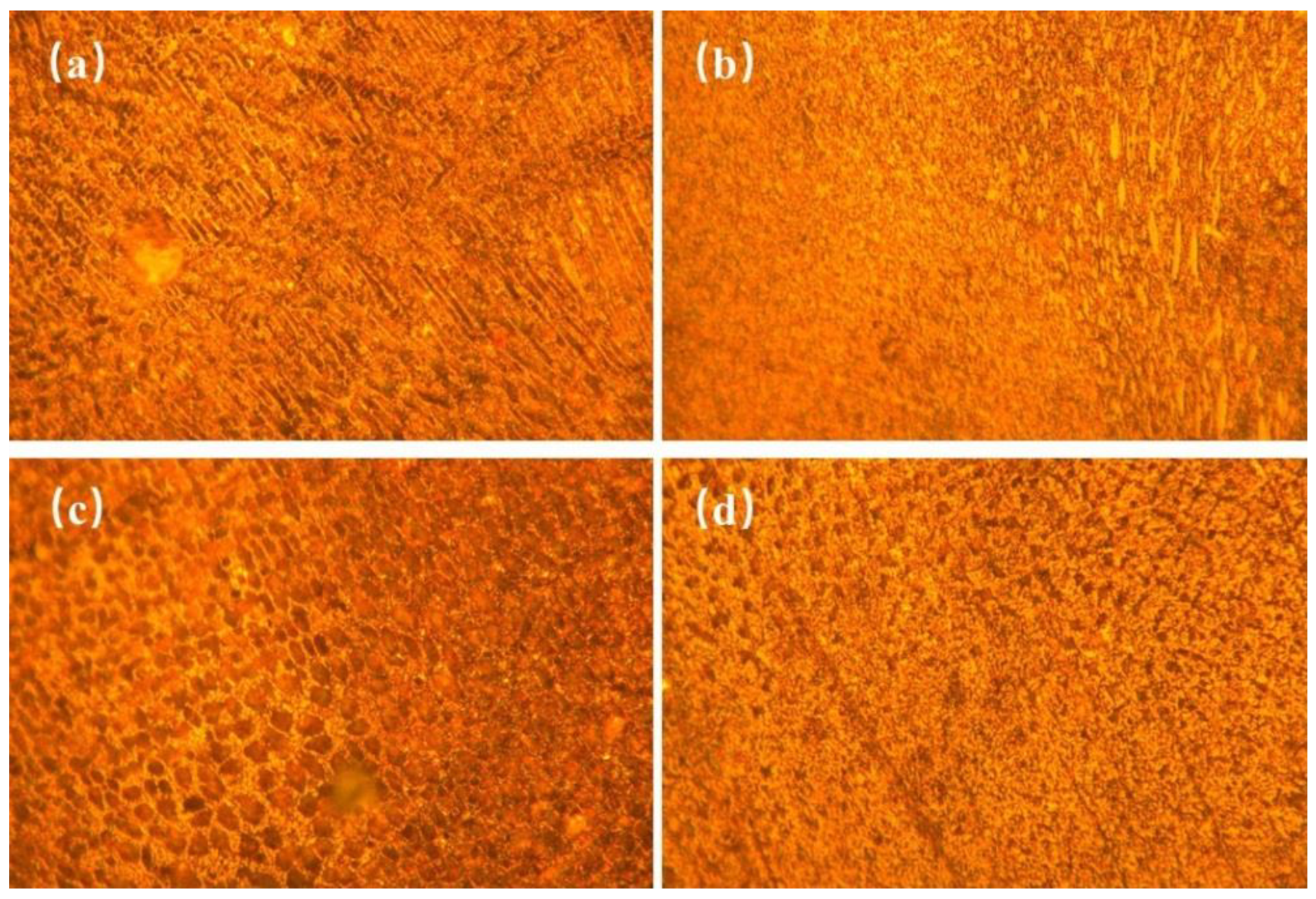
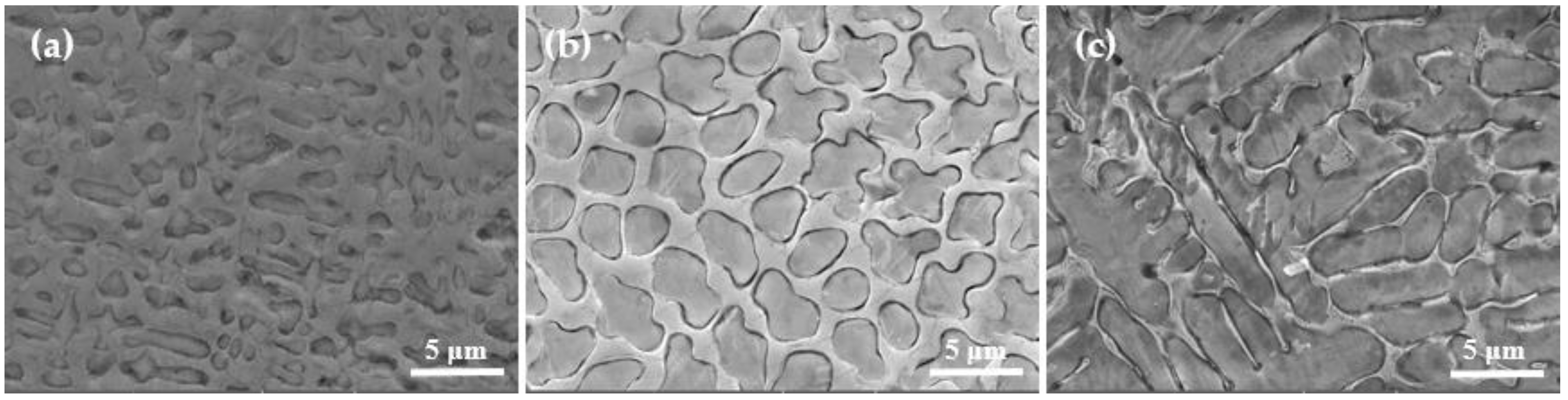
3.1. Microstructure of D517 Coatings
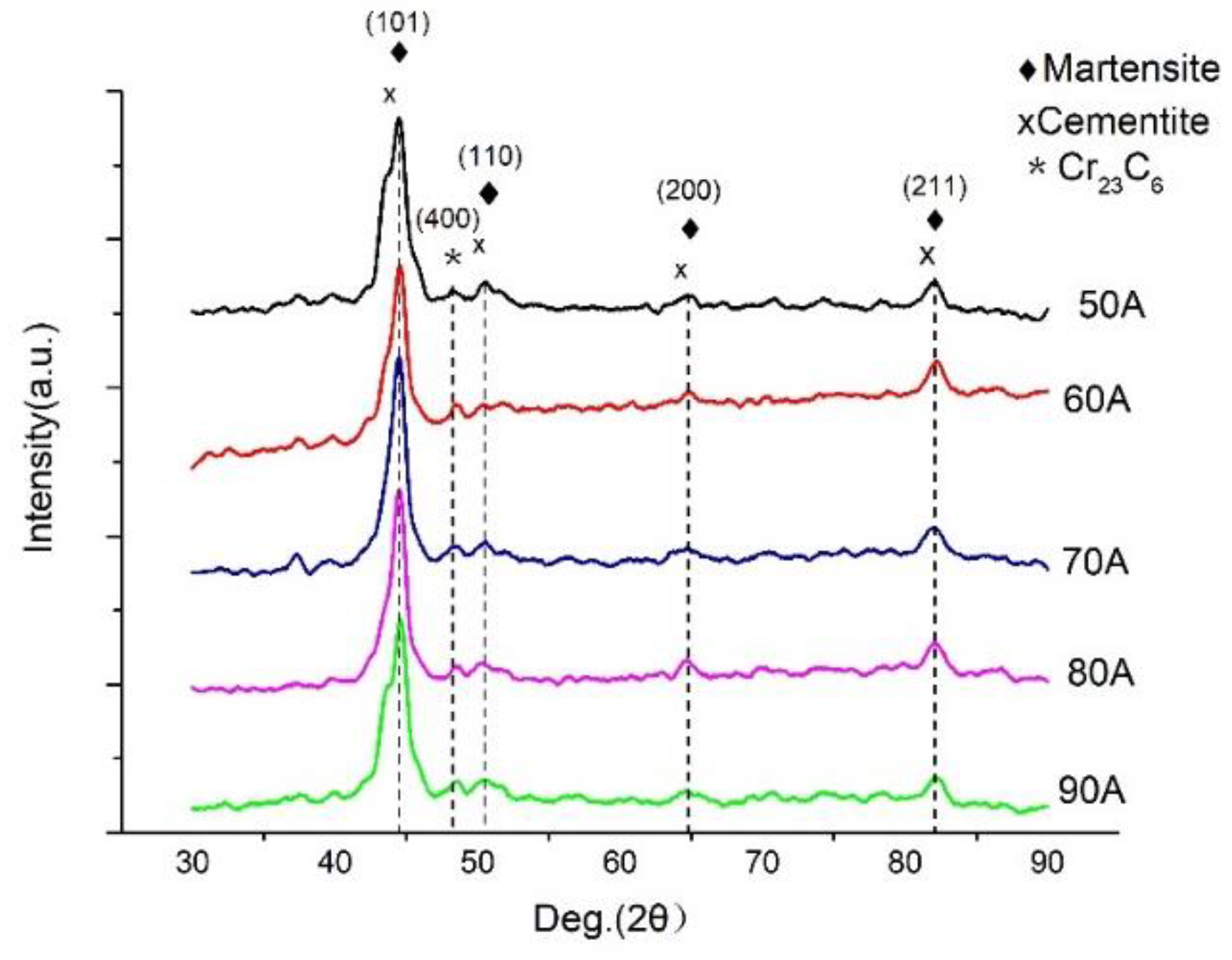
3.2. Chemical Composition Analysis
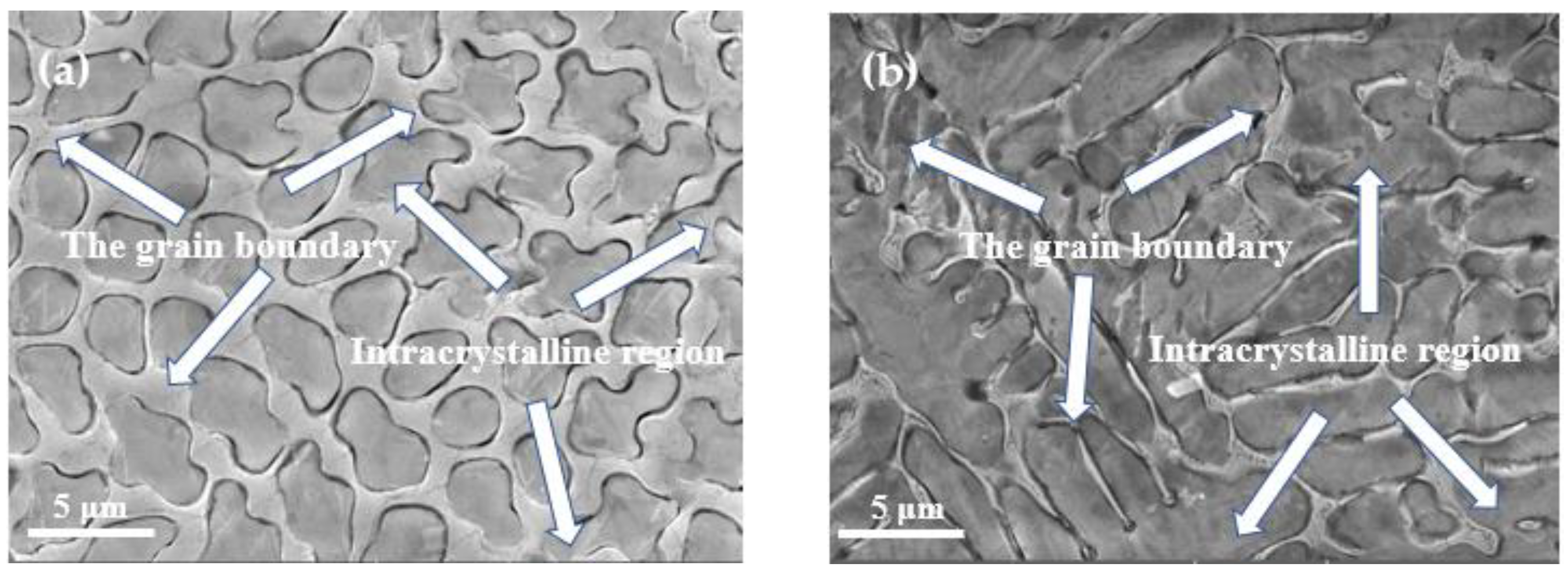
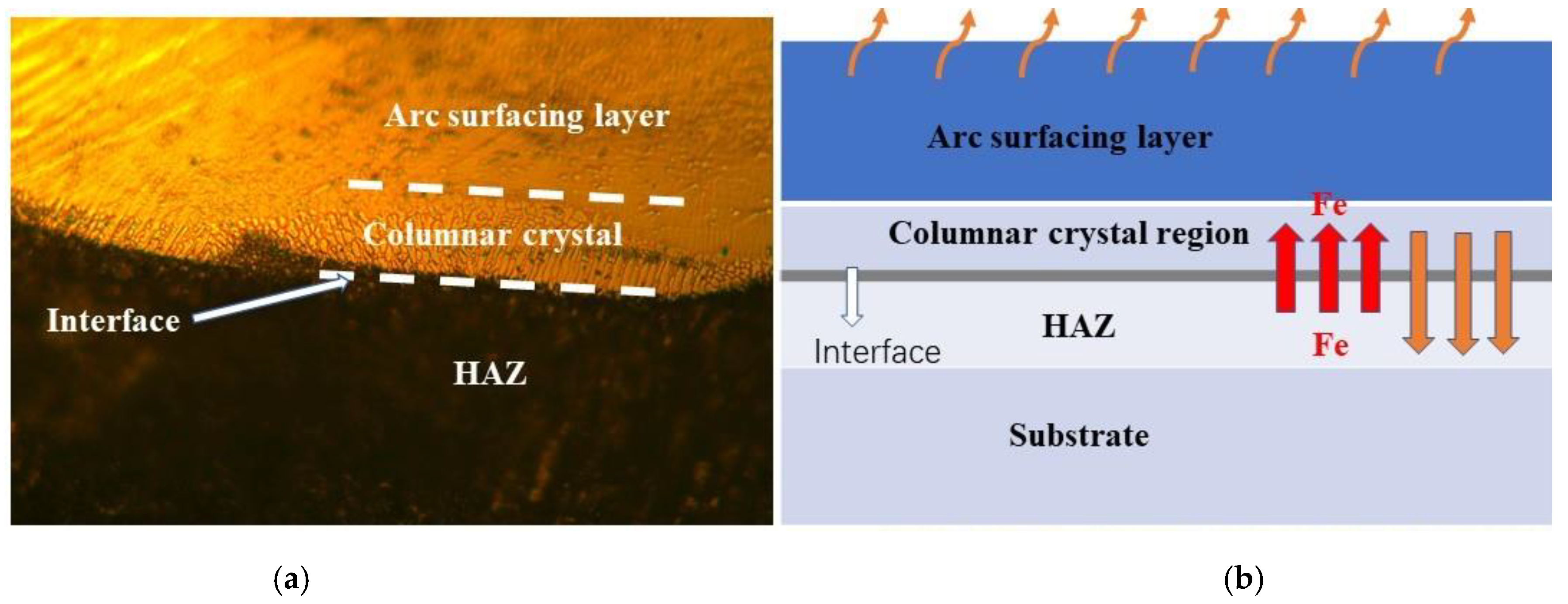
3.3. Microstructure of the Interface between D517 Coating and the Substrate
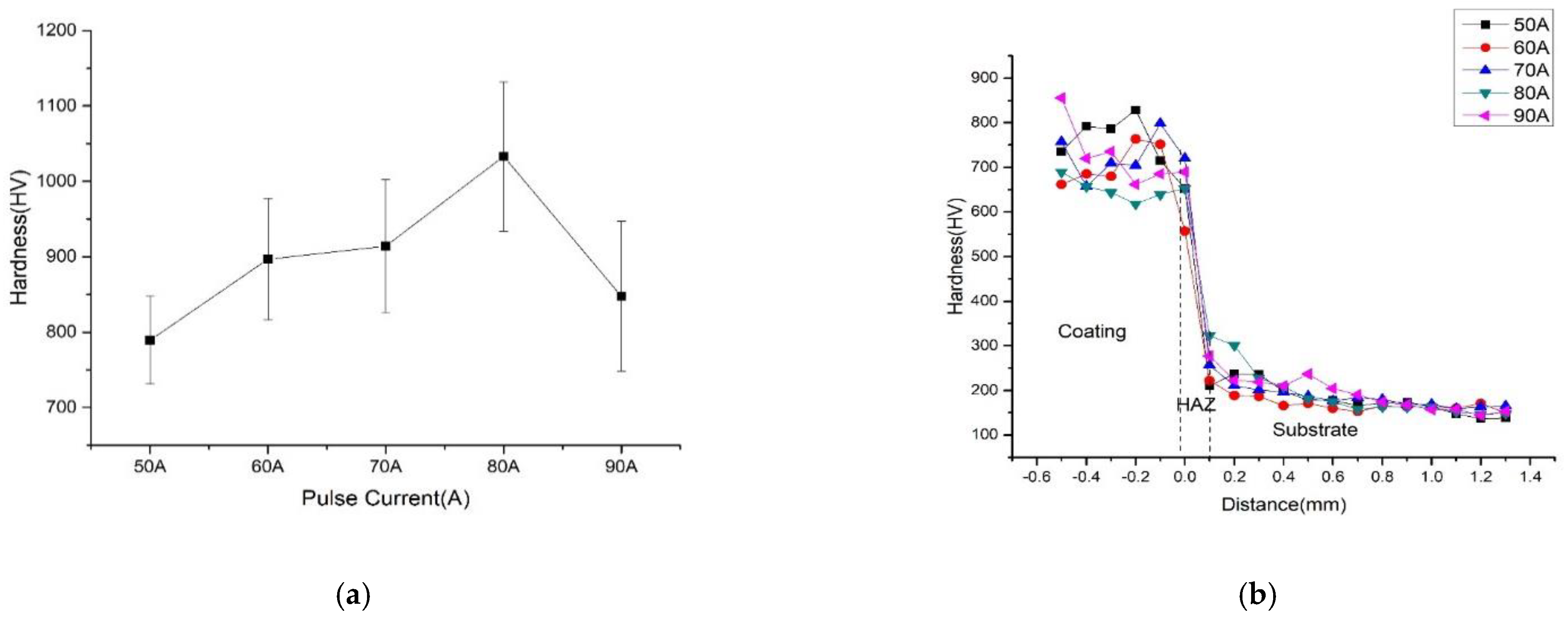
3.4. Microhardness of D517 Coatings
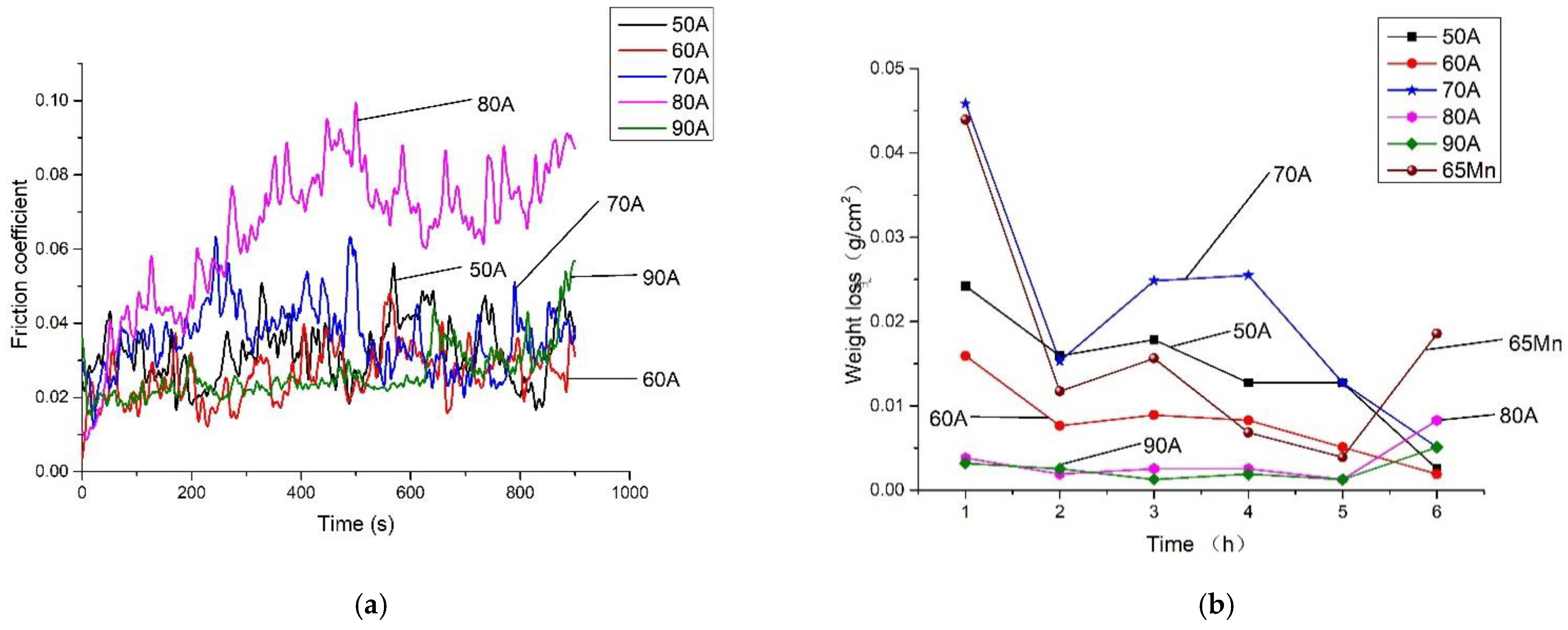
3.5. Surface Friction and Abrasive Wear
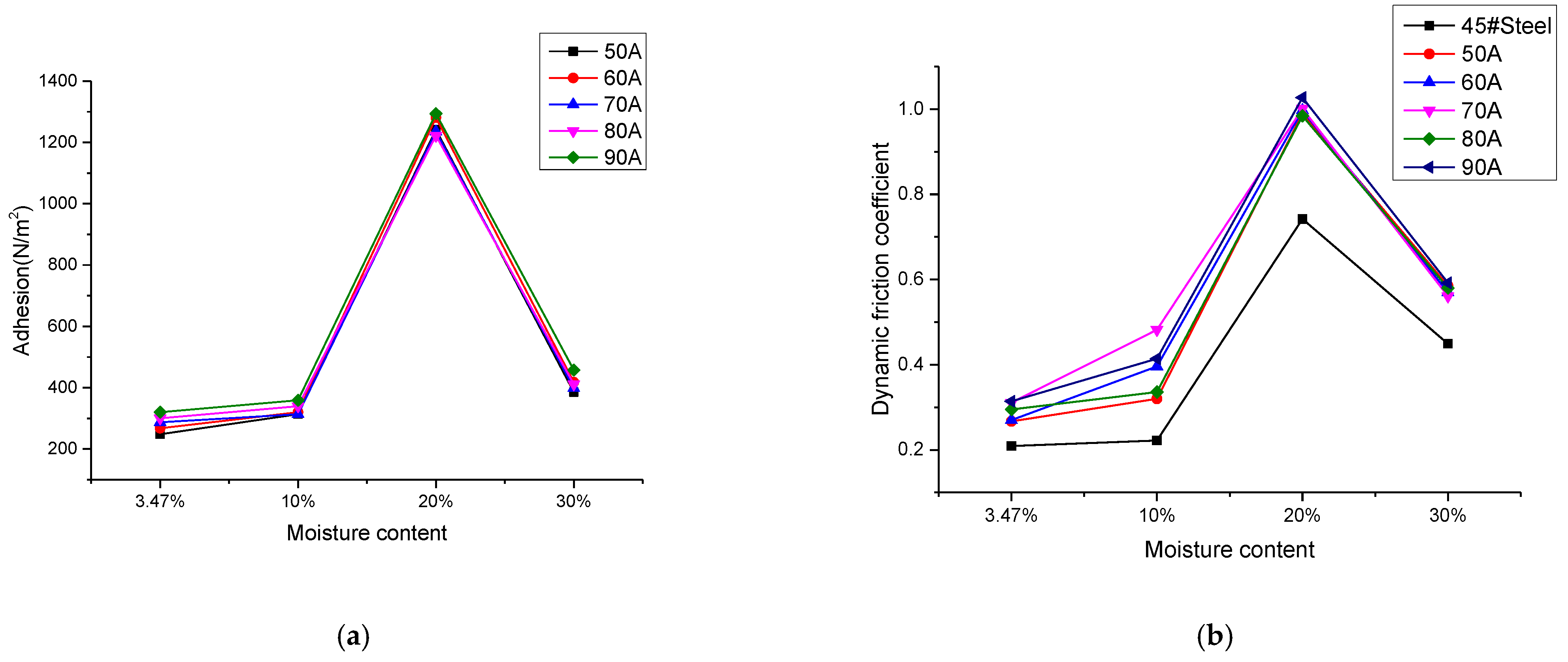
3.6. Soil Adhesion Test
4. Conclusions
- (1)
- D517 coatings revealed a dendritic structure with some carbides distributed. From the top surface to the substrate, the whole coating was composed of top coatings, columnar grain structure zone, and HAZ.
- (2)
- As the current increased from 50 to 80 A, the carbide content increased, resulting in increased hardness in coatings, and a maximum hardness of 1032.9 HV was achieved at 80 A. A further increase in the current led to coarsening of the dendritic structure and decreasing the hardness of the coating.
- (3)
- D517 coatings possess the friction coefficient lower than 0.1. The soil abrasive simulation revealed the excellent wear resistance of D517 coatings prepared by electric spark. Under the same wear conditions, the total wear rates of the samples deposited with 80 A and 90 A decreased by 79.74% and 84.81%, respectively, as compared with the normalized 65 Mn. Taking the wear rate and economy into consideration, the electric spark-prepared D517 coating could be a good candidate to protect furrow openers from wear.
- (4)
- The adhesion test under different moisture contents showed that the adhesive force increased with the increase of the soil moisture content. When the liquid moisture content limit was exceeded, the adhesive force first decreased, thus forming a layer of soil between the metal surface and the soil–water-mixed liquid film as lubricant. Although the coating reduced the wear rate of the opener, the soil adhesion of the coating increased.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cucinotta, F.; Scappaticci, L.; Sfravara, F.; Morelli, F.; Mariani, F.; Varani, M. On the morphology of the abrasive wear on ploughshares by means of 3D scanning. Biosyst. Eng. 2019, 179, 117–125. [Google Scholar] [CrossRef]
- Ryabov, V.V.; Motovilina, G.D.; Khlusova, E.I.; Sidorov, S.A.; Khoroshenkov, V.K. Study of thestructure of new wear-resistant steels for agricultural machinery components after operational tests. Metallurgist 2016, 60, 839–844. [Google Scholar] [CrossRef]
- Myalenko, V.I. An abrasive wear forecasting method in the design of soil-cutting tools. J. Frict. Wear 2018, 39, 418–421. [Google Scholar] [CrossRef]
- Gomez, V.A.; de Macêdo, M.C.; Souza, R.M.; Scandian, C. Effect of abrasive particle size distribution on the wear rate and wear mode in micro-scale abrasive wear tests. Wear 2015, 328, 563–568. [Google Scholar] [CrossRef]
- Tekeste, M.Z.; Balvanz, L.R.; Hatfield, J.L.; Ghorbani, S. Discrete element modeling of cultivator sweep-to-soil interaction: Worn and hardened edges effects on soil-tool forces and soil flow. J. Terramech. 2019, 82, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Ali, H.; Rahsepar, M.; Hayatdavoudi, H. Fabrication and characterisation of functionally graded Ni-P coatings with improved wear and corrosion resistance. Surf. Eng. 2018, 35, 883–890. [Google Scholar] [CrossRef]
- Yan, M.; Zhu, W.Z. Surface treatment of 45 steel by plasma-arc melting. Surf. Coat. Technol. 1997, 91, 183–191. [Google Scholar] [CrossRef]
- Chen, Z.; Zhu, Q.; Wang, J.; Yun, X.; He, B.; Luo, J. Behaviors of 40Cr steel treated by laser quenching on impact abrasive wear. Opt. Laser. Technol. 2018, 103, 118–125. [Google Scholar] [CrossRef]
- Bosio, F.; Bassini, E.; Salazar, C.G.O.; Ugues, D.; Peila, D. The influence of microstructure on abrasive wear resistance of selected cemented carbide grades operating as cutting tools in dry and foam conditioned soil. Wear 2018, 394–395, 203–216. [Google Scholar] [CrossRef]
- Bartkowski, D.; Bartkowska, A. Wear resistance in the soil of stellite-6/wc coatings produced using laser cladding method. Int. J. Refract. Met. Hard. Mater. 2017, 64, 20–26. [Google Scholar] [CrossRef]
- Młynarczyk, P.; Spadło, S.; Bartos, J. Selected properties of electro-spark deposition on carbon steel using the Alloy 400 electrodes. IOP Conf. Ser. Mater. Sci. Eng. 2018, 461, 12–55. [Google Scholar] [CrossRef]
- Penyashki, T.; Kostadinov, G.; Kandeva, M. Examination of the wear of non-tungsten electro spark coatings on high speed steel. Agric. Eng. 2017, 49, 1–6. [Google Scholar]
- Ren, L.; Wang, Y.; Li, J.; Tong, J. Flexible unsmoothed cuticles of soil animals and their characteristics of reducing adhesion and resistance. Chin. Sci. Bull. 1998, 43, 166–169. [Google Scholar] [CrossRef]
- Qaisrani, R.; Jian-qiao, L.; Khan, M.A.; Iram, R. Soil adhesion preventing mechanism of bionic bulldozing plates and mouldboard ploughs. Adv. Nat. Sci. 2010, 3, 100–107. [Google Scholar]
- Richardson, R.C.D. The wear of metallic materials by soil—practical phenomena. J. Agric. Eng. Res. 1967, 10, 22–39. [Google Scholar] [CrossRef]
- Darmora, D.P.; Pandey, K.P. Evaluation of performance of furrow openers of combined seed and fertiliser drills. Soil. Tillage Res. 1995, 34, 127–139. [Google Scholar] [CrossRef]
- Zhou, H.; Li, D.; Liu, Z.Y.; Li, Z.Y.; Luo, S.C.; Xia, J.F. Simulation and Experiment of Spatial Distribution Effect after Straw Incorporation into Soil by Rotary Burial. Trans. Chin. Soc. Agric. Mach. 2019, 50, 76–84. [Google Scholar] [CrossRef]
- Sun, F.; Chen, X.; Zhao, Z. Anodic passivation on the recycling of cemented carbide scrap by selective electro-dissolution. Waste Manag. 2018, 80, 285–291. [Google Scholar] [CrossRef]
- Bernardi, F.; Behar, M.; Santos, J.; Dyment, F. Diffusion of al implanted into α-hf studied by means of the nuclear resonance technique. Appl. Phys. A 2005, 80, 69–72. [Google Scholar] [CrossRef]
- Tang, X.H.; Zhou, Y.; He, Y.Y.; Zhu, G.F. Study on technology of laser welding of powder materials. Laser Technol. 2003, 27, 276–278. [Google Scholar] [CrossRef]
- Lai, H.H.; Hsieh, C.C.; Lin, C.M.; Wu, W. Characteristics of eutectic α (Cr, Fe) -(Cr, Fe)23C6 in the eutectic Fe-Cr-C hard facing alloy. Metall. Mater. Trans. A 2016, 48, 493–500. [Google Scholar] [CrossRef]
- Yang, J.; Tian, J.; Hao, F.; Dan, T.; Ren, X.; Yang, Y. Microstructure and wear resistance of the hypereutectic Fe–Cr–C alloy hard facing metals with different La2O3 additives. Appl. Surf. Sci. 2014, 289, 437–444. [Google Scholar] [CrossRef]
- Zhou, Y.F.; Yang, Y.L.; Jiang, Y.W.; Yang, J.; Ren, X.J. Fe–24 wt.%Cr–4.1 wt.%C hard facing alloy: Microstructure and carbide refinement mechanisms with ceria additive. Mater. Charact. 2012, 72, 77–86. [Google Scholar] [CrossRef]
- Katsich, C.; Badisch, E.; Roy, M.; Heath, G.R.; Franek, F. Erosive wear of hard-faced Fe–Cr–C alloys at elevated temperature. Wear 2009, 267, 1856–1864. [Google Scholar] [CrossRef]
- Gietzelt, T.; Toth, V.; Weingaertner, T. Impacts of layout, surface condition and alloying elements on diffusion welding of micro. process devices. Mater. Werkst. 2019, 50, 1070–1084. [Google Scholar] [CrossRef]
- Stupnyts’kyi, T.R.; Student, M.M.; Pokhmurs’ka, H.V.; Hvozdets’kyi, V.M. Optimization of the chromium content of powder wires of the Fe–Cr–C and Fe–Cr–B systems according to the corrosion resistance of electric-arc coatings. Mater. Sci. 2016, 52, 165–172. [Google Scholar] [CrossRef]
- Efremenko, V.G.; Chabak, Y.G.; Lekatou, A.; Karantzalis, A.E.; Shimizu, K.; Fedun, V.I.; Azarkhov, A.Y.; Efremenko, A.V. Pulsed plasma deposition of Fe-C-Cr-W coating on High-Cr-cast iron: Effect of layered morphology and heat treatment on the microstructure and hardness. Surf. Coat. Technol. 2016, 304, 293–305. [Google Scholar] [CrossRef] [Green Version]
- Chang, C.M.; Lin, C.M.; Hsieh, C.C.; Chen, J.H.; Wu, W.T. Micro-structural characteristics of Fe–40 wt%Cr–xC hardfacing alloys with [1.0–4.0 wt%] carbon content. J. Alloys Compd. 2009, 487, 83–89. [Google Scholar] [CrossRef]
- Kiminami, C.S.; Bolfarini, C.; Botta, F.; Walter, J. Formation of novel microstructures by spray deposition process. J. Metastable Nanocryst. Mater. 2002, 14, 45–50. [Google Scholar] [CrossRef]
- Yang, C.; Li, Z.; Liu, L.; Ye, F.; Wu, S. High temperature behavior of a diffusion barrier coating evolved from ZrO2 precursor layer. Surf. Coat. Technol. 2019, 357, 384–392. [Google Scholar] [CrossRef]
- Chang, C.M.; Chen, L.H.; Lin, C.M.; Chen, J.H.; Fan, C.M.; Wu, W.T. Microstructure and wear characteristics of hypereutectic Fe–Cr–C cladding with various carbon contents. Surf. Coat. Technol. 2010, 205, 245–250. [Google Scholar] [CrossRef]
- Lin, C.M.; Chang, C.M.; Chen, J.H.; Hsieh, C.C.; Wu, W.T. Microstructure and wear characteristics of high-carbon Cr-based alloy claddings formed by gas tungsten arc welding (gtaw). Surf. Coat. Technol. 2010, 205, 2590–2596. [Google Scholar] [CrossRef]
- Nieh, T.G.; Wadsworth, J. Hall-petch relation in nanocrystalline solids. Scr. Metall. Mater. 1991, 25, 955–958. [Google Scholar] [CrossRef]
- Yamaguchi, K.; Sasaki, C.; Tsuboi, R.; Atherton, M.; Stolarski, T.; Sasaki, S. Effect of surface roughness on friction behaviour of steel under boundary lubrication. Proc. Inst. Mech. Eng. Part. J-J. Eng. Tribol. 2014, 228, 1015–1019. [Google Scholar] [CrossRef] [Green Version]
- Li, C.D.; Li, B.; Shen, Y.; Jin, M.; Xu, J.J. Effect of surface chemical etching on the lubricated reciprocating wear of honed Al–Si alloy (Article). Proc. Inst. Mech. Eng. Part. J-J. Eng. Tribol. 2018, 232, 722–731. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Colaço, R.; Vilar, R. Abrasive wear of metallic matrix reinforced materials. Wear 2003, 255, 643–650. [Google Scholar] [CrossRef]
- Philippon, D.; Godinho, V.; Nagy, P.M.; Delplancke-Ogletree, M.P.; Fernández, A. Endurance of TiAlSiN coatings: Effect of Si and bias on wear and adhesion. Wear 2012, 270, 541–549. [Google Scholar] [CrossRef]
- Ren, L.Q. Soil Adhesion Mechanics; Mechanical Industry Press: Beijing, China, 2011. [Google Scholar]
- Wang, H.B.; Wan, Q.; Zhou, M.; Xu, G.; Du, X.; Wei, M.; Meng, L.; Li, S.J. Reduction of friction and soil adhesion of medium carbon steel via hard coating and surface texture. Coatings 2020, 10, 561. [Google Scholar] [CrossRef]
- Yang, J.; Liu, Z.; Cheng, Q.; Liu, X.; Deng, T. The effect of wear on the frictional vibration suppression of water-lubricated rubber slat with/without surface texture. Wear 2019, 426–427, 1304–1317. [Google Scholar] [CrossRef]
- Ren, L.Q.; Han, Z.W.; Li, J.Q.; Tong, J. Experimental investigation of bionic rough curved soil cutting blade surface to reduce soil adhesion and friction. Soil. Tillage Res. 2006, 85, 1–12. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | P | S |
|---|---|---|---|---|---|
| ≤0.22 | ≤0.35 | ≤0.14 | ≤0.045 | ≤0.05 |
| Element | C | O | Si | Cr | Fe | Mn |
|---|---|---|---|---|---|---|
| 50 A | 7.32 | 1.98 | 0.46 | 22.54 | 67.22 | 0.19 |
| 80 A | 6.93 | 1.52 | 0.34 | 15.77 | 75.14 | 0.27 |
| 90 A | 8.23 | 1.12 | 0.46 | 9.96 | 79.65 | 0.55 |
| Current | Element | C | O | Si | Cr | Fe | Mn |
|---|---|---|---|---|---|---|---|
| 80 A | The grain boundary | 5.92 | 0.85 | 0.7 | 12.38 | 79.91 | 0.24 |
| 80 A | Intracrystalline region | 7.44 | 1.85 | 0.17 | 17.47 | 72.76 | 0.29 |
| 90 A | The grain boundary | 8.19 | 0.96 | 0.54 | 7.83 | 81.94 | 0.51 |
| 90 A | Intracrystalline region | 8.3 | 1.43 | 0.31 | 14.21 | 75.08 | 0.66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, M.; Wan, Q.; Li, S.; Meng, L.; Cao, D.; Dai, C.; Huang, Y.; Xiao, Y.; Dong, W.; Zheng, K. Microstructure and Soil Wear Resistance of D517 Coating Deposited by Electric Spark Deposition. Materials 2021, 14, 5932. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14205932
Wei M, Wan Q, Li S, Meng L, Cao D, Dai C, Huang Y, Xiao Y, Dong W, Zheng K. Microstructure and Soil Wear Resistance of D517 Coating Deposited by Electric Spark Deposition. Materials. 2021; 14(20):5932. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14205932
Chicago/Turabian StyleWei, Min, Qiang Wan, Shanjun Li, Liang Meng, Daocheng Cao, Chaoyue Dai, Yongjun Huang, Yangyi Xiao, Wanjing Dong, and Kan Zheng. 2021. "Microstructure and Soil Wear Resistance of D517 Coating Deposited by Electric Spark Deposition" Materials 14, no. 20: 5932. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14205932