
Abrasive Wear of High-Carbon Low-Alloyed Austenite Steel: Microhardness, Microstructure and X-ray Characteristics of Worn Surface

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Abrasive Wear Tests
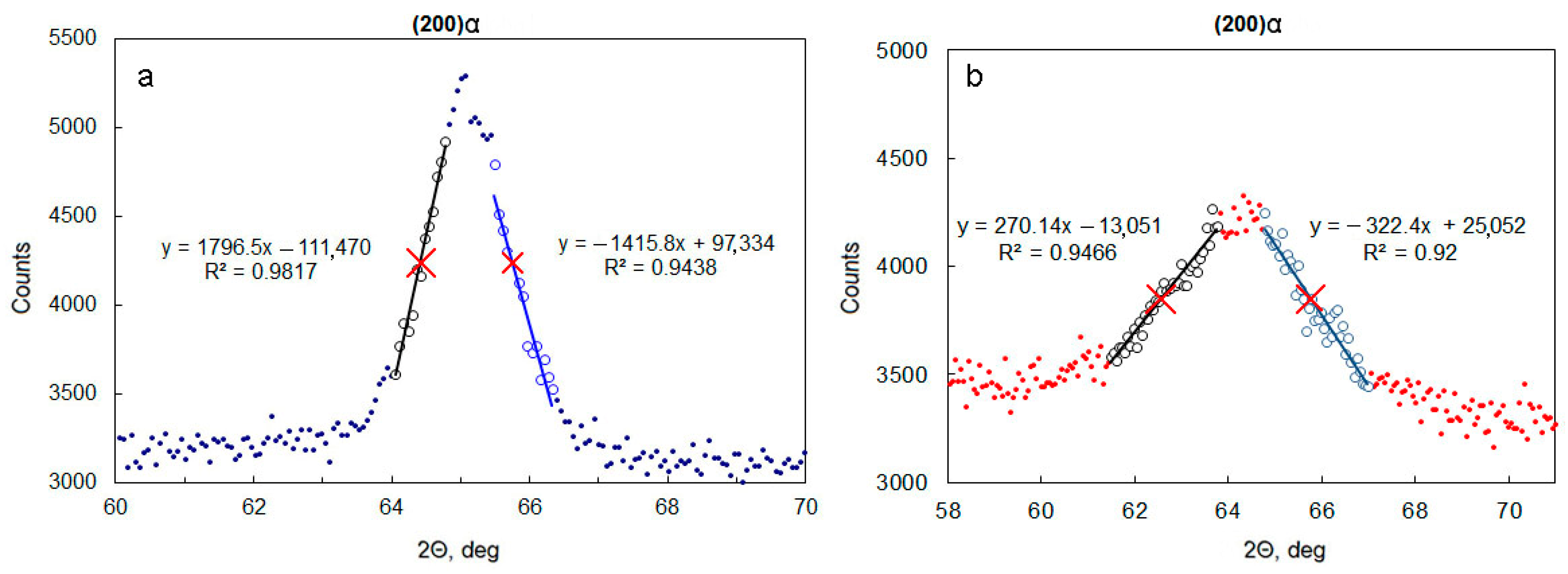
3.2. XRD of Worn Surface
- Values of FWHM for all peaks (see Table 2) are greater for B mode samples than for A mode samples if comparison is made for a certain quenching temperature (900 °C or 1000 °C);
- Relative amounts of transformed austenite (see Table 3) are also greater for B-mode samples than that for A-mode samples at any given quenching temperature;
- Among all γ peaks, for both B1000 and A1000 samples (see Table 2), the (200)γ peak is the widest one. Therefore, this peak is the most “sensitive” for differences in wear conditions. In order to differentiate wear conditions, it is convenient to compare FWHM of (200)γ peaks of quenched samples after abrasive wear in investigated wear modes. Another way to characterize the differences in wear modes is to compare relative increment of FWHM for worn and as-quenched samples. According to Table 3, the relative increment in FWHM of (200)γ for the B1000 sample reaches 560%, which is 2.4 times greater than for the A1000 sample (237%);
- Because of phase transformation in the course of abrasive wear, there may be a case when γ peaks will be not suitable for calculating FWHM because of the little amount of retained austenite on the worn surface after wear. However, in any case of abrasive wear, prominent α peaks will be presented. Therefore, α peaks are more reliable to differentiate abrasive wear modes. According to the data in Table 2, the (200)α peak is the most “sensitive” one.
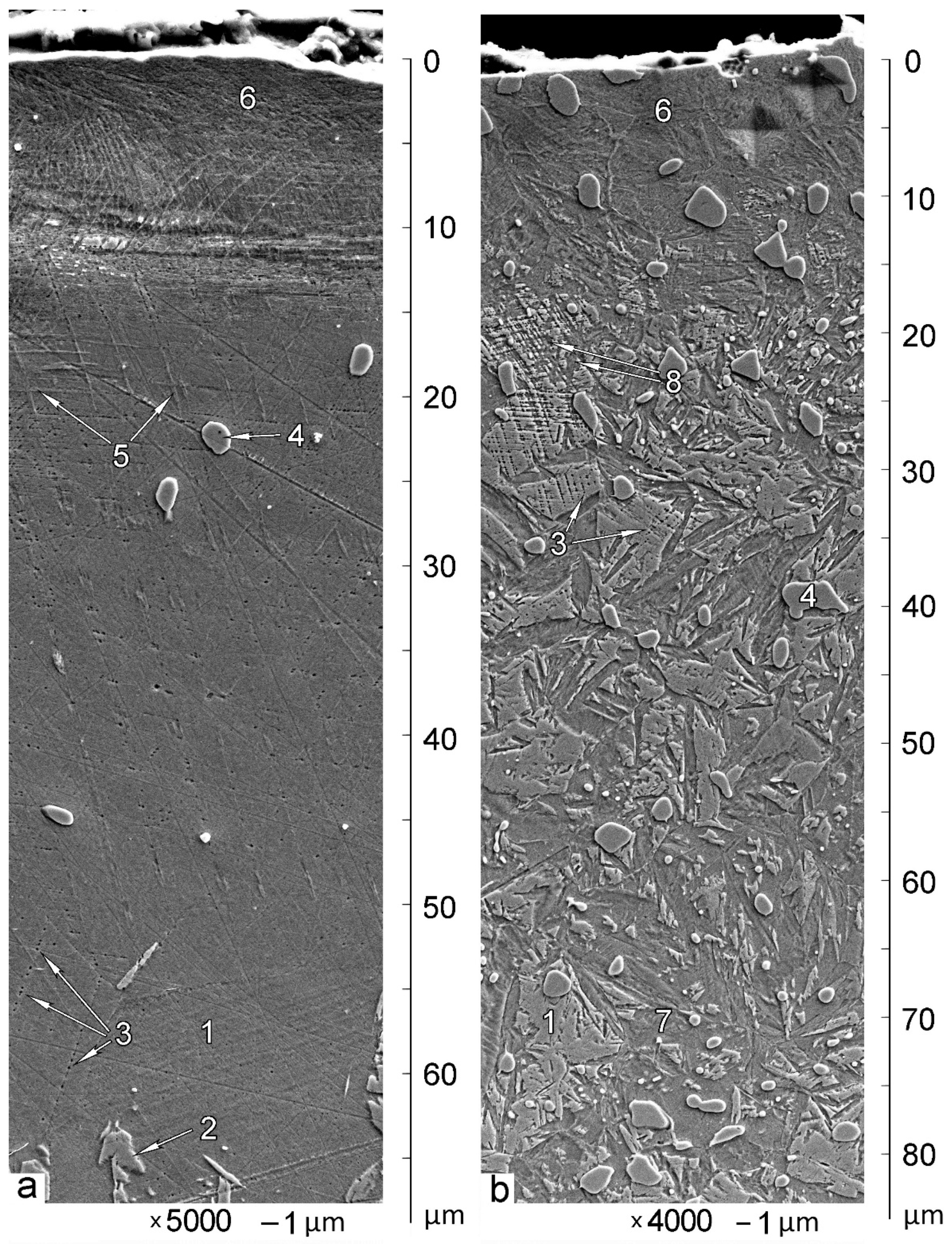
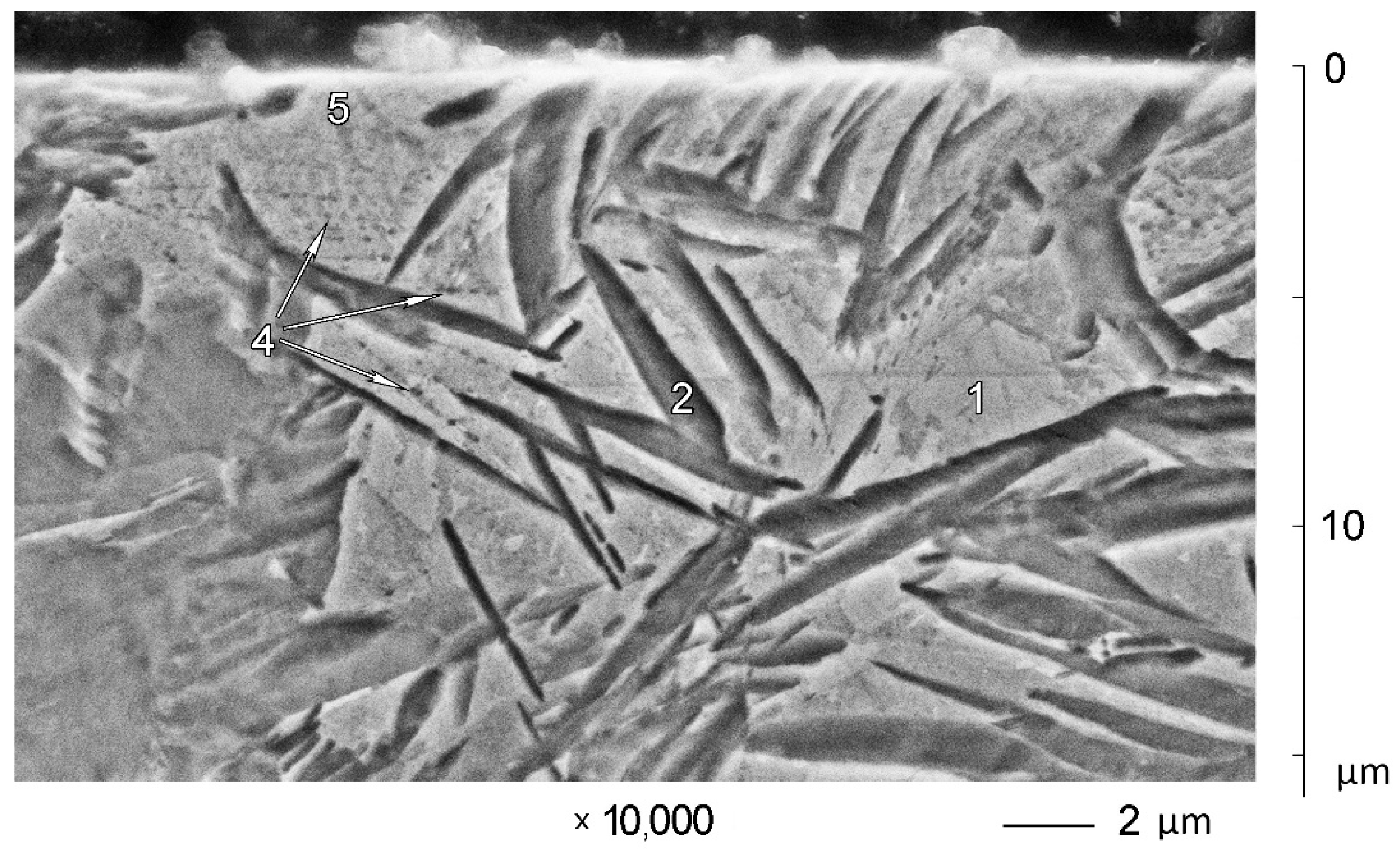
3.3. Microstructure of Subsurface Zones
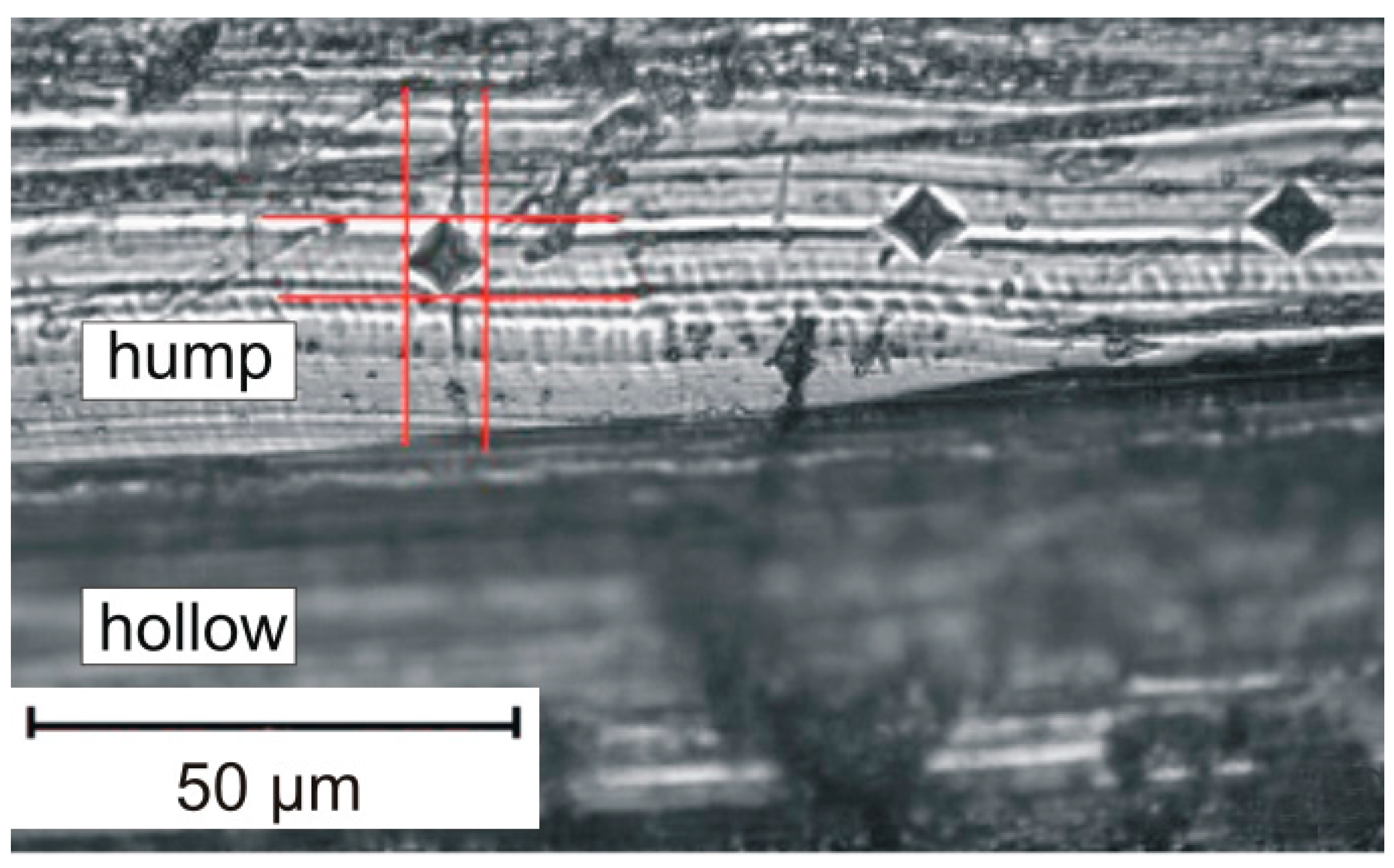
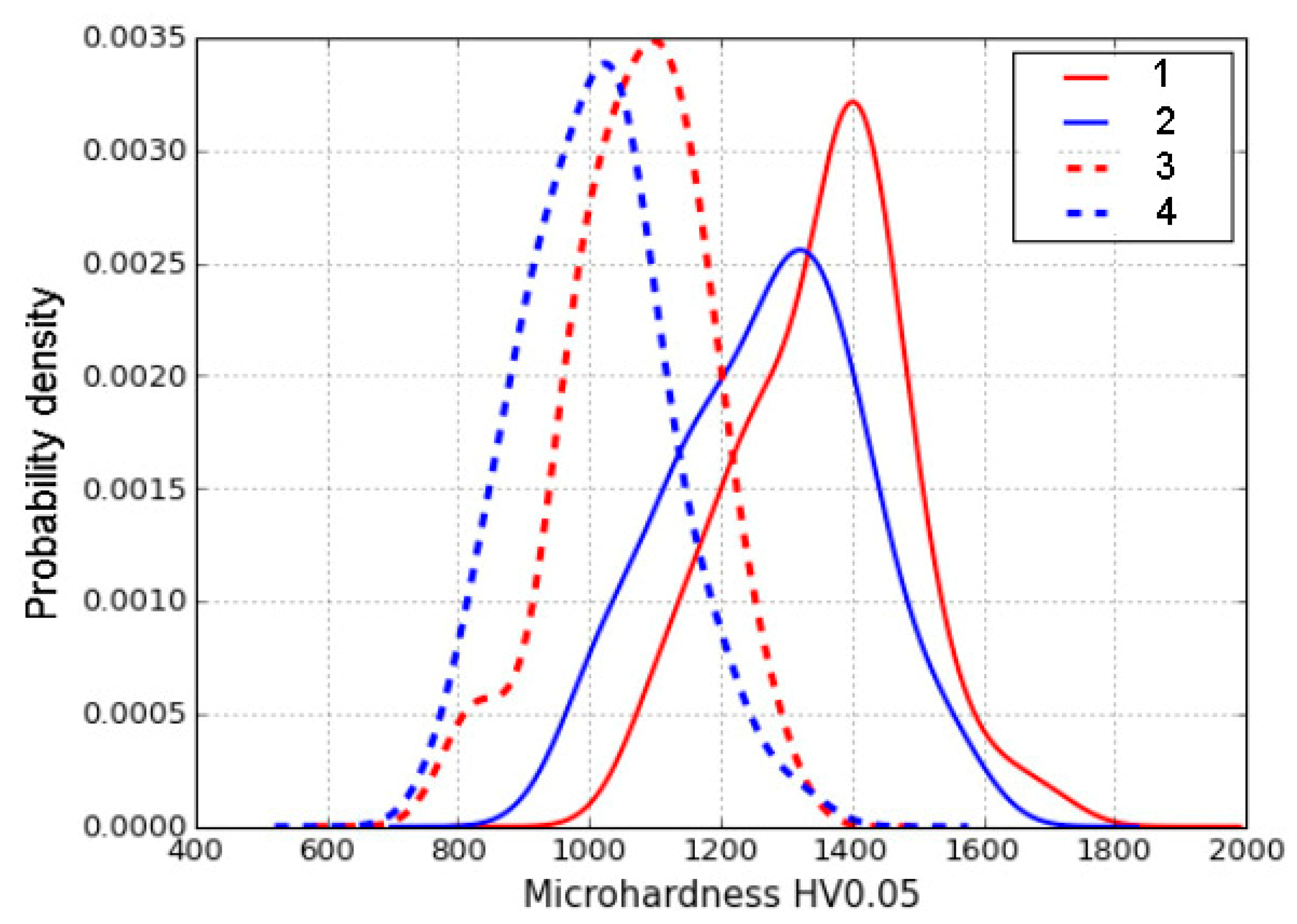
3.4. Microhardness of Worn Surfaces
- The microhardness values of the worn surface of B-mode samples are noticeably greater than those of A-mode samples;
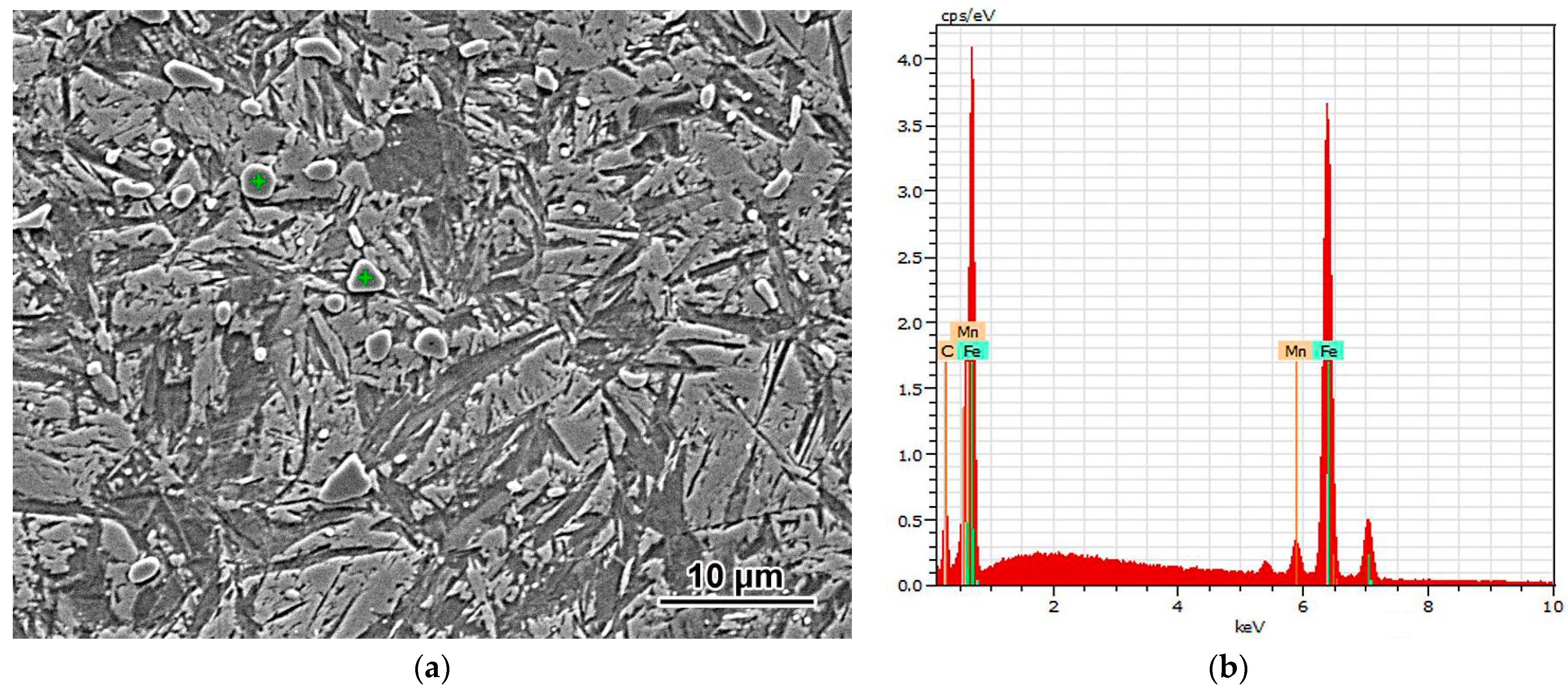
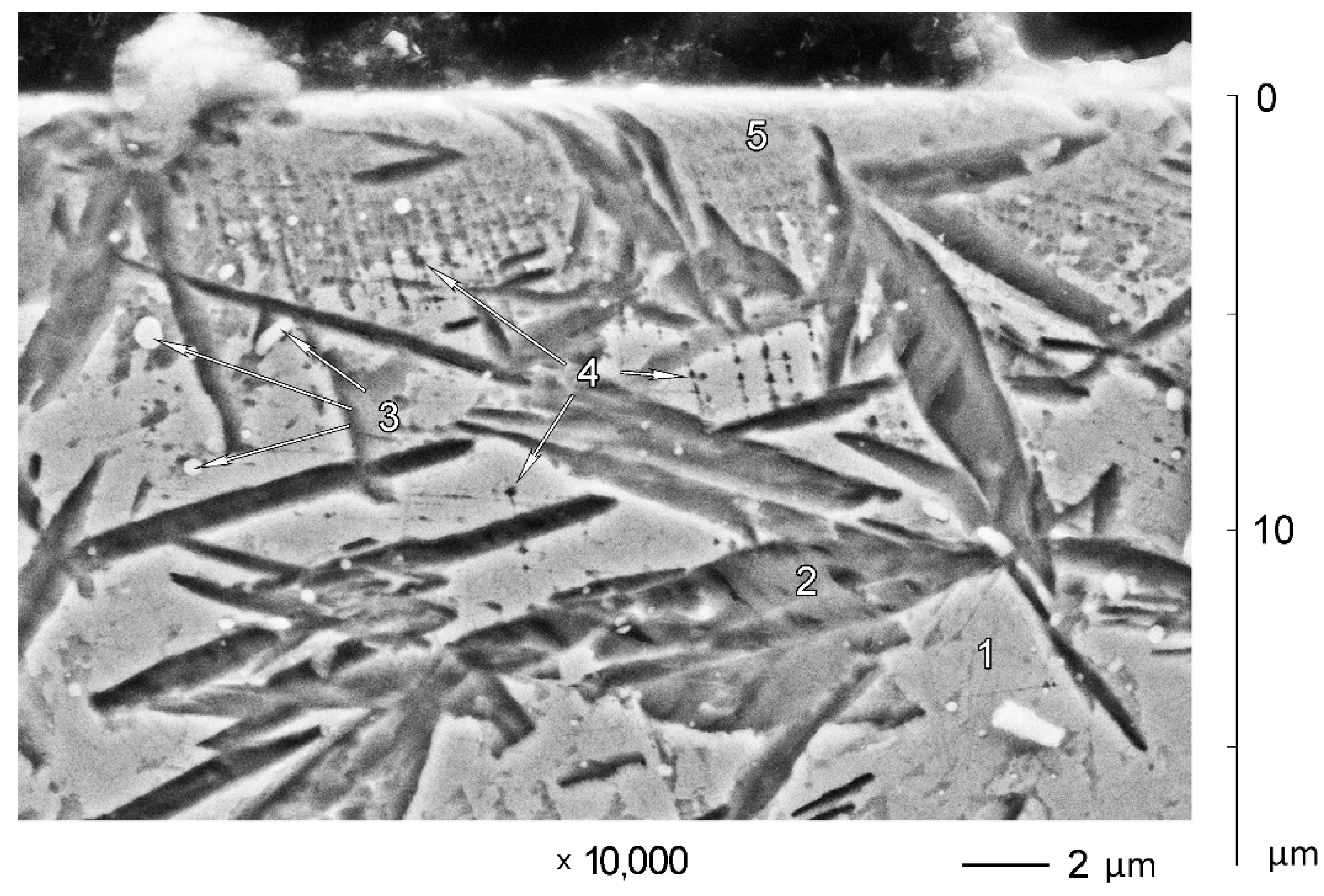
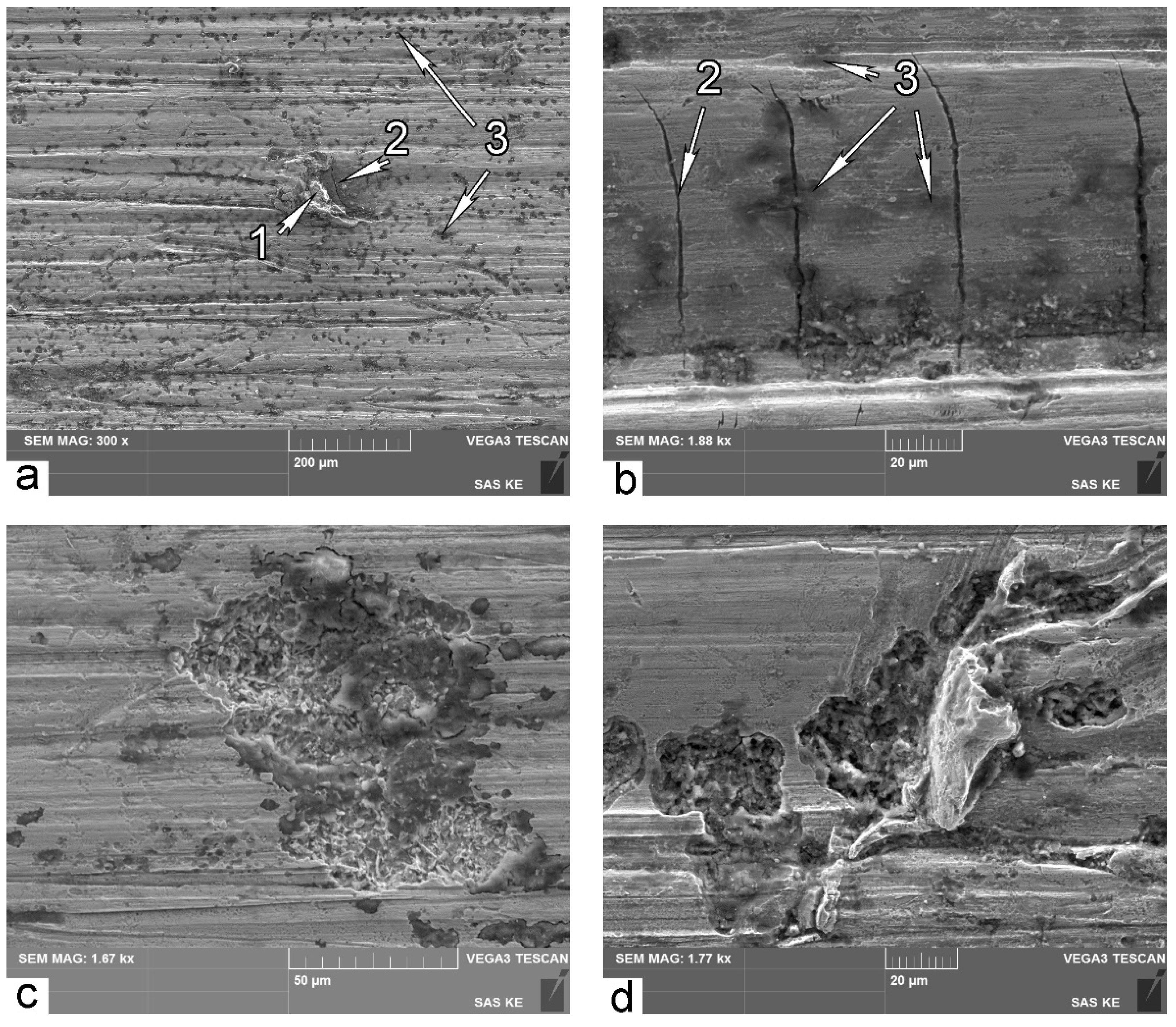
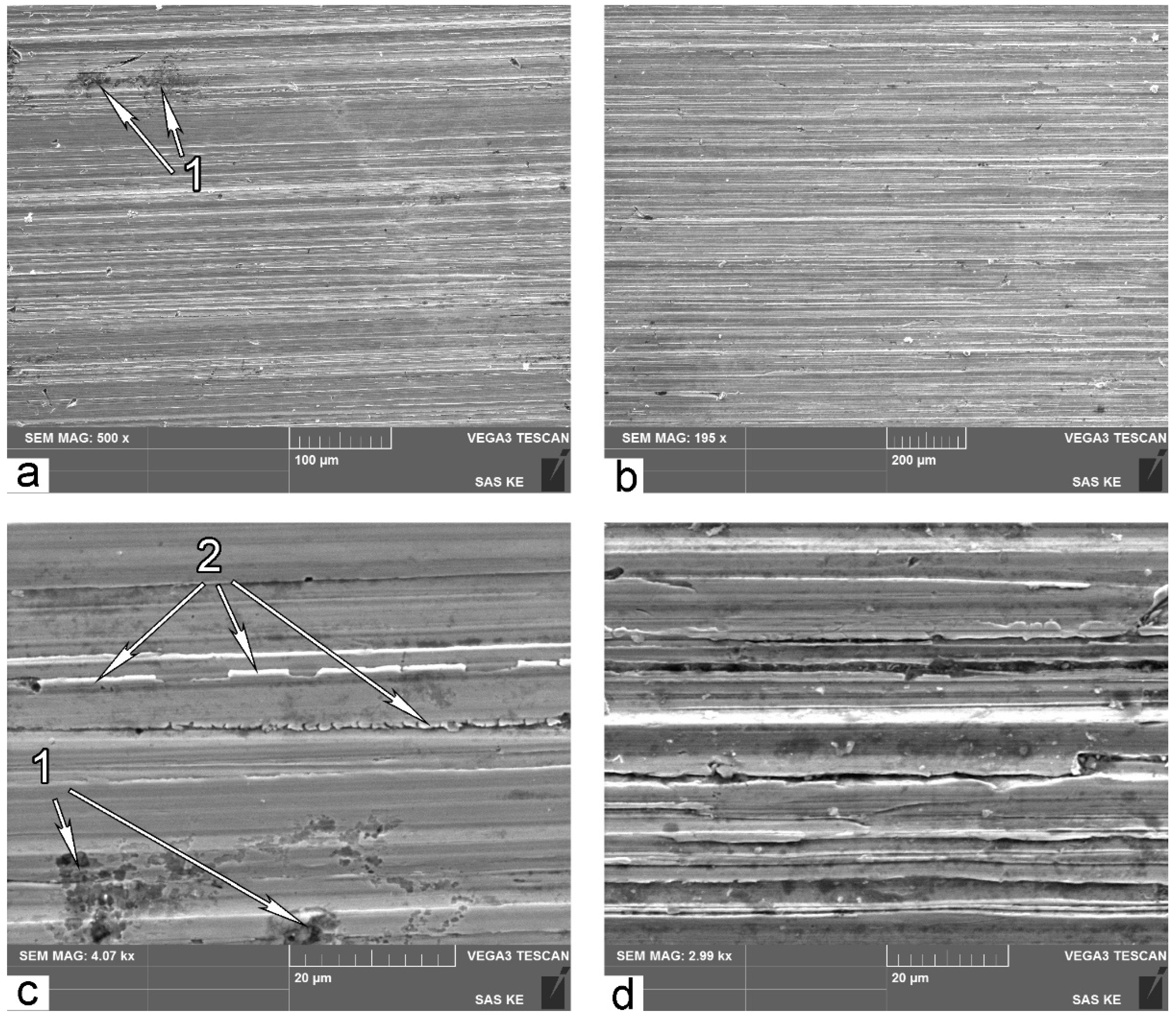
3.5. Worn Surface Examination
4. Conclusions
- Three distinguished areas of structure patterns may be observed at the cross-sections of under-surface regions of the B samples after abrasive wear. The area of the very beginning of plastic deformation is visible approximately 60–30 μm below the surface. This area is characterized by multiple slip, which is visible due to etch pits decorating slip planes. The area of plastic deformation gradually transforms to a uniform area of transformed material under 10–15 μm depth. The structure of samples worn in A mode demonstrates the very beginning of plastic deformation not deeper than 10 μm below worn surface;
- The microhardness of the worn surface of samples that are worn in B mode is noticeably higher than for samples that are worn in A wear mode. The highest microhardness measured exceeds 1400 HV0.05 for B900 samples;
- X-ray investigations revealed differences between A and B worn surfaces which correlate with difference in wear modes, material structure, and microhardness. Values of FWHM for all corresponding standing peaks for both α and γ phases alone are bigger for B samples than for A samples. It is also shown that the (200) peaks for α and γ got the most widening in every given wear mode. Considering α and γ peaks as indicators of abrasive wear “severity”, it is shown that α peaks are more suitable because they are always present on diffractograms of the worn surface of tested steel because of more or less prominent γ-α transformation. At that γ, peaks are not always sufficiently intensive in comparison with background noise, and therefore it is not possible to calculate the FWHM of those peaks with acceptable accuracy. This may happen if wear is severe enough to cause full γ-α transformation (for example, in B wear mode);
- Sites on the friction surface that are under the high-friction fatigue mode of rupture appear darker than the rest of surface when observed in SEM. This fact can be used as an additional indicator of the wear failure mode of the friction surface, and in particular, wear conditions;
- Quenching from 900 °C for X120Mn3Si2 steel is a more favorable treatment for practical use because the work-hardening of the friction surface achieves its maximum in this case;
- Samples quenched from 1000 °C may be used as detectors of wear mode. Even in conditions of abrasive wear, which is the most aggressive among all types of wear, this structure is sensitive enough to reveal differences in wear conditions via the different phase compositions, microhardness values, and microstructures of the friction surface. This sensitivity is achieved due to austenite that is a bit more stable in comparison with that after quenching from 900 °C. Increased stability leads to increased “sensitivity” of the structure to the severity of loading conditions in friction contact. The less austenite remains in the surface after wear, the more severe wear conditions are. This may be useful for express estimation of wear conditions in practice. Further research is needed to determine the scope of practical implementation for the retained austenite as a sensitive structure to differentiate wear conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Holmberg, K.; Erdemir, A. Influence of tribology on global energy consumption, costs and emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef]
- Holmberg, K.; Kivikytö-Reponen, P.; Härkisaari, P.; Valtonen, K.; Erdemir, A. Global energy consumption due to friction and wear in the mining industry. Tribol. Int. 2017, 115, 116–139. [Google Scholar] [CrossRef]
- Terva, J.; Kuokkala, V.-T.; Valtonen, K.; Siitonen, P. Effects of compression and sliding on the wear and energy consumption in mineral crushing. Wear 2018, 398–399, 116–126. [Google Scholar] [CrossRef]
- Reye, K.T. “Zur Theorie der Zapfenreibung” [On the theory of pivot friction]. In Der Civilingenieur—Zeitschrift Für Das Ingenieurwesen. Neue Folge (NF); Bornemann, K.R., Ed.; Volume 6, pp. 235–255. (In German)
- Archard, J.F. Contact and Rubbing of Flat Surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Napiórkowski, J.; Lemecha, M.; Konat, Ł. Forecasting the Wear of Operating Parts in an Abrasive Soil Mass Using the Holm-Archard Model. Materials 2019, 12, 2180. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Khruschov, M.M. Principles of abrasive wear. Wear 1974, 28, 69–88. [Google Scholar] [CrossRef]
- Kalácska, Á.; Székely, L.; Keresztes, R.Z.; Gábora, A.; Mankovits, T.; De Baets, P. Abrasive Sensitivity of Martensitic and a Multi-Phase Steels under Different Abrasive Conditions. Materials 2021, 14, 1343. [Google Scholar] [CrossRef]
- ASTM G65—16e1. Standard Test Method for Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Bustillo, A.; Pimenov, D.Y.; Matuszewski, M.; Mikolajczyk, T. Using artificial intelligence models for the prediction of surface wear based on surface isotropy levels. Robot. Comput.-Integr. Manuf. 2018, 53, 215–227. [Google Scholar] [CrossRef]
- Matuszewski, M.; Mikolajczyk, T.; Pimenov, D.Y.; Styp-Rekowski, M. Influence of structure isotropy of machined surface on the wear process. Int. J. Adv. Manuf. Technol. 2017, 88, 2477–2483. [Google Scholar] [CrossRef]
- Moore, M.A.; Douthwaite, R.M. Plastic deformation below worn surfaces. Metall. Trans. A 1976, 7, 1833–1839. [Google Scholar] [CrossRef]
- Alpas, A.T.; Hu, H.; Zhang, J. Plastic deformation and damage accumulation below the worn surfaces. Wear 1993, 162–164, 188–195. [Google Scholar] [CrossRef]
- Walter, M.; Weber, S.; Boes, J.; Egels, G.; Theisen, W. Mechanisms of severe sliding abrasion of single phase steels at elevated temperatures: Influence of lattice structure and microstructural parameters. Wear 2017, 376–377, 468–483. [Google Scholar] [CrossRef]
- Nakashima, K.; Suzuki, M.; Futamura, Y.; Tsuchiyama, T.; Takaki, S. Limit of Dislocation Density and Dislocation Strengthening in Iron. Mater. Sci. Forum 2006, 503–504, 627–632. [Google Scholar] [CrossRef]
- Bogachev, I.N. Cavitation Failure and Cavitation-Resistant Alloys; Metallurgiya: Moscow, Russia, 1972. (In Russian) [Google Scholar]
- Popov, V.S.; Brykov, N.N.; Khokhlov, V.P.; Fidrya, V.I.; Pristupa, P.G.; Dmitrichenko, N.S.; Gutman, A.B.; Gershkovich, V.I.; Zima, V.K.; Korol’Kov, I.P. Study of the wear resistance and choice of the optimum material for facing mold plates. Refractories 1973, 14, 401–403. [Google Scholar] [CrossRef]
- Malinov, L.S.; Malinov, V.L.; Burova, D.V.; Anichenkov, V.V. Increasing the abrasive wear resistance of low-alloy steel by obtaining residual metastable austenite in the structure. J. Frict. Wear 2015, 36, 237–240. [Google Scholar] [CrossRef]
- Efremenko, V.; Shimizu, K.; Pastukhova, T.; Chabak, Y.; Brykov, M.; Kusumoto, K.; Efremenko, A. Three-body abrasive wear behaviour of metastable spheroidal carbide cast irons with different chromium contents. Int. J. Mater. Res. 2018, 109, 147–156. [Google Scholar] [CrossRef]
- Zurnadzhy, V.I.; Efremenko, V.G.; Brykov, M.N.; Petryshynets, I.; Pastukhova, T.V.; Kussa, R.A. The Metastability of Retained Austenite in Multiphase Steel during Abrasive Wear. J. Frict. Wear 2020, 41, 119–124. [Google Scholar] [CrossRef]
- Zurnadzhy, V.I.; Efremenko, V.G.; Wu, K.M.; Petryshynets, I.; Shimizu, K.; Zusin, A.M.; Brykov, M.N.; Andilakhai, V.A. Tailoring strength/ductility combination in 2.5 wt% Si-alloyed middle carbon steel produced by the two-step Q-P treatment with a prolonged partitioning stage. Mater. Sci. Eng. A 2020, 791, 139721. [Google Scholar] [CrossRef]
- Zurnadzhy, V.I.; Efremenko, V.G.; Petryshynets, I.; Shimizu, K.; Brykov, M.N.; Kushchenko, I.V.; Kudin, V.V. Mechanical properties of carbide-free lower bainite in complex-alloyed constructional steel: Effect of bainitizing treatment parameters. Kov. Mater. -Met. Mater. 2020, 58, 129–140. [Google Scholar] [CrossRef]
- Samek, L.; De Moor, E.; Penning, J.; De Cooman, B.C. Influence of alloying elements on the kinetics of strain-induced martensitic nucleation in low-alloy, multiphase high-strength steels. Metall. Mater. Trans. A 2006, 37, 109–124. [Google Scholar] [CrossRef]
- Mayer, P.; Skorupski, R.; Smaga, M.; Eifler, D.; Aurich, J.C. Deformation Induced Surface Hardening when Turning Metastable Austenitic Steel AISI 347 with Different Cryogenic Cooling Strategies. Procedia CIRP 2014, 14, 101–106. [Google Scholar] [CrossRef] [Green Version]
- Brykov, M.N.; Petryshynets, I.; Džupon, M.; Kalinin, Y.A.; Efremenko, V.G.; Makarenko, N.A.; Pimenov, D.Y.; Kováč, F. Microstructure and Properties of Heat Affected Zone in High-Carbon Steel after Welding with Fast Cooling in Water. Materials 2020, 13, 5059. [Google Scholar] [CrossRef]
- Efremenko, V.G.; Hesse, O.; Friedrich, T.; Kunert, M.; Brykov, M.N.; Shimizu, K.; Zurnadzhy, V.I.; Šuchmann, P. Two-body abrasion resistance of high-carbon high-silicon steel: Metastable austenite vs nanostructured bainite. Wear 2019, 418–419, 24–35. [Google Scholar] [CrossRef]
- Liu, B.; Li, W.; Lu, X.; Jia, X.; Jin, X. The effect of retained austenite stability on impact-abrasion wear resistance in carbide-free bainitic steels. Wear 2019, 428–429, 127–136. [Google Scholar] [CrossRef]
- Yan, X.; Hu, J.; Wang, L.; Chai, Z.; Sun, W.; Xu, W. The coupled effect of thermal and mechanical stabilities of austenite on the wear resistance in a 0.2C–5Mn-1.6Si steel down to cryogenic temperatures. Wear 2021, 486–487, 204116. [Google Scholar] [CrossRef]
- Koval’, A.D.; Efremenko, V.G.; Brykov, M.N.; Andrushchenko, M.I.; Kulikovskii, R.A.; Efremenko, A.V. Principles for developing grinding media with increased wear resistance. Part 1. Abrasive wear resistance of iron-based alloys. J. Frict. Wear 2012, 33, 39–46. [Google Scholar] [CrossRef]
- Madsen, I.C.; Scarlett, N.V.Y.; Webster, N.A.S. Quantitative phase analysis. In Uniting Electron Crystallography and Powder Diffraction; Kolb, U., Shankland, K., Meshi, L., Avilov, A., David, W., Eds.; NATO Science for Peace and Security Series B: Physics and Biophysics; Springer: Dordrecht, The Netherlands, 2012; pp. 207–218. [Google Scholar] [CrossRef]
- Sun, J.; Yu, H. Microstructure development and mechanical properties of quenching and partitioning (Q&P) steel and an incorporation of hot-dipping galvanization during Q&P process. Mater. Sci. Eng. A 2013, 586, 100–107. [Google Scholar] [CrossRef]
- van Dijk, N.H.; Butt, A.M.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; van der Zwaag, S. Thermal stability of retained austenite in TRIP steels studied by synchrotron X-ray diffraction during cooling. Acta Mater. 2005, 53, 5439–5447. [Google Scholar] [CrossRef]
- Hesse, O.; Liefheith, J.; Kunert, M.; Kapustjan, A.; Brykov, M.; Efremenko, V. Bainite in steels with high resistance against abrasive wear [Bainit in Stählen mit hohem Widerstand gegen Abrasivverschleiß]. Tribol. Schmier. 2016, 63, 5–13. [Google Scholar]
- Bhadeshia, H.K.D.H. Cementite. Int. Mater. Rev. 2020, 65, 1–27. [Google Scholar] [CrossRef] [Green Version]
- Hao, S.; Xu, Y.; Zhang, Y.; Zhao, L. Improvement of surface microhardness and wear resistance of WC/Co hard alloy by high current pulsed electron beam irradiation. Int. J. Refract. Met. Hard Mater. 2013, 41, 553–557. [Google Scholar] [CrossRef]
- Ye, F.; Hojamberdiev, M.; Xu, Y.; Zhong, L.; Zhao, N.; Li, Y.; Huang, X. Microstructure, microhardness and wear resistance of VCp/Fe surface composites fabricated in situ. Appl. Surf. Sci. 2013, 280, 297–303. [Google Scholar] [CrossRef]
- Ye, F.; Hojamberdiev, M.; Xu, Y.; Zhong, L.; Yan, H.; Chen, Z. (Fe,Cr)7C3/Fe surface gradient composite: Microstructure, microhardness, and wear resistance. Mater. Chem. Phys. 2014, 147, 823–830. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, C.; Qian, S.; Yu, Q.; Dong, C. Microstructure and Wear Resistance of Laser-Clad (Co, Ni)61.2B26.2Si7.8Ta4.8 Coatings. Metals 2017, 7, 419. [Google Scholar] [CrossRef] [Green Version]
- Kunert, M.; Baretzky, B.; Mittemeijer, E.J.; Baker, S.P. Hardness-depth profiling on nanometer scale. Metall. Mater. Trans. A 2001, 32, 1201–1209. [Google Scholar] [CrossRef]
- Sridharan, K.; Redsten, A.M.; Worzala, F.J.; Dodd, R.A.; Conrad, J.R. A technique for determination of microhardness profiles in thin surface diffusion layers. Thin Solid Films 1989, 175, L153–L156. [Google Scholar] [CrossRef]
- Falat, L.; Džupon, M.; Ťavodová, M.; Hnilica, R.; Ľuptáčiková, V.; Čiripová, L.; Homolová, V.; Ďurišinová, K. Microstructure and Abrasive Wear Resistance of Various Alloy Hardfacings for Application on Heavy-Duty Chipper Tools in Forestry Shredding and Mulching Operations. Materials 2019, 12, 2212. [Google Scholar] [CrossRef] [Green Version]
- Chabak, Y.; Efremenko, V.; Džupon, M.; Shimizu, K.; Fedun, V.; Wu, K.; Efremenko, B.; Petryshynets, I.; Pastukhova, T. Evaluation of the Microstructure, Tribological Characteristics, and Crack Behavior of a Chromium Carbide Coating Fabricated on Gray Cast Iron by Pulsed-Plasma Deposition. Materials 2021, 14, 3400. [Google Scholar] [CrossRef]
- Chabak, Y.G.; Fedun, V.I.; Shimizu, K.; Efremenko, V.G.; Zurnadzhy, V.I.; Shimiszu, K. Phase-structural composition of coating obtained by pulsed plasma treatment using eroded cathode of T1 high speed steel. Probl. At. Sci. Technol. Ser. Plasma Phys. 2016, 102, 100–106. [Google Scholar]
- Makarov, A.V.; Korshunov, L.G.; Malygina, I.Y.; Osintseva, A.L. Effect of laser quenching and subsequent heat treatment on the structure and wear resistance of a cemented steel 20KhN3A. Phys. Met. Metallogr. 2007, 103, 507–518. [Google Scholar] [CrossRef]
- Deng, S.; Hua, L.; Han, X.; Huang, S. Investigation of rolling contact fatigue cracks in ball bearings. Int. J. Fract. 2014, 188, 71–78. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Designation | Wear Path, m | Mass Loss, mg | Wear Rate, mg/m |
|---|---|---|---|
| A900 | 96 | 47.6 | 0.50 |
| A1000 | 96 | 56.9 | 0.59 |
| B900 | 8 | 215.4 | 26.9 |
| B1000 | 8 | 198.7 | 24.8 |
| Sample Designation | α Peaks | γ Peaks | |||
|---|---|---|---|---|---|
| (200) | (211) | (200) | (220) | (311) | |
| Quenching from 800 °C (reference) | 1.34 | 1.23 | - | - | - |
| Quenching from 1000 °C (reference) | - | - | 0.30 | 0.37 | 0.54 |
| B1000 | 3.20 | 2.62 | 1.98 | 1.03 | 1.45 |
| A1000 | 2.27 | 1.77 | 1.01 | 0.98 | 1.05 |
| B900 | 3.28 | 2.41 | - | - | - |
| A900 | 1.64 | 1.75 | - | - | - |
| Sample Designation | ∆FWHM | Volume Fraction % of γ-Phase | ∆% of γ-Phase | ||||
|---|---|---|---|---|---|---|---|
| (200) α | (200) γ | as-Quen-ched | Worn Surface | ||||
| Absolute, 2Θ, ° | Relative, % | Absolute, 2Θ, ° | Relative, % | ||||
| B1000 | 1.86 | 139 | 1.68 | 560 | 93.9 [26] | 10.2 | 83.7 |
| A1000 | 0.93 | 69 | 0.71 | 237 | 19.7 | 74.2 | |
| B900 | 1.94 | 145 | - | - | 60.1 [26] | 4.3 | 55.8 |
| A900 | 0.30 | 22 | - | - | 12.5 | 47.6 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brykov, M.N.; Akrytova, T.O.; Osipov, M.J.; Petryshynets, I.; Puchy, V.; Efremenko, V.G.; Shimizu, K.; Kunert, M.; Hesse, O. Abrasive Wear of High-Carbon Low-Alloyed Austenite Steel: Microhardness, Microstructure and X-ray Characteristics of Worn Surface. Materials 2021, 14, 6159. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14206159
Brykov MN, Akrytova TO, Osipov MJ, Petryshynets I, Puchy V, Efremenko VG, Shimizu K, Kunert M, Hesse O. Abrasive Wear of High-Carbon Low-Alloyed Austenite Steel: Microhardness, Microstructure and X-ray Characteristics of Worn Surface. Materials. 2021; 14(20):6159. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14206159
Chicago/Turabian StyleBrykov, Michail Nikolaevich, Taisiia Oleksandrivna Akrytova, Michail Jurievich Osipov, Ivan Petryshynets, Viktor Puchy, Vasily Georgievich Efremenko, Kazumichi Shimizu, Maik Kunert, and Olaf Hesse. 2021. "Abrasive Wear of High-Carbon Low-Alloyed Austenite Steel: Microhardness, Microstructure and X-ray Characteristics of Worn Surface" Materials 14, no. 20: 6159. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14206159